
Abstract
Unstable crude oil derivatives are among the main substances added to the mineral-based lubricants (MBL). However, the high purification and disposal costs of such lubricants and consequent environmental difficulties are the major drawbacks of cutting fluid consumption. The lower use of MBL or replacing them with less harmful ones, in principle, vegetable-based lubricants (VBL) are the prime importance of achieving less operating costs and pollution. Furthermore, the use of VBLs is much more recommended if machinability aspects, including tool life, surface, and edge quality, would also be improved. Therefore, in the present study, cutting parameters and lubricant types were used as the experimental variables in the MQL-turning of A286 superalloy. A286 is classified as a difficult-to-cut material with a wide range of applications in the energy and turbine industries. No experimental study was found on the machining of A286 under separate cooling and lubrication with two MQL systems simultaneously. The effects of cutting parameters on both average surface roughness Ra and tool wear morphology were evaluated. Experimental results denoted that the use of VBLs led to better surface topology. On the other hand, the tendency of the built-up layer (BUL) and built-up edge (BUE) phenomenon were intensified when MBL was used. On the word, better tool life is also expected when using VBL. This observation revealed that the use of VBL not only tends to improve productivity and environmental safety aspects but also machinability aspects; in principle, better surface topology and longer tool life are also expected.
Keywords
Introduction
A production process’s performance can be evaluated not only from the economic aspects but also from the environmental and energy-related standpoints. 1 Increasing demands of healthy and safe working environments in machining industries have encouraged manufacturers to change the machining strategy and apply green manufacturing as the best strategy to solve this problem. 2 Environmental-friendly machining, denoted as green machining, encompasses various aspects such as energy save, product quality improvement, the biocompatibility of production methods, and the reduction of production time and costs. 3 The first step to implement green manufacturing is the omission of mineral-based lubricants or minimizing their consumption under controlled conditions. 4
The surface quality of machined parts and cutting tool wear are two critical machinability factors, 5 which are widely affected by various cutting parameters. Surface roughness is the main characteristic of the surface quality, 6 which plays an important role in tool performance. 7 Using appropriate cutting fluids, proper strategies for cooling the tool-chip surface, and rapid and efficient evacuation of the generated chips are the most critical solutions to reduce surface roughness and tool wear. 8 This becomes even more critical when dealing with difficult-to-cut materials such as A286 superalloy. 9 In general, cutting fluids are used to enhance such processes’ efficiency and performance.10,11 The use of adequate cutting fluids decreases the heat generation, increases tool life, improves surface finish, prevents built-up edge (BUE) and built-up layer (BUL) formation, and facilitates the chip evacuation from the cutting zone. 12 Although various cutting fluids are used in the machining industries, pure oils and water-soluble oils are the two most widely used ones.13,14 The use of cutting fluids is associated with several limitations and difficulties, including environmental problems, operators’ safety, and high costs due to unstable crude oil derivatives. 15 However, the complete omission of the fluids has not been possible in many cases.
The rapid growth of fungi and bacteria is another problem in mineral-based lubricants. 16 By changing the PH of such cutting fluids, these bacteria disrupt the cooling properties of the fluid and affect the lubrication performance. Pseudomonadaceae, a bacterium, may cause corrosion in the machine tools and machined parts with high rapid growth in mineral-based lubricants. 17 In addition to bacterial growth, microbial biomass can be created in workshop space, especially Endotoxin. These microbial mass in the workshop environment have destructive effects on the respiratory system. 3 Antibacterial agents are added to cutting fluids to prevent the growth of bacteria. 18 However, this material contains formaldehyde; its direct contact with the skin causes skin cancer, and inhales its vapors during machining can have various respiratory diseases, including lung cancer. 19 Recently, different studies were conducted on the omission methods of mineral-based cutting fluids and biological cutting fluid development through different vegetable-based lubricants. 20
Sharma and Sidhu investigated the effects of cutting parameters in machining steel AISI D2 under dry and MQL based vegetable lubricants. It was observed that VBLs have environmental compatibility, and the recorded values of cutting temperature in MQL operations were reduced around 50% as compared to measurements made under dry mode. 21 Ozcelik et al. 22 examined the effects of VBLs on surface roughness, tool life, and specific cutting energy in the milling process. It was concluded that VBLs had high potentials to replace mineral-based cutting fluids. Julie et al. 23 conducted an experimental study based on the L9-Taguchi design method to investigate the effects of cutting parameters on the surface roughness and tool wear when using vegetable (soy) and mineral-based cutting fluids. It was found that lower tool wear resulted in machining with VBLs. However, despite the type of lubricant used, almost similar surface roughness results were observed when using both cutting fluids. Alves et al. 24 examined the tribological behavior of nano-based vegetable oil in boundary lubrication conditions by focusing on nano-based vegetable oils’ effects on machining performance. It was found that adding nanoparticles to vegetable-based oil led to significant improvement of tribological properties. A smoother and more compact film was formed on the worn surface, which reduces friction and wear. Also, nano-based VBL can be replaced with MBL to improve the tribological and environmental characteristics.
The MQL, also known as the micro-lubrication technique, refers to cutting fluid consumption in 10,000ths of the amount of cutting fluid utilized in flood machining. 25 The use of this technique decreases the dangerous vapors while it improves the controllability of generated spray. A precise tolerance has been attributed to aerosol particles’ diameter to maintain optimum wetting and lubrication properties. 26
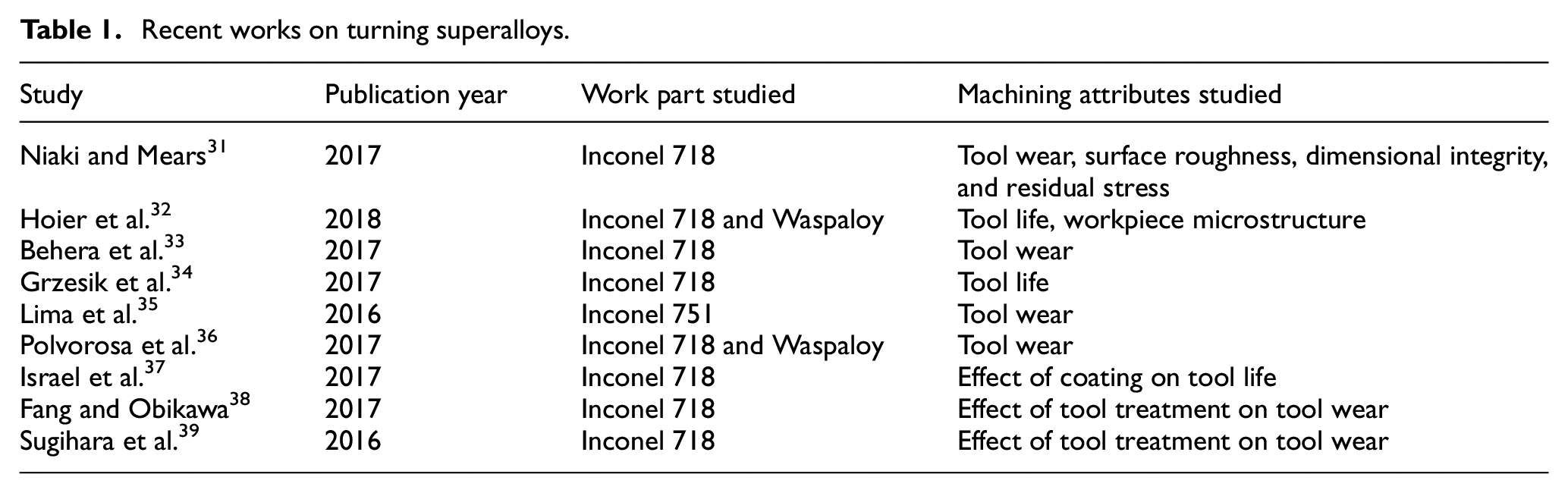
Superalloys, including A286, are, in general, classified as difficult-to-cut materials. 27 High toughness, corrosion resistance, wear resistance, and excellent creep-rupture strength at high temperatures are the main features of these materials that increase their significant applications in various industrial sectors and products. 28 Despite strategic applications, however, superalloys exhibit low machinability. 29 Several machinability attributes are affected under various lubrication conditions. For instance, many aspects of tool wear may occur on the cutting tools used in machining superalloys, and consequently, a short tool life is expected. Therefore, it is beneficial to undertake comprehensive studies to improve tool life in machining superalloys. 30 Table 1 represents several research studies on superalloys that environmental and human concerns were not the main goals of the study.
Recent works on turning superalloys.
According to the literature, limited studies were found about green machining of iron-nickel-based superalloys. Owing to their significant role in industrial applications, it is important to investigate the machining of this group of superalloys from different aspects. In the present study, the MQL turning of A286 superalloy was conducted with mineral and vegetable-based lubricants. The effect of cutting parameters on Ra, cutting tool wear mechanisms, and workpiece surface topology were investigated.
Experimental study
Experimental tools
Orthogonal turning tests were conducted on a three-axis CNC machine (TAKAND TNC-20N) with a maximum rotational speed of 5000 rpm. The material used was A286 iron-nickel-based superalloy. The chemical composition, mechanical properties as well as geometry of the A286 work parts are shown in Table 2. The cemented uncoated carbide inserts (SNMG 120404-grade GC110) manufactured by Sandvik company and the tool holder PCNL 2525M12 were used in this work.
The specifications of the A286 workpiece.

Surface roughness can be defined as the irregular deviation on a scale smaller than the scale of waviness. There are several solutions to describe surface roughness. As noted earlier in ISO468: 1982, the average value of surface roughness, often denoted as Ra, is the most widely used surface roughness parameter (equations (1) and (2)).

or

where l is the sampling length, y is the ordinate of the profile curve, and n is the peak in the surface profile. 6 The average surface roughness Ra was measured by a TR200 portable profilometer, which was calibrated within the measurement range of 0.025–12.5 µm. In each test, three different points were measured, and the average values were determined. Also, the SEM Hitachi S530 was used to characterize the tool wear morphology.
MQL system and lubricant
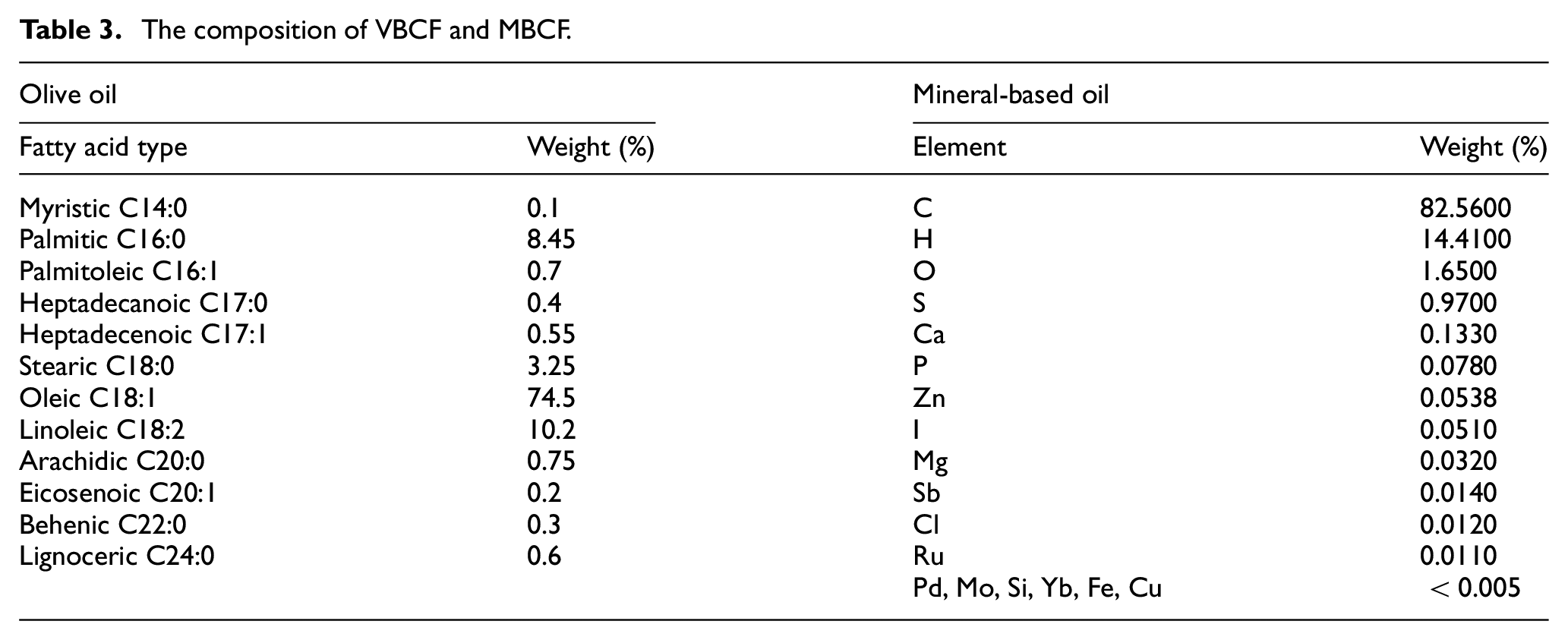
Figure 1 shows the schematic of the MQL system and the experimental setup used in this work. The MQL machine was designed and fabricated by the authors. In the MQL system, the cutting fluid particles are injected at high speed and pressure through a special nozzle. The compositions of fatty acids in VBL and compositions of MBL (characterized by x-ray fluorescence elemental analysis (XRF)) are shown in Table 3. The MBL used is categorized in the paraffinic oil group. Sulfur (S), phosphorus (P), and chlorine (Cl) are the extra pressure (EP) agents, and zinc dialkyl dithiophosphate is the anti-wear agent (AW) present in the MBL, as shown in Table 3. The physical properties of both lubricants and the applied MQL system specifications are shown in Table 4.
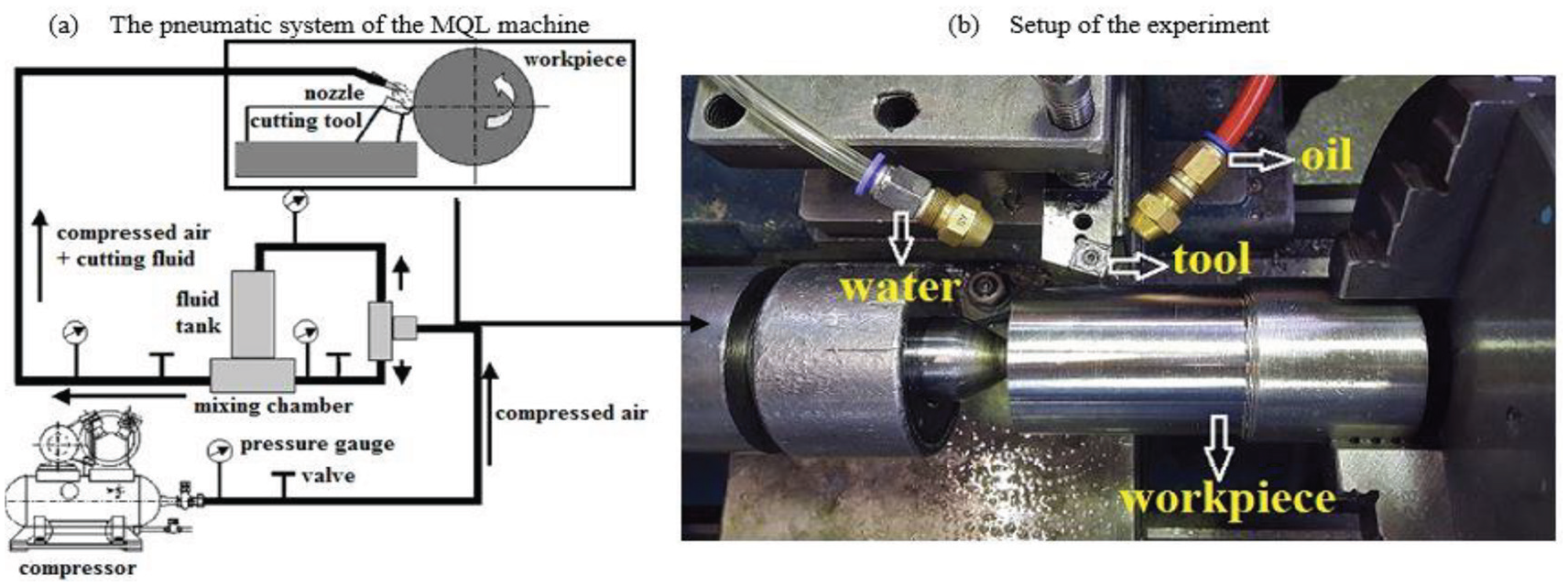
(a) MQL machine and (b) experimental setup.
The composition of VBCF and MBCF.
Details of the generated MQL system and physical properties of lubricants.
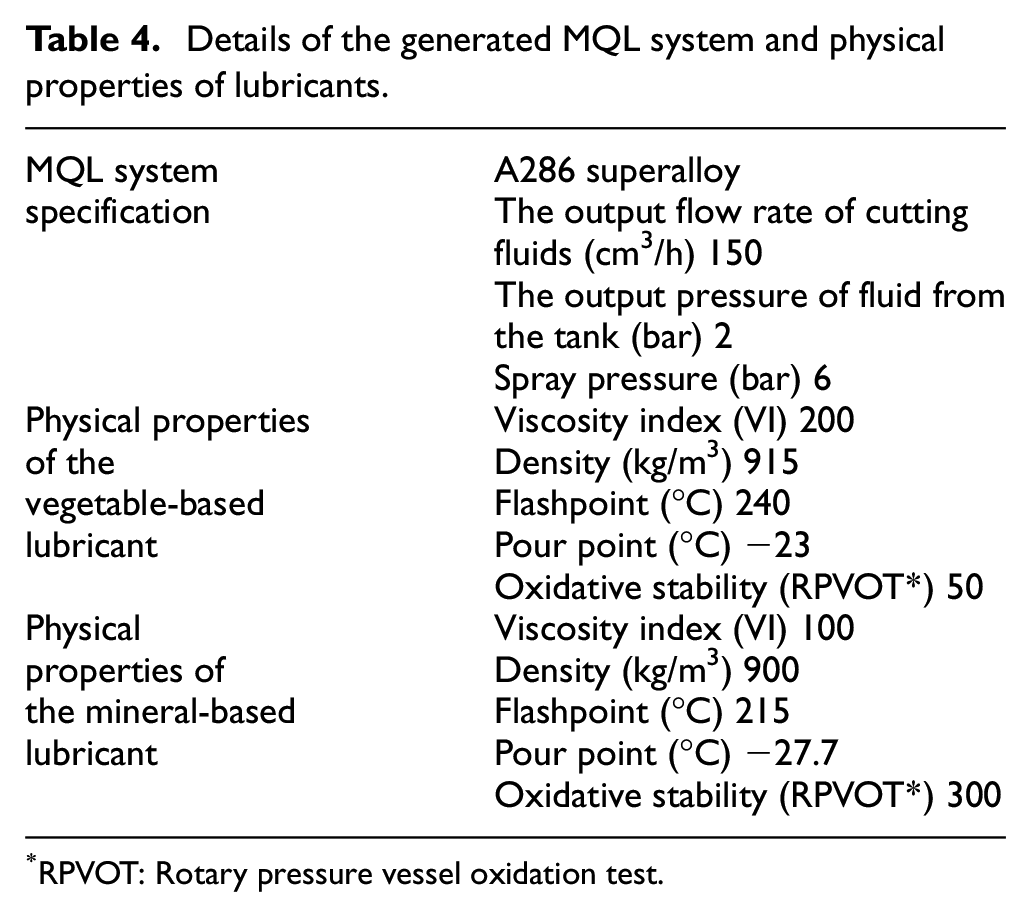
RPVOT: Rotary pressure vessel oxidation test.
Experimental plan
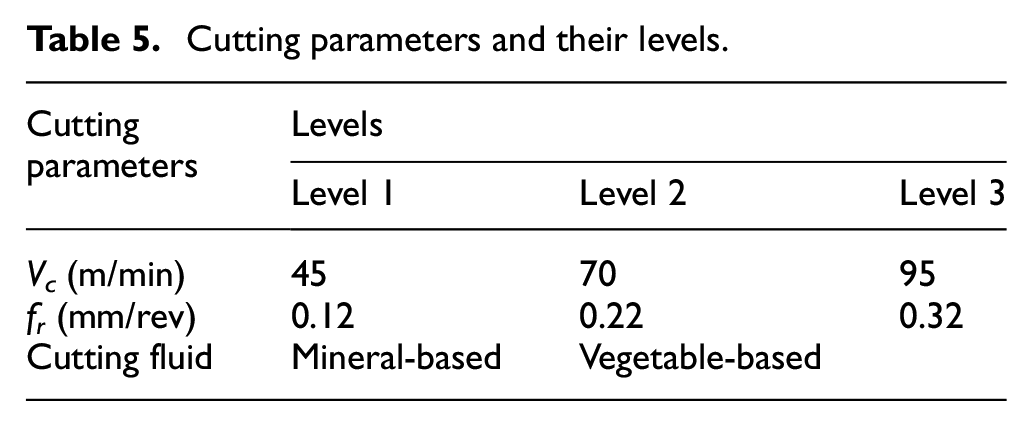
Response surface methodology (RSM) was used as the design of the experiment method. RSM is a statistical technique that establishes a mathematical relationship between input factors and output response parameters. 5 Cutting speed and feed rate were selected in three levels as the main variables to evaluate the effect of cutting parameters and cutting fluid types on the cutting conditions (Table 5). The experimental works were repeated twice, and the average values of readings were recorded.
Cutting parameters and their levels.
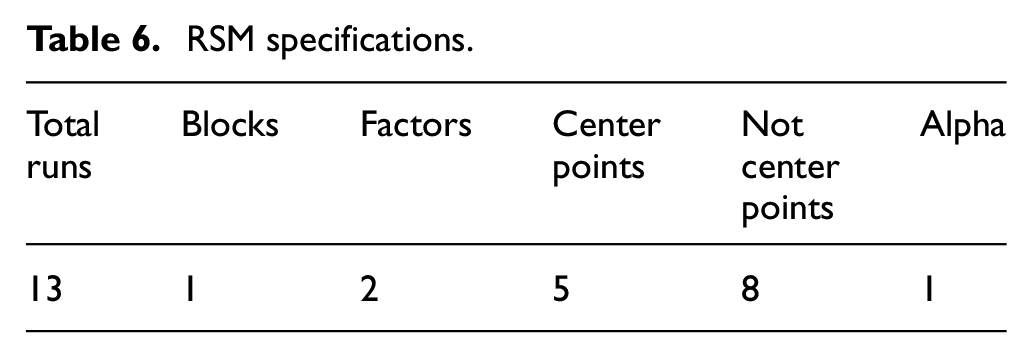
In this study, a standard response surface methodology called Central Composite Design was used for investigating the machining process. The specifications of the designed RSM is presented in Table 6.
RSM specifications.
Results and discussion
Effect of feed rate on surface roughness
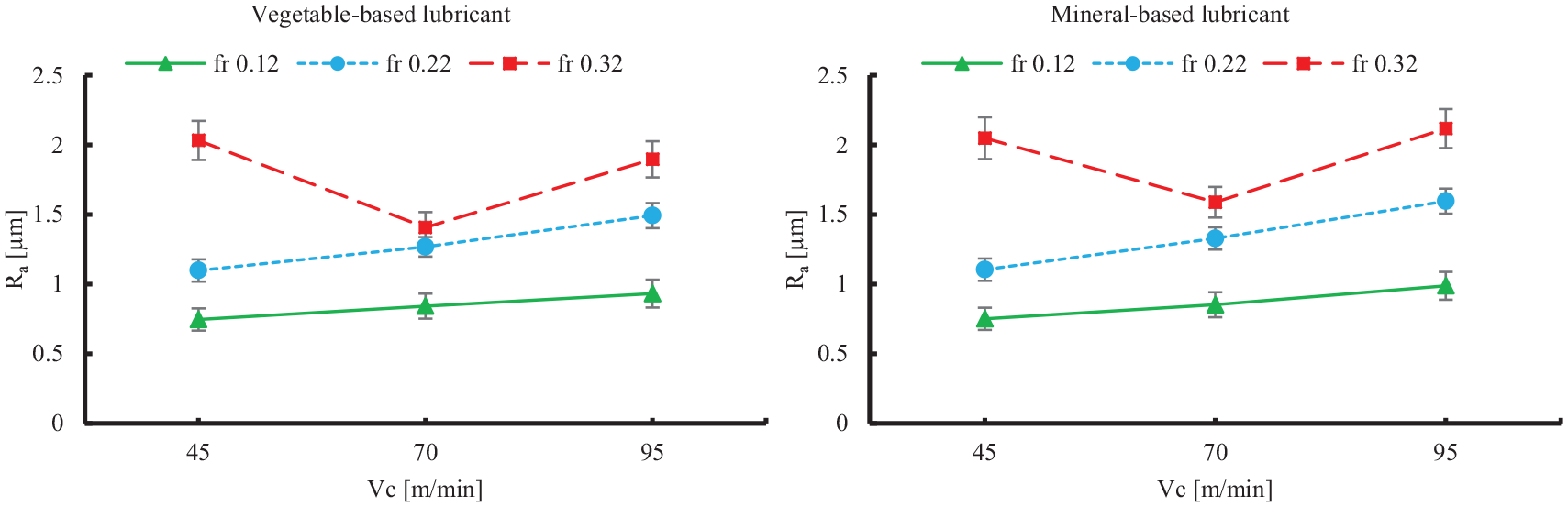
The relationship between the feed rate and Ra at various cutting speeds under both types of lubricants is presented in Figure 2. Based on Figure 2, it can be exhibited that VBL can be used as an alternative to the mineral-based lubricant. Besides, in most cases, the recorded values of Ra when using vegetable-based lubricants were lower than those recorded when using the mineral-based lubricants. Due to the presence of BUE in cutting speed 45 m/min and feed rate 0.32 mm/rev, the adhered particles on the machined surface are significantly increased, which results in poor surface quality at this condition (Figure 2). Based on Figure 3, the adhered materials on the workpiece surface are clear. Also, Figure 3 reveals that the adhered material is iron-based, and Nickel and Chrome have a larger presence than other elements. Therefore, it can be stated that the adhered materials are iron-nickel based superalloy.
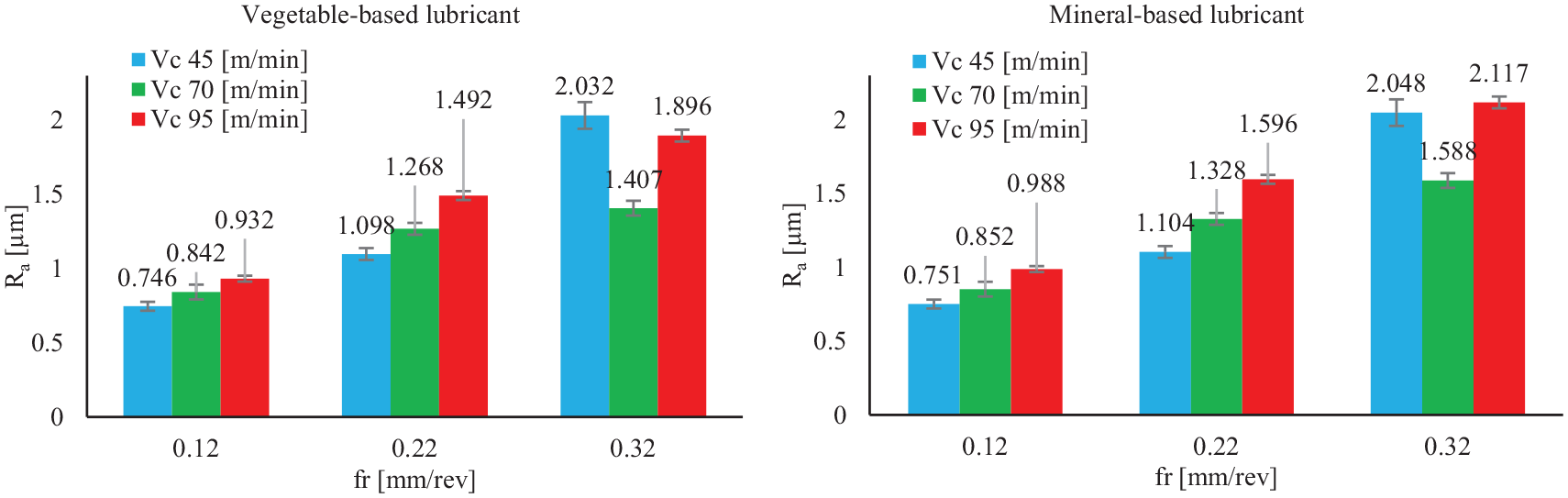
Variation of Ra under different cutting conditions.
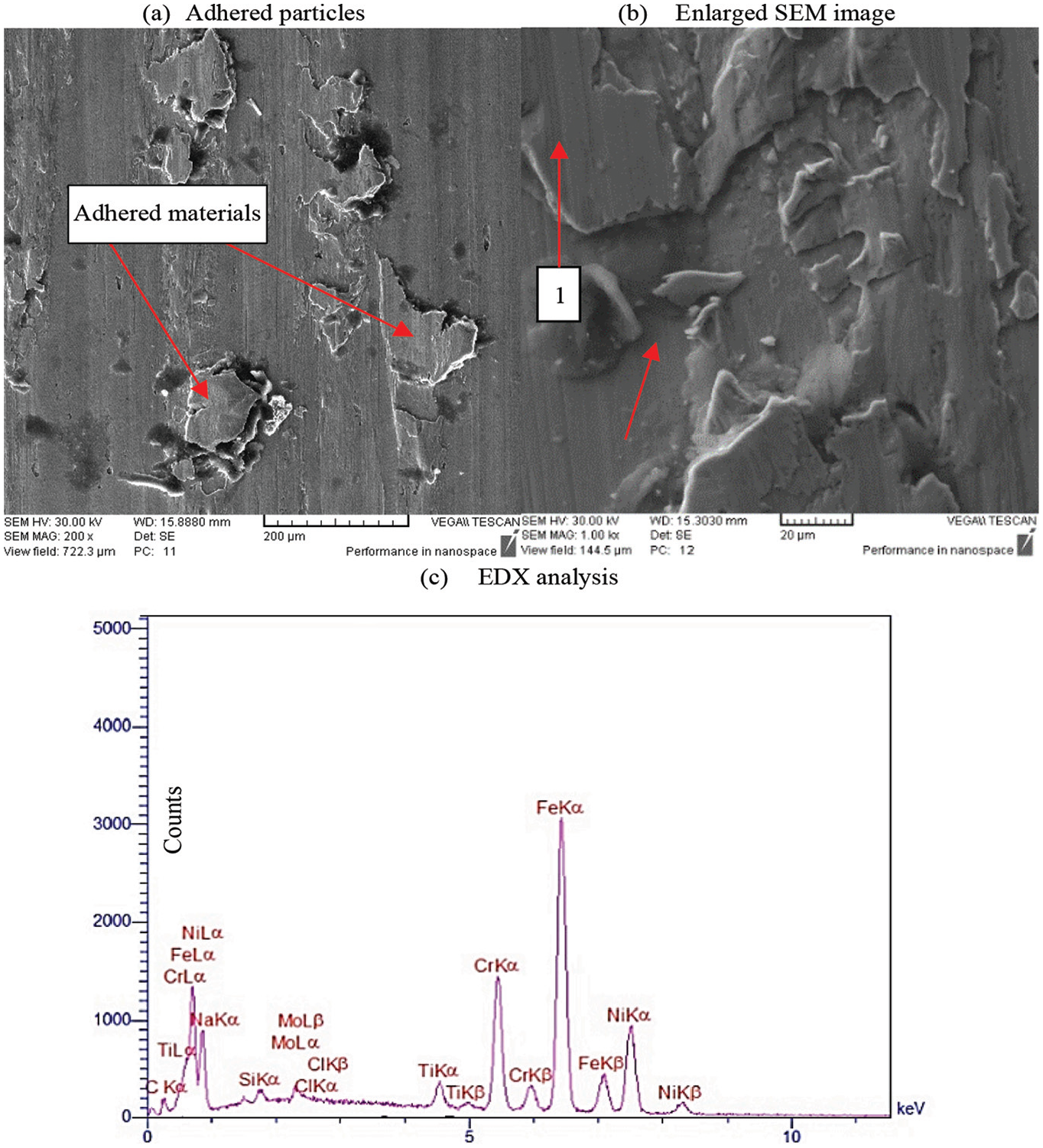
The SEM images of (a) adhered particles, (b) enlarged projection, and (c) EDX of point 1.
Figure 4 represents the schematic overview of adhered materials on the workpiece surface as well as the progress overview of BUE, starting from micro-scale up to a full overview of BUE. At the first step, due to the unique properties of superalloy (high toughness and low thermal coefficient), the temperature condition of atom diffusion from chip to cutting tool is provided. By increasing atom diffusion, the attachment of chip particles on the tool face becomes stronger. Under such circumstances, a micron size of BUE is formed on the tool rake face called micro-BUE. After a short period of time, the size of BUE increases, and the cutting process changes slightly. Since the cutting angles change, the mechanism of chip removal changes from cutting to squeezing. The squeezing mechanism is approximately similar to plowing. Therefore, the presence of rough surface quality is expected. Figure 4(b) shows the deteriorated surface quality, with high Ra values, whereas smooth surface quality can be observed in Figure 4(a). As shown in Figure 4(c), a portion of BUE may attach to the evacuated chip from the cutting zone; nevertheless, the BUE is extended. This phenomenon may increase the chip thickness and cutting force, while deteriorated surface quality is also expected.
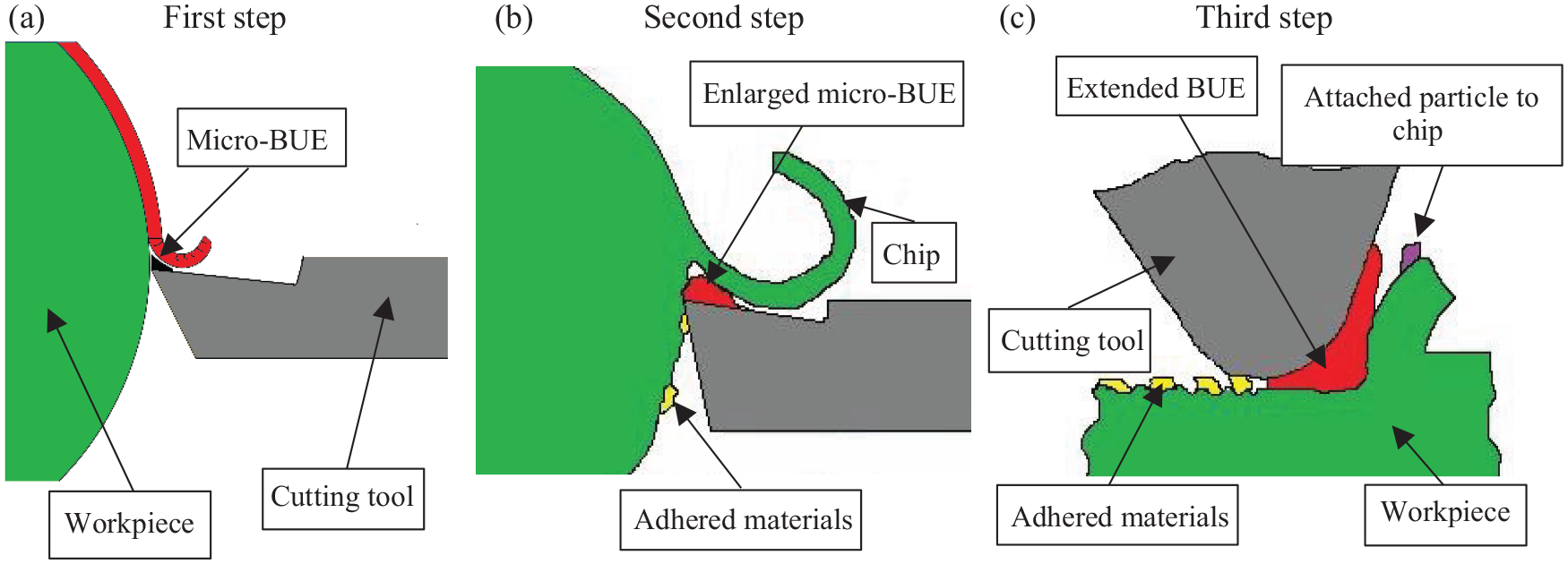
The schematic images of the cutting process when BUE formed: (a) first step, (b) second step, and (c) third step (cutting direction: a and b clockwise for workpiece and c counter-clockwise for workpiece).
According to roughness values, despite the level of feed rate used, a negligible difference was observed between the resulting values of Ra at cutting speed 45 m/min. Thus, the replacement of vegetable-based lubricant with mineral-based one when cutting speed was 45 m/min has no significant effects on the surface roughness Ra. Based on the result and despite the cutting speed used, the relatively similar surface roughness Ra could be observed when the feed rate was 0.12 mm/rev. Surprisingly, at higher levels of cutting speeds (70 and 95 m/min), lower resulting values of Ra were obtained. This phenomenon demonstrates the superiority of vegetable-based lubricants at higher cutting speeds. It is observable that the difference between surface roughness values under two lubrication conditions increases at higher levels of cutting speed. Despite the severe cutting conditions related to the use of high feed rates and cutting speeds, vegetable-lubricant firmly controls the intensity of tool wear by creating a thin and high strength layer, 3 leading to the sharpness of the cutting tool edge that consecutively better the surface quality is expected. 40 It can be stated that vegetable-based lubricants provide high strength lubrication film that interacts strongly with the tool surface and may tend to decrease the friction coefficient and tool wear. This phenomenon can be related to fatty acid polarities that generate oriented molecular films and thus impart anti-wear properties. The strong intermolecular interactions provide a relatively high or stable viscosity coefficient while also resilient to temperature variation. Generally, the presence of fatty acids with long chains in vegetable-based lubricants is the leading cause of improved lubrication. Besides, vegetable oils have a higher flash point than mineral-based cutting fluids that increase lubrication stability and cycle life. In other words, vegetable-based lubricants exhibit better performance than mineral-based ones. Consequently, the lower surface roughness Ra and better surface topology are expected. 3
Effect of cutting speed on surface roughness
Cutting speed is another useful and adjustable machining parameter that plays an essential role in superalloys’ machinability. In general, when no wear is observed, the surface quality is improved at higher cutting speed and uniform feed rate. 41 Figure 5 shows the variation of Ra at different cutting conditions under MQL condition. Despite the lubricant and cutting parameters used, poor surface quality with increased Ra resulted in higher feed rate levels. Referring to Figure 5, it can be stated that the only disruption in the ascending trend is observed when cutting speed and feed rate are 45 m/min and 0.32 mm/rev, respectively. This incident could be related to the adhered chip to the workpiece surface, which appears when using both lubricants (Figure 3). According to Figure 5, although a general trend for variation of surface roughness under both lubricants can be formulated, however, surface roughness improved by 12.5% when VBL was consumed in the feed rate of 0.32 mm/rev and cutting speed of 70 m/min. Also, surface roughness for VBL improved by 11.65% compared with MBL in the feed rate of 0.32 mm/rev and cutting speed of 95 m/min.
The variation of Ra at different cutting conditions.
Development and analysis of empirical models
In RSM, the relationship between input parameters (Vc, fr) and output response (Y) can be expressed with equation (3) in which for predicting approximate response values, a second-order polynomial regression model was used (equation (4)):

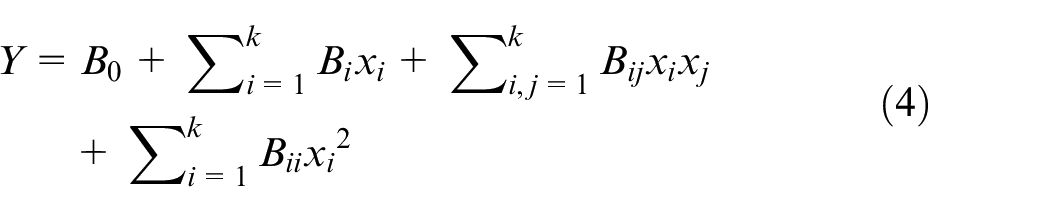
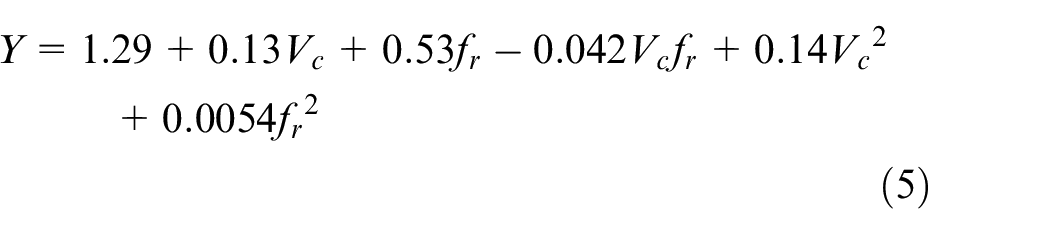
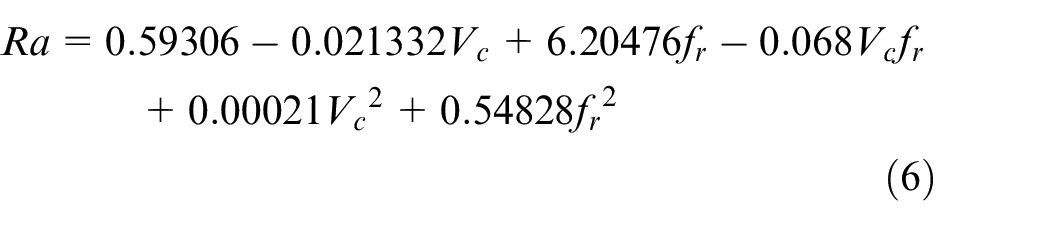
Where B0 is the free term, Bi is a linear coefficient, Bii is a quadratic term, Bij is the interaction factor, and xi indicates input parameters. 5 The regression method’s values of nonlinear coefficients were calculated according to the experimental data, using statistical software package Design-Expert. By replacing the values in equation (4), the final surface roughness models for mineral-based lubricant in coded and actual parameters are presented as equations (5) and (6), respectively.
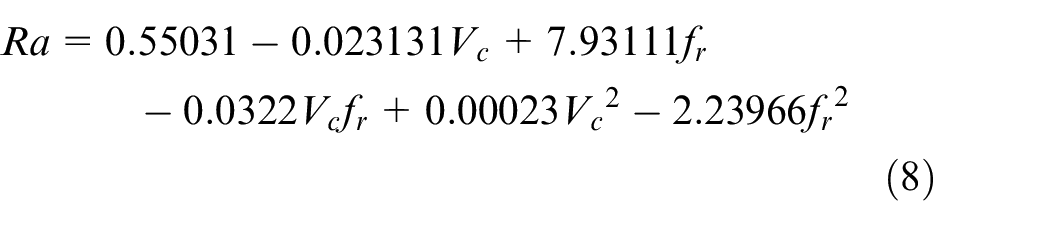
Likewise, the final surface roughness model for vegetable-based lubricant in coded and actual parameters are written as equations (7) and (8), respectively.

The analysis of variance (ANOVA) for surface roughness for mineral and vegetable-based lubricants is presented in Tables 7 and 8, respectively.
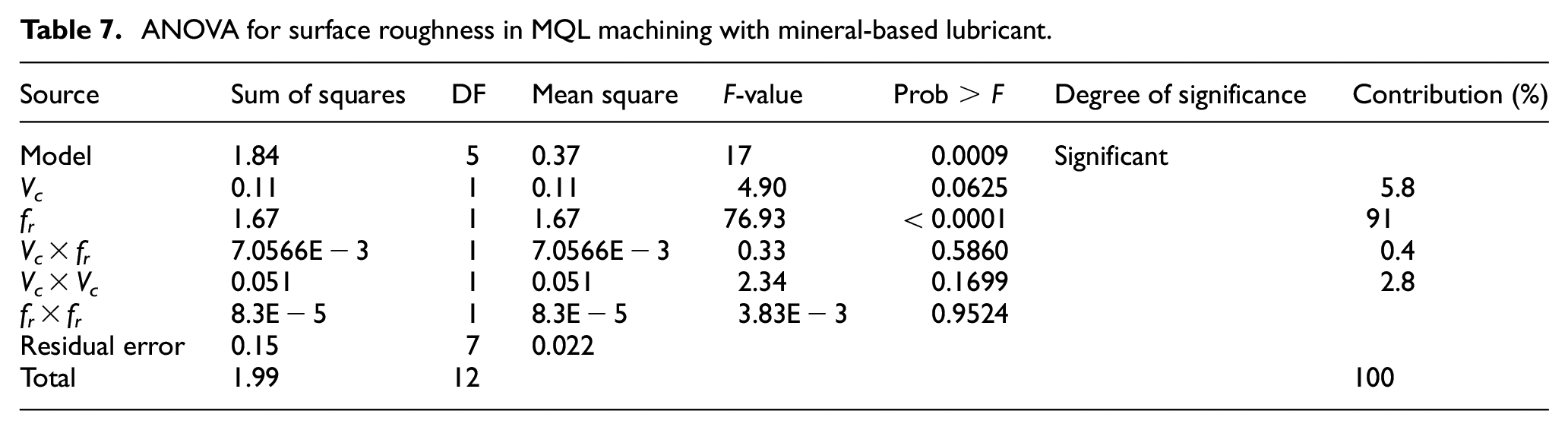
ANOVA for surface roughness in MQL machining with mineral-based lubricant.
ANOVA for surface roughness in MQL machining with vegetable-based lubricant.
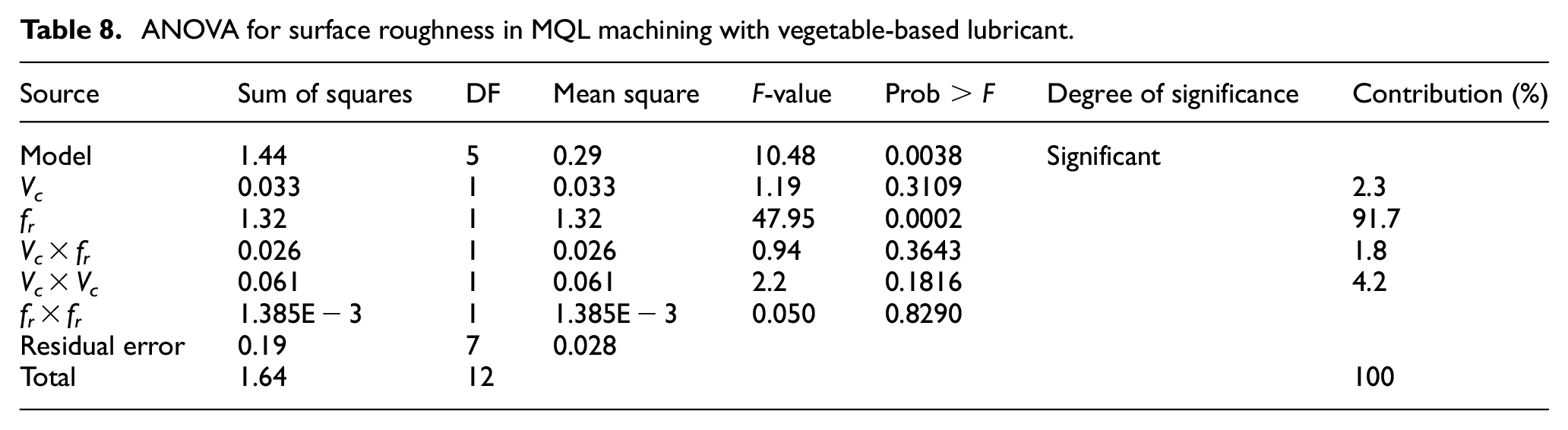
Prob > F (Probability > F) and F-values in Tables 7 and 8 were evaluated to investigate the suitability of the models and their quality. F-values of the model was used in this analysis for mineral, and vegetable-based lubricants are 17 and 10.48, respectively. Given the critical F-value for the data, the calculated F-values indicate that the quadratic regression models are suitable for predicting surface roughness for each method. Also, Prob > F values for the models were less than 0.05, proving that the fitted models are significant. Percentage contribution values were also presented in the ANOVA tables. It can be exhibited that the feed rate is the most influential factor in surface roughness for both lubricants.
Figure 6 presents three-dimensional surface graphs for interaction effects of cutting speed and feed rate on surface roughness for both lubricants. All of the graphs in Figure 6 indicate that the smallest surface roughness is achieved at the lowest cutting speeds and the lowest feed rates, that is, at feed rate, 0.12 mm/rev, and cutting speed 45 m/min. By increasing feed rate, surface roughness values increase more compared to increasing cutting speed. This confirms the analysis of variance in which feed rate is the most influential parameter. Although the graph pattern is slightly the same for both lubricants, the output level of the results in the VBL is lower than in the MBL. This phenomenon indicates better performance of VBL compared to MBL.
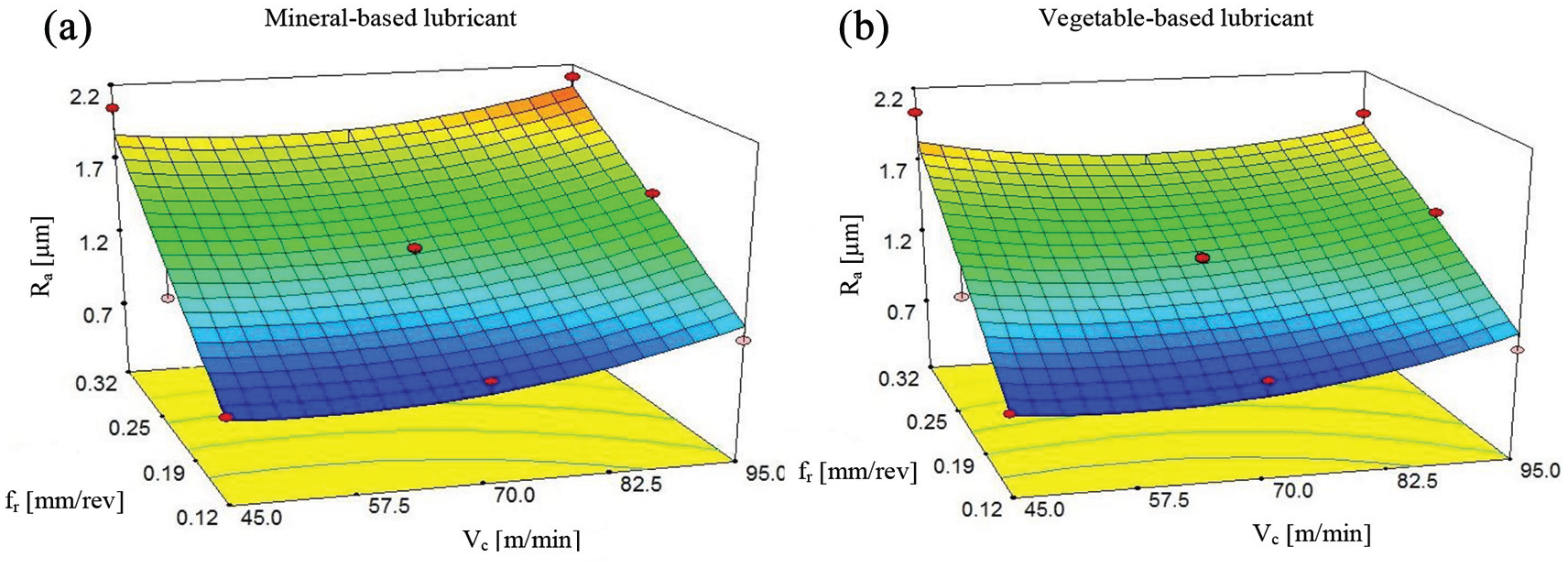
3D graphs of interaction effects of cutting speed and feed rate on surface roughness when using (a) MBL and (b) VBL.
Tool wear
Adhered chip particles on the tool rake face alter the cutting angles. Consequently, increased cutting force and decreased surface quality are expected. 42 Moreover, when the cutting tool starts to progress in the work part, the particles attached to the tool rake face remove its surface due to increased cutting temperature and heat softening. Also, in some cases, the second adhesion wear mechanism tends to remove a portion of the tool material from the tool face. Tool wear patterns and the amount of wear on the tool rake face were characterized through SEM images. Figure 7 shows the wear mechanisms on the cutting tool used with mineral-based lubricants. BUE and BUL cover a wide surface of the tool. Excessive generated heat under the abovementioned cutting parameters, along with the high toughness of alloy and less lubrication capability of mineral-based lubricant, leads to severe adhesion wear compared to the case of vegetable-based lubricant usage. The most severe wear mechanism was breakage, which causes premature tool failure. This type of wear can be seen on the right side of the tool used with mineral-based lubricants.
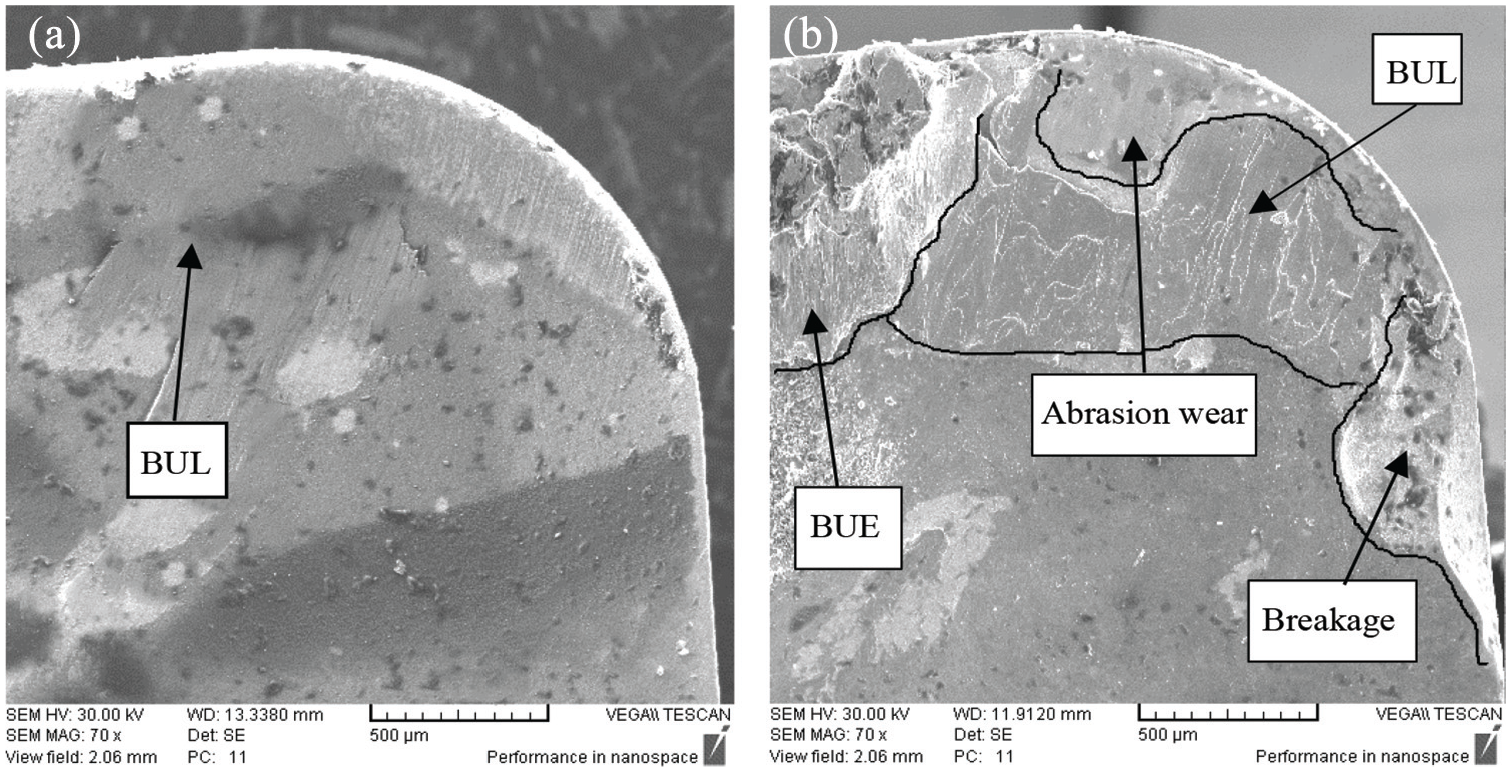
The SEM images of tool rake in MQL turning for Vc = 95 m/min and fr = 0.22 mm/rev: (a) vegetable-based lubricant and (b) mineral-based lubricant.
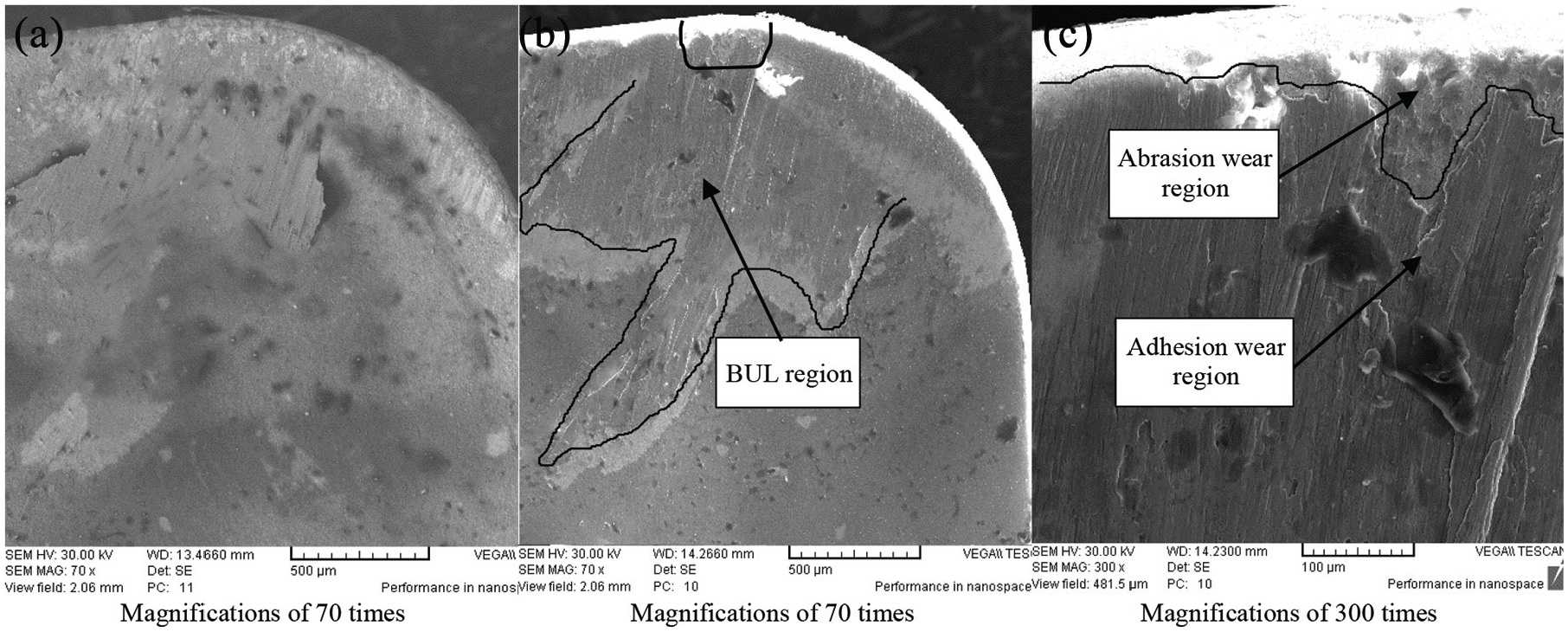
As shown in Figure 8(a), two distinct parts are evident on the cutting edge. Due to exposed pressures on attached materials, an adhered layer, known as BUE, was generated and spread along the leading cutting edge. The magnified part of Figure 8(b) (magnifications of 300 times-length scale of 100 µm) shows the formation of a BUE structure of this region with higher precision. Within the magnified image and underneath the BUE area, the abrasion region can be observed.
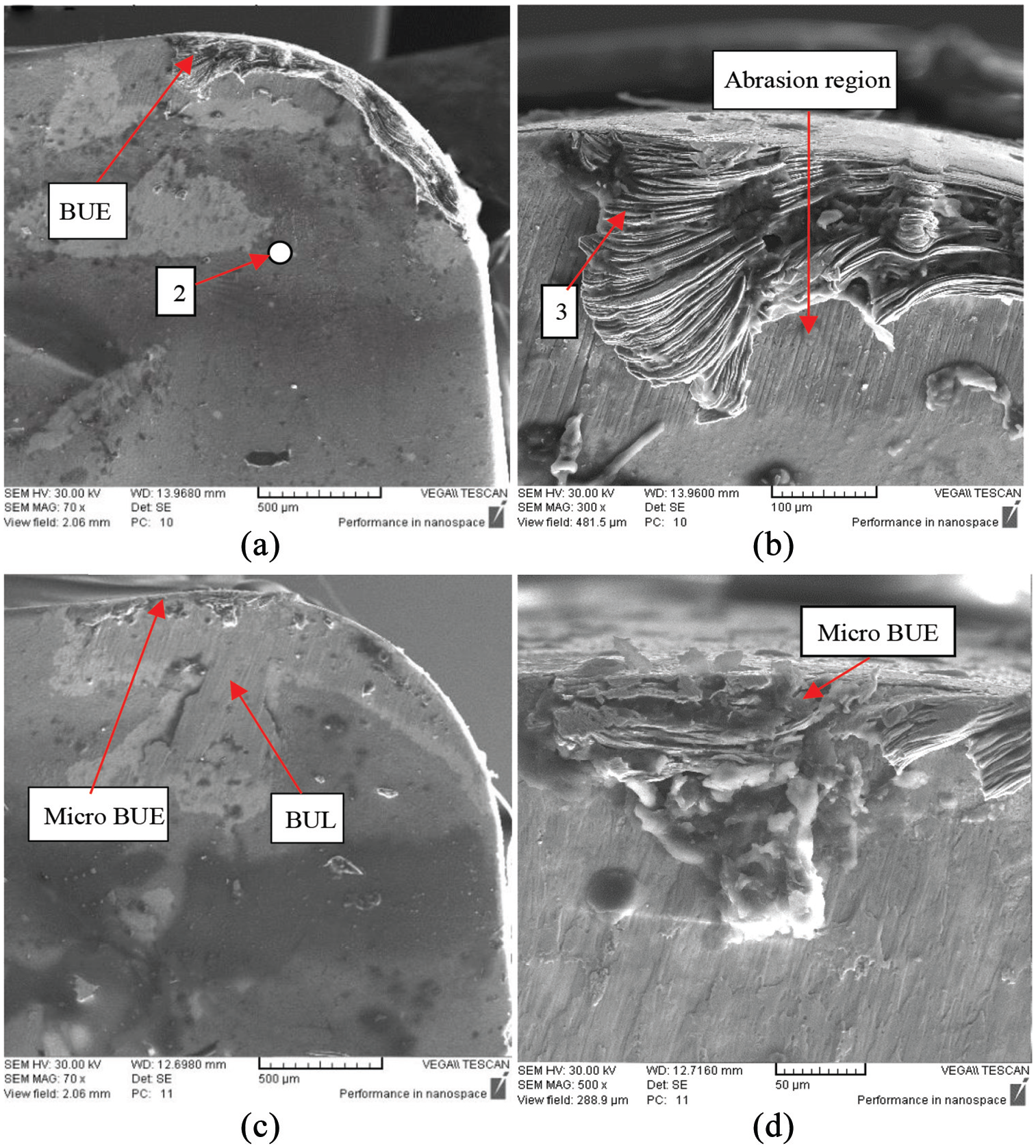
The SEM images of tool rake face under MQL technique for Vc = 70 m/min and fr = 0.12 mm/rev: (a) mineral-based lubricant, (b) magnified image for mineral-based lubricant, (c) vegetable-based lubricant, and (d) magnified image for vegetable-based lubricant.
The comparison between Figure 8(a) and (c) reveals that less BUE is formulated under the same cutting parameters when using a vegetable-based lubricant. The magnified overview of the BUE on the cutting tool used with vegetable-based lubricant shows that the adhered chips are spherical and less layered. Accordingly, it can be mentioned that these two chips are not integrated (not spread) on the tool face. The presence of fatty acids along with the long chains in the vegetable-based lubricant may cause the increased adhesion of the lubricant to the tool face and the reduced chip contact surface with the tool rake face (metal-metal contact). A negligible volume of the adhered chip to the vegetable-based lubricant shows that the vegetable-based lubricant has better capability in lower BUE formation that can be initiated from the adhesion wear mechanism.
Figure 9 represents the EDX analysis of the defined points of the tool rake face in Figure 8, which aims to realize the chemical compositions of BUE. The analysis of points 2 and 3 shows that the presented materials are Tungsten and Iron, respectively. The presence of Iron elements along with a larger volume of Nickel and Chrome elements than other elements is evidence of adhered materials under BUE. Also, the chemical compositions of point 2 is similar to the chemical compositions of the tool materials. According to Figure 10, turning with a mineral-based lubricant led to the generation of a large area surrounded by the BUL. The BUL area was intensified at a higher feed rate and lower cutting speed. Due to a resistive and stable lubricant layer, the tool sensitivity to form and increase the tendency of BUL under the use of vegetable-based lubricant is weak. In other words, lower BUL is expected when using a vegetable-based lubricant.
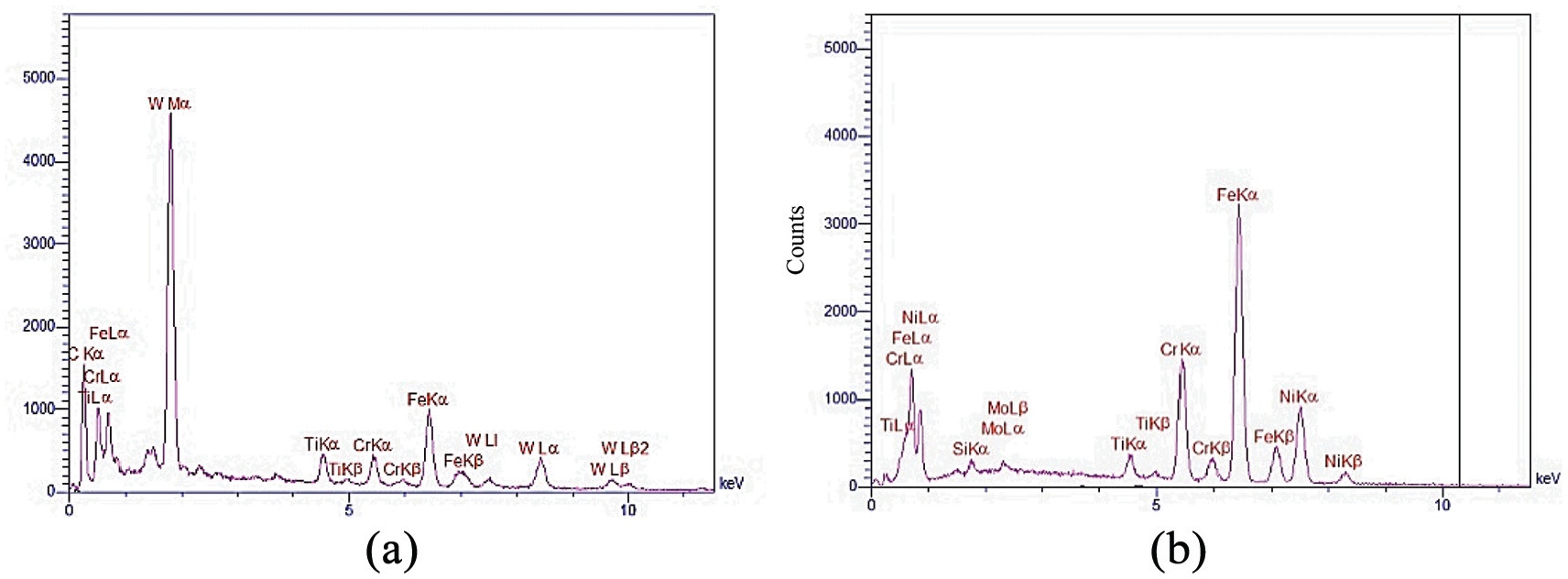
The EDX analysis of tool rake face in Figure 8 for: (a) point 2 and (b) point 3.
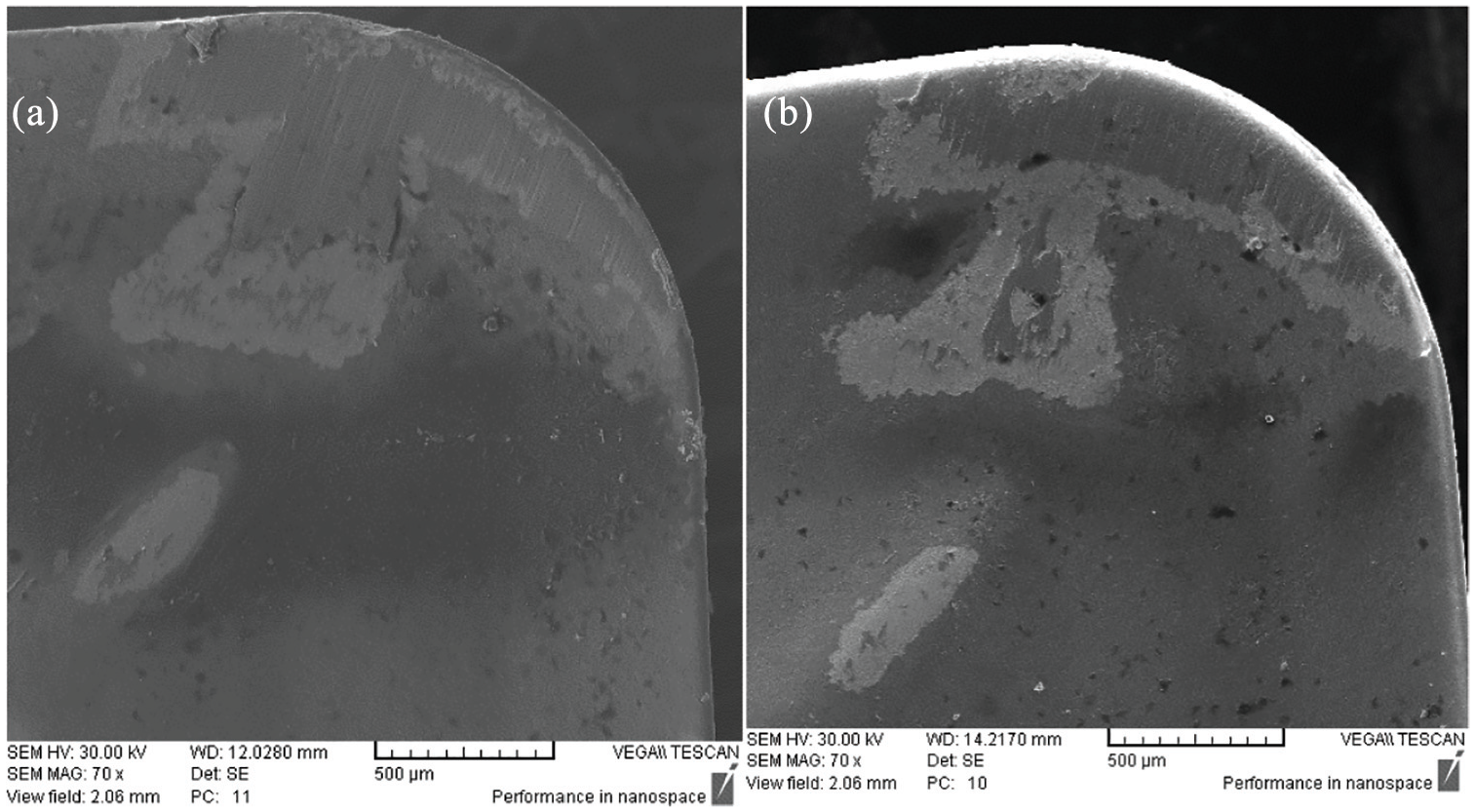
The SEM images of tool rake face for Vc = 70 m/min and fr = 0.32 mm/rev: (a) vegetable-based lubricant, (b) mineral-based lubricant, and (c) magnified SEM image of (b).
Despite the lubricant used in Figure 11, relatively similar values of Ra resulted under similar cutting conditions. No significant BUE was observed. The cutting tool used under vegetable-based lubricant maintained its sharpness in contrast to the cutting edge when mineral-based lubricant was used. The difference between Figure 11(a) and (b) resembles the severity of the abrasion wear mechanism on the cutting tool edges. Despite the lubricant used, very similar values of surface roughness Ra and tool wear (Figure 11) resulted in low cutting speed and feed rate. However, when vegetable-based lubricant was used, lower surface roughness Ra and tool wear values were obtained at higher levels of cutting parameters.
The SEM images of tool rake face for Vc = 45 m/min and fr = 0.12 mm/rev: (a) vegetable-based lubricant and (b) mineral-based lubricant.
The machining surfaces presented in Figure 12 were machined by similar cutting tools, as shown in Figure 11. It should be noted that the recorded values of Ra under the abovementioned cutting parameters and lubricants are relatively close. Simultaneously, the SEM images show that the surface quality generated when machining with vegetable-based lubricant is better than the one generated when mineral-based lubricant was used. In Figure12(b), tiny amounts of those materials of the chip, which were adhered to the work parts surface and large removed regions on the workpiece surface, are observed. Under dynamic applied loads, these adhered particles significantly impact properties such as wear resistance, fatigue strength, and corrosion resistance. The presence of these defects could be removed by changing the machining methods. As presented in Figure 12(a), the machined surface when using vegetable-based lubricants is not affected by those defects mentioned. Better surface quality on the machined parts with VBL is the primary justification for vegetable-based lubricant superiority to mineral-based lubricant.
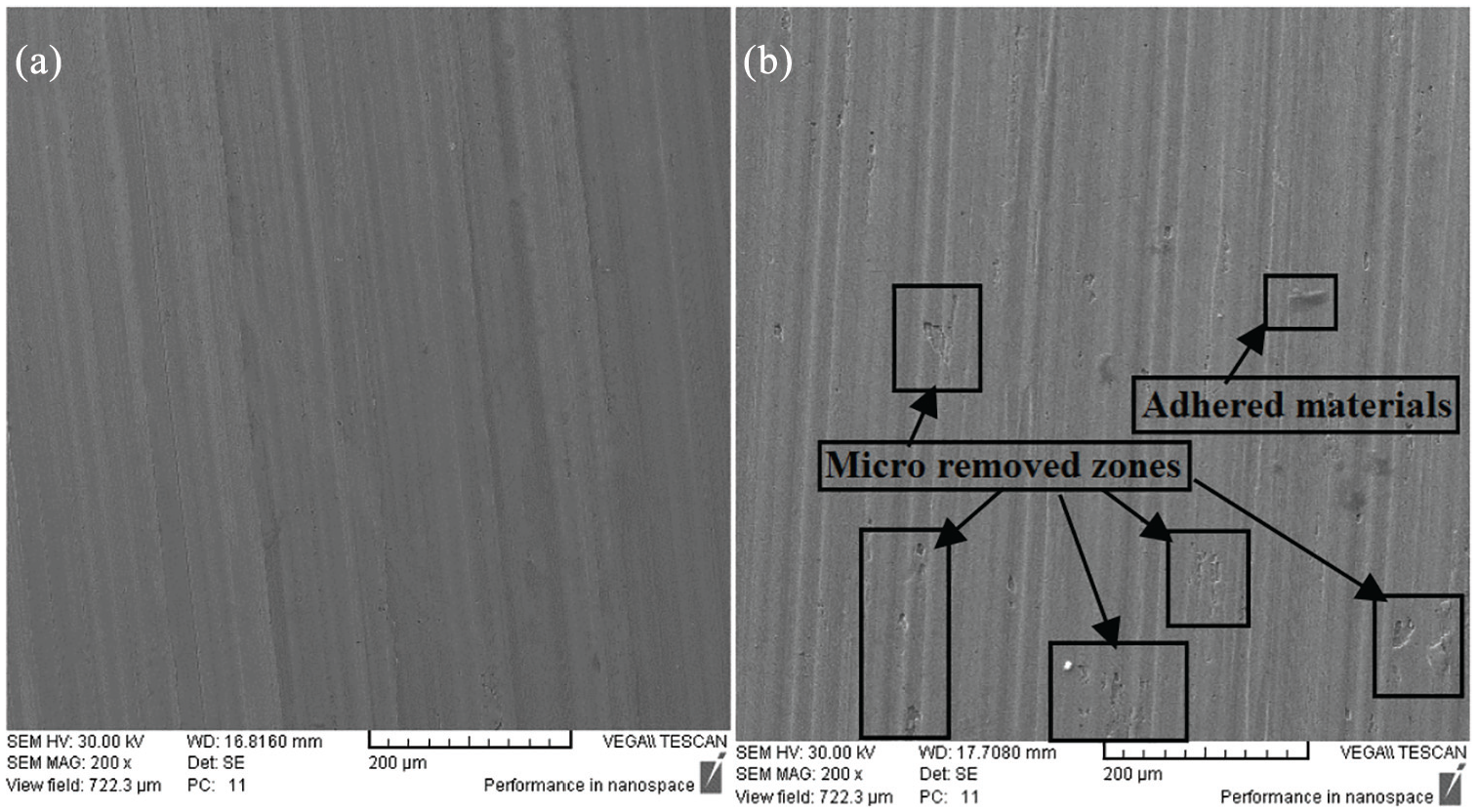
The SEM images of the work part for Vc = 45 m/min and fr = 0.12 mm/rev: (a) vegetable-based lubricant and (b) mineral-based lubricant.
Conclusion
Within this study, the MQL turning of A286 superalloy with two types of lubricants was presented. In principle surface topology and tool wear morphology, the effects of vegetable and mineral-based lubricants on the machinability performance index were shown and discussed. The experimental results are presented as follows:
Under similar cutting conditions, better surface topology was recorded when vegetable-based lubricant was used.
At higher levels of cutting parameters, the improved surface roughness Ra and reduced tool wear were observed for vegetable-based lubricant.
The tendency of built-up edge and built up layer formations were reduced when vegetable-based lubricant was used.
The tool edge breakage was observed under high levels of cutting speed and feed rate when mineral-based lubricant was used. This phenomenon may be attributed to less capability of MBL to generate high strength lubrication film. It protects the cutting tools by decreasing the friction coefficient and thermo-mechanical shocks due to the variation of cutting temperature.
The mineral-based lubricant presented higher sensitivity to wear. At a higher feed rate and lower cutting speed, the tendency of BUL formation was intensified. However, in the case of vegetable-based lubricant, no sensitivity to variation of cutting parameters was noticed. In other words, the machinability attributes were not widely affected.
This observation revealed that the use of vegetable-based lubricant not only tends to improve productivity and environmental safety aspects but also machinability aspects; in principle, better surface topology and longer tool life are also expected.
Footnotes
Appendix
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.