
Abstract
The machinability of the Al–Si alloys becomes worse with the Si content increasing. This article explored the influence of Si content on the machinability including cutting forces and chip breakability in machining the Al–Si alloys. The change in machinability of the Al–Si alloys with different Si content attributes to the evolution of microstructure. The cutting forces when cutting hypoeutectic Al–Si alloys are higher than the hypereutectic alloys because only Mg2Si (β-phase) precipitations are formed in the former one versus cooperative precipitation of Al2Cu (θ-phase) and Mg2Si in the latter. With regard to hypereutectic Al–Si alloys, cutting force components decrease with the increase in Si content due to the formation of brittle primary Si, which induces the initiation of cracks in material removal process. Moreover, the cutting stability of Al–Si alloys is improved with Si contents in the range of 12–18 wt%, while deteriorates for the Si content of 25 wt%. Besides, the chip breakability is improved due to the increase in eutectic silicon in hypoeutectic and eutectic ranges and because of the formation of block-shaped primary Si for hypereutectic alloys. The optimization of Si content is 12–18 wt% with cutting speed not less than 150 m/min.
Introduction
The applications of aluminum (Al) and its alloys in the automotive industry cover a wide range of components, from power trains, wheels, pistons, and other engine components. 1 Pure Al has poor machinability and forms built-up edge (BUE) on tool rake face due to its extremely high ductility. Alloying elements are usually added to Al to improve its strength and other properties. Silicon (Si) has been proved to be the most effective element for improving chip breakability to replace lead (Pb) for free cutting of Al alloys.2,3
Al−Si alloys have a great potential for favorable strength-to-weight ratio, superior corrosion resistance, and compatibility with composite materials. A particular characteristic of two-phase or multiphase microstructures of Al−Si piston alloys is the fact that one phase is always soft and highly ductile whereas the second is considerably harder. The hard, abrasive Si particles contained in the soft Al matrix places significant challenges in machining Al−Si alloys. Fine and uniformly distributed hard phases within soft Al phase is prone for better machinability of the Al−Si alloys. 4 Adding alloy elements,5–7 melting treatments,8,9 and heat treatments10–12 can improve the machinability of Al−Si alloys. As a matter of fact, machinability of Al−Si alloys is improved by altering microstructures through these methods. Tiwari et al. 13 found that the addition of strontium (Sr) changed the morphology of eutectic silicon and decreased the size of primary silicon, which resulted in the decrease in hardness, and, in turn, improved the machinability of Al−Si alloys.
For decades, the role of microstructures on machinability has attracted the attention of scholars. Cakir et al. 14 investigated the effect of microstructure on machinability of ductile iron. Results indicated that the ductile iron with ferritic–pearlitic microstructures induced the least tool wear and highest surface quality compared to tempered martensitic or lower ausferritic microstructures. Sivaraman et al. 15 investigated the effect of microstructure on the machinability of 38MnSiVS5 microalloyed steel. Results indicated that the steel with ferrite–bainite–martensite microstructures exhibited better surface quality, while the steel with ferrite–pearlite microstructures encountered smaller machining forces. Khanna and Sangwan16,17 investigated the effect of microstructure on machinability of titanium (Ti) alloys in different heat treatment conditions. The formation of secondary α precipitate resulted in poor machinability of α or β Ti alloys, and the fine microstructure improved the machinability of β Ti alloys. Pan et al. 18 investigated the influence of microstructural evolution on cutting mechanics in turning α or β Ti alloys. Material flow stress was altered as a result of phase transformation between α- and β-phases and decreased with the increase in grain size. It can be seen that the microstructure plays an important role in the machinability of materials.
Various microstructures can be obtained by adding different Si contents to Al alloys. The Al−Si alloys are divided into hypoeutectic (Si < 11 wt%), eutectic (Si = 11–13 wt%), and hypereutectic (Si > 13 wt%) depending on the Si content. In general, hard phase increases and becomes coarse with the Si content increasing, and, as a result, the hardness increases. 19 The Si particles also cause high density of dislocations which is responsible for grain refinement. 20 As a result, the yield strength and ultimate tensile strength increase considerably with an increase in Si content. 21 However, the increase in the strength is achieved at the expense of ductility. The reason is because the amount of solid–solute phase decreases with the increase in Si content. 22 The hard particles which make deformation difficult further decreases the ductility of Al−Si alloys with the increase in Si content. 11
On one hand, the addition of Si alters cutting force evolution in machining Al alloys. Grum and Kisin 23 investigated the effect of microstructure containing different amounts of Si on the variation of main cutting force in turning Al−(5–20) wt% Si alloys. The microstructural changes were confirmed to be directly related to the variation of cutting forces. An increase in the size of soft, Al-based grains resulted in the increase in cutting forces. 24 Zedan et al. 25 found that hypoeutectic Al−Si alloys containing higher Si content required greater cutting forces. The axial component of cutting force became significantly higher when turning hypoeutectic Al−Si alloys with higher Si content, while the tangential component of cutting force was hardly affected by the Si content. 26 Akyüz 27 also reported that the decreased cutting forces with the increase in Si content lead to an improvement of machinability in machining hypoeutectic Al−Si alloys. In fact, transformation of coarse silicon particles to fine fibrous structure enhances the machinability of hypoeutectic Al−Si alloys by exhibiting the lowest BUE. 28
The cutting force in machining Al−Si alloys also decreases at high cutting speeds. The reason can be attributed to the reduction of BUE at high cutting speeds. 27 Farid et al. 29 indicated that the uncontrollable thrust force should be addressed to have full benefits of high-speed drilling of Al−Si alloys. The results indicated that cutting speed had the highest contribution to thrust force. The thrust force decreased with increasing cutting speed due to high temperature and thermal softening in the machining zone.
On the other hand, the addition of Si also alters chip breakability in machining of Al alloys.2,30 It is responsible for increasing second phase particles in Al−Si alloys. 22 Cracks are initiated in Si particles, when the plastic strain around the Si particles exceeds the fracture strain. Then, the cracks propagate in Al matrix between the broken Si particles. Finally, broken chips are formed when the cracks propagate across the Al matrix during machining.
Hsu et al. 31 indicated that the chip length decreased with an increase in the concentration of Si, a result which can be explained by the reduced ductility as a result of alloying treatment. The chip manifests more brittle or fragile behaviors as the rising of hardness with increasing Si content, as well as the rising of cutting speed. 27 Farid et al. 32 indicated that higher cutting speeds led to the formation of fan-shaped chips rather than conical chips in drilling Al−11.5Si alloy because of the reduction of BUE. The formation of fan-shaped chips promoted the reduction in surface roughness of the hole.
However, previous research works limited to the machining of piston’s outer and pin holes. The ring grooves of piston head, another critical characteristic of a piston, are used to install the piston ring for sealing, as is shown in Figure 1. The quality and accuracy of the piston ring groove has a great influence on the sealing performance of the piston ring and service life of the piston. The poor machinability of Al−Si alloys restricts their application in piston manufacturing. On one hand, deformation behavior of the cutting layer in groove machining is more complicated because three sides of the cutting layer are squeezed and rubbed. As a result, the cutting force is large. On the other hand, most chips are clogged in grooves due to lateral expansion of cutting layer. Vibration is easily generated because of the bad discharge of chips. Hence, machining of the ring grooves becomes one of critical processes for Al−Si piston. It is critical for bridging the boundary between casting and machining processes, with a view of exploring the effect of Si content and cutting speed on the machinability of Al−Si casting alloys from viewpoint of cutting force evolution and chip breakability.

Ring groove features of piston-rod assembly.
In this study, an attempt is made to study the effects of Si content, covering a composition range from hypoeutectic to hypereutectic, on the cutting force as well as chip morphology in machining ring grooves of Al−Si piston. The significance of this study is to machine cast Al−Si piston alloys with low cost as well as high efficiency, to facilitate a wider use of cast Al−Si alloys in automobile and other industries.
Experimental setup and procedure
Preparation of Al−Si piston alloys
The specimens used in this study were five kinds of cast Al−Si binary alloys with the chemical compositions shown in Figure 2. Bars with Φ100 mm in diameter and 300 mm in length were prepared by sand casting. T6 heat treatment (solution treatment at 783 K for 2 h, quenching, and aging treatment at 483 K for 7 h) was performed to improve their mechanical properties through refinement of Si particles. The detailed chemical compositions of specimens are shown in Table 1.
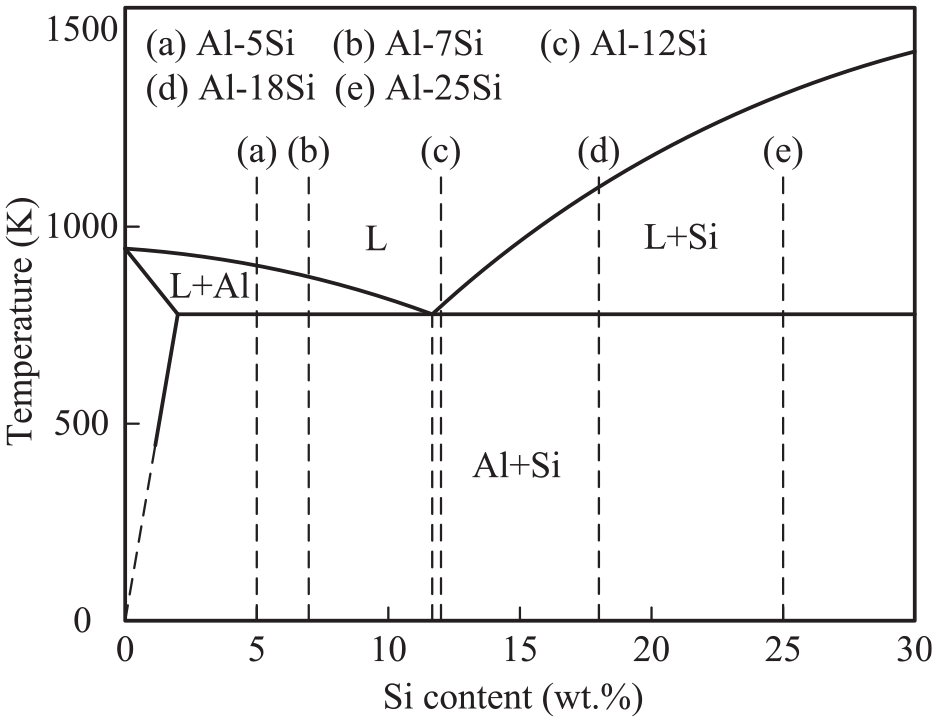
Phase diagram of Al–Si alloy system and chemical composition of specimens used in the experiments.
Chemical composition of Al−Si piston alloys (wt%).
Evaluation of cutting force by orthogonal cutting experiments
Orthogonal machining experiments were carried out on a computer numerical control (CNC) turning center (PUMA200MA, Daewoo). This CNC turning center is equipped with a spindle power of 28 kW and the maximum spindle speed of 6000 r/min. The Al−Si piston alloy bars were first peeled off to eliminate surface irregularity and defects. The orthogonal cutting operations were realized with a grooving tool insert by cutting off without the application of any cutting fluid, as shown in Figure 3.
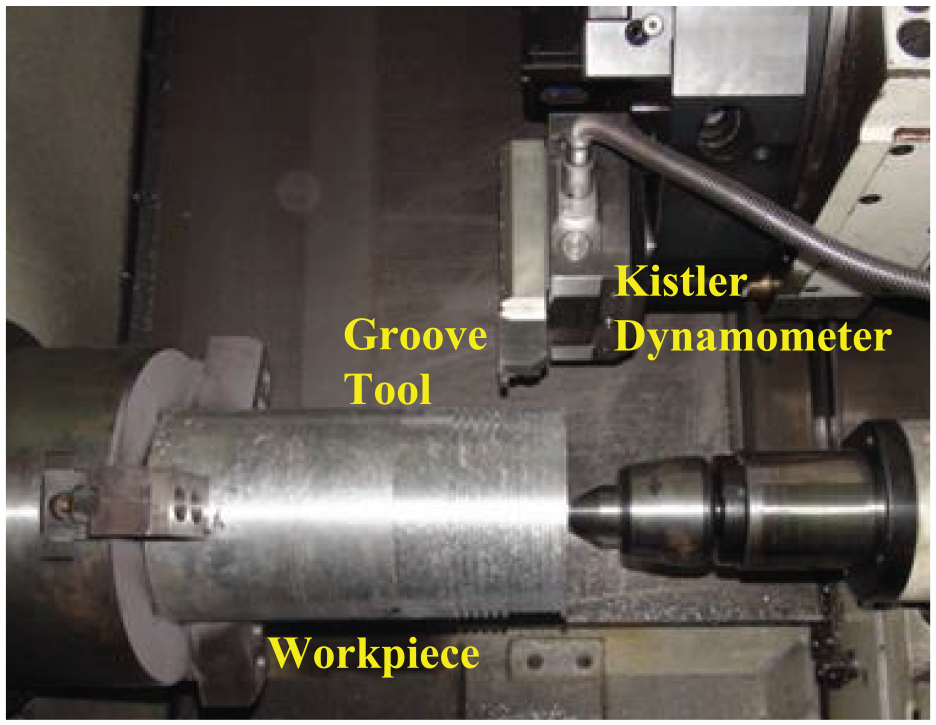
Experimental setup for cutting force measurement by orthogonal cutting.
The major problem associated with machining of Al−Si alloys is burr formation or BUE formation. The performance of diamond-coated inserts is comparatively better than uncoated inserts in dry machining Al−Si alloys owing to chemical inertness of diamond toward the workpiece material, which do not show any traces of BUEs, even in dry environment and maintain low level of cutting forces. In this article, carbide grooving tool inserts with brazing polycrystalline diamond (PCD) coating were used with effective rake angle at 0°, effective relief angle at 10°, and cutting edge length of 3.5 mm.
Five levels of cutting speed (Vc ) were selected covering a spectrum of 50–250 m/min, while the feed rate (namely uncut chip thickness in orthogonal cutting, a0) was kept constant at 0.05 mm.
The cutting force components of radial cutting force (Fx ) and tangential cutting force (Fy ) were measured by Kistler three-component piezoelectric dynamometer. The values were monitored and recorded through a three-channel charge amplifier with data acquisition system (DynoWare). Cutting chip at each cutting condition was collected and observed by optical microscope as well as scanning electron microscope (SEM).
Results and discussion
Effect of Si content on microstructure
Figure 4 shows optical microstructural micrographs of the Al−Si alloy specimens with various Si contents. Si is mainly presented in the form of eutectic silicon and primary silicon in the Al−Si alloys. In hypoeutectic and eutectic ranges, the microstructures of Al−Si alloys are composed of Al matrix, and eutectic Si is presented in the form of a refined fibrous structure. 33 The amount of eutectic silicon increases with the increase in Si content. However, in hypereutectic range, the eutectic Si grows up, and primary Si begins to form. As a result, eutectic Si and large aggregated primary Si particles can be observed in hypereutectic alloys containing Si content above 12 wt%. The primary Si particles extremely grow up as Si content increases, as shown in Figure 4(c)–(e).
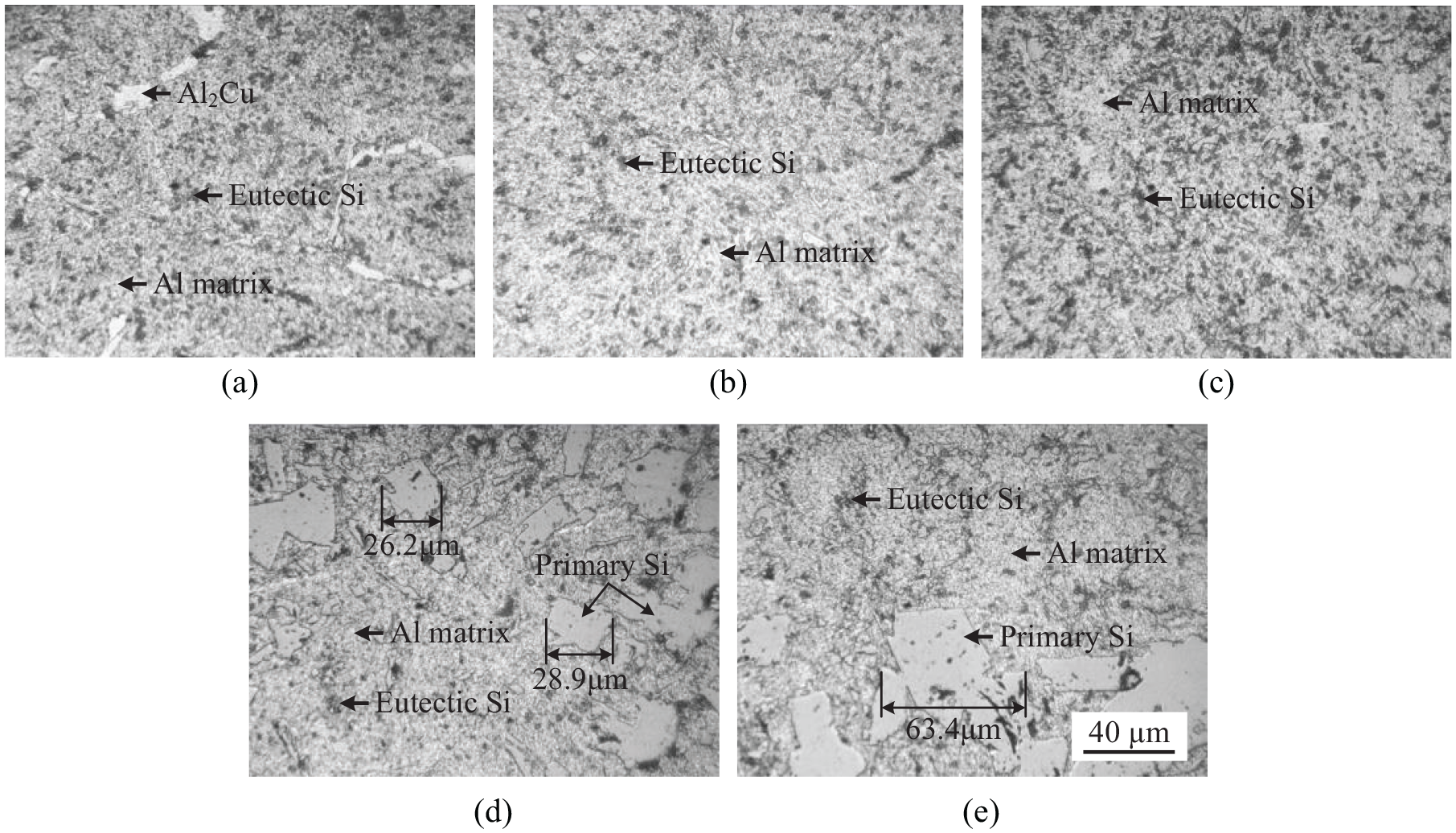
Effect of Si content on microstructure of Al–Si piston alloys (500× magnification): (a) Al–5Si, (b) Al–7Si, (c) Al–12Si, (d) Al–18Si, and (e) Al–25Si.
In general, the cast Al−Si alloys contain mainly copper (Cu) as the major alloying elements, 34 especially for hypoeutectic Al−Si alloys. The addition of Cu element increases the strength and hardness of Al−Si alloys and improves the elevated temperature properties. However, excessive addition of Cu beyond its solid solubility limit in Al is prone to form large block-like Al2Cu (θ-phase) intermetallic phase particles, in case of Al−5Si alloy (as shown in Figure 4(a)). The formation of θ-phase improves the machinability of Al−Si alloys by causing a decrease in plasticity, and, in turn, results in chip embrittlement. 35
Statistical analysis of Si content and cutting speed on cutting force
Material flow for chip formation and plastic deformation of the chip as well as workpiece material occur simultaneously in cutting zone during machining. Both processes have a synergic influence on the formation of the chip and the new machined surface, which can be described by changes in cutting forces. The variation may arise from different cutting conditions, changes in tool geometry, tool wear, and differences in alloy microstructures. The behavior of the Al−Si alloys in the cutting zone and the changes in the components of cutting forces depend on the changes of the Al grains and eutectic or primary Si mixtures.
Analysis of variance (ANOVA) was made first with the objective of analyzing the influence of Si content and cutting speed on cutting forces. Tables 2 and 3 show the results of ANOVA for Si content and cutting speed on radial and tangential components of cutting forces, respectively. This analysis was out for a 5% significance level, that is, for a 95% confidence level. The results indicate that Si content is the most significant factor associated with both two components of cutting forces. On the opposite side, the cutting speed is less significant.
Results of ANOVA for Si content and cutting speed on radial components of cutting force.

Results of ANOVA for Si content and cutting speed on tangential component of cutting force.

Effects of Si content and cutting speed on cutting force
Cutting forces is a key criterion to determine the machinability of workpiece material. Vital information on cutting force is significant because it denotes information involving the cutting process, workpiece material, cutting tools, fixtures, and machine tool itself. From the machinability point of view, a material having high-yield strength (i.e. sufficient force required per unit area to create permanent deformation) requires high level of cutting force to initiate chip formation during machining operations.
Static cutting force analysis
Static cutting force is interpreted as an average value within a specified time domain of the cutting force data. The column charts in Figure 5 show the cutting force magnitudes in orthogonal cutting Al−Si piston alloys as functions of Si content and cutting speed, with individual uncut chip thickness a0 = 0.05 mm. The cutting force components when cutting hypoeutectic Al−Si alloys are higher than those of hypereutectic alloys. The reduced ductility with increasing Si content can be considered as a factor contributing to decreased cutting force.
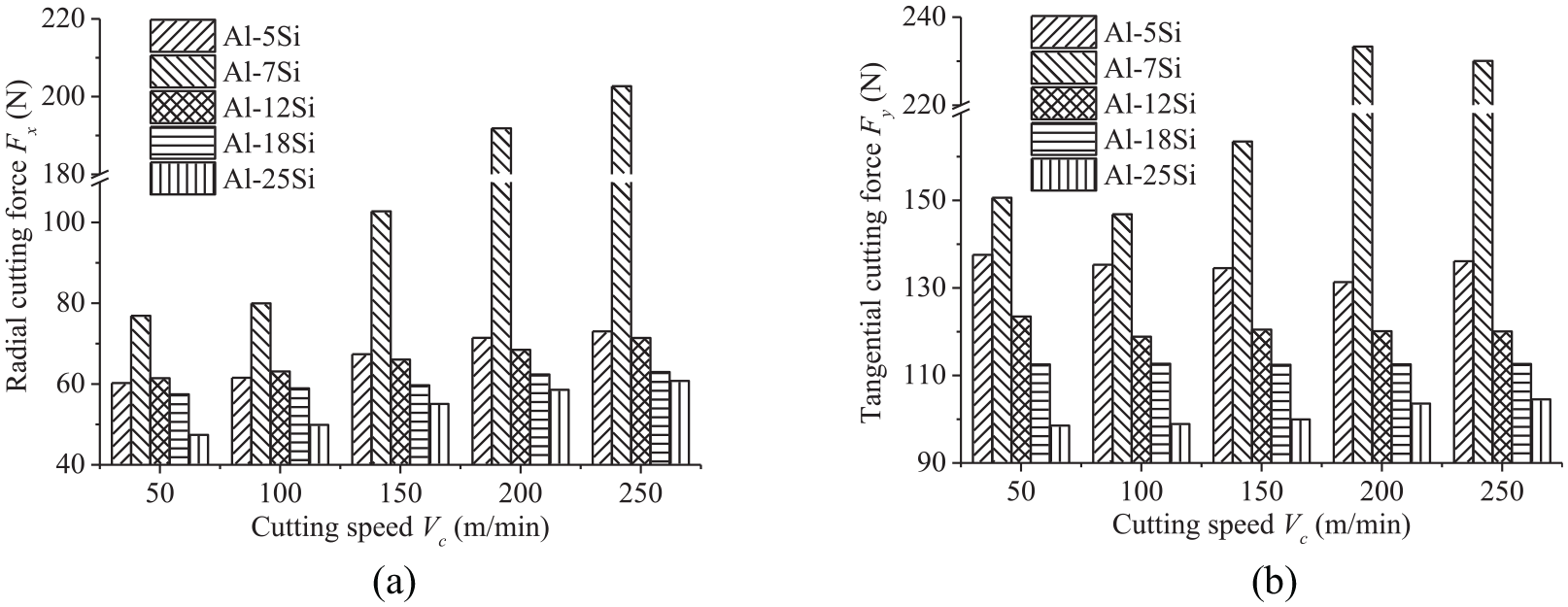
Effect of Si content and cutting speed on (a) radial cutting force and (b) tangential cutting force components (a0 = 0.05 mm).
The highest cutting force was reached when machining Al−7Si alloy irrespective of the cutting speed. The reason can be attributed to the absence of Cu in the alloy component (as listed in Table 1). Magnesium (Mg) is prone to interact with Si to form Mg2Si (β-phase) in the absence of Cu. The β-phase leads to a significant increase in hardness, making machining difficult. Accordingly, the cutting force components also increase. Tash et al. 36 also found that the low Cu content in 356 Al alloy resulted in higher cutting forces compared to 319 alloy with the same level of hardness. Hardening occurs by β-phase precipitation in Al−7Si alloy, while by cooperative precipitation of θ- and β-phases if containing Cu in the alloys. The results indicate that the addition of Cu is necessary for the Al−Si alloys. The existence of Cu- and Mg-intermetallics will improve the homogeneity of hardness to decrease the cutting forces. 36
The higher primary Si particles in Al−Si alloys generate positive effect on the cutting forces in machining hypereutectic alloys. Kikuchi et al. 37 had revealed that the machinability of alloys might be improved by controlling the precipitation of intermetallic compounds. Taking Ti−10Si specimen as an example, the high Ti5Si3 content led to greater cutting forces than those of the unalloyed or low-Si specimens, the structures of which only contained hexagonal α-phase. 31 In this study, the cutting force components decrease with the increase in the Si content for hypereutectic alloys. On one hand, the radial component of cutting force decreases due to the decrease in Young’s modulus with the increase in primary Si particles. On the other hand, the tangential component of cutting force decreases because of the reduction in adhesion between cutting chips and tool rake face.
Figure 5 also indicates that radial component of cutting force increase with the increasing of cutting speed for all five Al−Si alloys. The reason is attributed to the work hardening with the increase in cutting speed. It is permitted to make a conclusion that the radial component of cutting force is strongly affected by hard phase. For hypoeutectic or eutectic Al−Si alloys except Al−7Si, tangential component of cutting force decrease with the increase in cutting speed because of the formation of BUEs. In fact, the formation of BUEs increases the normal rake angle. As a result, the tangential component of cutting force decreases. However, tangential component of cutting force in cutting hypereutectic Al−Si alloy increases with the increase in cutting speed due to rapid wear rate of tool insert.
Figure 6 shows the synergic effects of Si content and cutting speed on cutting force components. The results indicate that the highest cutting force components occur in case of cutting hypoeutectic Al−Si alloy at high cutting speed. An optimization of Si content for lower cutting force is 12 wt% with corresponding cutting speed not less than 150 m/min.
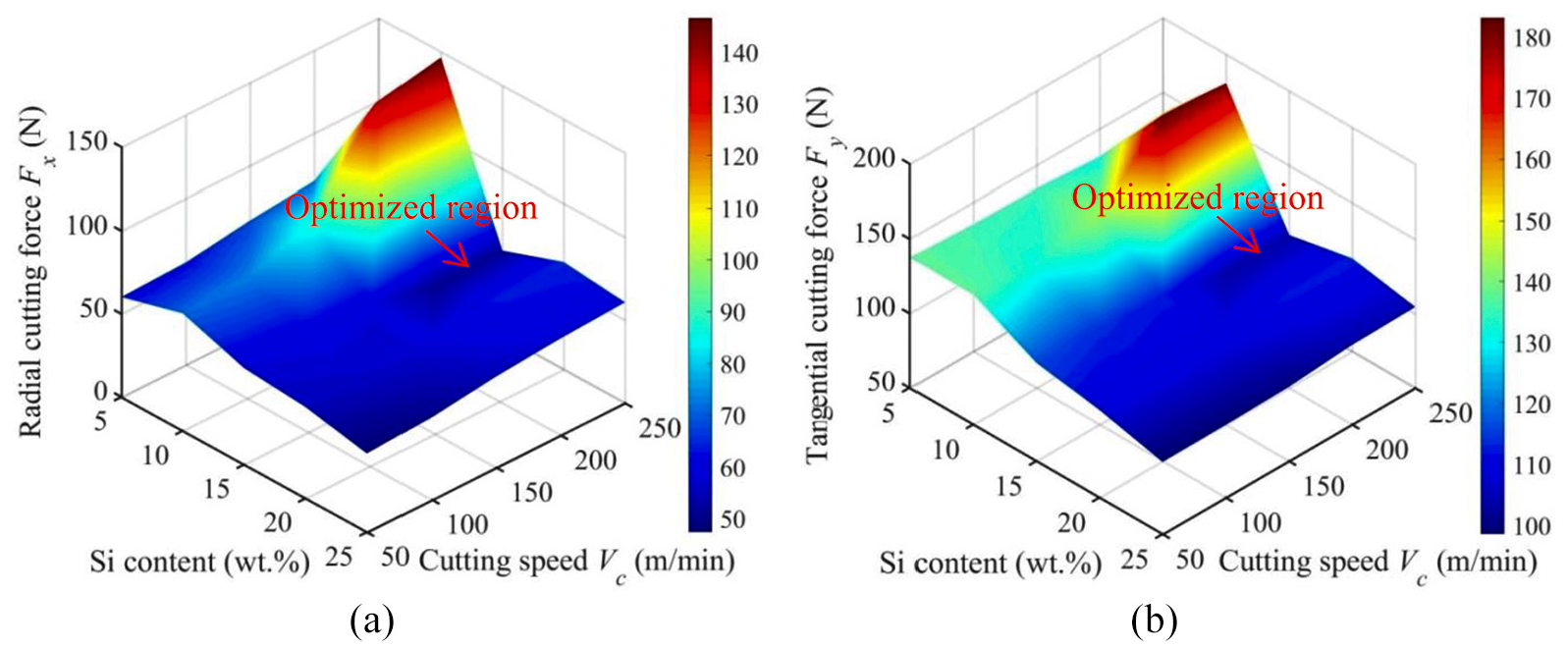
Optimization of Si content and cutting speed based on (a) radial cutting force and (b) tangential cutting force components (a0 = 0.05 mm).
Dynamic cutting force analysis
The cutting force varies due to the two-phase microstructures and chip breaking in cutting Al−Si alloys. The dynamic evolution of cutting force probably results in rapid tool wear and bad surface quality. The use of dynamic cutting force can help to cut off the effects of cutting conditions and reduce the data-processing time from the use of the fast Fourier transform (FFT) method.
The FFT results on cutting force are shown in Figures 7 and 8. High powers at low frequencies in machining hypoeutectic alloys indicate the formation of continuous chips due to homogeneous microhardness. With Si content of 12–18 wt%, the power spectrum becomes mild and distributes over the frequencies. As a result, the cutting stability is significantly improved. However, further by increasing the Si content to 25 wt% deteriorates the cutting stability. The reason is attributed to the existence of block-shaped primary Si in Al matrix, which promotes microscopically interrupted cutting in turning hypereutectic Al−25Si. The signal power of the cutting force in the frequency domain can be related to the intercept lengths of the primary Si particles in the alloy.
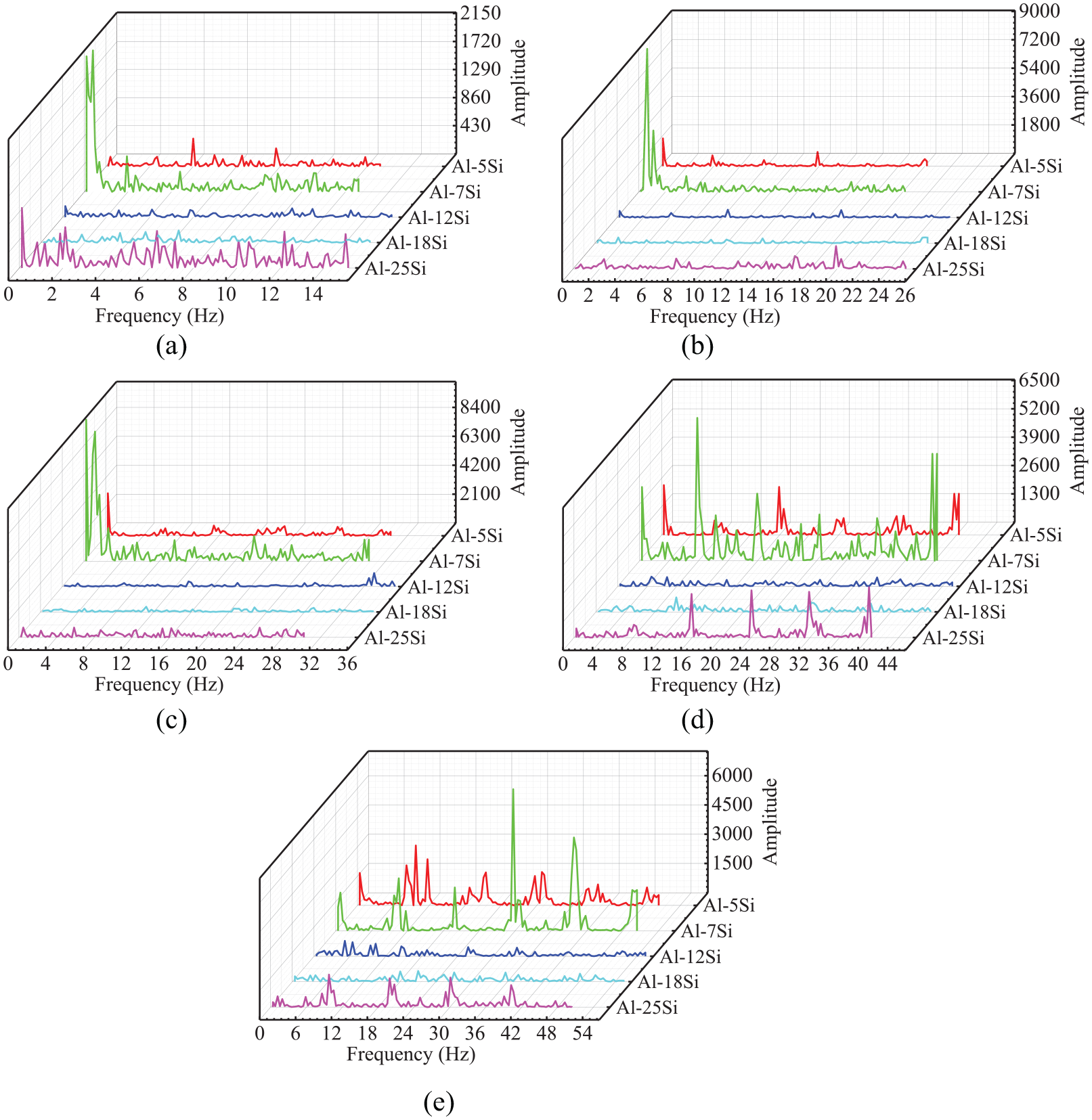
Effect of Si content on cutting force spectrums: (a) Vc = 50 m/min, (b) Vc = 100 m/min, (c) Vc = 150 m/min, (d) Vc = 200 m/min, and (e) Vc = 250 m/min.
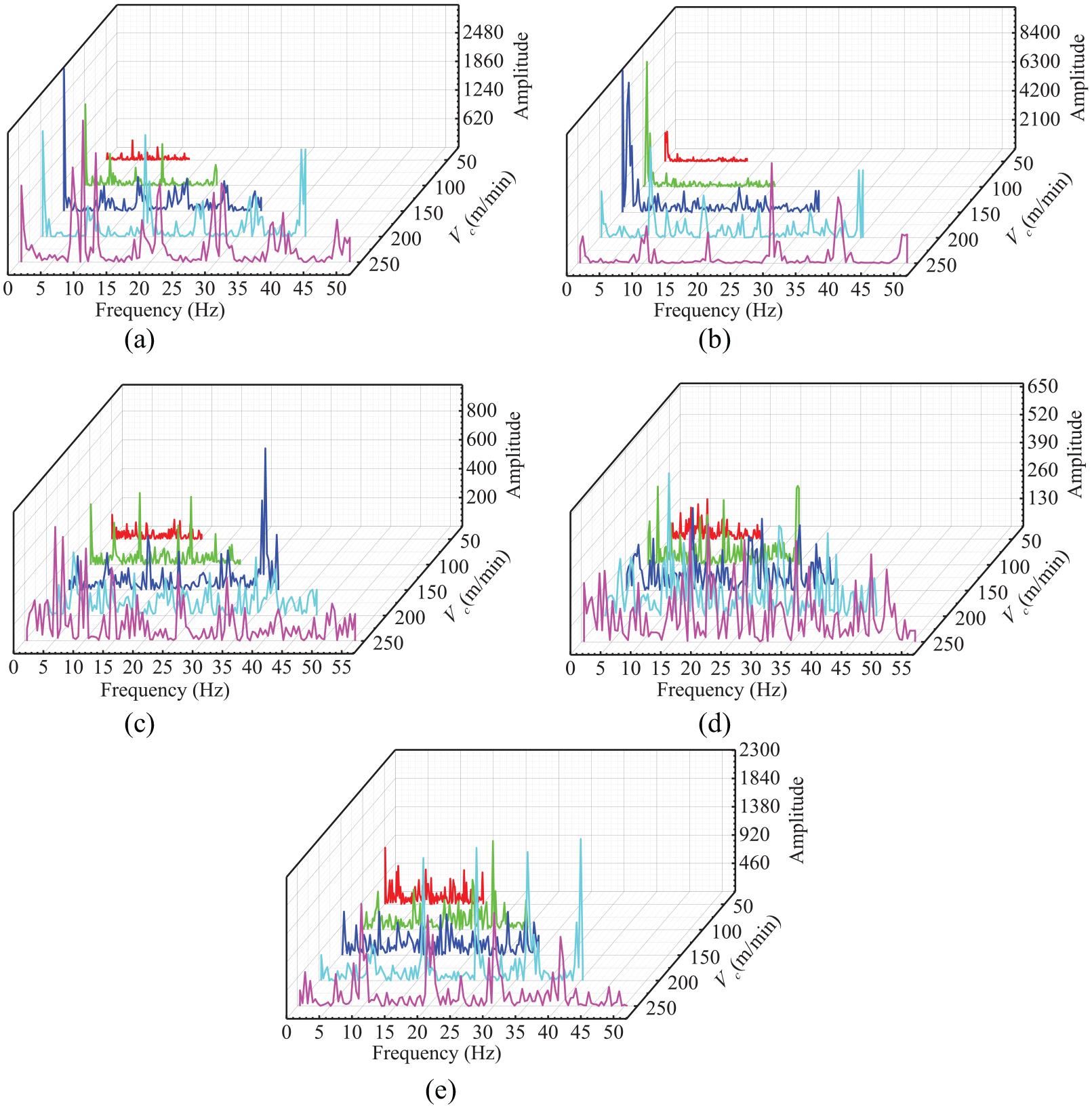
Effect of cutting speed on cutting force spectrums: (a) Al–5Si, (b) Al–7Si, (c) Al–12Si, (d) Al–18Si, and (e) Al–25Si.
Figure 8 also indicates that the increase in cutting speed decreases the cutting stability because of the multiphases (i.e. Al matrix, eutectic Si, primary Si, and secondary phase precipitations) of Al−Si alloys. For hypoeutectic Al−Si alloys, broken chips can be formed by high cutting speed without sacrificing cutting stability. For hypereutectic alloys, cutting speed can be very high because of the low power of energy spectrum compared to the other alloys. Medium cutting speed (i.e. 150 m/min) is preferred in machining Al−25Si alloy. The decreasing cutting speed decreases the fluctuation of cutting force caused by increase in Si content.
Effect of Si content and cutting speed on chip breakability
Chip control is essential to assure a reliable machining process. The types of chips are related to material properties and cutting parameters. The frictional behavior between the tool–chip interface leads to the deformation and curling-away of cutting chips from tool rake face. 38 The formation of continuous cutting chip will cause an increase in temperature because of continuous contact with workpiece and cutting tool. As a result, the cutting tool wear is accelerated. In addition, chips may deteriorate the surface by winding and scratching with the machined workpiece surfaces. For these reasons, short and/or broken chip formation is more favorable in terms of better machinability.
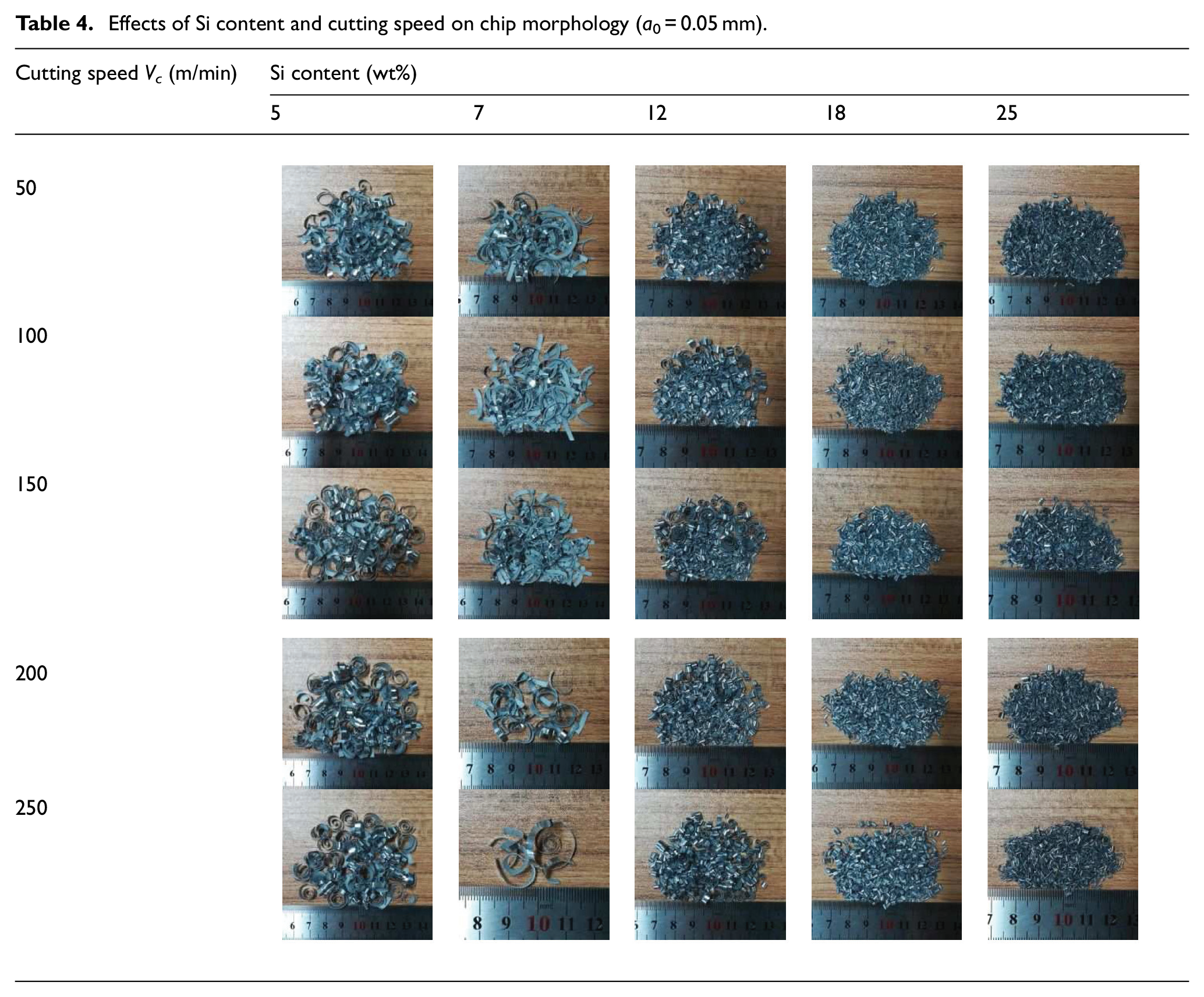
Table 4 shows photographs of chips after turning Al−Si alloys. The chips of Al−5Si and Al−7Si alloys are long spiral or helical chips with weak chip breakability, although the presence of θ-phase in the case of Al−5Si amplifies its chip breakability. Short chips are commonly desired to obtain undamaged surface with low surface roughness and better machinability. The additions of Cu and Mg are expected to break the cutting chips. 33 It is because the chip breakability of alloys containing θ-phase is superior to alloys containing β-phase (i.e. free Cu Al−7Si alloy). The chips fragment into arc-shaped pieces with the increase in Si content exceeding 12 wt%. The reason is because that the cracked primary Si acted as the nuclei for chip breaking. 2 Table 4 suggests that increasing either Si content or cutting speed can improve the chip breakability of Al−Si alloys.
Effects of Si content and cutting speed on chip morphology (a0 = 0.05 mm).
Kamiya et al. 2 had revealed that the increasing Si content improved chip breakability in turning Al−Si alloys by sacrificing the surface finish and tool life. 2 In this study, PCD tool inserts are used to estimate the formation of BUEs, for improving surface finish and tool life. As shown in Figure 9, no BUE is formed on the cutting edge and the tool wear could be ignored, which is incomparable with any carbide tool.
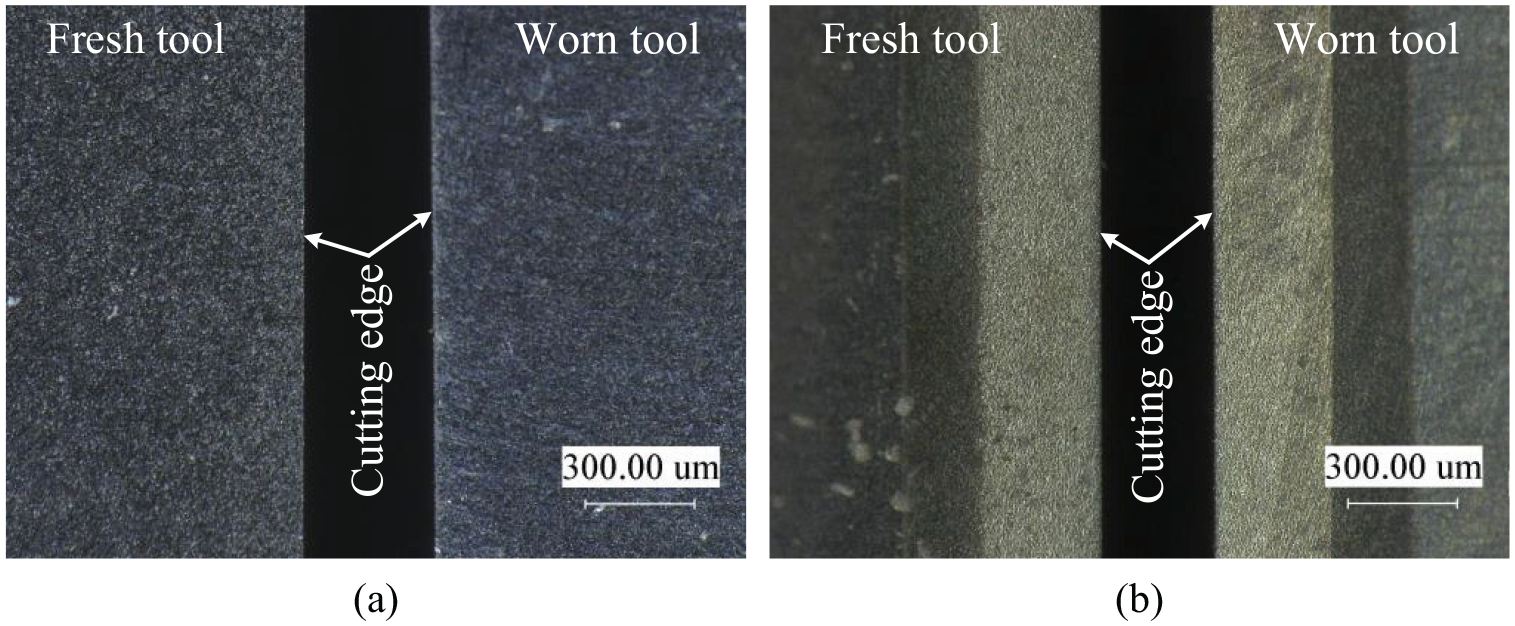
Morphology of the tool surface: (a) rake face and (b) flank face.
Figure 10 summarizes the variation of chip breaking factor (N) with Si content at cutting speed Vc = 150 m/min. The chip breaking factor is defined by measuring the number of chips contained in 100 g sample of chips, to evaluate the chip breakability. 2 The chip breakability is optimum in the range of 104 < N < 105. 2 As shown in Figure 10, the N value ranges is far below 104 when Si content is below 12 wt%. However, the N value exceeds 104 in machining hypereutectic Al−Si alloys with Si content exceeding 18 wt%. The chip breakability of Al−Si alloys is significantly improved with the increase in Si content.
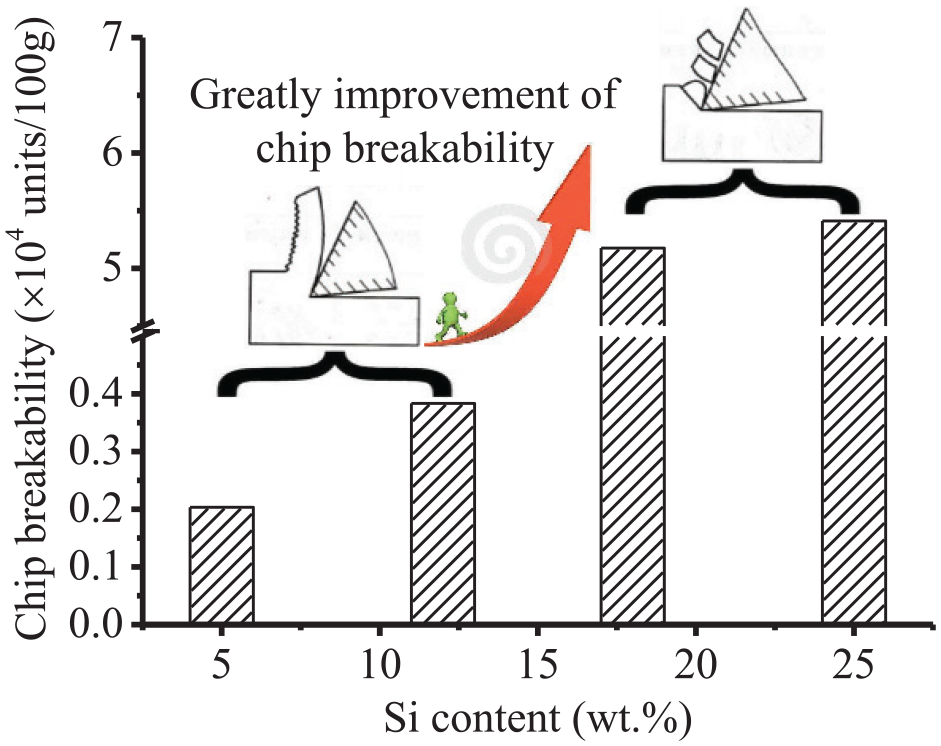
Effect of Si content on the chip breakability in turning Al–Si alloys (Vc = 150 m/min, a0 = 0.05 mm).
In fact, larger amounts of eutectic Si cause an increase in the hardness of the Al−Si alloys in both hypoeutectic and eutectic ranges, thereby increasing the shear angle and reducing the adhesion of chips on flank face of cutting tools, as well as the formation of BUEs during machining process. In consequence, both the chip thickness and curl radius are reduced, which facilitates the breaking of chips. In the hypereutectic range, cracks are easily generated during machining because of the formation of the block-shaped primary Si, as illustrated in Figure 11. As a result, the chip breakability is greatly improved. However, the broken primary Si particles may cause tears and/or pits on the machined surface and, in turn, deteriorate the surface roughness.
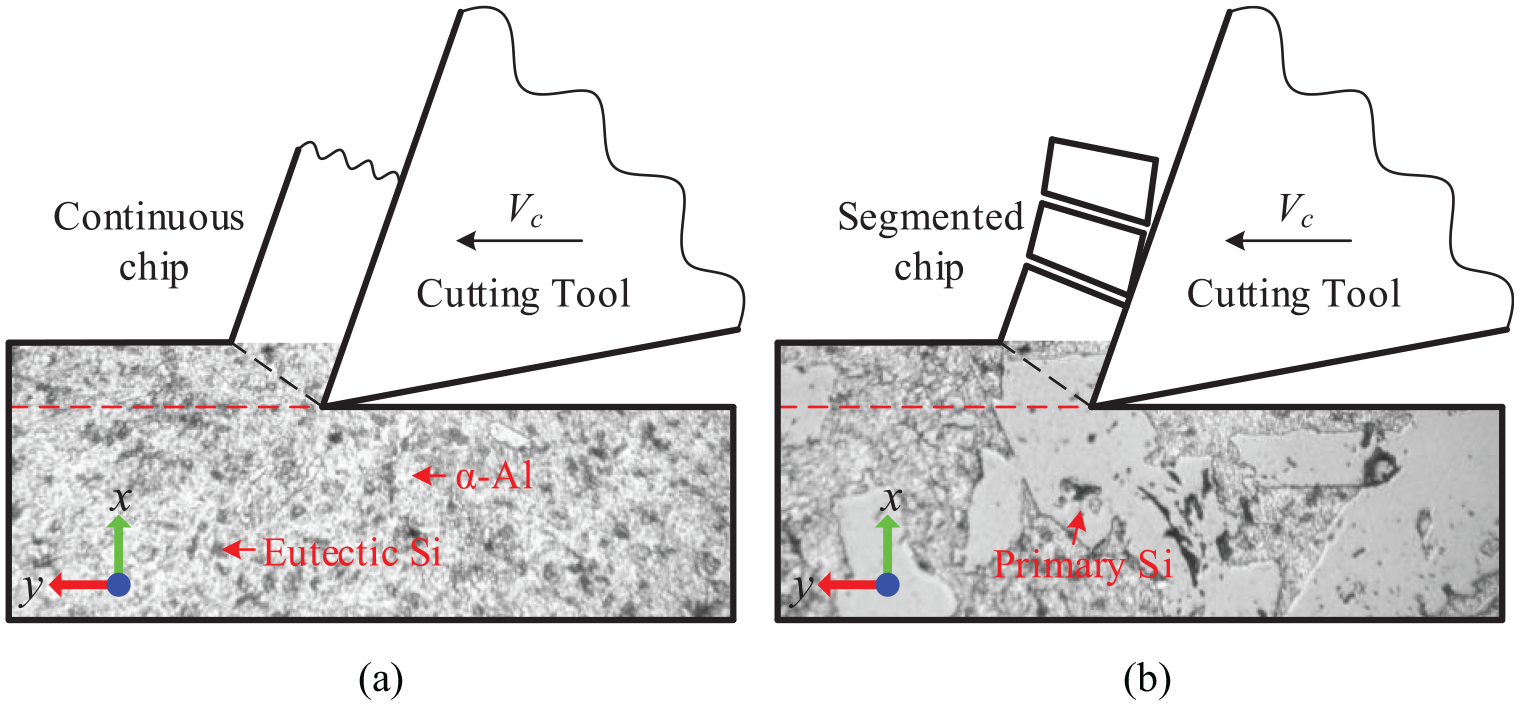
Effect of eutectic and primary Si on chip breakability in machining Al–Si alloys: (a) in hypoeutectic and eutectic ranges versus (b) in hypereutectic range.
During orthogonal grooving process, the machined surface is cut off by continuous feed motion of the cutting tool. Figure 12 shows the effect of Si content on chip free surface morphology at Vc = 150 m/min. It can be drawn that the material removal mechanism changes from plastic deformation to brittle fracture as Si content increases. On one hand, the plastic deformation is dominant for material removal in machining hypoeutectic Al−Si alloys. Lamella structures are generated on the free surface of chip, as shown in Figure 12(a) and (b). On the other hand, plastic deformation and brittle fracture are coexistence for the material removal in machining eutectic and hypereutectic Al−Si alloys. The presence of primary Si particles causes high strain in cutting zone, which induce initiation and propagation of microcracks. As a result, the brittle fracture of primary Si causes the tearing of Al matrix, exhibiting as the increasing dimples, as shown in Figure 12(c) and (d). Void is also formed due to the spalling of primary Si particles. As the strain continues to increase, cleavage of primary Si occurs, which promotes the formation of broken chips. When the Si content reaches 25 wt%, the material removal is dominated by brittle fracture, as shown in Figure 12(e).
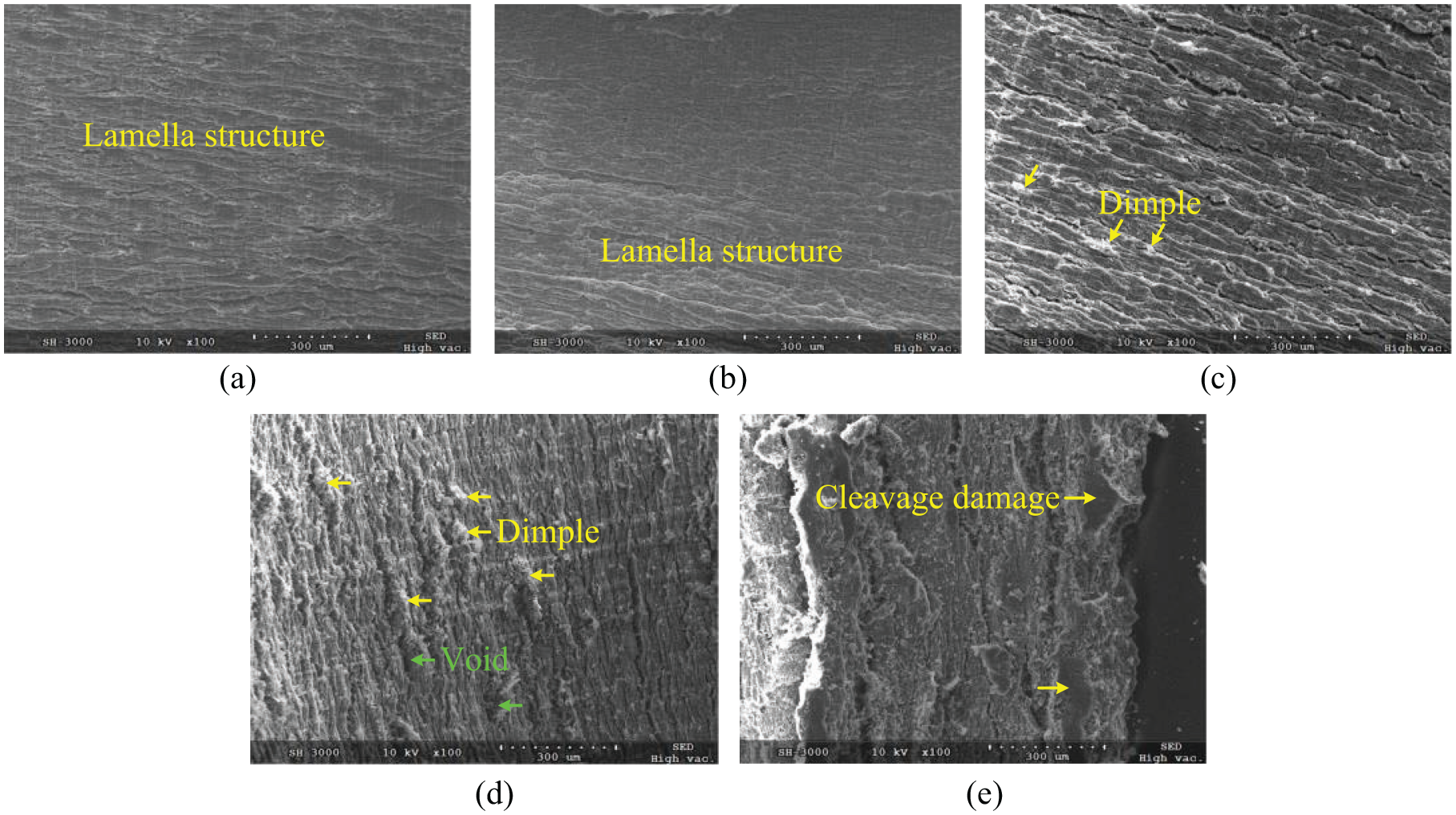
Effect of Si content on morphology of chip free surfaces at Vc = 150 m/min: (a) Al–5Si, (b) Al–7Si, (c) Al–12Si, (d) Al–18Si, and (e) Al–25Si.
On the basis of this research, increasing either Si content or cutting speed can improve the chip breakability of Al−Si casting alloys because of the transition of material removal mechanism. With better chip breakability, the chips can be easily discharged from the grooves of the piston rings. As a result, vibrations in grooving Al−Si alloy can be estimated by controlling the chip formation via controlling Si content and cutting speed.
Conclusion
In this study, an attempt is made to study the effects of Si content, covering a composition range from hypoeutectic to hypereutectic, on the machinability of Al−Si alloys from viewpoint of cutting forces and chip breakability. The following conclusions can be drawn:
The microstructure of Al−Si piston alloys is composed of soft Al matrix and eutectic Si mixture. Large aggregated primary Si also exists in hypereutectic alloys containing Si content above 12 wt%. The addition of Cu element is necessary for casting Al−Si alloys to improve the homogeneity of hardness, and as a result, decrease the cutting force in machining process.
Si content is proved to be the most significant factor associated with cutting forces. The cutting forces in machining hypoeutectic Al−Si alloys are higher than those of hypereutectic alloys because only β-phase precipitation is formed in hypoeutectic Al−Si alloys versus cooperative precipitation of θ- and β-phase precipitations in hypereutectic Al−Si alloys. With regard to hypereutectic Al−Si alloys, the cutting forces decrease with increasing of the Si content. Cutting stability of Al−Si alloys is improved with Si content in ranges of 12–18 wt% while deteriorated for 25 wt%.
Increasing either Si content or cutting speed can improve the chip breakability of Al−Si alloys because of the transition of material removal mechanism. The increase in eutectic Si facilitates the breaking of chips because of an increase in the hardness of the Al−Si alloys in hypoeutectic and eutectic ranges. Chip breakability is further improved for hypereutectic Al−Si alloys with the Si content increasing. The reason is owing to the cracked primary Si phase as nuclei for chip breaking.
Broken chips can be formed for the hypoeutectic Al−Si alloys by applying high cutting speed without sacrificing cutting stability. Based on this study, the optimized Si content is in ranges of 12–18 wt% with corresponding cutting speed not less than 150 m/min for counterpoise of lower cutting force, better cutting stability, and better chip breakability. Medium cutting speed (i.e. 150 m/min) is preferred in machining Al−25Si alloy.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors thank National Natural Science Foundation of China (Grant Nos 51425503 and 51675289), Natural Science Foundation of Shandong Province (ZR2017BEE027), Key Research and Development Plan of Shandong Province (2018GGX103023), and Collaborative Innovation Center for Shandong’s Main Crop Production Equipment and Mechanization for their financial supports.