
Abstract
Titanium alloy (Ti-6Al-4V) plays a major role in aerospace and biomedical applications. Titanium alloys are drilled extensively to fabricate most of the aerospace structures. Ti alloys are having low thermal conductivity and are classified as difficult to cut material due to their high strength and adhesion toward the tool material. As a result, Ti alloys demand the use of coolant for drilling operations. Cryogenic is one of the most suitable methods of cooling as handling and disposal is easier compared to the wet and minimum quantity lubrication (MQL) methods. This paper deals with the high-speed drilling of Ti-6Al-4V alloy by the application of high-pressure cryogenic coolant at 22 bar. The results shows that there is a significant reduction in the thrust force (FZ), torque (MZ), and temperature (T) and the effect of feed is negligible on circularity, cylindricity, and surface roughness of the holes when drilled at high speeds. The high pressure of the coolant helps in better penetration into the tool-chip interface and acts as an effective lubricant. This helps in reducing the friction between the tool and workpiece resulting in improved hole quality. These results are then compared with dry drilling of Ti-6Al-4V under same experimental conditions.
Introduction
Heat and friction are the major concerns during the machining of any material. It is generally absorbed by tool, workpiece, and chips together. In case of drilling, more amount of heat is contained inside the hole as the chips need to slide through the flutes to come out of the hole. This heat will adversely affect the quality of tool as well as the workpiece. Hence a supplementary temperature reduction method is preferred to reduce the temperature, which can be achieved using coolant during the drilling process. Different methods of coolant application for the drilling are wet, MQL, and cryo coolants. Cryo coolant will generally have sub-zero temperatures. Gases such as helium, nitrogen can be used as the coolant. Liquid Nitrogen (LN2) is one of the best suitable green lubrication techniques for Ti-6Al-4V. Also, the disposal of coolant is easier when compared to any other methods as it gets evaporated to the atmosphere. Lots of research were done on drilling with cryogenic cooling but with limited speed and limited pressure. In this paper investigations were done on the experiments using high-pressure cryogenic coolant of about 22 bar. Yildiz and Nalbant 1 investigated that LN2 coolant can be applied to Ti-6Al-4V alloy and it can bring out appreciable improvement in tool life. Ahmed and Kumar 2 performed the drilling experiments on Ti-6Al-4V alloy for grade 5 material at the pressure of 4 bar. They had concluded that LN2 coolant is better for reducing thrust force, torque, and temperature along with improvement of circularity, cylindricity, and surface roughness when compared to wet coolant. Wang and Rajurkar 3 attempted the usage of LN2 coolant application on the turning tool and compared with conventional coolant. Former method gives greatest reduction in cutting forces and tool wear when compared to conventional coolant conditions. Sun et al. 4 used cryogenic compressed air instead of atmospheric compressed and investigated the cutting forces on turning of Ti-6Al-4V alloy and listed out the benefits of using cryogenic by comparing the results. This has promised the application of high-pressure coolant on the Ti-6Al-4V compared to the low-pressure coolant. Hence the pressure of the cryogenic coolant in this experimentation is kept at the range of 22 bar to investigate the effects of increase in pressure of coolant over the force and quality of holes. Ahmed et al. 5 investigated the usage of LN2 coolant on grade 2 Titanium alloy and concluded that its application has reduced the cutting temperature but resulted in poor hole quality and increase in thrust force and torque when compared to wet conditions. Shokrani et al. 6 concluded that cooling the cutting zone or cutting tool is recommended more for harder materials such as Ti alloy and more research has to be done in the area of cryogenic cutting conditions for drilling operations. Govindaraju et al. 7 attempted the usage of LN2 coolant for the drilling of AISI 1045 steel. The results show that LN2 gives better results for steel by reducing the temperature, thrust force, and average surface roughness. It also indicates the increase in tool life by lesser chipping and formation of BUE in the tool. Imbrogno et al. 8 simulated the machining of Ti-6Al-4V under both dry and cryogenic cutting conditions and found that cutting forces at high speed turning gets reduced due to thermal softening of the material. Chaharsooghi et al. 9 indicated that surface roughness of the hole was reduced during cryogenic condition of high-speed drilling of Ti-6Al-4V alloy when compared to the MQL and flood condition. Ahmed and Kumar 10 investigated the usage of cryogenic cooling in reaming of Titanium Grade 2 alloy. The results indicated the reduction of cutting temperature, thrust force, and torque but increase in surface roughness, circularity, and cylindricity values when compared with the flood cutting conditions. Hong et al. 11 investigated the cutting forces generation under cryogenic cutting condition and found that the cold strengthening of titanium material increased the cutting force in cryogenic machining. They also suggested that the positioning of cryogenic nozzle influences the cutting forces during machining. Impero et al. 12 performed the deep hole drilling on CFRP/Ti stacks and found that drilling using cryogenic coolant is more stable when compared to other drilling methods. They also identified that the usage of cryogenic coolant helps in embrittlement of chips which makes it easier for removal for the stack drilling. Hong et al. 13 attempted the cryogenic machining by new cooling approach and proved that as an economical method of cryogenic cutting. They also claimed that it has given excellent tool life improvement in comparison with the conventional cutting methods. Zhoa and Hong 14 investigated by using carbide tool materials under different cryogenic temperatures. Their study concluded that the reduced tool temperature due to cryogenic effect has no effect on its strength and toughness. Li and Shih 15 investigated the distribution of temperature along the radius of drill in drilling of pure titanium and found that the temperature of the tool was maximum at the periphery of the drill bit. They also identified that the thrust force and torque behaved inversely with respect to the distance from its center. Pušavec et al. 16 performed the experiment using cryogenics and claimed that it is one of the most sustainable method of machining. Işik and Kentli 17 examined the temperature distribution over the surface of drill using the thermal camera for the process of drilling of Grade 5 Titanium alloy. They found that increase in cutting speed, feed, and depth of cut will increase the tool temperature and depth of cut has more influence over it and also recommended the usage of cutting fluids for increasing the tool life. Biermann et al. 18 investigated the usage of CO2 cryogenic coolant for Ti-6Al-4V machining and concluded that the usage helped in improving the tool life and not suitable for Ti-6Al-2Sn-4Zr-6Mo alloy. Haan et al. 19 compared the drilling quality of holes with and without cutting fluids for variety of drill materials and geometries and identified that hole quality can be improved using the cutting fluids. Surface finish has greatly increased using the cutting fluids and it can also prevent the formation of built-up edge during the process. Venugopal et al. 20 investigated the use of cryogenic cooling over the turning of Ti-6Al-4V alloy and identified the wear mechanisms over the tool. They concluded that the usage of cryogenic coolant helped in improving the tool life and it has not worked for higher cutting speeds. Mia and Dhar 21 discussed the influence of single and dual cryogenic jets on the turning of Ti-6Al-4V alloy. They inferred cryogenic as the most sustainable method of machining of this super alloy.
Shokrani et al. 22 compared the benefits of cryogenic in comparison with dry and flood for end milling of Ti-6Al-4V alloy in terms of tool wear, surface roughness, energy consumption, and specific cutting energy. They concluded that cryogenic machining performs better in all the forms. Strano et al. 23 investigated the turning of Ti-6Al-4V alloy under cryogenic condition and reported the improvement in tool life by 40% and reduction of cutting forces. Parida 24 compared the effective strain, temperature, thrust force, torque, and surface roughness during the drilling of Ti-6Al-4V alloy. The results are validated with numerical results and shows the good agreement. Rahim and Sasahara 25 compared the usage of MQL in drilling of Ti-6Al-4V and indicated the substantial benefits of using palm oil in terms of surface roughness, micro hardness, and subsurface deformation.
An overview of literature indicated that there is a lack of study on cryogenic drilling process for high-speed drilling of Grade 5 Titanium alloy. It also indicates that pressure of the LN2 coolant is also restricted to low pressure and not attempted at high pressure levels. Hence the influence of pressure of the coolant over the thrust force, torque, and temperature was not known. The aim of this study is to identify the feasibility of using LN2 for high-speed cryogenic drilling of titanium alloy (Ti-6Al-4V) at a high pressure of about 22 bar. In order to compare the results, the drilling experiments are also repeated using dry cutting condition. The reason for comparing the results with dry cutting conditions is that in most of the aerospace applications demands the job production making MQL or flood coolant an infeasible method of cooling.
Materials and methods
The experiment was carried out in a Makino S33 CNC Vertical Machining center for both the dry and cryogenic conditions as shown in Figure 1. Table 1 presents the specifications of the machine used. Liquid nitrogen (LN2) was stored in a 200 L tank placed near the machining center. A hose carrying the liquid nitrogen was pointed toward the drill tip. In this method, a high pressure of 22 bar was used for the experimentation.
Specifications of Makino S33 machine.
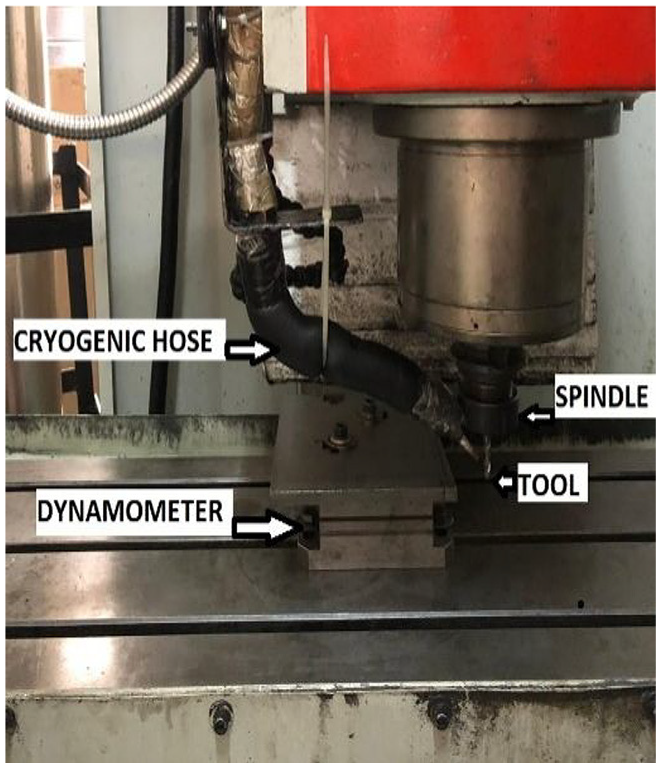
Experimental setup.
The workpiece used was a fine machined Ti-6Al-4V alloy plate of 25 × 120 mm with thickness of about 9 mm. The chemical composition of Grade 5 Ti-6Al-4V alloy is shown in Table 2. SEM and EDS image of the workpiece are presented in Figures 2 and 3 respectively.
Chemical composition of the Ti-6Al-4V alloy.
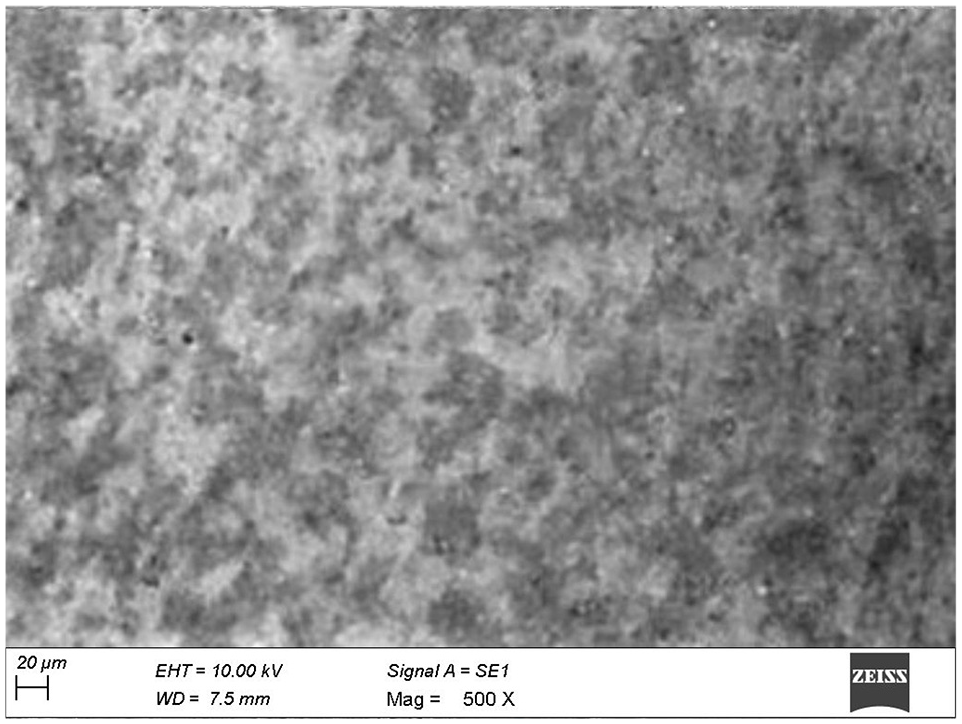
SEM image of the Ti-6Al-4V alloy.
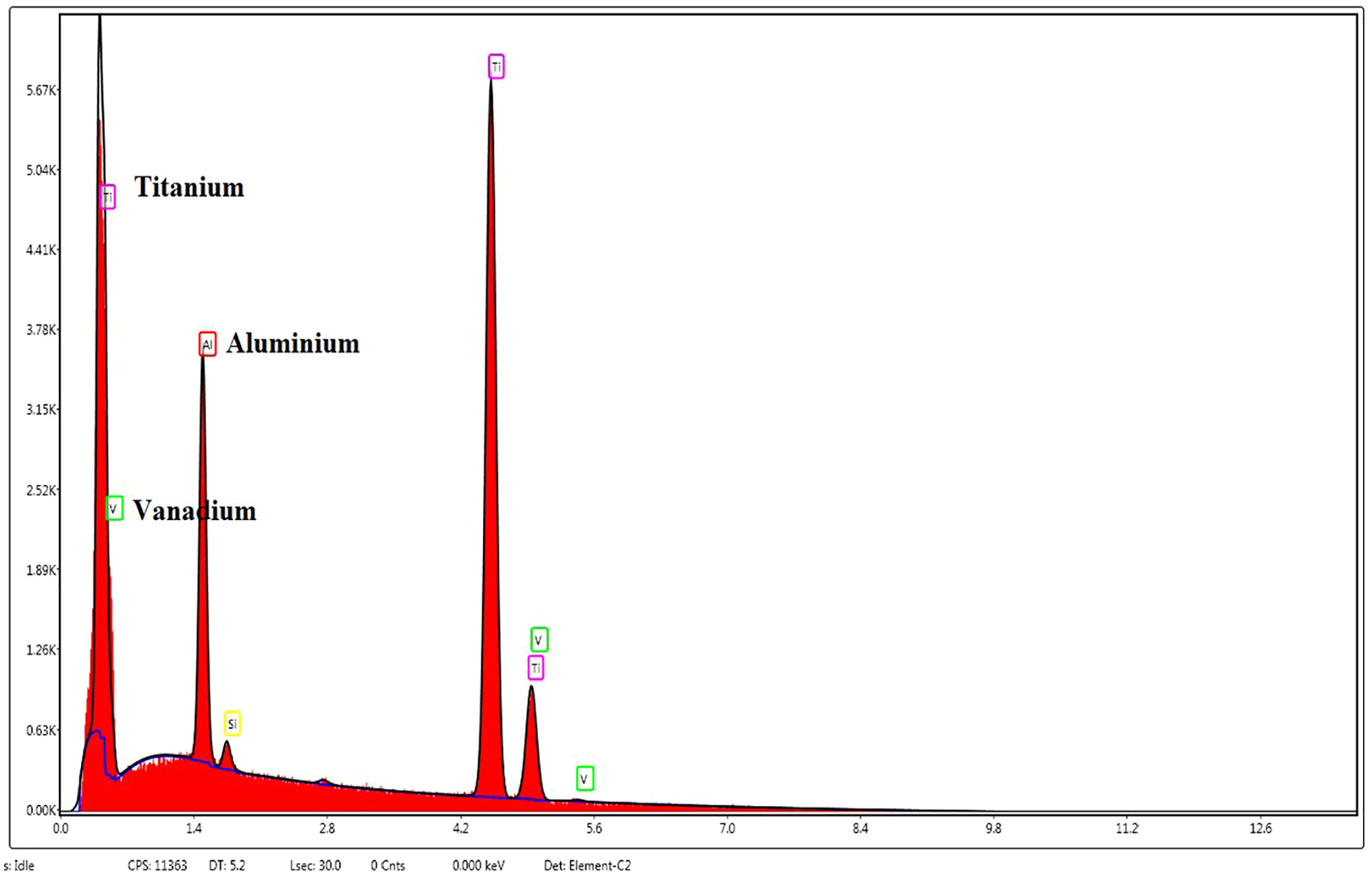
EDS image of the workpiece.
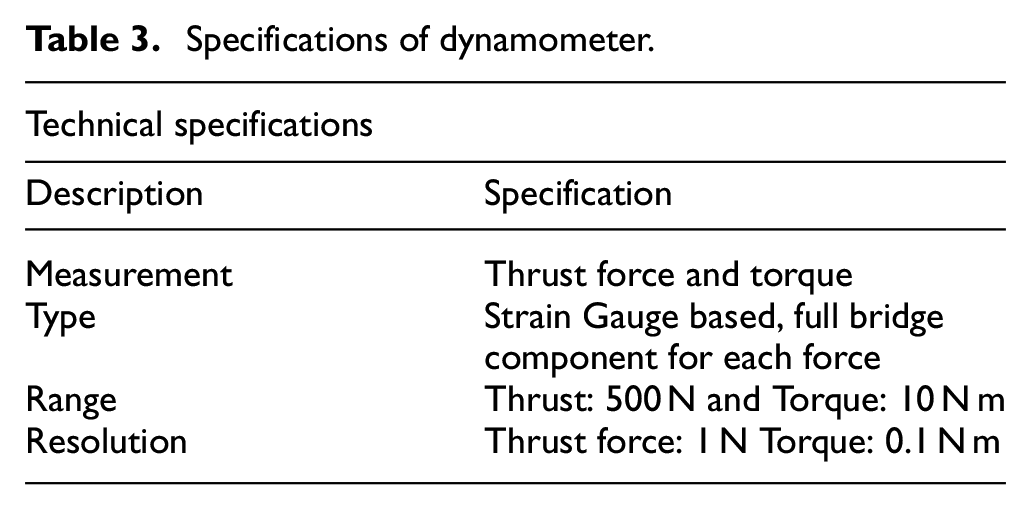
The workpiece was mounted on the Syscon dynamometer to obtain thrust force (FZ) and torque (MZ) values during the experimentation. The specifications of the dynamometer is given in the Table 3. The temperature measurement was done using K type thermocouple (ranges from 0°C to 1250°C) which is connected to a National Instruments Data Acquisition system. Two thermocouples were placed in the holes of diameter 0.8 mm. These two drilled holes are at the depth of 3 and 6 mm from top surface of the plate. Thermocouples are inserted into these holes and maintained at a distance of 0.2 mm between the tip of the element to the hole surface as shown in Figure 4. Ahmed and Kumar 2 used this method to identify the drilling zone temperature at different heights of the workpiece. The temperature measured by the thermocouple at the top is T1 and the temperature measured at the bottom is T2. The maximum temperature (T) is used for the analysis. Through holes of 6 mm diameter was drilled using uncoated solid carbide drill bit of K10 series having the point angle of 118°.
Specifications of dynamometer.
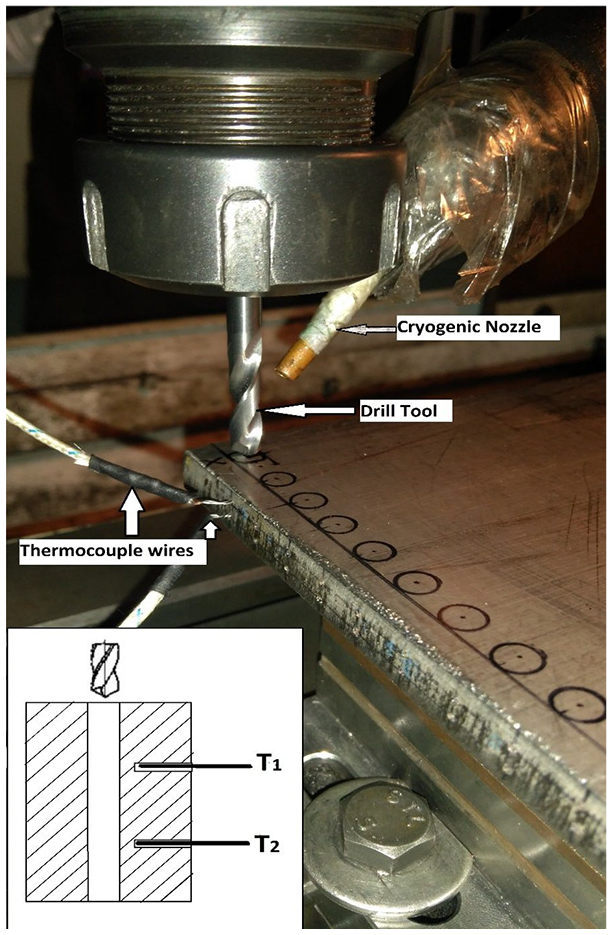
Thermocouple positioning on the workpiece.
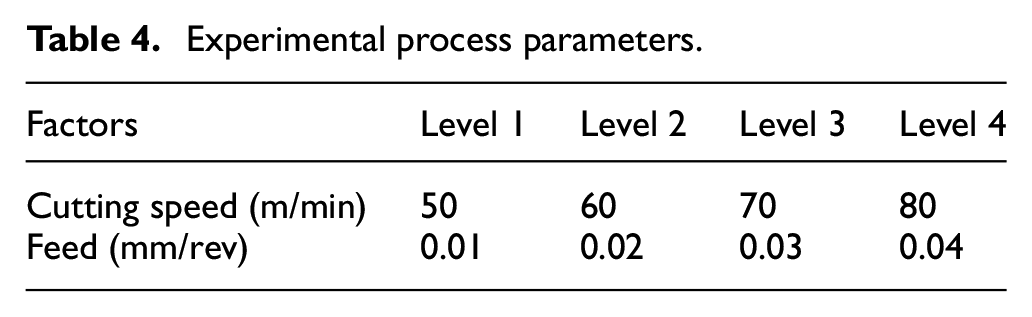
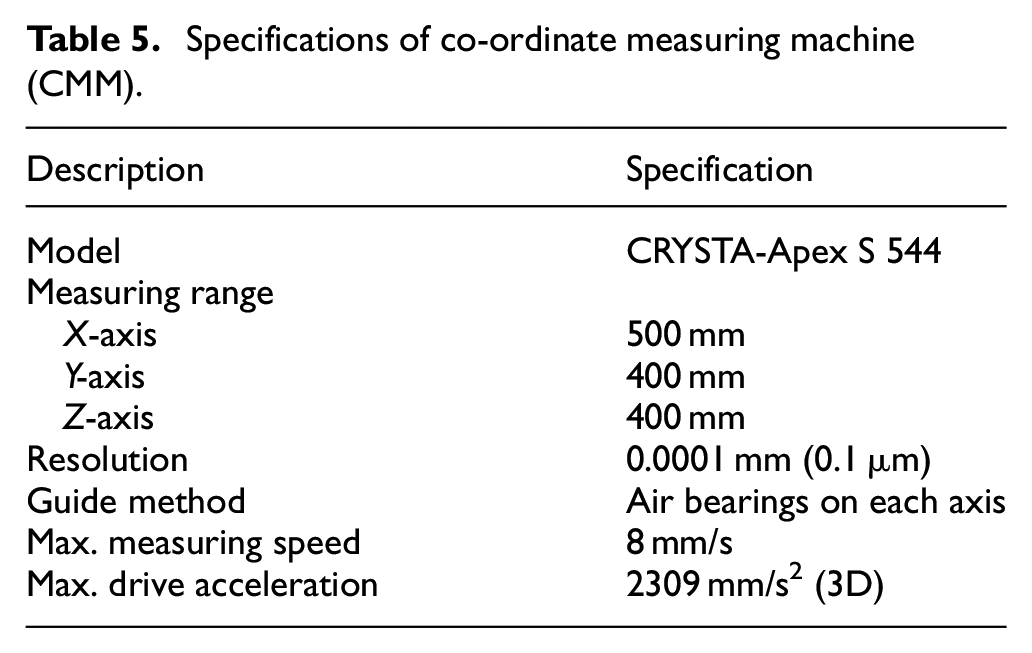
Table 4 shows the parameters used for the experimentation. In this experimental work, four levels of cutting speed (Vc) and feed (f) were used for drilling through holes on a 9 mm thick workpiece. Circularity and Cylindricity of the holes were measured using the Mitsubishi coordinate measuring machine (CMM). Table 5 provides the specifications of the CMM used.
Experimental process parameters.
Specifications of co-ordinate measuring machine (CMM).
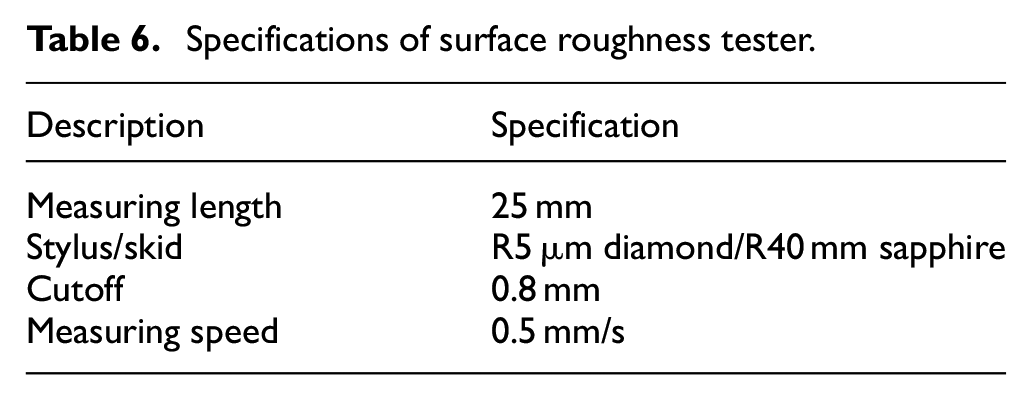
Surface roughness (Ra) of the holes were measured using the Surtronic contact-type stylus probe roughness checker. Table 6 presents the specifications of the surface roughness tester.
Specifications of surface roughness tester.
Results and discussion
Effect of feed on temperature
From Figure 5, it is indicated that the maximum workpiece temperature (T) at the cutting speed and feed of 50 m/min and 0.01 mm/rev respectively is 220°C under dry conditions. At the same parameters, cryogenic cutting condition recorded the temperature of 48°C. For this cutting speed, 78.2% reduction in the temperature was obtained. When the feed was increased to 0.02 mm/rev, 266°C was the temperature for dry condition and 90°C was the temperature for the cryogenic condition and reduction of about 66.2% was obtained.
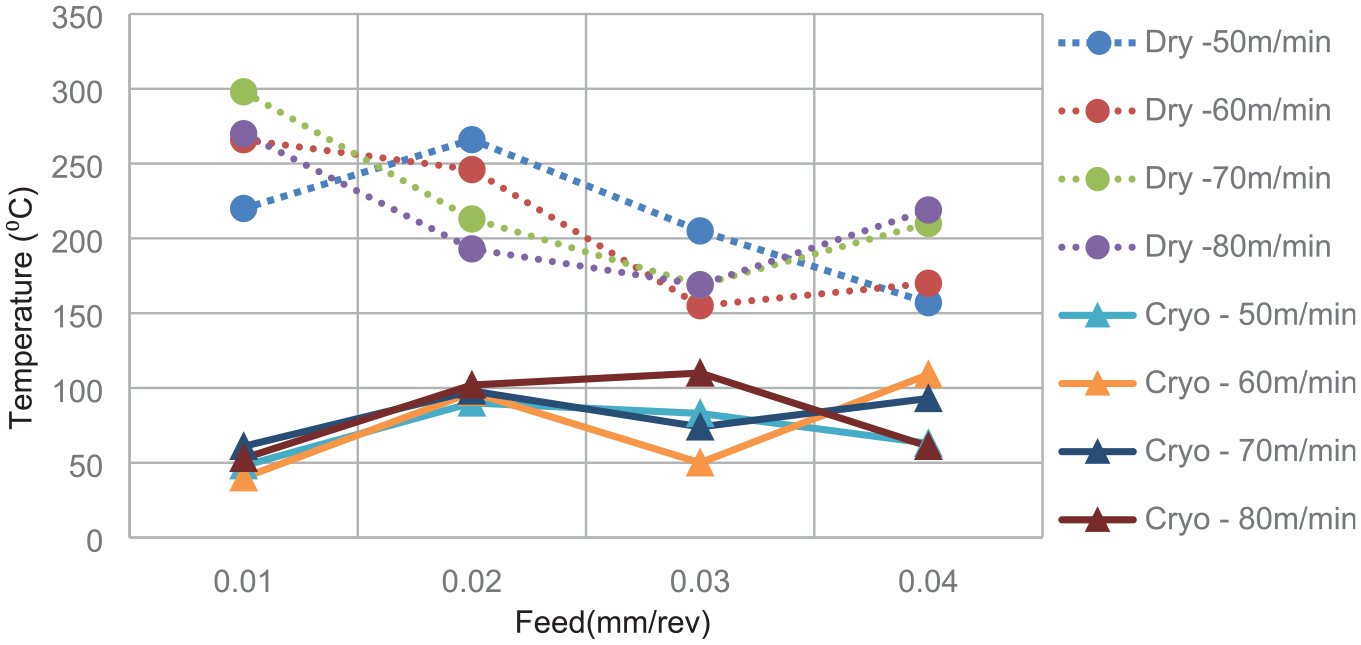
Cutting temperature versus feed.
For the feed of 0.03 mm/rev a reduction of about 59.5% was obtained, and the temperatures were 205°C and 83°C for the dry and cryogenic coolant conditions respectively. And for the feed of 0.04 mm/rev, a drop of 59.8% on temperature was seen. When the cutting speed was increased from 50 to 60 m/min and for the feed of 0.01 mm/rev, the temperature obtained was 266°C for dry condition and 40°C for the cryogenic cutting condition. For this condition a reduction of about 84.9% was obtained. When feed was increased to 0.02 mm/rev, 60.12% reduction was obtained for the cryogenic cutting conditions when compared to dry condition with recorded temperatures of 246°C and 98°C respectively. As the feed was increased from 0.02 to 0.03 mm/rev reduction of about 67.74% and the increase of feed from 0.03 to 0.04 mm/rev gives the reduction of 35.9% in temperature for the cryogenic cutting condition when compared to the dry cutting condition.
For the cutting speed of 70 m/min, reduction of about 79.53% over the dry condition was obtained for the feed of 0.01 mm/rev over cryogenic cutting condition. The reduction was about 54% for the feed of 0.02 mm/rev and 56.21% for the feed of 0.03 mm/rev. At the highest feed of about 0.04 mm/rev, reduction of about 55.71% was obtained over the dry cutting condition. At the maximum cutting speed of about 80 m/min, the reductions of about 80.74%, 47.15%, 35%, and 72.15% were obtained for the feeds of 0.01, 0.02, 0.03, and 0.04 mm/rev respectively. Hence from the graph it is clear that at lower feed, the cutting temperature is found higher and it decreases as the feed is increased up to 0.03 mm/rev under dry cutting conditions. This high temperature at lower feed could be related to size effect. In size effect, when the feed per tooth is smaller than the cutting-edge radius, the deformed chip is subjected to elastic deformation and ploughing rather than cutting, thus increasing the energy. Hence at lower feed of 0.01 mm/rev (chip load is 0.005 mm/edge), higher energy is required to cut the material, whereas at higher feed only lesser energy is required. This increase in cutting energy at lower feed results in higher temperatures. As the feed get increases up to 0.03 mm/rev, the temperature decreases and for 0.04 mm/rev, the cutting temperature increases marginally due increase in chip load. Parida 24 concludes that increasing the cutting speed reduces the hardness of the workpiece due to thermal softening, thus lowering the temperature on drill bit. So, drilling of titanium impacts less cutting force or stress on the tool at high speed compared to low cutting speed. Also, the effective reduction in strain at higher cutting speed reduces the strain hardening effect thus lowering the temperature. Moreover, heat carried away by the chips gets increased under higher cutting conditions which also has its impact on temperature reduction. 26
Whereas in case of high pressure cryogenic cutting condition, the temperature was stable over a range of feed. This high pressure of LN2 penetrates between tool and chips inside the workpiece better and helps in reducing the temperature.
Effect of feed on thrust force
Figure 6 indicates the clear differentiation for the thrust force between dry and cryogenic coolant conditions. For the cutting speed of 50 m/min and the feed of 0.01 mm/rev, the thrust force obtained was about 163 N for dry condition and 90 N for cryogenic coolant. This makes the reduction of about 44.78% for the cryogenic cutting condition than the dry cutting condition. With the increase in feed of 0.02 mm/rev, the thrust forces of about 194 and 115 N were obtained for dry cutting and cryogenic cutting conditions and about 40.72% reduction were obtained for the later. Similarly for 0.03 and 0.04 mm/rev, 32.01% and 39.01% were the reduction percentage between dry and cryogenic cutting conditions.
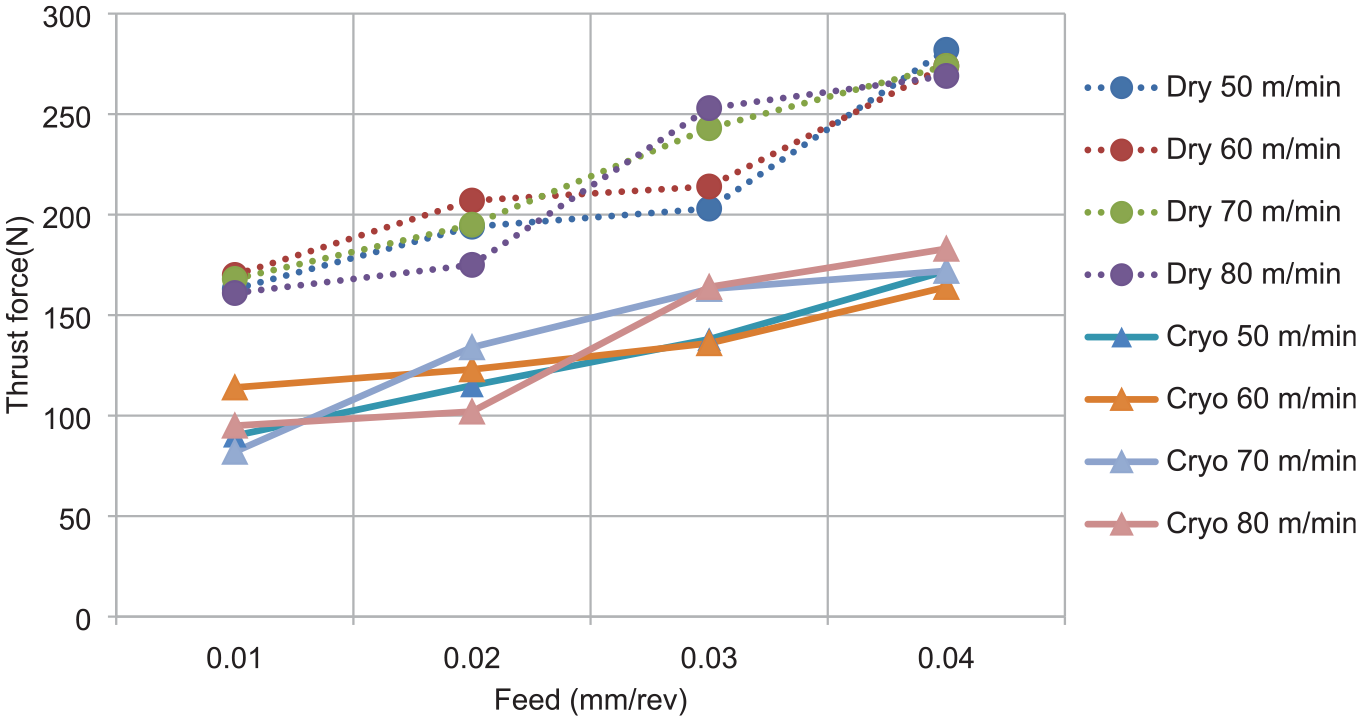
Thrust force versus feed.
When the cutting speed was increased to 60 m/min, the thrust force for dry and cryogenic conditions were 170 and 114 N with reduction percentage of 32.9 for cryogenic for the feed of 0.01 mm/rev. For the feed of 0.02 mm/rev, 40.57% reduction was obtained and the reduction of about 36.44% was obtained for the feed of 0.03 mm/rev. For the highest feed of 0.04 mm/rev, reduction of about 40.14% was obtained with the cutting forces of 274 and 164 N for dry and cryogenic conditions respectively.
When the cutting speed was increased to 70 m/min with feed of 0.01 mm/rev, 51.19% reduction was noted for the cryogenic condition with the thrust forces of 168 and 82 N for the dry and cryogenic cutting conditions respectively. Similarly, for 0.02, 0.03, and 0.04 mm/rev, 31.28%, 32.92%, and 37.22% reduction have been recorded.
For the highest cutting speed of 80 m/min and feed rate of 0.01 mm/rev, 41% reduction on the cutting forces were recorded. With the increase in feeds of 0.02, 0.03, and 0.04 mm/rev, 41.71%, 35.17%, and 31.97% reduction in thrust forces for cryogenic cutting conditions were obtained. From the experiments it is seen that the range of about 31.97%–51.19% reduction was obtained. It is obvious that the thrust force increases with the increase in feed because it increases the rate of material being removed demanding higher force. Comparing the dry with high pressure cryogenic cutting conditions, the later has significant advantage as it reduces the temperature, friction, and weldability of workpiece with the tool. Reduction in built-up edge prevents the additional forces required to remove the material due to adhesion with the tool.
Effect of feed on torque
Figure 7 shows the comparison of torque with feed for various cutting speeds under different coolant conditions. From the graph, it is evident that torque increases with increase in feed for both dry and cryogenic cutting conditions. For the cutting speed of 50 m/min and feed of 0.01 mm/rev, the torque was 0.73 Nm for dry and 0.51 Nm for cryogenic conditions. This has resulted in the decrease of about 30.13% for cryogenic cutting condition. Similarly, for 0.02 mm/rev, 14.82% reduction was observed for cryogenic cutting condition with torque values of 0.857 Nm for dry and 0.73 Nm for LN2 cutting conditions. For the feeds of 0.03 and 0.04 mm/rev, reduction in torque of about 16.1% was obtained for cryogenic cutting conditions.
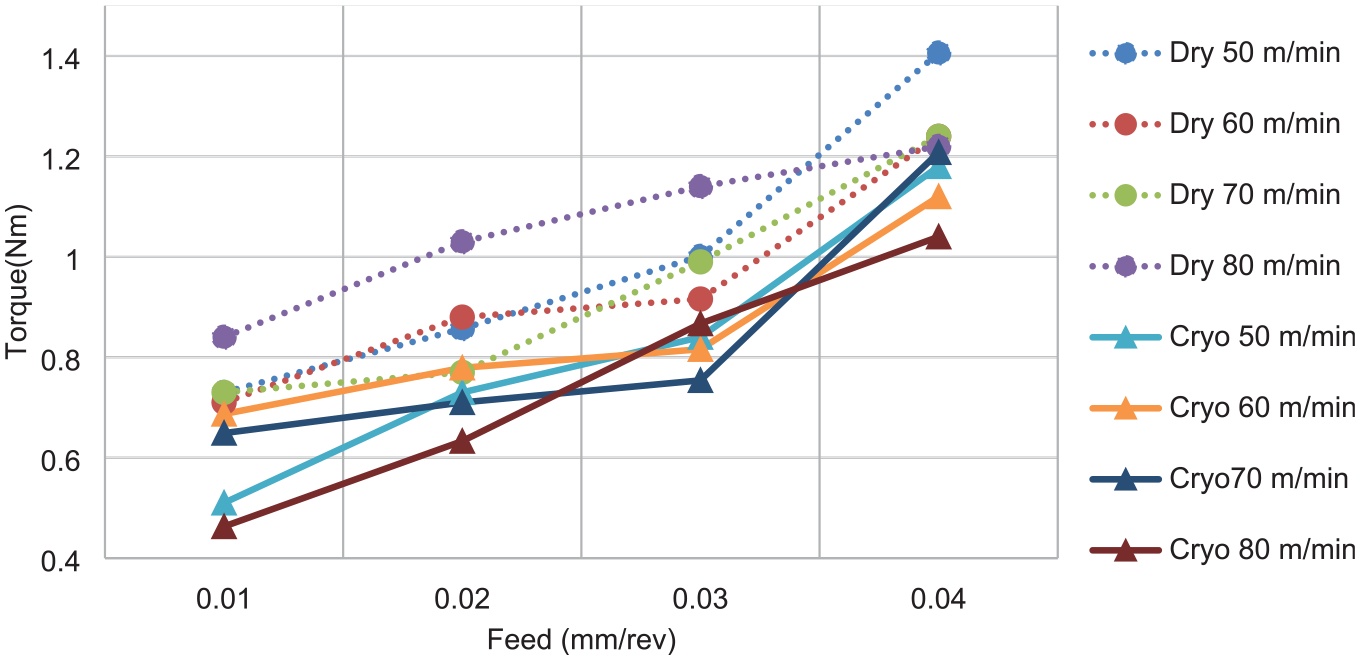
Torque versus feed.
By increasing the cutting speed from 50 to 60 m/min and for the feed of about 0.01 mm/rev, torque for dry cutting condition was 0.71 Nm, and torque for cryogenic cutting condition was 0.687 Nm with the reduction of about 32.4%. With the increase in feed of 0.02 mm/rev, reduction rate of 11.47% was obtained for cryogenic cutting conditions. For the feeds of 0.03 and 0.04 mm/rev, reduction of 10.91% and 9.67% was obtained.
Similarly for the cutting speed of 70 m/min, and for the feeds of 0.01, 0.02, 0.03, and 0.04 mm/rev, reduction levels of about 11.1%, 7.8%, 23.83%, and 2.5% were obtained for the cryogenic cutting conditions and 44.88%, 38.54%, 23.94%, and 14.75% were obtained for the cutting speed of 80 m/min. This clear reduction in torque is mainly because of prevention of built-up edge due to welding of work material, reduction in friction and efficient removal of chips at high pressure. As pressurized LN2 coolant helps in removing the heat, work material will not stick to the edges of tool. It will also act as an effective lubricant here to reduce the friction thus improving hole quality and reduction in energy required to drill the hole.
Effect of feed on circularity
Drilling is the process which is majorly used for assembling the mating parts. Hence accuracy of holes plays a major role. Circularity has great impact over the accuracy of the holes. After drilling of holes using dry and LN2 coolant circularity was measured using the CMM and the graphs were plotted as shown in the Figure 8. Circularity error for LN2 coolant was very less when compared to dry cutting condition for all the range of speeds and feeds.
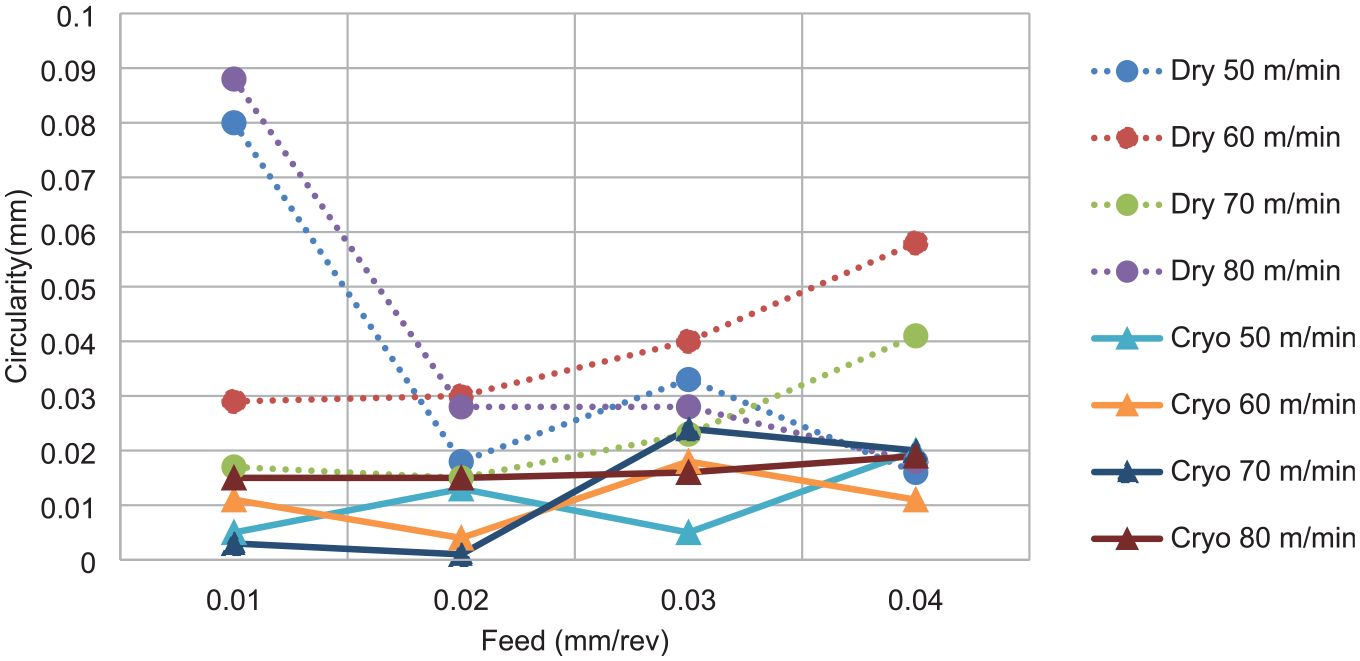
Circularity versus feed.
Under high-speed cutting conditions, with increase in feed rate increasing trend of circularity was shown. But the trend at higher speeds and feeds were highly irregular. This could be due to the thermal degradation of the hole which affects both circularity and cylindricity. Also burning of welded chips at higher cutting speeds and feeds greatly affects the hole quality contributing to the increase in circularity. As the pressure of coolant was about 22 bar, circularity under cryogenic cutting conditions was almost found to be constant for all the feeds with slight increase for the feed of 0.04 mm/rev. Reduction in circularity error values of about 2.8%–89.2% was observed by the application of high pressure LN2 coolant in drilling. It also prevents the enlargement of the hole due to thermal expansion reducing the circularity error and almost reduces the effect of feed over the circularity under different cutting speeds resulting in better hole quality. Under dry cutting conditions, the changed behavior at 50 m/min could be due to initial wobbling of the drill bit while entering the hole. Also, it is observed that as the speed increases to 80 m/min, chips tend to burn while drilling which also affects the circularity to the greater extent. This could be because of higher cutting temperature and corresponding tool wear resulting in irregular trend.
Effect of feed on cylindricity
Cylindricity of the hole is one of the most important accuracy factors in drilling process for aerospace applications. Increase in cylindricity of the hole can make the assemblies non usable. By this high-pressure LN2 coolant, reduction of about 56.32%–85.23% of cylindricity error was observed compared to the dry cutting conditions as shown in the Figure 9. It is observed from the experiments that cylindricity error gets increased with increase in feed rate under dry cutting conditions except 70 m/min. This variation in trend/behavior at 70 m/min could be due to initial wobbling of drill while entering the surface of the titanium alloy, thermal expansion of the hole with increase in depth, burning of welded chips, and tool wear. Ahmed and Kumar 2 also reported the similar unsteady behavior even during drilling at wet conditions. But in high pressure LN2 cutting conditions, graph shows stable behavior for the range of feed rates, making it as a non-influenceable factor over the cylindricity. The high pressure of LN2 helps in improving quality of the holes by maintaining reduced temperature and friction during the process of drilling. This increases the quality of holes drilled in terms of accuracy and surface finish.
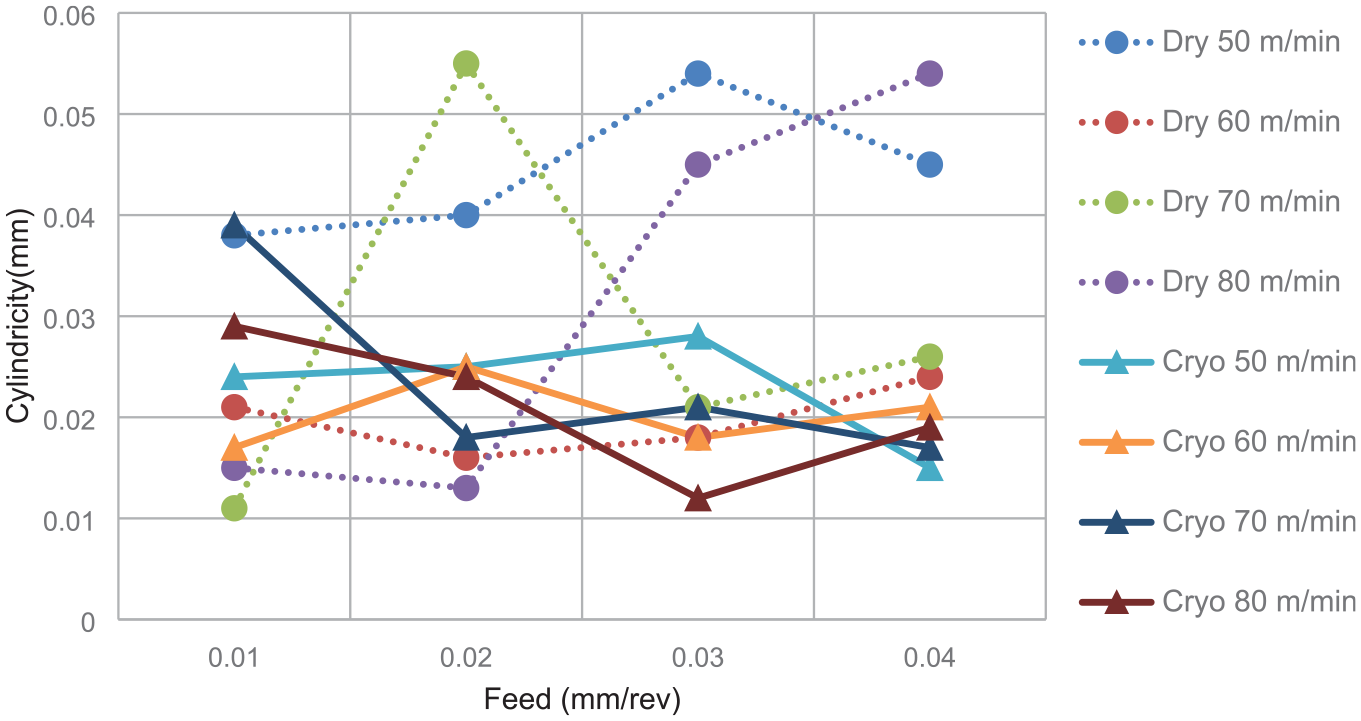
Cylindricity versus feed.
Effect of feed on surface roughness
Surface roughness (Ra) of the drilled holes for various feeds and speeds were given in the Figure 10. The graph shows that the surface roughness values for the high pressure LN2 drilling is much lower than the dry cutting condition. For the cutting speed of 50 m/min, the reduction of about 37.67%–71.9% and for the cutting speed of 60 m/min reduction of about 49.73%–67.17% were obtained for cryogenic cutting conditions. For the cutting speeds of 70 and 80 m/min the reduction of about 41.31%–63.22% and 38.94%–85.64% were obtained. An overall reduction of surface roughness of about 37.67%–85.64% was obtained due to the usage of high-pressure cryogenic coolant.
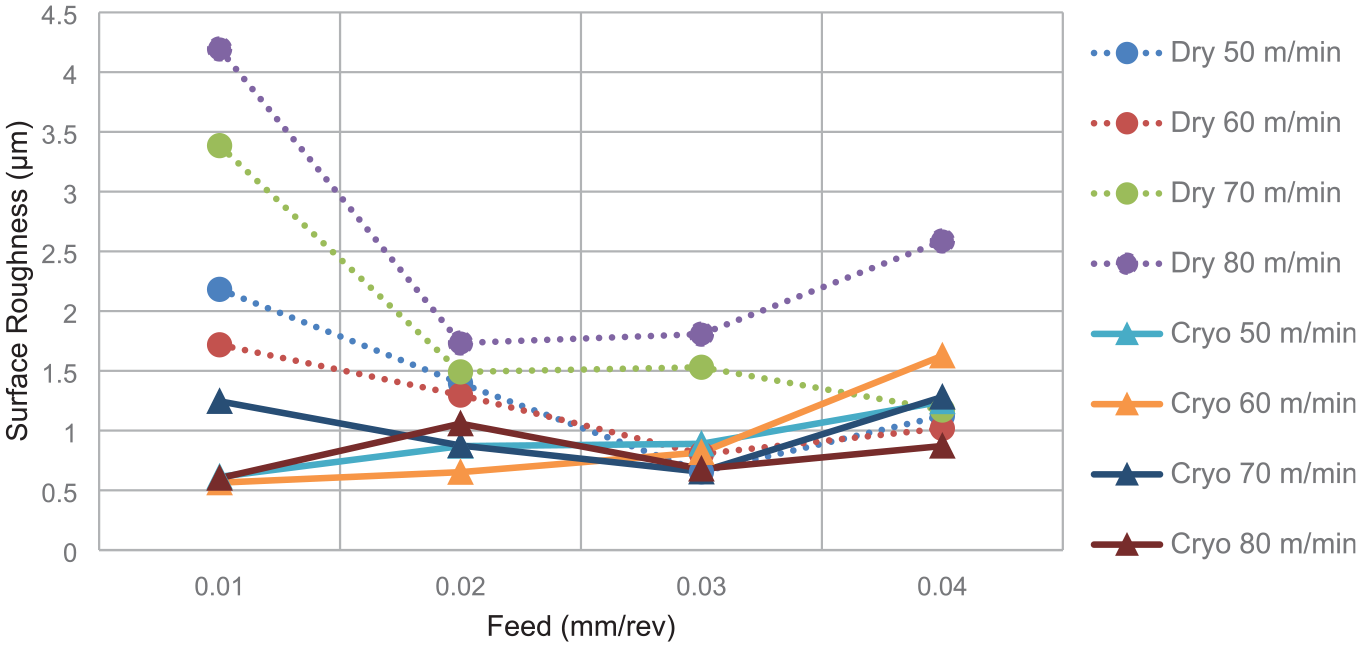
Surface roughness versus feed.
In case of dry cutting condition for the same cutting speeds, initially the surface roughness was high for holes with low feed rate and it reduces with the increase in feed rate. Similar trend was obtained for all the cutting speeds except for 80 m/min at higher feed rates. This variation could be due to built-up edge formed on the cutting tool by the burning of welding chips. But in case of cryogenic cutting condition, the surface roughness shows stable behavior over the range of feed rates. The reason for low surface roughness for cryogenic cutting condition is that the high pressure of the coolant intrudes in the gap between the hole and the tool and helps in reducing the tool-chip interface temperature. This reduces affinity of workpiece over the tool, makes them less sticky by reducing adhesion between the interacting surfaces resulting in low friction, preventing the welding in tool edges. 11
Effect of feed on specific cutting energy
Specific cutting energy is the amount of energy required to remove a unit volume of material during the drilling process. This cutting energy requirement plays an important role in the case of drilling hard to machine materials. Specific cutting energy (E) was determined using the following equation. 27

Where E is the specific cutting energy, M is the torque required to drill the hole, f is the feed rate, and D is the diameter of the drill. Both dry cutting condition and application of LN2 coolant has great impact on it as shown in the Figure 11.
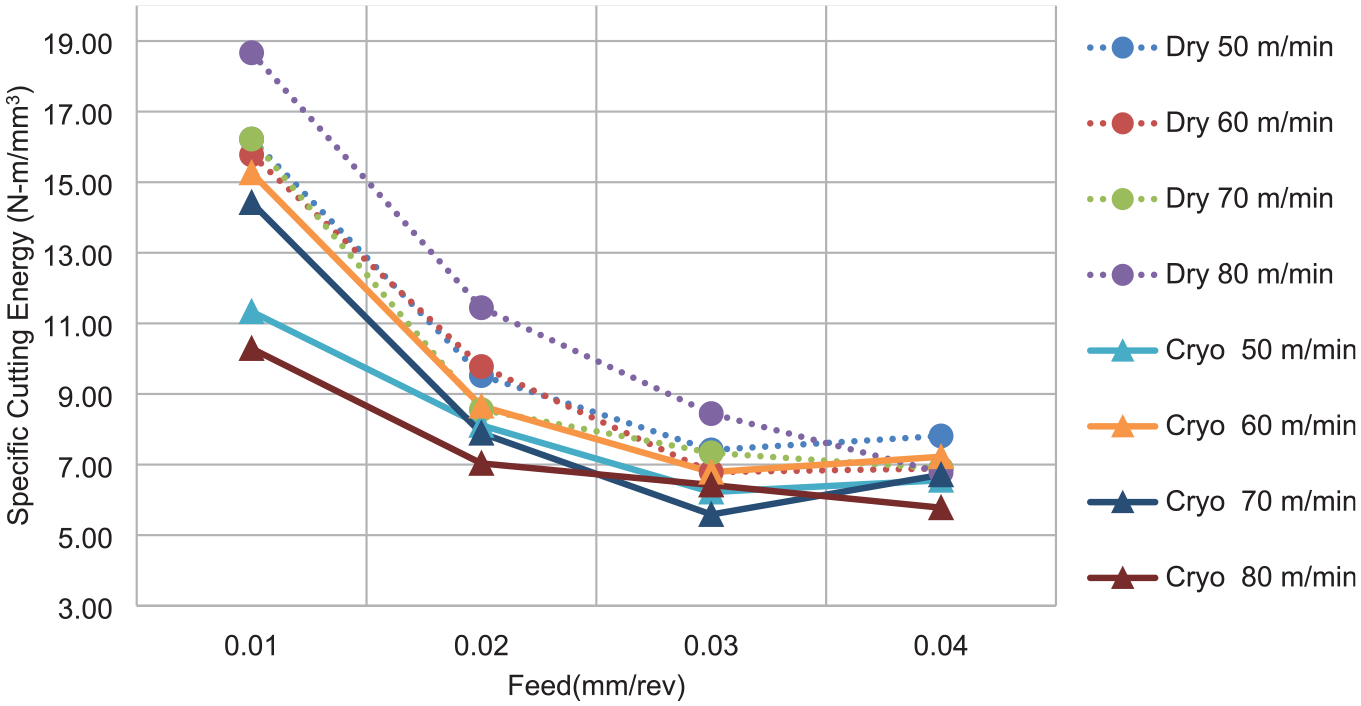
Specific cutting energy versus feed.
From the graph it is evident that the energy required to drill the hole at the dry cutting condition is high when compared to the cryogenic cutting condition. Comparing the reduction of specific cutting energy, about 44.88% reduction was achieved for low feed rate whereas only 2.61% of reduction was attained for high feed rates. Hence at higher feed rates, specific cutting energy values for dry and high pressure LN2 coolant was almost equal. 22 This may be due to the size effect.
Conclusions
High speed drilling with high pressure LN2 coolant was carried out on Ti-6Al-4V alloy of Grade 5 material with the solid carbide drill of 6 mm diameter. The following are the observations drawn from the experiments:
Effective penetration and lubrication of the high-pressure coolant helps in maintaining the steady temperature.
Application of high pressure LN2 coolant reduces the torque and thrust force by minimizing friction, weldability of chips with the tool and formation of built-up edges.
Circularity and cylindricity error under high pressure LN2 coolant conditions was very less and neglects the influence of feed rate over it.
Constant quality holes over the range of feed rates have been obtained with lower surface roughness values under high pressure LN2 coolant conditions.
Specific cutting energy required for high pressure LN2 coolant at low feed rates was higher than dry cutting condition. Also, not much difference in the specific cutting energy values was recorded at higher feed rates.
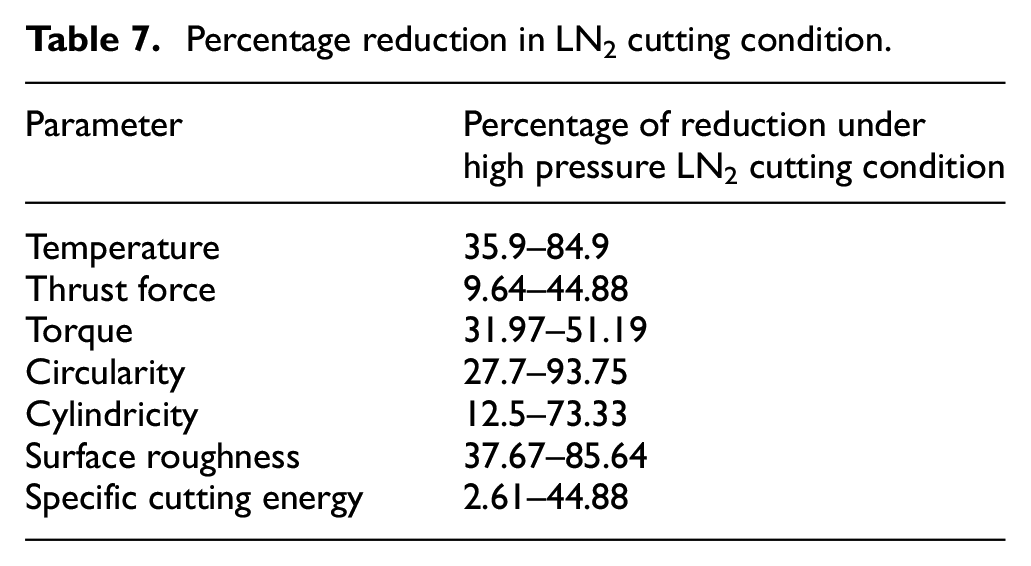
Table 7 presents reduction in parameters under cryogenic coolant conditions.
Percentage reduction in LN2 cutting condition.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.