
Abstract
Titanium and its alloys are well known for their difficult machinability nature. Because of Ti-6Al-4V alloy’s strong chemical affinity, high temperature and pressure during the grinding process, the formed chips easily weld onto the grinding wheel surface. This phenomenon reduces the wheel life and diminish the surface quality. To control the effect of temperature, most grinding operations today employ cutting fluids. These fluids help in improving the surface quality and increasing the wheel life. However, because of environmental and economic concerns, industries are now looking for sustainable alternative cooling techniques such as cryogenic cooling. The aim of this study is to present the application of liquid nitrogen cryogenic cooling as an alternative cooling technique for grinding Ti-6Al-4V alloys. To compare the effect of cryogenic condition, experiments were conducted under both dry and wet (soluble oil) conditions. Experimental results proved the effectiveness of cryogenic cooling in reducing the grinding force, obtaining better surface finish, and being less damaging to the surface condition. Finally, multiple regression models were developed to predict the normal force and tangential force in cryogenic condition. The developed models have been validated with experimental data, and the maximum prediction error of the model for normal and tangential forces was less than 12% and 9%, respectively.
Introduction
Ti-6Al-4V is the most widely used alloy of titanium. It exhibits good strength-to-weight ratio and corrosion resistance and can maintain strength even at elevated temperatures, which makes it suitable for applications in many industries. 1 Because of its thermo mechanical properties, it is also known as “difficult-to-machine” material. Several reviews have explained the reasons for the poor machinability of this alloy.2,3 For example, in grinding, the main challenge is to overcome the short wheel life that prevents high-speed operations.
Being highly chemically reactive at high temperatures, the formed chips when grinding Ti-6Al-4V easily weld onto the tool surface, leading to early tool failure. In addition, poor thermal conductivity and low modulus of elasticity also contribute to poor machinability.1,4 Therefore, many industries are spending huge sum of money to develop methods to minimize machining cost and, thus, the production cost.
The heat developed during machining is critical for workpiece quality. High heat generation during grinding will lead to high heat entry into workpiece, which can lead to thermal damage of the workpiece surface layer. Therefore, cutting fluids play a significant role in grinding. 5 Coolants and lubricants, commonly employed as cutting fluids in conventional material removal processes, improve the machining performance by enhancing cooling, lubrication, and chip removal. However, other aspects related to the fluids, such as costs, fluid disposal, recycling, and operator’s safety measures, must also be taken into account when employing these cutting fluids. 6 Coolants and lubricants should contain very fine dispersions devoid of any coarse particles; thus, it has become compulsory in today’s industries to use filtering systems, which are costly and take up significant space in the work environment.
Apart from the economic aspect, environmental concerns, government regulation, and public opinion have initiated control over the dumping of industrial wastes including cutting fluids and demands for sustainable machining alternatives. 7 Alternative cooling methods, such as minimum quantity lubrication (MQL), dry machining, and cryogenic machining, are being used in many machining processes because they are more environment friendly.
Chattopadhyay et al. 8 applied liquid nitrogen as a more effective cooling medium than conventional cooling system to improve the grindability of steels. Paul and colleagues9–14 conducted several grinding experiments with various steel specimens in cryogenic condition and assessed the results with dry and wet medium. They found considerable enhancements in chip formation and reduction in temperature, specific energy, and residual stress. They also observed that grinding in cryogenic condition preserved wheel sharpness for a longer period and results in lower force. Paul and Chattopadhyay 14 also reviewed the published literature and concluded that cryogenic cooling can be efficient, effective, environmentally conscious and economical (E4) technology for controlling thermal problems in high-production machining and grinding and enhancing productivity, product quality, and profitability (P3).
Nguyen et al. 15 found that cryogenic treatment can produce superior surface integrity without surface oxidation. The inert nature of liquid nitrogen made the grinding process an environmentally conscious operation.
Although the application of cryogenic condition in grinding operation has already been proven for other materials, such as steel, reports on cryogenic grinding of titanium alloys are almost absent.
The purpose of this study was to assess the grindability of Ti-6Al-4V during surface grinding using vitrified bonded silicon carbide (SiC) grinding wheel in different cooling environments. Several parameters, such as normal force, tangential force, surface roughness, and surface morphology, which control product life considerably, were studied.
Experimental work
Experiments were conducted on a Chevalier Smart H1224 CNC Surface grinder with conventional SiC abrasive wheel on Ti-6Al-4V material. The properties of Ti-6Al-4V workpiece material used for experimentation work are as follows: density (4.43 g/cm3), modulus of elasticity (113 GPa), thermal conductivity (5.44 W m/K), specific heat (526.3 J/kg K), and Poisson’s ratio (0.342). The wheel was SiC grinding wheel (CG60K5V8; Carborundum Universal Ltd, India). The size of the workpiece and wheel is 60 × 60 × 8 mm and 340 × 50 × 127 mm, respectively.
To maintain the wheel topography uniform, dressing operation was performed before every experiment with single-point diamond dresser with the following parameters: dressing depth (10 µm), dressing lead (150 mm/min), and number of passes (4). All the tests were carried out in a down grinding mode. During the grinding operation, the wheel cutting speeds were varied from 15 to 25 m/s, work table speeds from 3 to 15 m/min, and depth of cut speeds from 5 to 25 µm. The experiments were conducted under three different cooling environments: dry, wet (soluble oil, 1:20 ratio), and cryogenic cooling with liquid nitrogen jet. The liquid nitrogen comes out from its self-pressurized Dewar (CLPB160LN2; Cryofab, USA) with pressure of 22 psi (∼1.5 bar) and passes out as mist through nozzle with an orifice size of 1 mm. The nozzle was directed toward the grinding zone, as shown in Figure 1. The temperature of exposed gas was approximately in the range of −150 °C to −130 °C. Grinding forces were measured online using a piezoelectric dynamometer (9257B; Kistler, Switzerland), coupled to charge amplifier (5070 multichannel; Kistler) and computer data acquisition Dynoware software. After the grinding operation, the machined surface characteristics were observed using stereo-zoom microscope (SteREO Discovery.V20; Carl Zeiss, Germany), and surface roughness values were measured with surface profilometer (Taylor Hobson Limited, UK; Form Talysurf Intra).
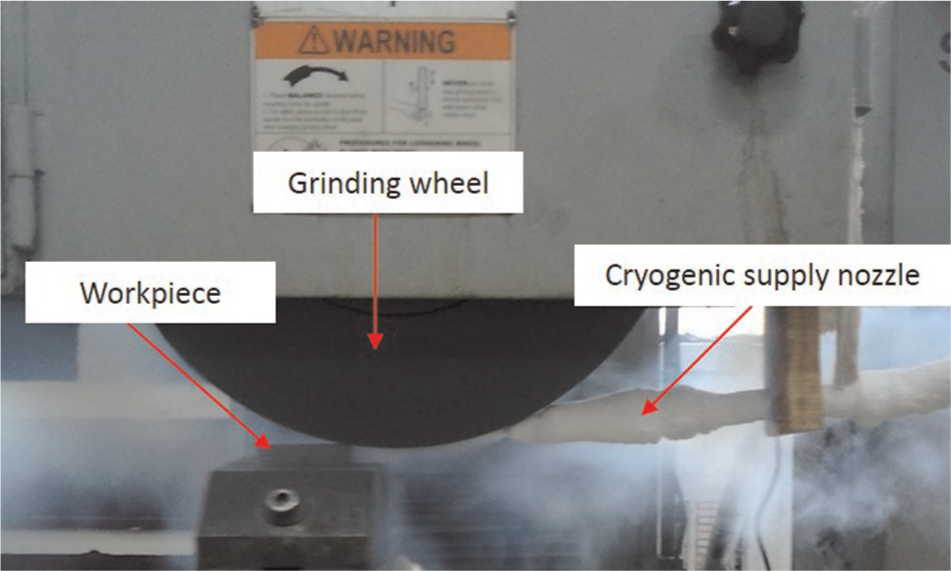
Experimental setup for cryogenic experiments.
Results and discussion
Effect of cryogenic application on grinding forces
In the surface grinding process, without any cross feed, the forces can be resolved into two components: tangential force and normal force. These forces are dependent on the various grinding parameters as well as the coolant.
Figure 2 shows the variation in grinding forces with different process parameters under different cooling modes. Figure 2(a) shows that when the grinding speed is increased while keeping the table speed and depth of cut constant, the forces under dry and cryogenic conditions were found to decrease. This reduction in grinding forces may be contributed to the decline in chip load at higher grinding speeds. Figure 2(b) shows the variation in normal force with table speed. The forces under dry, wet, and cryogenic condition were found to increase with the increase in table speed, keeping cutting speed and depth of cut constant. This was because of higher chip load per grit at higher table speeds. Also, the normal forces decreased when grinding was performed under wet and cryogenic conditions (Figure 2(b)). The normal forces under cryogenic and wet conditions were found to be almost of the same order. Figure 2(c) reveals that normal forces increase with the increase in depth of cut, expectedly under all environmental conditions. The application of coolants—both soluble oil and cryogenic—was observed to result in appreciable reduction in the forces. However, the reduction in normal forces is slightly greater when using soluble oil as the cutting fluid compared with cryogenic. Figure 2(d) shows the change in tangential forces under different environments. The trend of forces was similar to those observed in Figure 2(a), except that the magnitude of the tangential force was lower than the magnitude of the normal force.
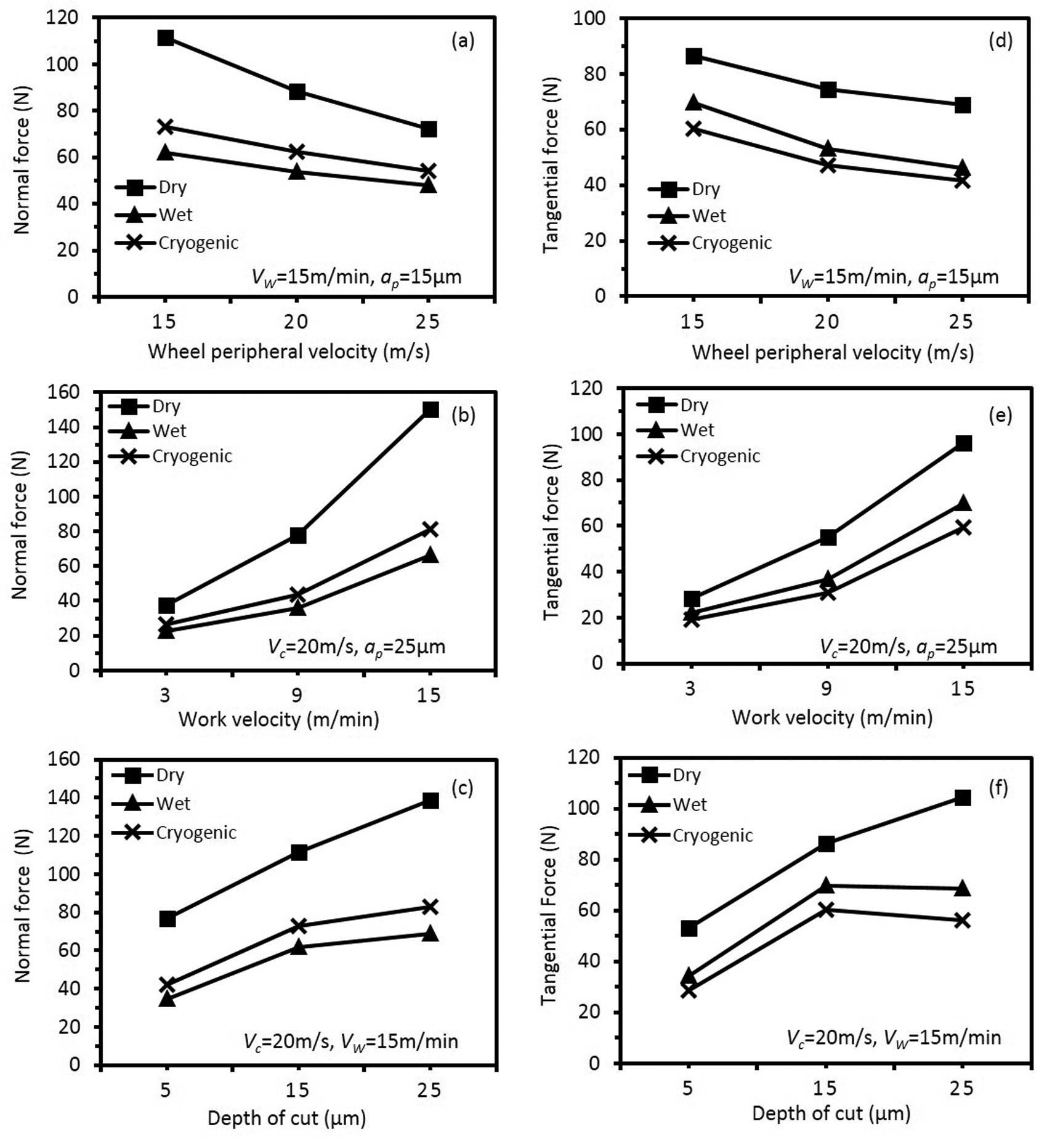
Variation in grinding forces with different process parameters under different cutting environments. ap: depth of cut (mm); Vw: work speed (m/min); Vc: cutting speed (m/s).
The forces under dry, wet, and cryogenic condition decreased, keeping table speed and depth of cut constant. The cryogenic application was much more effective than that for the normal forces. Normal force depends on the hardness of the workpiece surface and the bluntness of abrasive grits. In the cryogenic cooling, the hardness of the workpiece surface becomes higher compared with the wet cooling. For this reason, the normal force in cryogenic grinding was higher than the wet grinding. However, tangential forces depend on the hardness of the material. Forces were reduced appreciably under cryogenic cooling during the grinding over the entire domain of the experiments performed. The diffusion and adhesion wear of abrasives were reduced in cryogenic application, which reduces the grinding zone temperature. According to Paul and colleagues,9–14 abrasive grit maintains its sharpness for a longer duration at lower temperature conditions. Because of the high cutting ability of the abrasive grits, the grinding forces during cryogenic grinding operations are lower than those in the dry and wet grinding operations. Figure 2(e) shows the change in tangential force with table speed. The forces under dry, wet, and cryogenic conditions increased with the increase in table speed when cutting speed and depth of cut were kept constant. The forces under the cryogenic environment are consistently lower at all values of the table speed, which confirms that the cryogenic fluid has been effective in reducing the grinding temperature and thereby enabling the grinding wheel to retain its sharpness. Figure 2(f) shows the variation in tangential force with depth of cut. For this also, the variation in the force with depth of cut is exactly the same as observed for the normal forces, but here, the cryogenic cooling produced better results.
Effect of cryogenic application on surface roughness
Figure 3 shows the variation in surface roughness as a function of depth of cut. It can be observed that flood cooling with soluble oil offers the best surface finish because of effective cooling and lubrication. The result of cryogenic environment has been comparable with flood condition (<10% difference). When compared with dry condition, cryogenic environment results in considerable enhancement in surface finish of the ground surface, which can be credited to the enhanced heat transfer and sharpness of grits. It means cryogenic successfully reached the grit workpiece interface under tested conditions, thereby maintaining sharpness of grits and improving the surface finish of the ground specimen.
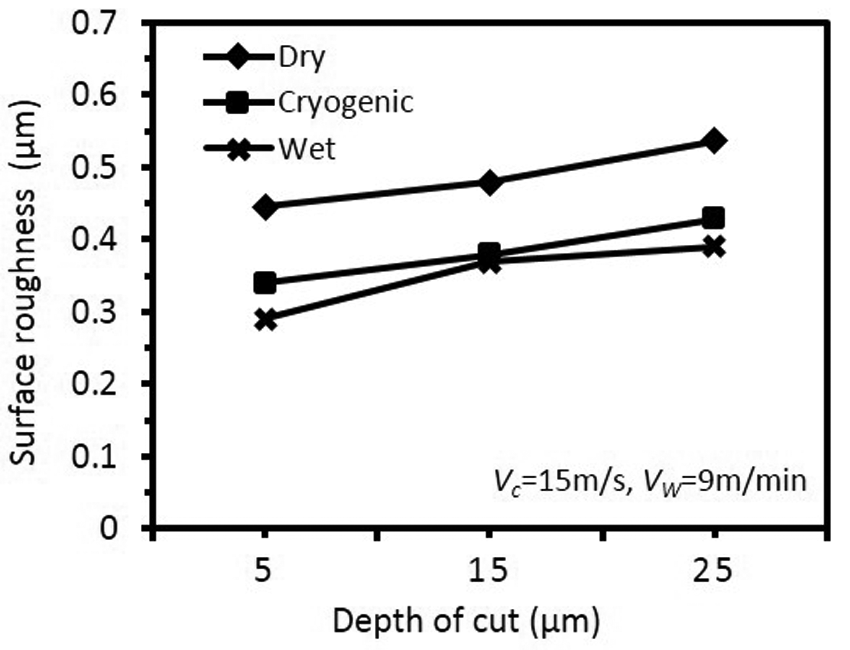
Variation in surface roughness in different environments. Vw: work speed (m/min); Vc: cutting speed (m/s).
Surface morphology
Figure 4 shows the micrographs of ground surfaces taken in a stereo-zoom microscope under various grinding environments. Few surface defects (indicated with arrow marks) are observed for all wet conditions compared with dry grinding conditions. Similarly, at lower and medium cutting speeds, less surface defect occurred in cryogenic condition compared with dry and wet grinding conditions. However, at higher speeds, the ground surface in cryogenic condition resulted in surface defects as shown by the presence of grooves in the micrographs, possibly because at higher speeds, the lubricity action of the cryogenic jet decreased as it was unable to penetrate the grit workpiece interface and provide suitable lubrication.
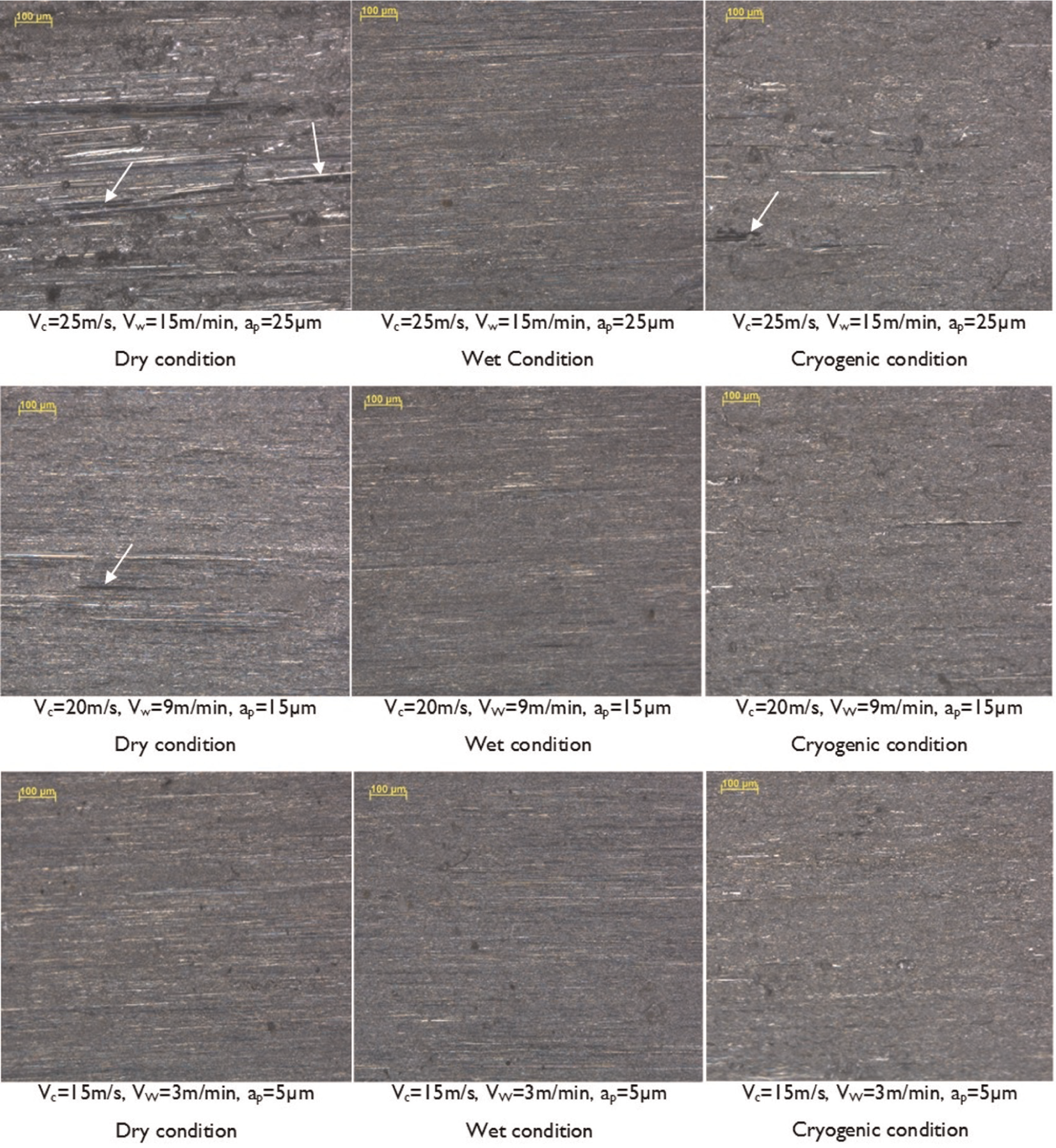
Surface micrographs under different grinding conditions. ap: depth of cut (mm); Vw: work speed (m/min); Vc: cutting speed (m/s).
Implementation of results
Regression modeling
Regression modeling was done to predict grinding responses as a function of process variables, without conducting many experiments. Considering cryogenic cooling technique produced best results, we developed regression equations for cryogenic condition. As linear models have low liability in machining processes, higher order quadratic models were developed for better representation of the responses. Table 1 shows the experimental results of normal and tangential cutting forces under the cryogenic cooling mode.
Experimental results under cryogenic condition.
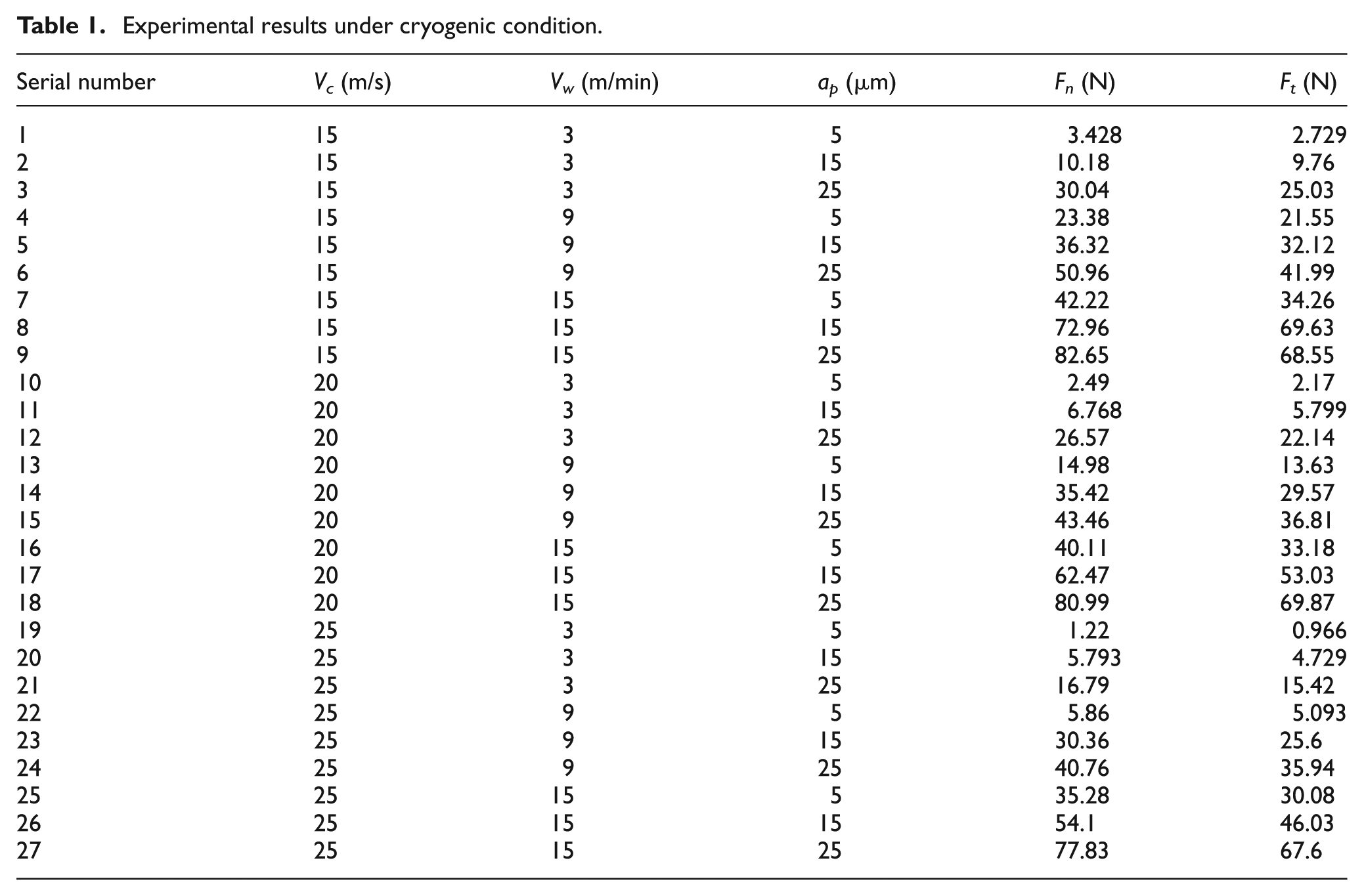
The quadratic normal force (Fn) and tangential force (Ft) models developed from the cryogenic experimental results are as follows
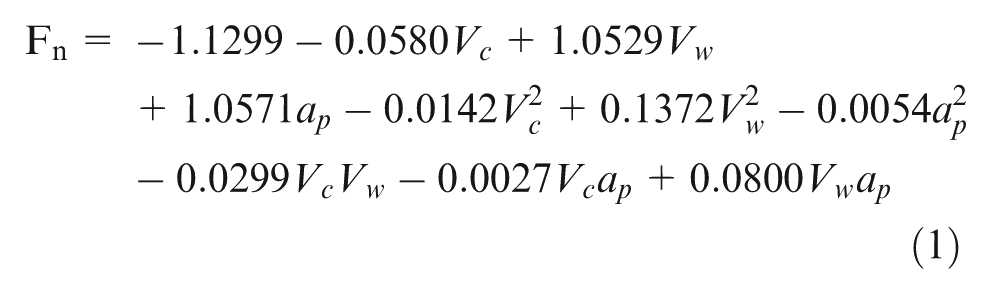
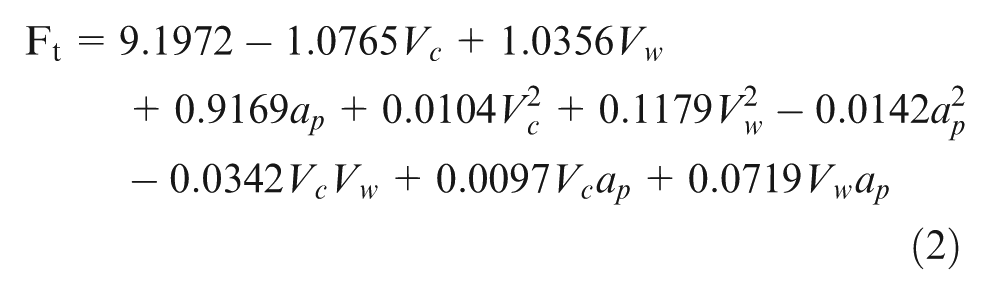
Here, Fn is the normal force (N), Ft is the tangential force (N), Vc is the cutting speed (m/s), Vw is the table speed (m/min), and ap is the depth of cut (µm).
The analysis of variable (ANOVA) tables for these models is given in Tables 2 and 3. The multiple regression coefficients (R2 and adjusted R2) for the quadratic models were found to be 0.9830 and 0.9750 for normal force and 0.9720 and 0.9570 for tangential force, respectively. On the basis of these coefficients, it can be stated that the quadratic models were adequate in predicting cryogenic grinding process.
ANOVA results for normal force quadratic model under cryogenic condition.
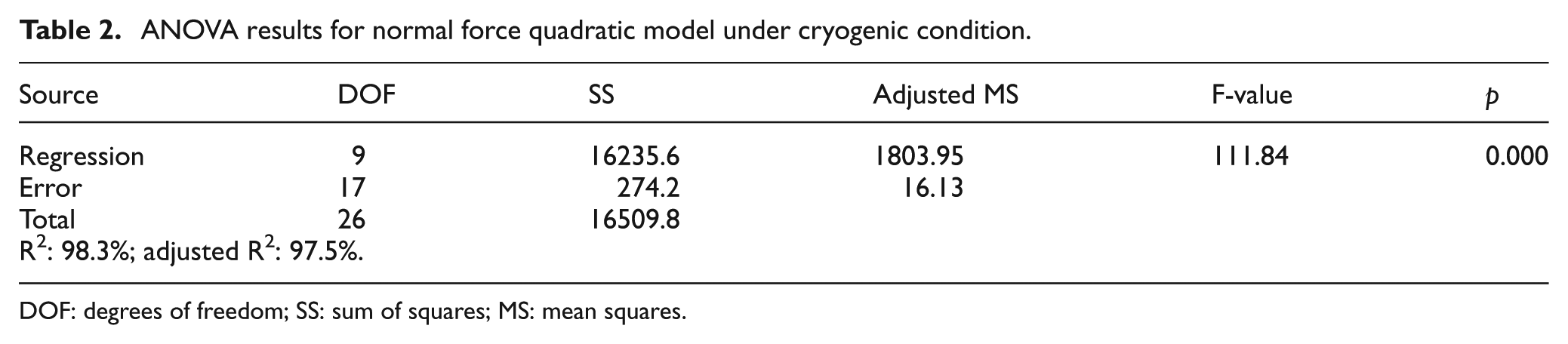
DOF: degrees of freedom; SS: sum of squares; MS: mean squares.
ANOVA results for tangential force quadratic model under cryogenic condition.
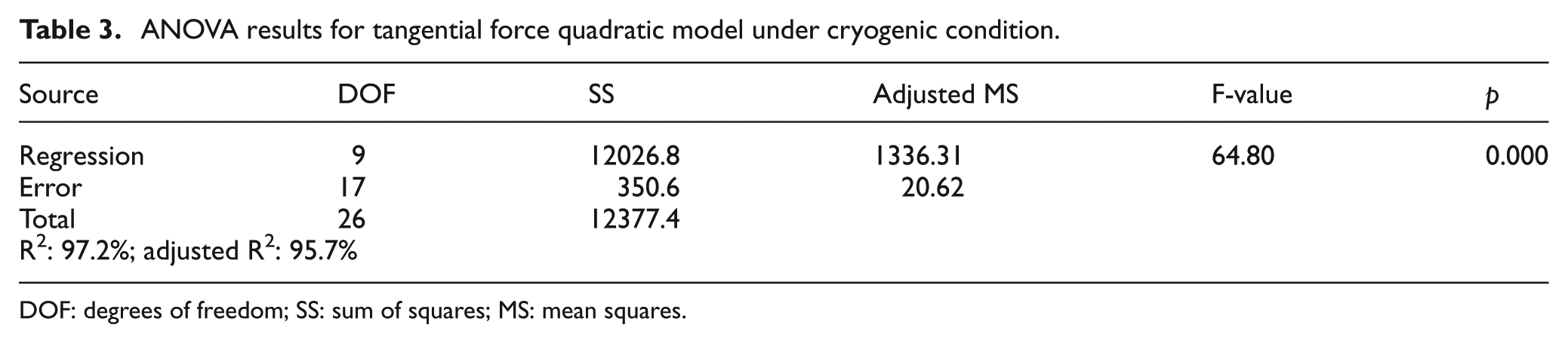
DOF: degrees of freedom; SS: sum of squares; MS: mean squares.
Validation of developed model
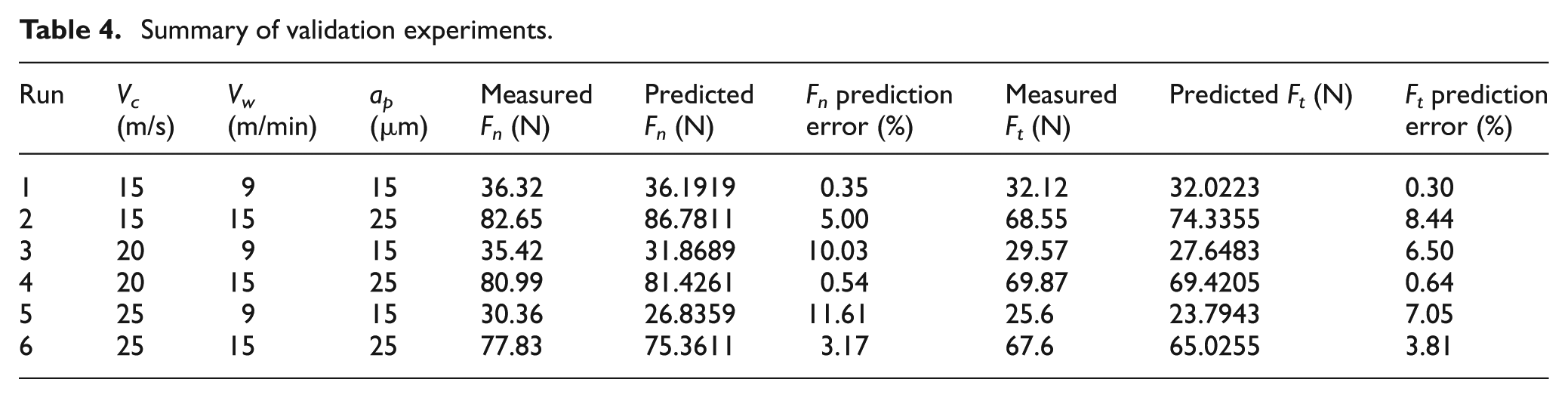
To validate the developed model, additional runs of experiments were conducted within the region of exploration under cryogenic condition. Table 4 shows the summary of validation experiments. The developed models have shown an acceptance level of adequacy because the measured values were in reasonable agreement with the predicted values. The parentage error for normal force is within 11.61%, and that for tangential force is within 8.44%. Hence, it can be concluded that fitted model agrees close to the experimental results.
Summary of validation experiments.
Conclusion
Based on the present experimental investigation, the following conclusions can be drawn:
Cryogenic cooling compared with other cooling modes resulted in the reduction in tangential forces under all conditions. The tangential forces decreased with cryogenic cooling because of the existence of cooling mist around the wheel surface, which provides better slipping action of the grits against the workpiece surface in the interface zone.
Less number of surface defects was observed in cryogenic condition compared with dry and wet conditions at low cutting speeds. However, at higher cutting speeds, more surface defects were found as grooves in cryogenic condition compared with dry and wet conditions. This can happen mainly because the lubricating mist of liquid nitrogen has failed to enter the interspaces between the grits and the workpiece.
The regression models developed using the experimental data are adequate to an acceptable level because the measured values of the validation experiments were in reasonable agreement with the predicted values.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.