
Abstract
This work investigates the effect of low frequency vibratory processing for cleaning and washing various machine components parts from rusts and old paints deposits. The experimental investigation was carried out with special prepared samples that were weighted and exposed to paints and rust contaminants. These samples were treated in universal horizontal vibration machine UVHM 4 × 10 with different combination of instrumental processing medium, process fluid, machine amplitude and frequency of oscillations. They were periodically reweighted after processing and compared to etalon with control of quantity of dust that have been removed, sample cleanliness and also other functional parameters. Statistical analysis has been used to characterize ongoing process and full factorial analysis to establish experimental parameters dependency. The result is showing the complex dependence of samples cleanliness to each processing parameters like processing time, amplitude of oscillations, frequency of oscillations, process fluid parameters, instrumental medium, etc. Between this parameters although the most important successively the amplitude of oscillations, the frequency of oscillations the processing medium and the processing fluid depending to his considered composition, the optimal processing time can be reach only by complex combination of all this parameters every of them carry an amplify coefficient. Low frequency oscillations can be used to monitor and optimize washing and cleaning operations of paints and rusts contaminations. That guarantees process automation, its effectiveness for a large industrial application.
Keywords
Introduction
Actually the task in view before machine building engineers is for substantial increase in operational, 1 quantity and quality indicators of production with continuous growth of the volume of its release. 2 One of the directions of the resolution of this problem is effective by monitoring operational parameters of production machines3,4 that provide desired quality of product in term of production cost, mechanical, environmental and functional characteristics. According to the stated production aim of bringing out new product or executing permanent maintenance service and reparation of objects of manufactures. During that time, their full or partial recycling performance can be conducted.5,6 By executing considered operations quality control has to be implemented in all stage. 7
The production process of a product whether executing repair or primary production is alternated with multi-stage washing, cleaning and drying operations, as well as multi-stage assembly/disassembly.8,9 In some cases in repairing manufacture only washing, cleaning and drying operations are ending repairs. 5 Furthermore in certain cases the cleanliness of treated parts or production object can easily allow identifying imperfections on surfaces 10 that can be technological, mechanical or environmental.
That is why the necessity of cleaning or washing systems for contaminants removal is present in various sectors, like in the industrial and the hospital sectors. Any production process like conventional processing, pressure treatment, assembly and disassembly, coating and painting, various repair and restoration operations require to remove dirt from the surface of parts. 11 The need to monitor and automation of washing and cleaning operations is due to the fact that, various work pieces in real production stage can be washed and cleaned simultaneously. That increases productivity, facilitates the defectoscopy (further control pass),3,8 reduces processing time and human labour input and gives ability to reuse the considered work pieces for the same purpose as in repairing manufacturing.12–14
Mechanism of formation of contaminations
The main characteristic of contamination formation lies on the physico- chemical type of link created between contamination and machine parts that enable the adherence on them after a complex wetting process.11,15 They put together interfacial superficial strength of both elements to form cohesive continuity. 16 The physical adsorption that enable adhesion when the dirt wet and dry on the machine part, can be establish by the Van Der Waal intermolecular16,17 and other forces (dispersion forces, induction forces, hydrogenous links, dipoles – dipoles links) acting on lower distance close to 0.5 nm. 8 The chemical forces are developed when the molecules or atoms of the machine part and the dirt are putting together in common some electron to realize ionic or covalent links. 18 Mechanical links can be found sometime when there is a hard contaminant that penetrates to a less hard workpiece, it can cause a junction close to welding.1,18 But this type cause damage of the machine part for further use and can’t be considerate. The cause of contamination formation lies on external or internal factor. For example the rust is formed due to reaction of a part with one or combinations of external agents that can be in liquid, gas or temperature form.
Essence of washing and clearing operations and their place in production process
Contaminations are formed not only due to contact of the machine of its parts with ground, plants, lubricating and combustion materials, 19 but also in variable temperature modes, in the presence of friction between machines parts.8,13 This happens during the interaction of machines parts among themselves, interaction of machines parts with a working environment. 20 They reduce stability of protective and decorative coverings, increasing the speed of corrosion processes, reducing the culture level of maintenance service and finally constitute one of the reasons leading down reliability of machines and units. 21 Adhesion of contamination to the initial surface depends on surface quality and is considered as the basis of the mechanism of their formation both during primary production or machine exploitation.
The degree of contamination depends on the listed conditions. Both internal and external surfaces of machine parts can be exposed to contaminations. External contaminations denaturise visual aspect of machine, they can be divided to dust and oiled mud. Contamination of internal surfaces possesses higher adhesion to cleared surface. The most widespread are contamination from the rests of lubricating, combustion materials and products of their transformation.19,20 Inclusions that are formed on surfaces including scratching, oxidation, destruction of paints depending to the place they are situated can be can considered as internal or external.
Proceeding from sets of works among which,12,19,20 it is known, that quality of washing and clearing works renders essential influence on reliability of repaired product. On the same basis it is established, that poor cleaning of machines parts during engines assembling reduces their post overhaul resource from 20% to 30%. 13 Moreover, it is known that cleaning and preparation of surfaces make up to 10% of labour input of product manufacturing, 3%–3.5% of general complexity for capital repair of cars. 8 At poor washing and clearing works it is impossible to provide high accuracy of assembly of units 9 that reduces labour productivity of machine due to assembling imprecision. So, quality control and surface restoration of badly washed up machines parts are difficult to implement. On occasion, repair of machines can be completed by successfully executed cleaning and washing operations. 19
In this connection a big attention is given to questions of washing and cleaning of machines parts, units and productions object. Continuous perfection of the existing methods is directed on increasing labour productivity by means of monitoring and automation of process in repairing and direct manufacture. Only the parameters of the used methods and type of contamination can determine the effectiveness of the process. Now certain successes in the improvement of quality of washing and cleaning works are exhibited in technological processes for capital repair of production’s object in the form of multi-phase, inter-operational and multi-stage process are achieved.12,20 According to that point of view, constant perfection of technologies remains one of actual problems of repair and recycling of mechanical’s engineering products.
Industrial methods of washing and cleaning works
Modern methods of cleaning contaminations provide complex mechanical and physico-chemical interaction of cleaning solutions with contaminants and surface being cleaned. 18 The existing methods of cleaning and rinsing applied in manufacture can be found in various literatures among witch12,22–26 and they can be divided on two large groups that are mechanical and physico-chemical.
Physical and chemical methods of cleaning of machines parts are divided into methods of cleaning in electrolytes, organic solutions or special cleaning fluids. Here, the type of contamination is the most important factor determining the choice of cleaning solution and cleaning conditions.23,24 This method of cleaning is manifested in the complex process of the interaction of pollution, process fluid and cleaned surfaces. The bases of cleaning are the processes of physico-chemical adsorption, wetting, emulsification, 27 foaming and stabilization. 8
Mechanical methods are based on impact influence of special tools or solid particles on surface being cleaned.
The use of one particular method is guided by the type and nature of contamination, the required degree of cleanliness, the nature and the geometry of the object to be cleaned, their quantity, the frequency of process execution, the necessity of processes automation, the consideration of environmental and standard restrictions and also the costs and budget available for the process as classify in Pereira. 11 In addition the author of the mentioned work provided some comparison between the main cleaning processes used in the metalworking industry but avoiding mechanical cleaning with the use of vibration. The author1,3,18 have developed that aspect superlatively, even thought 1 has established that vibratory processing allows deburring and edge finishing but also contamination removal as demonstrated in Babichev. 5 Many authors 7 when classifying non conventional machining are escaping low frequency vibratory processing or considering it as mechanical cleaning although it can differ from others. The particularity of this method is that it combines the effect of abrasive machining during mechanical vibrations that guaranty free movement of all the mixture and adimensional processing. In Li et al. 28 and Kang and Hadfield 29 it is proved that vibratory machining in the middle of abrasive instrument is a finishing non conventional processing that have positive effect on the surface of parts by reducing surface roughness, ameliorating surface texture 16 to polished surface with microstructural changes 4 and surfaces micro-hardness amelioration. 3 Furthermore in Laroux 1 and Sambharia and Mali 30 the discussion let to conclude that abrasive flow finishing processes are mainly used for polishing, deburring, removal of cast layers, radiusing and finishing intricate shapes by flowing abrasive laden viscoelastic carrier over the surfaces to be treated. This is why1,3 has established the condition of carrying on the operation not only for the above mentioned process but also for cleaning and washing by the multiple contact effect between parts and freely moving abrasive instrument. Babichev 5 has deeper study the condition of realization of such operation. But the developed topic is limited to the mass ratio between parts and instruments, their compatibility, the duration of the process, the choice of abrasive instrument for execution of one of up mentioned operation, the reduction of roughness and micro hardness, the economical aspect of process comparing to others and also the environmental aspect of it in Babichev and Babichev 3 for massive use. The contaminants studied are hydrocarbon contaminants in the engine parts such carbon deposits, scale, soot, corrosive and oil-mud formations. The variation of hydrocarbon contaminations removal rate with frequency, amplitude, instrumental medium and temperature are taken separately without combining them to optimize the process. The generalization has been made for other types of contaminations.
The analysis of conditions for the effective use of low frequency vibratory and vibration wave processing for cleaning works
The main parameters of low frequency vibratory processing are highlighted in the works of Anatolyi Babichev, Gillepsi Laroux and Brandt. These include the trajectory of both with the respect to the working chamber and the particles of the mixture of processing medium, their speed and acceleration, their force of micro-blows, the contact pressure between particles and parts, the stress and temperature occurring in the area of the micro-impact, the duration of the process, the average temperature and pressure in the working chamber.1,5
It is established in Babichev and Babichev 3 and Dieudonne 8 that, the conditions of formation of stationary traffic circulation processing environment for slightly eccentric (close to a circle) ellipses is the vibratory processing with the working chambers characterized by the following relationships:

where H– height boot; L– width section of the chamber; A– the amplitude of oscillation of the container;
Vibratory processing is a complex interrelated phenomena involving micro-cutting, elastoplastic deformation, activation of the superficial layer of the machine parts, formation and destruction of secondary structures, that are repeated with the respect to the frequency of action of the disturbing force.16,18
To implement vibratory processing, the work-pieces are loaded into the working chamber together with the processing medium. Oscillations with a frequency from 10 to 90 Hz and amplitude down to 9 mm are communicated to the working chamber in different directions. 3 At the same time, the working medium and the work pieces are continuously subjected to variable accelerations. They come into intensive relative movement, making two types of movements that are oscillations and slow circulation. 5 From the walls of the working chamber, the vibration is transmitted to the adjacent layers of the working medium, which transfer it to the next layers etc.
During processing machines parts occupy different positions in the working environment, which ensures a fairly uniform processing of all surfaces in contact with the working medium.16,30 A large number of micro-impacts (micro-shots) in various directions at the same time on the workpiece help to keep it in suspension thus eliminating rough, nicks and damage, weakening links between existing layers. 14 An important condition for vibration cleaning is the presence of complex effects on the related mechanical factors29,30 but also physico-chemical factor.7,27
The use of instrumental medium and process fluid during processing provides physico-chemical adsorption process, reducing the resistance created by the contamination on machine parts surfaces in the boundary layers. This leads to a decrease in the resistance of the contamination due to mechanical stress, contributes to various changes such as the formation of micro cracks between the contamination and the surface of the material. The consequence is that there is accelerated destruction of contaminations. The contact of solid body (the surface of a solid or contaminants) with the process fluid creates on the surface of the solid a boundary layer that has an excess of free energy or adsorption activity.31,32 Excess free energy determines surface energy or tension.
The working medium is solid filler granules of various shapes and sizes subjected to vibration influence for implementation of the process. The classification of processing tools is carried out according to the shape, size, aspect, materials and method of their obtention.5,6 Following the analysis of researches,3,18 the most important features of a working medium are its flexibility, fluidity, hardness, graininess, curvature etc., which ensure the contact of the particles of the instrumental medium with the surfaces of parts being processing.
The processing operation is carried out mainly with a periodic or continuous flow into the working chamber the process fluid of the required composition and much less often dry.17,25 This processing fluid provides removal of wear products from the surface of machines parts and particles of the working medium26,33; cooling of the parts; intensification of the process through direct chemical interaction of the solution with the surface of parts and the adsorption effect of surfactants in places of greatest contact; wetting of the processing medium and the workpiece; helping uniform distribution of machines parts in the working environment and the separation between parts and abrasives.34–37
The polarity of the surfactant is due to the structure of the molecules, consisting of two parts with different properties. One part of the molecule is hydrophobic (water-repellent) and contributes to the dissolution of the surfactant in the oil and the other part is hydrophilic and contributes to the dissolution of the surfactant in the water. 12
The parameters that can be controlled are frequency and amplitude of oscillations link to the machine, 28 type and granulation of processing tools, processing fluid, temperature of the medium and processing time.1,3 At the same time surface property can be controlled to fulfil functional requirement. 38
The nature of the mechanical and physico-chemical phenomena occurring during low frequency vibratory processing is determined by the following factors5,6:
the mass ratio of the processing medium and the processed machines parts;
the material characteristics of the workpiece;
the dynamic process parameters, reflecting the processing mode;
the composition, properties and amount in the working chamber of the process fluid;
the types and granulometric characteristics of the processing medium.
The cleaning of rust and old paints is usually done by using traditional method such chemical interaction or mechanical method and the duration of the process has variable character. The chemical process can be effective mostly if the thickness and adhesive force of dirt is constant. The mechanical method allows only the parts in contact with tools to be clean and uncontrolled contact can easily damage the parts surface. Ultrasonic cleaning combine high frequency vibration with chemical interaction to it implementation and need to be settle mostly in watered solution. The lack of mechanical interaction of parts reduces the process performance for certain type of contaminations. Moreover, the existing machines have rarely two or more range of processing frequency, although the method that has visible achievement in hospital and some industrial applications. The consequence of this is that the cleanliness is not always the same in the surfaces. Only a limited part of surface where the ultrasonic tool is acting can simultaneous been cleaned. Weaker dirt is easily falling up from parts and parts and tools with low interaction do not easily favourite high cleanliness and uniform brilliance of the surfaces. In this case vibroabrasive cleaning can combine both effects that can be suitable for massive production. The rusted surfaces are characterised with microprofile favouring variation on contamination thickness within the surfaces. In this state it is difficult to determine the required time for parts to be cleaned with an average cleanliness. The aim of this work is to define and characterise conditions of washing and cleaning of rust and old paints contaminations from machine parts by using low frequency oscillations with the frequency range less than 90 Hz in the abrasive medium. This will allows to establish the dependency between the type of contamination being removed on a given machine part, the removal rate that determine the degree of cleanliness, the optimal parameters of a given vibratory machine, the processing medium and the process duration. A target function of monitoring will be determined to control and optimise the process. All that will help to monitor and possible automation of the processes of clearing, cleaning and washing of such contaminations by low frequency vibroabrasive machining. As it is known that usually during repair and disposal of mechanical product reviewed operations play an important role before non destructive control, failure analysis of machine parts.
Material and experimental research methodology
Characteristics of samples and materials
Selection of samples materials were guided by considerations of the possibility of wide application of research results in the practice of direct and repair production as well as during disposal (recycling) of engineering product.
Samples (rollers and rings) on Figure 1 were either subjected to rustproof with subsequent painting for rollers or contaminated with rust for rings. The initial samples were weighed. Rings were watered and isolated in a milieu that favour oxidation. Again they were weighed after drying in order to obtain applied dirt. The parameters of machine were then settled and the processing medium was chosen with the fulfilment of equation (1).
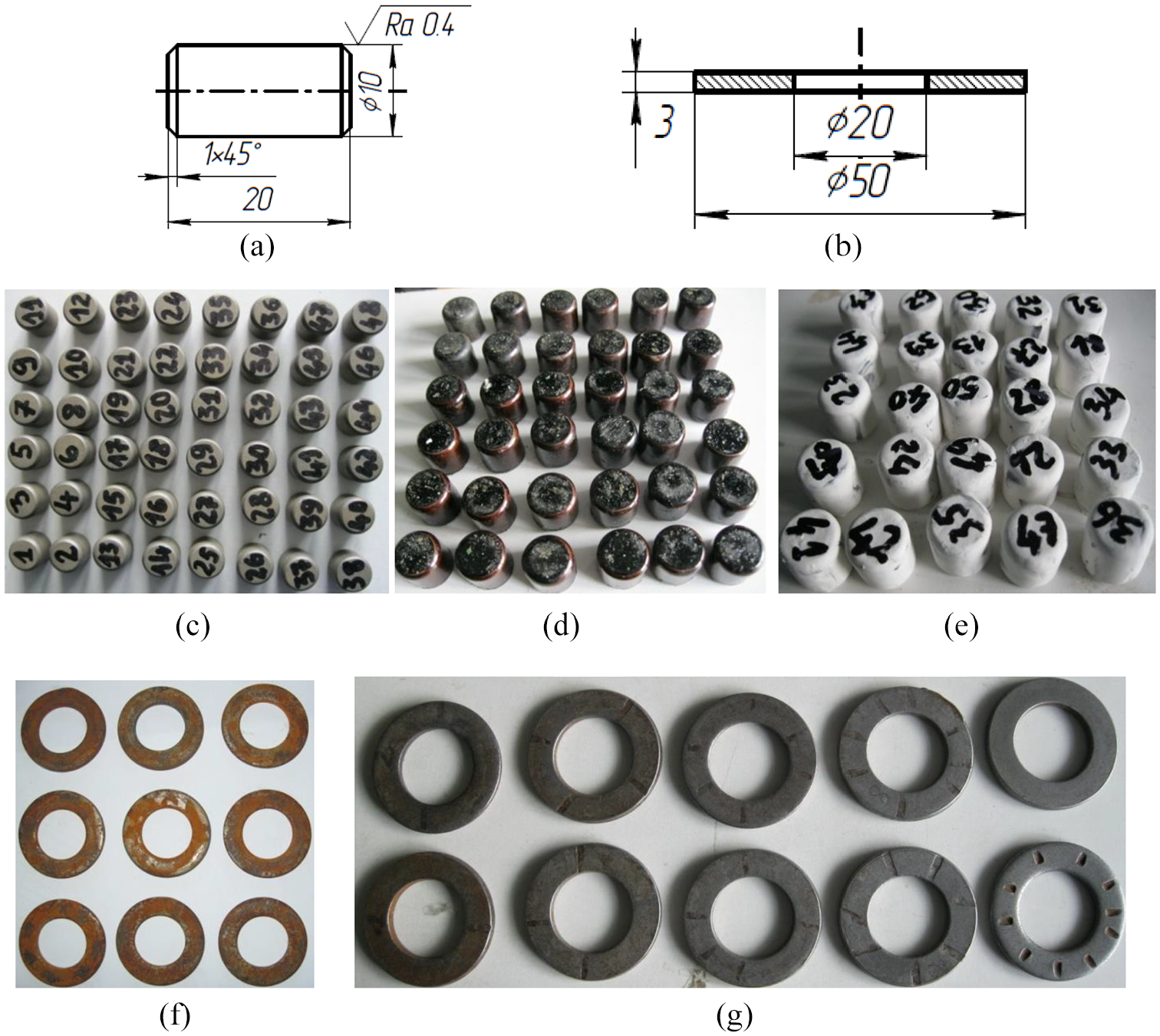
Sketch of samples used to study the paint (a) and rust process (b); and real initial samples (c); primed samples (d); painted samples (e); rusted sample (f) and cleaned sample from rust (g).
For machining samples and parts, the following types of working medium were used (Figure 2): porcelain balls Ø 6–12 mm; conical and pyramidal abrasive granules PT 10 × 10, PT 15 × 15 of the Volga’s abrasive Plant. After the required processing time of low frequency vibratory processing of samples on the universal horizontal vibrating machine UHVM 4 × 10 down described functionally and presented in Figure 3, the samples were removed, dried and finally weighed in order to verify the efficiency and productivity of the process.
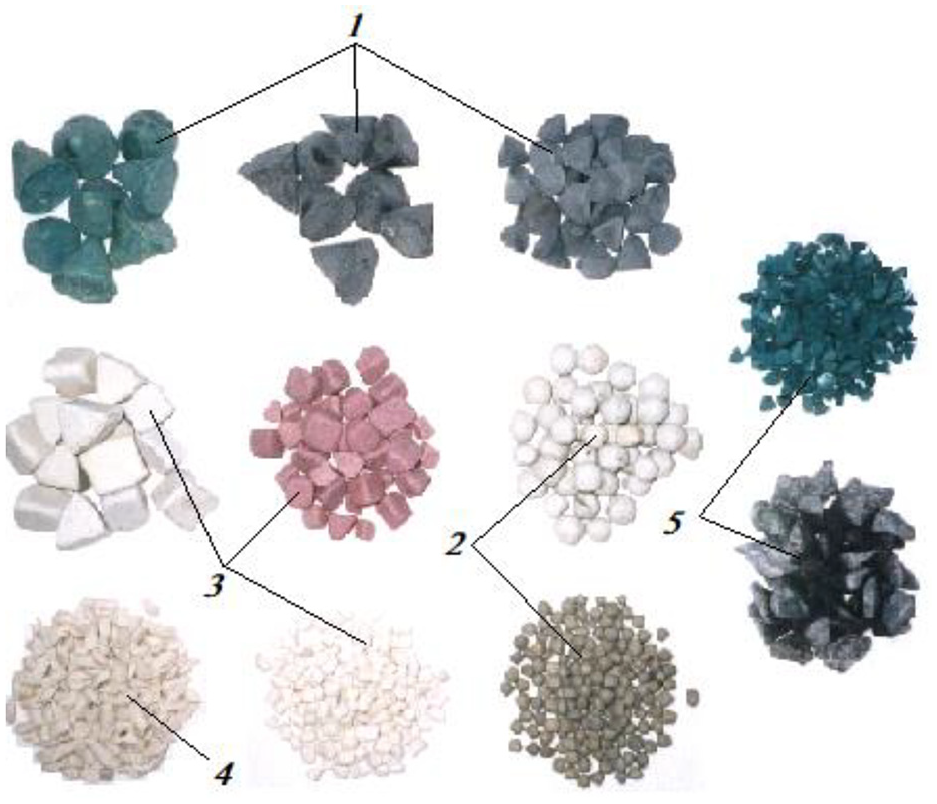
certain types of abrasive medium: 1 – Conical abrasive granules (metallic, on the polymer bundle, polyethylene); 2 – porcelain balls and metallic spheres; 3 – Pyramidal abrasive granules; 4 – bevelled abrasive cylinder; 5 – crushed abrasive mineral and breakage of grinding wheels.
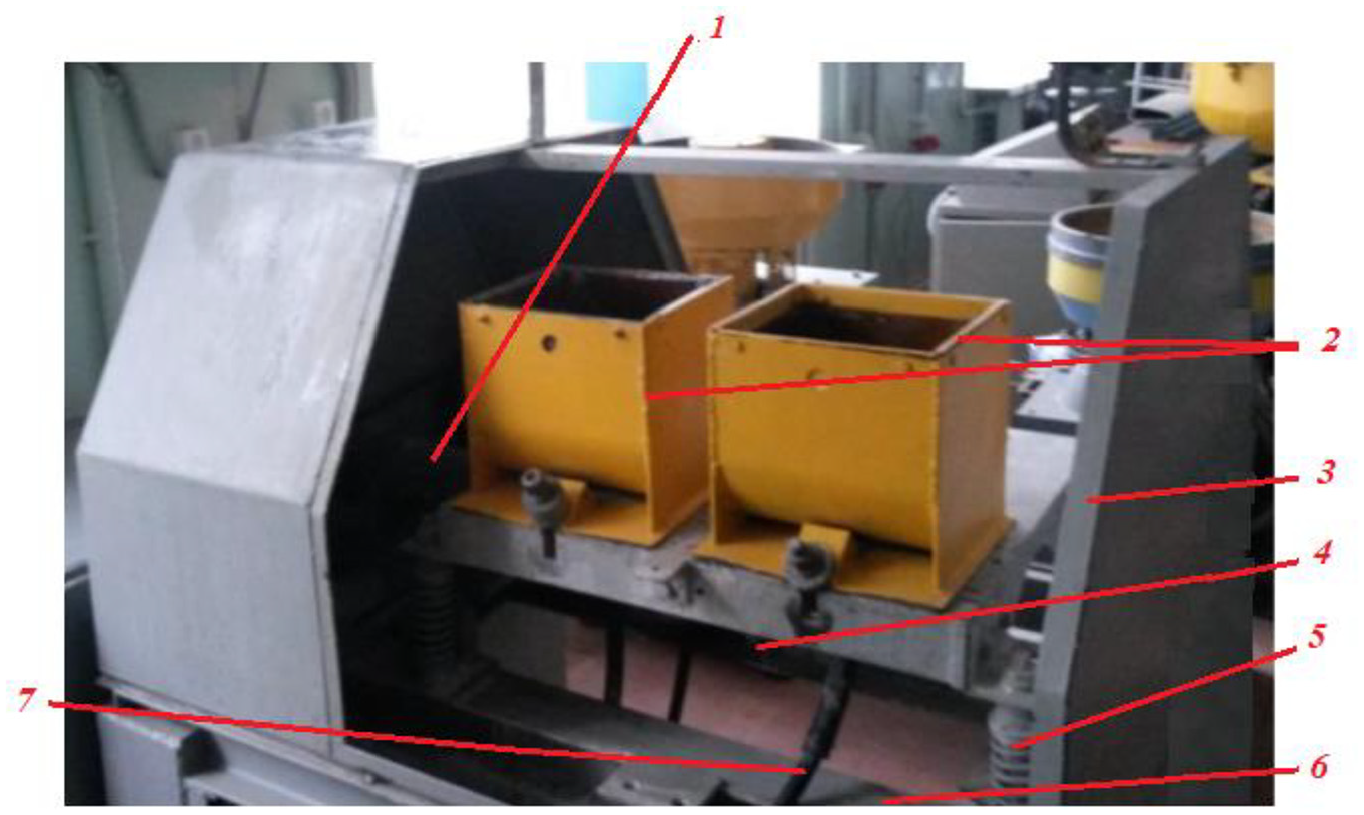
vibration machine UVHM – 4 × 10: 1 – electric motor; 2 – working chamber; 3 – case; 4 – main shaft with unbalance vibrator (mass); 5 – elastic elements; 6 – base (frame); 7 – pipeline; 8 – vibrating plate.
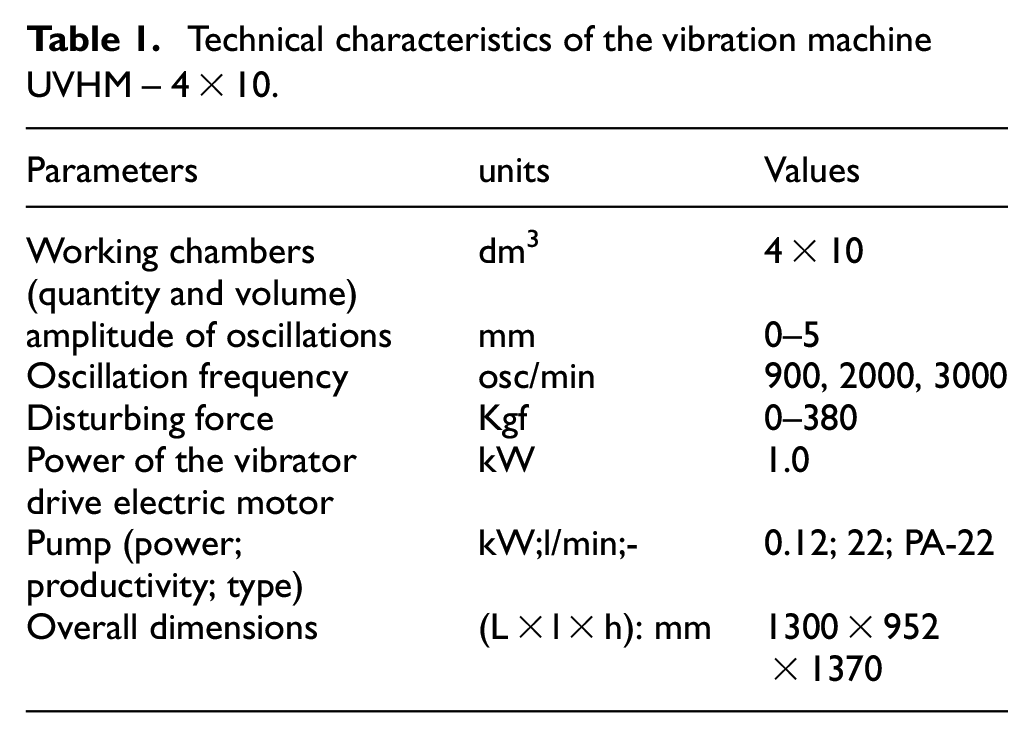
Experimental studies were carried out on a Russian standard vibration machine UVHM 4 × 10, shown in Figure 3 with the functioning described above that reflects the one used in literacy3,16 and functional parameters given in the Table 1. The total volume load of mixture of samples with the working medium was made
Technical characteristics of the vibration machine UVHM – 4 × 10.
Methods and tools for evaluating and measuring research results
The quality of cleaning is assessed by the amount of residual contamination on machine parts that can be determined by weight, visual and luminescent control methods. The visual and weighting method were adopted. For weighing samples during washing, cleaning and drying operations, analytical damping scales were used with a maximum load of 200 g and an accuracy of 0.0001–0.0002 g.
The vibrations frequency range with the step of 5 Hz was selected with the help of a speed variator between the frequencies from 20 down to 60 Hz and the angular position regulations between unbalance masses has helped to vary amplitude of oscillations of the working chamber. An oscilloscope was helped to establish the considered amplitude. The initial conditions that favour processing according to formulae (1) were the formation of stationary traffic circulation processing environment for slightly eccentric ellipse. That is why some range of amplitude and/or frequency of oscillations were not used as they were not able to satisfy the mentioned condition. Consequently they couldn’t appear between parameters values that were selected for processing.
For accuracy of the considered washing operation during low frequency vibration exposure, samples of a group were processed separately in the same conditions and statistical analysis were used to provide and to consider the average values. The full factorial design plan was used to establish the relationship between main process parameters and an interpretation was done. The variance table was used for significancy test, Cocrena’s test for uniformity of dispersions and adequacy control, Student’s test for verification of significancy and finally Fisher’s test was used to verify if the mathematical model is adequate or not.
There is uniform dispersion when
When performing washing and cleaning operations, the parameters studied were quantity of the dirt removed from the samples surface, the surface cleanliness, the required processing time, the specific residual contamination, the wear resistance of working environments, the samples surface roughness, degree of change of micro hardness that was determined or measured as recommended in Babichev. 6
The Figure 4 illustrates the experimental chart with various parameters in all stage of the process.
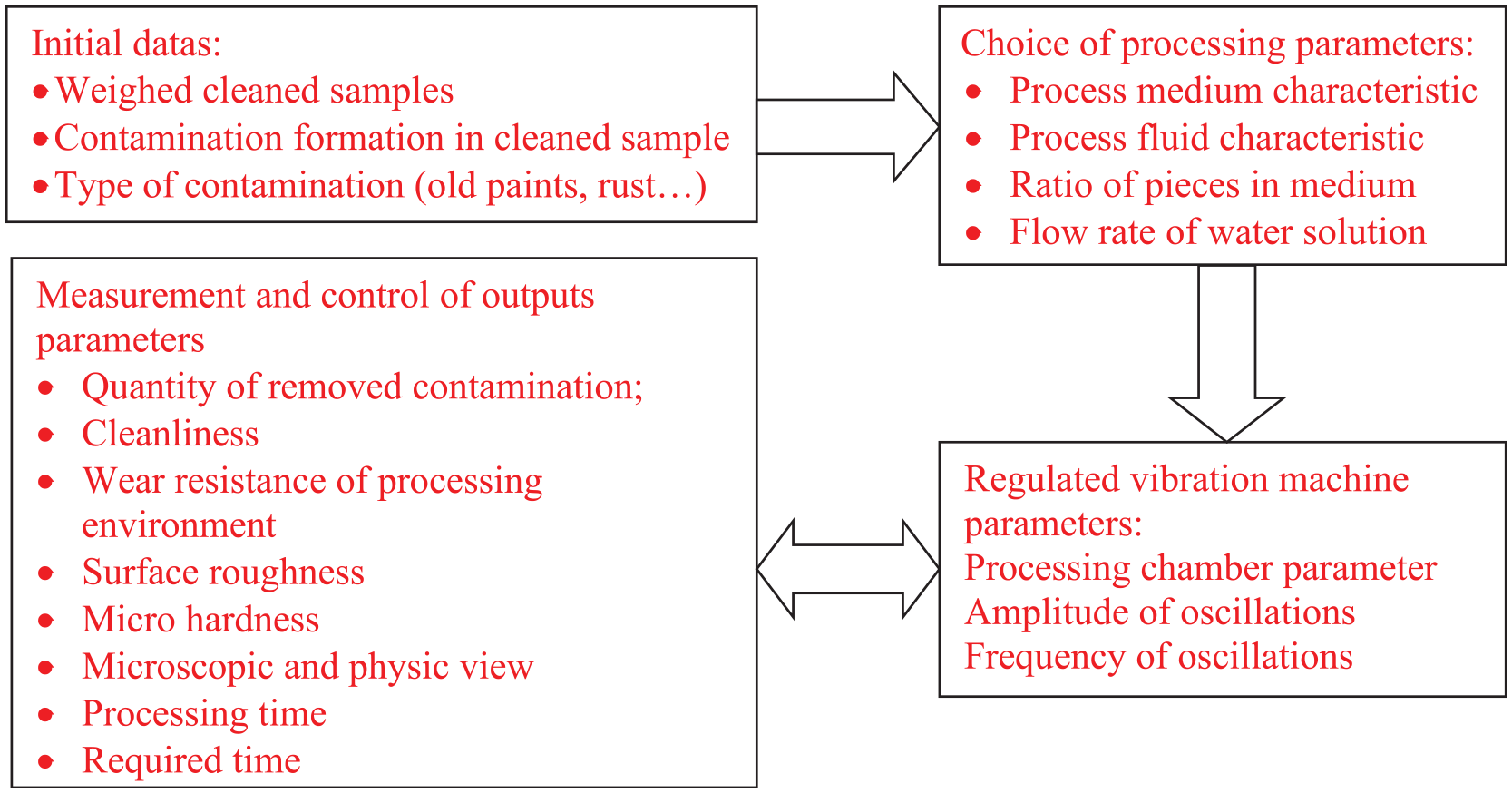
Experimental process flowchart.
Result and discussion
The effect of amplitude and oscillations frequency on the removal of rust and paint contaminations
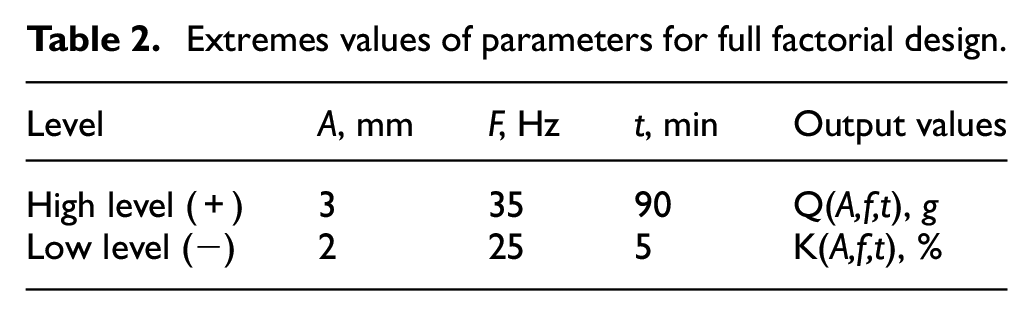
The research results are presented in Figures 5 and 6, characterizing the influence of the amplitude and frequency of oscillations respectively after consideration of parameters values that favour the process by fulfilment of condition according to formulae (1). It permits to obtain lower values of frequency and oscillations in Table 2 and upper values are considered by requirement of safety of the process. Both Figures show that, despite the dependence of the removal rate on the amplitude and frequency of oscillations, the type of contamination also has a certain effect on this specified process.
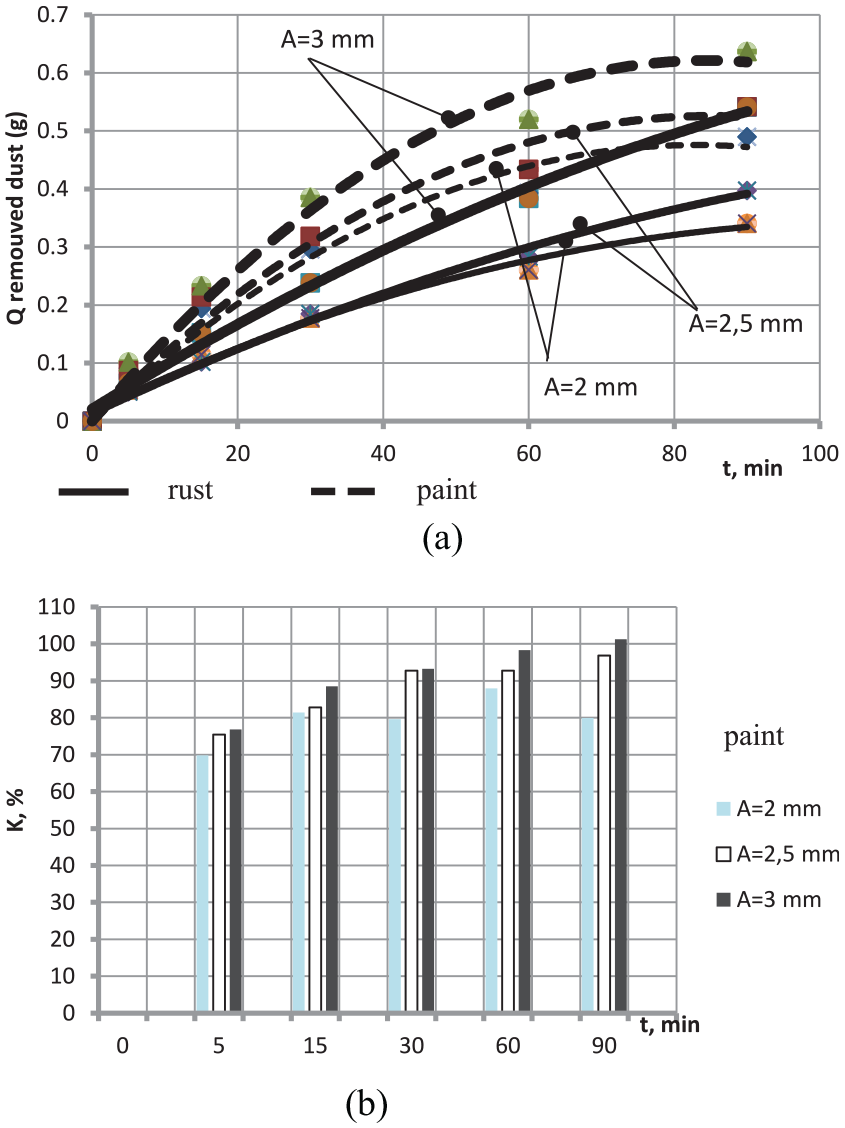
The dependence between the removal rate of rust and old paints contamination from the workpiece and the amplitude of working chamber oscillation: oscillation frequency is 30 Hz; working environment – PT 15 × 15 abrasive granules; process fluid is the solution of soda ash 40 ml/l; t– time of vibration processing: (a) mass quantity of removed rust (straight line) and paint (dotted line) contamination; (b) percentage of sample’s cleanliness.
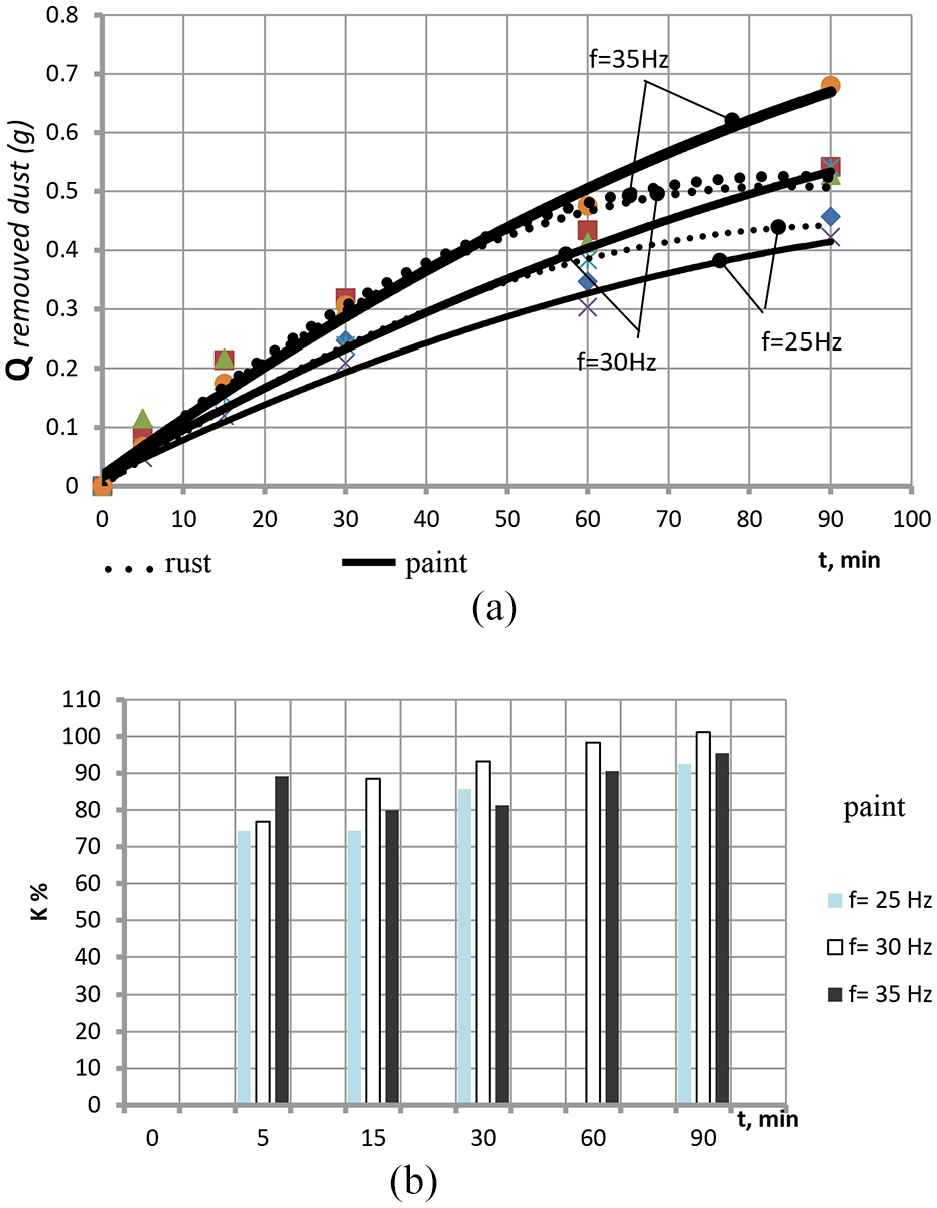
The dependence between the rate removal of rust and old paints contamination from the workpiece and vibratory machine oscillation frequency: the amplitude of oscillation – 3 mm; working environment – PT 15 × 15 abrasive granules; process fluid – solution of soda ash 40 ml/l; t– time of vibration processing: (a) mass quantity of removed rust (dotted line) ant paint (straight line) contaminations; (b) percentage of sample’s cleanliness.
Extremes values of parameters for full factorial design.
With an increase in the amplitude of oscillations as shown in Figure 5, the removal of solid contamination increases, which is explained by an increase in the forces of micro-shocks of the particles of the working medium and the path of their active influence on the surface being treated.
With a constant oscillations frequency, the path that each particle of the working medium passes increases with an increase in the amplitude and consequently, the velocity of the particles of the working medium increases. In fact, during the same period of time equal to the oscillations period, the particles of the working medium pass a relatively longer path. That means there is intensification of the movement in the chamber. With an increase in the speed of movement, the accelerations of particles also increase. The growth of acceleration at a constant mass of particles of the working medium causes an increase in the force with which each particle of the working medium hits the treated surface.
With an increasing path that each particle of the working medium passes, the length of its sliding along the treated surface increases and the area of active influence of the working medium particles on the treated surface increases.
With increasing amplitude, in addition to increasing the speed of oscillatory movement of particles in the working medium, the speed of circulation of the whole mass of the working medium (processing medium with the sample) also increases. Thus, with an increase in amplitude A, the removal of solid contaminants also increases due to an increase in the speed of rotation (circulation) of the entire mass of the working medium. This can be observed with rust and old paints contamination although rust contaminations are easier to remove than old paints.
For certain lower amplitude of oscillations the vibration of the working chamber can be observed but without circulation of the processed masses that are mixture of parts with abrasives. This happens because the initial velocity transmitted to particles is not sufficient to project on masses to the admissible high and to the required transversal to it distance that guaranty circulation. At this level the elastic element is acting more with longitudinal deflection than the required transversal movement created by the spring coils, absent or almost neglected due to it lower value. The other possible explanation is that the acceleration of each particle in the chamber is lower than gravitational constant. Furthermore the torsion of elastic element of the machine is less or negligible, that is why with the same stiffness the only the vertical amplitude is acting. Even in the case that acceleration grows the kinetic energy of masses is almost equal to the potential energy that highly depends on amplitude. Only the rapid descent movement of the working chamber at that moment favourites relative slow descent of parts and abrasive due to their proper mass in any oscillations period.
For extreme value of torsional amplitudes of elastic element, it became non negligible and the masses are subjected to greater kinetic energy that is why parts are moving with bigger path.
In the beginning of the process a big quantity of dirt is removed from parts and any continuation of the processing does not assure the same removal rate. This part of removed dirt is those with weak links of adherence into parts. It also can be observed that rust removal rate is higher than paint’s in any stage of the process and particularly in the beginning stage of process, explaining that rust links is weaker than paint’s.
For constant amplitude according to Figure 6, with an increase in the frequency of oscillations, the intensity of the surface cleaning process increases. The growth in removal of solid contaminants with an increase in the frequency of oscillations is explained by an increase in number of micro-blows of abrasive particles on the treated surface per unit of time. Also by an increase in the speed of their relative slip and the forces of micro-blows as a result of an augmentation in the accelerations of both abrasive particles and parts having constant mass. Observation of the behaviour of the processing medium in the working chamber showed that with an increase in the oscillations frequency, the circulation (rotation) of the entire mass of the working medium accelerates. Consequently, the increase in the removal of solid contaminants in this case occurs due to more intensive mixing (circulation) of the working medium.
At the same time, with an increase in the frequency of oscillations, the density of the bulk material (the abrasive medium in this case) decreases, which leads to a decrease in the pressure of the working medium on the surface of the samples and that is accompanied by a decrease in the intensity of the removal of contaminants. Oscillations from the walls of the working chamber are not transmitted equally to all the material of the processing medium, but they gradually fade out as they move away from the walls of the working chamber. It should be assumed that with increasing oscillations frequency, the layer with the largest oscillations amplitude will narrow and be in close proximity to the walls of the working chamber. The volume of the processing medium will magnify with an increase in the oscillations frequency’s, which will lead to a decrease in the intensity of the vibration effect of the entire mass and to a decrease in the removal of contaminants from the samples.
By considering full factorial plan designs with three factors, each at two levels as shown in Table 2 mathematical processing of experimental results allowed to determine the target cleanliness function (2) and also the equation characterizing the dependence of the paint removal (3) on the amplitude, frequency of oscillations and processed time is:
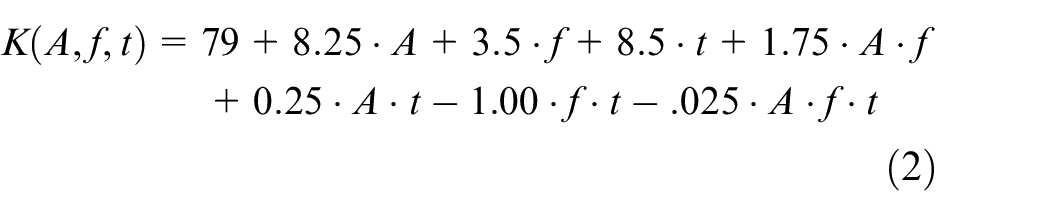

where the corresponding working environment was PT 15 × 15 abrasive with flowing water as process fluid.
The variance table shows largest values of
Cocrena’s test (
Table of variances.
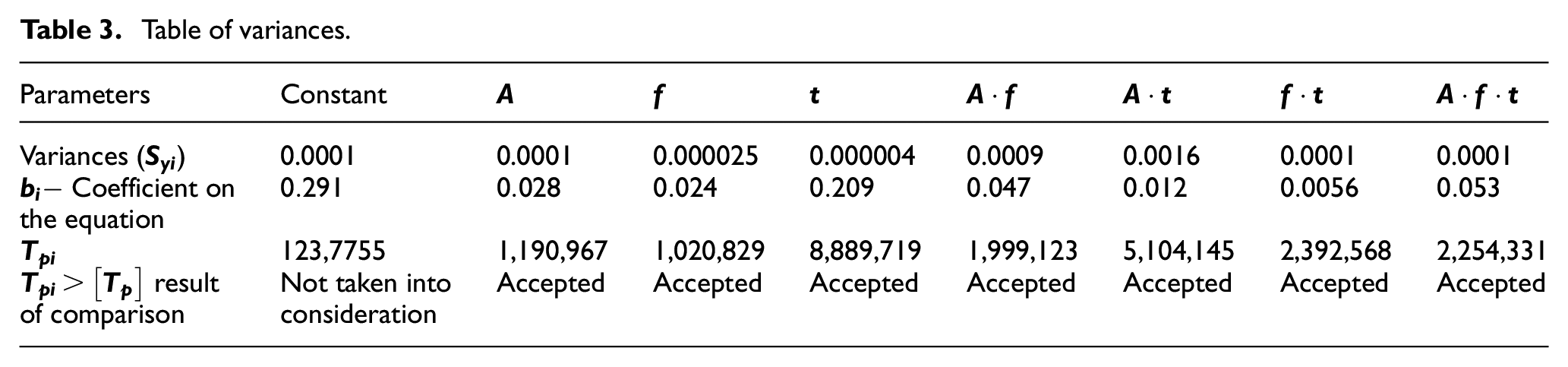
The adequacy control made with Crocrena’s criterium shows that there is uniform dispersion (
In this case we can consider homogeneity of variances in all samples, variables considered to be independent and the distribution of values according to the normal law.
This equation is showing that in the beginning of low frequency vibratory processing, the cleaning operation is more intensified due to the presence of certain weak links between the contamination and the surface being cleaned of machine parts and gradually reduces with time. The removal of some specific residual contamination depends more on time. For any parameters of the vibrating machine and any of their combination with any processing environment the time is the most relevant factor that can be reduce by optimising the above mentioned parameters. The quantity of removed paint is linked more to the amplitude of oscillations that has an important role to accelerate the process. Increase in any considered parameters has positive impact to the cleaning operation. But as the machine is designed for range of amplitude, the bigger value of frequency can lead to easily cause negative consequences. The wear of the working medium becomes so intense that the cost of processing increases dramatically, the load on the shaft bearings on which the imbalance vibrator is located increases. That can happen because the disturbing force increases in proportion to the square of the angular frequency of the shaft rotation. At this stage, the noise arising during the operation of the vibration unit increases sharply and acquires a high tone, unpleasantly acting on humans. For that reasons the optimization of the processing can be reach with an upraising of amplitude. The equation (3) is the target function to determine process time to obtain certain degree of cleanliness depending on amplitude and frequency combination. It permits to characterize the rate of dust being removed trough equation (2). Almost identical structure of equation is obtained while dealing with rust but with different coefficients relatively similar to the one above that lead us to the same explanation of the process.
Further processing of machine parts lead to vibration abrasive processing reviewed in Babichev 5 resulting to removal of burrs, hardening, rounding of sharp edges, used in finishing, polishing and grinding operations. This process mainly depends on the type of abrasive in the processing chamber. In this case the metal removal rate can be given depending from amplitude and frequency respectively for steel 45 as:

After analyzing the results, it is possible to present physical essence of the process of cleaning machines parts from paint and rust contamination as follows. Cleaning of the machines parts in the process of low frequency vibration treatment occurs under the action of shaking (stirring), collisions and variable accelerations, micro-blowouts of particles in the working medium, the wetting action by the process fluid (when processing with flow). The type of contaminant, it quantity on a given surface and it links to surface characterise the difficulty of the process.
The influence of the characteristics of the processing medium
Experiments of this nature were carried out with the fulfilment of the conditions indicated in section 2 and when the amplitude of oscillation was successively changing according to values in Table 2 that is from 2 to 3 mm; oscillation frequency 25–35 Hz; process fluid – solution of soda ash 40 ml/l. The result presented is the one with amplitude A = 3 mm and frequency f = 30 Hz in Table 4 having almost a proportional dependence when increasing and decreasing graininess of the processing medium using different shape of the same type of instrumental medium. But each of the processing medium has a particular characteristic that differs from others and that effectiveness depends of type of contaminant to be removed. From that, it can be argued that washing and cleaning processes largely depend on the applied instrumental environment. Therefore, depending on the quality requirements of the surfaces to be treated, an environment should be chosen to optimize the process.
Summary of the dependence between the rate removal of rust and old paints contamination from the processing medium.
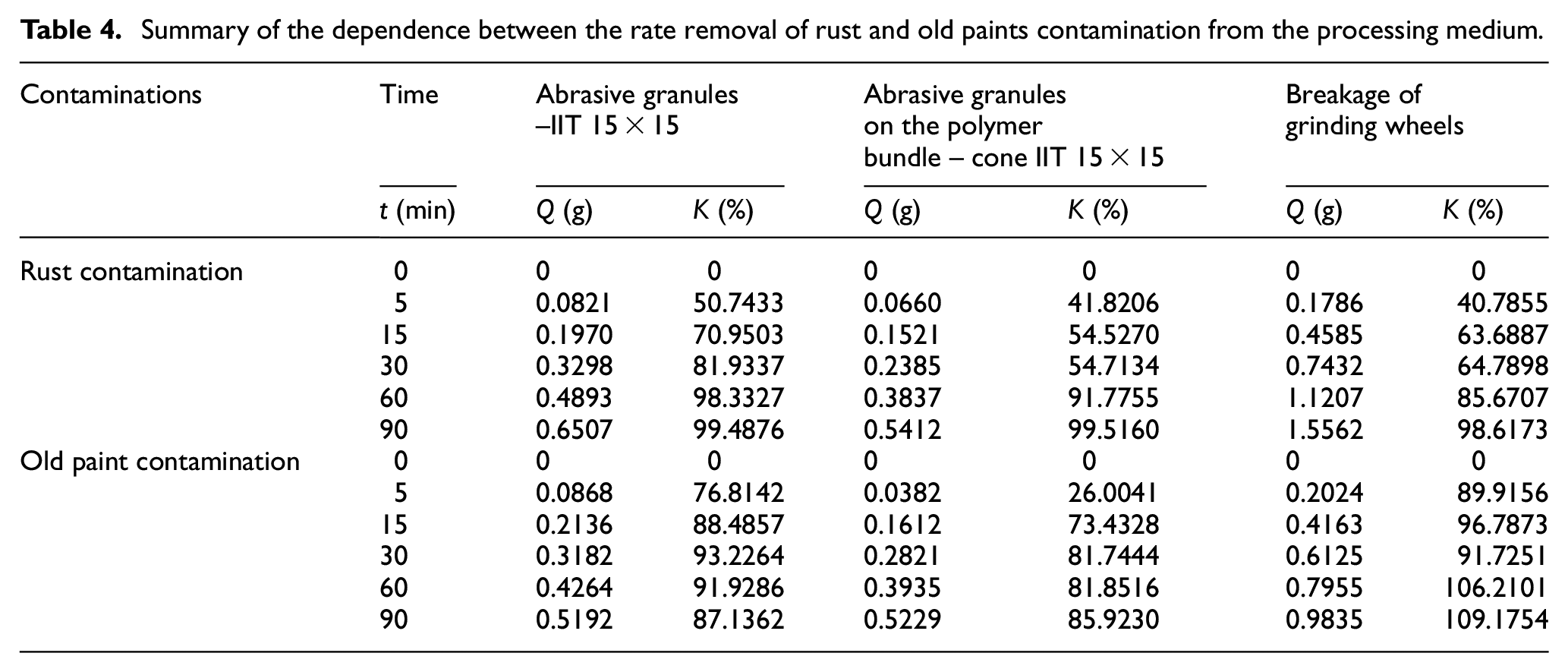
In addition, it is established that with increasing size of the abrasive granules removal of solid contaminants increases. For this purpose, first of all, their sizes, hardness and granularity are taken into account.
The growth of removal of solid contaminants with an increase in the size of the abrasive granules is explained by the relatively greater force with which the particles are subjected to in the process of impact treatment. It should be noted that the efforts due to micro shocks of abrasive particles during processing have a greater impact on the removal of solid contaminants than the number of micro shocks. Multiple shocks of abrasive granule with the sample surfaces during vibration exposure are divided into direct impact and sliding impact. Shocks are accompanied by plastic deformation of the contaminated parts. Direct impact creates pressure on the surface of the contaminated parts and the resulting deformation is directed toward the depth of the sample. Their multiplicity initiates appearance of cracking and breaking of the contaminant on the sample surface. The sliding impacts cause shift, fragile destruction and tearing of contaminants. The absence of contaminant can also lead to some deformation of the parts helping more in reducing the protrusions and levelling the hollows space until a certain level after feeding it with micro particles. Oscillations and impact between the particles of the working medium as well as between the parts and the working medium create a condition for the formation of waves in their bodies. These waves have kinematic characteristics and can be subjected to number of physical laws such as reflection, refraction at the interface, interference, refraction, diffraction, etc. As the material of parts differs from the composition of contaminant, the resulted wave process is transmitted both on the thin surface layer of the contamination and also on the part but with different wave-length due to the larger difference between their thicknesses. This repetition of that process initiates some separation between contamination and sample.
The removal of solid contaminants grows most rapidly with increasing of shape and size of abrasive up to 20–30 mm; with a further increase in the sizes, the rate of solid contaminants extraction is noticeably lower. This phenomenon is obviously due to a decrease in the rate of circulation of the entire mass in the working medium. The porosity and grain sizes of the abrasive is playing an important role in tearing certain contaminant with the presence of multiple randomly located sharp or not edges on his surface. This allows the particles of abrasive instrument to initiate scratching effect to the sample surface removing contaminations at the end. The scratching affectivity depends more on the intensity of the shocks occurring between parts and instrumental medium and also between abrasives particles. It can be accelerated by increasing amplitude and/or frequency as seen in section 3.1 as consequence of abrasive path augmentation. That is why breakage of grinding wheels has better productivity than other but can easily damage some surfaces by machining them specially with average grain size of faces and significant sharpness of multitude of tools on their surface. The shocks between abrasives particle has negative effect by reducing the shape, size and sharp of abrasive. The external view (form) of the abrasive also determines the real contact surface in the moment of shocks processes.
It should be noted that among other parameters of the vibration treatment process, the particle size of the working medium is one of the factors most significantly influencing the removal of solid contaminants and the course of the process as a whole. If the choice of the processing medium is not accurate after a certain time, the micro cutting surface of the sample can change its mechanical and also some of its tribological properties.
The influence of the composition of the process fluid
For the correct selection of the composition of the process fluid, it is necessary to take into account complex factors both of the processing itself, the parameters of the machines parts being processed and medium.
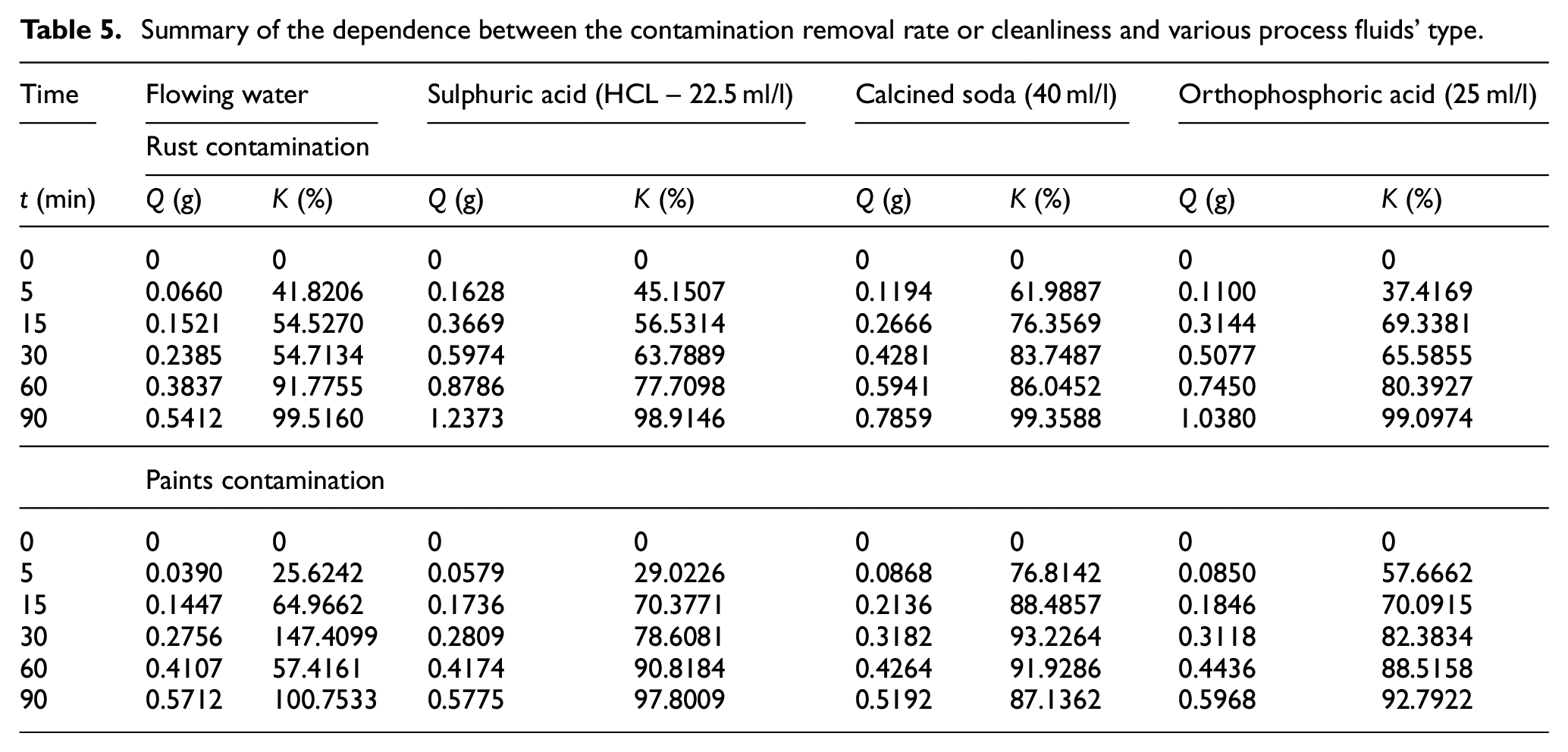
Introduction of a solution of chemicals to the processing medium can expands the complex functions of process fluid. Introduced additives help to increase the contaminations removal and preserve the cutting properties of the abrasives in the processing milieu. But it act differently depending to the type of contaminations as shown in Table 5 with the following parameters: amplitude of oscillation 3 mm; oscillation frequency – 30 Hz; working environment – PT 15 × 15 abrasive granules. The removal rate increases when processing rusted work pieces due to chemical reactions happening with solvent in presence depending to fluid concentration. Fluid concentration has to be limited not only for economy of chemical solvents but also for environmental reasons and because it can cause uncontrolled reaction leading in some case to destruction the workpiece surface. According the obtained brightening results it can be establish that process fluid increases the anticorrosive, greasy or wetly properties of solutions, it can form a strong foamy pillow, contributing to a better smoothing and the treated surface. The use of fluid contributes to better processing of soft and non-viscous materials. In certain case fluid possess properties of brilliance; interfere with pollution and in other case it contribute in darkening of polished surfaces and polishing bodies. Moreover it prevent flat parts from sticking together and ensure uniform processing of flat surfaces of all parts loaded into the working chamber. One of the ways to intensify the vibratory process is the introduction of low-molecular-weight surfactants into the composition of process fluid.
Summary of the dependence between the contamination removal rate or cleanliness and various process fluids’ type.
The manifestation of the adsorption effect reduces the strength of the surface layers of the metal contributing to the improvement of processing performance. The liquid penetrates inside cracked and braked parts of the sample weakening links between contaminants and sample surfaces. Vibration activity creates conditions of chemical activation of reactions and uniformity of the fluid solution during the entire process. Process fluid participates to temperature change in the zone of shocks occurrences and also to extract micro contaminations by draining it from the sample. That is why there is necessity to it filtration before re-using it in the process for the same purpose, even though it chemical activity is reduce with time depending on the chemicals reactions occurring before.
On the other hand, old paint is almost not reacting with process fluid; only neglected effect can be observed due to high adherence to the surface and the physical properties of the dry paints.
Depending on the pH value of the medium, the process fluids are divided into three groups: neutral, acidic and alkaline. The use of one of the above mentioned group to accelerate the process is justifying with the further chemical reaction that favour weakening or degradation of contaminations layer on the parts. The decision to use a concrete solution should be guaranteed by the impossibility of the fluid to cause negative effect on the parts surfaces.
The flow rate of process fluid and the quantity of fluid in the working chamber also have an effect in productivity. With much water solution in the working chamber (up to quarter of the volume of masses) the circulation effect of the working medium are slowing down due to difficulty of the constituted mass to tear off from the border of the working chamber and also on water solution. This is reducing the acceleration of particles. The water solution and solid masses are moving to meet each, that is why the dynamic motion of masses slows down and the water motion amplifies towards the top of the chamber.
One other parameter is the temperature of the process fluid that affects the temperature of the working medium and that have not been shown in this work because of the relative insignificant changing due to the fact that the construction of the working chamber has to be change to avoid the thermal transfers with the outer environment. 5 In fact, the volume of the fluid has to be limited to assure the flowing of the processing medium otherwise the mechanical effect of impact will not be significant. That also contributes to reduce the temperature of the entire mass being processing due to the considerable ratio between mixture of processing parts with abrasive granules and process fluid although it is known that, temperature elevation has known effects in the contaminations removal.
Conclusion
The main technological characteristics of cleaning and washing by the means of vibratory processing are process productivity, process duration and quality of cleaning or washing works.
It has been proven trough experimental result, due to the complexity of the process that two ranges of the principal parameters are influencing the operation of vibration cleaning and washing. The first range is amplitude and frequency of oscillations of the vibratory machine. They are depending on the machines fabrication characteristics so they can be optimized in certain range of variability according to constructive dispositions and type of contamination being removed. The second range mostly depends on the characteristics of the processing medium that are: type, sizes and shape of processing material; characteristics of the process fluid; type, quality and quantity of contaminants in the surface of machine parts. All this can allow optimizing cleaning effectiveness and processing time to assure higher productivity by monitoring combination of the reviewed parameters depending to the type of contaminants the machine part is subjected to. Furthermore this method is cheap, consumes low energy and allows cleaning at the same time a large quantity of machine parts (till one-fourth of the entire mass). At this level depending to the type of contamination, quantity of removed dirty and parts cleanliness can be controlled.
This imply that, when machining with the same parameters of vibratory machine, for each working abrasive tools there is a rational processing time that guarantee an effective productivity of cleaning and washing works.
All the parameters are effective to accelerate the ongoing process but their classification in order of importance in the process can consider: (1) the amplitude of oscillations; (2) the frequency of oscillations; (3) the type, size and shape of abrasive medium; (4) the composition of the process fluid; (5) the processing temperature. The removal rate depends more on the type of contamination and the processing time. Most of the time, the first four parameters contribute for 80%–95% in removal of contaminations depending on the type of the contamination. Only monitoring these process parameters with the settled target function can guarantee well usage of this method to optimise productivity in massive cleaning and washing of engineering product in particular for rust and old paint contaminations.
Footnotes
Appendix
Acknowledgements
Authors acknowledge it in the memory of prof. Babitchev who passed away on March 2018 and all the member of the laboratory who likely provided availability to help when it was needed, specially Prof. TAMARKIN the head of department of mechanical engineering, Prof. LEBEDEV the laboratory coordinator, PASTUXOV Fillip and KOVAL, engineers of the laboratory. Dr Essola expresses deep sense of love to Yvonne EWANE for encouraging him to take a time he should have to her for this paper. Authors are very thankful to ANUMBOM Eugene Bankaboh for reevaluating some minor aspect of this work and to Prof. NDOMBOUE Innocent for his advices for data’s analysis. We express deep and sincere gratitude to the anonyms reviewers whose corrections, suggestions and very constructive criticisms have contributed immensely to this final version of our paper.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partially supported by the intergovernmental cooperation in the laboratory Vibro-Technology ‘Вибтотехнология’ of the Don State Technical University.
Availability of data and material
Data sharing not applicable to this article as no data sets were generated or analysed during the current study.