
Abstract
Electrochemical trepanning is a highly effective and economic manufacturing technology and often used to process ruled surface parts in the aerospace field. Stray corrosion in electrochemical trepanning causes poor processing localization, large tip taper, and low machining accuracy. This paper presents an innovative approach to the reduction of stray corrosion in electrochemical trepanning in which ceramic particles are used to form an insulating protective layer on the machined surface and thereby inhibit harmful stray currents. The electric field distribution and contour changes during the machining process are simulated using the finite element method in COMSOL software. The results suggest that the presence of the insulating particles can dramatically improve the electric field distribution and reduce stray currents and the taper angle. A series of experiments are performed to verify the simulation results. The experiments show that the particles have a significant effect on the taper angle, reducing it from 4.03° to 2.00° at the same machining speed of 1.0 mm/min. Further experimental results show that the size and quantity of insulating particles both affect surface quality. When the particle diameter is reduced from 2.5 to 1.5 mm, the surface roughness Ra decreases from 1.32 to 1.16 μm. As the particle quantity varies from 250 to 900, a minimum value of Ra = 0.86 μm is obtained for 650 particles.
Introduction
In the manufacture of aero-engines, the use of difficult-to-process materials, the overall structure, and stringent requirements on machining quality present great challenges. 1 The demand for engine components made from nickel-based superalloys and titanium alloys has grown considerably in recent years. 2 Integral structures are gradually being adopted to increase reliability, and high machining quality is required to ensure safe and stable performance. In addition, engine manufacture must also take account of the cost of batch production. 3 Electrochemical machining (ECM) is a noncontact material removal technology in which electrochemical dissolution takes place on the workpiece surface governed by a specific cathode shape. 4 Among its advantages are an ability to machine materials regardless of their hardness, 5 an absence of cutting stress and of micro-deformation, and high machining efficiency. 6
However, stray corrosion is a key constraint limiting further improvements in the machining accuracy and localization. ECM is a complex process, involving interactions among the electric field, the fluid flow field, and the chemical reaction field. The machined surface of the workpiece will continue to be subject to electrochemical corrosion under the action of the flowing electrolyte and stray currents. 7 The workpiece may develop a large taper due to serious stray corrosion. Moreover, Jain et al. 8 found that surfaces can be etched and pitted after being attacked by stray currents.
A variety of approaches have been proposed for reducing stray corrosion. The electrolyte was jetted into the machined region through a cathodic nozzle to improve the localization of material dissolution. 9 Hu et al. 10 used compressed air to blow stray electrolyte away from the machined area, with the gas film in this method having the advantage of reducing taper and improving machining quality. Bhattacharyya and Munda 11 sprayed insulating materials such as silicon nitride (Si3N4) and silicon carbide (SiC) onto the tool sidewall in electrochemical micromachining (EMM), thereby decreasing the overcut caused by the stray current effect. Chen et al. 12 integrated an insulated mask with the non-processing area of the tool and this method were able to achieve precise material removal in electrochemical direct-writing machining. Fan et al. 13 applied a magnetic field in the direction perpendicular to the electric field: the effect of the resulting force on ion motion reduced stray corrosion and improved the processing conditions. Hewidy et al. 14 used a cathode vibrating at a low frequency to increase the circulation of the electrolyte, thereby permitting a higher current density and thus better surface quality. Brusilovski 15 investigated the effect of pulse parameters such as operating voltage, electrolyte pressure, and relative pulse duration on dimensional accuracy.
In this paper, an original approach to reducing stray corrosion in traditional electrochemical trepanning is proposed. The machined surface of the workpiece is coated with ceramic particles, which form an insulating layer that can reduce stray corrosion. The effectiveness of this new method is checked by finite element analysis and experimental investigations. With this method, it is possible to achieve stable machining quality, and it is therefore suitable for application to the manufacture of engine components with straight blades.
Electrochemical trepanning in the presence of insulating particles
Electrochemical trepanning is often used to process with ruled surface parts in the aerospace field. In electrochemical trepanning, the anode and cathode are connected to the positive and negative poles of the power supply, respectively. High-speed flow of electrolyte is essential to wash away reaction products that would otherwise accumulate, as well as heat generated by the reaction. In addition, an insufficient amount of electrolyte would lead to the risk of a short circuit, and so, for stable machining, a constant supply of fresh electrolyte must be ensured by use of a high-pressure flow field. 16 However, as machining progress, the workpiece gradually passes more deeply into the hole on the tool surface, and accurate forming of the machined contour relies on side corrosion of the inner hole wall. The machined contour is similar in shape to the wall but slightly smaller. Thus, there is always a side gap between the hole wall and the machined part through which electrolyte can flow into the machined area of the cathode cavity. It is difficult to find an effective way to prevent stray electrolyte from entering the machined area and thereby affecting the machining process. In addition, a stray electric field is generated by the potential difference between the cathode head and the machined surface. 17 The presence of both stray electrolyte and stray currents gives rise to stray corrosion. A traditional approach to reducing stray currents in electrochemical trepanning is the use of an inverted insulation sleeve. However, this method has limitations. First, it is complicated to fabricate a sleeve with sufficient strength and rigidity to resist the high-pressure flow of electrolyte. Second, the sleeve needs to be modified repeatedly to accommodate changes in the cathode profile, which increases both machining time and cost.
In the approach presented here, to reduce stray currents in the machined area, ceramic particles are applied to coat the machined surface with an insulating layer. The electrochemical trepanning process both without and with ceramic particles is shown schematically in Figure 1. Although stray currents can flow easily in the highly conductive electrolyte, they cannot do so through the ceramic particle layer with its high resistivity. Stray currents are therefore reduced close to the machined surface, and there is therefore less stray corrosion. Both the quantity and size of the ceramic particles will affect the results of machining and the quality of the machined surface, and so particles with different values of these parameters are investigated in this study.
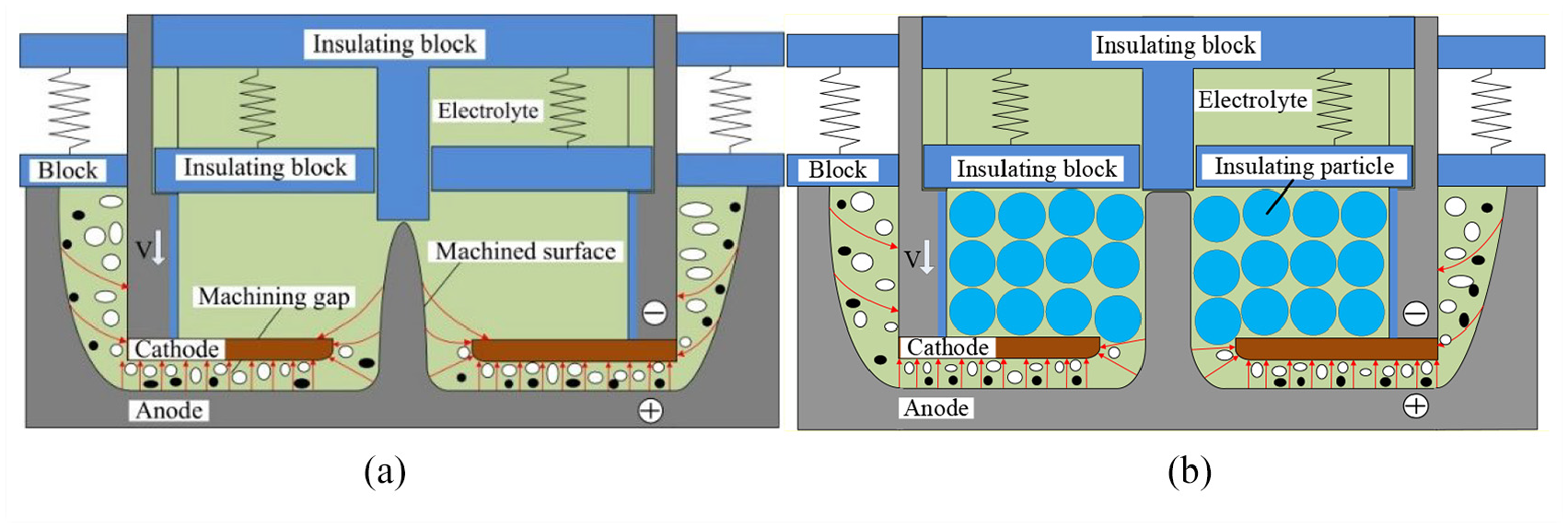
Schematics of the electrochemical trepanning process: (a) without ceramic particles and (b) with ceramic particles.
Model and simulation
Mathematical model
The electric field plays a crucial role in the electrochemical reaction process. To explore impact of insulating ceramic particles on the electric field distribution and the machined contour of the workpiece, simulations were performed using a simplified two-dimensional (2D) electric field model established in COMSOL software. The electrolyte concentration gradient, temperature increases, and the presence of bubbles and other electrolysis products are usually neglected in such simulations, because of the rapid and turbulent flow of electrolyte in ECM. 18
If it is assumed that the electrolyte is isotropic, the potential distribution in the electrolyte satisfies the Laplace equation 19 :

where
The current density distribution in the electrolyte region can be expressed as:

where E is the electric field intensity and
The corrosion rate of the anode satisfies Faraday’s law 20 :

where
The simplified 2D electric field model (Figure 2) used for the simulations consisted of cathode boundaries, anode boundaries, and electrolyte regions. The boundary conditions were as follows 21 :



The cathode boundaries Г2, Г3, Г4, and Г5 were set at the reference potential of 0 V, the anode boundary Г1 was set at a constant voltage of 20 V. The insulating walls and ceramic particles were represented as insulating boundaries Г6, Г7, Г8, Г9, Г10, and Г11. The conductivity of the electrolyte was taken as a constant value of 14.6
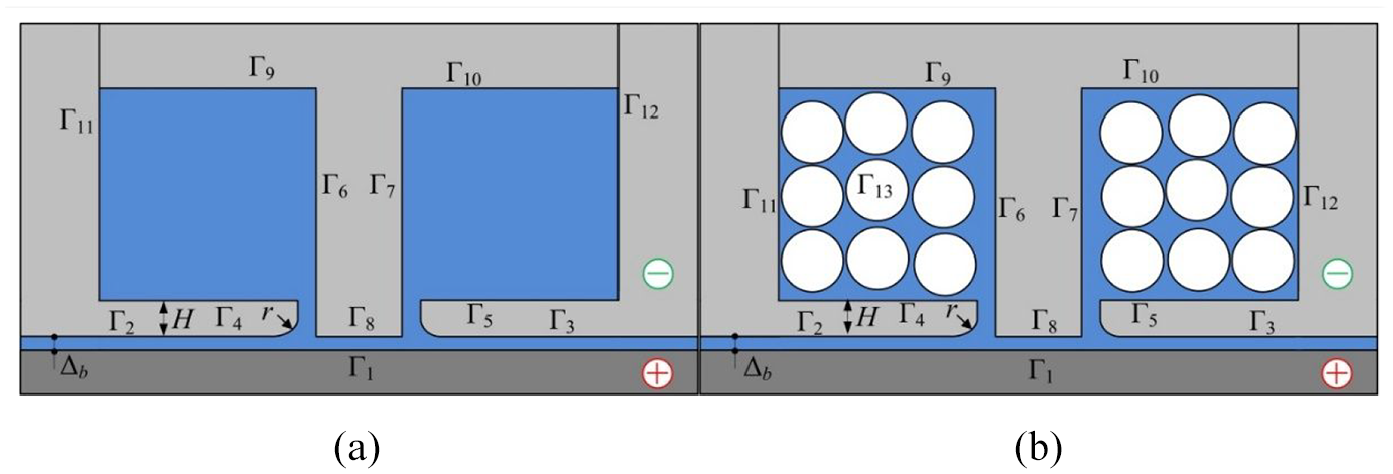
Electric field simulation model: (a) without ceramic particles and (b) with ceramic particles.
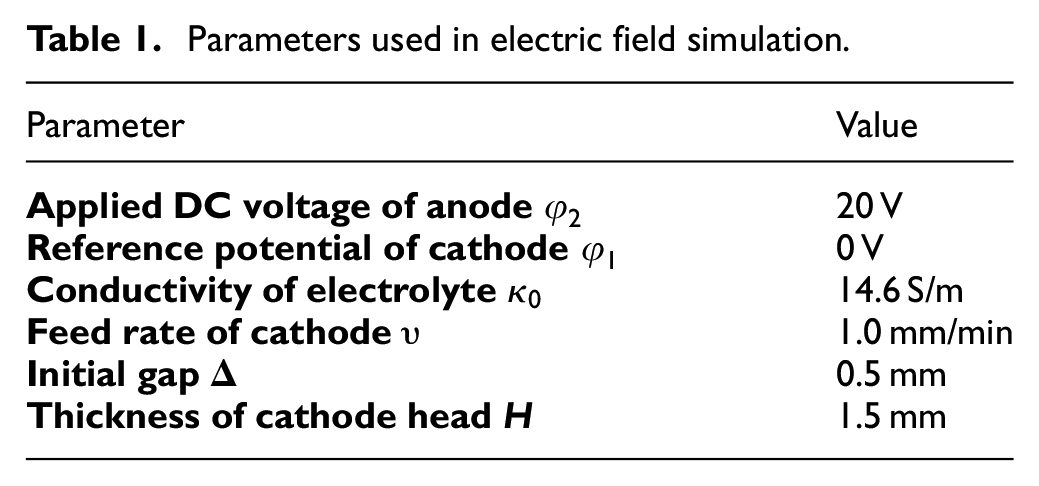
Parameters used in electric field simulation.
Simulation
To investigate the effect of insulating ceramic particles on stray corrosion in electrochemical trepanning, simulations of the electric field distribution and the evolution of the contour of the anode surface were performed in both the presence and absence of insulating particles.
Effect of ceramic particles on electric field distribution
COMSOL finite element software was used to simulate the electric field distribution and workpiece shape at the end of the feed process, with the results shown in Figure 3. There are high- and low-current-density regions. The machining gap between the cathode head and the anode workpiece is located in the high-current-density region, and other areas have a low current density. A high machining current is conducive to obtaining a better surface in the machining gap. However, stray currents with low current density may lead to a large taper angle and poor surface quality in other areas. 22 It is therefore desirable that the current density outside the machining gap should be as low as possible. The result of a simulation of the electric field distribution in electrochemical trepanning without insulating particles is shown in Figure 3(a), with the regions in which the current density exceeds 10 A/cm2 being shown in the enlarged view on the right. Large areas of the machined surfaces are exposed to stray currents, and the tip appears as a large sharp corner. Usually, the feed path is linear in electrochemical trepanning. The cumulative time of stray corrosion is positively correlated with the area of stray corrosion. This indicates that the machined surface is subject to severe stray corrosion. Figure 3(b) shows the corresponding simulation result in the presence of ceramic particles. In this case, less of the machined surface has suffered from stray currents, and the corner is significantly smaller. Thus, the presence of the insulating particles has reduced the area in which stray currents are present. The smaller this area, the less stray corrosion will be suffered by the machined surface.
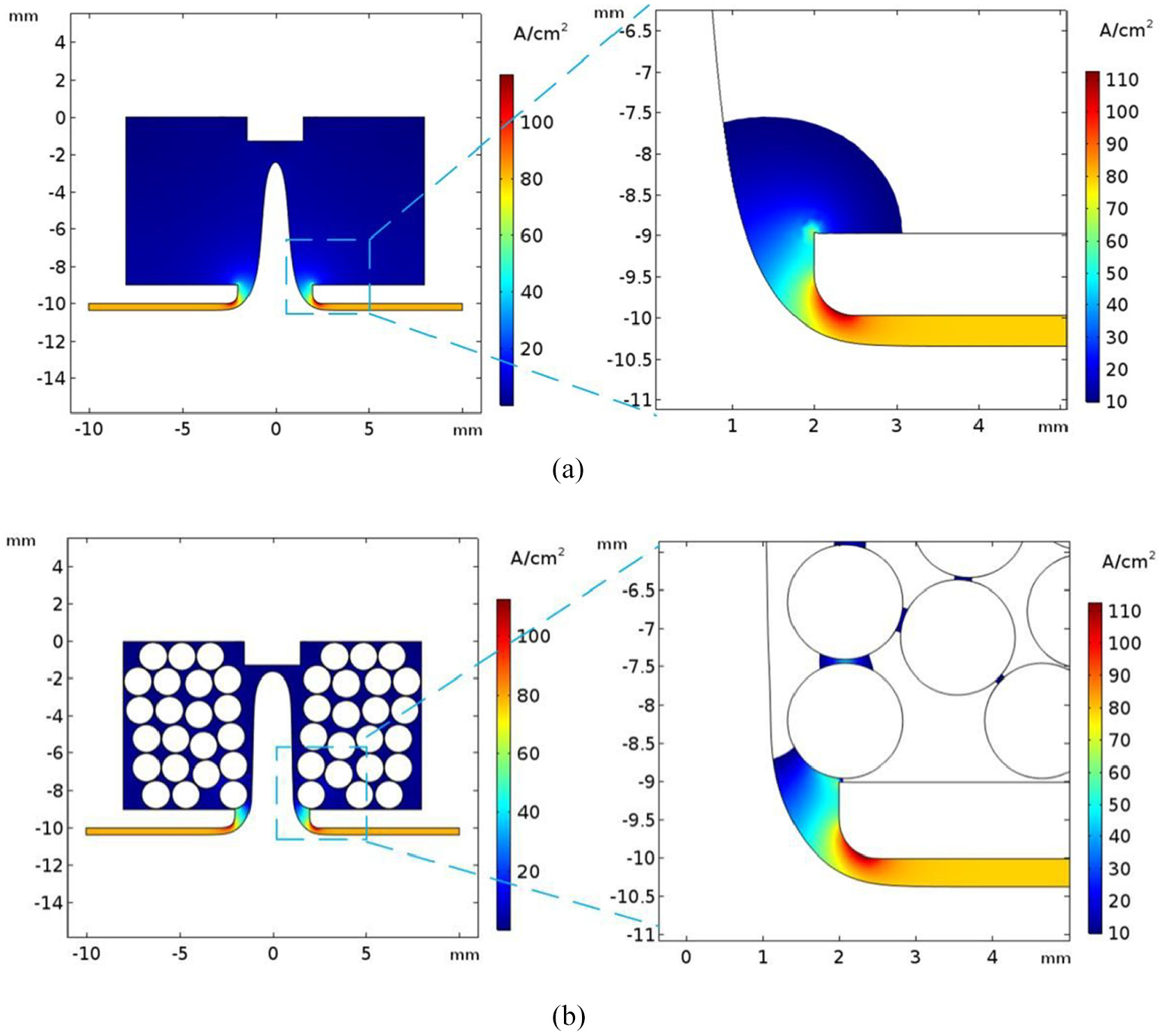
Electric field distribution at the end of electrochemical trepanning: (a) without insulating particles and (b) with insulating particles.
Effect of ceramic particles on evolution of the contour of the anode surface
The results of simulations of the evolution of the contour of the anode surface (i.e. the machined surface) are shown in Figure 4. This contour changes dynamically during the machining process, because it is the accumulated result of electrochemical dissolution. Therefore, during this process, the machined surface can be subject to stray corrosion due to stray currents. Figure 4(a) shows changes in the anode cross-section in the absence of protection by insulating particles. The workpiece exhibits a large taper, becoming thinner from bottom to top. According to the electric field simulation results, the average thickness of the workpiece is 1.79 mm when insulating particle boundaries are absent. There is severe stray corrosion leading to poor dimensional accuracy. When protective insulating particles are present, the simulation results in Figure 4(b) show that there is less variation of the taper of the machined surface during machining. The average thickness of workpiece increases to 2.02 mm. According to equation (3), the rate of dissolution at each point on the workpiece surface is related to the current density there, with a high current density causing rapid dissolution. Thus, the insulating particles play an important role in reducing the stray current density and thereby stray corrosion.
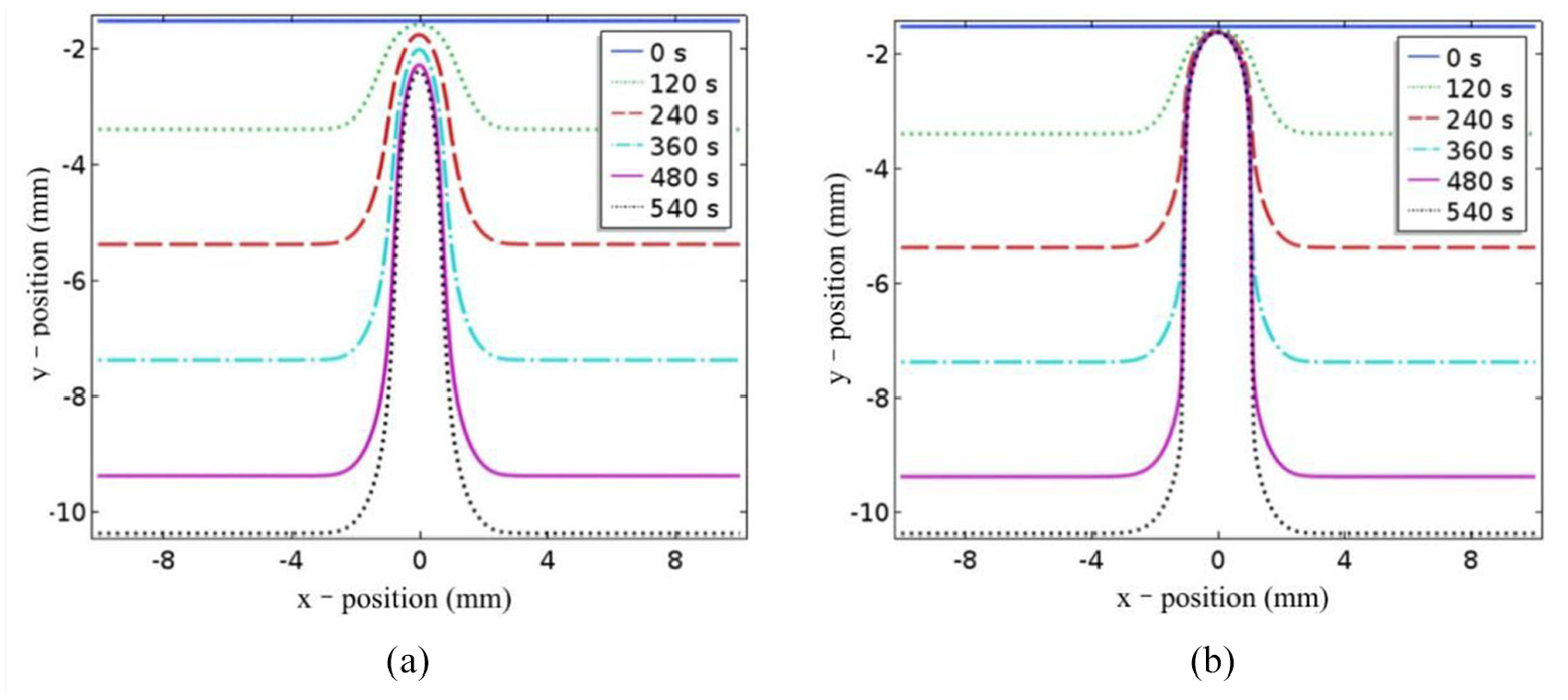
Evolution of the contour evolution of the anode (workpiece) surface in electrochemical trepanning: (a) without insulating particles and (b) with insulating particles.
Experiments and discussion
Experimental systems
Although the effect of insulating particles on stray corrosion can be revealed by simulations of the electric field distribution, the mechanism of material removal in ECM is complex and it is also necessary to carry out experimental investigations. To examine the effects of ceramic particles on electrochemical trepanning in practice, experiments were performed in the electrochemical trepanning system shown schematically in Figure 5(a). A customized cathode system (Figure 5(b)) that included a cathode cavity, cathode head, link stopper, sliding block, and guidepost was designed and fabricated. In addition, a combination fixture device with a lateral flow pattern was used to guide the flow direction of the electrolyte. The electrolyte flowed from the leading edge to the trailing edge in a lateral manner to improve the uniformity of the flow field and achieve a stable velocity distribution and consequent high machining quality. 23 Inconel 625 nickel-based superalloy was chosen as the sample material for the experiment. The cathode head, with an effective machining area of 4.8 cm2, was made of a copper–tungsten alloy with good thermal and electrical conductivity and high arc burn resistance. The insulating ceramic particles were 99.9% purity zirconia beads.
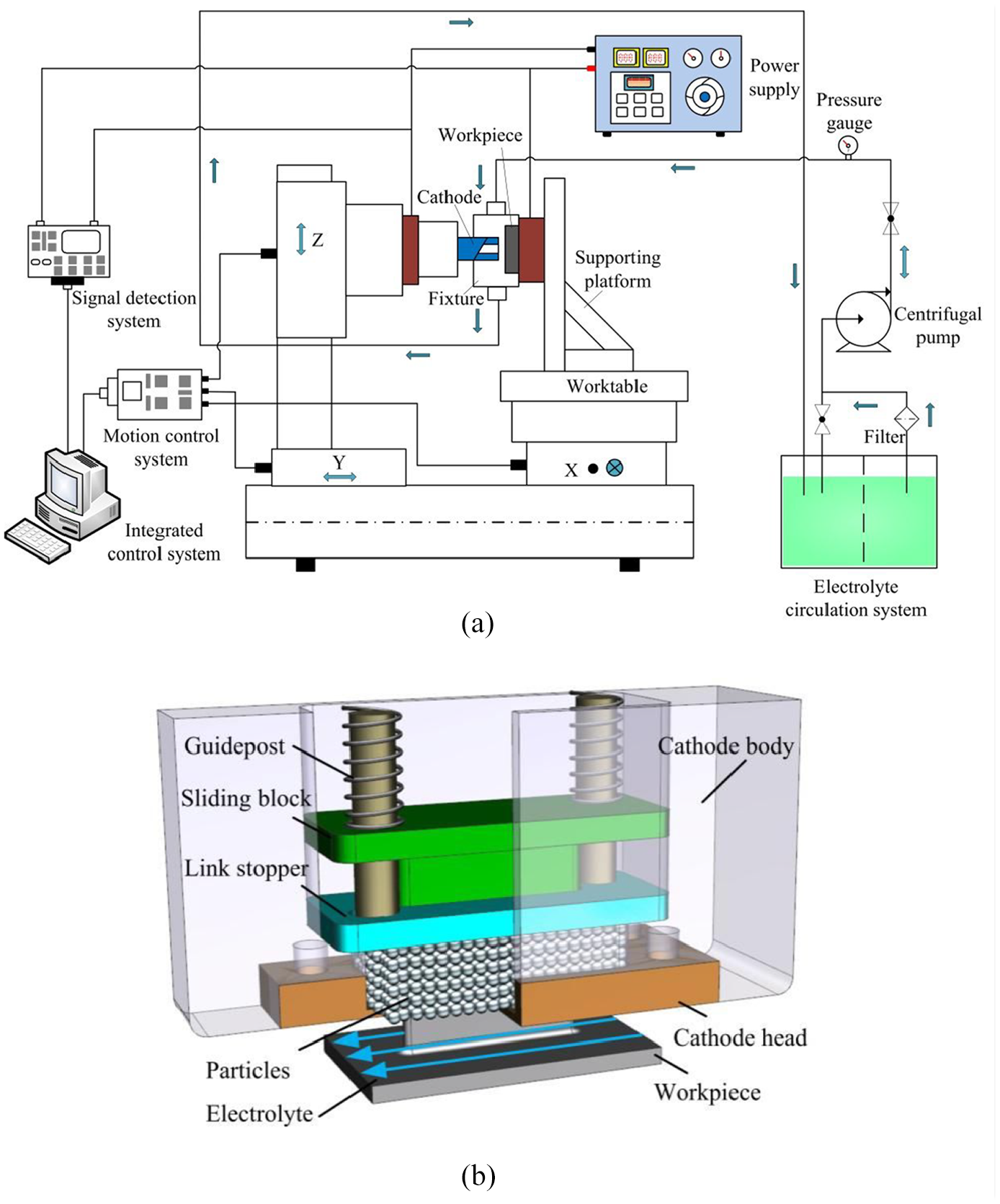
Experimental systems: (a) electrochemical trepanning system and (b) cathode system.
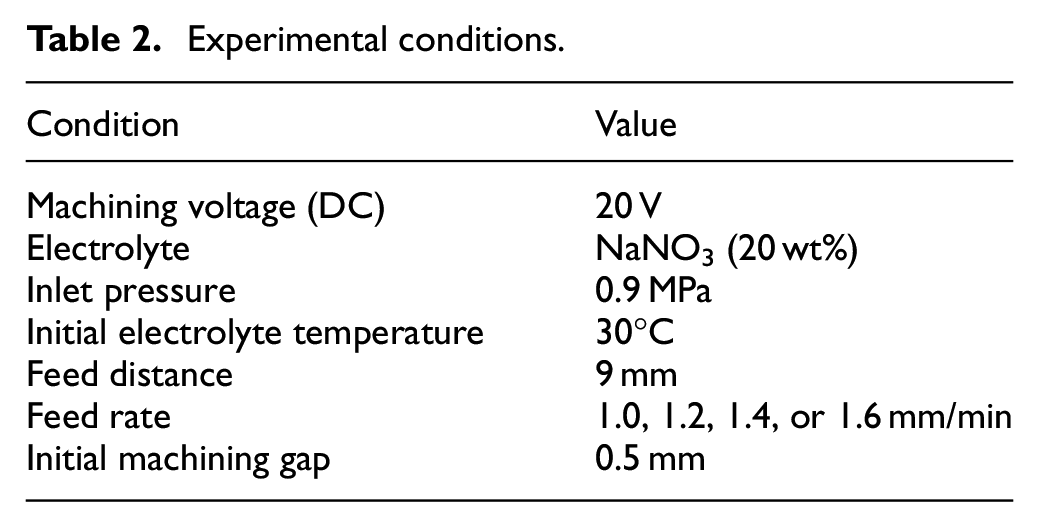
For the machining of each sample, the electrolyte was an aqueous solution of sodium nitrate, 20% by mass. The initial electrolyte inlet pressure was 0.9 MPa, and the initial temperature of the electrolyte was 30°C. A 20 V potential difference was applied between anode and cathode. The initial machining gap was 0.5 mm. The samples were machined at a feed rate of 1.0, 1.2, 1.4, or 1.6 mm/min. The experimental conditions are summarized in Table 2.
Experimental conditions.
The taper angle γ is usually evaluated from the aspect ratio of tip and root and reflects the machining accuracy in electrochemical trepanning (Figure 6). It can be calculated as follows:

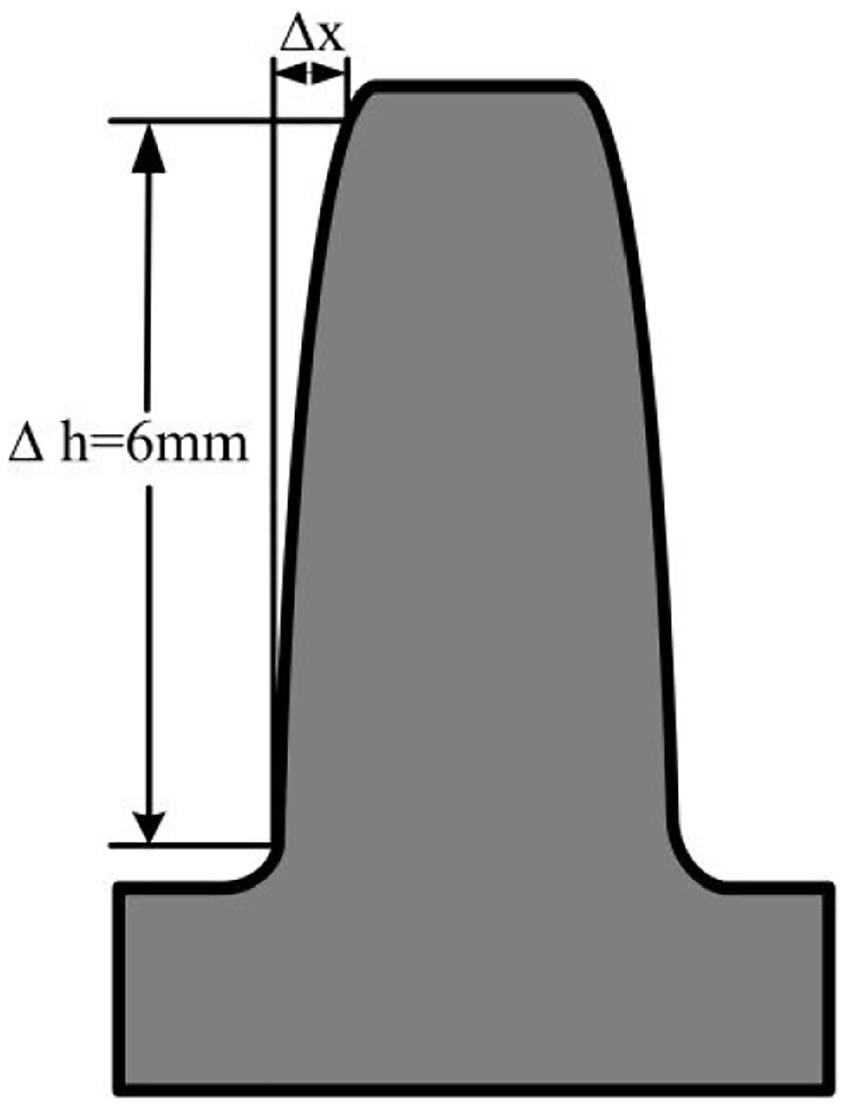
Taper angle of workpiece.
Experimental results and discussion
Effect of insulating particles on taper angle
The taper angle is governed by the accumulated effects of stray corrosion during machining, and the machining rate (i.e. the feed rate) can affect the taper by changing the corrosion time. The effects of changing the machining rate on stray corrosion were therefore investigated. The samples were machined at rates of 1.0, 1.2, 1.4, or 1.6 mm/min, with the values of other machining parameters held constant as listed in Table 2. In these experiments, group A (specimens I, II, III, and IV) were performed without insulating particles, while in group B (specimens V, VI, VII, and VIII), the cavity was filled with ceramic particles of diameter 1.5 mm, as shown in Figure 7. The side profiles of the machined specimens shown in Figure 8 were observed by optical microscopy (DVM 5000, Leica, Germany). The taper angles of the specimens were calculated according to equation (7) using accurate measurements obtained with a coordinate measuring machine, and the results are plotted versus machining rate in Figure 9.
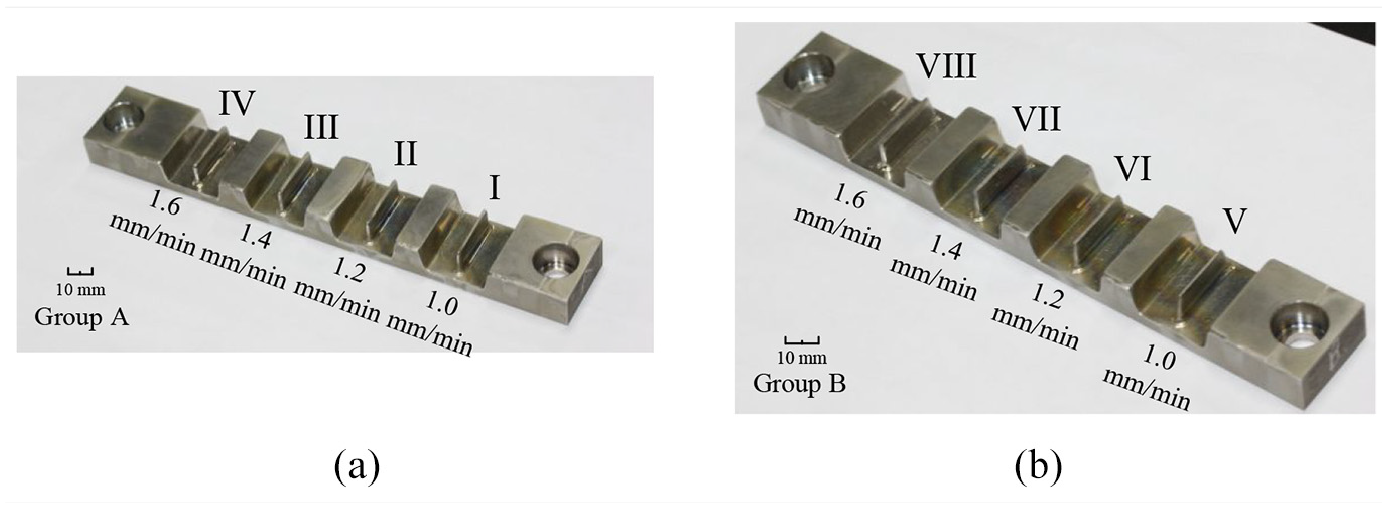
Machined blades under different machining conditions: (a) without insulating particles under different feed rate and (b) with insulating particles of diameter 1.5 mm under different feed rate.
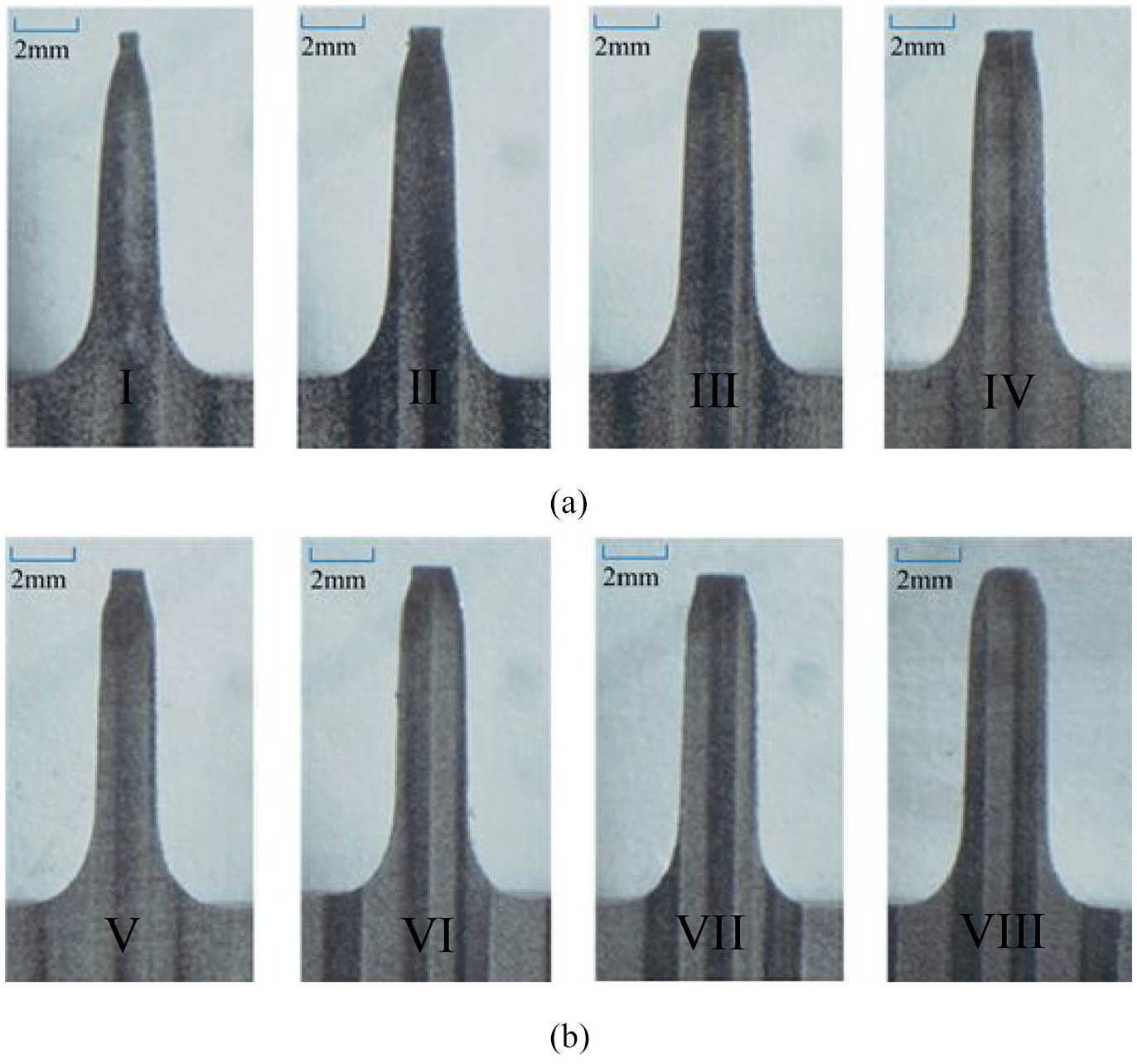
Side profiles of machined samples: (a) without ceramic particles at different machining rates and (b) with ceramic particles at different machining rates.
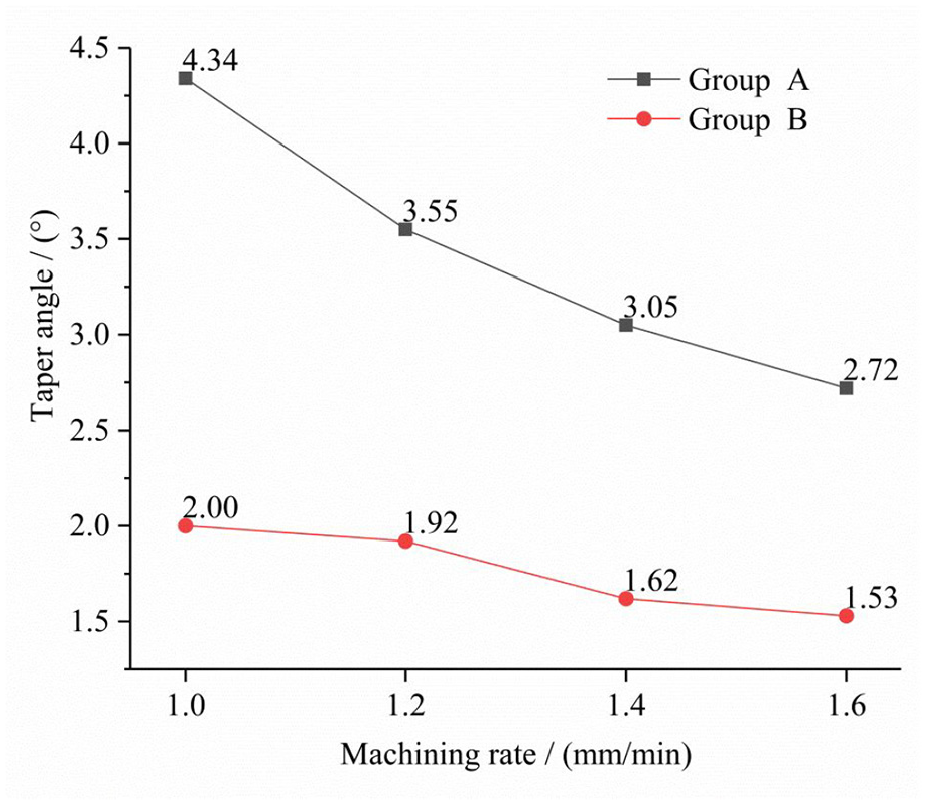
Variation of taper angle with machining rate.
The experiments revealed the following: (1) Specimen I from group A was machined without insulating particle protection at a feed rate of 1.0 mm/min. It exhibited a large taper angle (4.34°), with its side profile becoming quite sharp and narrow from the root to the top. Thus, at a low machining rate and in the absence of insulating particles, the workpiece suffered from serious stray corrosion. (2) In this group A without particle protection, as the machining rate was gradually increased to 1.2, 1.4, and 1.6 mm/min (specimens II, III, and IV), the taper angle decreased to 3.55°, 3.05°, and 2.72°, respectively. With increasing machining rate, the side contour at the top became more consistent with that at the root. The effects of stray corrosion on the machined profile of the workpiece accumulate with time, and so increasing the machining rate shortens the time during which stray corrosion can act and thus improves the profile. (3) In contrast to group A, the samples in group B had smaller taper angles and more uniform side profiles. In particular, at the same rate of 1.0 mm/min, the taper angle of specimen V was only 2.00°, which that is far less than that of specimen I. In group B, as the machining rate increased to 1.2, 1.4, and 1.6 mm/min for specimens VI, VII, and VIII, respectively, the taper angle decreased to 1.92°, 1.62°, and 1.53°. This reveals the significant effect of ceramic particles in reducing workpiece taper by cutting off stray currents. Most approaches to reducing taper angle by increasing the machining speed are limited by the complex flow field conditions in ECM. However, the results of this experiment indicate that the use of protective ceramic particles avoids this limitation and provides a more effective method.
The electrochemical dissolution process obeys Faraday’s law that the mass of dissolved material is directly proportional to the amount of electricity involved in the electrochemical reaction. The machining current is a critical process parameter in ECM, and variations in this current affect the conditions of anode material removal. Therefore, a good understanding of the current variations on the anode surface is helpful in exploring stray corrosion. The machining currents at different machining rates with or without insulating particles are shown in Figure 10. The following conclusions can be drawn. (1) The machining current rose rapidly during the first 1 mm feed distance and then increased more slowly until a total feed distance of 9 mm had been achieved. In general, the whole machining process in ECM can be divided into transition and stabilization stages. The current changes continually during the transition stage, but then remains basically constant during the stabilization stage. After the machining process has reached the stabilization stage, the current density on the machining surface remains basically unchanged. However, in electrochemical trepanning, the machining current continues to increase, because the machined surface is still subjected to stray corrosion after the workpiece has passed through the hole in the cathode head into the cathode cavity. (2) At the same machining rate, the machining current in the presence of ceramic particles was higher than that in their absence for feed distances up to about 2 mm. For feed distances between about 2 and 3 mm, the machining currents with and without ceramic particles gradually became closer to one another. At a feed distance of about 3 mm, they were equal, and then, for greater distances, the current in the presence of particles became less than that in their absence. The initial gap between the cathode tool and the anode workpiece was 0.5 mm, and cathode head had a thickness of 1.5 mm. Before a feed distance of 2 mm, the workpiece had not yet reached the cathode cavity where the insulating particles were located, and during this period, the machining current was mainly composed of the material removal current in the machining gap. The differences in machining currents reveal that the presence of insulating particles increased the current density in the machining gap, which was conducive to improving the surface quality. At later machining times, the machining current include both the material removal current and stray currents on the machined surface. The trends of the machining current curves in Figure 10 reflect the role of the insulating particles in decreasing the stray current and thereby controlling troublesome stray corrosion.
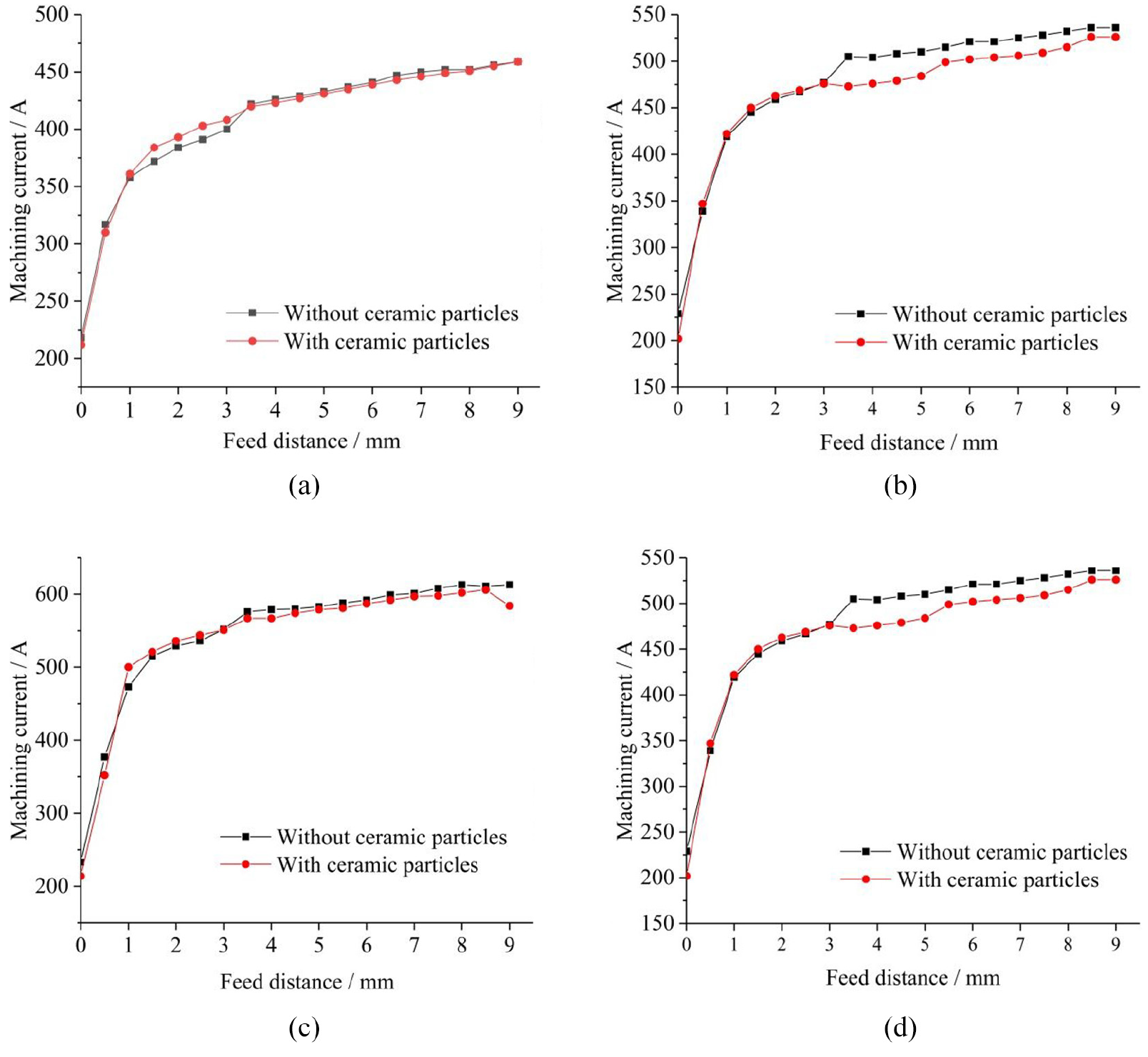
Variation of the machining current with feed distance for various feed rates: (a) 1.0 mm/min, (b) 1.2 mm/min, (c) 1.4 mm/min, and (d) 1.6 mm/min.
Effect of particle size on surface quality
The use of insulating ceramic particles in electrochemical trepanning reduces the taper angle of the workpiece, because the particles with their high resistivity cut off stray currents on the machined surface. In addition, the particles reduce stray corrosion by forming an insulating particle layer on the surface. The state of this layer and its protective effect against stray currents may be affected by the size and number of the insulating particles, and so it is important to explore the impact of these parameters experimentally.
To explore the effect of particle size on surface quality, the cathode cavity was filled with ceramic particles of diameter 1.5, 2, or 2.5 mm. Samples were machined at a rate of 1.4 mm/min, with other experimental conditions as listed in Table 2. The surface topographies and roughness profiles of samples machined in the presence of different sizes of particles were measured by white-light interferometry and are shown in Figure 11, while the roughness results for all samples are summarized in Figure 12. The following observations can be made. Different ceramic particle sizes lead to different topographies of the machined surfaces. Because the particles are spherical, the contact between them in the insulating layer is point-to-point contact. There are gaps filled with electrolyte among the particles. Through these gaps, some stray current may pass, causing stray corrosion of the machined surface. The amount of stray current that passes through these inter-particle gaps is determined by their size, and this depends on the size of the particles themselves. Therefore, different sizes of particles have different preventive effects against stray currents and so different effects on surface quality. Smaller particle have smaller inter-particle gaps, through which it is more difficult for stray current to pass. It can indeed be seen that the machined surface becomes flatter and more consistent when smaller ceramic particles are used in the machining process. As the particle diameter increases from 1.5 to 2 and 2.5 mm, the surface roughness Ra goes from 1.13 to 1.22 and 1.32 μm. The use of small particles gives better surface quality.
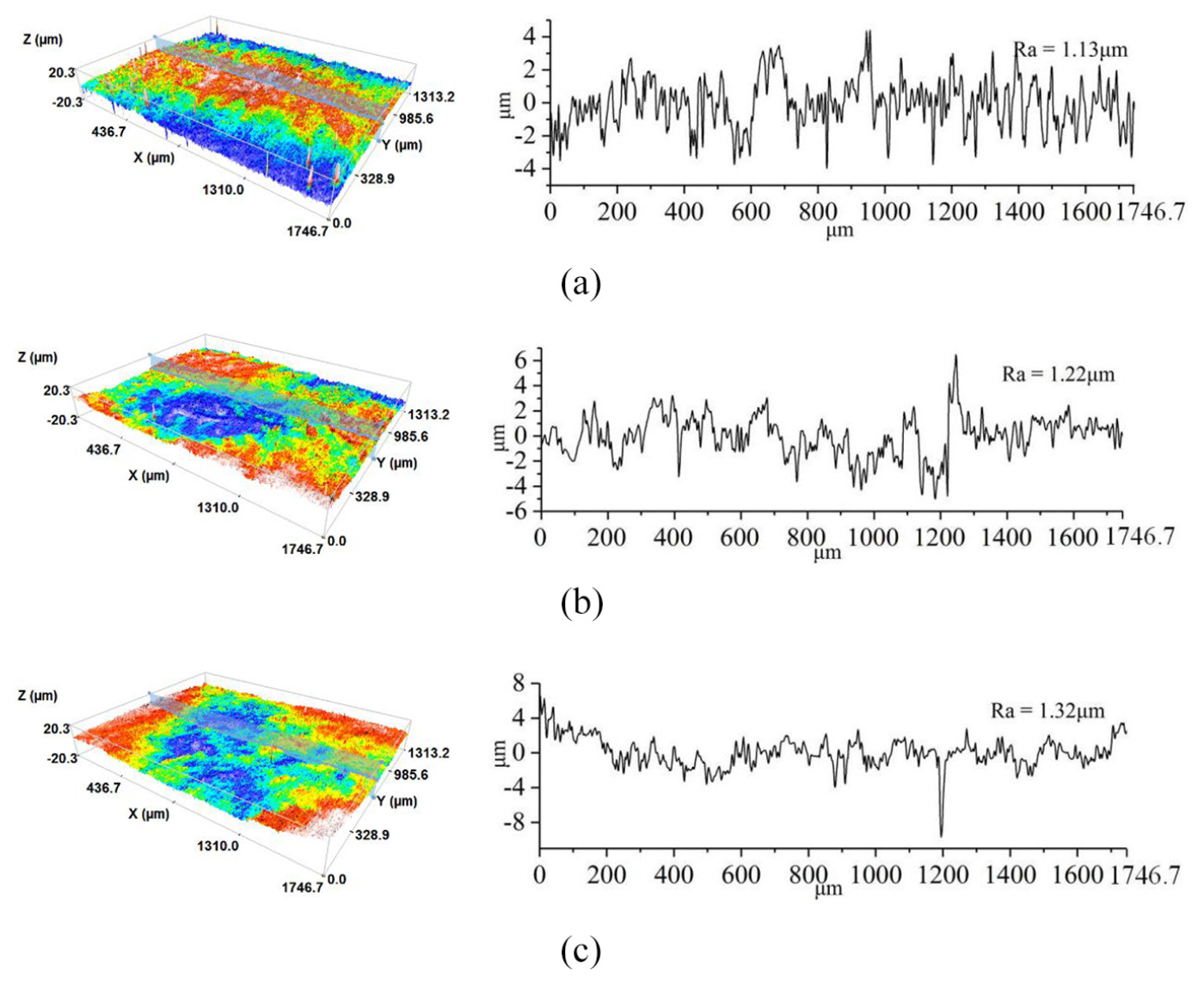
Surface topographies and roughness profiles of samples machined in the presence of particles of different sizes: (a) 1.5 mm, (b) 2.0 mm, and (c) 2.5 mm.
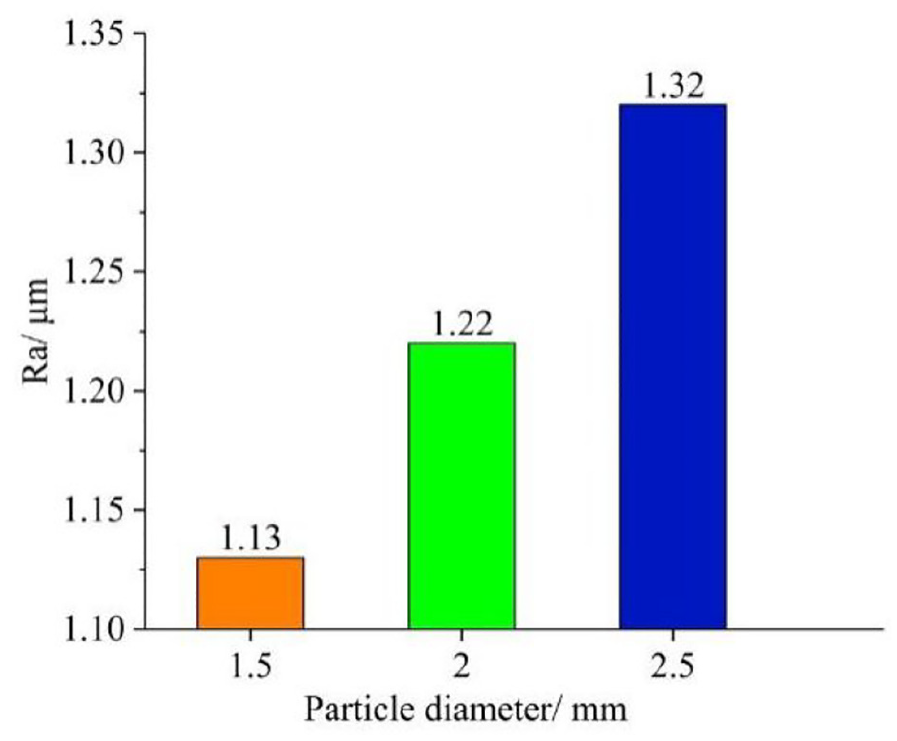
Surface roughness of samples machined in the presence of particles of different sizes.
Effect of particle quantity on surface quality
To determine how the quantity of insulating particles affects surface quality, experiments were performed using different numbers of ceramic particles: 250, 450, 650, 850, and 900. All the particles were of diameter 1.5 mm, and the machining rate was 1.4 mm/min in all the experiments. The other machining conditions were as listed in Table 2. The surface morphologies and roughness profiles of the machined samples as measured by white-light interferometry are shown in Figure 13, and the roughness Ra results for all the samples are summarized in Figure 14. We can arrive at the following conclusions: (1) The flatness and uniformity of the machined surfaces vary with the number of ceramic particles, as do the roughness profiles along a section line of the machined surface. Thus, the number of insulating particles does affect the surface quality of the machined surface. (2) As the number of insulating particles is increased from 250 to 450, 650, 850, and 900, the roughness Ra of the machined surface changes from 1.07 to 0.93, 0.86, 0.99, and 1.12 μm. Thus, with increasing number of particles, the trend of the roughness Ra is first to decrease from its initial value for 250 particles then to increase again, with the lowest roughness of 0.86 μm being achieved with 650 particles. As the cathode cavity into which the particles are placed has a fixed volume, different numbers of particles will take up different proportions of this volume, and this will affect the state of the insulating layer that they form and thus its effectiveness in protecting against stray corrosion. it is therefore important to choose the correct quantity of ceramic particles to achieve the best surface quality.
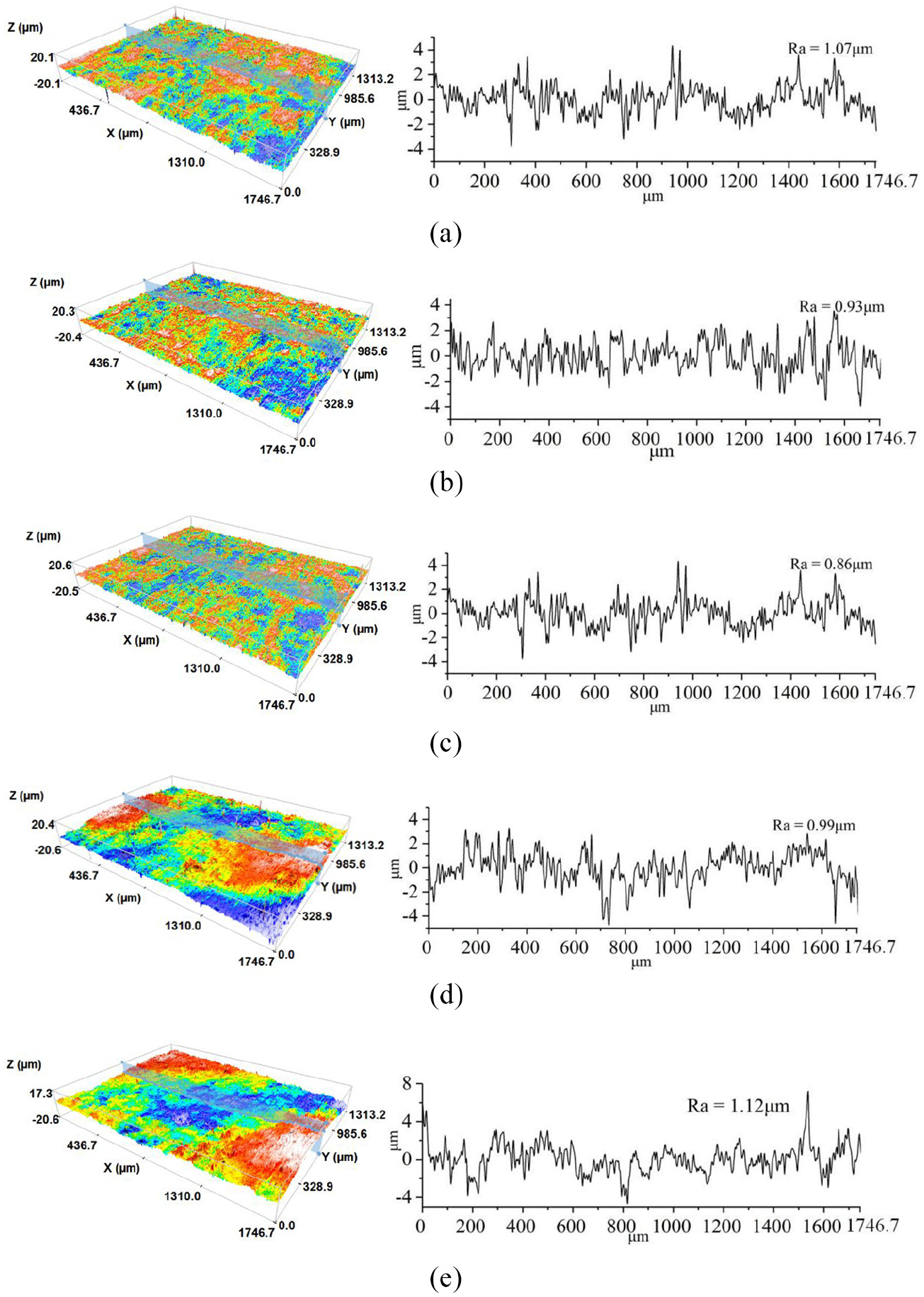
Surface topographies and roughness profiles of samples machined in the presence of different numbers of particles: (a) 250, (b) 450, (c) 650, (d) 850, and (e) 900.
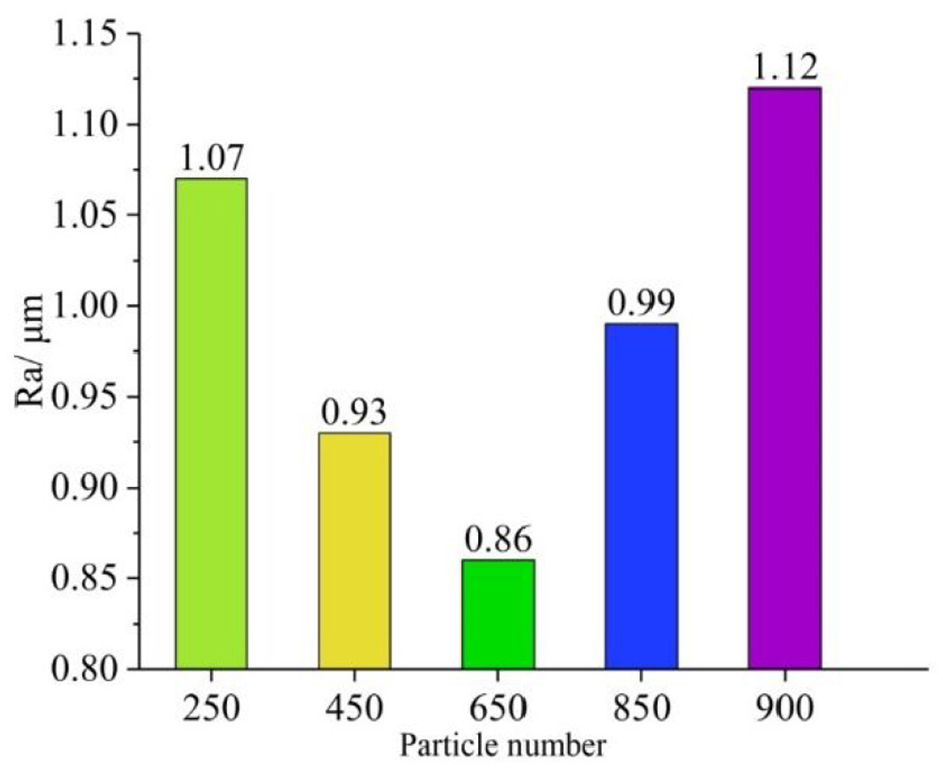
Surface roughness of samples machined in the presence of different numbers of particles.
Conclusions
A new method for reducing stray corrosion caused by stray currents has been proposed in which ceramic particles form an insulation particle film that can reduce stray current.
Simulation results show that such an insulating particle layer can significantly improve the distribution of electric field and decrease the taper angle of the workpiece.
A series of experiments have been carried with different sizes and quantities of insulating particles. These confirm that the presence of insulating particles effectively reduces the taper angle. Further experimental results show that the surface quality of the workpiece increases with decreasing particle size. The surface quality also varies with the amount of particles, with the best quality being obtained with 650 particles.
Although it has been shown here that the use of insulating ceramic particles in electrochemical trepanning is able to reduce the workpiece taper angle, there are some factors that need to be investigated further. As the amount of insulating particles increases, their movement within the cathode cavity becomes more difficult. This may lead to an uneven particle distribution and so to nonuniform removal of material by electrochemical reaction. It is therefore necessary to explore the relationship between the state of motion of the insulating particles and the surface quality of the workpiece.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Nature Science Foundation of China (91860135) and National Science and Technology Major Project (2017-VII-0004-0097).