
Abstract
This article presents an experimental study on how tool wear affects tool life, surface roughness, and burr formation in ultrasonic vibration-assisted micro-milling. Small amplitude of vibration (2 µm) is applied to the micro-tools to evaluate the cutting performance influenced by tool flank wear as the cutting lengths increase. Compared to conventional milling, lower tool wear and better surface quality are recorded when cutting speed is much less than the maximum vibration speed. It is found that the use of minimum quantity lubrication in ultrasonic vibration-assisted micro-milling can further improve cutting performance due to reduction in tool wear.
Introduction
Mechanical micromachining plays an important role in fabricating smaller and smaller components due to the increasing needs for product miniaturization in electronic, optical, and biomedical parts. Micro-end milling is one of mechanical micromachining methods, which shows the potential to generate three-dimensional microstructures on versatile materials. Mechanical micromachining, compared to micro-electro-mechanical system (MEMS)–based processes, has very few constraints on part geometry and material types. However, as the tool diameter decreases, many issues related to cutting edge geometry, tool rigidity, and tool wear become important to dimensional accuracy and surface quality. For example, small tool wear would not increase much cutting force in metal cutting. Nevertheless, when a micro-tool is used in micromachining, a little increase in cutting force may lead to tool breakage due to very low tool strength. Controlling of dimensional accuracy and surface quality is a challenge in micro-end milling. Thepsonthi and Ozel 1 presented a multi-objective process optimization method to find the proper cutting conditions for cutting titanium alloy with micro-tools. It was found that feed per tooth had a dominant effect on surface roughness. A higher feed per tooth resulted in a better surface roughness. It was also observed that axial depth of cut was the most influential process parameter affecting top burr formation. Thepsonthi and Ozel 2 also studied the effect of cubic boron nitride (cBN) coating on the cutting performance of full-immersion micro-milling titanium alloy in terms of surface roughness, burr formation, and tool wear. Finite element simulations were conducted to estimate the cutting force, tool temperature, contact pressure, and sliding velocity. Lower cutting temperature and tool wear rate were found in micro-end milling with cBN-coated carbide tools, compared to uncoated tools. In addition, cutting temperature and tool wear rate increased when higher feed per tooth and cutting speeds were selected. Unlike their previous research, feed per tooth was the most important process parameter for both surface roughness and top burr formation. This is because different ranges of feed per tooth and axial depth of cut were used in the studies.
Vibration-assisted machining is one of the techniques to improve cutting performance in mechanical micromachining. In vibration-assisted machining, a vibration is applied to the tool or the workpiece. When a vibration with a frequency higher than 16 kHz is imposed on the cutting tool or the workpiece, it is called the ultrasonic vibration-assisted machining. 3 Vibration-assisted machining has shown better cutting performance in terms of smaller cutting forces, 4–6 smoother surface finish, 7–9 and reduced burr formation. 10 Extended tool life was also observed in vibration-assisted machining. However, if the process parameters are not properly chosen, vibration-assisted machining would cause shorter tool life than that in conventional machining. 11 Only a few studies on the effect of vibratory motion of the tool (or the workpiece) in milling process were carried out. Moriwaki et al. 12 developed an elliptical vibration milling system for cutting hardened steels. The cutting tool was vibrated in a plane perpendicular to the tool axis at a frequency of 167 Hz. The spindle speed was limited to 1500 r/min, which gives a lower cutting speed than the vibration speed. Lower cutting force, lower tool wear rate, and better surface roughness were observed in elliptical vibration milling. On the other hand, tool life in elliptical vibration cutting with carbide tools was shorter than the one in conventional milling due to microchipping of cutting tools. Chern and Chang 11 designed a vibrating worktable that could provide vibrations at a frequency up to 16 kHz and an amplitude of 10 µm. They found that slot sizes, slot surface roughness, and tool life were improved by imposing small vibrations on the workpiece. In their experiments, tool life was not improved much for higher frequencies. Shen et al. 13 studied the effects of ultrasonic vibrations on surface roughness in slot milling. A tool with diameter of 2 mm was used. Small vibrations with a frequency of 19.58 kHz were applied to the workpiece along the feed direction. In most cases, surface roughness on the slot bottom surface was worse in vibration-assisted milling. More tool marks were observed at large feeds and low spindle speeds in vibration-assisted milling. On the contrary, surface roughness on side walls of slots was improved. They also indicated that surface roughness was influenced by the selection of spindle speed, feed, and amplitudes.
Vibration-assisted machining has been successfully applied in turning, drilling, and grinding to improve cutting performance. However, research on vibration-assisted milling with micro-tools has not been conducted yet. The effects of tool wear on cutting performance in terms of surface roughness and burr formation in vibration-assisted micro-milling are not clear. They have to be extensively studied because tool wear might have significant effects on cutting performance in micro-milling. Moreover, small amplitude of vibration has to be used in micro-milling to ensure the dimension accuracy. In this study, small vibration amplitude of 2 µm is applied to micro-tools at a frequency of 18 kHz. The objective of this study is to investigate the cutting performance in ultrasonic vibration-assisted milling with micro-tools as well as the effect of tool wear on the surface quality and tool life.
Experimental setup
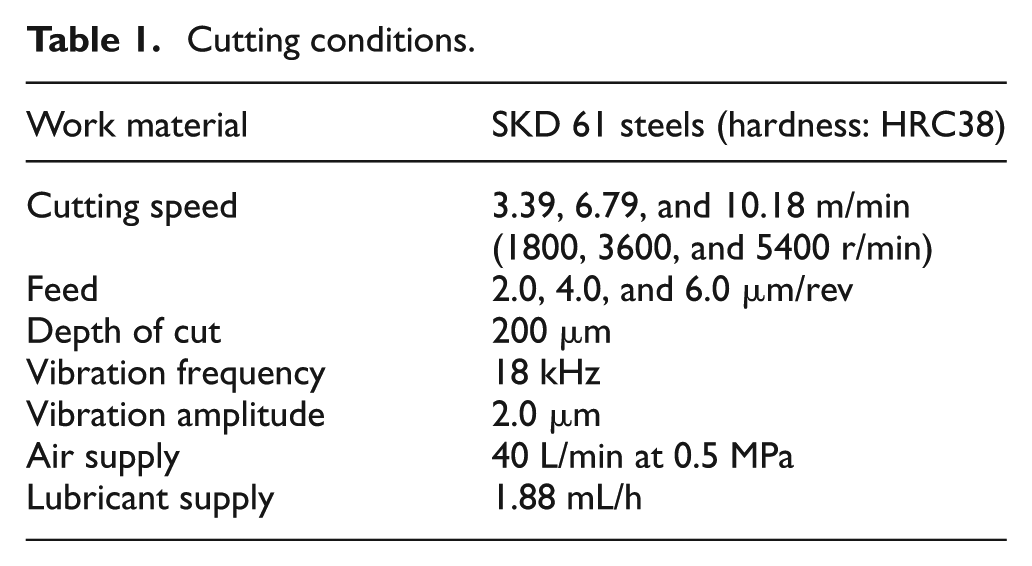
Full-immersion slot milling experiments are conducted with the DMG Ultrasonic 50 milling machine. DMG Ultrasonic 50 is equipped with an ultrasonic vibration unit. The spindle unit provides vibrations with frequency in the range of 16.5–30.5 kHz in the direction along the spindle axis. Spindle speed is up to 8000 r/min in the ultrasonic vibration cutting mode. Two-flute flat end mills are used in this study. The micro-tools are uncoated carbides. They have diameters of 600 µm and helix angles of 35°. With the micro-tool, the resonant frequency is 18.0 kHz and the corresponding amplitude is 2.0 µm. The workpiece material is SKD61 with HRC38. SKD61 (AISI H13) is a high-carbon, high-chromium tool steel with high hardness, high wear resistance, high toughness, and high thermal fatigue resistance. It is suitable for making dies and molds. Minimum quantity lubrication (MQL) is used to reduce the tool wear in vibration-assisted micro-milling. The oil mist is supplied to the cutting zone by a cutting fluid applicator (Bluebe FK type) with an oil flow rate of 1.88 mL/h and an air pressure of 0.5 MPa. A vegetable oil (Bluebe LB-1) is used as the cutting fluid in the experiments.
Full-immersion slot milling experiments are carried out as shown in Figure 1. The axial depth of cut is 200 µm for all full-immersion slot milling tests, while cutting speeds and feeds are changed as shown in Table 1. It is recommended that the maximum vibration speed must be larger than the cutting speed to achieve better cutting performance in vibration-assisted machining. 12 In order to realize the effect of speed ratio (cutting speed to maximum vibration speed) in vibration-assisted milling, the rotational spindle speeds are set in the range of 1800–5400 r/min, which give cutting speeds from 3.39 to 10.18 m/min. Compared to the maximum vibration speed of 13.56 m/min, the selected cutting speeds are 25%, 50%, and 75% of the maximum vibration speed. Seven slots are cut in the middle of the workpiece. After each pass of full-immersion slot milling, the surface roughness values and tool flank wear are recorded. A typical flank wear in this study is shown in Figure 2. The flank wear land on the end face of a micro-tool is measured by a microscope (Nikon SMZ800). The average flank wear is estimated by averaging 10 values of the wear on the tool end face. Regarding burr formation, three measurements of burr heights in the middle of each slot are recorded by a confocal microscope (NanoFocus®µsurf®). The average of the three measurements is considered as the represented value of the burr height for each slot. When turning off the vibration device, the slot milling becomes conventional milling (CM). The same cutting conditions are also applied to CM for comparison.
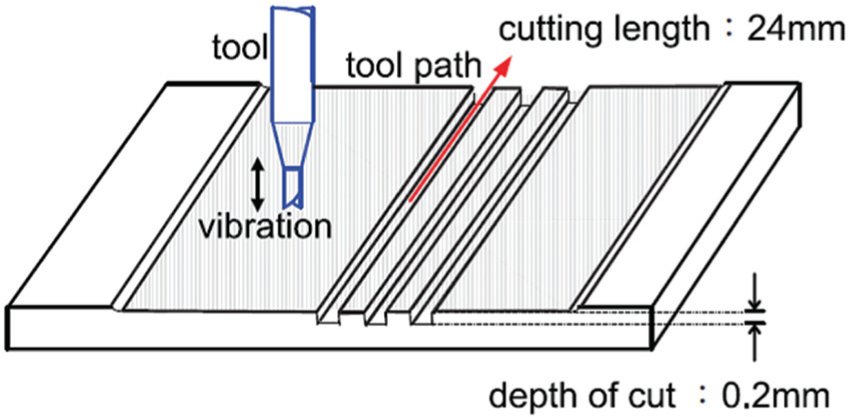
Schematic diagram of vibration-assisted micro-milling.
Cutting conditions.
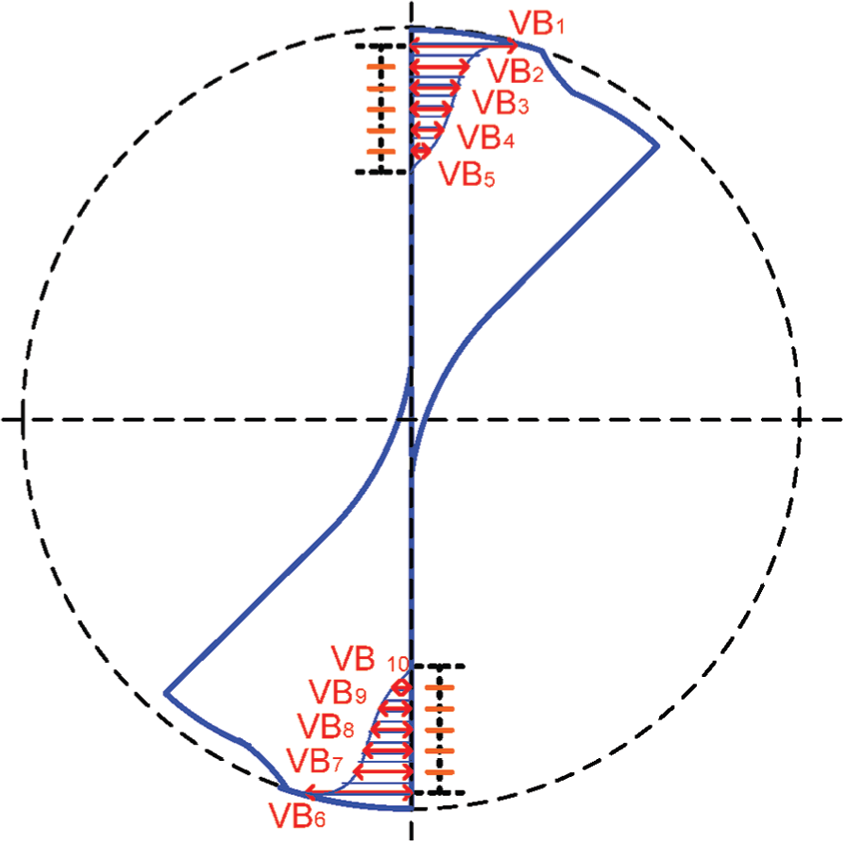
Schematic diagram of tool flank wear measurement.
Results and discussion
The effect of cutting speeds and feeds on tool flank wear and tool life in vibration-assisted micro-milling is first presented. Second, the effect of tool wear on surface roughness and burr formation is discussed. Finally, the study on the effectiveness of introduction of MQL in vibration-assisted micro-milling to reduce the tool wear and improve surface quality is presented.
Tool flank wear
Figure 3 shows the effect of cutting speeds on tool flank wear at a feed of 2 µm/rev for both vibration-assisted milling (VAM) and conventional milling (CM). It is observed from the figure that tool flank wear gradually increases with the increased cutting length in all cutting experiments. Among the cutting tests, cutting lengths are limited to 120 and 96 mm for the cutting speeds of 6.79 and 10.18 m/min, respectively, in VAM because of tool breakage. In the other experiments, no tool reaches the end of tool life. At the beginning of cutting tests in Figure 3, VAM shows less tool wear than that in CM. For example, at the cutting length of 48 mm, VAM shows 30.6%, 35.3%, and 20.3% reduction in tool wear than those in CM for different cutting speeds. Because the average cutting forces in VAM are lower than those in CM, lower tool wear was observed in VAM at the beginning of cutting tests as reported by Nath and Rahman. 14 However, tool breaks even when the tool flank wear is less than that in CM for high cutting speeds (6.79 and 10.18 m/min in this study). This is attributed to the high peak force from the vibration–impact interaction between the tool and workpiece 15 although lower average cutting forces are still recorded in VAM. A small increase in cutting force due to the impact may cause a tool to break because of its low strength. According to the experimental results, VAM is more efficient in reducing tool wear when the cutting speed is low (3.39 m/min). In this study, the cutting speed is about 25% of the maximum speed of the vibration for the case of 3.39 m/min. Higher cutting speeds up to 75.36 m/min have also been chosen to observe the tool wear progresses in both VAM and CM on our homemade desktop milling machine. 16 Additionally, they do not show much difference between VAM and CM since the vibration speeds are much lower than the cutting speeds in VAM. In ultrasonic vibration-assisted machining, ultrasonic vibrations can be applied to the tool or workpiece in tangential, feed, or radial direction. In most previous researches, 7,14,15,17 the direction of vibration is applied to the tangential direction of the cutting speed. The mechanism of ultrasonic vibration-assisted machining is that the tool is periodically separated from the tool. Therefore, the average cutting forces are reduced. 14 The friction force between the tool and chip is also decreased. 4 The selection of vibration conditions is important to achieve effective ultrasonic vibration-assisted machining. The ratio of cutting speed to the maximum speed of the vibration could give a good indication of appropriate vibration condition selection. Koshimizu 17 reported that when the cutting speed was less than 30% of the maximum speed of the vibration at the tool tip in turning, less tool wear was observed than that in conventional turning. Similar results are observed in micro-milling in this study. However, the relationship between the vibration speed and the cutting speed does not have to be the same in other machining processes. 18 The introduction of small amplitude of vibration does not exhibit good cutting performance in terms of tool life without correct selection of cutting conditions or vibration conditions.
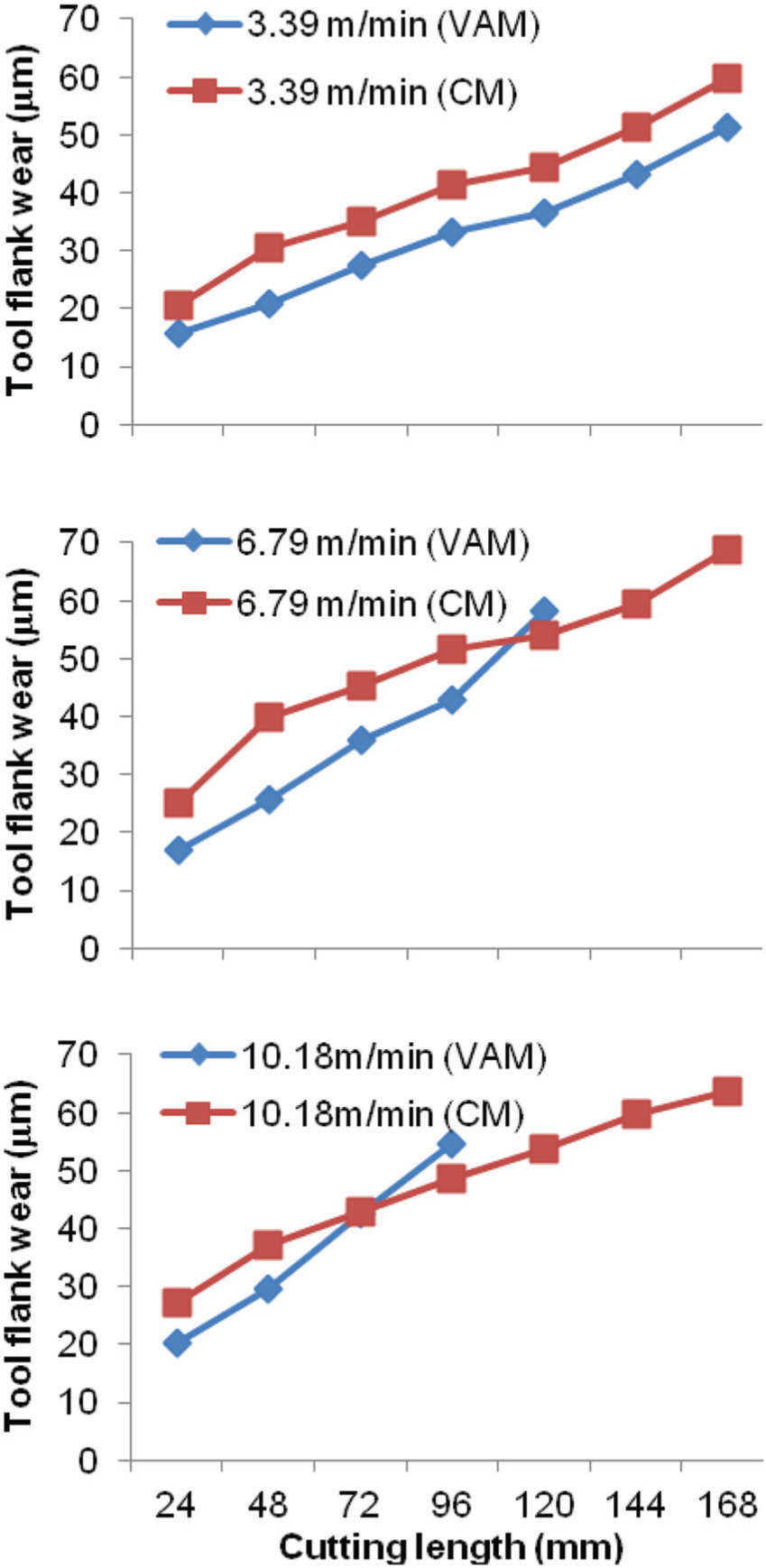
Tool flank wears for different cutting speeds in conventional and vibration-assisted micro-milling (feed = 2 µm/rev).
The effect of feeds on tool flank wear is also studied. Similar trends are observed for all feeds at different cutting speeds. No tool reaches the end of tool life in the cutting experiments. At the end of cutting tests, 13.8%, 16.3%, and 22.6% of reductions in tool wear in VAM compared to those in CM are recorded for the feeds of 2, 4, and 6 µm/rev, respectively, at a cutting speed of 3.39 m/min. Based on the experimental results on tool wear, it can be concluded that cutting speed has a more significant impact on tool breakage than feed in VAM.
Surface roughness
Figure 4 shows the variations in surface roughness in relation to cutting length at a feed of 2 µm/rev for both VAM and CM. Because the values of tool wear for both VAM and CM are comparable at the cutting length of 24 mm, as shown in Figure 3, the values of surface roughness at this point could be considered as the improvement of VAM in machined surface quality. Thus, a better performance of VAM at a low cutting speed is confirmed: 56.4%, 4.4%, and 8.6% improvements in surface roughness are obtained at the cutting length of 24 mm. The proper selection of speed ratio of cutting speed to vibration speed in order to achieve cutting performance is necessary and confirmed by experimental results as shown in Figures 3 and 4. In addition, when the cutting length increases from 24 to 168 mm, the surface roughness increases for all cutting speeds due to tool wear, regardless of VAM or CM. Li and Chou 16 indicated that the effect of tool wear on surface roughness is very significant in micro-milling, regardless of cutting conditions (i.e. cutting speeds and feeds). They concluded that the reduction in tool wear could lead to excellent surface quality in micro-milling. It is observed in Figures 3 and 4 that VAM reduces the tool wear and consequently improves the surface quality at a low cutting speed as compared to CM. Moreover, a quick increase in surface roughness value before the tool break in VAM is observed. Tool break is the result of excess cutting force caused by both increasing tool wear and impact forces due to small vibrations. Tool breakage can be prevented by diminishing the tool wear in VAM as discussed above.
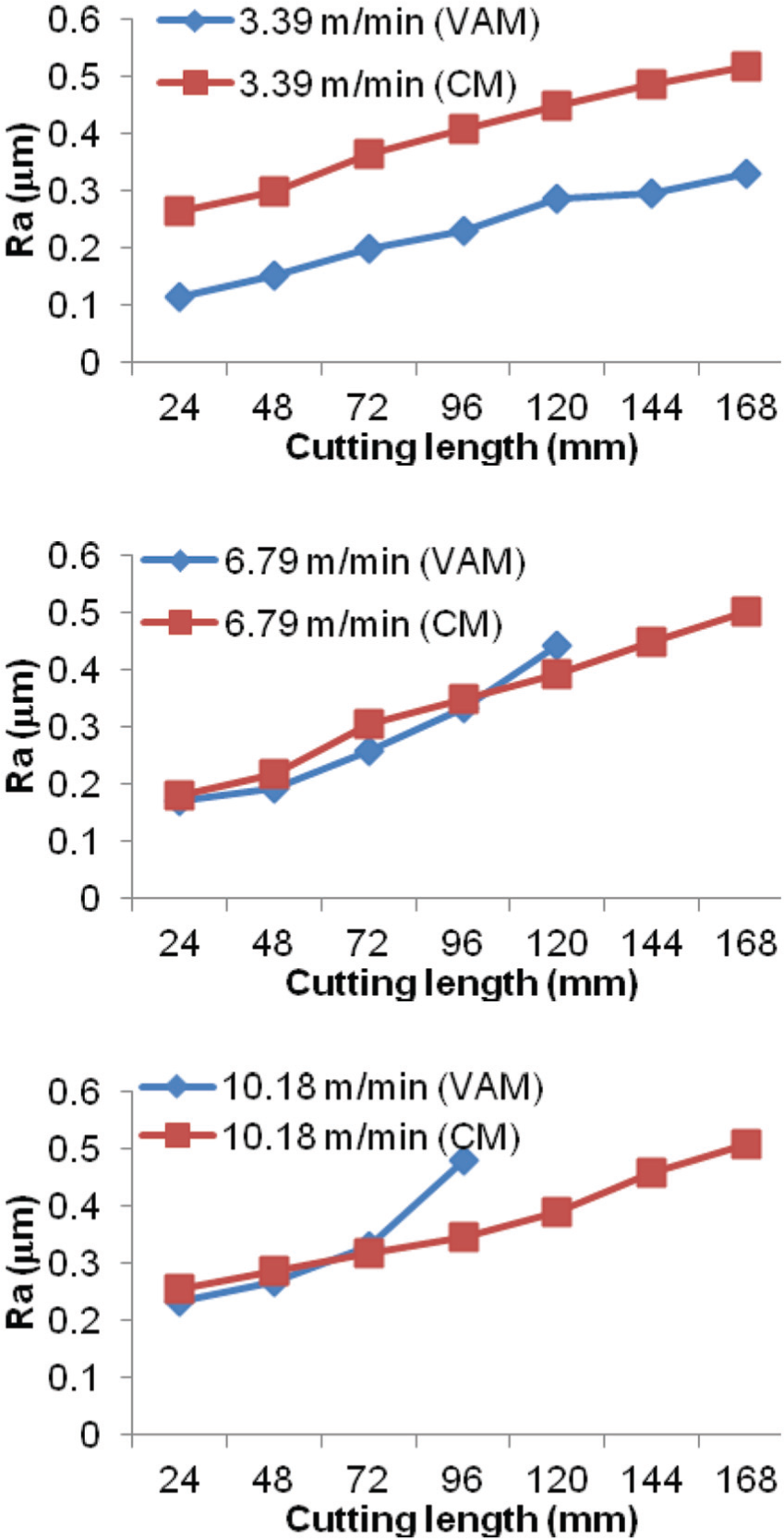
Surface roughness for cutting speeds in conventional and vibration-assisted milling (feed = 2 µm/rev).
Improper selection of cutting condition, such as large feed, may cause worse surface roughness in VAM than that in CM. For example, the surface roughness for a feed of 6 µm/rev and a cutting speed of 3.39 m/min in CM after the cutting test is 0.258 µm (Ra), while that in VAM is 0.440 µm. Figure 5 shows the surface profile, which is measured by a white light confocal microscope (NanoFocus µsurf). The profiles of machined surfaces for both CM and VAM are similar except that machined marks are observed in VAM. The machined marks are caused by ultrasonic vibrations in VAM. The surface roughness obtained for the feed of 6 µm/rev in VAM is worst since the cutting forces as well as impact forces increase as the feed increases. The cyclic impact of the micro-tool on the workpiece causes deep periodic circles on the workpiece surface and thus worse surface roughness. On the contrary, when the feed is small, the surface quality is improved because the ultrasonic vibrations help to remove peaks of the surface texture.
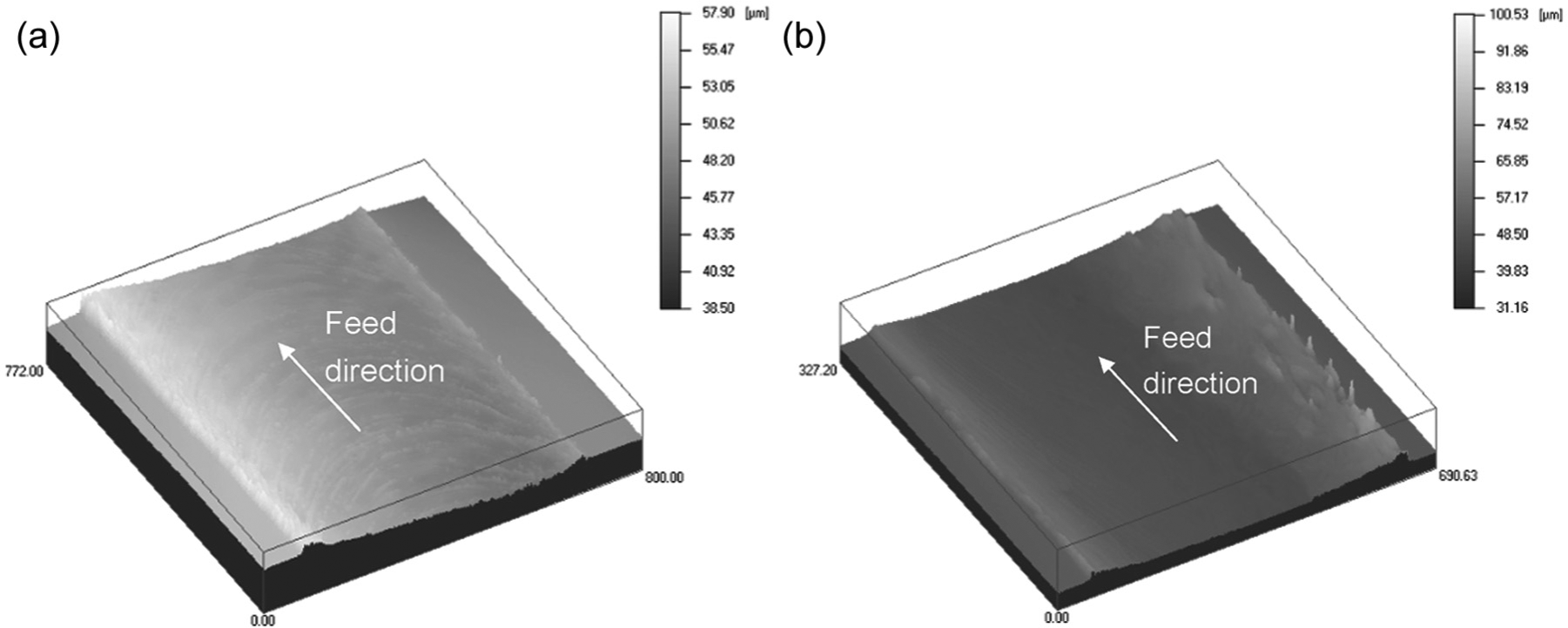
Surface profile for the machined surface in (a) conventional micro-milling and (b) vibration-assisted micro-milling (cutting speed = 3.39 m/min, feed = 6 µm/rev, and cutting length = 168 mm).
The values of surface roughness decrease as the feeds increase from 2.0 to 6.0 µm/rev in both VAM and CM when the tool wear is ignored (i.e. cutting length = 24 mm). Nevertheless, the improvement in surface roughness remains almost the same, from 56.4% to 50.0%, since the cutting speeds for the three cases are the same. The relationship between surface roughness and tool flank wear is depicted in Figure 6. The slopes of surface roughness against tool wear for VAM are comparable to those for CM. However, the values of surface roughness for VAM are always smaller than those for CM at a low cutting speed. The distance between the lines in Figure 6 is an evidence for the improvement in surface roughness at this cutting speed. It is also known from the figure that tool wear is a better index for the evolution of surface roughness than cutting length, especially when VAM does not show superior cutting performance at a higher cutting speed. The slopes of lines in Figure 6 are regarded as the effect of tool wear on surface roughness. The impact of tool wear on surface roughness is the same for VAM and CM, regardless of cutting speeds. The values of surface roughness are greatly influenced by the tool flank wear in micro-milling when cutting lengths increase.
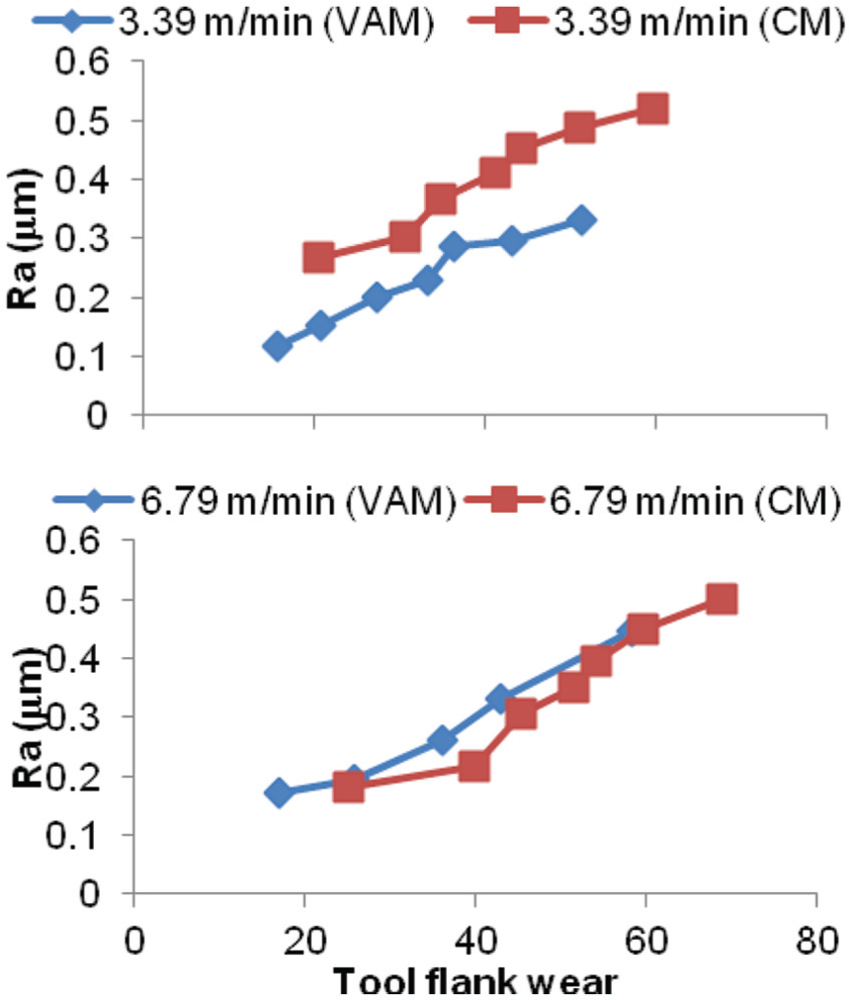
The relationship between surface roughness and tool flank wear for different cutting speeds in conventional and vibration-assisted milling (feed = 2 µm/rev).
Burr formation
Burr types in full-immersion slot milling can be defined as entrance bottom burr, entrance side burr, exit bottom burr, exit side burr, and top burr. 19 The burr formation is also affected by the tool–workpiece interaction. Up-milling burrs are smaller, while down-milling burrs are larger as discussed in Lee and Dornfeld. 19 Since top burrs are most difficult to remove, they are considered as an index of cutting performance of VAM in this study. The effect of tool wear on burr formation is also investigated.
The results for different feeds at a cutting speed of 3.39 m/min are shown in Figure 7. Since full-immersion slot milling tests are conducted in this study, up-milling burrs are formed on one side of the machined surface and down-milling burrs are formed on the other side. Burr formation is not significantly affected by feed as shown in the figure. Up-milling burrs are small and comparable for VAM and CM. Down-milling burrs are slightly reduced by VAM for all feeds. At the end of cutting experiments (cutting length = 168 mm), 16.0%, 17.5%, and 18.6% reduction in down-milling burrs in VAM are observed as compared to CM. This is attributed to the change in the effective rake angle of the cutting edge in VAM. 20 This change may lead to restrain chip side flow and reduce bur formation.
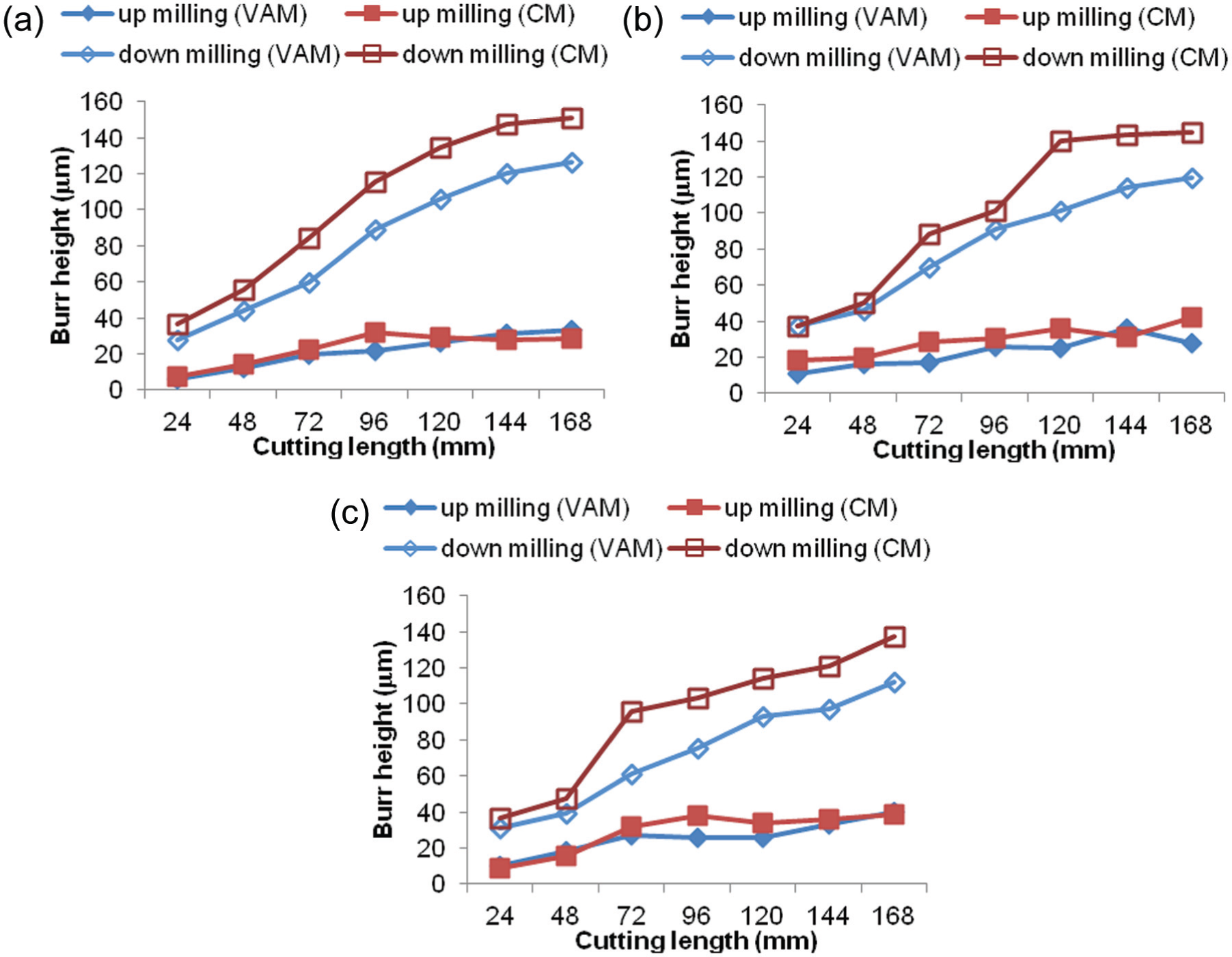
Burr formation for different feeds in conventional and vibration-assisted milling (cutting speed = 3.39 m/min): (a) feed = 2 µm/rev, (b) feed = 4 µm/rev, and (c) feed = 6 µm/rev.
However, threefold to fourfold increase in down-milling burr heights is recorded in VAM as the cutting length increases. When the cutting length increases from 24 to 168 mm, the up-milling burr heights remain almost constant. The increase in burr heights with respect to cutting distance is attributed to tool flank wear. Filiz et al. 21 indicated that tool flank wear could enlarge the cutting edge radius and negative rake angle in micro-milling. Consequently, increased burr heights are observed due to the ploughing effect. Apparently, when the cutting length increases, burr formation in VAM is affected by both ultrasonic vibrations and tool wear. When the effective tool geometry is changed due to tool wear, the burr heights increase from about 30 to 140 µm in VAM as shown in Figure 7. The reduction in burr formation by VAM could not be compensated by increased burr caused by tool wear.
Figure 8 shows the burr formation in both CM and VAM. It is observed that the down-milling burrs are larger than up-milling burrs. Burr sizes increase as cutting lengths increase. Few machined marks are observed for the first two slots in CM. Machined marks increase when the cutting tests continue because the tool wear becomes significant. As a result, worse surface quality, in terms of surface roughness and burr formation, is noticed in CM at the end of cutting tests. Unlike CM, periodic machined marks are observed in VAM in all cutting tests. The machined marks are mainly caused by ultrasonic vibrations of micro-tools for the first two slots. After that, increased cutting forces due to tool wear as well as ultrasonic vibrations cause significant machined marks. Down-milling burrs are reduced compared to CM as seen in Figure 8. The data can be found in Figure 7(b).
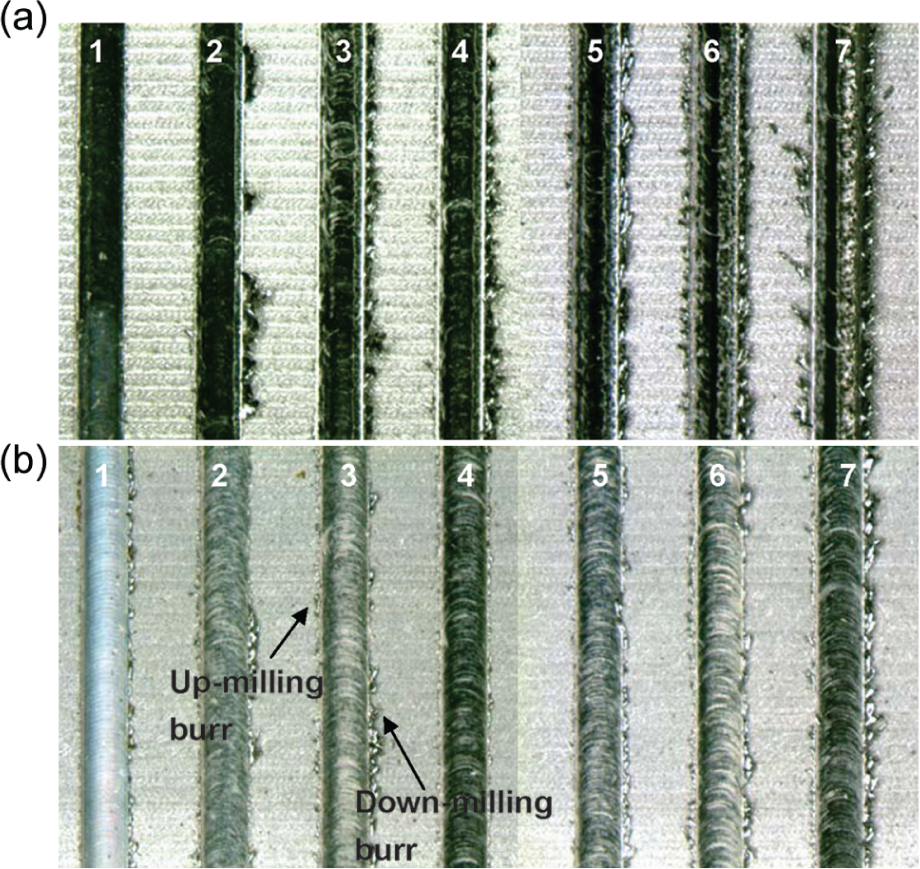
Burr formation in (a) conventional and (b) vibration-assisted micro-milling for cutting speed = 3.39 m/min and feed = 4 µm/rev.
Tool wear reduction by MQL
Since a small tool wear will greatly influence the cutting performance in ultrasonic vibration-assisted micro-milling, it is important to reduce the tool wear in order to improve the surface roughness and diminish burr formation. Figure 9 illustrates the tool flank wear in relation to total cutting length for CM, VAM, and the compound machining process of VAM and MQL. It is shown that VAM can reduce tool wear as compared to CM. It is also known from the figure that MQL can further reduce the tool wear in VAM. Compared to CM, at the end of cutting test, VAM can reduce 13.8% tool wear and the introduction of MQL in VAM can reduce 67.3% tool wear. The tool wear values in the compound machining of VAM and MQL remain almost constant in the cutting test. This confirms the superior performance of this compound machining process in terms of reducing tool wear. This may be attributed to the better lubrication and cooling conditions achieved by VAM with MQL. The vibrations periodically separate the tool and the workpiece so the cutting fluid can be easily supplied to the tool–workpiece interface.
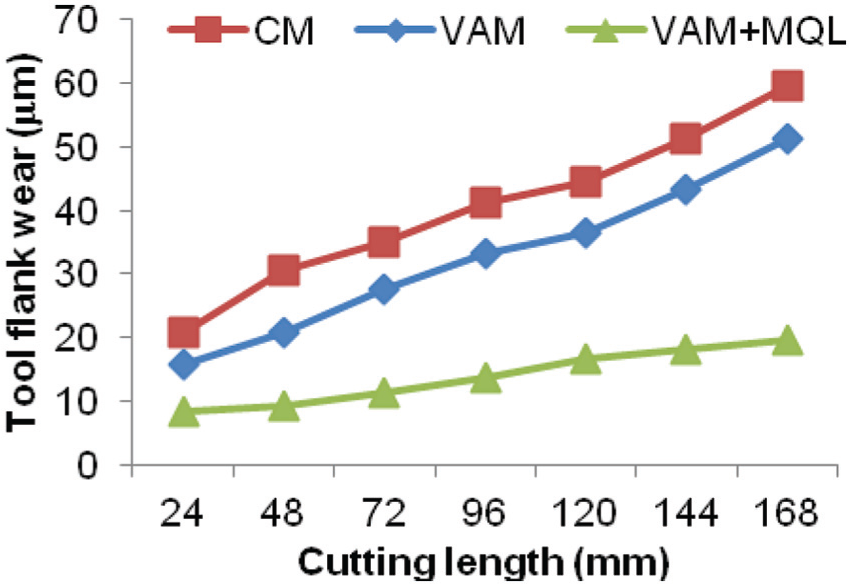
Tool flank wear comparison for conventional micro-milling, vibration-assisted micro-milling, and vibration-assisted micro-milling with MQL (cutting speed = 3.39 m/min and feed = 2 µm/rev).
Figure 10 recorded the surface roughness values with respect to cutting length for CM, VAM, and the compound machining technique. The measurements of surface roughness for these three methods at the cutting length of 24 mm can be considered as the cutting performance of each cutting method for sharp tools since the tool wear is low as observed in Figure 9. It is observed in Figure 10 that the surface roughness values for VAM with or without MQL at this cutting length are close. The values of surface roughness are about half of that in CM. As the cutting length increases, the surface roughness increases with respect to cutting length. For example, in Figure 9, the tool flank wear in VAM increases from 15.7 to 36.5 µm when the cutting length increases from 20 to 120 mm. At the same time, the surface roughness increases from 0.116 to 0.287 µm as shown in Figure 10. On the contrary, the tool flank wear in VAM with MQL only increases from 8.5 to 16.6 µm under the same condition. Surface roughness of 0.147 µm is observed at a cutting length of 120 mm in VAM with MQL, which is comparable with that in VAM at a cutting length of 24 mm. It is clear that the effect of tool wear on surface roughness in VAM is significant as the cutting length increases. The use of MQL in VAM can reduce the tool wear, so surface roughness is improved.
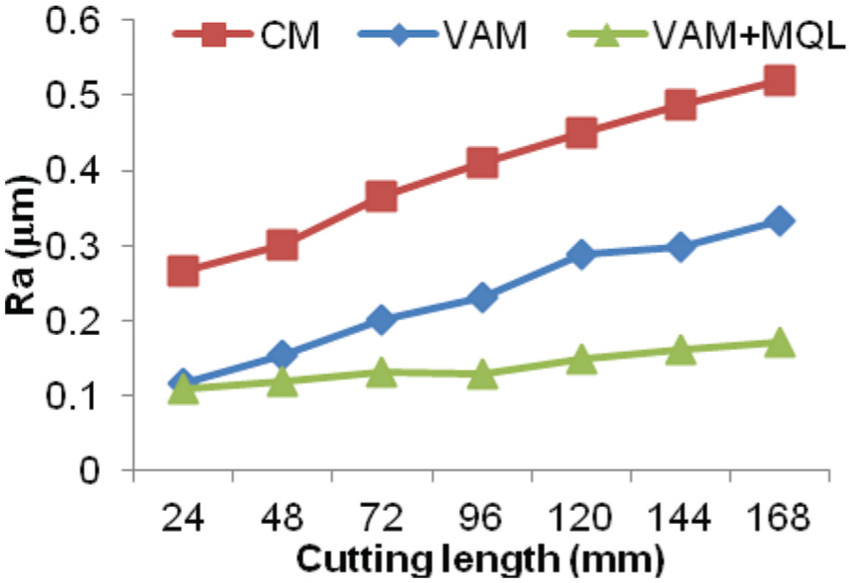
Surface roughness comparison for conventional micro-milling, vibration-assisted micro-milling, and vibration-assisted micro-milling with MQL (cutting speed = 3.39 m/min and feed = 2 µm/rev).
From the discussion on Figures 9 and 10, the relationship between surface roughness and tool wear is plotted in Figure 11, which explains how VAM and MQL can improve surface roughness of workpieces. Surface roughness values for VAM and VAM with MQL are on the same curve (which is almost linear) and they are parallel to those for CM. The distance between CM and VAM exhibits the effect of small vibrations on surface roughness. The slope of the curves represents the effect of tool wear on surface roughness. The surface roughness values for VAM with MQL appear on the lower-left part of Figure 11. This indicates that MQL in VAM improves surface roughness by reducing tool wear. The compound machining technique of VAM and MQL solves the tool wear problem in VAM and further improves the surface roughness.
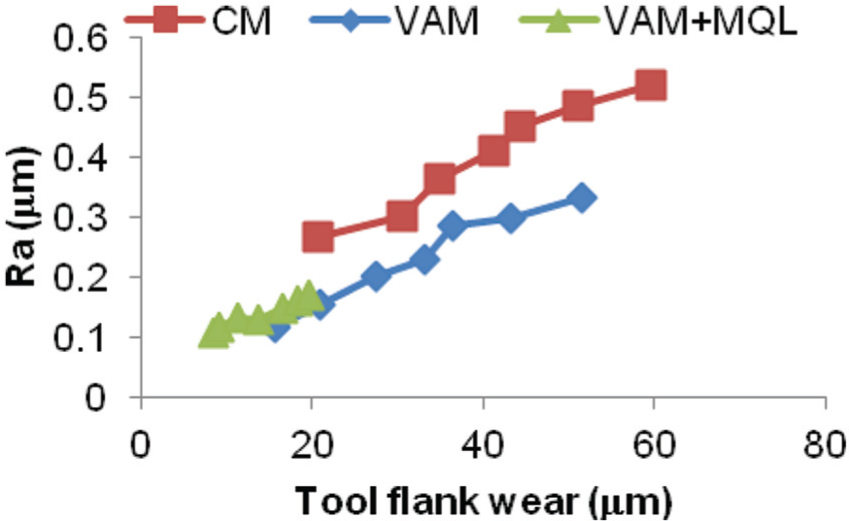
The relationship between surface roughness and tool flank wear for conventional micro-milling, vibration-assisted micro-milling, and vibration-assisted micro-milling with MQL.
Since the ploughing effect due to tool wear would enhance the burr formation in milling, it is necessary to reduce the tool wear in order to restrain the burr formation in VAM when the cutting length increases. The effect of MQL in VAM on top burr formation is shown in Figure 12. Burr heights for CM and VAM are also plotted in the same figure as comparison. It is obviously seen from the figure that the burr heights under the compound machining situation are considerably reduced and remain almost constant. The burr height on the down-milling side in VAM is reduced up to approximately 80% as compared to that in CM. The roles of vibrations and MQL in VAM are illustrated by Figure 13. Small vibrations decrease the burr heights by changing the effective rake angle of the cutting edge, 20 while MQL reduces the burr heights by minimizing tool wear. The curves for VAM and VAM with MQL show the same trend, except that VAM with MQL exhibits lower tool wear and consequently lower burr heights.
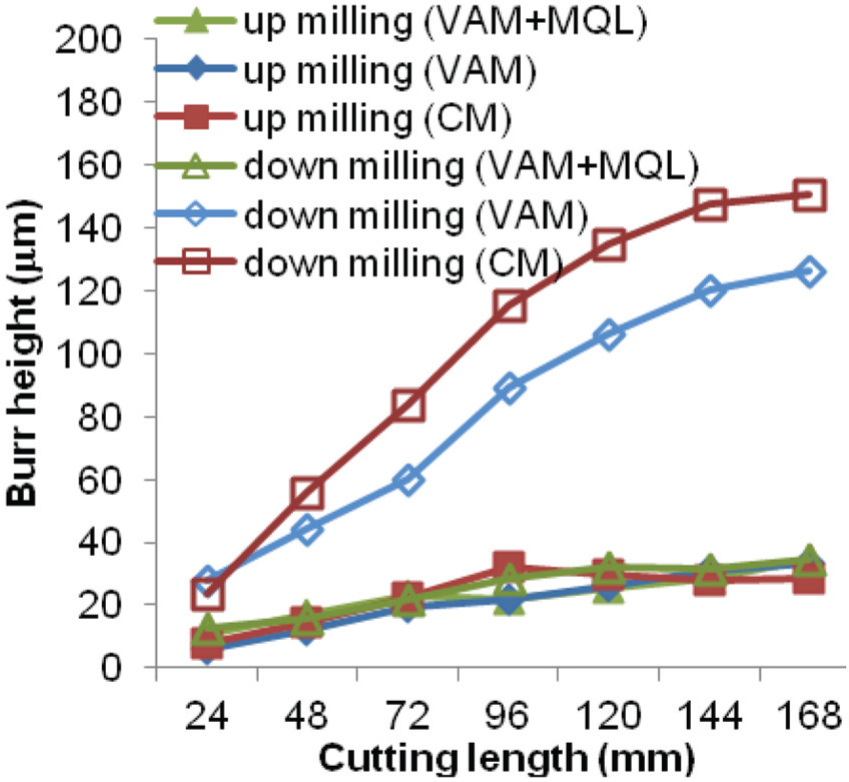
Burr height comparison for conventional micro-milling, vibration-assisted micro-milling, and vibration-assisted micro-milling with MQL (cutting speed = 3.39 m/min and feed = 2 µm/rev).
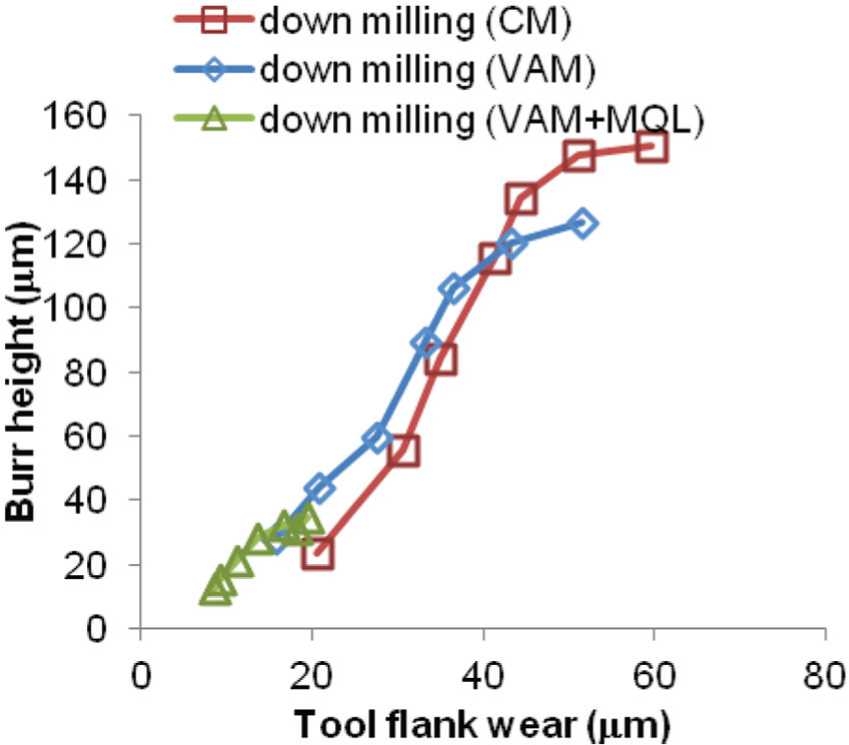
The relationship between burr height and tool flank wear for conventional, vibration-assisted micro-milling, and vibration-assisted micro-milling with MQL (cutting speed = 3.39 m/min and feed = 2 µm/rev).
Conclusion
The effects of ultrasonic vibrations as well as tool flank wear on tool life, surface roughness, and burr formation in micro-milling are investigated. Based on the experimental results of this study, the following can be concluded.
VAM shows better cutting performance in terms of tool life, surface roughness, and burr formation in micro-milling for sharp tools. When the cutting length increases, tool wear also plays an important role in cutting performance. To improve the cutting performance, the introduction of both ultrasonic vibrations and MQL in micro-milling is feasible.
VAM can effectively extend tool life at a lower cutting speed. It is recommended that cutting speed should be less than 25% of the maximum speed of the vibration for obtaining longer tool life in dry VAM.
Surface roughness is improved by ultrasonic vibrations in micro-milling for sharp tools. As the cutting length increases, surface roughness is greatly deteriorated due to tool flank wear in VAM.
About 18% reduction in down-milling burrs in VAM is recorded as compared to CM. Tool wear plays an important role in terms of burr formation in VAM when the cutting length increases.
Cutting performance for the use of MQL in VAM is much better than that of conventional micro-milling. The main contribution of MQL in VAM is to reduce the tool wear and consequently improve the surface roughness and burr formation. The burr height on the down-milling side in VAM is reduced up to approximately 80% as compared to that in CM.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received financial support from the National Science Council in Taiwan (grant no. NSC99-2628-E-002-205).