
Abstract
Remanufacturing has gained increasing attention due to its economic, environmental and societal benefits as well as its contribution to the sustainability of natural resources. Disassembly is the first and usually the most difficult process in remanufacturing a product. Disassembly sequence planning, which aims to find the optimal disassembly sequence, is required to improve efficiency and reduce cost. There have been many investigations in this field and several disassembly sequence planning methods have been developed. This article reviews the main existing disassembly sequence planning methods from the perspectives of disassembly mode, disassembly modelling and planning method. The characteristics of different methods are analysed and summarised from those perspectives. Future trends in disassembly sequence planning are also discussed to reveal gaps in existing research.
Keywords
Introduction
Traditionally, many manufacturing companies have tended to be driven by profits without due regard to energy consumption, pollutant emission and material conservation. This paradigm is no longer viable and modern manufacturing industry must focus on environmental friendliness and sustainable energy and material usage. Remanufacturing provides an economically and environmentally sound way to achieve this by closing the materials use cycle and forming a closed-loop manufacturing system. 1 The essence of remanufacturing is to renew an End-of-Life (EoL) product through appropriate recovery techniques instead of disposing of it through recycling, landfill or incineration. 2 Landfill and incineration can do harm to the environment, causing air pollution and soil contamination. Recycling of EoL products promotes resource sustainability and can be more environmentally friendly. However, energy consumption could be high for some recycling processes. However, remanufacturing can save energy, production cost and raw materials as well as providing high-value components quickly for production. 3 Remanufacturing of an EoL product invariably starts with taking it apart to recover its components. As the condition of the product is not known after years of usage, 4 traditional disassembly processes have to rely on human operators, which can lead to high costs.
Research efforts have been spent on introducing robots to replace manual labour in disassembly. When dealing with complex disassembly work, humans are more flexible than robots, because machines do not have the knowledge humans use to perform tasks, nor the same capabilities for sensing, perception, reasoning and manipulation. To enable robots to see the product to be disassembled, machine vision has been applied to extract structural information about a product such as its geometrical and locating features.5–8 To give robots knowledge about how to disassemble a product, researchers have used knowledge bases for storing historical disassembly information and the robots can flexibly deal with their current disassembly tasks using the stored data.9,10 To optimise the disassembly plan, 11 intelligent optimisation algorithms including Particle Swarm Optimisation (PSO), 12 Bees Algorithm, 13 Artificial Bee Colony (ABC) 14 and Ant Colony Optimisation (ACO)15–17 can be employed.
A well-designed disassembly sequence helps to improve disassembly efficiency and reduce disassembly cost. The method of finding this well-designed disassembly sequence is called ‘disassembly sequence planning’ (DSP) which is a non-deterministic polynomial (NP) problem.18,19 DSP20–23 is to determine the optimal disassembly sequences for given EoL products with considering disassembly precedence relationships. As shown in Figure 1, three steps are involved in DSP, namely, deciding the disassembly mode, building a disassembly model and applying a selected planning method. Of all the steps in DSP, the primary task is to determine suitable disassembly mode for EoL products. After the disassembly mode is determined, disassembly modelling for the EoL product needs to be performed to describe the disassembly precedence relationships between parts or subassemblies. Finally, planning methods should be used to find the optimal solution from various alternatives.
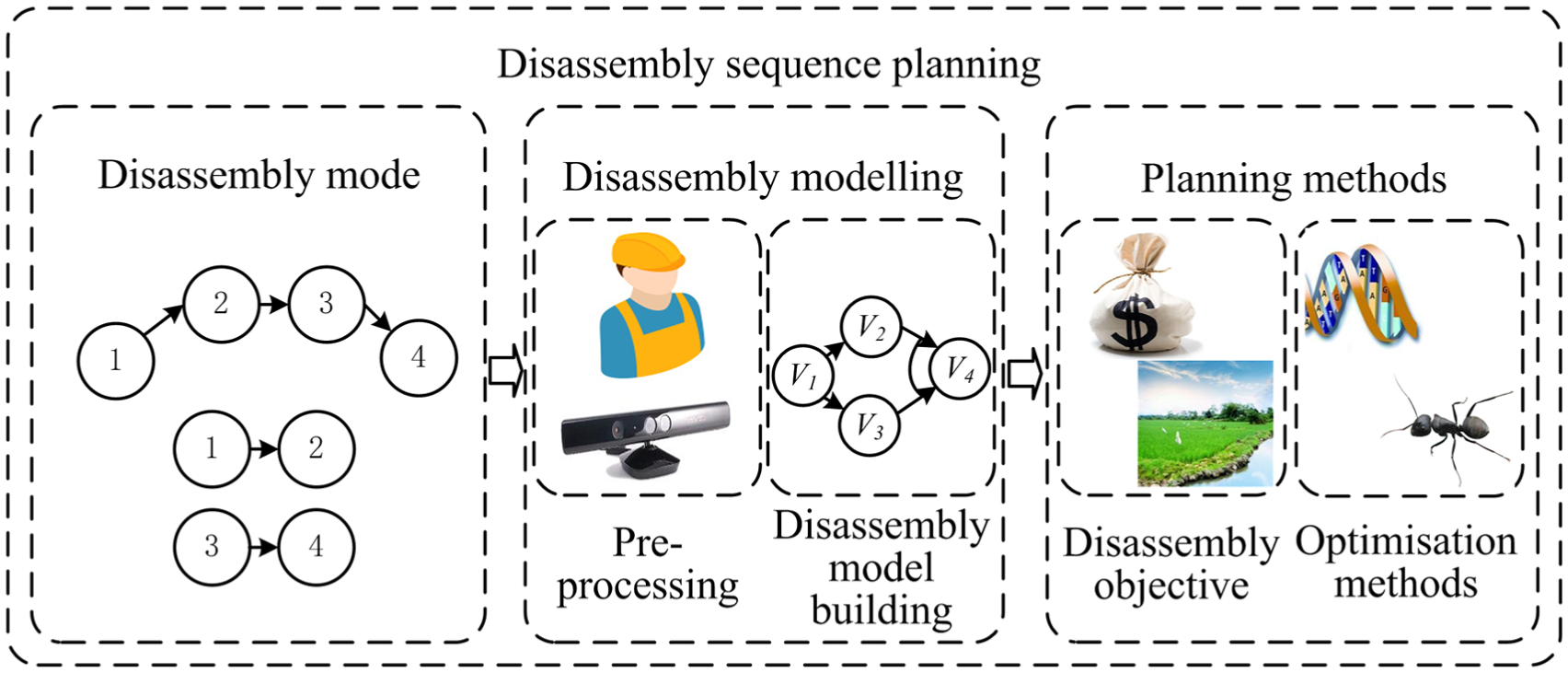
The three steps in DSP.
The disassembly mode should be chosen according to the particular situation (such as complete24,25 or partial disassembly 26 ). After that, a disassembly model, which describes the disassembly precedence relationship of products, 27 should be built to avoid generating unfeasible disassembly sequences. A hybrid disassembly graph was employed to model the contact and non-contact constraints between different parts. 26 The Petri net, which includes markings, places, transitions and arcs, is an efficient method to generate feasible disassembly sequences. 28 A component-fastener graph was adopted to describe the precedence relationship of EoL products. 29 After the disassembly model is built, a suitable planning method is selected to produce the optimal disassembly sequence plan. Planning methods can be differentiated according to the disassembly objective and the optimisation technique used. In terms of disassembly objectives, Shimizu et al. 30 combined the time deviation ratio and cost deviation ratio to calculate the fitness function. Kongar and Gupta 31 proposed fitness functions based on disassembly time, time penalty of method change and time penalty of direction change. Zhang and Zhang 32 considered the following factors in calculating fitness: disassembly methods, disassembly types, disassembly directions and corresponding weight. The total disassembly time consisting of standard time, tool changing time and direction changing time was used as the optimisation objective. 33 For optimisation method, intelligent algorithms are the most widely used methods to solve this combinational optimisation problem,34,35 ACO, 26 genetic programming, 30 PSO, 32 Scatter search (SS) 33 and genetic algorithm (GA) 36 have been used to find optimal disassembly sequence.
Although there have been many publications on DSP, 37 no recent work can be found that systematically discusses these methods. This article conducts a detailed review of DSP techniques from the perspectives of disassembly mode, disassembly modelling and planning methods. The objective of this review is to discuss the characteristics of the different techniques and identify future research trends.
Disassembly mode
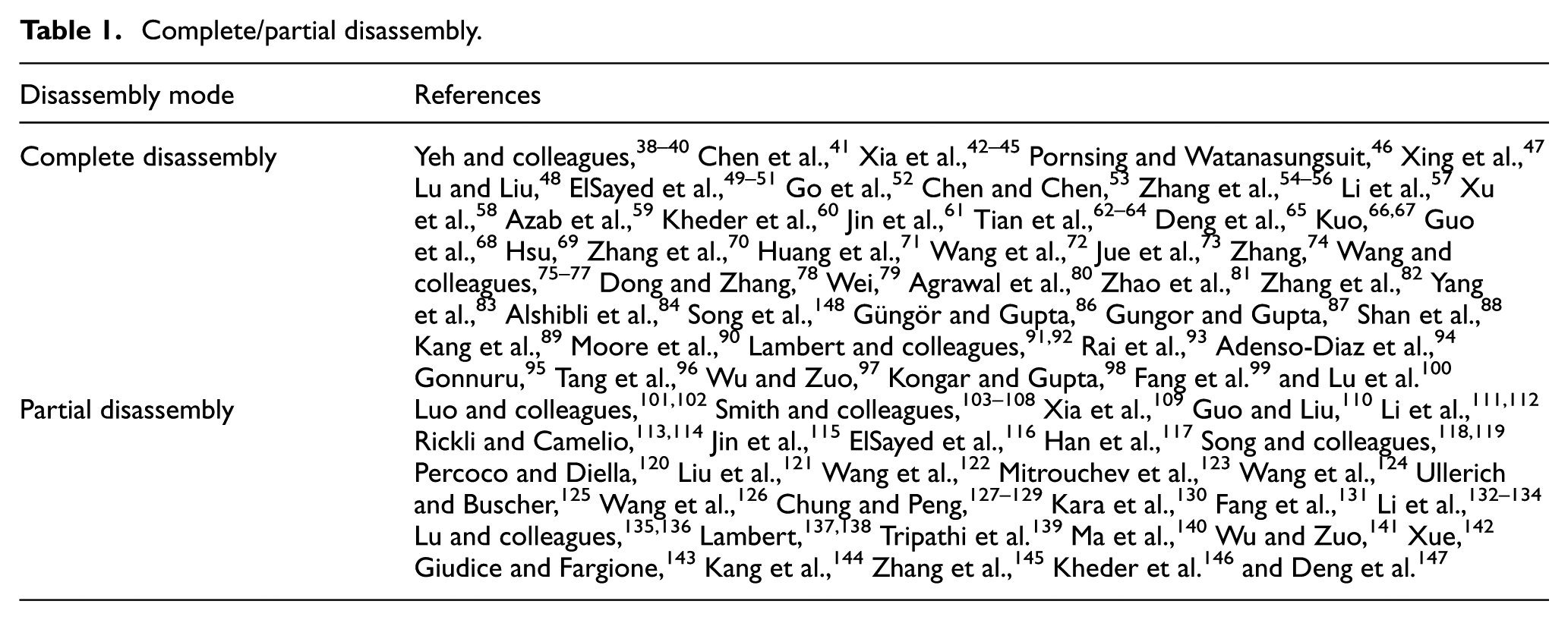
Of all the steps of DSP, choosing a suitable disassembly mode is the first procedure one needs to consider. From the literature reviewed, existing disassembly modes can be grouped in two ways: (1) complete/partial disassembly and (2) sequential/parallel disassembly, as shown in Tables 1 and 2.
Complete/partial disassembly.
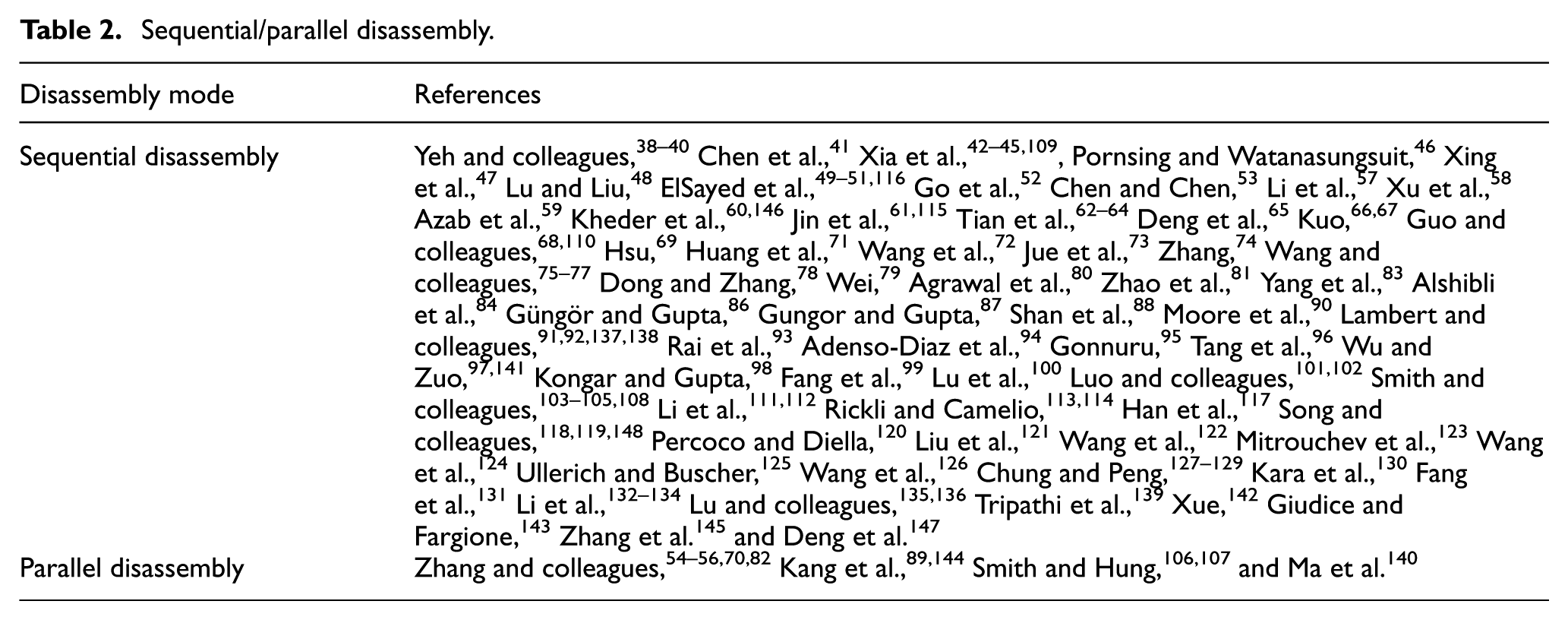
Sequential/parallel disassembly.
Complete disassembly involves dismantling an EoL product into individual components, while partial disassembly does not entail the complete breakdown of the product. From Table 1, it is obvious that complete disassembly is the more frequently investigated disassembly mode compared with the partial disassembly mode. Complete disassembly takes longer and costs more, partial disassembly which is to recover high-value components or parts that are difficult to obtain by other means should be considered whenever appropriate.
Table 2 shows references to publications discussing sequential and parallel disassembly. With sequential disassembly, which is the most frequently studied mode, parts are removed from the product one at a time (or in pairs, as in the case of disassembling a nut and a bolt). Parallel disassembly, which involves removing several components simultaneously, can be more efficient. For large complex EoL products, this method should be considered as it can reduce disassembly time compared with the sequential disassembly mode.
Regarding disassembly mode, the numbers of reviewed papers of complete and partial disassembly are, respectively, 63 and 47 and the numbers of reviewed papers of sequential and parallel disassembly are, respectively, 100 and 10. It is apparent that the focus of research so far has been on complete disassembly. However, there are many cases where only partial disassembly is needed, for example, when the aim of disassembly is to retrieve a particular component located in the middle of disassembly sequence for repair, replacement or recycling. Until now, more attention has been paid to sequential disassembly than parallel disassembly. Future work might concentrate on parallel disassembly due to its potential for high efficiency. To date, the only research dealing with both partial and parallel disassembly has been that conducted by Smith and Hung. 107 It is expected that this area will expand in the future when high disassembly efficiency is desired.
Disassembly modelling
After the disassembly mode is determined, disassembly modelling for the EoL product needs to be performed to describe the disassembly precedence relationships between parts or subassemblies. This ensures that unfeasible disassembly sequences are eliminated. Disassembly modelling consists of a pre-processing stage and a model construction stage as shown in Figure 2.
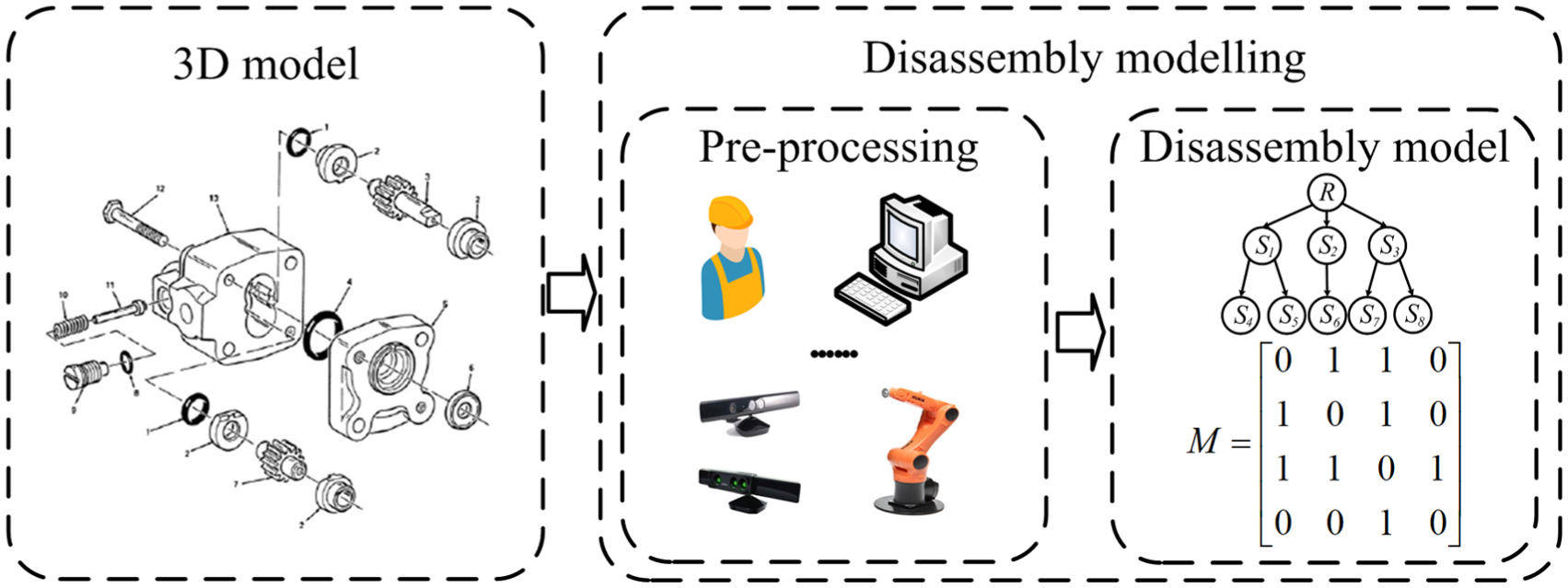
Disassembly modelling process.
Pre-processing
Pre-processing extracts the precedence relationships between different parts from known information about the product such as its computer-aided design (CAD) model. From the literature reviewed, pre-processing tends to be performed manually, as shown in Table 3.
Pre-processing methods.
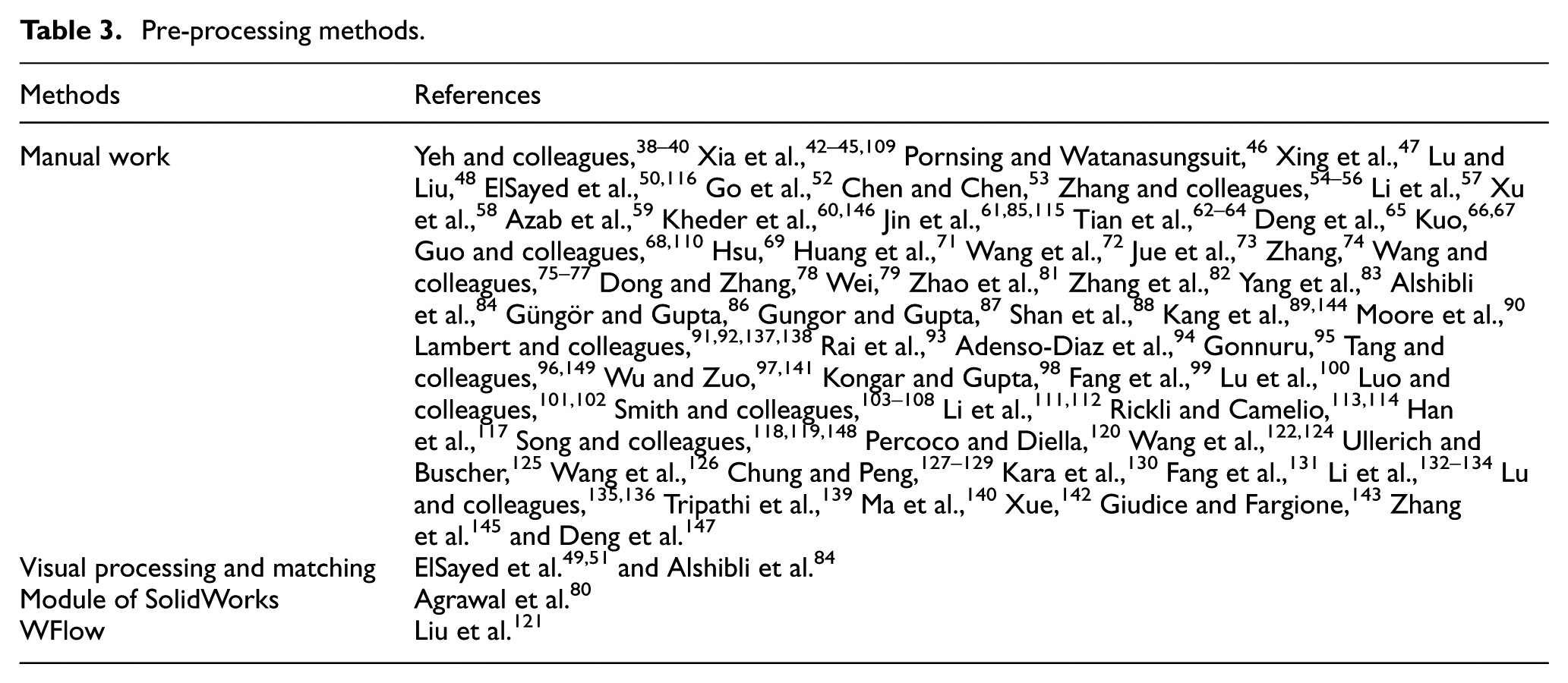
There are 105 papers using manual work to finish pre-processing (NB: if the pre-processing method is not clearly explained in a paper, here, it is taken by default as manually carried out). Due to the powerful recognition and reasoning ability of humans, manual pre-processing is suitable for almost all cases; however, it can be a cumbersome task to extract precedence relationships and generate the disassembly model manually. When the product is complex, manual pre-processing is also an error-prone task which easily leads to the generation of inaccurate models. Thus, automatic pre-processing should be considered to avoid these disadvantages. ElSayed et al. 49 employed visual processing and pattern recognition for pre-processing. They used visual processing to identify specific components and convolution/correlation-based two-dimensional (2D) template matching to compare the extracted component with the given templates. Their technique was not fully automatic pre-processing because the template had to be provided manually in advance. Apart from the methods just mentioned, Solidworks 80 and WFlow 121 have also been employed to perform pre-processing, but the details were not clear from these publications.
Regarding pre-processing methods, it is obvious that most of them require manual work. This is because humans are much more flexible and can deal with much more complicated tasks than machines. However, it is time-consuming and error-prone for humans to finish complex tasks when the number of components is large. In addition, most pre-processing methods can be finished only if CAD models are provided. However, after years of usage, EoL products can rarely be described accurately by the original CAD model. Thus, manual work is necessary to adjust existing CAD models or create new representations of actual components. Some researchers have tried to use visual information to exact the precedence relationships between different parts,8,9 but that simply is not enough. For example, contact forces between different components during disassembly could also yield useful information on the condition of the process which helps to build accurate disassembly models. However, no research has been conducted on this.
Disassembly model building
Disassembly model building is used to produce a model representing the disassembly precedence relationships through specific methods like graphs and matrices. Table 4 shows that disassembly models can be divided into four categories: graphs, Petri nets, matrix-based and other model types.
Disassembly model building methods.
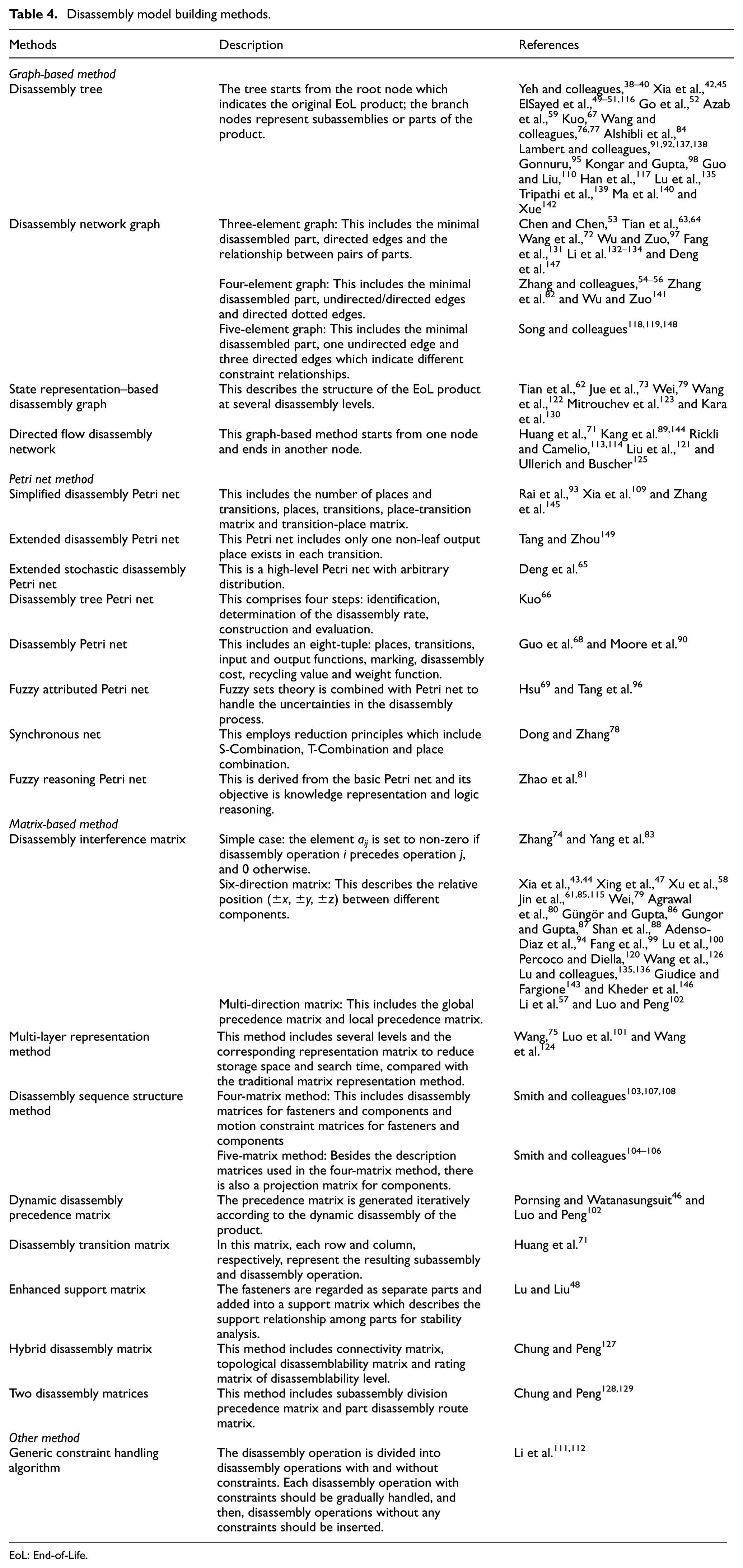
EoL: End-of-Life.
Graphs
The use of disassembly trees was proposed by Bourjault. 150 The tree starts from the root node which indicates the original EoL product. The branch nodes represent subassemblies or parts of the product. 38 As shown in Figure 3, R indicates the original product, while S represents a subassembly. Through disassembly (directed edges in Figure 3), different subassemblies are generated

Disassembly network graphs are used to describe the structural relationships between parts. According to different descriptions of the constraint relationships, a disassembly network graph as shown in Figure 4 can be a three-element, four-element or five-element graphs. The minimal part in a disassembly network graph is a component or a connection. A three-element disassembly network graph is described by equation (1), 53 where G is the disassembly network graph, V represents the minimum part, Eij is the directed edge from i to j indicating that component i should be disassembled before component j, Ra is a set of arcs (an actual arc stands for an ‘AND’ relationship and a virtual arc means an ‘OR’ relationship between different parts). Using this method, the structural relationship between different parts can be clearly described. However, the relationships between different parts cannot be simply represented as ‘AND’ or ‘OR’ relationships, the precedence relationship between contact components and non-contact components should also be considered. Thus, in addition to elements V and E, a four-element disassembly network graph includes the relationship sets Efc and Ec which are, respectively, described as directed solid edge and directed dotted edge.54,55,82Efc and Ec, respectively, give the disassembly precedence relationship between contact parts and that between non-contact parts. Song and colleagues.118,119 added a selective constraint set to the four-element disassembly network graph to provide further structural relationship information and give a five-element disassembly network graph. A part belongs to the selective constraint set if it has constraint relationships with many other parts and can be disassembled once one of those parts is removed.
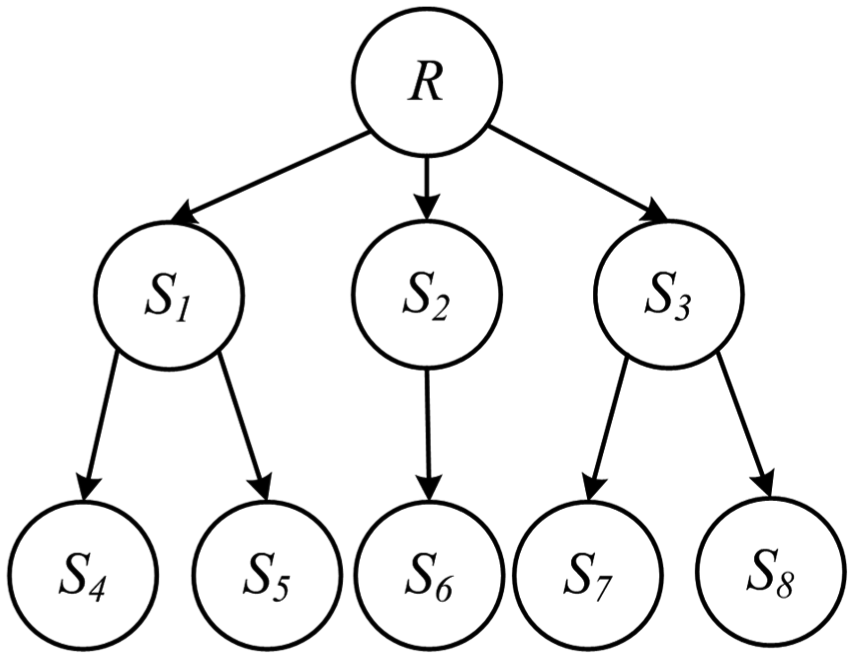
A disassembly tree.
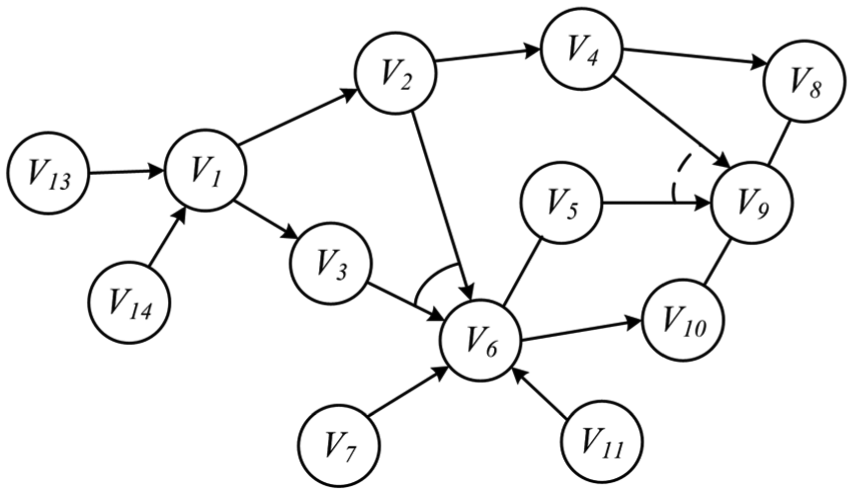
Disassembly network graph.
A state-representation-based disassembly graph describes the structural relationships of a product at different levels or disassembly stages. 62 With this method, several parts are disassembled during each disassembly stage (in Figure 5(a)) or disassembly level (in Figure 5(b)). The method provides good visualisation of the disassembly process and can also be applied to complex products. Tian et al. 62 used disassembly models similar to that depicted in Figure 5(b), but ignored details such as disassembly direction. As mentioned previously, to remedy this, Mitrouchev et al. 123 used sets of disassembly of removal (SDR) to obtain the possible removal directions for each component. From the SDR, the detachability of each component can be determined.
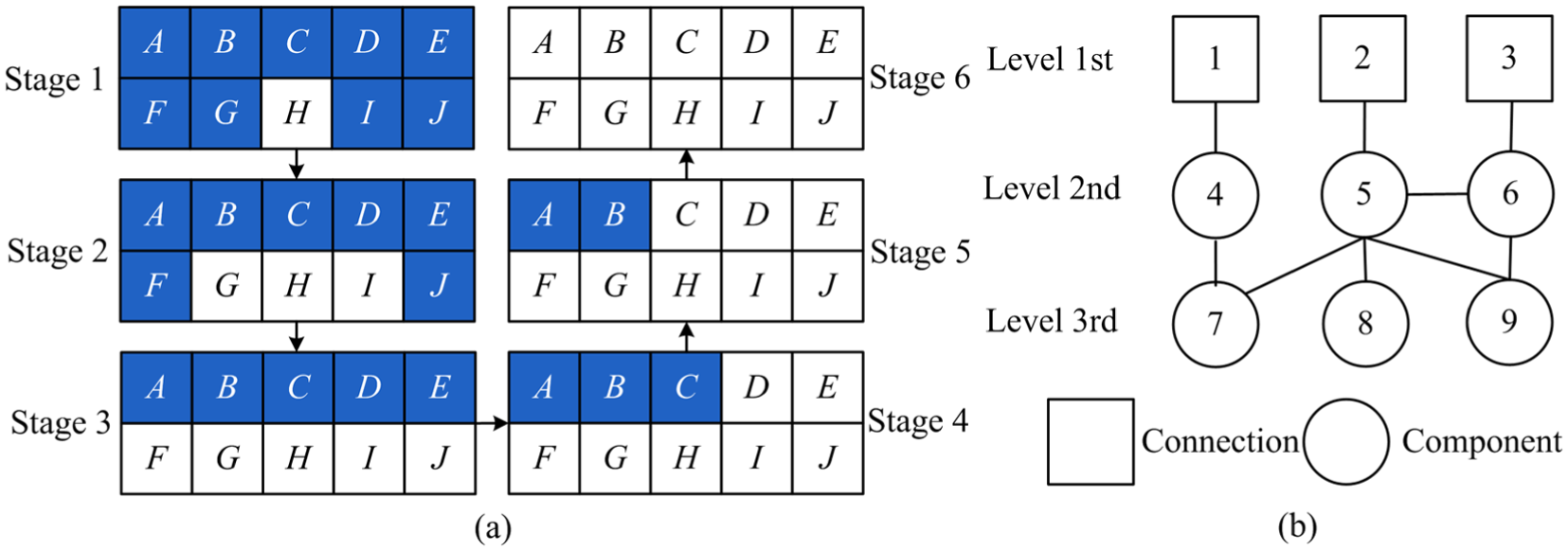
State-representation-based disassembly graph: (a) disassembly stages and (b) disassembly levels.
Unlike a disassembly network graph, a directed flow disassembly network 113 starts from one node which stands for the assembled product and ends at another node which represents the complete disassembly of all parts, 114 as shown in Figure 6. However, disassembly details (such as disassembly time, tool and direction) are usually ignored in this method. To address this, Liu et al. 121 included a feasibility graph which not only describes the constraint and adjacency relationships between different parts or subassemblies but also contains other disassembly information (disassembly tool, time, etc.). The optimal disassembly sequence (bold arrows in Figure 6) can be chosen from the available solutions.
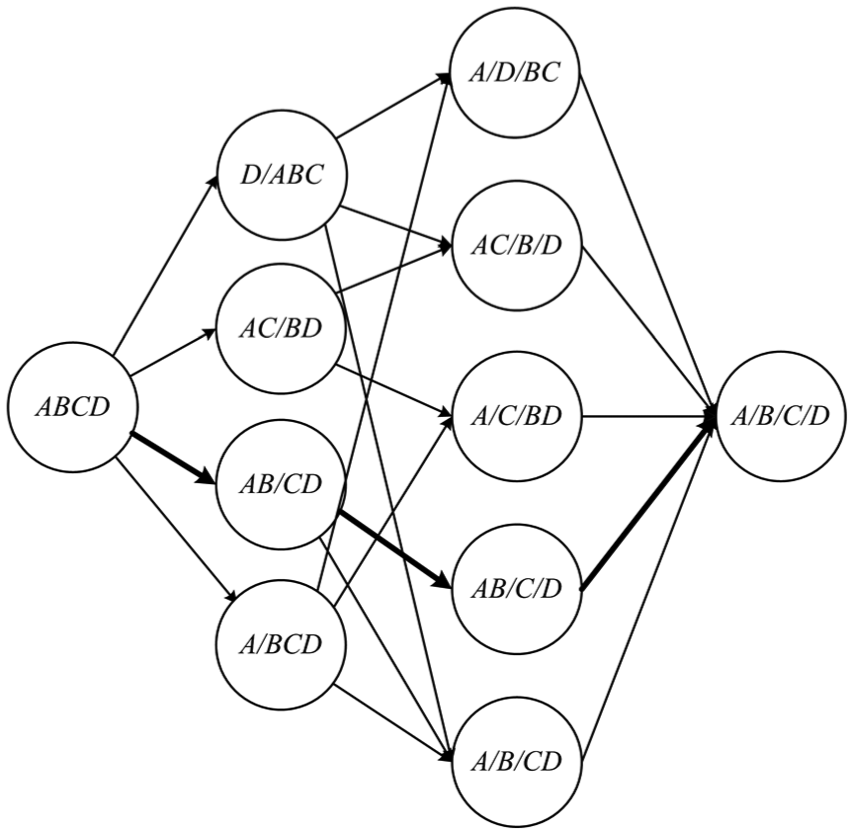
Directed flow disassembly network.
Petri net methods
Xia et al. 109 used the simplified disassembly Petri net method which was defined as a five-tuple as shown in equation (2)

where
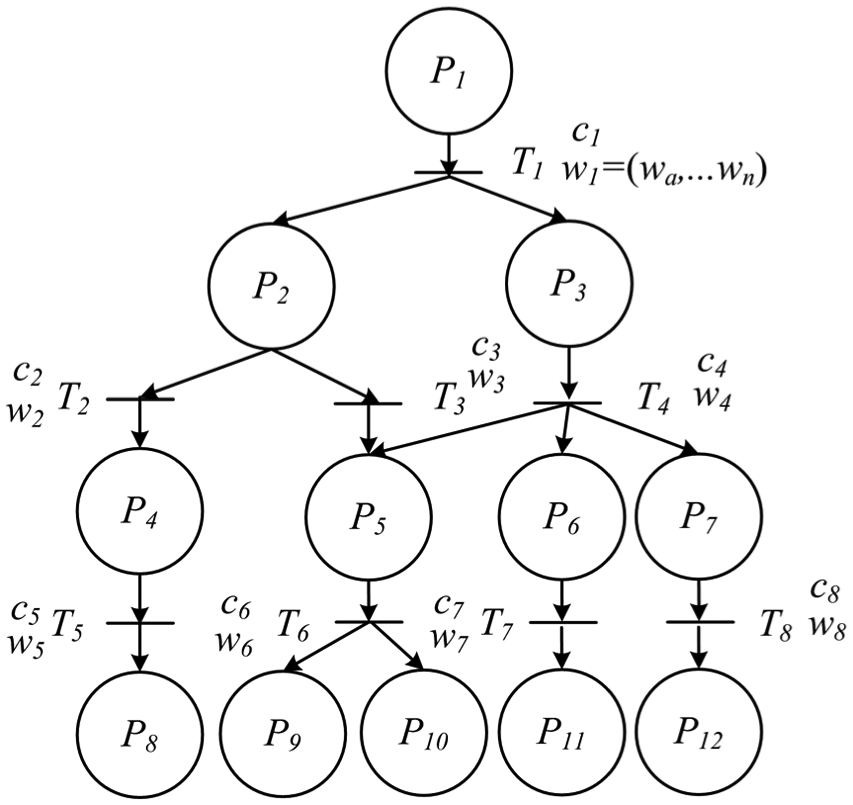
Disassembly Petri net.
Traditional disassembly Petri net methods have disadvantages of complex reachability graph generation and heavy computational burden. When EoL products have complex structures, it is difficult and can take long time to generate the reachability graph. Dong and Zhang 78 proposed a disassembly model based on a synchronous net to simplify the Petri nets. Through reduction principles, the complex reachability graph problem is solved. In addition, the traditional disassembly Petri net method is not robust enough to handle uncertainties during disassembly process. Compared with traditional Petri net models, the predicate/transition net which is a high-level Petri net was developed to have a compact size and powerful modelling capability. A novel high-level Petri net, the ‘Fuzzy attributed and timed predicate/transition net’ (FATP/T), was developed to deal with uncertainty problems. 69 The Fuzzy Reasoning Petri net (FRPN) proposed by Zhao et al. 81 handles uncertainty problems in a different way from FATP/T. Apart from the basic elements of a disassembly Petri net, FRPN also incorporates rules with associated confidence levels to enable knowledge-based reasoning and decision making to address the problem of combinational explosion. Petri net was also combined with Bayesian learning to deal with the uncertainties in the disassembly process to reduce the impact of inaccuracy of decision making. 149
Matrix-based methods
Matrix-based methods use several matrices to describe the disassembly precedence relationships between different parts. The disassembly interference matrix method is the most common matrix-based method. The simplest way of constructing a disassembly interference matrix was described in publications.74,83 With this method, regardless of details such as disassembly directions and disassembly operations, if component i should be disassembled before component j, element bij of the disassembly interference matrix is non-zero. Otherwise, it is ‘0’. However, actual disassembly process is more complex due to non-ignorable factors such as disassembly directions and disassembly tools. Based on the CAD model of the product, disassembly interference matrices (
As with the methods used in publications,43,44,120 the connections and components were considered separately by different description methods. Smith and colleagues103,107 proposed the disassembly sequence structure method to represent the spatial relationships between components and connections. With this method, the disassembly matrices for components and connections (two matrices) and the disassembly motion matrices for components and connections (two matrices) were simultaneously built. The disassembly matrices were used to record the disassembly direction of each part, and the disassembly motion matrices, to record touching parts that constrain the disassembly of target components in specific directions. This method helps to reduce model complexity compared with other matrix-based methods. By adding the projection matrix for the components, Smith and colleagues.104–106 proposed the five-matrix disassembly sequence structure method. Besides the four-matrix method,103,107 the projection matrix for the components was used to record the number of blocking components for each component. Compared with the four-matrix disassembly sequence structure method, this method further decreases the time to search for feasible sequence solutions. An obvious disadvantage of these method is that the matrices should be generated manually which may be a cumbersome task.
The disassembly interference matrix method needs to record all the relationships of parts even if there are no precedence relationships between them, which naturally results in data redundancy. To reduce processing time and data size, the multi-layer representation method was proposed.75,101 The Bill-of-Materials (BoM) represented by a list of elements from the product all the way down to basic components was used to generate the natural structure of the product which comprises different layers and nodes. For every subassembly of each layer, a matrix was used to describe the constraints between different components of the subassembly. Compared with the disassembly interference matrix, this method needs a smaller space to store the product model. 101
The above-mentioned methods are static description methods because they cannot be altered dynamically according to the actual disassembly situation. To deal with changing conditions, the dynamic disassembly precedence matrix was proposed.46,102 Based on the same rules, 74 the disassembly interference matrix was iteratively updated through the following rule: if all elements in column i are 0, then component i will be disassembled, after which, all the elements in row i of the disassembly interference matrix will be set to 0. 46 Slightly different from the method of publication, 46 component i should be disassembled if there is only a non-zero element in column (or row) i, after which, the corresponding row i and column i are deleted dynamically. 102
In terms of disassembly operations and support relationships, there also exist matrix-based methods that are different from the above. The disassembly transition matrix considered the disassembly operation to form a disassembly transition matrix of which the column and row, respectively, represent the disassembly operation and resulting subassembly. 71 An obvious disadvantage of this method is that all the feasible subassemblies and disassembly operations should be enumerated, which is a time-consuming process. Because actual disassembly operations are affected by gravity, to be closer to real situations, the enhanced support matrix was proposed. 48 The base component supporting other parts or fasteners was determined first and then the support relationships between different components were considered. Furthermore, the hybrid disassembly matrix 127 and two disassembly matrices128,129 were also studied.
Other methods
To propose a universal method to handle various disassembly models, the generic constraint handling algorithm was proposed by Li et al.111,112 Disassembly operations are divided into two parts: those with and those without constraints. First, the positions of disassembly operations without any constraints should be kept unchanged. Then, the element positions of disassembly operations with constraints should be adjusted according to the disassembly precedence relationships. A feasible disassembly sequence will be obtained after all the positions of disassembly operations with constraints have been adjusted. To be a generic constraints description method, the algorithm ignores many details such as the tools used and the disassembly directions which are important for disassembly.
Regarding disassembly model building methods, graphs (58 papers) are the most common methods to build the disassembly model, followed by matrix-based method (40 papers). Graphs give an intuitive way to describe precedence and contact information among the parts of an EoL product. Matrix-based methods provide a more convenient means for the computer to handle disassembly constraint relationships. For matrix-based methods, redundant data are a common problem faced by existing description methods, as most of the methods need to record the relationships between all parts even when no such relationships exist. On the contrary, Petri nets (12 papers) give detailed geometrical and topological information on the components of the EoL product. It has been noted that the actual disassembly process is full of uncertainties and randomness. At the end of its service life, a product may not have a structure consistent with its original structure, which leads to deviations from the disassembly model. Moreover, most disassembly model building methods are static methods. To handle uncertainties caused by unplanned problems such as damaged or missing parts, disassembly models must be capable of dynamic adjustment.
Planning methods
After the disassembly mode and disassembly model have been determined for a given EoL product, planning methods should be used to find the optimal solution from various alternatives. This section covers existing planning methods from two points of view: disassembly objectives (section ‘Disassembly objective’) and optimisation methods (section ‘Optimisation methods’).
Disassembly objective
This deals with the criteria for the optimal disassembly plan (low cost, low environmental impact or high revenue). After the disassembly models are created, specific disassembly objectives are described to make the optimisation process move in specific directions. In the reviewed articles, disassembly objectives are summarised as shown in Table 5. From Table 5, it can be seen that the disassembly objectives are divided into four approaches: disassembly cost, disassembly revenue, environmental indices and other indices.
Disassembly objectives.
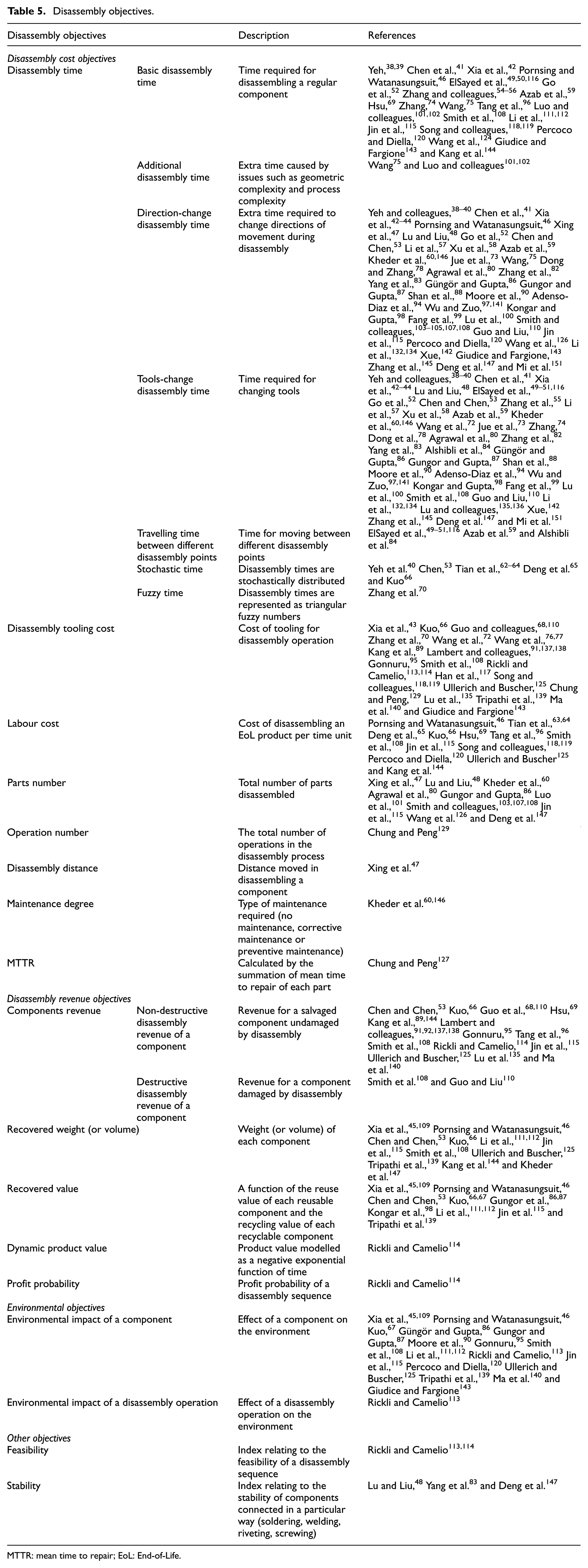
MTTR: mean time to repair; EoL: End-of-Life.
From Table 5, it can be noted that the disassembly cost objective is sub-divided into disassembly time, disassembly tooling cost, labour cost, parts number, operation number, disassembly distance and maintenance degree. The basic disassembly time is the time required for disassembling a regular component. However, the actual disassembly time for removing a component is not a constant value because it is influenced by other factors. To distinguish the disassembly times for operations with different degrees of difficulty, the idea of additional disassembly time was proposed.75,101,102 The additional disassembly time was combined with the basic disassembly time to be variable disassembly time. The additional disassembly time still does not take into account practical factors such as tool changes, direction changes and time for travelling between disassembly points. Researchers have supplemented the additional disassembly time with further allowances for tool changes, direction changes and movements between disassembly points. Tool changes incur time penalties for obvious reasons. In the case of direction changes, the larger the disassembly direction changes, the larger the penalty. In the reviewed papers, the time to travel between disassembly points is normally calculated using the Euclidean distance between different disassembly points and the speed of the transfer equipment (e.g. a robot arm). However, in practice, the actual disassembly time for a component depends not only on the aforementioned deterministic time elements but also on uncertainties in the disassembly process. Stochastic disassembly times 53 and fuzzy times 70 have been proposed to deal with those uncertainties. Depending on the problem, the randomly varying (stochastic) time for removing a component could be taken as normally distributed or Gaussian distributed, whereas triangular numbers have been adopted to represent imprecise (fuzzy) disassembly time. Apart from disassembly time, the cost of tooling should also be considered. Tooling cost means the cost of tooling for disassembly operations such as the cost of torches and wrenches screwdrivers. In cases where manual disassembly is adopted to deal with uncertainties in the disassembly process, labour costs become a consideration. 46 Other factors affecting disassembly costs are the parts number 36 the disassembly distance, 47 maintenance degree, 60 mean time to repair (MTTR) 127 and operation number. 129
The disassembly revenue for a component is also a disassembly objective. Disassembly revenue can also be divided into nondestructive disassembly revenue 115 and destructive disassembly revenue 110 (again, if a paper does not specify the type of revenue, it is taken as nondestructive disassembly revenue by default). Table 5 shows that the existing literature mainly focuses on nondestructive disassembly revenue. Guo and Liu 110 considered the destructive disassembly revenue of a component. However, different destructive disassembly methods will result in different disassembly revenues although no paper so far has discussed this point. With a view to recycling, some authors have considered the recovered weight and recovered value of a component. 109 The above-mentioned objective description methods are static methods. However, in practice, the properties of EoL products can change, among other factors, according to the time they were in use. To account for this dynamic scenario, the product value curve was taken as a negative exponential function of time. 114 Apart from these, the profit probability was also studied. 114
There has been less work on objectives connected to the environment than on those associated with costs and revenues. Environmental objectives are to reduce environmental impacts of components 109 and of operations. 113 The former concern potential harm by a component and the latter relate to that by a disassembly operation (such as wastage of cleaning fluid or energy). In addition, stability 48 and feasibility 113 have also been taken as disassembly objectives. Rickli and Camelio 113 used the ratio of feasible arcs over the total number of arcs in a disassembly graph as a feasibility index to be maximised. Other researchers also take into account how stably components are connected together (welding, riveting or press fitting, etc.). 48
Based on the statistics of publications in Table 5, it can be seen that work related to economic factors (disassembly cost and revenue, 97 papers) has received the most attention. However, considering the importance of environmental factors (18 papers), it is expected that they will attract more research efforts in the future. It is also meaningful to build dynamic economic factors and environmental factors. As stated in section ‘Introduction’, researchers have paid increasing attention to robotic disassembly which helps to promote the automation of disassembly process. When robotic disassembly is considered, 49 as an important environmental factor, the energy consumption of robots in the disassembly process can also be optimised to promote sustainability. 152 In addition, for robotic disassembly, the trajectory of the robot arm should avoid collision with the product being dismantled. When DSP for robotic disassembly is considered, it is useful to combine obstacle-avoiding path planning with DSP. However, there has been no research on this topic so far.
Optimisation methods
Optimisation methods deal with ways of efficiently finding optimal disassembly sequences. Determining the optimal disassembly sequence under given objectives is an NP-complete problem requiring the use of heuristic algorithms. The main optimisation methods found in the reviewed literature on DSP are nature-inspired heuristic algorithms (NIHA), linear programming methods (LPM), rule-based methods (RBM), stochastic simulation (SSI) techniques and so on.
NIHA
NIHA are derived from natural phenomena such as ants foraging and bees foraging. These algorithms can solve combinatorial optimisation problems. In the reviewed literature of DSP, they are the most common methods to find the optimal disassembly sequences.
In NIHA, GA which is derived from evolution and genetics is the most widely used method to solve disassembly sequence optimisation problems. The disassembly sequences are first coded into chromosomes, and then, the selection, crossover and mutation operators are used to find new chromosomes. 52 In general, the new chromosomes may not meet the precedence relationship of EoL products. Therefore, GA was combined with precedence-preserving crossover (PPX) in several studies to ensure the feasibility of new chromosomes.49,60,116 In addition, feasibility (FE) was added to the fitness function of GA.113,114 For GA, it is easy to be trap at local optimal solutions. To solve this problem, GA with adaptive crossover rate and mutation rate (ACRMR) 41 and GA with Gaussian mutation 70 were used to improve the quality of solutions. Moreover, simulated annealing (SA)-based GA, 83 SA-binary tree (BTA)-based GA, 97 Tabu search (TS)-based GA 134 and Chaotic GA (CGA) 145 were also proposed to improve the quality of solutions.
The PSO which is derived from the flocking behaviour of birds is also a common method used for disassembly sequence optimisation. With this method, the velocity and position of particles are updated in each iteration. Pornsing and Watanasungsuit 46 used the discrete PSO to convert continuous velocity to discrete velocity through sigmoid and round functions. Xu et al. 58 employed adaptive PSO to avoid premature convergence by using the inertia weight and adaptive mutation rate. To avoid local optima, Li et al. 111 used the crossover operator, a shift operator and the escaping method to improve the quality of solutions. In addition, simplified swarm optimisation (SSO) is regarded as a type of PSO because the difference between PSO and SSO is only the position update mechanism. 38 To ensure global convergence, a revised updating mechanism of simplified swarm optimisation (RUM-SSO) was proposed by dividing the whole population into different groups. 40 Because the parameters of SSO play vital roles in determining the quality of solutions, 38 the self-adaptive parameter control (SPC) method integrated with PPX, feasible solution generator (FSG) and repetitive pairwise exchange method was developed to automatically tune the parameters of SSO.38,39
The ACO algorithm inspired by the foraging behaviour of ants has also been used to find the optimal disassembly sequence. According to the concentration of pheromone, the ants move to the next permitted destination. 101 When the solution space is large enough, it is easy for ACO to converge to local optimal solutions. The max–min ant system was proposed to avoid premature convergence by limiting the concentration of pheromone to a certain range. 121 Execution efficiency of ACO was also studied through a two-stage ACO method. 72 The first stage ACO was employed to convert complex graph-based method into a simple weighted graph, while the second stage ACO was used to find the optimal disassembly sequence. In addition, a self-guided ant algorithm (ASGA) was proposed to make tradeoff between efficiency and accuracy (Table 6). 139
Optimisation methods.
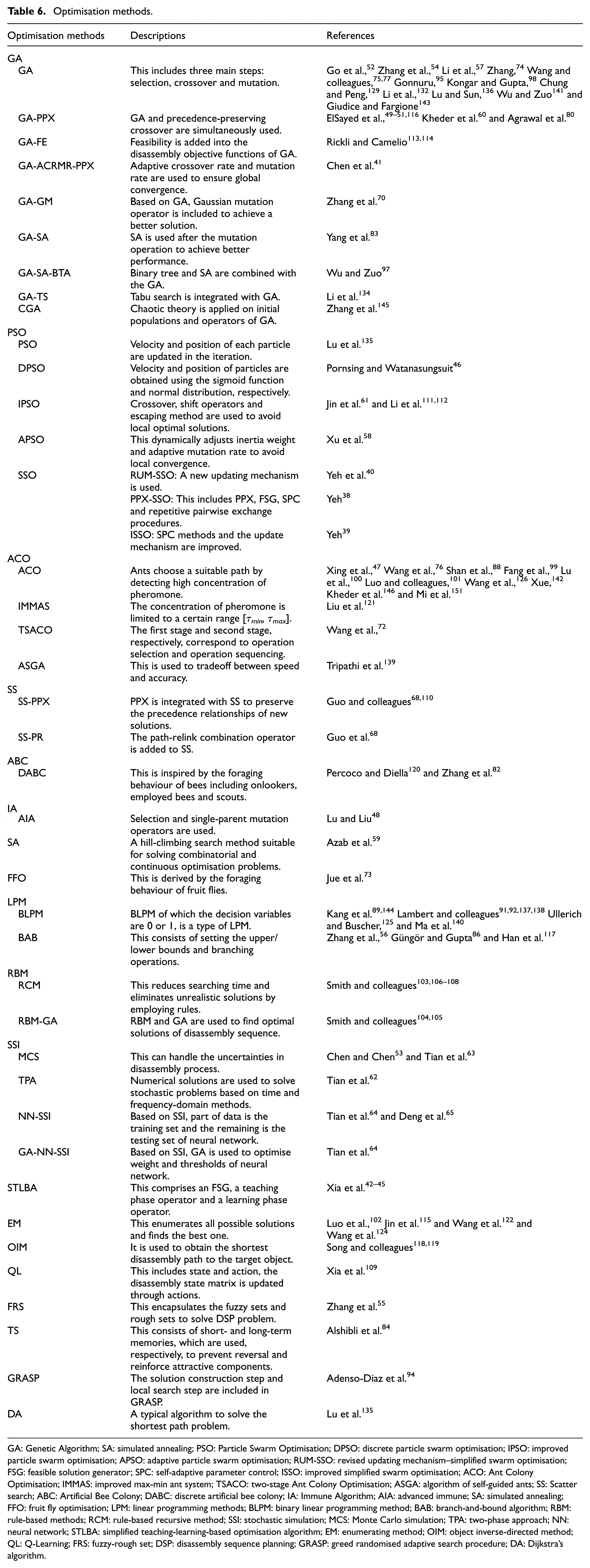
GA: Genetic Algorithm; SA: simulated annealing; PSO: Particle Swarm Optimisation; DPSO: discrete particle swarm optimisation; IPSO: improved particle swarm optimisation; APSO: adaptive particle swarm optimisation; RUM-SSO: revised updating mechanism–simplified swarm optimisation; FSG: feasible solution generator; SPC: self-adaptive parameter control; ISSO: improved simplified swarm optimisation; ACO: Ant Colony Optimisation; IMMAS: improved max-min ant system; TSACO: two-stage Ant Colony Optimisation; ASGA: algorithm of self-guided ants; SS: Scatter search; ABC: Artificial Bee Colony; DABC: discrete artificial bee colony; IA: Immune Algorithm; AIA: advanced immune; SA: simulated annealing; FFO: fruit fly optimisation; LPM: linear programming methods; BLPM: binary linear programming method; BAB: branch-and-bound algorithm; RBM: rule-based methods; RCM: rule-based recursive method; SSI: stochastic simulation; MCS: Monte Carlo simulation; TPA: two-phase approach; NN: neural network; STLBA: simplified teaching-learning-based optimisation algorithm; EM: enumerating method; OIM: object inverse-directed method; QL: Q-Learning; FRS: fuzzy-rough set; DSP: disassembly sequence planning; GRASP: greed randomised adaptive search procedure; DA: Dijkstra’s algorithm.
SS is a systematic integrated method which includes diversification generation, solution improvement, reference set updating, subset generation and solution combination. It can achieve a balance between quality and diversity of solutions by forming high-quality solution sets and diverse solution sets. Guo and Liu 110 used the PPX to preserve disassembly precedence relationships from one generation to the next based on SS. After that, Guo et al. 68 continued to use the path-relink combination operator to disassemble large and complex products.
The Immune Algorithm (IA) and ABC have also been used to solve DSP. The selection operator and the single-parent mutation operator were adopted to ensure the diversity and quality of the antibodies. 48 A transition rule was added in the discrete artificial bee colony (DABC) algorithm to generate new candidate solutions which helps to find the optimal disassembly solution more quickly. 120 Other methods such as SA 59 and fruit fly optimisation (FFO) 73 have also been used. They are not so commonly used, and thus will not be discussed in detail.
LPM
LPM is popular method for solving constrained extremum problems. The binary linear programming method (BLPM) is a type of LPM with decision variable that is either 1 or 0. 89 Compared with the integer LPM, BLPM helps to improve efficiency by using a simplified representation. 91 However, it is difficult to employ BLPM to solve complicated DSP problems. The branch-and-bound algorithm (BAB) was also used to solve linear programming problems. 117 BAB finds the optimal disassembly sequence by setting the upper/lower bounds and branching operations. To improve the efficiency of BAB, Güngör and Gupta 86 used two user-defined variables to reduce the search space and the number of nodes.
SSI
SSI is an efficient method of finding the optimal disassembly sequence of a stochastic disassembly process. Monte Carlo simulation (MCS) was used to obtain the optimal disassembly sequence with stochastic disassembly time.53,63 However, this method, which has the disadvantages of low accuracy and low efficiency, is easily influenced by the sample size. Tian et al. used a two-phase approach to address this problem. Disassembly probability density functions were generated by a time-domain or frequency-domain procedure. 62 Furthermore, neural network (NN) 64 and GA-NN-based SSI 64 were also proposed to find optimal disassembly sequences with stochastic disassembly costs.
RBM
Smith and colleagues103,106–108 used rules to eliminate unrealistic solutions and generate feasible disassembly sequences. With this method, five rules are iteratively checked until the target component is obtained to produce a feasible disassembly sequence under the partial disassembly mode. After that, Smith and colleagues104,105 continued to combine RBM with GA to solve the DSP. Based on the disassembly sequence structure method (five-matrix method), Smith used RBM and GA to reduce the search time by narrowing the search space to find the optimal disassembly sequence. Compared with other methods, this reduces the search time by adding a projection matrix of components. 103
Simplified teaching-learning-based optimisation
Although NIHA performs well in disassembly sequence optimisation problems, it is essential to use suitable parameters under specific cases, which makes it insufficiently robust for different situations. Under this condition, a simplified teaching-learning-based optimisation algorithm (STLBA) was applied in DSP.42–44 Its obvious advantage is that there is no need to tune the input parameters of STLBA to achieve the optimisation goal. Together with FSG, STLBA includes the teaching phase operator, which is used to improve the mean of learners’ results, and a learning phase operator, which is used to learn from each other. STLBA can solve complex combinatorial optimisation problems through fewer input parameters than NIHA.
Other methods
Apart from the optimisation methods mentioned before, a reinforcement value was added to the Q-learning method (QL) to achieve the optimisation goal with a smaller number of disassembly operations. 109 Enumerating methods (EM) were also used to solve small-to-medium-sized problems.102,115,124 When a complicated model is used, the processing time increases exponentially, which makes EM incapable of dealing with complex situations. In addition, the object inverse-directed method (OIM) is mainly used in the partial disassembly mode to generate the optimal disassembly solution. 118
Other methods such as fuzzy-rough set (FRS), 55 TS, 84 greed randomised adaptive search procedure (GRASP) 94 and Dijkstra’s algorithm (DA) 135 were also used in DSP. They are not so commonly used, thus will not be discussed in detail.
Regarding optimisation methods, there have been many publications on NIHA. GA (27 papers) is the most frequently used method in NIHA, followed by ACO (13 papers). Most NIHA research has focused on improving either solution quality or efficiency. Different from NIHA of which the performance relies on the input parameters, STLBA was proposed to solve DSP without parameter adjustment. 42 This makes STLBA easier to apply and it is expected to gain popularity in the future. However, most planning methods are static methods and the obtained results may not be usable in practice due to uncertainties in the disassembly process. To make optimisation results more suitable for practical applications, it is important to develop disassembly sequence re-planning methods to update the optimal disassembly sequence in response to the actual state of the disassembly. However, there is no research in this regard. In recent years, deep reinforcement learning, as a promising artificial intelligence method, has been paid increasing attention.153,154 However, so far, there is no research using deep reinforcement learning to solve DSP problems involving uncertainties. This is an opportunity for researches in the area of disassembly planning.
Finally, as it is likely that, in the short to medium term, disassembly cannot economically be carried out entirely by robots. Humans are still required to perform difficult disassembly tasks involving high degrees of uncertainty. In addition, to finish complicated tasks flexibly, human–robot collaboration155,156 combines robot efficiency and human adaptability. 157 Human–robot collaborative systems have successfully been applied in the field of cellular manufacturing.158,159 More work would need to be done on how to find optimal disassembly sequences for situations when humans and robots work together.
Conclusion and future trends
This article has reviewed the state-of-the-art of DSP research from perspectives that encompass the process of disassembly for remanufacturing: disassembly mode, disassembly modelling and planning methods. This section summarises the results of the review and suggests areas for further study in this field.
The main conclusions are that (1) most researchers have focused on complete and sequential disassembly; (2) most pre-processing methods are manually finished only if CAD models of EoL products are provided; (3) most disassembly model building methods are static methods and cannot dynamically adapt to uncertainties in the disassembly process; (4) most researchers have considered economic factors and only a few have investigated environmental factors; (5) deterministic objectives are more frequently studied compared with stochastic and fuzzy objectives; (6) most optimisation methods have focused on NIHA; and (7) much attention has been paid to off-line optimisation methods.
Future work in this field could include the following: (1) further research on parallel and partial/parallel disassembly; (2) development of completely automatic modelling methods to finish pre-processing without CAD models; (3) development of dynamic disassembly modes to handle uncertainties caused by unplanned problems; (4) research into dynamic economic and environmental factors; (5) energy consumption of robots over the whole disassembly process; (6) research that combines DSP with obstacle-avoiding path planning for robots; (7) disassembly sequence re-planning for real disassembly processes; (8) application of deep reinforcement learning to DSP; and (9) DSP for human–robot collaborative disassembly which takes both human adaptability and robot efficiency into consideration.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant Nos. 51775399 and 51475343); Engineering and Physical Sciences Research Council (EPSRC), UK (Grant No. EP/N018524/1); and the China Scholarship Council (Grant No. 201606950054).