
Abstract
Disassembly is a necessary link to realize the integrity of product life cycle. Asynchronous Parallel Disassembly (APD) is an important way to achieve efficient disassembly. Due to the asynchronous start of disassembly tasks by operators in APD, the calculation complexity of disassembly sequence planning optimization increases more obviously with the increase of product complexity. Further, the disassembly sequence is a discrete numerical value, which is difficult to be efficiently realized by existing optimization algorithms. To overcome these difficulties, we introduced a complex products APD description. It helped to describe the APD problem with multiple disassembly resources. Based on the APD resources overall matrix, a three-objective, viz., the total disassembly time-consuming, the disassembly direction change times, and the disassembly tools replacement times, optimization model was constructed. To obtain the optimal disassembly planning sequence, the improved discrete NSGA-II (IDNSGA-II) was proposed, which introduced a novel population restart mechanism. The proposed method was verified in a bevel gearbox disassembly process from the EAS4633 rescue inspection equipment. The optimal results showed the APD sequence planning multi-objective optimized results obtained by the IDNSGA-II algorithm can be close to the single object optimized results. For the rest objects, the optimal solution obtained from the multi-objective genetic algorithm is obviously better.
Keywords
Introduction
Disassembly refers to the method of systematically separating parts, components, or other parts from the whole product, which is a necessary link to realize the integrity of product life cycle. Disassembly sequence planning design is a key part of disassembly method research. Disassembly sequence is a set of orderly disassembly operations. 1 The quality of disassembly sequence planning directly affects the efficiency and the disassembly cost. 2 Disassembly sequence planning of the complex products is to find the optimal disassembly sequence in the solution space of the feasible disassembly sequence, meanwhile, under the constraints of the product structure and assembly relationship. With the increasing complexity of the product structure, the impact of disassembly sequence planning on disassembly increases, and the difficulty of disassembly sequence planning also increases.
Disassembly sequence planning is to determine the optimal disassembly sequence for a given product under the premise of considering the disassembly priority relationship, thereby to improve disassembly efficiency and to reduce disassembly costs. Disassembly sequence planning process mainly includes three steps, viz., disassembly mode determination, disassembly model construction, and disassembly sequence planning problem solving. 3 For these three steps, researchers have carried out a lot of researches.
According to whether to disassemble all parts of the products, the disassembly mode can be divided into complete disassembly mode and partial disassembly mode. Plenty of researches proposed complete disassembly sequence planning methods to reduce the total disassembly time, 4 to cut the disassembly tool cost, 5 and to save the disassembly labor cost. 6 Some researches focused on developing a novel method to separate the recyclable parts and the non- recyclable toxic parts, with minimum disassembly levels. 7 Unlike the complete disassembly mode, it often takes shorter time and less costs in the partial disassembly mode, which mainly focuses on the high-value recover components disassembly. Smith et al. 8 considered part order, part disassembly directions, number of reorientations, and number of tool changes to find an optimized disassembly plan. Considering the number of the disassembly operators at the same certain time, we can also divide all disassembly processes into sequential disassembly mode9,10 and parallel disassembly mode.11,12 According to whether the disassembly task of different operators needs to synchronously start, it can be divided into synchronous parallel disassembly and asynchronous parallel disassembly. For asynchronous parallel disassembly, Tian et al. 13 encoded the disassembly sequence in the form of multilayered chromosomes. By redesigning the chromosome evolution rules, the asynchronous parallel disassembly sequence optimization was realized.
The construction of a product disassembly model can be used to represent product structure information and assembly information, which is also the basis for generating a feasible disassembly sequence. The most common disassembly model is to express the structural relationship between the components of the disassembled products in the form of graph. The undirected graph was firstly utilized by Zhang and Kuo 14 to express the connection relationship between the parts of the disassembled part-fastener. It helped to simplify the disassembly operations by efficiently searching the undirected graph. Extending from undirected graph to directed graph, Li et al. 15 dynamically represented the geometric constraints and priority constraints of the disassembled product. Tian et al. 16 found a new method to address the OR relations between the disassembly components. Kanehara et al. 17 constructed a Petri-net graph structure for disassembly which is mapped from the AND/OR graph. Guo et al. 18 combined the Petri-nets with the scatter search in solving the multisource constrained disassembly sequence optimization, and verified the efficacy of the proposed model. Some researchers consider the influence of stability when constructed the disassembly model. Gulivindala et al. 19 proposed a heuristic method by introducing a novel stability concept and developed a stability matrix by defining a wide variety of stabilities between mating parts to de effective subassemblies for performing parallel assembly sequence planning. Gunji et al. 20 used a stability graph cut-set method to generate the disassembly sequence. Then used the reverse of the obtained optimal assembly sequences to generate the optimal disassembly sequences. The mating contact relationships among disassembled product components are the key to construct the disassembly model, which can be deduced by reasoning to a disassembly hybrid graph model. 21 For the consideration of the disassembly principal axes limit, Kumar et al. 22 proposed an automated method to generate Oblique-directional interference matrix. The method is tested over the real-time products and confirmed the applicability to identify the collision free paths.
The ultimate purpose of disassembly is to ease of recycling materials from the environmental and for the perspective of the renewable/sustainable design. Kumar et al. 23 presented a novel multi-layered disassembly sequence planning method considering the de-manufacturing objectives. It can be used to achieve maximum profits through systematic disassembly operation. Malekkhouyan et al. 24 presented a new integrated multi-stage model for a comprehensive e-waste management system in the certain level of the product disassembly sequence scheduling. By considering the total pollution emissions, the carbon footprint by robots, and the total cost of disassembling products as the optimization objectives, the disassembly sequence scheduling was optimized. To select the most suitable disassembly strategy, Sabaghi et al. 25 proposed a new method to assess the sustainability contribution disassembly strategies, elements, and sub-elements. It was used in aerospace industry as an accurate method that allowed to take the best decision depending on the concurrent situation.
Disassembly sequence planning is an NP hard problem. 26 When the accurate algorithm is used to solve the disassembly sequence planning problem for complex products, the solving time is exponentially related to the complexity. Moreover, it is difficult to predict the solution time, and the accurate algorithm is also difficult to be applied to the field of multi-objective disassembly sequence planning. The heuristic algorithm is most commonly used to solve the disassembly sequence planning problems, for example, the genetic algorithm,27–29 the particle swarm optimization algorithm,30–32 and the ant colony algorithm.10,33,34 By the heuristic algorithm, the optimal or the nearest optimal disassembly sequence with one or more objectives can be obtained. To discover and explore the uncertainty in the disassembly sequence planning problems, many stochastic and fuzzy methods have been utilized recently. Paksoy et al. 35 expressed the imprecise or fuzzy targeted goals of the disassembly sequence planning decision makers. To deal with the uncertainty, Bentaha et al. 36 developed a stochastic programming method. Zhang et al. 37 proposed a novel approach to optimize the disassembly sequence, in which the disassembly time is expressed in the fuzzy sets form. Wang et al. 38 proposed a new approach to represent physical contacts and constraints, the method can deal with interlocked mechanical structures which cannot be solved by conventional methods. Zhao et al. 39 developed a fuzzy-reasoning-based product disassembly sequence decision-making model. It helped to enhance the parallel operation ability in the disassembly process sequence.
Complex products are often composed of a large number of coupled constrained parts and components. In APD, the calculation complexity of disassembly sequence planning optimization increases more obviously with the increase of product complexity due to the asynchronous start of disassembly tasks by operators, compared with sequential disassembly and synchronous parallel disassembly. In addition, the disassembly sequence is a discrete numerical value, which is difficult to be efficiently realized by existing optimization algorithms. The following research gaps are identified from the cited research literature:
Compared with synchronous parallel disassembly and asynchronous parallel disassembly, the research on asynchronous parallel disassembly is still relatively less, and mainly focuses on the single objective disassembly sequence planning with disassembly time as the goal, while the multi-objective asynchronous parallel disassembly sequence planning is still less.
When NSGA-II is directly used to solve the disassembly sequence planning problem, the number of iterations is more, the diversity of the population decreases obviously, it is easy to converge to the local optimal solution, and the number of non-repetitive Pareto approximate optimal solutions decreases.
A method to perform the complex configurations is yet to be developed. The previous research has not considered the resource constraints of disassembly tools and the influence of different proficiency of disassembly personnel on the feasibility and effectiveness of disassembly sequence.
Considering of the identified research gaps, we introduced a complex products APD description, which helped to describe the APD problem with multiple disassembly resources. A three-objective, viz., the total disassembly time-consuming, the disassembly direction change times, and the disassembly tools replacement times, optimization model was constructed. Based on the original NSGA-II algorithm, we proposed the improved discrete NSGA-II (NSGA-II) to solve the discrete numerical multi-objective optimization problems. The feasibility of the proposed method was verified by an example of a complex rescue equipment bevel gearbox. The main novelty of our paper is as follows.
Aiming at the disassembly sequence of asynchronous parallel multi-vector form, double crossover mutation method is adopted for the disassembly start sequence vector and operator vector.
In order to solve the problem that the number of evolutionary iterations increases and the individual diversity in the population decreases seriously, a population restart mechanism based on the diversity index of disassembly sequence is introduced.
In view of the shortcomings of congestion distance calculation, the congestion distance calculation formula considering the difference between individuals in different indicators is introduced to avoid eliminating individuals with better diversity.
The disassembly sequence planning results obtained by proposed IDNSGA-II have good performance in each optimization objective.
Complex products APD description
APD can be split into two kinds, viz., synchronous parallel disassembly and asynchronous disassembly. Synchronous parallel disassembly sequence needs to start synchronously at each stage, which causes the phenomenon of empty waiting for the operator many times. For APD sequences, there are obviously fewer empty waiting gaps, which is mainly caused by the disassembly priority constraints between parts. It is the reason why APD is more efficient. To reduce the complexity of the asynchronous parallel disassembly problem, the following assumptions are made:
Each operator can only disassemble one part at a time.
Each part can be disassembled independently by a single operator.
The time-consuming it takes for the operator to disassemble the parts is the product of the proficiency factor and the basic disassembly time of the parts.
Different operators need the same reusable type of disassembly resources, such as space and tools, to disassemble the same part.
Every disassembly operation will not break the parts or product.
There are no parts that cannot be disassembled.
For each part disassembly, it mainly contains three kinds of information: basic disassembly time-consuming, disassembly tool, disassembly direction of the ith part. It can be expressed as a matrix form.

There are N parts to be disassembled in total.
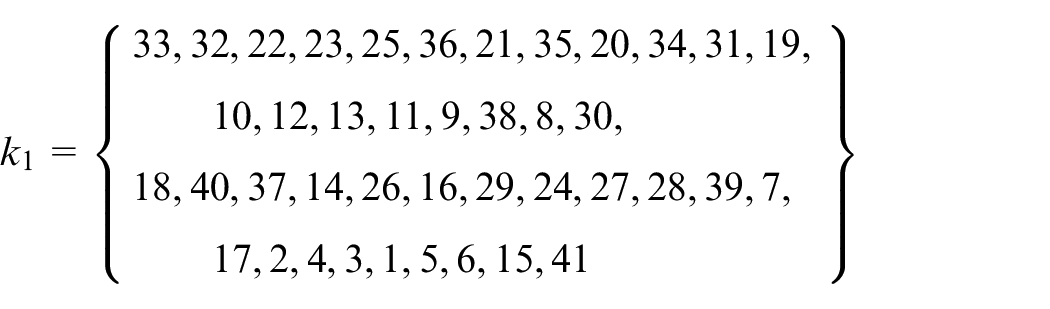
In the process of solving the APD sequence planning problem, to clearly display the disassembly information, the chromosome must simultaneously express the operator information, the starting sequence of parts disassembly, and the tool constraint information. The APD disassembly sequence can be expressed as a ternary-vector, K, which is consist of the parts disassembly starting sequence vector (
Part priority predecessor set (PPP): PPP = {
Part operator predecessor set (POP): POP = {
Part tool conflict predecessor set (PCP): PCP = {
Part disassembly operator set (PDO): PDO = {
Operator disassembly part set (ODP): ODP = {
Operator using tool set (OUT): OUT = {
Operator disassembly direction set (ODD): ODD = {
Multi-objective optimization process
APD sequence planning problem needs to consider multiple optimization objectives. Suppose the number of the optimization objectives is l. An APD sequence planning problem for multi-objective optimization can be expressed as follow,
Where the u-dimensional decision variables x is equal to
The main purpose of the APD sequence planning problem is to improve the disassembly efficiency. When it comes to disassembly efficiency, the time-consuming of disassembly is the first to be concerned. In addition, the change of disassembly direction and the replacement of disassembly tools will also affect the efficiency of disassembly. To maximize the efficiency of disassembly, a disassembly sequence needs to be optimized on multiple targets related to disassembly efficiency, which requires a multi-objective optimization asynchronous parallel disassembly sequence planning method to achieve.
The purpose of disassembly sequence planning is to obtain the optimal disassembly sequence under certain constraints, for instance, a lower disassembly time and fewer tool changes, disassembly directions, disassembly considering greenhouse gas emissions, 40 and disassembly considering stability. 41 For the disassembly of complex mechanical and electrical products, the asynchronous parallel disassembly sequence planning method mainly focuses on the improvement of disassembly efficiency. Therefore, we mainly choose three time-related objectives as optimization objectives. The objective function of disassembly sequence planning in this paper mainly includes total disassembly time consuming, disassembly direction change times and disassembly tools replacement times. The disassembly time directly reflects the efficiency of a disassembly sequence, and the number of disassembly direction changes and tool replacement times, if they are changed or replaced frequently, will inevitably affect the disassembly efficiency in actual production, and due to the limitation of disassembly space and resources, this problem will be more prominent in multi-operator collaborative disassembly.
Optimization objectives
Total disassembly time-consuming
During the synchronous parallel disassembly process, the total disassembly time-consuming can be obtained simply by adding up the time spent in each phase. However, for APD, each operator starts to perform tasks asynchronously, and there is no synchronization phase of disassembly. Therefore, the total disassembly time for APD is determined by the disassembly completion time of the last disassembled part. That is, the objective function of the total disassembly time-consuming can be expressed as follow.

The completion time of the disassembly for each part is determined by the start time of the disassembly part and the time-consuming it takes to disassemble the part, which is calculated in equation (4).

As shown in equation (5), the number of the part priority predecessor depends on the parts disassembly constraints. The part operator predecessor has only one element, which is the part with the first digit in the operator vector. If the number of the part tool conflict predecessor exists, it must be the total number of the corresponding tools. In particular, for the parts in the tool conflict vector, only one part needs to be disassembled to indicate that there is a tool available, so it can be expressed as the earliest disassembly completion time.
Disassembly direction change times
In the process of disassembly, the change of the disassembly direction may need extra fixture, disassembly tool, and turning time, etc. It will also cause the disassembly efficiency reduction as well as extra disassembly cost. Thus, the disassembly direction change times need to be minimized. In APD, the number of disassembly direction changes refers to the sum of the times when each operator performs the disassembly task. By accumulating the number of disassembly direction changes of each operator, and combining with the disassembly direction vector of APD, the disassembly direction change times can be calculated as follow.
Disassembly tools replacement times
In the process of disassembly, the disassembly tools plays an important role. The tools replacement will cause additional auxiliary actions and reduce the disassembly efficiency. Therefore, it is necessary to minimize the replacement times of disassembly tools. For multi operator collaborative disassembly, it is necessary to accumulate the replacement times of disassembly tools, which can be combined with OUT. It can be expressed as follow.
Discrete optimization algorithm
Evolutionary algorithms are found very effective in solving multi-objective optimization problem, such as SPEA-II and NSGA-II. However, unlike most multi-objective optimization problems, the APD sequence planning is a kind of discrete optimization problem. It cannot be solved directly with traditional multi-objective optimization algorithms. In addition, with the increase of the iterations number, the diversity of the population decreases significantly. It is easy to converge to the local optimal solution with a small size of the non-repetitive Pareto approximate optimal solutions. To this end, we proposed an IDNSGA-II to overcome this shortcoming. Compared with the traditional NSGA-II, IDNSGA-II has made the following improvements.
For the discrete problem model to which the disassembly sequence planning problem belongs, a population restart mechanism based on the disassembly sequence diversity index is introduced.
A new crowding distance calculation formula that considers the difference between individuals above different indicators is proposed to avoid eliminating individuals with better diversity.
The overall flow chart of the IDNSGA-II is shown in Figure 1. The proposed IDNSGA-II is mainly different from the original one in the red-dashed-marked boxes in Figure 1.
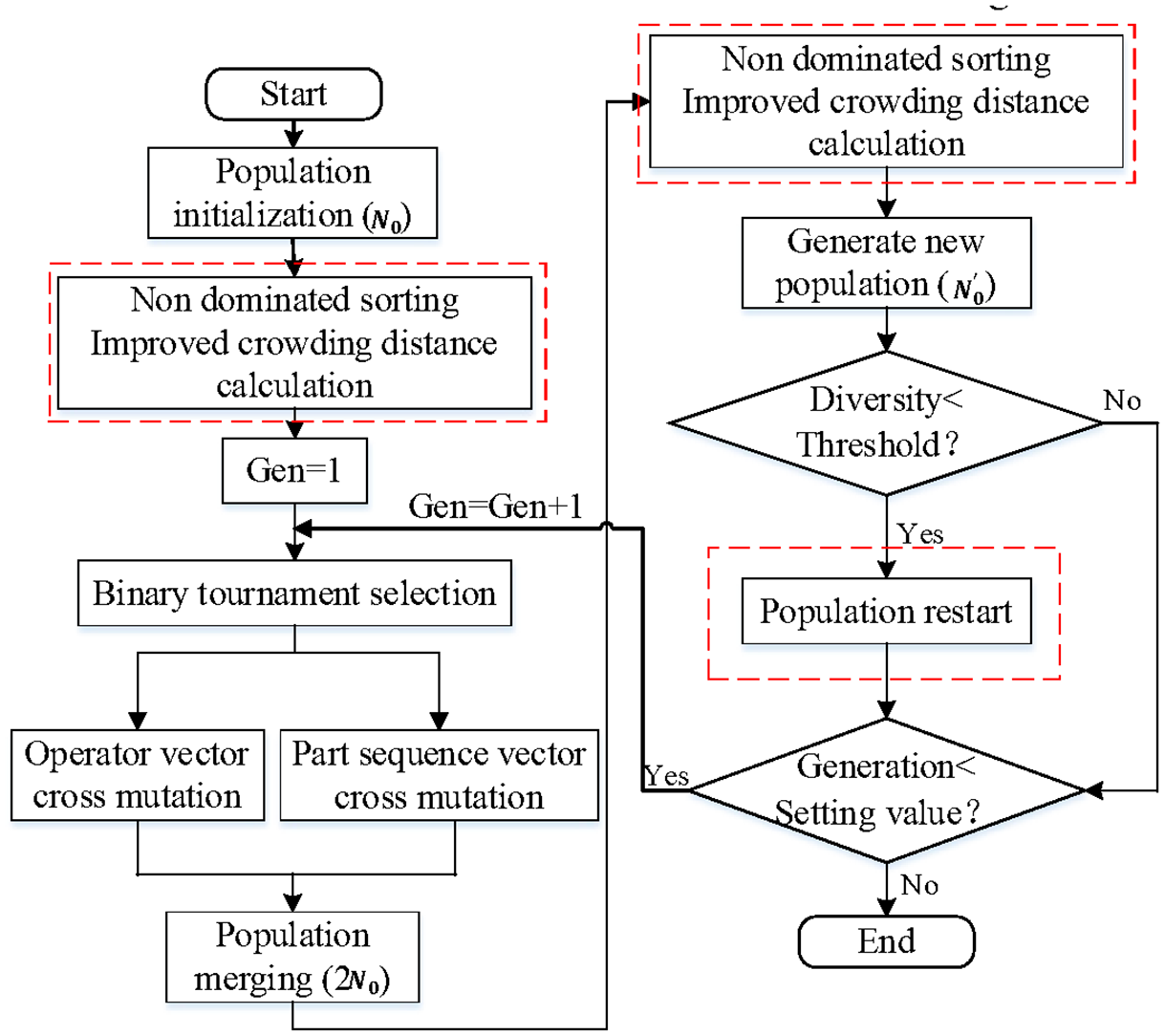
Flow chart of the IDNSGA-II.
Non-dominated sorting and discrete crowding distance calculation
Non-dominated sorting is the sorting process of quickly finding the set of non-dominated individuals, then removing them, and continuing to find the next level of non-dominating individual sets. Finally, all individuals in the population can be hierarchically divided. When the disassembly sequence p is better than q in the three objectives (the total disassembly time-consuming, the disassembly direction change times, and the disassembly tools replacement times), then it is defined as p dominates q, and q is dominated by p. Otherwise, it is defined as p non-dominates q, and q is non-dominated by p. In the Non-dominated sorting process, the IDNSGA-II is as same as NSGA-II.
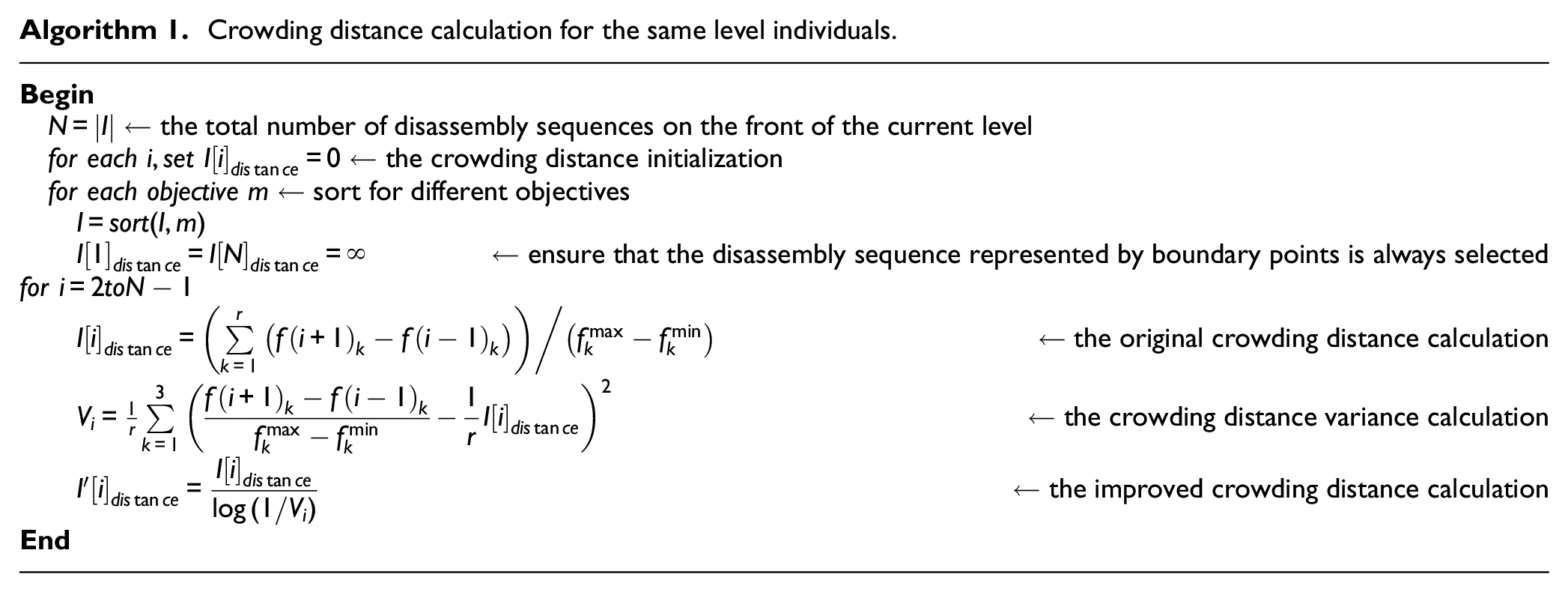
To maintain the diversity of the individuals in the population during multiple evolutionary iterations, the NSGA-II algorithm uses a crowding distance calculation method to sort multiple individuals on the Pareto front at the same level. The calculation of the crowding distance combines the index values of the same disassembly sequence in different objective functions and the sequence density in different objective functions. For the three objectives, that is, the total disassembly time-consuming, the disassembly tools replacement times, and the disassembly direction change times, the calculation formula for the crowded distance on same level front can be written as follow.
Where

Where
Crowding distance calculation for the same level individuals.
Population restart mechanism
As the number of population evolution iterations increases, its diversity decreases. The disassembly sequence individuals within the population become very similar. The repetition degree of different individuals will become higher and higher. To address this issue, the disassembly sequence population diversity index is introduced, which will be calculated after every iteration. When the population diversity index drops below the threshold, the restart mechanism is started. For the results of disassembly sequence planning, the main concern is the index values on different targets in the approximate Pareto solution set, so the diversity index (div) is also determined by the repeatability of the index values on different objectives, which can be calculated as follow.

Where
Case study and comparison
Case study
With the development of the intelligent equipment design and manufacturing technology, various kinds of rescue equipment with different purposes are widely used in disaster scene rescue. The rescue equipment improves the rescue efficiency, makes the difficult rescue task to be completed quickly, and reduces the damage of the secondary disasters to rescue workers. Due to the severe environmental conditions at the disaster site, medium and large sized rescue equipment needs to be transported by helicopter, which cannot transport large-scale complete equipment at one time. Therefore, the rescue equipment needs to be disassembled into parts and transported by helicopter to the disaster site for assembly. It needs to achieve rapid disassembly to complete the rescue task. In this paper, the EAS4633 inspection equipment is chosen as a case study to verify the feasibility of the proposed APD sequence planning method. The EAS4633 inspection equipment 3D model is shown in Figure 2. Due to the limitation of the article length, we only take the bevel gearbox disassembly of EAS4633 inspection equipment as an example to verify. The exploded view of the bevel gearbox disassembly is shown in Figure 3.
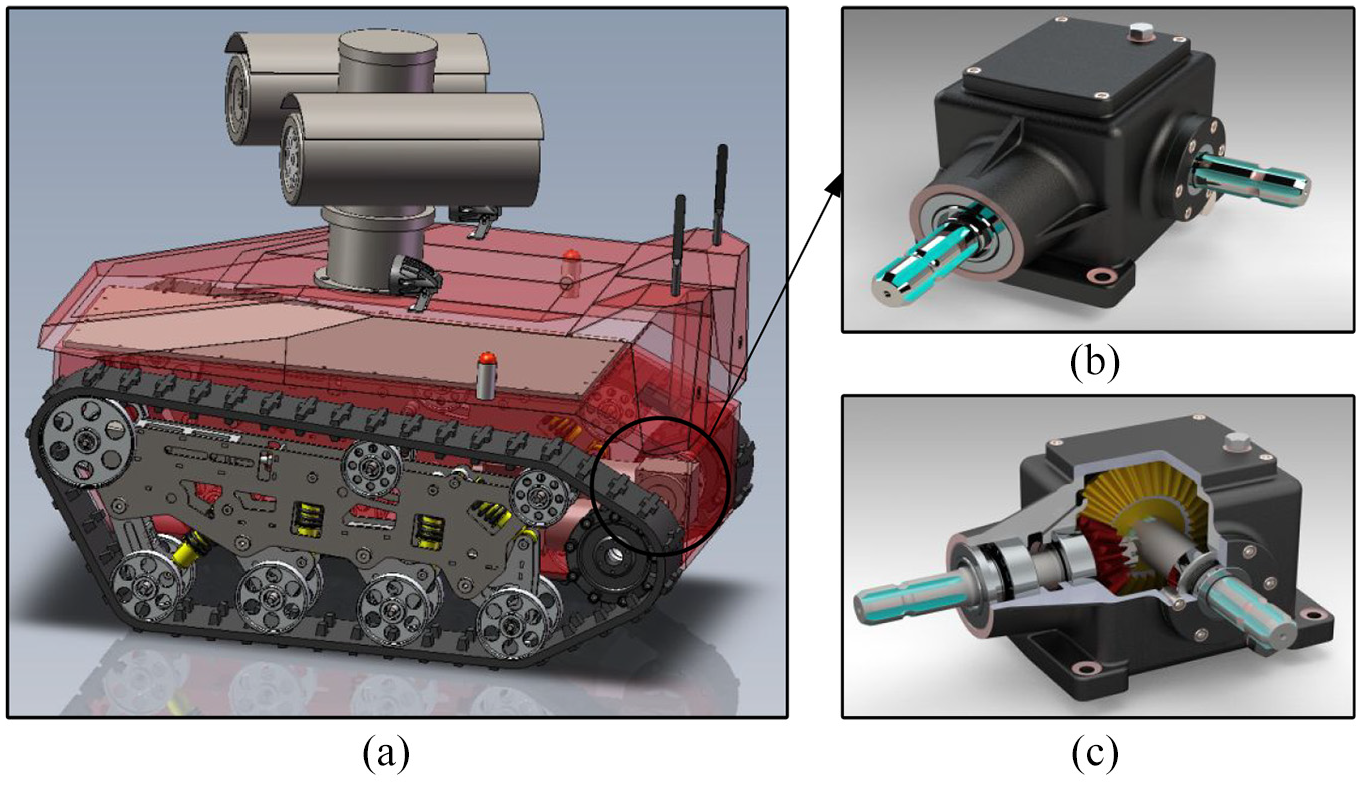
EAS4633 inspection equipment and its bevel gearbox 3D models: (a) EAS4633 inspection equipment 3D model, (b) the bevel gearbox 3D model, and (c) a broken-out section view of the bevel gearbox.
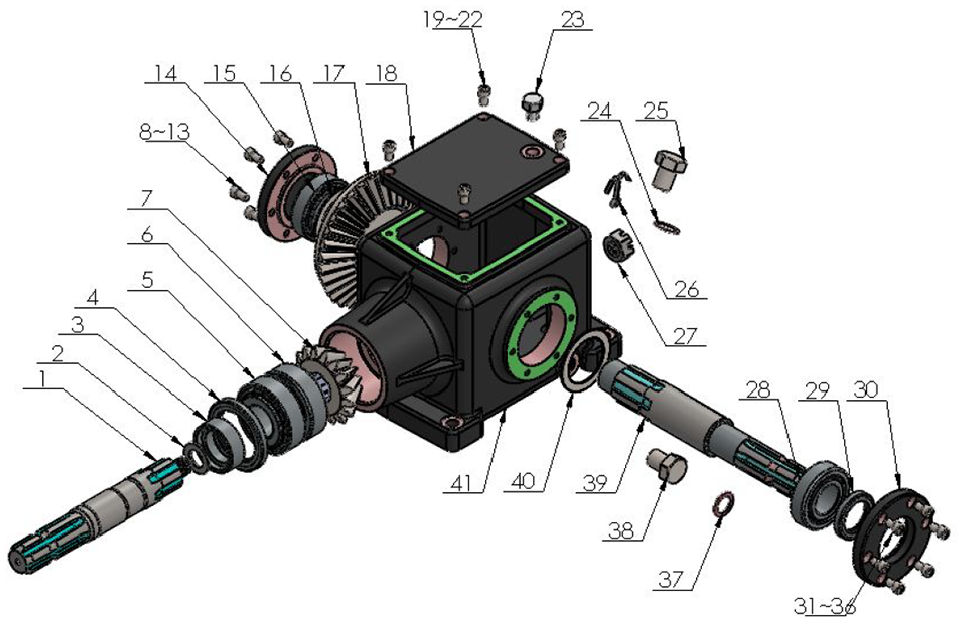
Exploded view of the bevel gearbox disassembly.
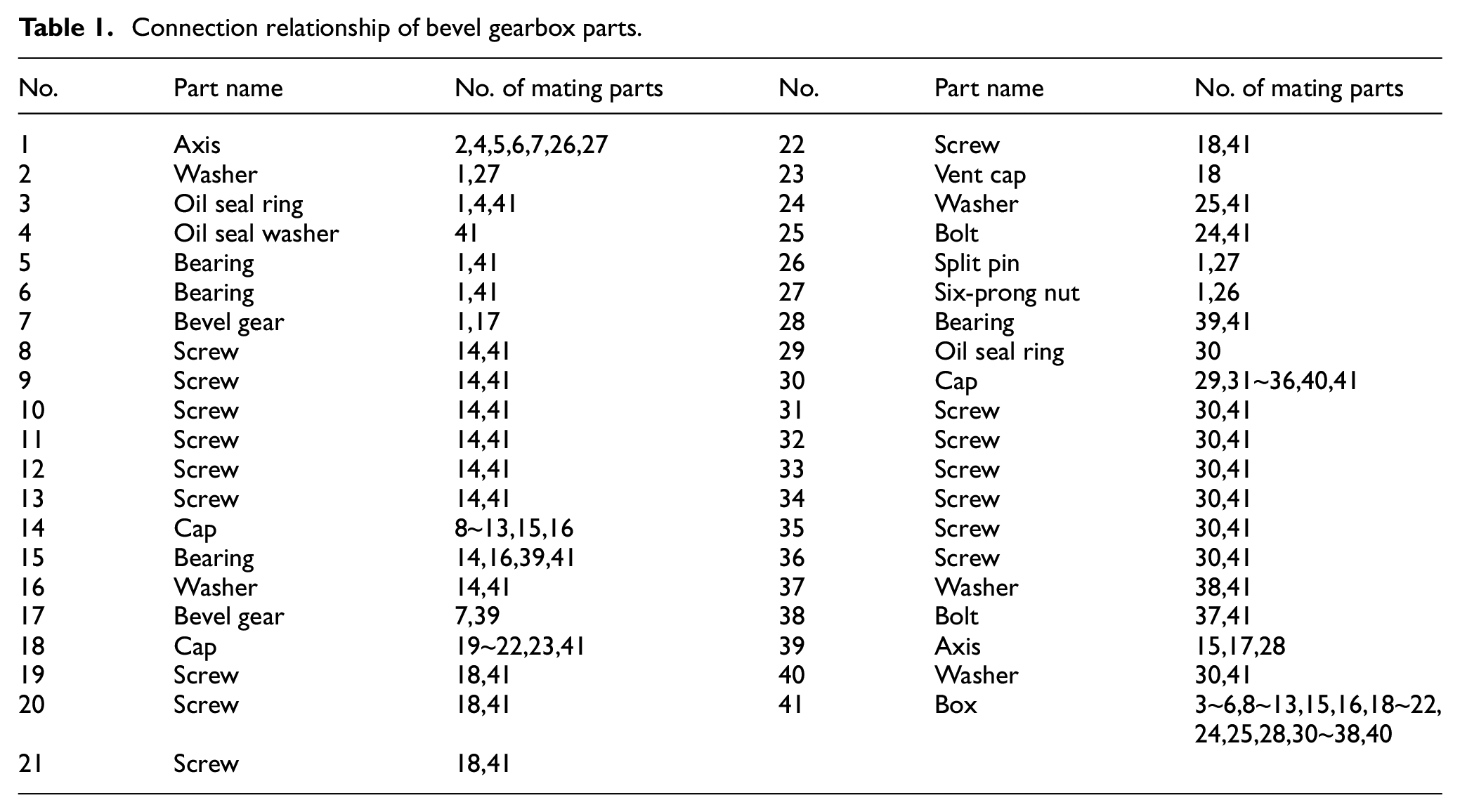
The bevel gearbox is mainly composed of two gear shafts and two bevel gears. The gear shaft is fixed in the box by bearings, the cap are fixed on the box by screws and bolts. The connection relationship of each part is shown in Table 1.
Connection relationship of bevel gearbox parts.
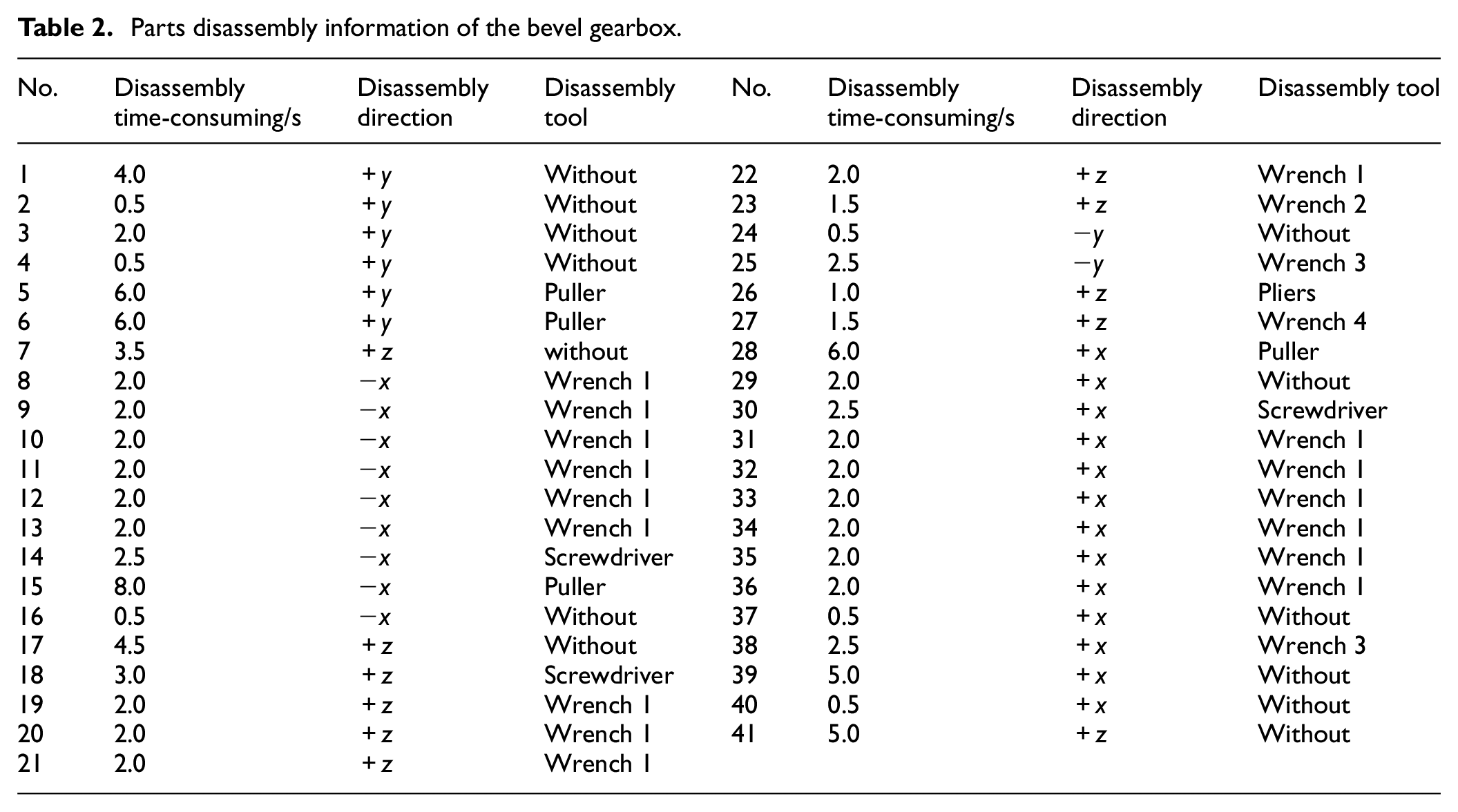
The disassembly priority model of the bevel gearbox assembly can be constructed as Figure 4. The basic disassembly time-consuming, the disassembly direction, the disassembly tool and of each part from the bevel gearbox assembly are shown in the Table 2.
Parts disassembly information of the bevel gearbox.
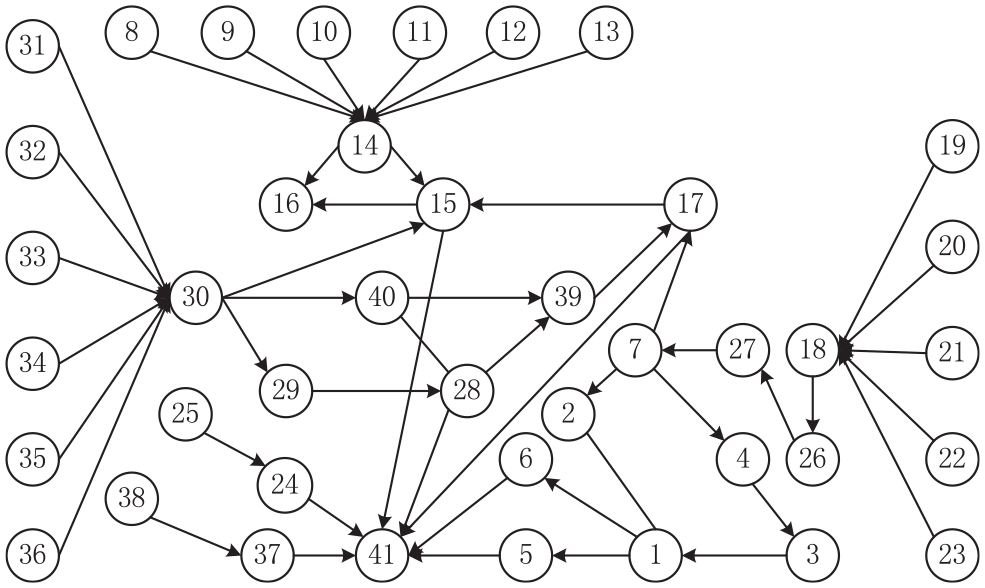
Bevel gearbox disassembly priority model.
The disassembly direction representation set in Table 2,
Part 1–Part 21:

Part 22–Part 41:

The amount of tools to disassemble the bevel gearbox is shown in Table 2.
In addition, to disassemble this bevel gearbox, a total of three operators are required. According to Table 3, there are tool conflicts among Part 14, Part 18, and Part 30. The corresponding APD disassembly sequence can be expressed as K =


Amount of each disassembly tools.

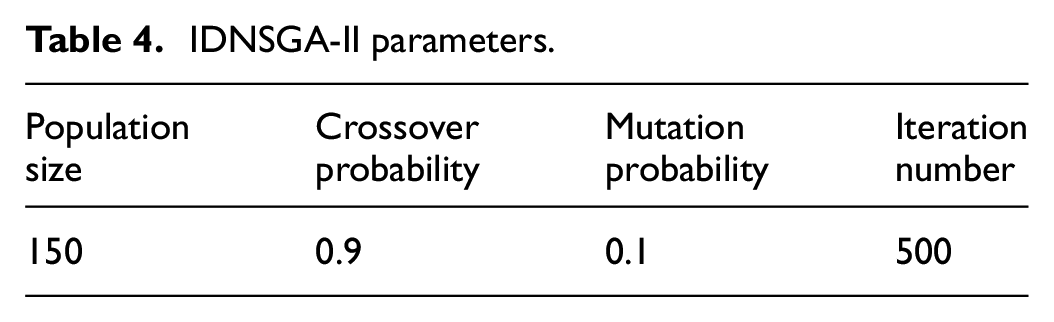
For the case study of the bevel gearbox, the multi-objective APD sequence planning solution is carried out by the proposed IDNSGA-II. It is used to calculate on the MATLAB R2017b platform. The software runs on Intel Core i5 workstations with Windows 10 operating system. For the multi-objective genetic algorithm, it is necessary to set relevant parameters (population size, crossover probability, mutation probability, iteration number). After experimentation and comparison, the initial parameters are set as shown in Table 4:
IDNSGA-II parameters.
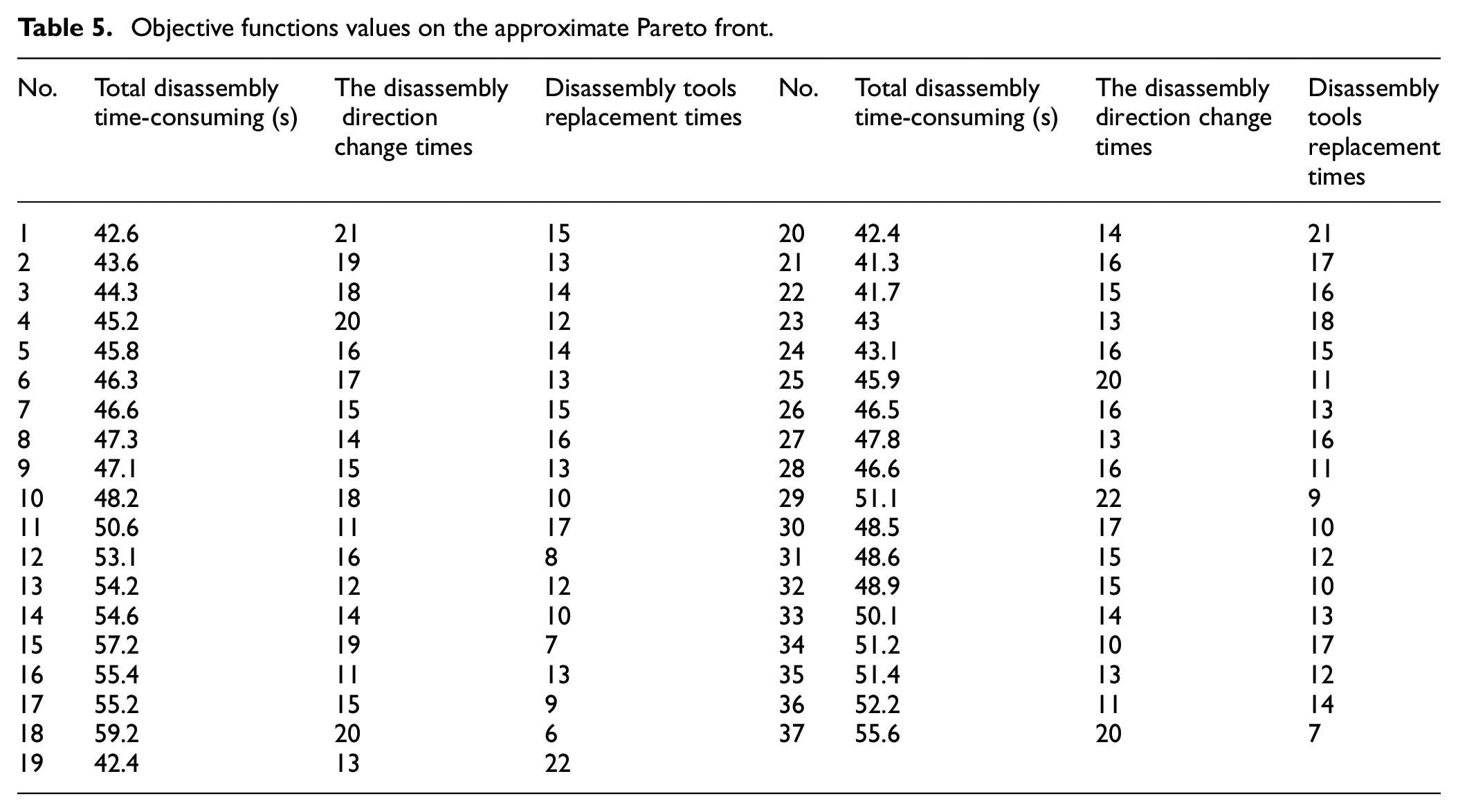
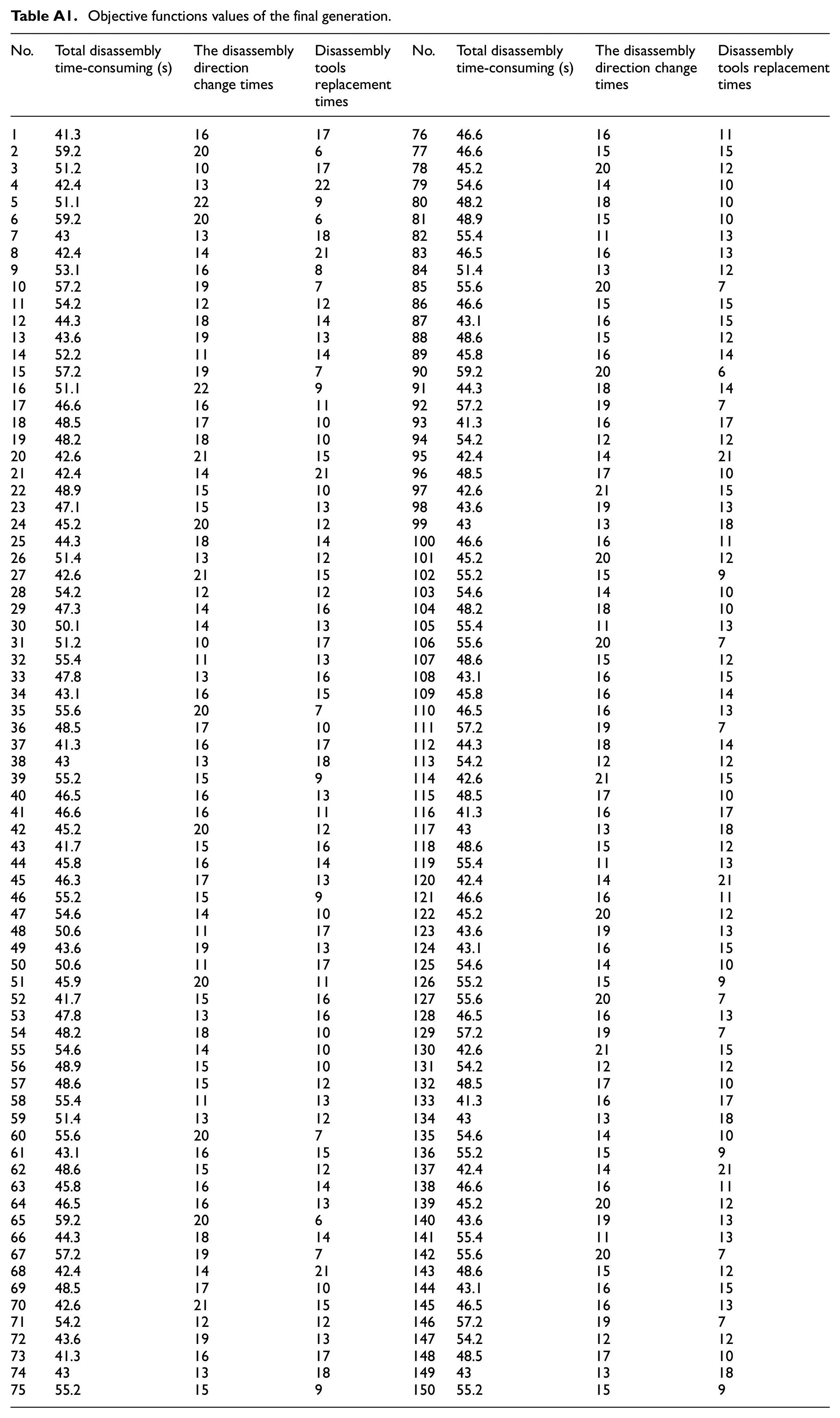
After 500 iterations, the optimization results calculated by the proposed IDNSGA-II are obtained as it is shown in Appendix A (All the Pareto-optimal and non-Pareto-optimal individuals of 150-sized population are listed). The approximate Pareto-optimal solution is obtained after one run. It is the non-dominant front at the first level (duplications removed) of 37 groups. The objective results are shown in Table 5:
Objective functions values on the approximate Pareto front.
The space distribution of the APD sequence, which corresponds to every group in the above, is shown in Figure 5.
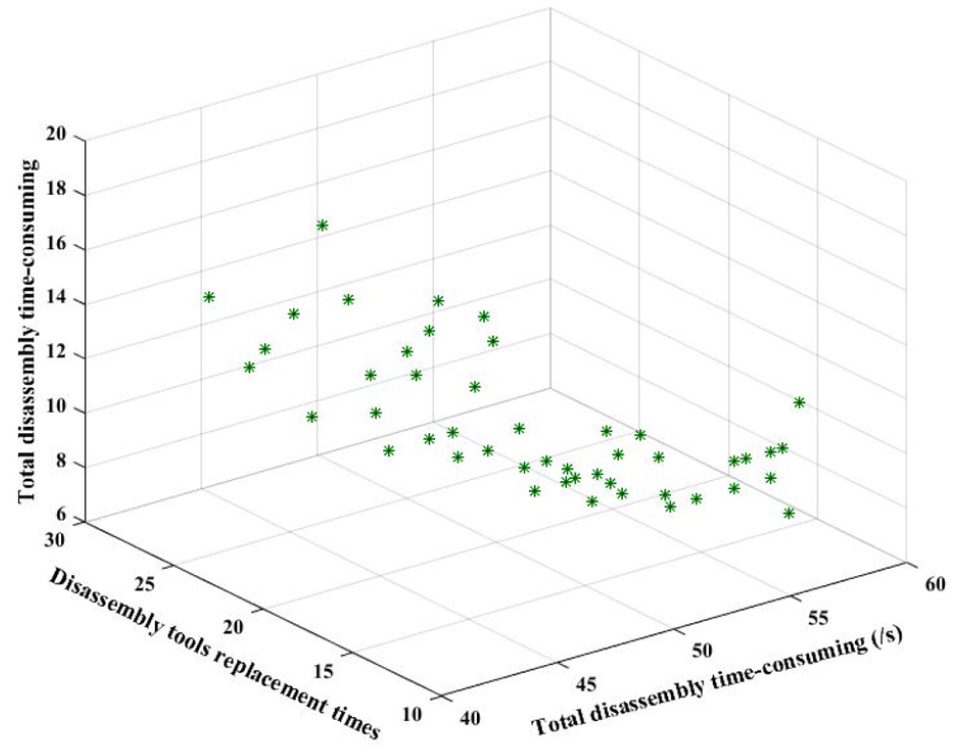
APD sequence planning solution distribution.
Among them, the optimal solutions for every single objective in terms of the total disassembly time-consuming, the disassembly tools replacement times, and the disassembly direction change times are shown in Table 6:
Optimal solution of the approximate Pareto solution set on every single objective.
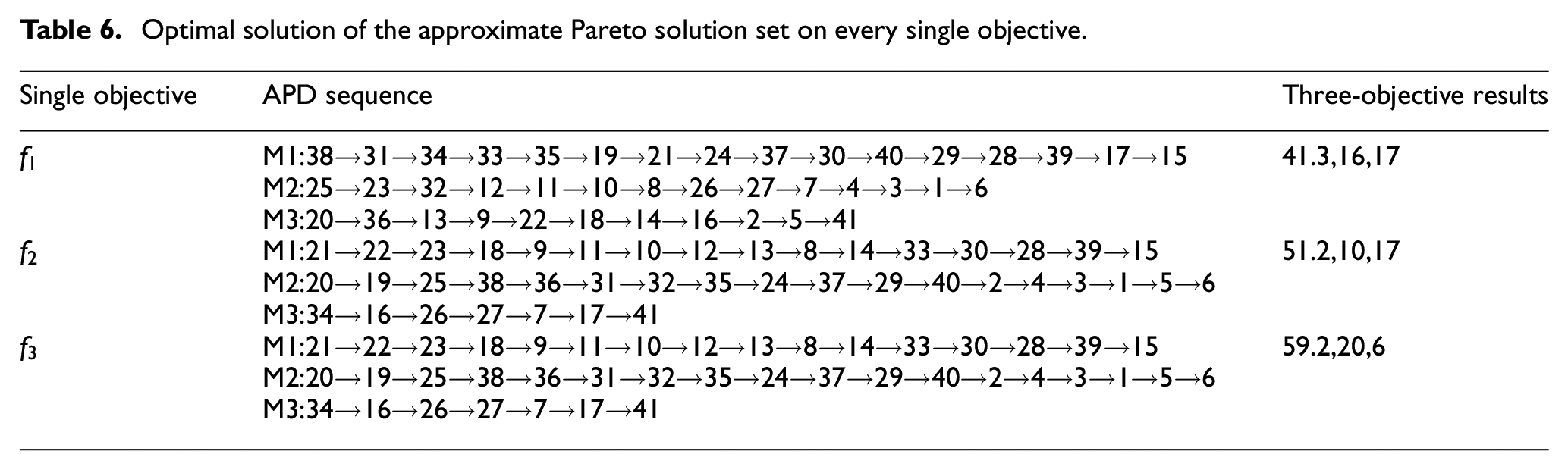
For serial disassembly, there is only one operator to disassemble. If the operator’s disassembly operation proficiency coefficient is between 0.8 and 1.2, then the total disassembly time is from 83.2 to 124.8 s, which is calculated as the sum of the products, the basic disassembly time of each part multiplies by the disassembly proficiency coefficient. The total disassembly time-consuming is the main objective function of disassembly efficiency. It can be shortened by 2.01–3.02 times under the circumstance that the proficiency degrees of three operators are equal to 0.8, 1, and 1.2 respectively. It can be concluded that this assembly example is suitable for APD by multiple operators to improve disassembly efficiency. Meanwhile, under the operations of operators with different proficiency, the disassembly times can be greatly reduced, which also shows that the disassembly logic of APD is reasonable. The multi-objective APD sequence planning solution, carried out by the proposed IDNSGA-II, finally reached the fitness convergence after 283 iterations. Figure 6 shows the iterating process of the proposed INSGA-II algorithm.
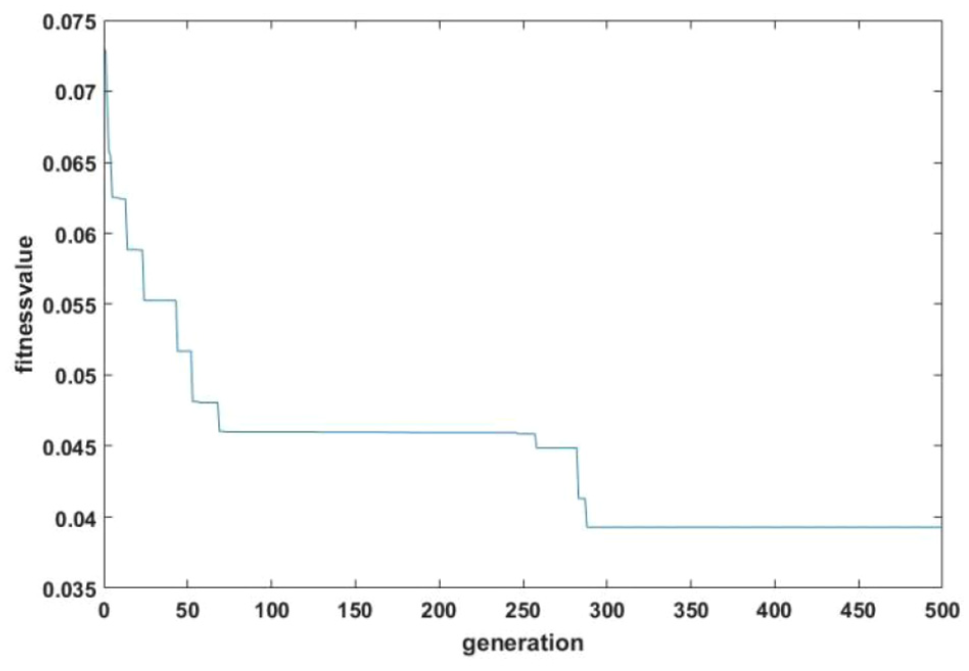
INSGA-II fitness value convergence curve.
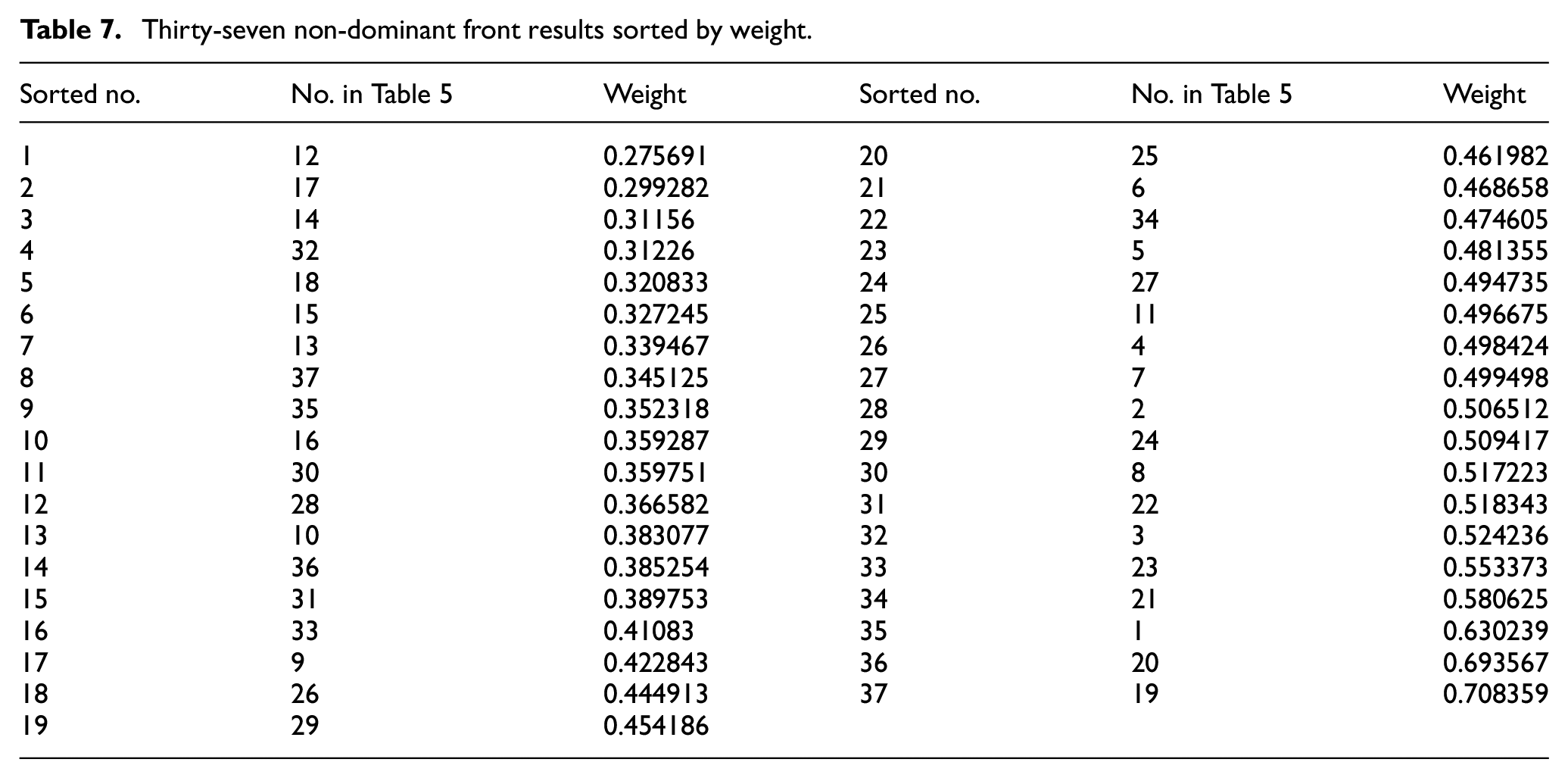
To obtain the final optimal solutions, the multi index evaluation system needs to be constructed. There are plenty of index weight determining methods, among which the entropy method can deeply reflect the effect value of evaluation index information entropy, and the calculation is simple. For the bevel gearbox case, there are 37 disassembly schemes to be evaluated, each of which has three evaluation index values. The normalized matrix denotes as

According to

Generally k equals to

According to the above calculation steps, the weights of the three disassembly objectives are as
Thirty-seven non-dominant front results sorted by weight.
Results comparison and discussion
Comparison with the sing-objective algorithms
The APD sequence planning results of the case study are firstly compared with the single-objective optimization algorithm. The population size, the evolutionary generation, the crossover probability, and the mutation probability remain the same as Table 4. The comparison of the disassembly sequence planning solutions for multi-objective and single-objective is shown in Table 8.
Comparison of the disassembly sequence planning solutions for multi-objective and single-objective.
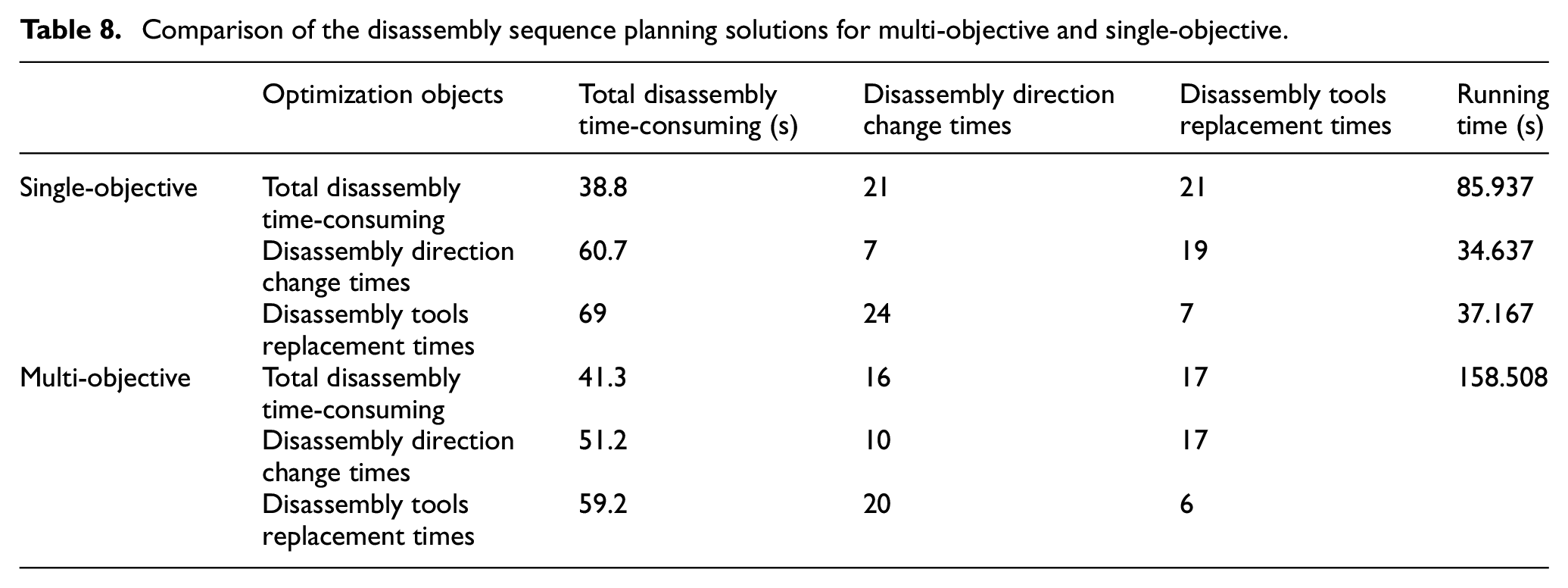
As Table 8 shows, compared with the corresponding single-objective genetic algorithm, the Pareto frontier solution set obtained by the IDNSGA-II algorithm can be close to the single object. At the same time, for the other objects, the optimal solution obtained from the multi-objective genetic algorithm is obviously better than the one obtained from the single-objective genetic algorithm. Therefore, for the three-objective optimization of total disassembly time, disassembly direction change times, and disassembly tool replacement times in this article, it is more practical to use the IDNSGA-II multi-objective optimization algorithm.
Comparison with NSGA-II
In general, to compare the performance of the Multi-objective genetic algorithm, three performance indices are introduced: (a) Convergence Characteristics (CC), which represents the approximation degree between the solution set and real Pareto set. (b) Extensive Characteristics (EC), which represents the extensive degree of the solution set distribution in the objective function space. (C) Uniformity Characteristics (UC), which represents the uniform distribution degree of the solution set in the objective function space.
One of the most commonly used indicators to measure the quality of the Pareto front is hyper-volume (HV), which can simultaneously evaluate CC, EC, and UC, and give a comprehensive evaluation result of the solution set. HV about the reference point can be expressed as

Where

Where

Where N represents the number of solutions in the Pareto approximate solution set.
The maximum extensive index (ME) can be used to measure the EC of the Pareto approximate solution set. It can be calculated as:

Where
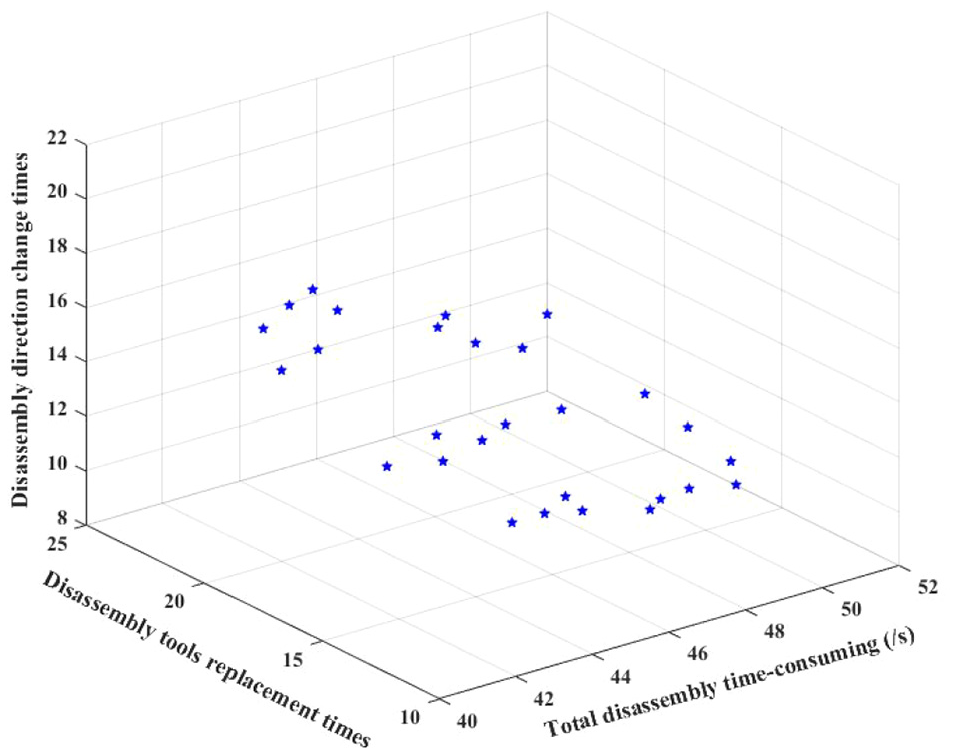
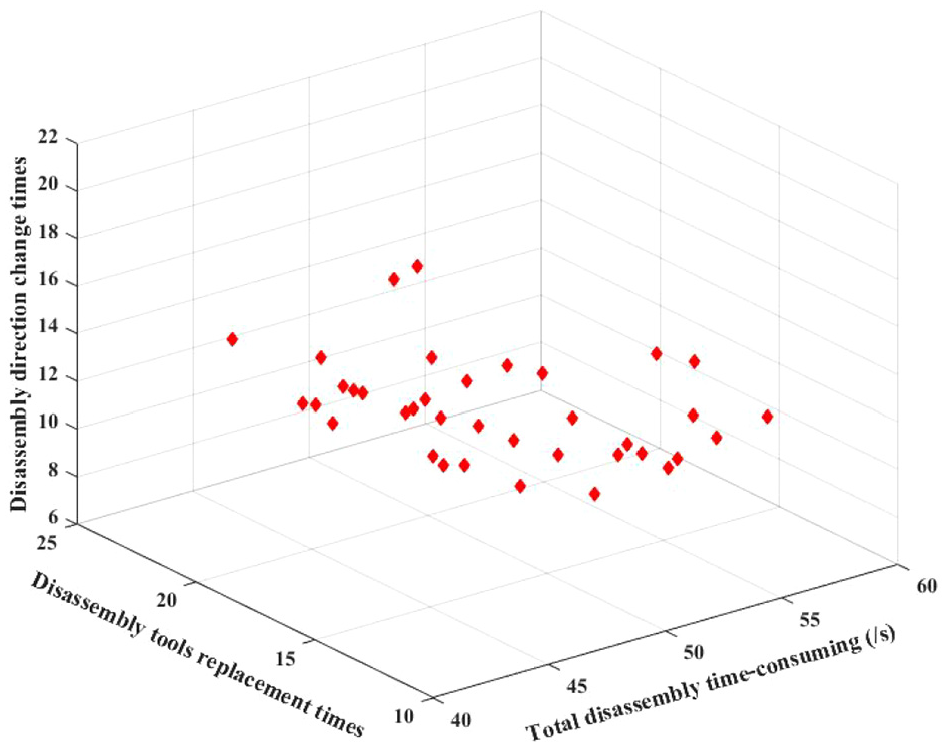
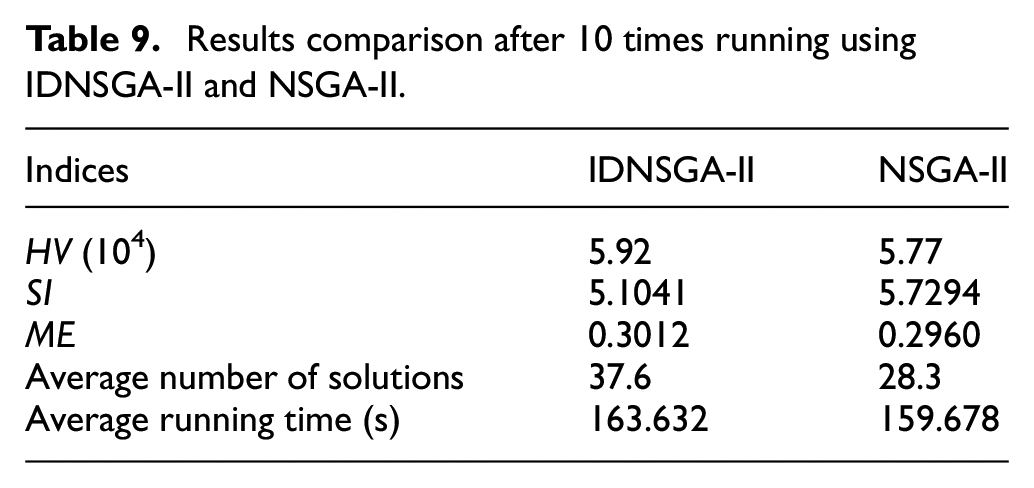
For the case of the bevel gearbox APD sequence planning, the problem solutions obtained by IDNSGA-II and NSGA-II are compared using the same population size (120), evolutionary generation (500), the crossover probability (0.9), and the mutation probability (0.1). Table 5 shows the results after 10 times running using IDNSGA-II and NSGA-II respectively, which contain HV, SI, ME, the running time, and the amount of the solutions in the Pareto approximate solution set. The distributions of the Pareto solution set in the objective function space obtained by running each of the two algorithms once are shown in Figures 7 and 8.
NSGA-II 28-set of different non-dominated solution objects distribution.
IDNSGA-II 38-set of different non-dominated solution objects distribution.
From Table 9, it can be conclusion that although the average running time using IDNSGA-II is slightly larger than the one using NSGA-II, while the average number of solutions using IDNSGA-II is much larger than the one using NSGA-II. According Figures 7 and 8, it can also be seen intuitively that the Pareto approximate solution set obtained by the running result of IDNSGA-II has a more uniform distribution in the objective function space and a larger number of solutions than the one of NSGA-II. For the certain sequence planning problem, the solution results show the advantages of the APD sequence planning results in disassembly efficiency using IDNSGA-II. Compared with the results using NSGA-II, the results using the proposed IDNSGA-II increases by 32.86% in the number of solutions, and decreases by 10.91% in SI, which proves the effectiveness of the proposed IDNSGA-II method.
Results comparison after 10 times running using IDNSGA-II and NSGA-II.
Conclusion
APD is an efficient disassembly method, whose calculation complexity will increase obviously with the increase of the disassembly target structural complexity. Aiming at the difficulties in APD sequence planning process, this study mainly completed the following work.
A complex products APD description was introduced, which helped to describe the APD problem with multiple disassembly resources. For further sequence planning, the Multi-vector expression of APD sequence was constructed. Based on that, we developed the APD sequence planning multi-objective optimization model, which contained three main optimization objectives.
Based on the advantages of NSGA-II in solving multi-objective optimization problems, we proposed an improved algorithm, named IDNSGA-II. According to the characteristics of the numerical discreteness of the disassembly sequence planning optimization objects, IDNSGA-II improved the crowding distance calculation method as well as the crossover operation calculation method. To solve the problem that the individual diversity of the discrete optimization seriously declined, the population restart mechanism is utilized in IDNSGA-II.
The proposed method was verified by an example of a complex rescue equipment bevel gearbox disassembly. The APD sequence planning multi-objective optimized results obtained by the IDNSGA-II algorithm can be close to the single object optimized results. Meanwhile, for the rest objects, the optimal solution obtained from the multi-objective genetic algorithm is obviously better. In addition, the proposed IDNSGA-II increases by 32.86% in the number of solutions, and decreases by 10.91% in SI, compared with the original NSGA-II.
The limitation of proposed method is that the modeling approach in this paper is aimed at complete disassembly, and the asynchronous parallel partial disassembly of mechanical and electrical products has not been verified. Meanwhile, there are other factors that might affect the results of the APD disassembly sequence, which will be further studied in future.
Footnotes
Appendix A
Objective functions values of the final generation.
| No. | Total disassemblytime-consuming (s) | The disassemblydirection change times | Disassemblytools replacement times | No. | Total disassemblytime-consuming (s) | The disassemblydirection changetimes | Disassemblytools replacementtimes |
|---|---|---|---|---|---|---|---|
| 1 | 41.3 | 16 | 17 | 76 | 46.6 | 16 | 11 |
| 2 | 59.2 | 20 | 6 | 77 | 46.6 | 15 | 15 |
| 3 | 51.2 | 10 | 17 | 78 | 45.2 | 20 | 12 |
| 4 | 42.4 | 13 | 22 | 79 | 54.6 | 14 | 10 |
| 5 | 51.1 | 22 | 9 | 80 | 48.2 | 18 | 10 |
| 6 | 59.2 | 20 | 6 | 81 | 48.9 | 15 | 10 |
| 7 | 43 | 13 | 18 | 82 | 55.4 | 11 | 13 |
| 8 | 42.4 | 14 | 21 | 83 | 46.5 | 16 | 13 |
| 9 | 53.1 | 16 | 8 | 84 | 51.4 | 13 | 12 |
| 10 | 57.2 | 19 | 7 | 85 | 55.6 | 20 | 7 |
| 11 | 54.2 | 12 | 12 | 86 | 46.6 | 15 | 15 |
| 12 | 44.3 | 18 | 14 | 87 | 43.1 | 16 | 15 |
| 13 | 43.6 | 19 | 13 | 88 | 48.6 | 15 | 12 |
| 14 | 52.2 | 11 | 14 | 89 | 45.8 | 16 | 14 |
| 15 | 57.2 | 19 | 7 | 90 | 59.2 | 20 | 6 |
| 16 | 51.1 | 22 | 9 | 91 | 44.3 | 18 | 14 |
| 17 | 46.6 | 16 | 11 | 92 | 57.2 | 19 | 7 |
| 18 | 48.5 | 17 | 10 | 93 | 41.3 | 16 | 17 |
| 19 | 48.2 | 18 | 10 | 94 | 54.2 | 12 | 12 |
| 20 | 42.6 | 21 | 15 | 95 | 42.4 | 14 | 21 |
| 21 | 42.4 | 14 | 21 | 96 | 48.5 | 17 | 10 |
| 22 | 48.9 | 15 | 10 | 97 | 42.6 | 21 | 15 |
| 23 | 47.1 | 15 | 13 | 98 | 43.6 | 19 | 13 |
| 24 | 45.2 | 20 | 12 | 99 | 43 | 13 | 18 |
| 25 | 44.3 | 18 | 14 | 100 | 46.6 | 16 | 11 |
| 26 | 51.4 | 13 | 12 | 101 | 45.2 | 20 | 12 |
| 27 | 42.6 | 21 | 15 | 102 | 55.2 | 15 | 9 |
| 28 | 54.2 | 12 | 12 | 103 | 54.6 | 14 | 10 |
| 29 | 47.3 | 14 | 16 | 104 | 48.2 | 18 | 10 |
| 30 | 50.1 | 14 | 13 | 105 | 55.4 | 11 | 13 |
| 31 | 51.2 | 10 | 17 | 106 | 55.6 | 20 | 7 |
| 32 | 55.4 | 11 | 13 | 107 | 48.6 | 15 | 12 |
| 33 | 47.8 | 13 | 16 | 108 | 43.1 | 16 | 15 |
| 34 | 43.1 | 16 | 15 | 109 | 45.8 | 16 | 14 |
| 35 | 55.6 | 20 | 7 | 110 | 46.5 | 16 | 13 |
| 36 | 48.5 | 17 | 10 | 111 | 57.2 | 19 | 7 |
| 37 | 41.3 | 16 | 17 | 112 | 44.3 | 18 | 14 |
| 38 | 43 | 13 | 18 | 113 | 54.2 | 12 | 12 |
| 39 | 55.2 | 15 | 9 | 114 | 42.6 | 21 | 15 |
| 40 | 46.5 | 16 | 13 | 115 | 48.5 | 17 | 10 |
| 41 | 46.6 | 16 | 11 | 116 | 41.3 | 16 | 17 |
| 42 | 45.2 | 20 | 12 | 117 | 43 | 13 | 18 |
| 43 | 41.7 | 15 | 16 | 118 | 48.6 | 15 | 12 |
| 44 | 45.8 | 16 | 14 | 119 | 55.4 | 11 | 13 |
| 45 | 46.3 | 17 | 13 | 120 | 42.4 | 14 | 21 |
| 46 | 55.2 | 15 | 9 | 121 | 46.6 | 16 | 11 |
| 47 | 54.6 | 14 | 10 | 122 | 45.2 | 20 | 12 |
| 48 | 50.6 | 11 | 17 | 123 | 43.6 | 19 | 13 |
| 49 | 43.6 | 19 | 13 | 124 | 43.1 | 16 | 15 |
| 50 | 50.6 | 11 | 17 | 125 | 54.6 | 14 | 10 |
| 51 | 45.9 | 20 | 11 | 126 | 55.2 | 15 | 9 |
| 52 | 41.7 | 15 | 16 | 127 | 55.6 | 20 | 7 |
| 53 | 47.8 | 13 | 16 | 128 | 46.5 | 16 | 13 |
| 54 | 48.2 | 18 | 10 | 129 | 57.2 | 19 | 7 |
| 55 | 54.6 | 14 | 10 | 130 | 42.6 | 21 | 15 |
| 56 | 48.9 | 15 | 10 | 131 | 54.2 | 12 | 12 |
| 57 | 48.6 | 15 | 12 | 132 | 48.5 | 17 | 10 |
| 58 | 55.4 | 11 | 13 | 133 | 41.3 | 16 | 17 |
| 59 | 51.4 | 13 | 12 | 134 | 43 | 13 | 18 |
| 60 | 55.6 | 20 | 7 | 135 | 54.6 | 14 | 10 |
| 61 | 43.1 | 16 | 15 | 136 | 55.2 | 15 | 9 |
| 62 | 48.6 | 15 | 12 | 137 | 42.4 | 14 | 21 |
| 63 | 45.8 | 16 | 14 | 138 | 46.6 | 16 | 11 |
| 64 | 46.5 | 16 | 13 | 139 | 45.2 | 20 | 12 |
| 65 | 59.2 | 20 | 6 | 140 | 43.6 | 19 | 13 |
| 66 | 44.3 | 18 | 14 | 141 | 55.4 | 11 | 13 |
| 67 | 57.2 | 19 | 7 | 142 | 55.6 | 20 | 7 |
| 68 | 42.4 | 14 | 21 | 143 | 48.6 | 15 | 12 |
| 69 | 48.5 | 17 | 10 | 144 | 43.1 | 16 | 15 |
| 70 | 42.6 | 21 | 15 | 145 | 46.5 | 16 | 13 |
| 71 | 54.2 | 12 | 12 | 146 | 57.2 | 19 | 7 |
| 72 | 43.6 | 19 | 13 | 147 | 54.2 | 12 | 12 |
| 73 | 41.3 | 16 | 17 | 148 | 48.5 | 17 | 10 |
| 74 | 43 | 13 | 18 | 149 | 43 | 13 | 18 |
| 75 | 55.2 | 15 | 9 | 150 | 55.2 | 15 | 9 |
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work has been funded by the National Key R&D Program of China (2019YFC 1511502), the National Natural Science Foundation of China (51905476).