
Abstract
To improve the surface roughness of Copper-Nickel alloy (Cu-Ni alloy) and explore the effect of magnetic abrasive finishing on the surface hardness and hydrophobicity of Cu-Ni alloy, the spherical magnetic abrasives are prepared by atomizing rapid solidification method. The effects of various process parameters on the surface quality of Cu-Ni alloy are explored, and the optimal process parameters of magnetic abrasive finishing of Cu-Ni alloy are obtained. The Neodymium-Iron-Boron permanent magnetic pole is used to grind the workpiece with XK7136C CNC milling machine. Three dimensional profilometer, metallographic microscope, and digital Vickers hardness tester are used to analyze the surface morphology of the workpiece. The hydrophilicity and hydrophobicity of the workpiece are measured by a contact angle goniometer. The effects of spindle speed, feeding rate, processing distance, and abrasive filling amount on the surface quality of workpiece are investigated by the orthogonal experiment and the single factor test. When the spindle speed is 1300 r/min, the feeding rate is 13 mm/min, the processing distance is 1.2 mm, and the abrasive filling amount is 2.0 g, the surface roughness of Cu-Ni alloy decreases from 0.212 to 0.023 μm and the hardness increases from 114 to 119.8 hv. Finally, the mirror effect of Cu-Ni alloy is achieved. When the optimal test parameters are used, the surface roughness of Cu-Ni alloy can be effectively reduced in a short time. The surface quality of the workpiece is improved, the surface hardness of the workpiece is affected to a certain extent, and the service life of the workpiece is prolonged.
Keywords
Introduction
Magnetic abrasive finishing technology is a kind of precision finishing technology that uses magnetic abrasives to grind the surface of workpiece under the action of magnetic force.1,2 This method has the characteristics of flexibility, adaptability, self-sharpening, controllability, no tool wear compensation, and no need of mold modification. It is suitable for de-burring, chamfering, and changing surface stress state from the surface and inner surface of precision and ultra-precision parts. 3
Cu-Ni alloys, as a typical copper alloy, are widely used in heat exchangers and condensers, because of its high thermal conductivity, high electrical conductivity, good corrosion resistance, and good machinability. 4 Meanwhile, based on the corrosion resistance of Cu-Ni alloys to seawater, the alloys are employed in marine industrial equipment, 5 such as heat exchangers, condensing pipes, and valves. 6 Moreover, the Cu-Ni alloys can be applied in various fields, such as in seawater desalination, chemical catalytic synthesis, oil extraction, and so on. Cu-Ni alloys are also resistant to biological contamination, which makes them the first choice for applications in severely corrosive environments. 7 The high surface quality for the Cu-Ni alloys are required in the process of practical applications. In a really harsh environment, the low surface roughness is required to slow down the corrosion of the seawater for the Cu-Ni alloys, and the good hydrophobic performance of workpiece surface can accelerate the liquid flow. In addition, in order to prolong the serving life of components, the workpiece hardness is also required to reach a certain standard.
In view of the special application of Cu-Ni alloys and the application standards that need to be reached, and considering the feasibility and economy of the workpiece finishing process, it is necessary to adopt a low cost, high efficiency way to improve the surface quality of Cu-Ni alloys. In this paper, a magnetic abrasive finishing system based on the modified CNC milling machine was employed. The spherical composite magnetic abrasives were prepared by the atomizing rapid solidification method, and then adsorbed by the permanent magnet pole. The workpiece surface was cut with reciprocating micro-edge driven by the spindle through the permanent magnet pole adsorbed the spherical magnetic abrasives. After magnetic abrasive finishing process, the workpiece surface has improved the surface roughness, the hardness of the workpiece, and the hydrophobic property, which makes the workpiece get a good surface morphology. In this work, the influence of various factors on the surface quality of the workpiece is discussed. Through orthogonal experiment, the best processing parameters of magnetic abrasive finishing Cu-Ni alloys are optimized, which has some significance to guide the applications of Cu-Ni alloys.
Experiment materials and processing conditions
Brief introduction of atomizing rapid solidification magnetic abrasive
The sintering and atomizing rapid solidification methods are the common methods for preparing magnetic abrasives. However, the sintering method has complex preparation technology with high cost. The magnetic abrasives are irregular in shape, and the abrasive phases are easy to agglomerate, which leads to low finishing efficiency, and short service life of workpiece. Therefore, the sintering method to prepare the magnetic abrasives has a lot of limitations, far from meeting the needs of large-scale industrial production.
Fortunately, the atomizing rapid solidification method possesses simple preparation technology with low cost. 8 The atomizing rapid solidification magnetic abrasives developed by the research group have a large number of static effective cutting edges, exhibiting excellent performance. The abrasive particles are evenly distributed on the iron matrix, which makes the magnetic abrasives have good grinding performance when grinding all kinds of ceramic, 316 Stainless steel, 9 Ti6Al4V, Inconel 718,10,11 cast iron materials, 12 organic glass, and metal materials. Compared with the magnetic abrasives prepared by the sintering method, the chemical composition of atomized powder particles is the same and uniform, and does not exist segregation phenomenon. In addition, the prepared magnetic abrasives have high strength, high density, and less impurities, so they have a wide range of applications and high economic applicability. 13
The atomizing rapid solidification method is that when the atomizing air flows with the quantitative speed to impact the alloy or metal liquid flow, it is decomposed into liquid drops by the atomizing medium, and the metal or alloy powder is finally obtained through further cooling. The structure of the atomization system is mainly composed of the gas source system, smelting system, atomization system, and dust removal system.14–16 Figure 1 illustrates the magnetic abrasive finishing system used in this study, and the spherical magnetic abrasives prepared by the atomization and rapid solidification method are shown in Figure 2.
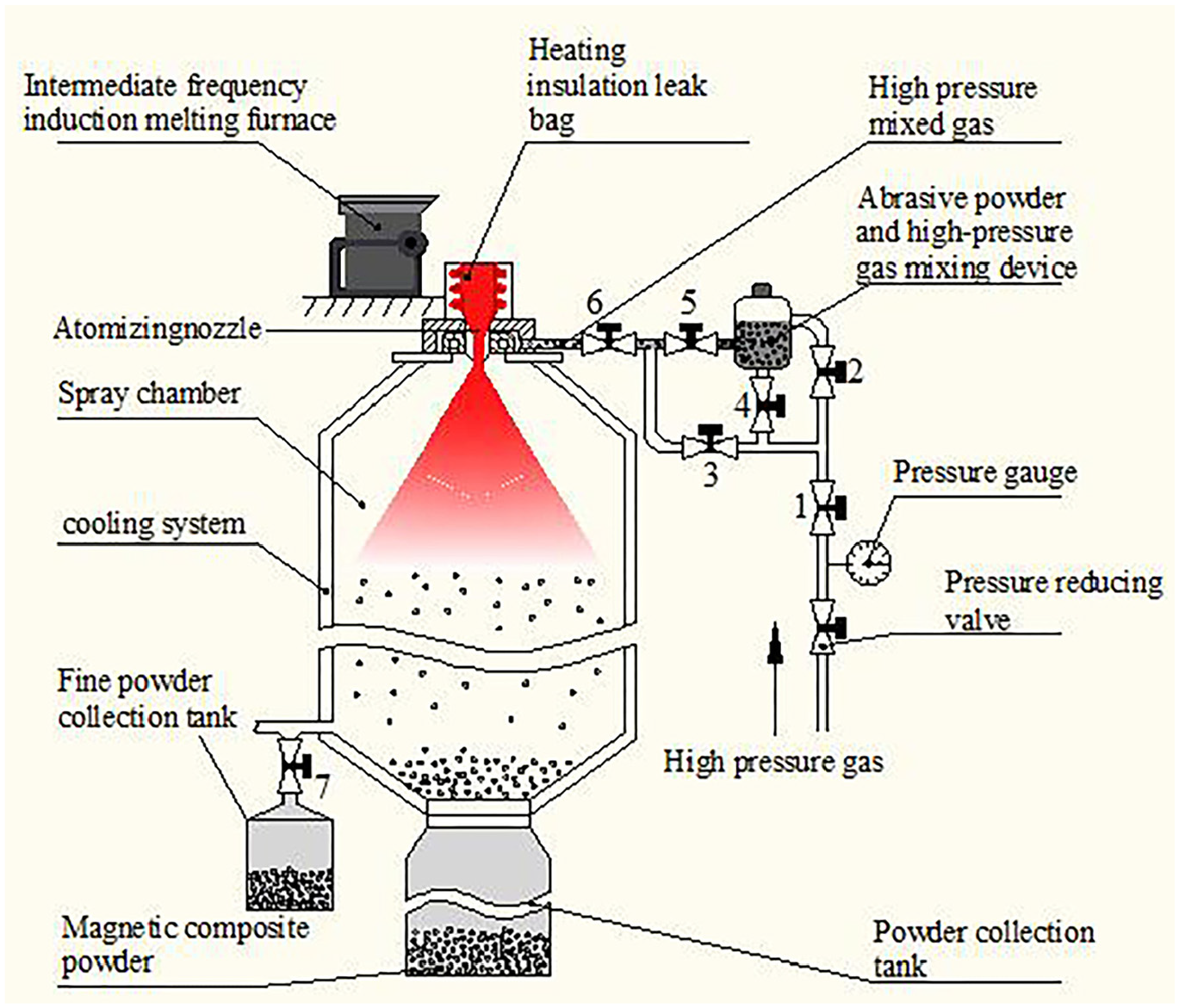
Schematic diagram of the magnetic abrasive finishing system.
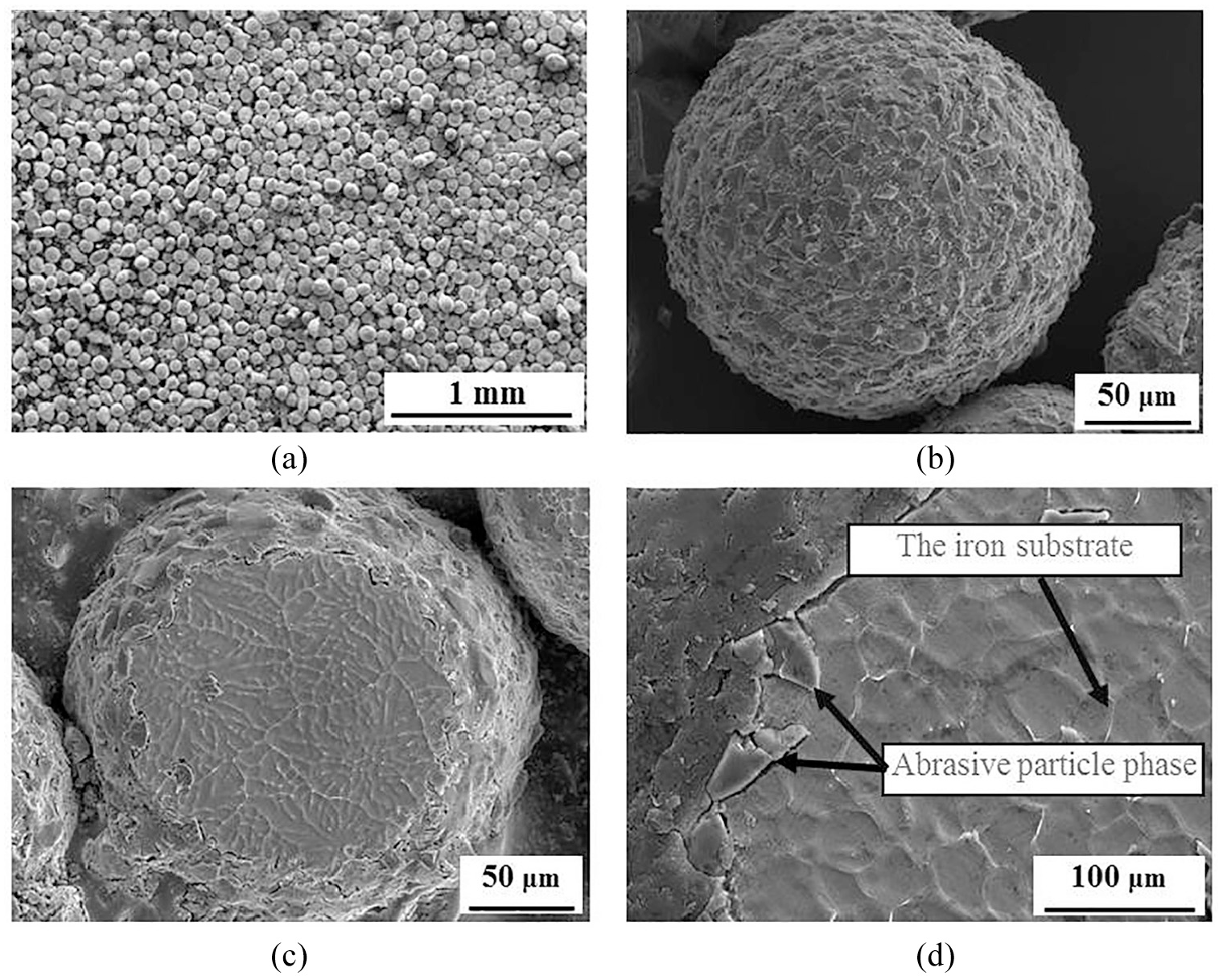
SEM of: (a–b) the abrasives at different magnifications, (c) sectional view of the abrasives, and (d) the iron matrix and the abrasive particle phase.
As shown in Figure 1, smelting metal is realized by medium frequency induction coil. Iron matrix raw material is melted in intermediate frequency induction smelting furnace and enters into heating insulation leakage bag. When the valve No. 3 is closed, the mixing ratio of high-pressure gas and abrasive powder in the device is controlled by valves No. 2 and No. 4. The melted matrix material and abrasive powder are mixed and atomized at the atomizing nozzle, and the mixed droplets solidify in the atomizing chamber. Finally, the mixed droplets are concentrated in the powder collection tank, and then screened into abrasive materials of different particle sizes by screen mesh.
In this study, the selected abrasives are the spherical magnetic abrasives of Al2O3/Fe alloys prepared by the atomizing rapid solidification method. Too small particle size of the abrasives will reduce the grinding rate of the workpiece. At the same time, due to the small size of abrasives, the magnetic field force is small, reducing the rigidity of the flexible magnetic brush. In contrast, too large abrasive particle size leads to more scratches on the surface of the workpiece, which is unfavorable to the orderly finishing process. Therefore, the magnetic abrasive particle size is 147–121 μm (100–120 mesh), and the magnetic abrasive particle size is 5–7 μm. Ceramic hard abrasive particles Al2O3 is selected as the abrasive particles in magnetic abrasives, and the composition of iron matrix is:

Where 9.6% of Si element, 5.4% of Al element, 5% of Ni element, 0.5% of Cr element, and the rest Fe element are included.
Experiment materials
Cu-Ni alloys, also known as white copper, are mainly composed of copper and nickel, which can be infinitely solid solution to form a continuous solid solution. The Cu-Ni alloys can be divided into electrical white copper and structural white coppers, in which structural white copper is usually of two kinds: B10 and B30 Cu-Ni alloys. In this experiment, B10 Cu-Ni alloy was used to explore the influence of magnetic abrasive finishing on its surface quality. The excellent roughness value of the workpiece surface after processing provides a theoretical basis for the magnetic abrasive finishing of curved surface and the subsequent application of Cu-Ni alloys.
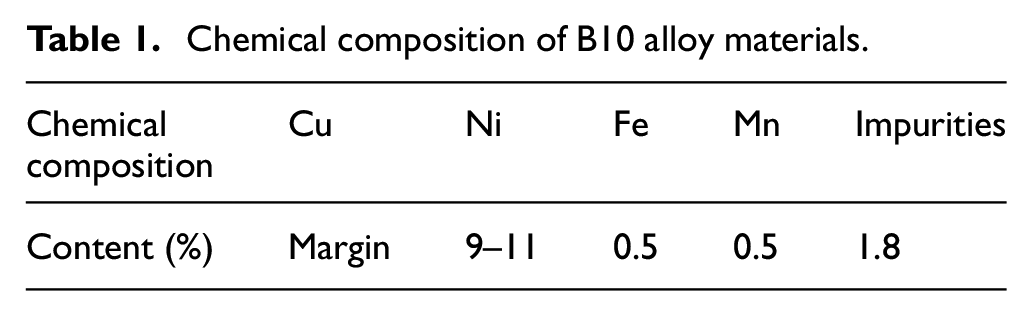
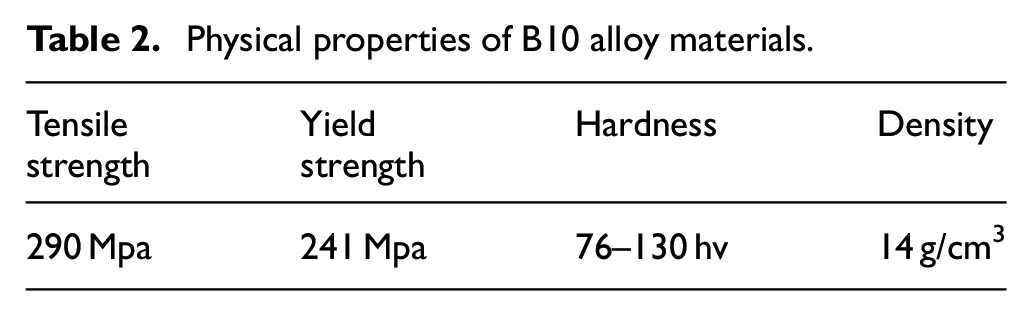
The size of the Cu-Ni alloy is 100 mm × 35 mm × 3 mm. The chemical composition and physical properties of the Cu-Ni alloy are described in Tables 1 and 2.
Chemical composition of B10 alloy materials.
Physical properties of B10 alloy materials.
The selected grinding fluid in the grinding process is the oil-based grinding fluid. The end face size and the height of the permanent magnet pole are 25 and 30 mm, respectively. The slot width of the magnetic pole is 2 mm. During the processes, the magnetic field intensity generated by the permanent magnet pole, which is applied to the magnetic abrasives, is 0.8–1.1 T.
Test equipment
The XK7136C CNC milling machine manufactured by the Lunan Machine Tool Factory is used in the test, which has the advantages of low transformation cost, wide application range, and good processing adaptability. Figure 3 shows the magnetic abrasive finishing system employed in this work. Figure 3(a) shows the overall magnetic abrasive finishing system of the improved CNC milling machine. The permanent magnet pole with adsorbed magnetic abrasives is shown in Figure 3(b). It can be observed that the magnetic pole is a flexible magnetic abrasives brush and the distribution of adsorbed magnetic abrasives is relatively uniform. Figure 3(c) shows the schematic diagram of the magnetic abrasive finishing system. It can be seen that under the fastening of the Machine tongs, the processed parts can grind in an orderly manner.
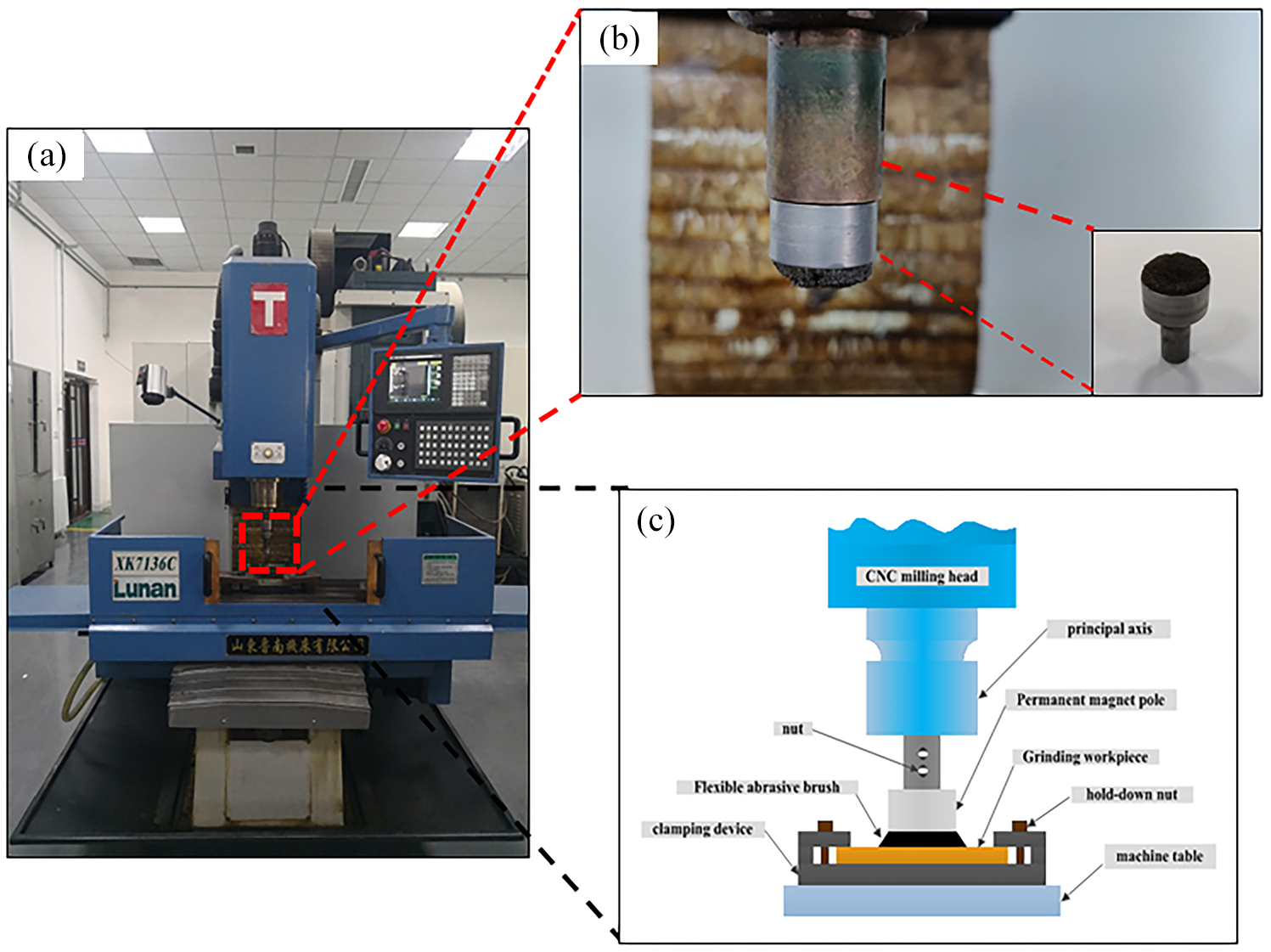
Photo of: (a) the XK7136C Vertical milling machine, (b) the permanent magnetic pole with adsorbed magnetic abrasives, and (c) Schematic illustration of the magnetic abrasive finishing system.
Test instruments
The abrasives were weighed by BS224S precision electronic balance with an accuracy of 0.1 g. The metallographic structure of the surface was observed by the Carl Zeiss Axio Lab A1 metallographic microscope. The surface roughness of the workpiece was measured by a 3D profilometer and hand-held roughness meter. The hardness of the workpiece was tested by DHV-100Z digital Vickers hardness tester. The hydrophilic and hydrophobic properties of the workpiece before and after magnetic abrasive finishing process were tested by a contact angle goniometer.
Orthogonal experiment design
The purpose of designing orthogonal experiment is to arrange the experiment scientifically and reasonably. Therefore, it can select a few experimental conditions with strong representativeness among many test conditions, and the best results can be obtained through the less experiments.17,18
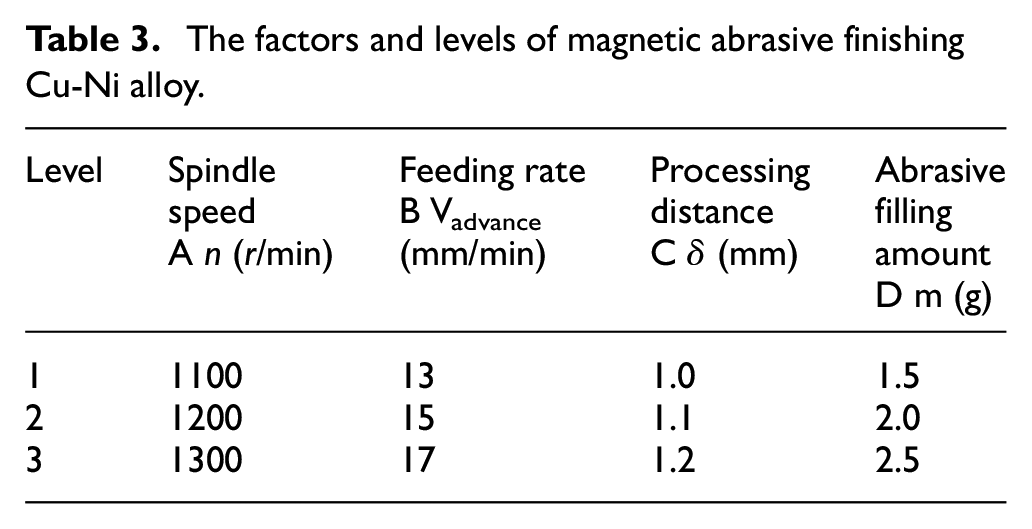
The particularity of Cu-Ni alloy material leads to poorer performance of magnetic abrasive brush in magnetic abrasive finishing process, and the heat-affected zone appears in the grinding process. According to the previous magnetic abrasive finishing experience, the orthogonal experiment was designed by selecting the process parameters, including the spindle speed, feeding rate, processing distance, and abrasive filling amount. The effects of process parameters on the surface quality of Cu-Ni alloy were studied, and the optimum process parameters of grinding Cu-Ni alloy with spherical magnetic abrasives were obtained. Table 3 is three factors and three levels of orthogonal table for magnetic abrasive finishing Cu-Ni alloy.
The factors and levels of magnetic abrasive finishing Cu-Ni alloy.
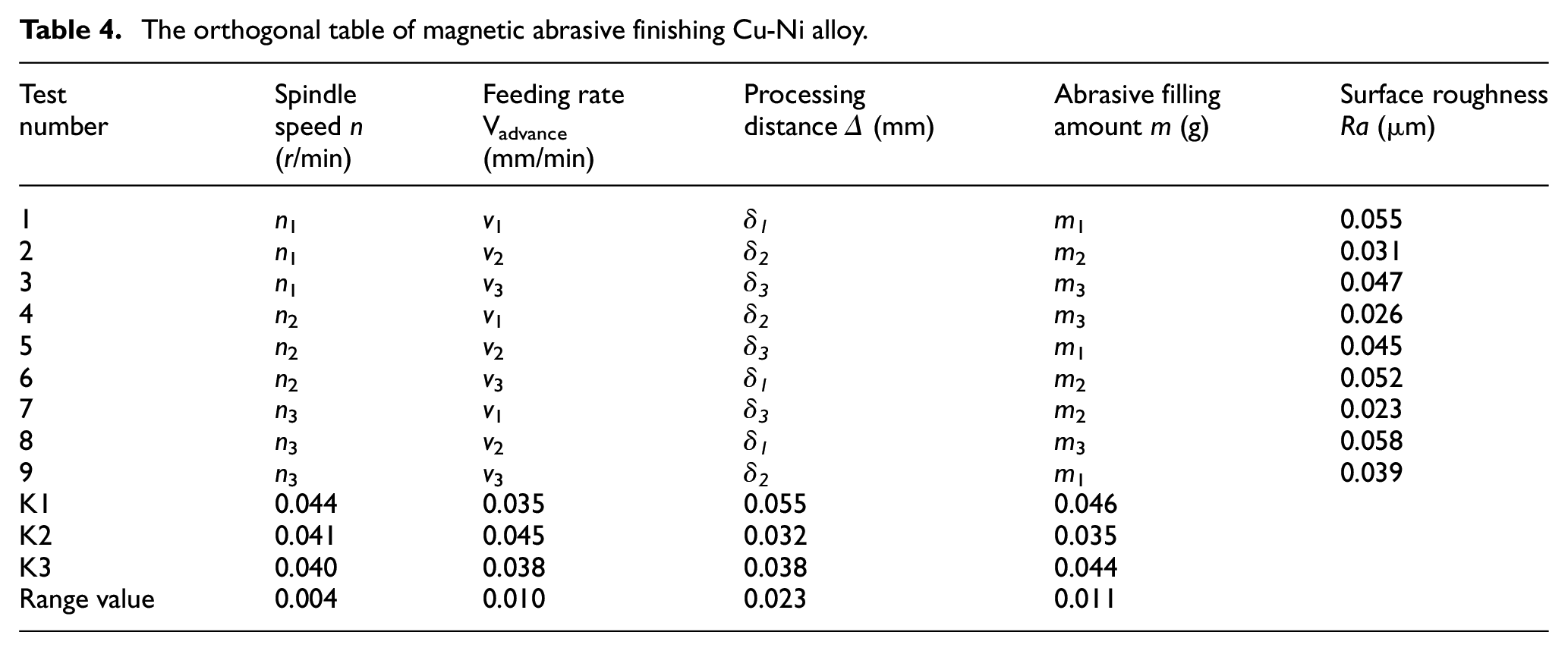
According to the setting parameters, the surface roughness value (i.e. arithmetic average deviation surface roughness value; Ra) is selected as an important factor in evaluating the surface quality of Cu-Ni alloy. The experimental results of various parameters in the magnetic abrasive finishing process are recorded, and the orthogonal test table is shown in Table 4. The results show that the minimum surface roughness value after grinding is 0.023 μm. Finally, the optimal process parameters of corresponding magnetic abrasive finishing process are selected as n3, v1, δ3, and m2, respectively.
The orthogonal table of magnetic abrasive finishing Cu-Ni alloy.
The effect of process parameters on magnetic abrasive finishing test is analyzed by the range method, which is shown in Figure 4. The larger slope of broken line is, the more obvious effect of roughness is. On the contrary, the smaller slope is, the weaker the effect is. Through range analysis, the factors affecting the magnetic abrasive finishing process are processing distance > abrasive filling amount > feeding rate > spindle speed.
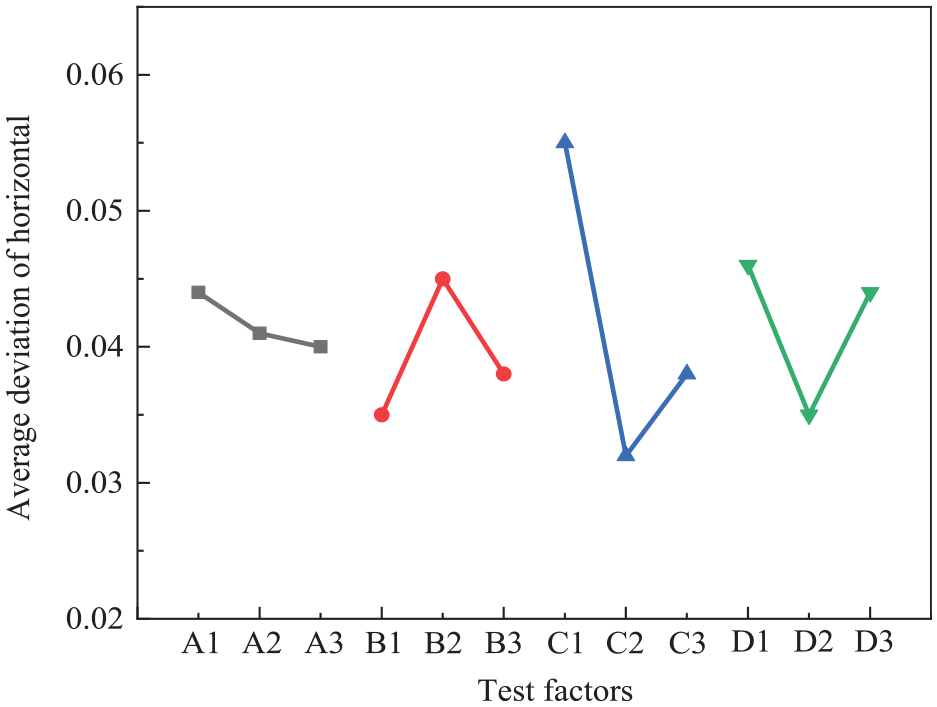
The effect of horizontal factors on magnetic abrasive finishing for Cu-Ni alloy.
Effect of magnetic abrasive finishing parameters on the surface qualityof Cu-Ni alloy
The effects of spindle speed n, feeding rate v, processing distance δ and abrasive filling amount m on magnetic abrasive finishing of Cu-Ni alloy were investigated by the single factor method.
Spindle speed
Figure 5 shows the curves of surface roughness of Cu-Ni alloy processed by magnetic abrasive finishing at different spindle speeds. The experimental results show that when the spindle speed is 1300 r/min, the feeding rate is 13 mm/min, the processing distance is 1.2 mm, and the abrasive filling amount is 2.0 g, the surface roughness of the workpiece is the minimum. With the increase of spindle speed, the driving force of magnetic abrasive enhances, and the magnetic abrasive presents a regular arrangement on the magnetic pole. The magnetic abrasive rapidly crosses the workpiece, producing a large grinding pressure on the surface of the workpiece, and thus reducing the surface roughness. When the spindle speed is too high, the surface roughness shows an upward trend. The reason why the roughness increases is that due to the too high spindle speed, the centripetal force of magnetic abrasive decreases and tends to disperse to the edge. Therefore, no magnetic abrasive scratches in the middle area, which makes the magnetic abrasive not be effectively distributed along the magnetic force line, reducing the grinding efficiency. Therefore, too large or too small spindle speed will have adverse effects on the magnetic abrasive finishing process.
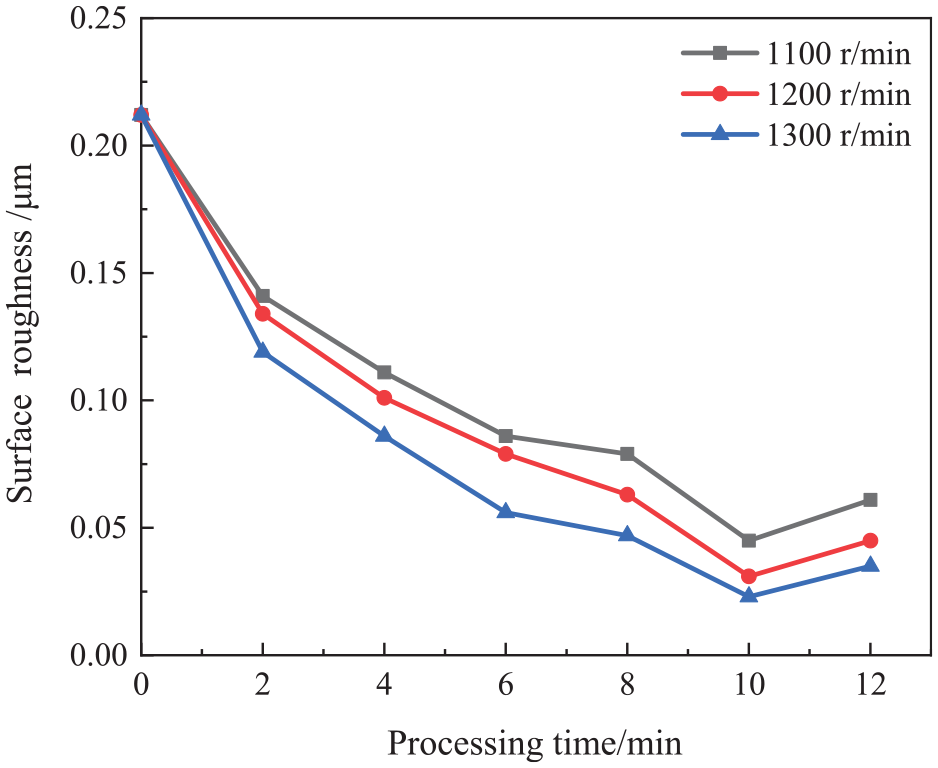
Effect of spindle speed on the surface roughness.
Feeding rate
Figure 6 shows the curves of the surface roughness of Cu-Ni alloy processed by magnetic abrasive finishing at different feeding rates. The results show that when the feeding rate is 13 mm/min, the spindle speed is 1300 r/min, the processing distance is 1.2 mm, and the abrasive filling amount is 2.0 g, the surface roughness of the workpiece is the minimum. The smaller feeding rate, the longer relative motion time between the workpiece and the abrasives. In the limited movement process, the lower feeding speed, the more fully micro removal scratch movement can be done. Magnetic abrasives can be fully removed and scratched on the surface of the workpiece after turning and cycling, which makes magnetic abrasives have good self-sharpening and self-adaptability and improve the grinding efficiency of magnetic abrasive finishing. However, the feeding speed should not be too small. In the grinding process of the machine tool, too low feeding speed will increase the number of times for which a single volume of abrasive particles turn over the workpiece, which will damage the ground mirror surface and increase the roughness.
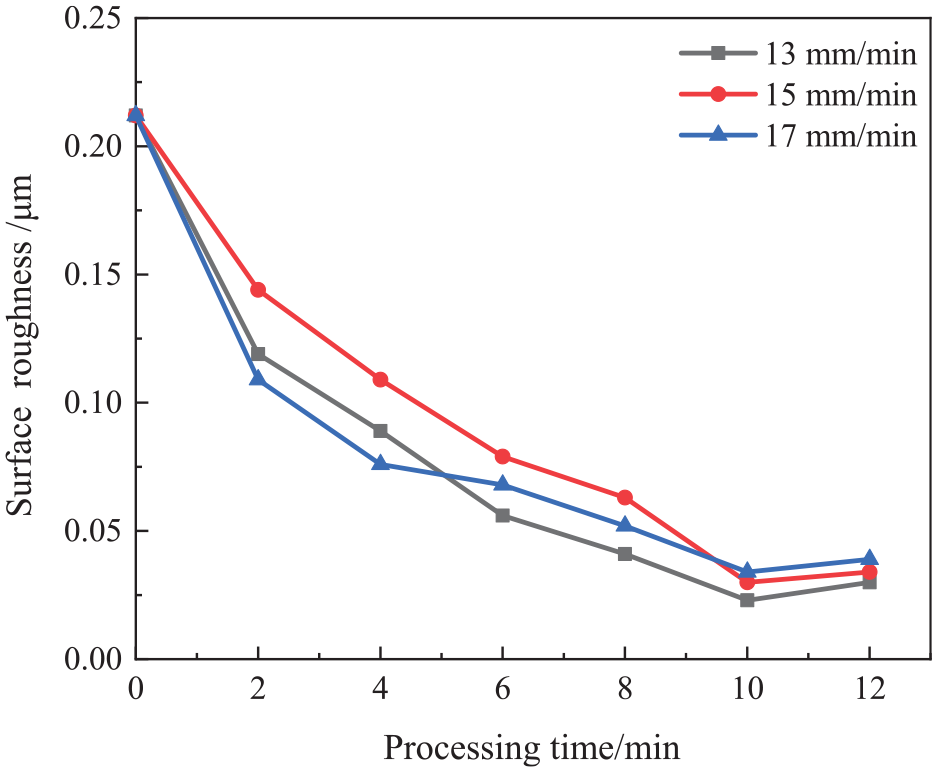
Effect of feeding rate on the surface roughness.
Processing distance
Figure 7 shows the curves of the surface roughness of Cu-Ni alloy processed by magnetic abrasive finishing under different processing distances. The results show that when the processing distance is 1.2 mm, the feeding rate is 13 mm/min, the spindle speed is 1300 r/min, and the abrasive filling amount is 2.0 g, the surface roughness of the workpiece is the minimum. When the processing distance is too small, due to the spherical magnetic abrasive concentrated in the small processing area, the grinding efficiency of magnetic abrasive finishing will be improved in a short period of time. However, with the increase of grinding time, the phenomenon of removing unevenness occurs on the surface of workpiece and the surface roughness will be increased. In contrast, if the processing distance is too large, insufficient contact between the abrasive and the workpiece will reduce the grinding efficiency of the workpiece, resulting in that the grinding effect is not obvious and the surface roughness of the workpiece will be increased.
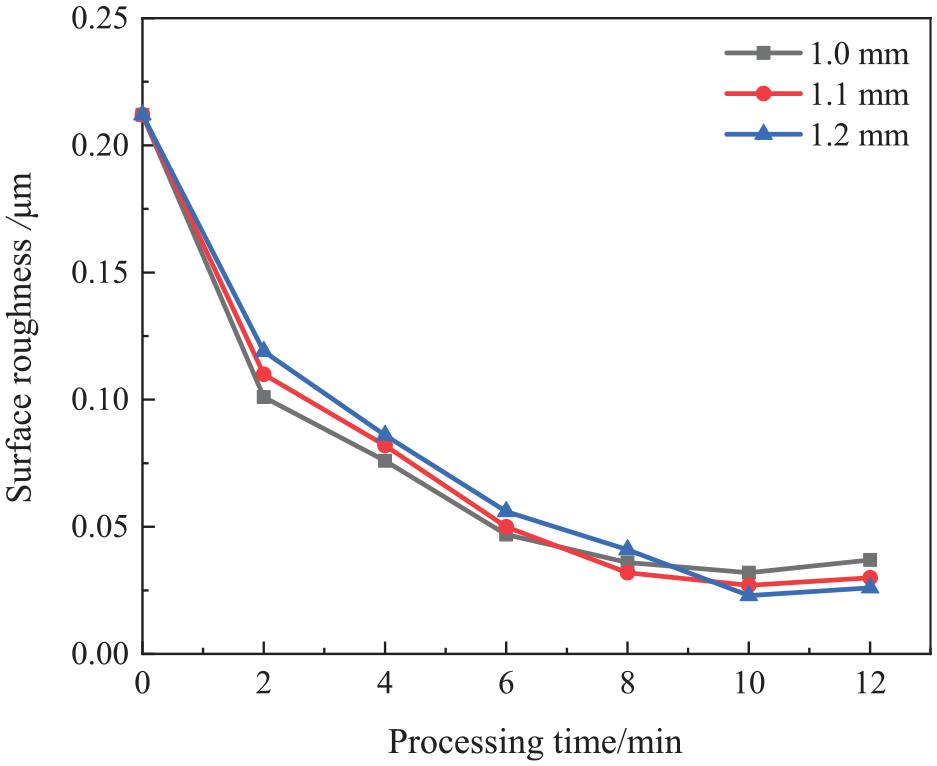
Effect of processing distance on the surface roughness.
Abrasive filling amount
Figure 8 shows the curves of surface roughness of Cu-Ni alloy processed by magnetic abrasive finishing under different abrasive filling amounts. The results show that the surface roughness of the workpiece is the smallest when the abrasive filling amount is 2.0 g, the processing distance is 1.2 mm, the feeding rate is 13 mm/min and the spindle speed is 1300 r/min. When the amount of abrasive filling is small, the cutting force of abrasive particles on the workpiece is insufficient in the process of magnetic abrasive finishing. At the same time, the smaller abrasives will increase the times of rolling and rotation of abrasives, reducing the service life of abrasives. When the amount of abrasives is large, the thickness of magnetic brush increases, which weakens the flexibility of magnetic brush and decreases the grinding efficiency. Therefore, the appropriate amount of abrasive filling can improve the grinding efficiency of magnetic abrasive finishing for Cu-Ni alloy.
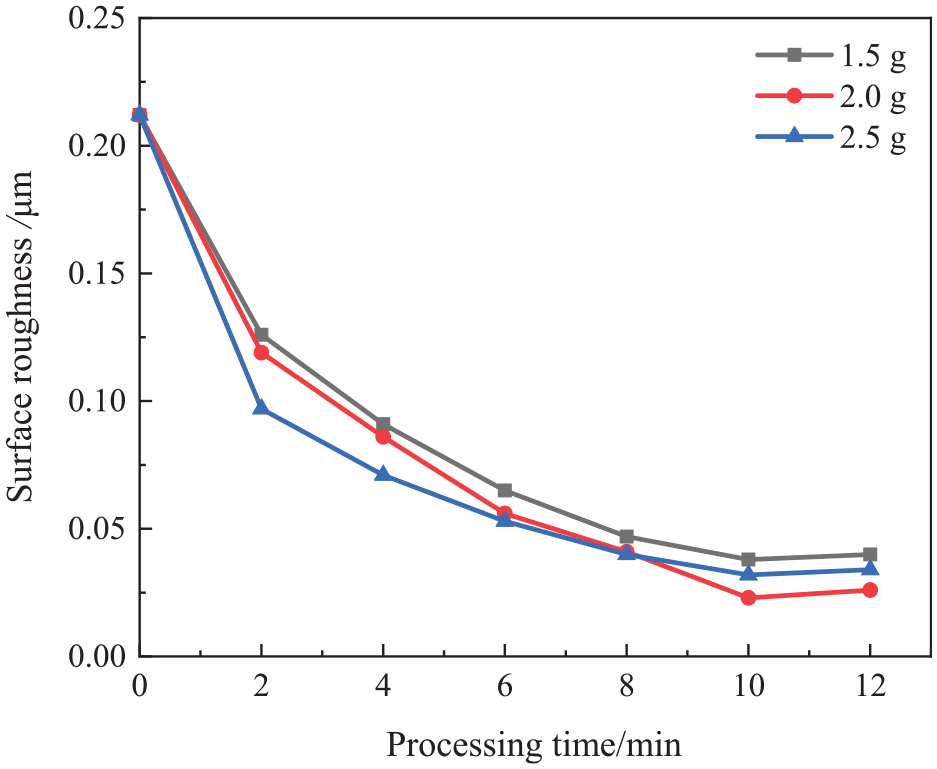
Effect of abrasive filling amount on the surface roughness.
Verification and analysis of test results
In order to further study the optimal combination of process parameters optimized by the orthogonal test, the surface quality of Cu-Ni alloy before and after grinding was detected by the digital Vickers hardness tester, contact angle goniometer, metallographic microscope and three-dimensional profilometer.
Effect of magnetic abrasive finishing on the surface hardness
After the orthogonal test and single factor experiment, the optimal process parameters of magnetic abrasive finishing Cu-Ni alloy were selected, and the hardness of Cu-Ni alloy surface was measured at certain time interval. The change of surface texture hardness before and after grinding under eyepiece condition is shown in Figure 9, and the periodic change is shown in Figure 10. The results show that the Vickers hardness of the workpiece increases from 114 to 119.8 in the magnetic abrasive finishing process. The changes of hardness of the workpiece may be attributed to several aspects. Firstly, due to the interaction between the magnetic abrasives and the workpiece in the grinding process, a certain degree of plastic deformation is produced, which affects the contact layer lattice of the Cu-Ni alloy, thus increasing the surface hardness of the workpiece. Secondly, in the process of grinding, the plastic flow on the workpiece surface occurs forming a higher dislocation density, resulting in the hardening layer on the workpiece surface. Lastly, the grinding heat is generated in the grinding process, and the heat makes the workpiece produce local high temperature in a short time. When the cooling rate reaches a certain condition, the hardening layer of a certain thickness will be formed on the surface of the workpiece with the transformation of the metallographic structure. The change of hardness improves the service life and surface quality of the workpiece to a certain extent.
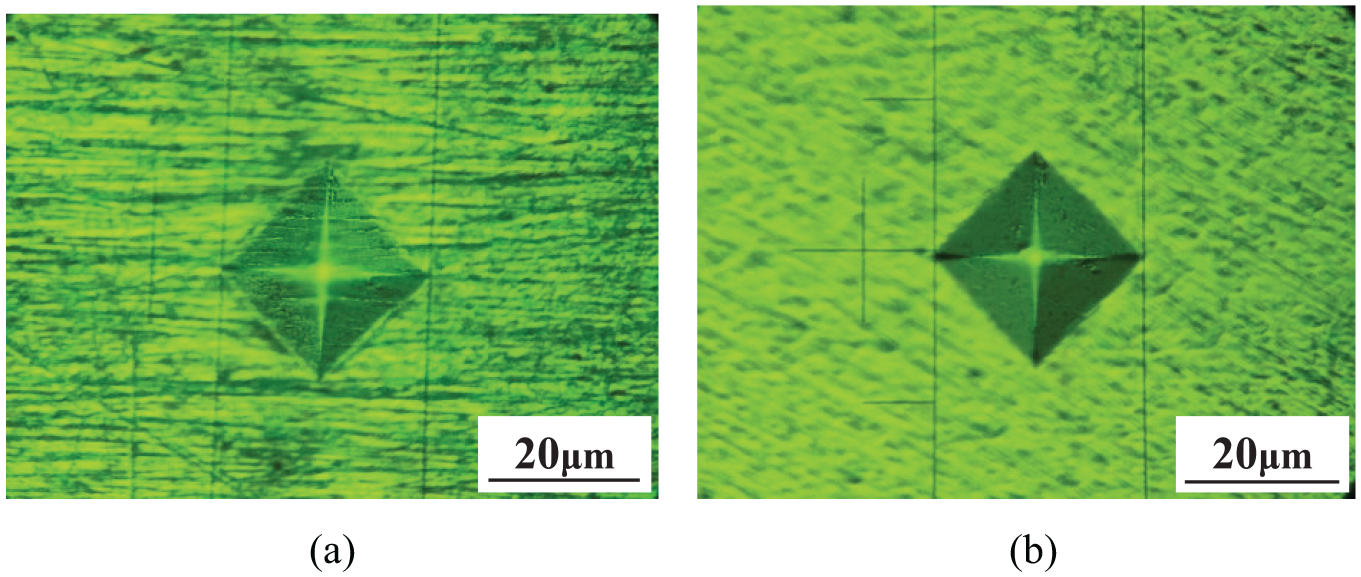
The workpiece: (a) before and (b) after magnetic abrasive finishing in the eyepiece of digital Vickers hardness tester.
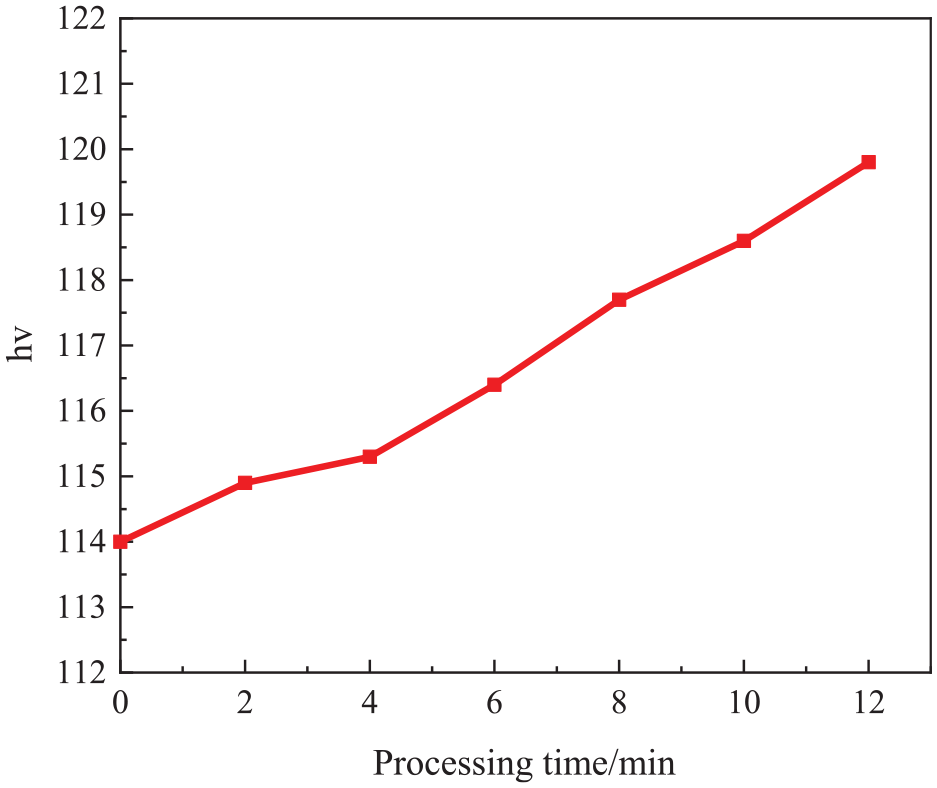
The changes of the hardness at different processing time.
Effect of magnetic abrasive finishing on the surface hydrophobicity
The surface wettability of Cu-Ni alloy before and after magnetic abrasive finishing was tested, and the result is shown in Figure 11. The results show that the original Cu-Ni alloy with water contact angle of 68.8° is hydrophilic, while the Cu-Ni alloy exhibits hydrophobicity after finishing, and its water contact angle increases to 99.2°. For original hydrophilic materials, after finishing process, the area fraction of the protruding solid part in the contact surface decreases, and the surface roughness factor decreases. According to the Cassie-Baxter model, the surface roughness amplifies the surface wettability. Then the water contact angle becomes larger, that is, the workpiece transforms from hydrophilic to hydrophobic. At the same time, the change of surface wettability of Cu-Ni alloy indicates that the surface roughness of Cu-Ni alloy is greatly decreased after magnetic abrasive finishing.
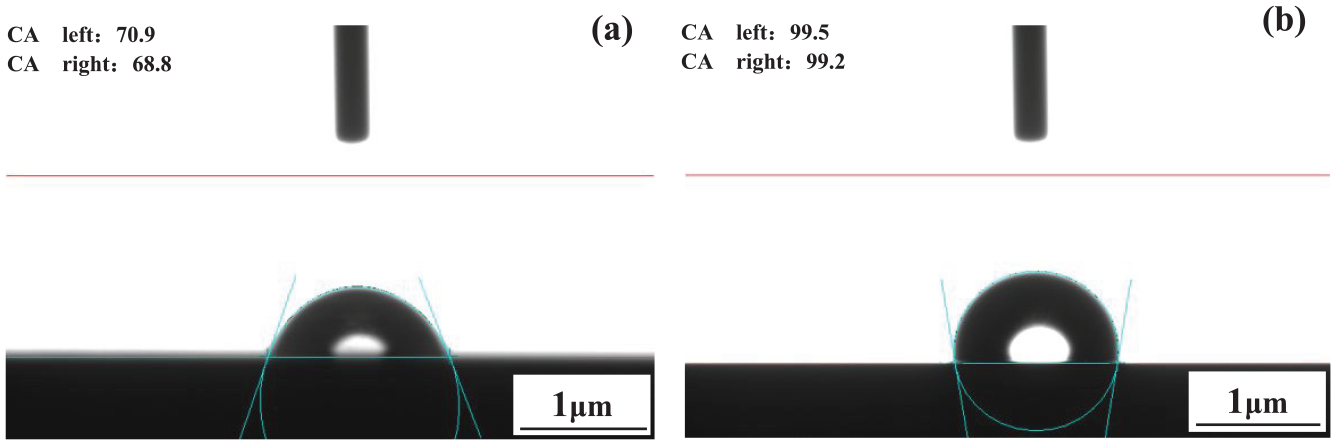
The water contact angles: (a) before and (b) after magnetic abrasive finishing.
Effect of magnetic abrasive finishing on the surface roughness and the surface morphology of workpiece
Figure 12 is the topography curve generated by the 3D profilometer, showing the surface roughness values of the workpiece before and after magnetic abrasive finishing processes. It is observed that the roughness value decreases from 0.212 to 0.023 μm, indicating the surface quality of the workpiece greatly improved after magnetic abrasive finishing process. The surface microstructure evolution process of Cu-Ni alloy during magnetic abrasive finishing is shown in Figure 13. There are scratches, pits, and pitting on the surface of the initial workpiece, and the defects are improved after 2 min magnetic grinding process. In the subsequent finishing process, the surface defects such as scratches, pits and pitting gradually disappear due to the micro-edge cutting action of magnetic abrasive particles. After magnetic grinding process for 10 min, the surface quality of the workpiece is the best, and then the surface appears slight scratches in the process of grinding. This is because in the magnetic grinding process, due to the action of centrifugal force, the abrasives gradually splash to the edge, resulting in uneven contact between the workpiece and the abrasive, which reduces the grinding efficiency and thus increases the surface roughness of the workpiece. Figure 14 shows 2D (Figure 14(a)–(c)) and 3D (Figure 14(d)–(f)) morphological images and their changes in the finishing process. It can be clearly seen that after processing, scratches, burrs, pits, and pitting on the workpiece surface are effectively removed, and the quality of the workpiece surface is improved. Figure 15 shows the mirror effect of the workpiece surface after processing. It can be seen directly that the workpiece surface has a good mirror effect after finishing process.
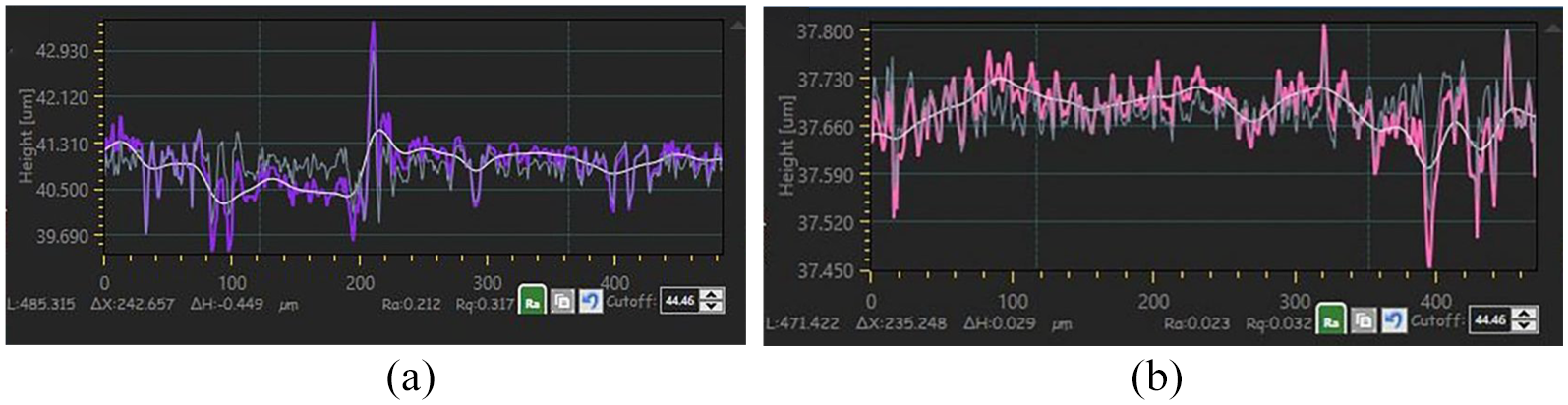
Surface roughness of Cu-Ni alloy: (a) before and (b) after magnetic abrasive finishing.
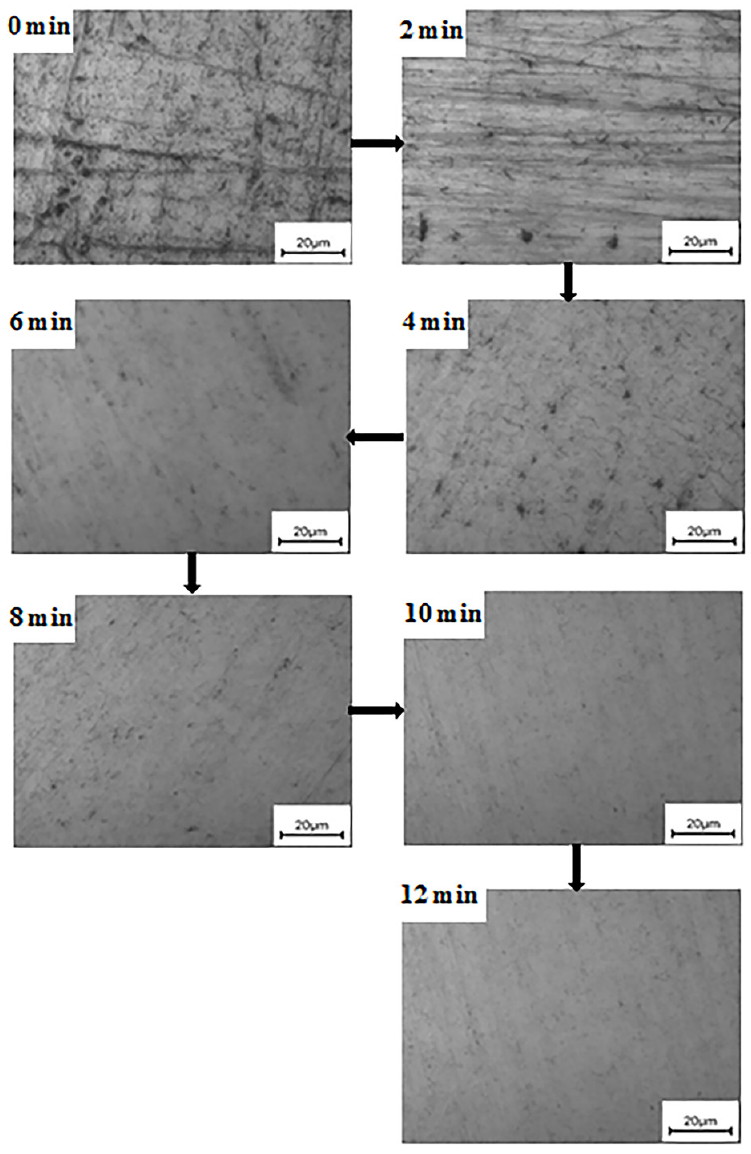
The microstructure evolution of Cu-Ni alloys at different time during magnetic abrasive finishing process.
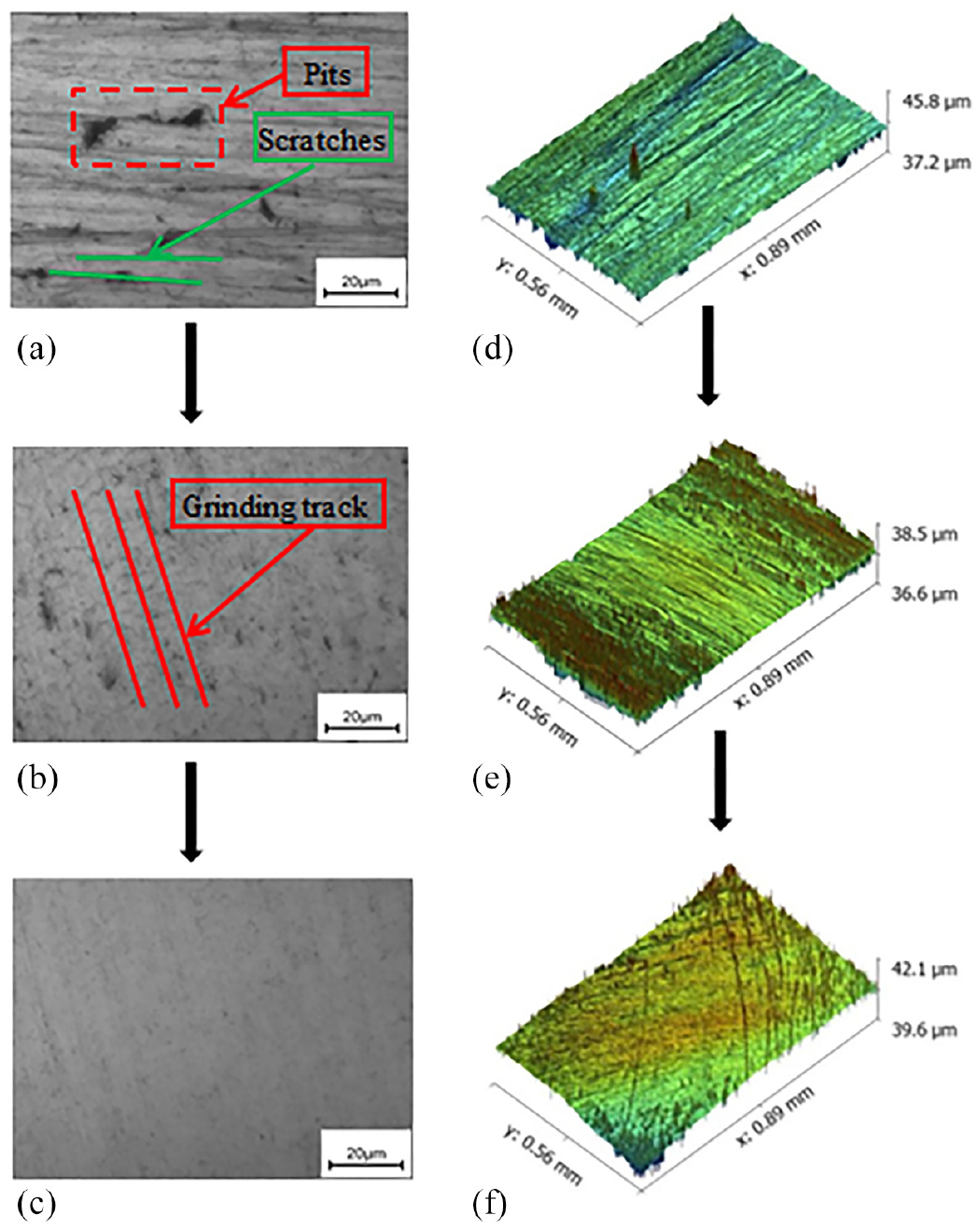
Images of: (a–c) the 2D morphology and (d–f) the 3D morphology of the workpiece before and after magnetic abrasive finishing process.
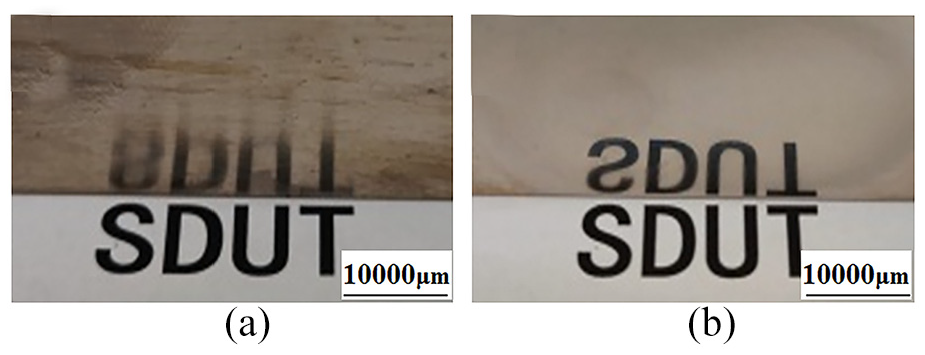
Comparison of surface effect of Cu-Ni alloy: (a) before and (b) after magnetic abrasive finishing.
Effect of magnetic abrasive finishing on material removal amount
The removal amount of material is an important parameter in magnetic abrasive finishing process. 19 In the process of grinding, the effect of magnetic abrasive finishing on the material removal amount was studied. The removal amount of the materials was measured by the ultra-precision electronic balance. The weight of the workpiece was measured during grinding process, and the weight change is shown in Figure 16. After grinding for 12 min, the weight of the workpiece reduces from 60.614 to 60.561 g. At the beginning stage, the material removal amount was relatively high, and the material removal amount remained almost unchanged at 8–10 min. This is because the removal mechanism in the grinding process is mainly involved in the extrusion, and there are no removal methods such as scraping, ploughing, and scratching.
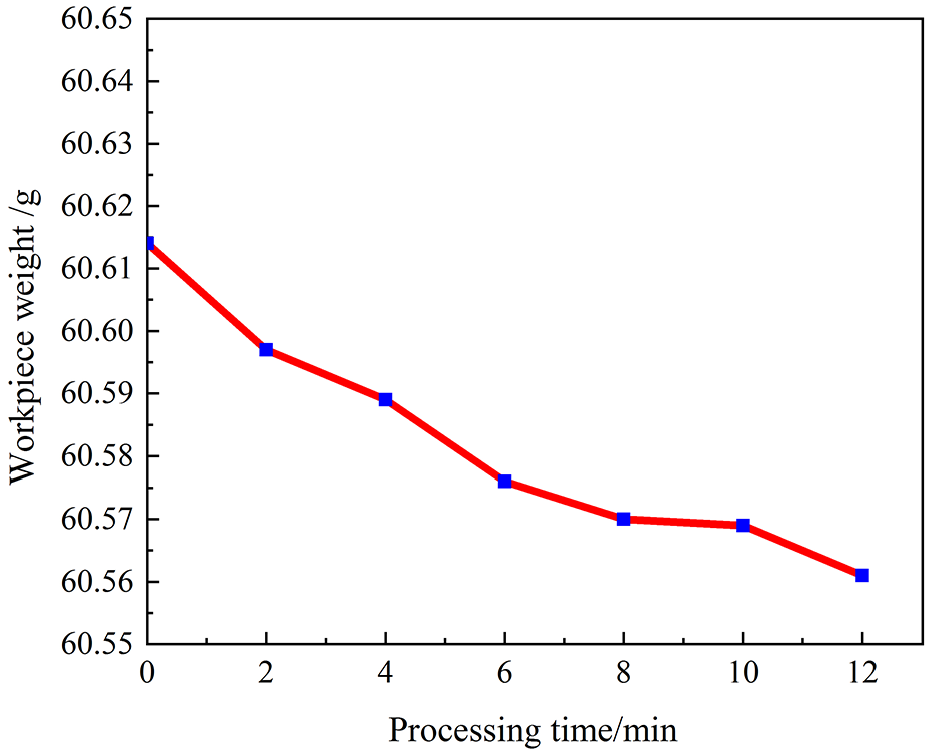
The weight changes of the workpiece at different time during magnetic abrasive finishing process.
Conclusions
In this paper, through the magnetic abrasive finishing test of Cu-Ni alloy, the advantages of magnetic abrasive finishing technology are illustrated. The effects of spindle speed, feeding speed, processing distance, and abrasive filling amount on magnetic abrasive finishing are analyzed under the single factor conditions. The influence of each factor on the surface roughness is obtained as follows: processing distance > abrasive filling amount > feeding rate > spindle speed. The optimum combination of process parameters for magnetic abrasive finishing Cu-Ni alloy is obtained by the orthogonal test method: when the spindle speed is 1300 r/min, the feeding speed is 13 mm/min, the processing distance is 1.2 mm, and abrasive filling amount is 2.0 g, the grinding effect for Cu-Ni alloy is the best. The change of hardness and surface wettability of workpiece by magnetic abrasive finishing technology are analyzed. The hardness of workpiece increases from 114 to 119.8, which improves the surface quality of workpiece. The surface of workpiece changes from hydrophilicity to hydrophobicity. The surface roughness of workpiece decreases from 0.212 μm to 0.023 μm, and finally the mirror effect is achieved.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.