
Abstract
In this study, the effects of strontium (Sr) and magnesium (Mg) elements in certain rates added to Al-9Si alloy manufactured using permanent mold casting technique on the structural, mechanical, and machinability properties of these alloys were investigated. While microstructural images of the alloys were obtained with an optical microscope, hardness, tensile strength, and elongation to fracture were determined by conventional methods. The resultant cutting force (F) and average surface roughness (Ra) were measured as experimental outputs in the turning process. It was observed that Al-9Si alloy comprised of α-Al, eutectic Al-Si, β, and primary Si phases. The addition of Sr to the Al-9Si alloy led to the formation of the Al4Sr phase and the transformation of the β phase into the δ phase. The addition of Mg to Al-9Si-0.1Sr alloy caused the δ phase to transform into the π phase. The hardness of the tested alloy increased significantly with the Mg addition. The yield strength and tensile strength of them increased with both Sr and Mg additions. On the other hand, elongation to fracture value of the Al-9Si alloy increased with Sr addition while it decreased with the Mg addition. The F and Ra values obtained from the Al-9Si alloy increased with Sr addition in the turning process while decreased with Mg addition. The results obtained from turning tests were discussed based on the mechanical properties of alloys.
Highlights
Sr and Mg additions in certain rates improve strength of Al-9Si alloy.
Cutting force, surface roughness, built-up edge and built-up layer formation are closely related to the ductility of the Al-9Si based alloys.
Adhesion and wear marks on the machined surfaces of Al-9Si based alloys vary according to the alloying elements.
Introduction
Reducing product weights in the automotive, defense, and aviation industries is crucial for increasing energy efficiency or fuel economy. Al-Si alloys have become important alternative materials for products manufactured in these industries and they are successfully used in the manufacturing of internal combustion engines, electric rotors, jet engines, pump bodies, cylinder heads, pistons, gearboxes, some parts in applications requiring high pressure and corrosion, bushings, shaft bearings, crankcases, and motor vehicles chassis since they have low density, high specific strength, and easy casting.1,2 Industrial Al-Si alloys have a wide range of chemical compositions and therefore they exhibit different mechanical properties. 3 Primarily, the change in silicon (Si) ratio significantly affects the hardness and mechanical properties of binary Al-Si alloys. It has been reported that hardness of the binary Al-Si alloys increases continuously with increasing Si ratio, but their mechanical properties improve up to certain Si rates. 4 The increase in hardness with increasing Si ratio is based on the increase in the ratio of hard Si particles in their microstructure. 4 Al-Si alloys exhibit maximum tensile strength and elongation to fracture values in case of they contain 9 wt.% Si. 4 The decrease in their strength after 9 wt.% Si ratios is due to the increased cracking tendency caused by the growth of primary Si particles in their microstructure. 4 In addition to the suitable Si ratio, some alloying element additions such as Sr, Mg, copper (Cu), manganese (Mn), zinc (Zn), boron (B), sodium (Na), titanium (Ti), vanadium (V), etc. positively affect hardness and strength properties of Al-Si alloys.5–13 Cu, Mn, Mg, and Zn additions cause the improvement of mechanical properties due to the solid solution hardening mechanism and/or secondary phase precipitation, Sr, B, Na, Ti, and V grain refinement mechanism. In a recent study, 14 it was revealed that the hardness and mechanical properties of binary Al-9Si alloy produced with permanent mold casting method can be improved even more with 0.1wt.% Sr and/or 0.1wt.% Sr + 0.6wt.% Mg additions, and presented new ternary Al-9Si-0.1Sr and quaternary Al-9Si-0.1Sr-0.6Mg alloys produced with this casting method. Most of the materials produced by casting are subjected to machining in order to be used as final product in mechanical systems. The parameters that affect the product quality or the machinability properties of the material in machining are the cutting speed, feed rate, and depth of cut. Machinability properties are generally determined by F, Ra, and cutting tool wear. These properties have an impact on the product service life. In some recent studies about the machining of Al-Si based alloys have been identified in the literature. Tool wear and Ra increase due to high amount of hard Si particles, 15 Basavakumar et al. 16 and Bayraktar and Afyon 17 determined that built up edge (BUE) consisted of by welding the material to the cutting edge due to friction and pressure between the cutting tool and the workpiece. Zhang et al. 18 found that the cutting stability of Al-Si based alloys increased with Si content in the range of 12wt.%–18wt.% by weight and decreased by 25 wt.% Si by weight, and that the chip breakability increased with increasing of Si content and cutting speed. Kamiya et al. observed that the chip breakability and surface quality increased due to the increase in Si content in eutectic compositions, while tool life decreased. It has been determined that breakability of the chip increases even more, while the surface quality and tool life decrease with increasing of Si content in hypereutectic compositions, 19 Dos Santos et al. 20 stated that more feed force was measured compared to uncoated cutting tools in turning of Al-Si alloys containing 12 and 16 wt.% Si with DLC (Diamond-like carbon) coated cemented carbide cutting tool and the highest feed force was measured for both cutting tools in 16 wt.% Si containing alloy, Barzani et al. 21 found that F and Ra in turning of Sr added Al-11% Si-2% Cu alloy were less than the base alloy and antimony added alloy. The structural and mechanical properties of the newly developed ternary Al-9Si-0.1Sr and quaternary Al-9Si-0.1Sr-0.6Mg alloys have been revealed in detail in the literature.14,22 However, effect of the Sr and Mg additions on the machinability properties of Al-9Si alloy have not been studied yet. Therefore, it was aimed to reveal the effects of Sr and Mg additions on the machinability characteristics of the Al-9Si alloy.
Material and method
Alloy production and chemical analysis
Al-9Si, Al-9Si-0.1Sr, and Al-9Si-0.1Sr-0.6Mg alloys were prepared by permanent mold casting. High purity (∼99.8 wt. %) Al, Si, Mg, and Al-15Sr master alloy were used in the production of the alloys. These alloying elements were melted in an induction melting furnace and solidified by pouring them into a conical shape SAE 8620 steel mold kept at room temperature from a casting temperature of approximately 750°C. Technical drawing of the mold used was given in the previous studies.23–26 The compositions of the tested alloys have been confirmed inductively coupled with plasma – optical emission spectrometry (ICP – OES) technique.
Investigation of structural and mechanical properties
Samples taken from alloy ingots produced for microstructural examinations were polished with standard metallographic techniques. Polished alloy samples were examined without etching and micrographs showing the microstructures of the alloys were taken in NİKON made optical microscopy (OM). The phases forming the microstructure of the alloys were confirmed byX-ray diffraction (XRD) studies. XRD studies were carried out on flat samples by using PHILIPS PW-3710 brand X-ray diffractometer. Hardness measurements were carried out with Brinell method on the basis of previous works.4,9 The hardness of each alloy was determined by averaging at least ten measurements. Tensile tests were carried out by using a universal test machine at a deformation rate of 10−3 s−1. The technical drawing of the tensile test samples is given in Figure 1. Tensile tests were carried out at least six sample for each alloy. Yield and tensile strength and elongation to fracture values of the tested alloys were calculated by taking the average of the test results.
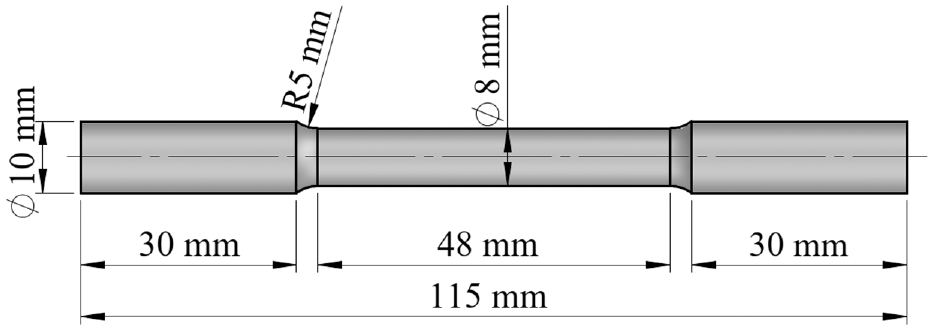
Technical drawing of the tensile test samples.
Experimental devices and turning process conditions
The conically casted alloys were machined in the universal lathe as Ø58 × 200 mm before the experimental tests. Turning studies for cutting force and surface roughness were performed in a CNC Johnford TC-35 lathe using the Sandvik Coromant trade mark uncoated carbide inserts (Manufacturer code: DCGX11T304). New insert was used for each turning test. A photograph showing the experimental set up is given in Figure 2. Cutting speed, feed rate, and depth of cut were preferred as 550 m/min, 0.05 mm/rev, and 1.5 mm in the turning tests, respectively. These values were determined in line with the literature20,27,28 and cutting insert manufacturer’s recommendation. Vibration signals in the course of turning were received by the Kistler 9257B dynamometer (Switzerland made) dynamometer and transferred to an amplifier. These signals were transferred from amplifier to a computer and transformed into charts by means of a Dynoware software to calculate the F (Figure 2).
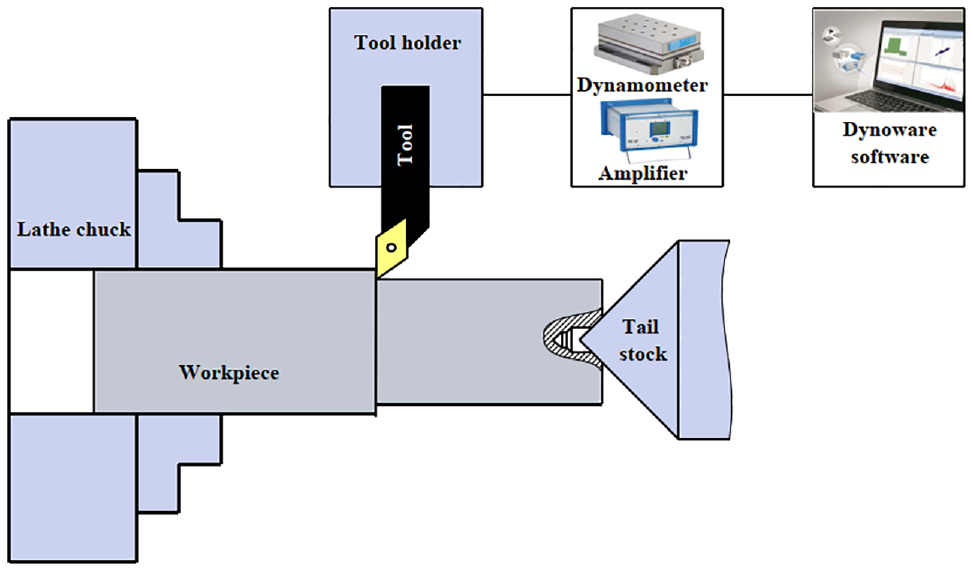
A photograph showing the experimental set up.
The F was calculated by the formula of
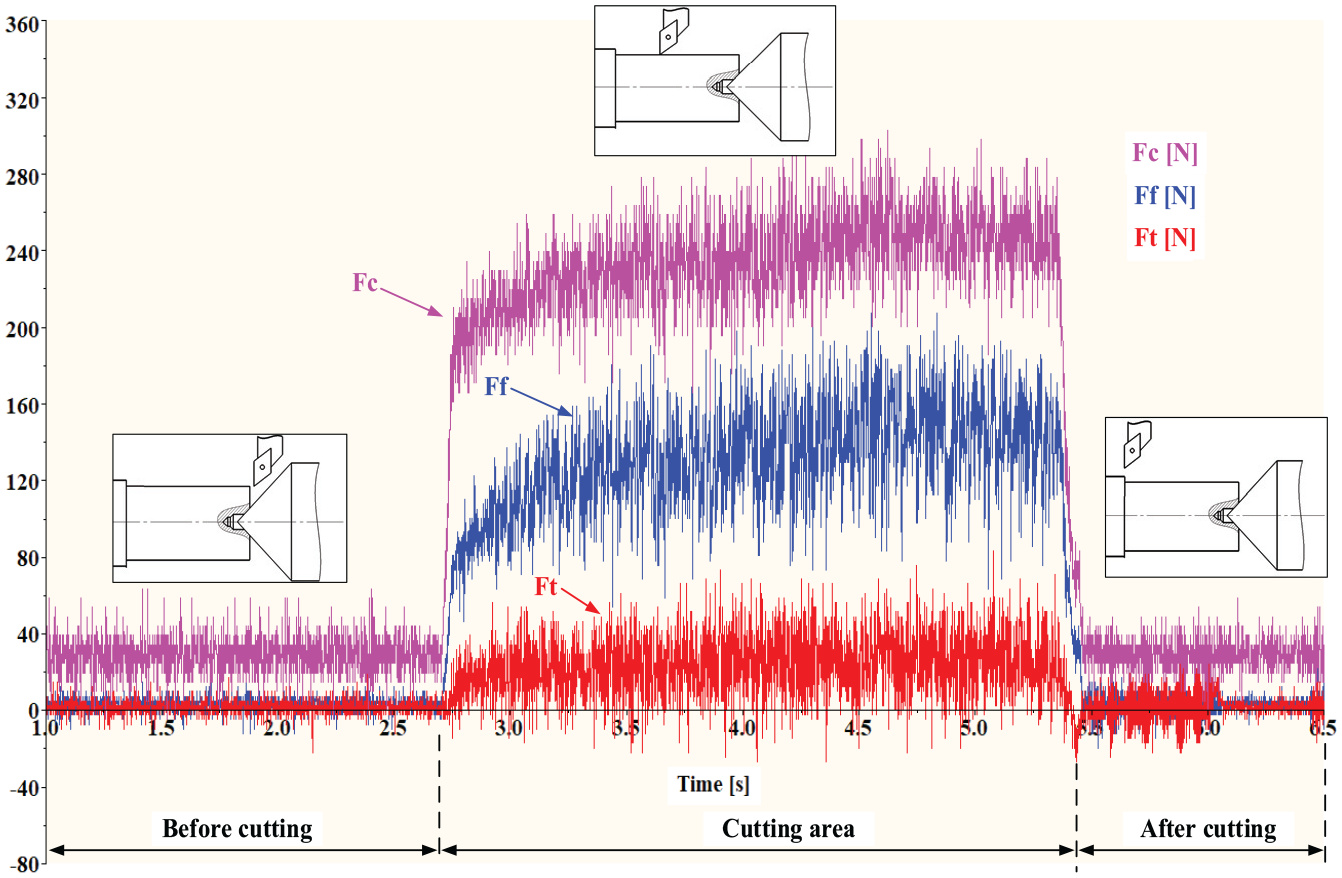
Sample graphic showing the cutting force signals.
Results and discussion
Structural and mechanical properties of the alloys
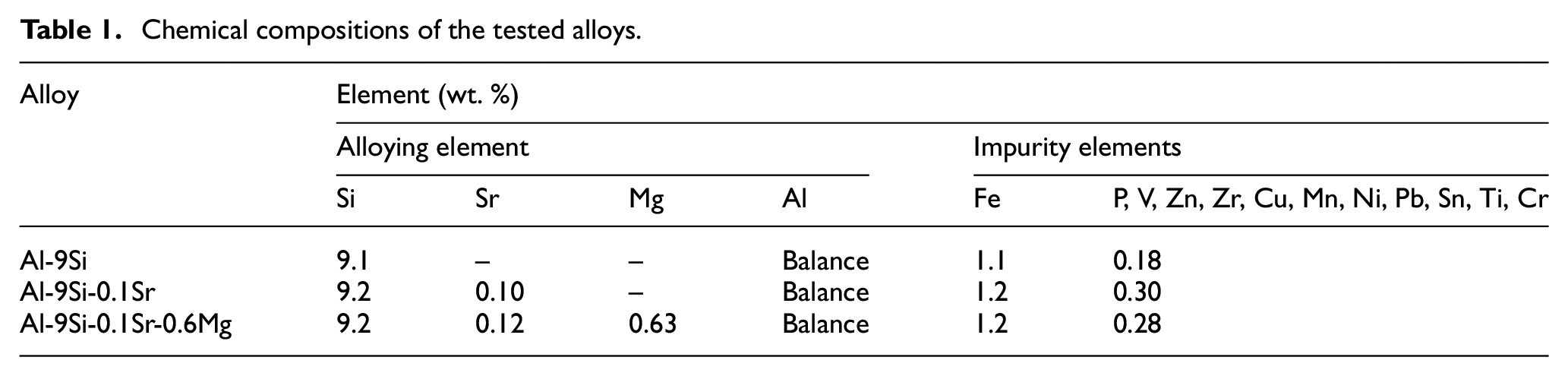
Chemical compositions of the tested alloys are given in Table 1. Al-9Si alloy comprised of α-Al, eutectic Al-Si, β, and primary Si phases, Figure 4. Formation of the α-Al and eutectic Al-Si phases in the Al-Si alloy is explained in detailed in the literature.9,14,22β phase is an intermetallic phase formed by the reaction of iron, which is the impurity element in the produced alloys, with Al and Si.9,14,22 It is known that primary Si particles in the hypoeutectic Al-Si alloys are formed due to non-equilibrium solidification conditions. 9 The micrographs showing the microstructure of the Al-9Si-0.1Sr and Al-9Si-0.1Sr-0.6Mg alloy are given in Figures 5 and 6, respectively. The microstructure of the ternary Al-9Si-0.1Sr alloy consists of the α, eutectic Al-Si, primary Si, δ, and Al4Sr phases (Figure 5). It was also observed that the volume ratio of α phase in Al-9Si-0.1Sr alloy was higher than that of binary Al-9Si. These influences of the Sr on the Al-Si alloys are explained in the literature.9,14,22,29,30 The addition of Mg to Al-9Si-0.1Sr alloy caused transformation of δ phase to π phase (Figure 6). 9 It is known that intermetallic phases containing iron such as β, δ, and π in Al-Si alloys are formed and differ depending on the ratio of impurity elements and cooling conditions.31–34 The results of XRD studies made for determining the phases are given in Figure 7. X-ray diffraction patterns of the alloys samples show that the peaks of the α (Al) phase are observed at the angles of 38°, 45°, 65°, 78°, 83°, the peaks of the Si phase are observed at the angles of 28°, 47°, 56°, 69°, 76°, 88°, the peak of the Al4Sr phase is observed at angles of 45°. And the peaks of the β, δ, and π phases are observed at angles of 45°. These results are compatible with previous studies.9,35 The absence of a peak of any phase containing Mg confirms that Mg fully dissolves in the microstructure of the Al-9Si-0.1Sr-0.6Mg alloy.
Chemical compositions of the tested alloys.
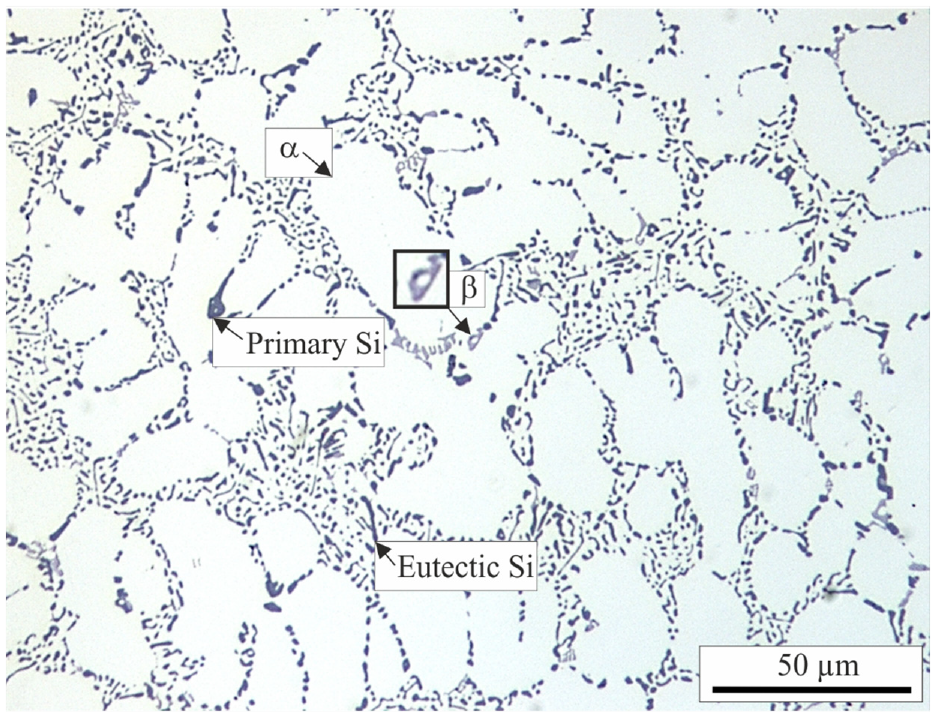
Metallographic structure of the Al-9Si alloy.
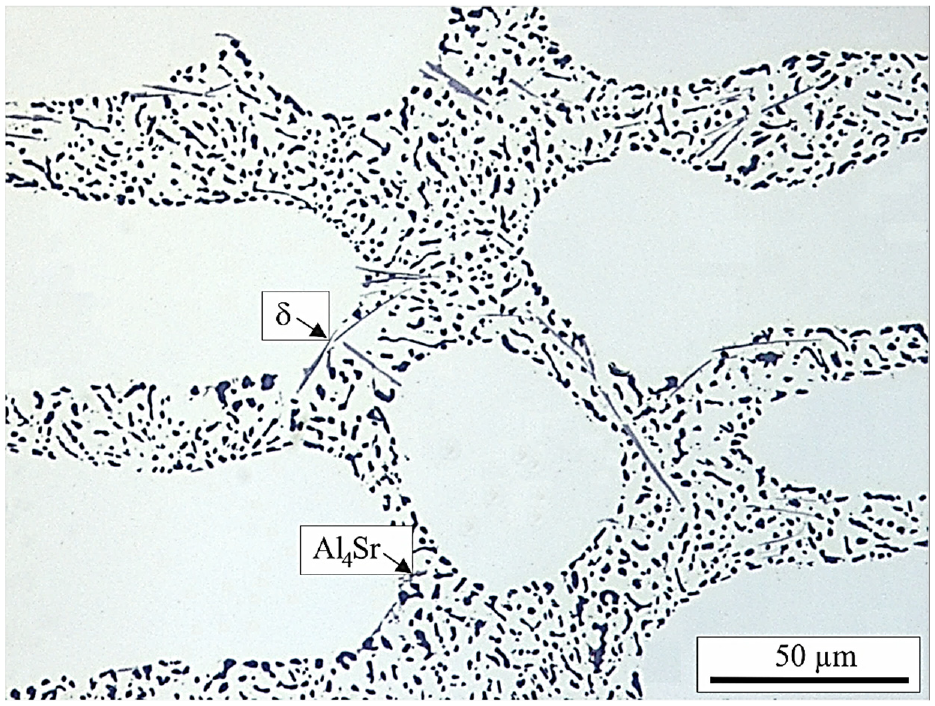
Metallographic structure of the Al-9Si-0.1Sr.
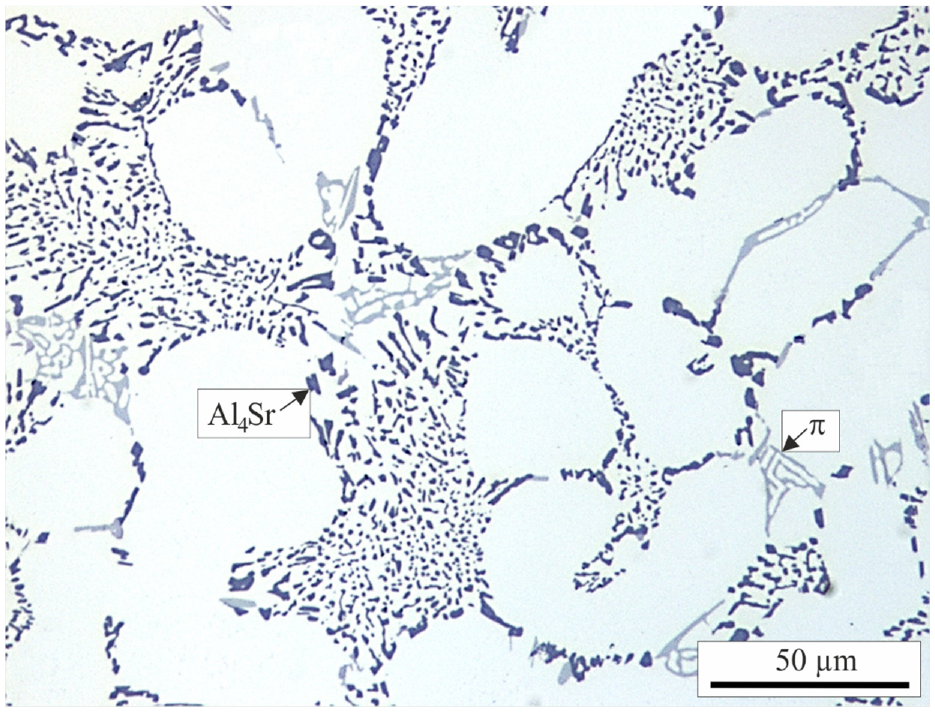
Metallographic structure of the Al-9Si-0.1Sr-0.6Mg.
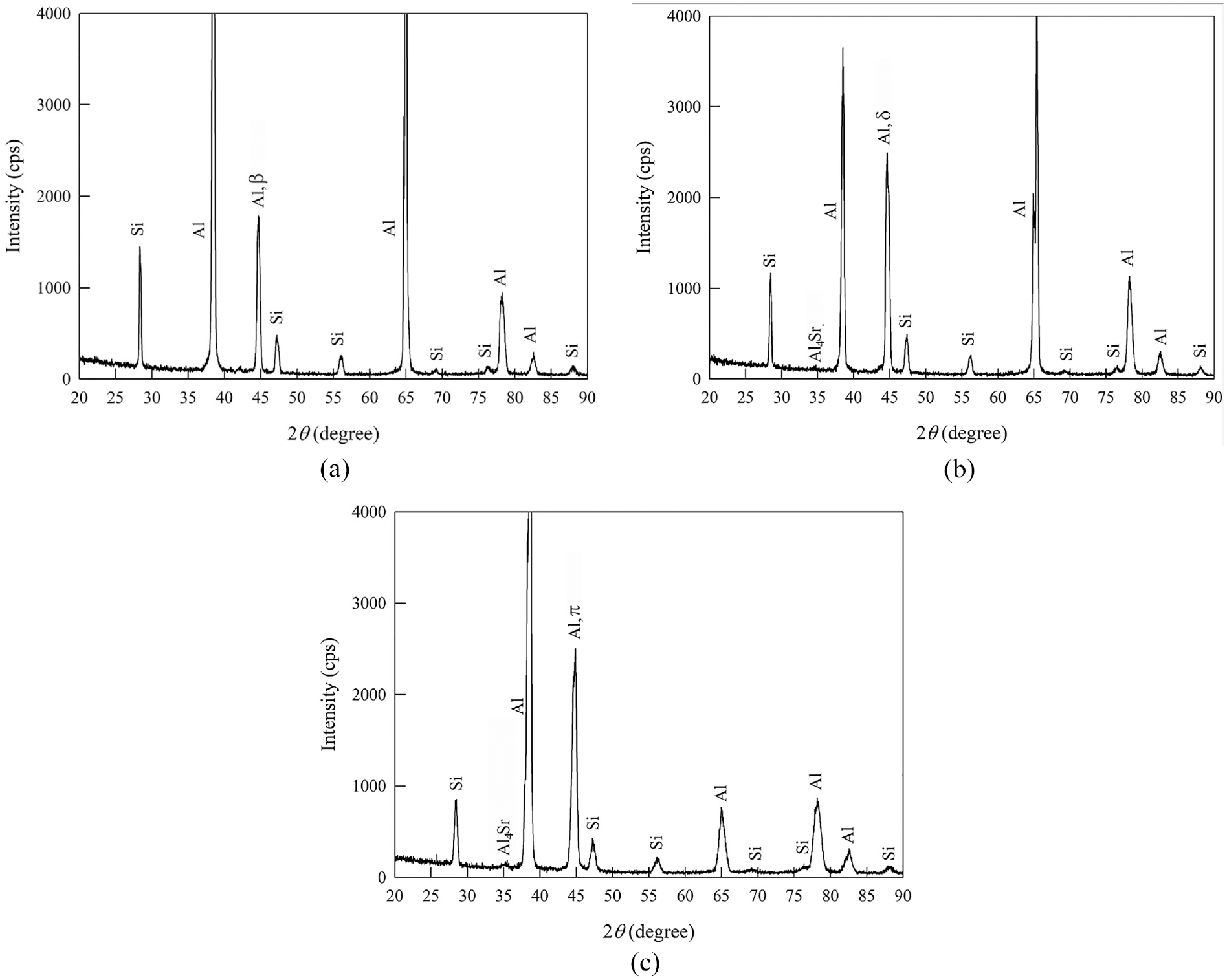
XRD pattern of the: (a) Al-9Si, (b) Al-9Si-0.1Sr, and (c) Al-9Si-0.1Sr-0.6Mg alloy.
The hardness, yield strength, tensile strength, and elongation to fracture values of the experimental alloys are given in Table 2. This table shows that the Sr addition increases the yield strength, tensile strength, and elongation to fracture of the Al-9Si alloy. This table also shows that certain rate (0.6 wt.%) Mg addition increases the hardness, yield, and tensile strength while decreasing the elongation to fracture of the Al-9Si-0.1Sr alloy. With the addition of 0.1 wt.% Sr, yield strength, tensile strength, and elongation to fracture of the Al-9Si alloy increased by approximately 7%, 6%, and 55%, respectively. In the case of adding 0.6 wt.% Mg to Al-9Si-0.1Sr alloy, hardness, yield strength, and tensile strength increased by approximately 24%, 39%, 12%, respectively, while elongation to fracture decreased by 4%. The effect of Sr and Mg additions on the material properties of Al-Si alloys is explained and discussed in detail in the literature based on the increase in the volume ratio of the α phase in addition to the effect of grain refinement, solid solution, and dispersion hardening mechanisms. 9
The values of the hardness, yield strength, tensile strength, and elongation to fracture of the tested alloys.

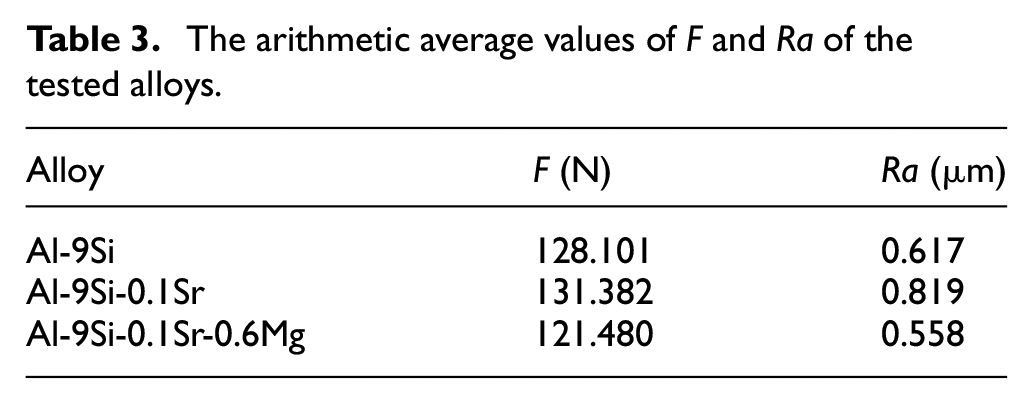
Machining tests were repeated five times for each alloy. The arithmetic mean values for the F and Ra obtained as a result of these machining tests were calculated. The arithmetic F and Ra values obtained in cutting tests are given in Table 3. It has been determined that the F is 128.101 N and the Ra is 0.617 µm in the machining of Al-9Si alloy in this table. The addition of 0.1 wt.% Sr to Al-9Si alloy increased the F by 2.632% and the average Ra by 32.739%.
The arithmetic average values of F and Ra of the tested alloys.
The addition of Sr facilitates the plastic deformation of the Al-based soft phase (α phase) by increasing the elongation to fracture of the alloy. 21 This increases the chip contact surface area with the insert, causing continuous chip formation (Figure 8(b)). This increase in the contact area causes to adhere to the cutting tool rake face of the chip in the machining of ductile materials. Therefore, it causes the formation of BUE and BUL (Built up layer) on the rake face (Figure 9). This change in cutting tool geometry increases F and Ra.16,36 Workpiece material in the machining of aluminum-based alloys adheres to the cutting tool in two different forms with the effect of temperature and pressure. These are BUE and BUL. BUE is the adhesion of the workpiece material to the cutting tool cutting edge while BUL is the adhesion of the workpiece material to the cutting tool rake face as a thin layer.37–40 Yield strength of the material decreases and its ductility increases depending on the temperature increase during cutting at the cutting edge. This causes the formation of BUE and BUL in the cutting tool and increases the chip/cutting tool contact surface area. Volume of chip adhering to the cutting tool depending on the continuing cutting process increases. This increases the cutting force. In addition, it causes the separation of small particles from the cutting edge, the deterioration of the cutting tool geometry and the reduction of the machined surface quality.38,41 It has been revealed in the literature studies that BUE is formed on the cutting edge with the effect of low hardness and high ductility properties in alloys containing high aluminum content.42–46
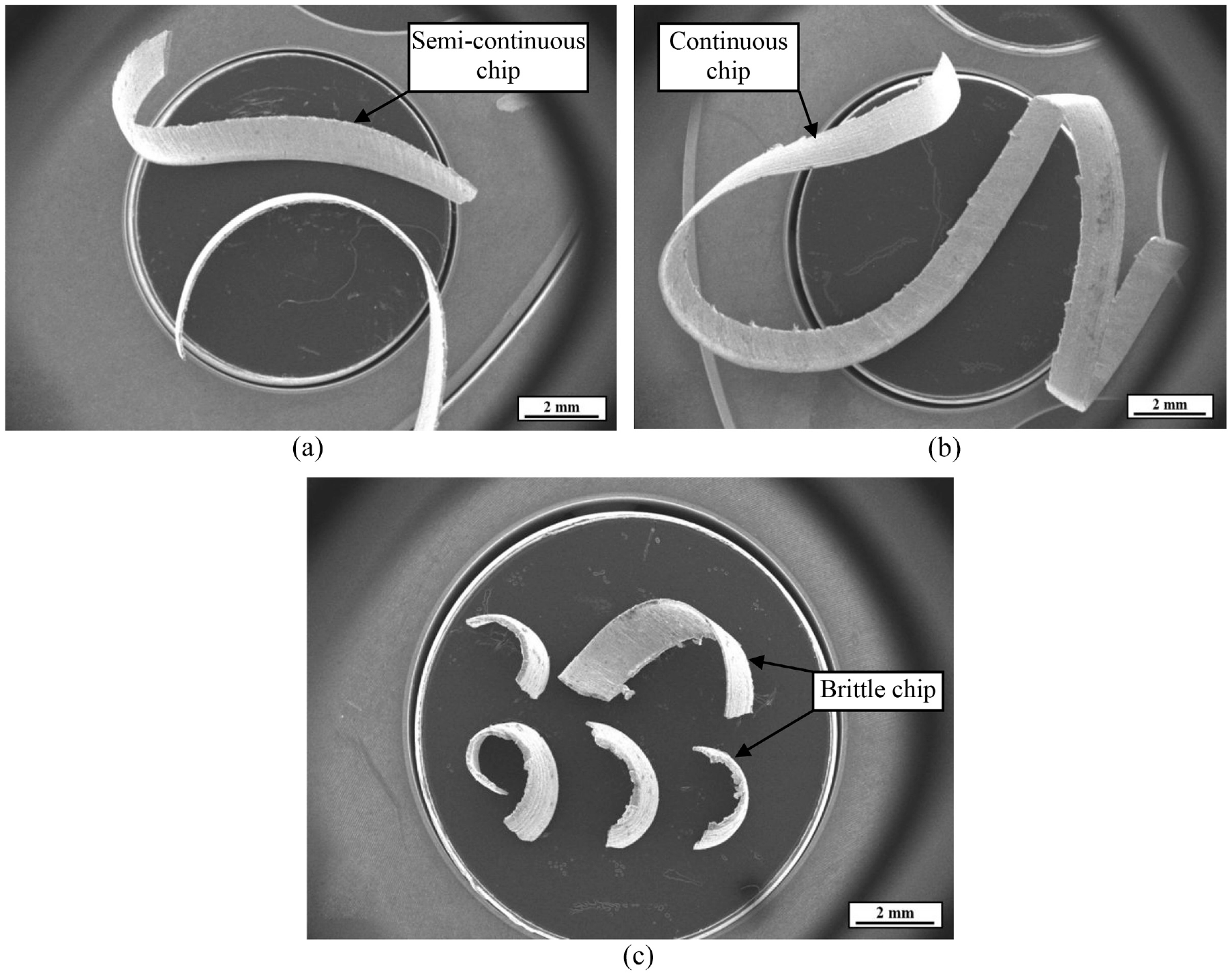
Chip formation in turning of alloys: (a) Al-9Si, (b) Al-9Si-0.1Sr, and (c) Al-9Si-0.1Sr-0.6Mg.
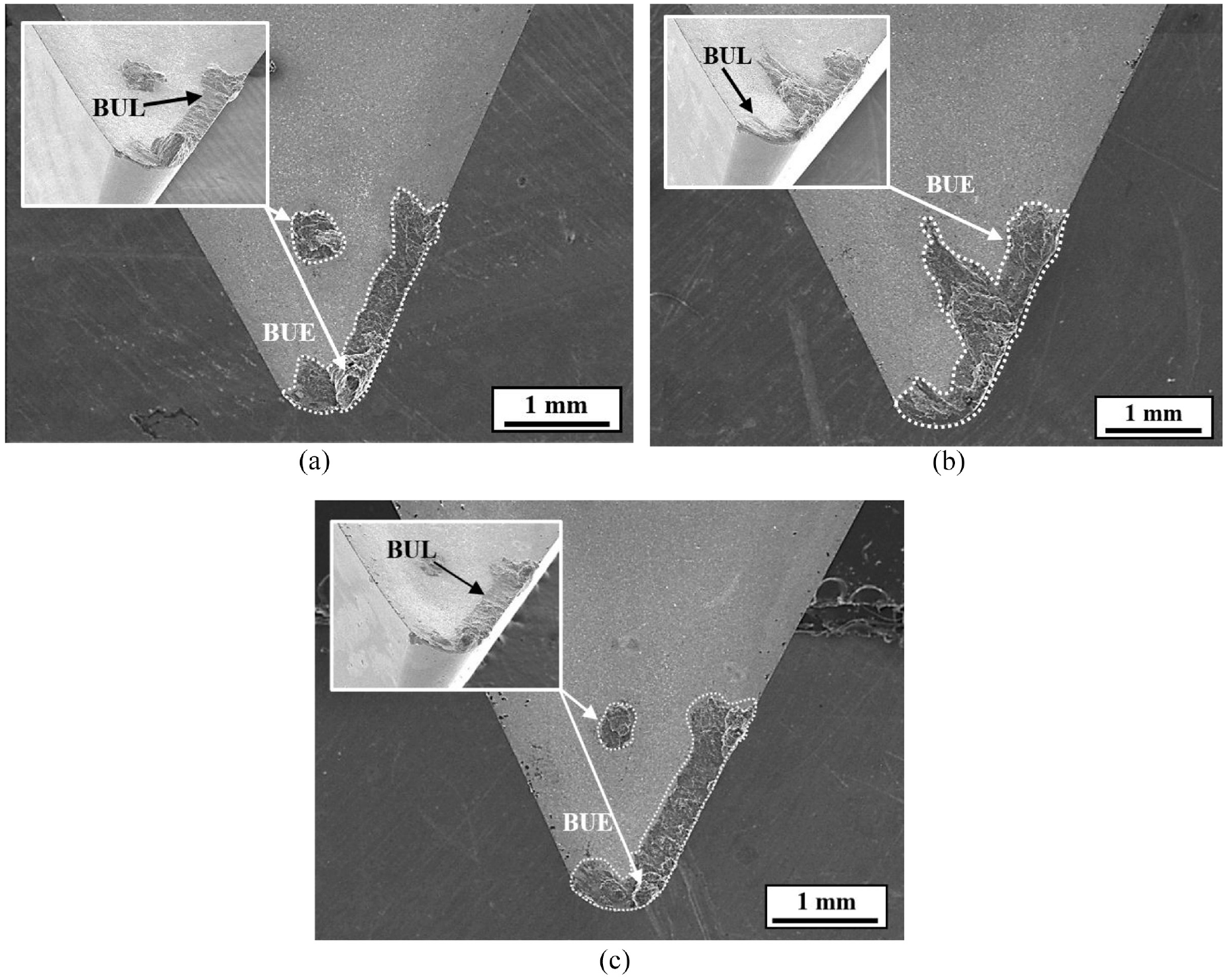
BUE and BUL formation on cutting inserts: (a) Al-9Si, (b) Al-9Si-0.1Sr, and (c) Al-9Si-0.1Sr-0.6Mg.
It was determined that the addition of 0.6 wt. % Mg to Al-9Si-0.1Sr alloy reduced the F by 8.151% and the Ra by 46.774%. The addition of Mg causes solid solution strengthening and transformation of the δ phase to the π phase in the microstructure of the alloy. These result in a decrease in the elongation to fracture. As a result, the F and Ra decrease due to the decrease in the ductility of the alloy. As a result of the decrease in elongation to fracture, brittle chip formation was observed during cutting (Figure 8(c)). It is thought that as a result of solid solution strengthening and phase transformation, shorter chips are formed due to the fragile structure of the alloy. It is expected that solid solution strengthened matrix is a relatively hard and brittle and the intermetallic π phase are larger in size and do not tend to curl. Relatively hard and brittle matrix and intermetallic π phase facilitate the formation and propagation of cracks during cutting. Thus, a more fragile chip structure is formed. Brittle chip formation is also known from studies in the literature where it improves the material’s machinability. In addition, as a result of the reduction of the elongation to fracture of the alloy, it has been determined that the formation of BUE and BUL on the cutting tool rake face is less than other alloys (Figure 9(c)).17,42,47,48 BUE is the debris of material in the area close to the cutting tool edge, while BUL is the adhesion of the material by extending on the rake face. Temperature increases in the first stage of the cutting process.49,50 This temperature causes the melting of the α phase in the structure of the alloy flowing on the rake face of the cutting tool. Metal chips formed under these conditions will drag other elements in the structure of the alloy on the rake face. The layer consisting of the α phase and causing the formation of BUL is formed in the first stage of the cutting process. This situation causes extrusion on the rake face due to the first melting of the α phase and the impact of compression forces between the cutting tool and the chip. Thus, Si, Sr, and Mg elements with higher melting points drag on the rake face. 37 This situation is supported by SEM images (Figure 9) and EDS analysis as given in Figure 10. Accordingly, Al and Si in Figure 10(a), Al, Si, and Sr in Figure 10(b) and Al, Si, Sr, and Mg in Figure 10(c) were detected.
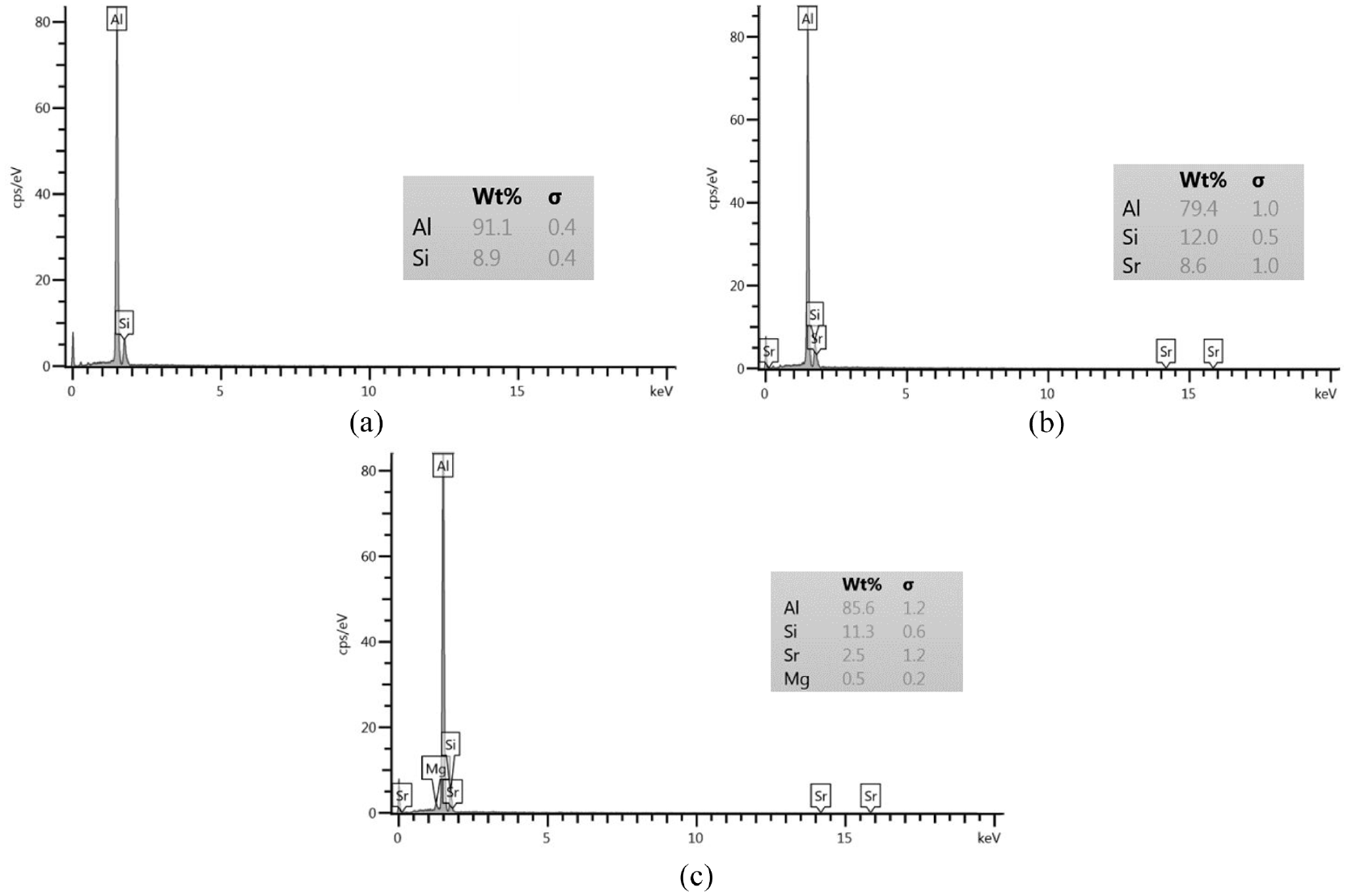
EDS views for cutting tool rake face in Figure 9: (a) Al-9Si, (b) Al-9Si-0.1Sr, and (c) Al-9Si-0.1Sr-0.6Mg.
SEM images obtained from the machined surfaces are given in Figure 11. Relatively brittle fracture marks were more common in Al-9 Si and Al-9Si-0.1Sr-0.6Mg alloys while ductile fracture was observed to be more effective in Al-9Si-0.1Sr alloy. It was also observed that while the abrasion marks were more on the surfaces of the samples of the Al-9Si and Al-9Si-0.1Sr-0.6Mg alloys, the adhesion marks were more prominent on the surface of the Al-9Si-0.1Sr alloy sample. These results are thought to be related the elongation to fracture values or ductility of the tested alloys. It is well known that the alloys having lower elongation to fracture values exhibit brittle fracture while the alloys having higher the elongation to fracture value exhibit ductile fracture. It is expected that increased elongation to fracture and ductility also increases the adhesion mechanism. Therefore, it is thought that the Al-9Si and Al-9Si-0.1Sr-0.6Mg alloys having relatively lower elongation to fracture values or ductility compare to Al-9Si-0.1Sr alloy exhibit more brittle fracture and abrasion marks in the micrographs while Al-9Si-0.1Sr alloy exhibits more ductile fracture and adhesion marks.
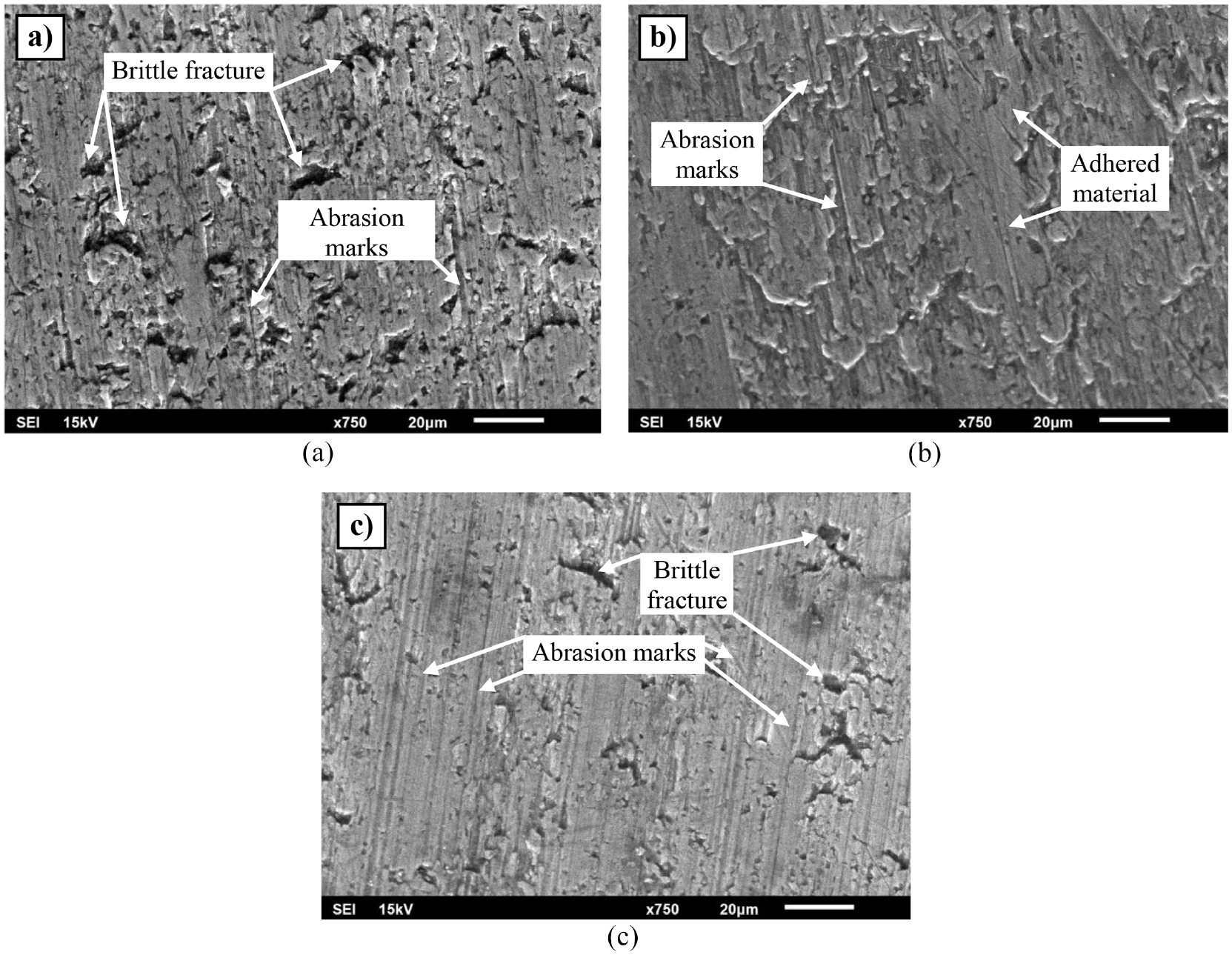
Surface texture in machining of alloys: (a) Al-9Si, (b) Al-9Si-0.1Sr, and (c) Al-9Si-0.1Sr-0.6Mg.
Conclusions
The machinability of Al-Si based alloys has some difficulties due to their material properties. Determination of F, Ra, tool wear, and chip morphology under predetermined cutting conditions is important for practical application. In this study, the impact of Sr and Mg on the machinability of Al-9Si alloy was investigated. Experimental inputs for machinability are cutting speed and feed rate parameters, while outputs are F, Ra, and tool wear. Experimental results were discussed on the basis of material properties. Accordingly, the conclusions for study can be given as follows;
– Microstructure of the Al-9Si alloy consisted ofα-Al, eutectic Al-Si, β, and primary Si phases. Sr addition (0.1 wt. %) to binary Al-9Si alloy caused the formation of the Al4Sr phase and the transformation of the β phase into the δ phase. The addition of Mg (0.6 wt. %) to Al-9Si-0.1Sr caused the δ phase to transform into the π. phase.
– Certain rates of Sr and Mg additions increased the values of the yield strength and tensile strength of the Al-9Si alloy. While the elongation to fracture increased with the addition of 0.1 wt.% Sr to Al-9Si alloy, it decreased with the addition of 0.6 wt.% Mg to Al-9Si-0.1Sr alloy.
– The highest F and average Ra values were measured in turning of Al-9Si-0.1Sr, Al-9Si, and Al-9Si-0.1Sr-0.6Mg alloys, respectively. The best surface quality was observed in turning of Al-9Si-0.1Sr-0.6Mg alloy.
– Highest amount of BUE and BUL on the rake face were formed in Al-9Si-0.1Sr, Al-9Si, and Al-9Si-0.1Sr-0.6Mg alloys, respectively.
– Brittle chip formation was observed in turning of Al-9Si-0.1Sr-0.6Mg alloy, while semi-continuous and continuous chip formation was observed in Al-9Si and Al-9Si-0.1Sr alloys, respectively. It was also found that the brittle chip improves the machinability of the alloy.
– While adhered material and abrasion marks were formed on the machined surface of Al-9Si-0.1Sr alloy, it was determined that only abrasion marks were formed in other alloys.
– The F, Ra, BUE, and BUL formation were closely related to the elongation to fracture or ductility/brittleness properties of these alloys in the machining process.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.