
Abstract
As a kind of flexible manufacturing system, the machining quality of a robotic belt grinding system is related to a variety of factors with strong time variation, which easily leads to process fluctuations and affects the final quality. Therefore, it is a great challenge to control the quality precisely during the whole grinding procedure. Focusing on this problem, an adaptive parameters adjustment and planning method for robotic belt grinding using the modified quality model is proposed in this paper. Firstly, the correlation analysis method of grinding parameters in time domain is presented based on an improved-Mahalanobis distance. The response surface methodology (RSM) is utilized to construct the quality prediction model, and furtherly the parameter sensitivity function, which can characterize the influence degree of different parameters on the grinding quality, is introduced to calculate the Mahalanobis distance for improving the accuracy of the correlation analysis method. Secondly, based on the correlation analysis, a conversion method from the old samples into the new samples space is presented using vector field smoothing algorithm (VFS), then the modified grinding quality model can be re-established adopting the new samples. Furtherly, taking the problem of poor robotic response rate into consideration, a multi-parameters collaborative planning method under the smoothness constraint is developed using particle swarm optimization (PSO) algorithm, which can avoid the parameter mutation and improve the process stability. Finally, belt grinding experiments on a curved surface were carried out based on the robotic grinding platform. The results show that the approach can improve the grinding shape accuracy, which verify the effectiveness of the proposed methods.
Keywords
Introduction
Generally, as the final manufacturing process, grinding can effectively reduce the quality defects caused by the previous processes and improve the product quality, which makes it a vital role to guarantee the product quality and the service life.1–3 However, to date, the grinding process still mainly depends on the manual work with poor quality consistency and low efficiency, which has become a great obstacle to achieving high automation, efficiency and flexibility for the entire manufacturing chain. With the prominent advantages of low use-cost and high flexibility, industrial robots are gradually finding their niche in more and more manufacturing applications. Many scholars at home and abroad have carried out extensive researches on robotic manufacturing and achieved fruitful results, which greatly improves the robot performance and expand its application in manufacturing processes.4–7
Although studies have shown that a flexible grinding cell integrating the multi-degree industrial robots is suitable for processing complex geometries,8–10 most researches are either stuck in the laboratory or theoretical stage, or limited to objects with simple features and low-accuracy requirements. Evidently, there are still obstacles on the way to construct the robotic grinding system for complex objects with high-precision requirements.
Besides the performance limitation of the robot itself, one main obstacle is the complexity and time-variation of grinding process. It is well known that the grinding condition and quality are affected by a variety of factors which are partly time-variant external disturbances, for example, the decline of robot performance and the belt cutting-ability.11–13 While, these time-variant factors are mostly non-linear, making it difficult to accurately model and predict. As the grinding conditions change to some extent, the initial prediction model will not necessarily suitable for current conditions, resulting in the inaccuracy or even failure of the grinding parameters and furtherly leading to the decline of grinding quality or even wasted products. Therefore, the research of adaptive parameters adjustment and planning according to the actual grinding conditions is of important engineering and academic value.
The adaptive parameters adjustment and planning has earned vital importance in many manufacturing spheres so that scholars and researchers at home and abroad have carried out a large number of theoretical and practical studies in order to improve the adjustment efficiency and accuracy. While due to economic or conditional restrictions, for the grinding process on-the-spot, at present, it is still mostly based on human experience and on the basis of handbooks to some extent, which is highly conservative and difficult to achieve the optimal adjustment effect and improve the efficiency.14,15 With the rapid development of artificial intelligence technology, artificial neural networks (ANN), genetic algorithms (GA) and fuzzy expert systems et al. have been widely adopted in parameter adjustment due to their unique advantages. The nonlinear modeling theory and self-learning capability of neural network are proposed to setup mapping relations between the grinding conditions and their affecting factors by Liu et al. 16 On-line intelligent adjustment of grinding conditions can be realized based on dull degree of grinding wheel. A fuzzy adaptive control strategy based on dynamic threshold is applied in the high hardness sphere grinding process by Li et al. 17 The depth of cut and the swing angular speed which affect the grinding force can also be adjusted on-line by fuzzy strategy to maintain the grinding process stable. Furtherly, by the integration of fuzzy control and neural networks, Li and Ding 18 established a human machine cooperation system that composes of human and two fuzzy–neural networks, which can revise the process parameters in real-time and greatly improve the cylindrical grinding quality and machining efficiency.
The aforementioned methods all provide positive and beneficial effects and guidance for parameters adjustment. However, whether for the regression equations or intelligent methods, a large amount of in-situ data is required as the foundation for process learning. And the performance of these methods depends heavily on the proper assessment of the effect of the new samples on the prediction model. While, the data acquisition environment in above researches is still in the laboratory stage. For the grinding process on-the-spot, considering the cost and efficiency, the amount of in-situ measurement data is relatively small, and it is impossible to acquire a large amount of comprehensive data as those in the prior experimental process. Under the circumstances, the initial samples still play the major role and have a greater effect on the modified quality model than the new ones, which reduces the model accuracy. Therefore, in order to improve the model accuracy effectively using a small amount of in-situ data, the initial data should be adjusted to meet the current working conditions according to certain rules. By transferring the initial data into the new ones space formed by the in-situ measurement data, the modified quality model can be more accurate for the dynamic working conditions. Then, the problem of the modified model is transformed to the conversion issue of the processing data. And, the correlation analysis and the conversion rules of grinding parameters in time domain become the key issues.
To address the issues above, an adaptive adjustment method of grinding parameters based on the modified quality model is proposed. Moreover, taking the problem of poor robotic response rate into consideration, a multi-parameters collaborative planning method under the smoothness constraint is developed with PSO. The main body of the paper is divided into 5 sections: an overview of robotic grinding process and the problem background is presented in Section 1. Section 2 establishes the modified quality model based on VFS. Section 3 deals with the optimal planning of grinding parameters adopting PSO. The relevant experiments based on the robot grinding platform are carried out in Section 4. And Section 5 brings out the conclusion of this research.
The modified quality model based on VFS
Correlation analysis of the grinding parameters
Grinding is a complicated process with a large number of disordered abrasive grains utilized to remove the workpiece material, whose quality is affected by many factors. According to corresponding researches of Xiao and Huang, 19 Sieniawski and Nadolny, 20 and Fan et al., 21 grinding force, feed rate and rotation speed are the key parameters and generally selected as the variables to establish the quality model. While, for complex curved workpieces, the effect of curvature on grinding quality is non-negligible. 22 Therefore, in order to make the model more accurate, the curvature is also considered in this paper.
For the convenience of description, the following data sets are defined:
Mahalanobis distance
The conversion rules from the initial data to the new ones rely on the relationship between them. Therefore, the selection of proper correlation analysis method contains tremendous significance. Due to the characteristics of scale-independence and good adaptability, Mahalanobis distance algorithm is widely used and also adopted in this paper. The formula for calculating Mahalanobis distance is as follows 23

where
It can be found from equation (1) that each element in Mahalanobis distance algorithm is of the same importance. However, it is well known that the influence weights of different grinding parameters on quality vary a lot. 24 Therefore, in order to improve the analysis accuracy of data correlation, an improved Mahalanobis distance algorithm is proposed by taking the parameter sensitivity into consideration in this part.
The parameter sensitivity function based on RSM
Due to the complexity of grinding process, experimental-based models are more widely adopted than theoretical ones, among which the traditional semi-empirical exponential model is often used due to its concision and convenience. However, because of the lack of consideration on the interaction between parameters as well as the secondary effect, a large fitting error is easy to occur, especially for the nonlinear process with strong parameter coupling such as grinding. 25 Therefore, RSM is adopted here to establish the grinding quality model.
The quality model based on RSM
RSM is essentially a statistical method that uses multiple regression equations to fit the functional relationship between factors and response values. RSM is of high accuracy due to the full consideration of the parameters coupling effect and experimental random error. Fitting equations of different orders can be determined to meet the accuracy requirements, making RSM suitable for solving the problems related to nonlinear data, and widely used in various modeling and optimization. 25
In this paper, the response output is the grinding quality
where
According to the mathematical statistics theory, the least squares estimate of

When the number of variables is m, the number of unknown coefficients
The sensitivity function
The sensitivity function is constructed to identify the influence degrees of process parameters on the grinding quality, which will furtherly be adopted to modify the Mahalanobis distance. Sensitivity represents the variation gradient of the function f(x) on its parameter x mathematically, where gradient reflects the fastest change of f(x) along certain direction. Then the sensitivity in this paper is the first order differential of RSM function and can be expressed as

where
where
By equation (5), the influence weights of different parameters on the quality can be calculated and compared. The larger Si is, the greater the influence degree will be.
The improved Mahalanobis distance
Based on the relative sensitivity function and taking the parameter weight into consideration, the improved Mahalanobis distance model

where

Compared with the original Mahalanobis distance in equation (1), the improved one in equation (6) emphatically considers the influence weight of different parameters on the quality and can describe the relationship between the initial and in-situ parameter vectors better, which provides an effective theoretical support for the parameter conversion.
Parameter conversion based on VFS
VFS is a smoothing algorithm proposed by Takahashi et al. in 1995. Based on certain evaluation criterions (e.g. maximum likelihood or minimum square error), a linear relationship is analyzed to establish the “conversion vectors,” which can indicate the difference of the corresponding data in the two sample spaces and furtherly map the old samples to the new one by interpolation. Therefore, based on VFS, a parameter conversion method from the initial samples to in-situ one using improved Mahalanobis distance is established in this part. The specific process is as follows
Corresponding initial and in-situ samples
First, the correspondence between initial and in-situ samples need to be identified, which is the basis for the parameter conversion. According to the correspondence, the relevance between two samples can be divided into two categories. The first is absolute correlation, that is, when

where
Calculate the conversion vectors
The conversion vector is defined as the difference between the corresponding initial and in-situ samples, which can be obtained by the following formula

And all
Calculate the interpolation vector
There are two cases here. For
where
The new samples after modification
The new samples after modification can be calculated as

Set
Parameters planning based on PSO
It can be known that the quality model is a multi-variable function from equation (2), and multi-parameter collaborative planning method is required to meet the quality. Taking the material removal as the quality object in this paper, for a given material removal and workpiece curvature, the variables (i.e. Vs, Fn, and Vw) resolved by the VFS-RSM model are multiple solutions. Among them, belt rotation speed has a relatively low influence on the material removal, 24 and it is regarded as a constant for simplicity in this paper. Therefore, only two variables need to be considered during the parameters planning: Fn and Vw. There are two approaches to solve this problem in general. One is to set one of the parameters (Fn or Vw) as a constant and only adjust the other parameter to meet the quality, which converts the problem into a one-variable question. This method is simple and easy to implement, while the desired parameter will suffer a great fluctuation when large changes or even mutations of the working condition occur during grinding process. Compared with CNCs, robots are limited by the poor electromechanical response ability, which can easily lead to a worse quality in the transition process. Especially for complex free-form surfaces whose curvature changes greatly, it is more likely to cause the problems above. The other approach is the multi-parameter collaborative planning method, whose goal is to make sure the optimized trajectories of Fn and Vw should be as smooth and stable as possible. Therefore, an optimization algorithm based on PSO for multi-parameter planning is presented in this paper.
PSO is a population-based stochastic optimization technique proposed by Eberhart and Kennedy in 1995. PSO is widely adopted due to its easily implementation and few-number parameter adjustment. The application of PSO is relatively mature, and the specific implementation methods can refer to many documents, which will not be described here. In PSO method, the most important step is the setting of the fitness function (i.e. objective function), which directly affects the convergence speed as well as the optimal solution.
In terms of the grinding quality, the influence of grinding force is greater than the feed speed, then the smoothness requirement for grinding force is stricter, and a greater weight should be given in the fitness function. 28 Furtherly, the overall and local smoothness of the parameters are comprehensively considered. Finally, the following fitness function G is established.
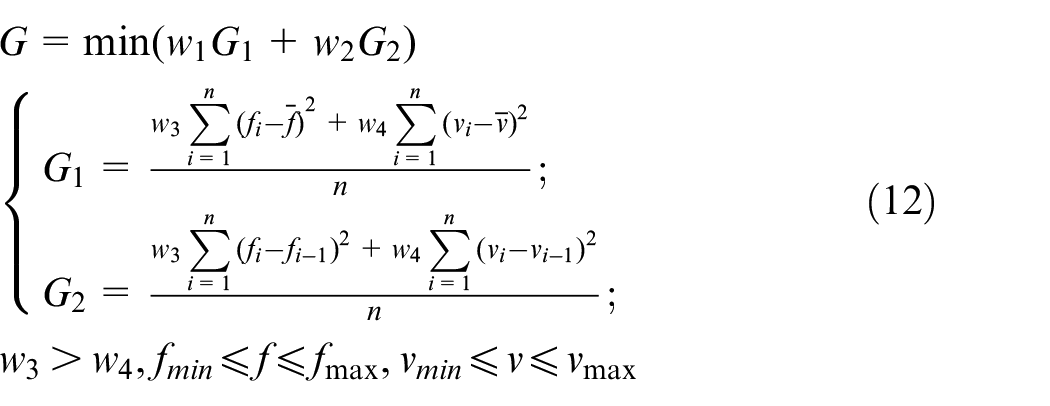
where G1 represents the global smoothness, G2 represents the local smoothness, and wi represents the weight of each variable,
The overall process of adaptive parameters planning and adjustment is shown in Figure 1.
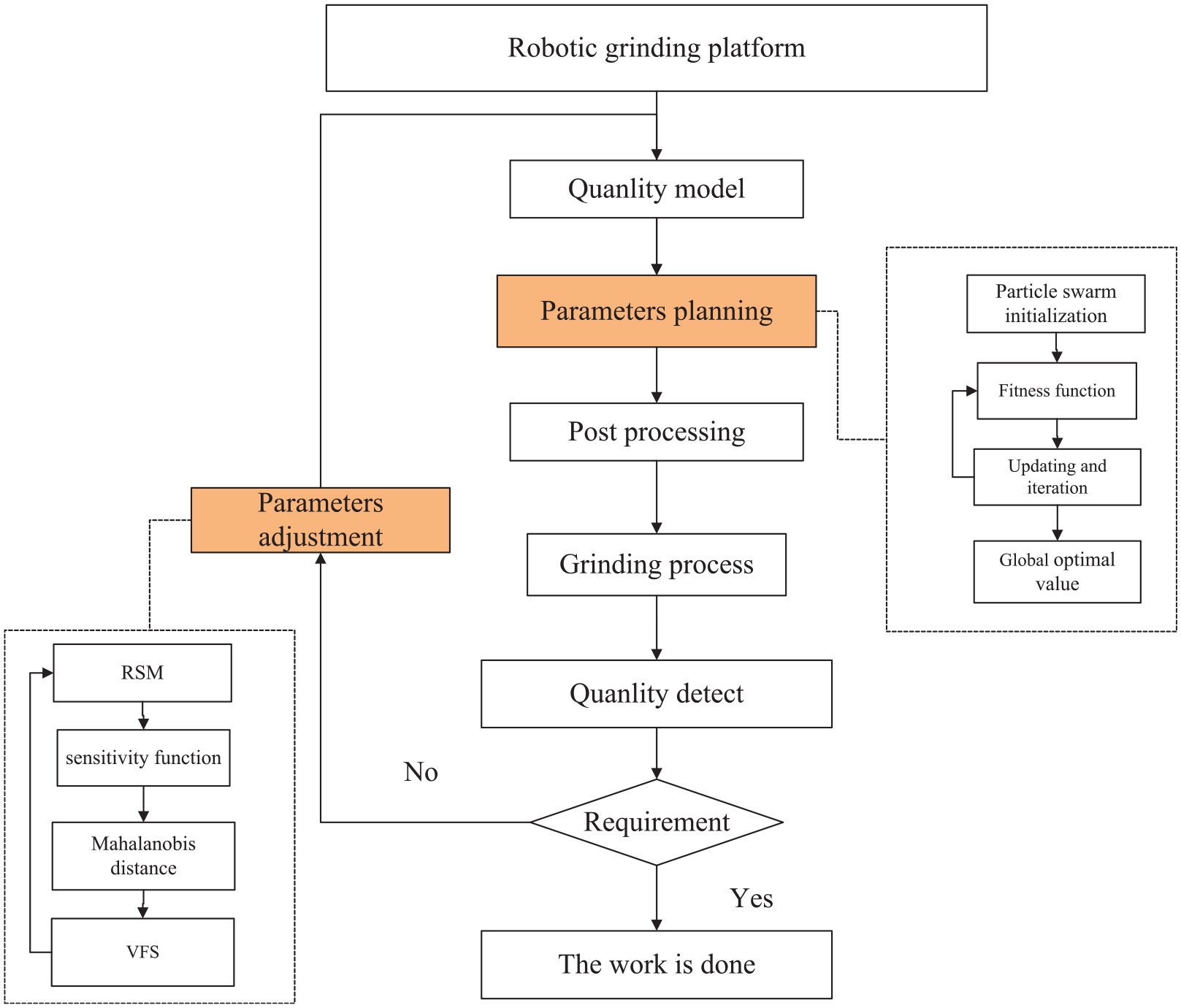
The flowchart of the adaptive adjustment and planning of robot grinding parameters.
Experiments and discussion
Setup of the experiments
The experimental devices for the belt grinding are shown in Figure 2. The industrial robot adopted in the experiments, KUKA KR210, is a medium-sized six-axis robot produced by Germany with good processing performance and wide application range. The grinding tool is a rubber-based cylindrical belt whose abrasive material is alumina. And the experimental samples are curved surfaces made of TC4 alloy, as shown in Figure 2(b). The specific parameters of the grinding hardwares are listed in Table 1. The ACF 110-10 produced by Austrian FerRobotics Company is used in the experiments for in-situ grinding force acquisition and control, as shown in Figure 2(c). The control accuracy of ACF is 1N, which can achieve precise control of the grinding force and ensure the stability of the experimental process.
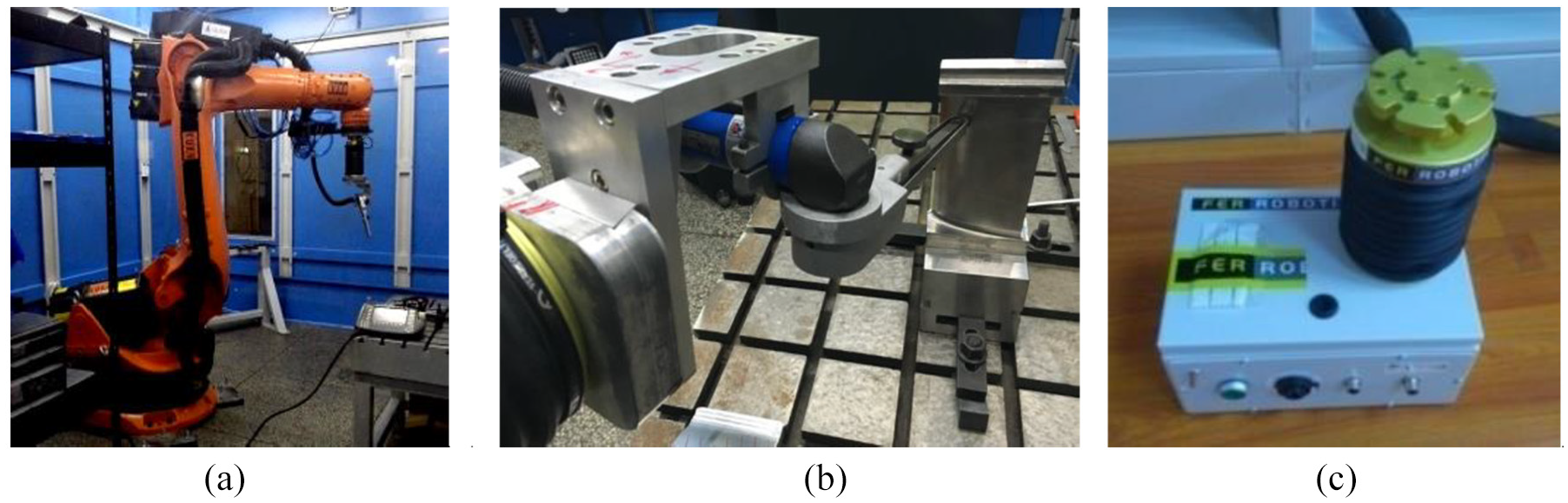
The experimental devices for the belt grinding: (a) the robot grinding platform, (b) grinding belt and the workpiece, and (c) ACF force controller.
The specific parameters of the grinding system hardwares.
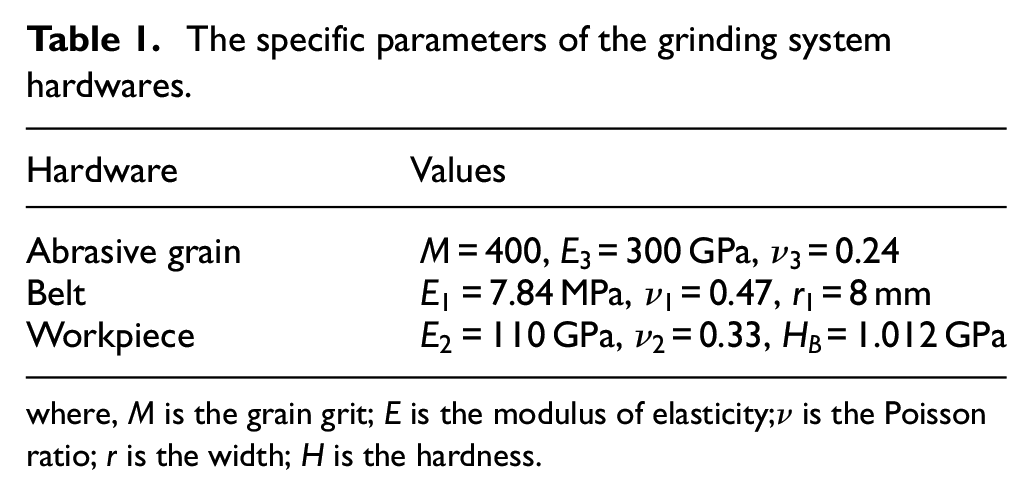
where, M is the grain grit; E is the modulus of elasticity;
The material removal rate and surface roughness are selected as the quality indices. As shown in Figure 3, the surface profile of the workpiece is microscopically measured using the three-dimensional surface measuring instrument Mahr XCR20. The surface profile before and after grinding is recorded along the direction perpendicular to the feed direction and the difference is the material removal depth. The surface roughness is measured by the InfiniteFocus G4.
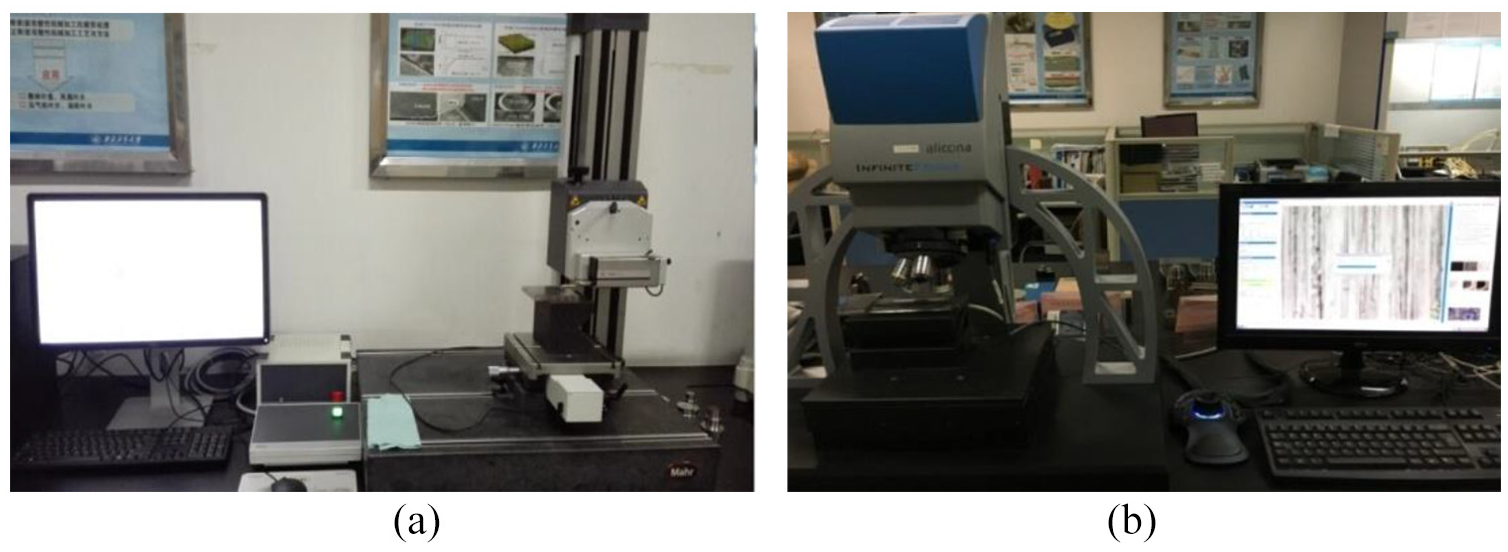
The experimental devices for the quality monitoring: (a) Mahr XCR20 and (b) InfiniteFocus G4.
According to previous experimental experience, the initial ranges of grinding parameters are set as follows: grinding force 5∼25 N; the robot feed speed 10∼50 mm/s; the belt speed is 6∼14 m/s.
Then initial experiments were performed under the given parameters and the quality was measured at 0/5/10 and 20 min, respectively. The results are shown in Figure 4. It can be seen that as the grinding progresses, the material removal rate shows a significant downward trend, which greatly affects the surface uniformity. On the contrary, the surface roughness gradually decreases and the quality is improved. While, at the same time, the actions of rubbing and scratching become dominative, the removal rate reduces and more heat is generated, which is prone to burns and other surface problems. Therefore, adaptive parameters planning and adjustment add value for the whole grinding process.
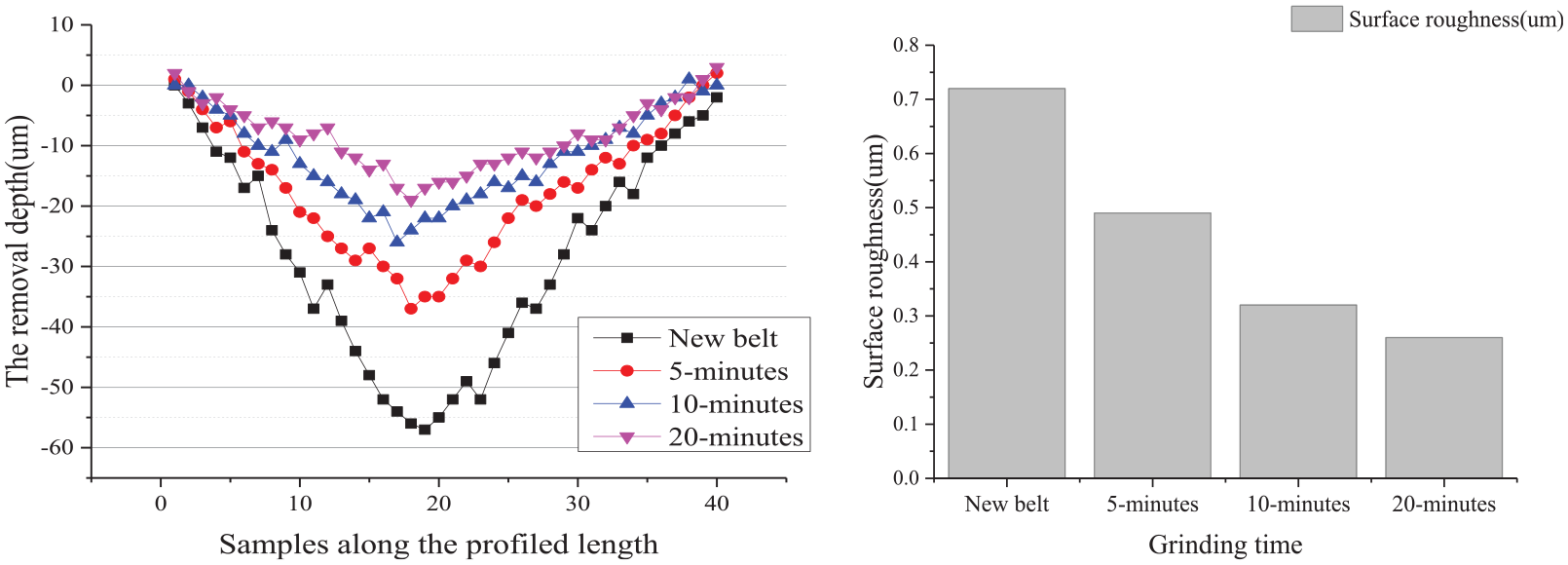
Material removal rate and surface roughness under different grinding time.
The quality model based on RSM
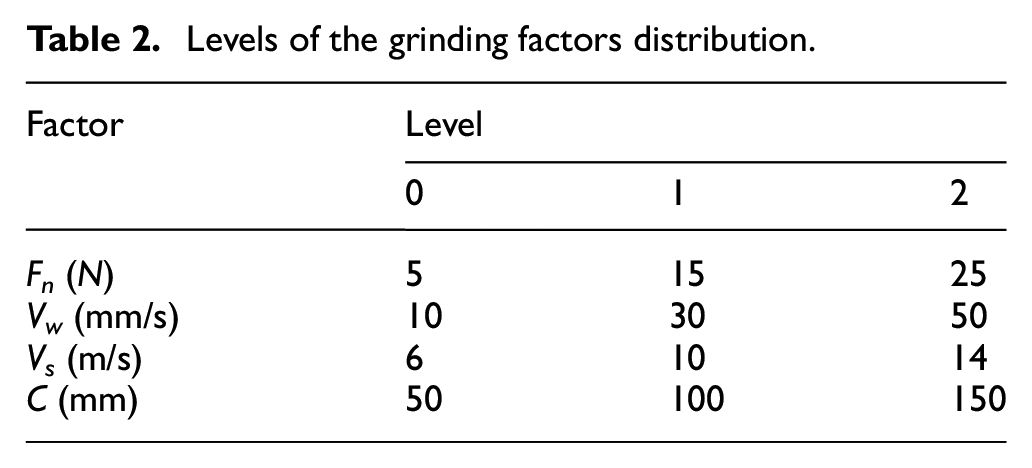
As stated above, experiments of four factors and three levels are carried out as shown in Table 2. The results of the material removal depth are listed in Table 3.
Levels of the grinding factors distribution.
Results of the experiments.
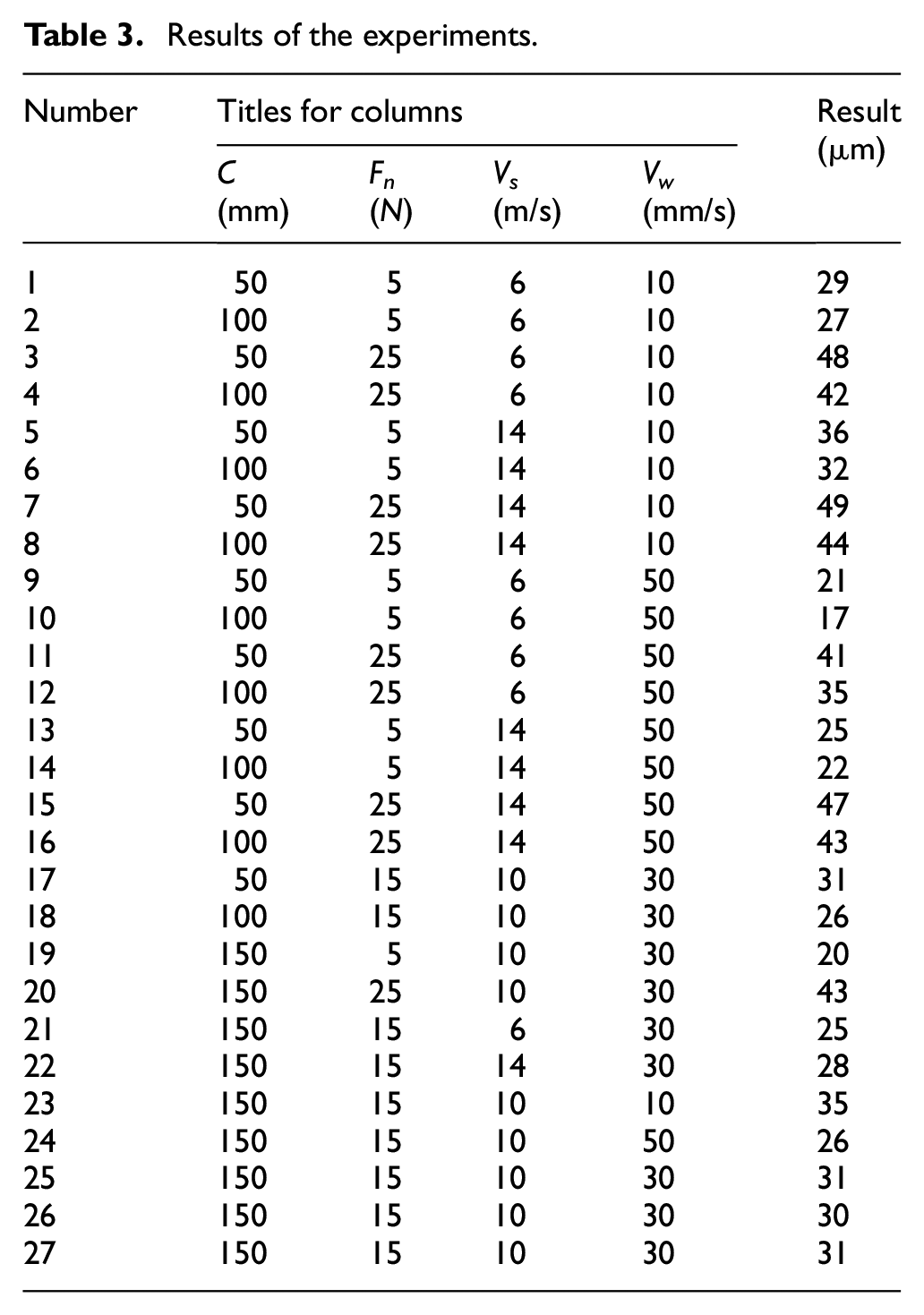
The material removal model is established using RSM according to the data in Table 3. In order to improve the calculation speed without decreasing the model accuracy greatly, the terms whose significance value is smaller than 0.10 can be eliminated, and then the simplified removal model can be obtained as follows
Multi-parameters planning based on PSO
In the experiments of parameters planning based on PSO, 30 grinding positions on the workpiece are selected for detection, the number of the particles is 40 per swarm. The other parameters in PSO are as follows: w1 = 0.5, w2 = 0.5, w3 = 0.7, w4 = 0.3. This process will stop after the 1000 function evaluations.
For a constant material removal depth, the results for Fn and Vw before and after the optimization are shown in Figure 5 when Vs is set a constant value of 8.5 m/s. A greater speed fluctuation is observed when the workpiece curvature is larger before the optimization. A smoother robot speed trajectory can be obtained by the parameters planning method.
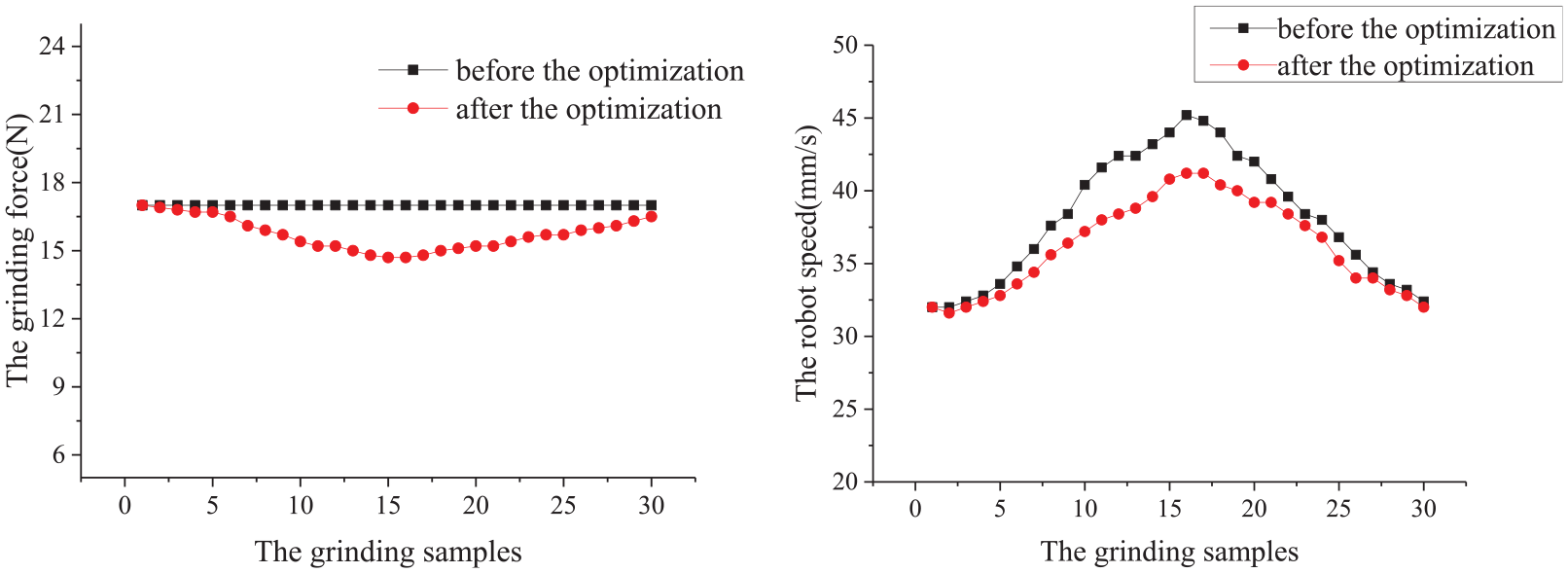
The results for Fn and Vw before and after the optimization.
The material removal depths before and after the parameters optimization are shown in Figure 6. It can be found that the removal depth before the optimization fluctuates greatly, which is due to the low robot response rate, making it difficult to adjust the robot feed speed in time under a large speed fluctuation. And a higher removal precision can be achieved after the optimization, which is beneficial to the surface uniformity.
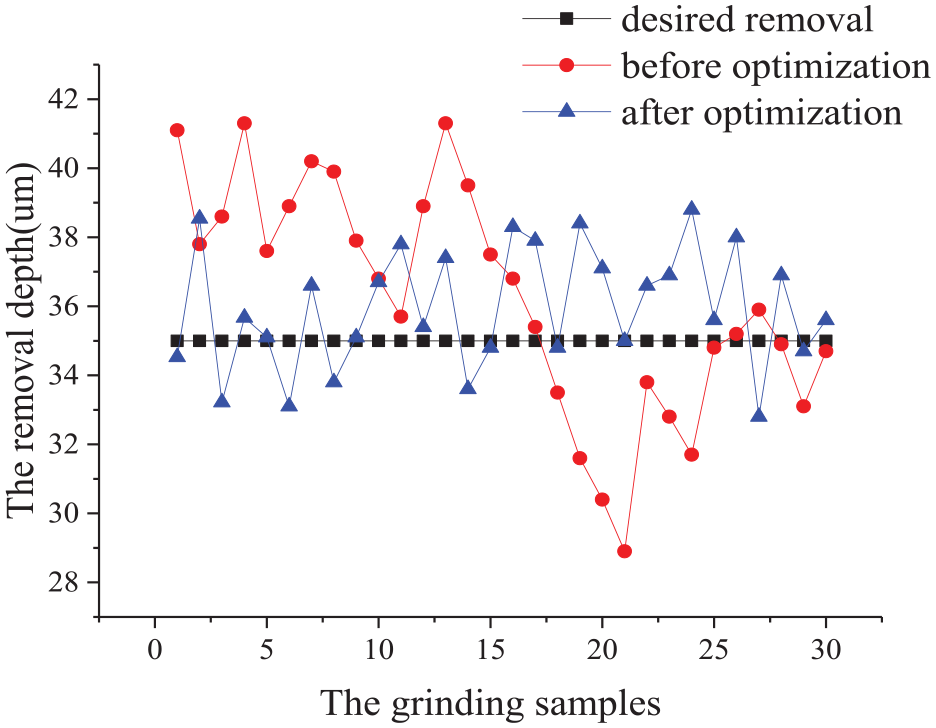
The comparison of material removal depths before and after the optimization.
In order to quantify the effectiveness of the optimization method, the mean and biggest absolute percentage errors (MAPE and BAPE) of the removal depth are established as follows.


where
According to the data in Figure 6, MAPEs before and after the optimization are 8.9% and 4.6%, and BAPEs are 17.4% and 10.6%, respectively. The results show that the multi-parameters planning method is of great significance for robotic grinding, which can improve the robot processing performance and guarantee the removal consistency.
VFS-based parameters adjustment
In robotic belt grinding, the belt wear is a significant time-varying factor that has great influence on the material removal rate. 12 As the belt wears, the removal rate greatly decreases, which can greatly reduce the shape accuracy of workpiece. Therefore, in order to verify the VFS-based parameters adjustment model, three groups of experiments were carried out in this part. The first group adopts the fixed initial parameters without change during the whole grinding process. The second is with the varied parameters based on fuzzy control method, whose specific steps have been carried out by Singh et al. 29 The third is with the varied parameters based on RSM-VFS model in this paper. The material removal depth is detected at four time of 0/5/10/20 min and the results are shown in Figure 7.
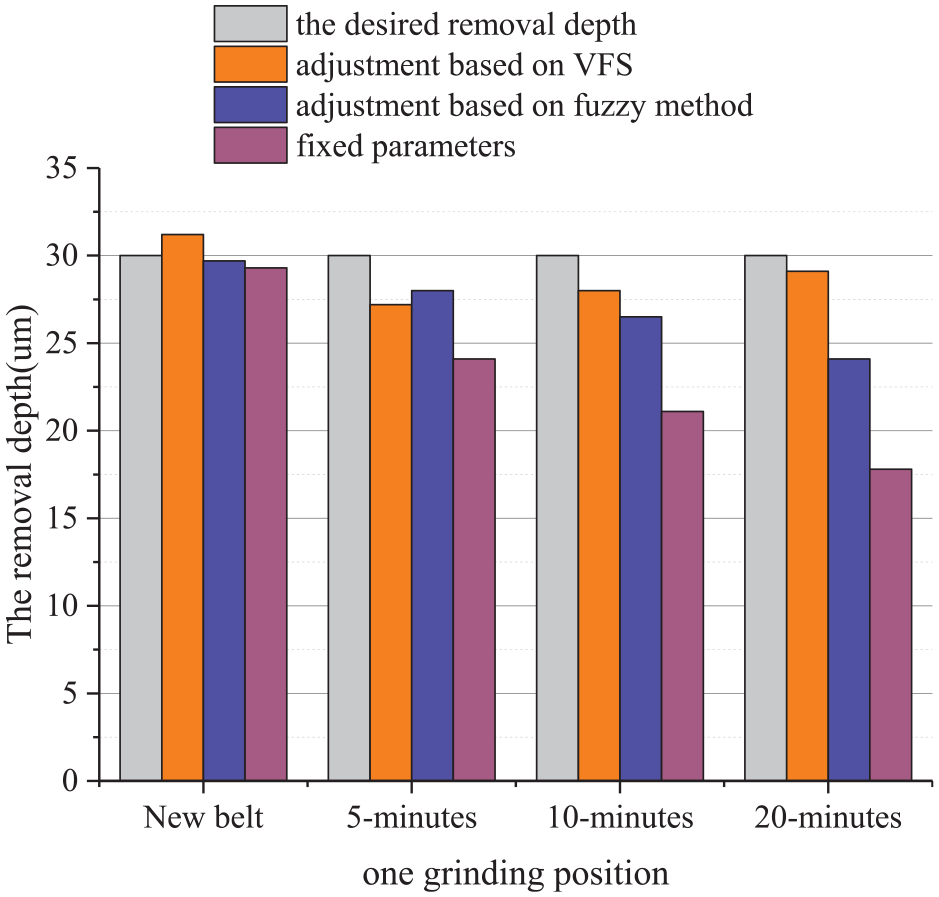
The comparison of material removal depth among three groups of experiments.
It can be known from Figure 7 that in the early grinding stage, the abrasive belt is in the stage of stable wear, and the material removal rate is relatively stable. In this stage, the material removal rates of the three methods are all close to the set value, which can ensure the shape accuracy of the workpiece. While, as the grinding proceeds, the abrasive belt will suffer a severe wear, especially after 10 min in the experiments, resulting in a significant decrease in the material removal rate. In the case of grinding with the fixed parameters, as shown in Figure 7, the deviation from the set value become quite large, and the removal accuracy cannot be guaranteed. After the calculation of all the 30 samples, the MAPEs of the three methods are 20%, 14%, and 9.4%, and the BAPEs are 36%, 21%, and 15%, respectively. It can be concluded that through parameters adjustment, the problem of reduction in material removal rate can be improved, and the shape accuracy of the workpiece can be better guaranteed. Furtherly, comparing with fuzzy adjustment, the adjustment method in this paper is of higher accuracy and the consistency of material removal rate is better.
Theoretically, the essence of fuzzy adjustment is to simulate human control experience through computers, and most of these experiences are control rules with considerable ambiguity. At the present stage, the key parts for fuzzy control method such as inference rules and membership functions are designed mainly based on experience, which puts a high requirement for manual experience and in-situ data. Due to the limitation of the in-situ conditions, the adjustment accuracy of fuzzy control method is poor in practical applications. Similar defects also exist in ANN adjustment models. The model in this paper fully considers the shortcomings of less measured data, and completes the conversion from old data to new through the VFS algorithm, which provides more sufficient data for the modified quality model, improving the model accuracy and laying the foundation for efficient parameters adjustment.
Based on the modified quality model, the main profile of the entire workpiece was ground, and the grinding result is shown in Figure 8.
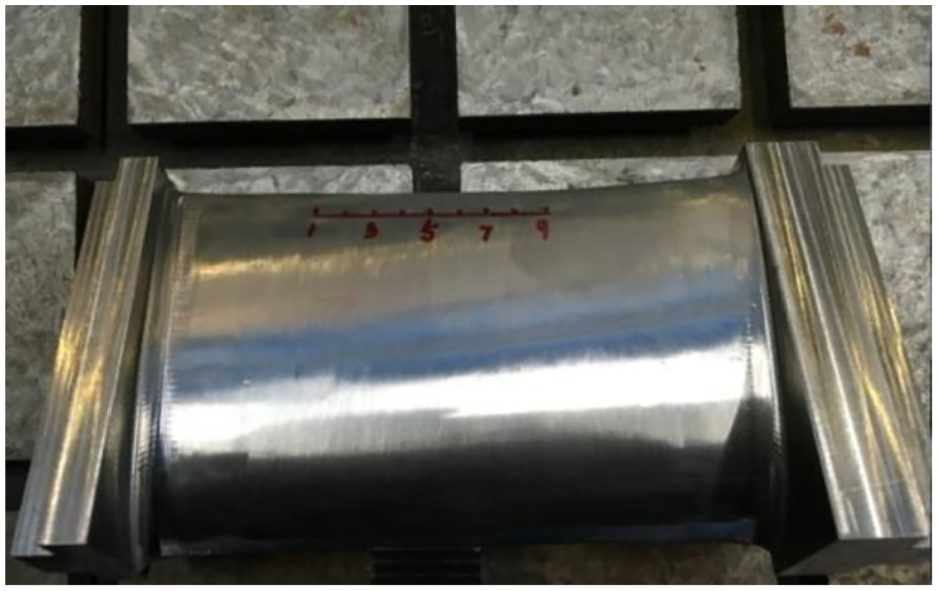
The workpiece after grinding.
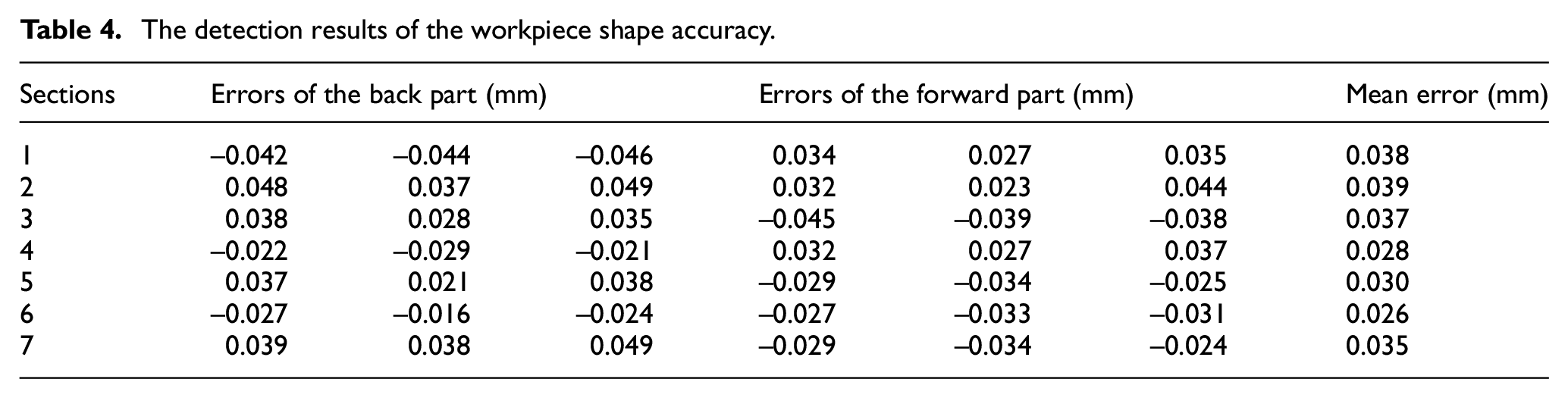
Furtherly, the profile error detection was performed by measuring six points at seven section curves of the workpiece, as shown in Figure 9. The specific results are listed in Table 4. It can be seen that the shape accuracy of the workpiece after grinding is better than the technical requirement of ±0.05 mm, which shows the method in this paper can effectively guarantee the grinding quality.
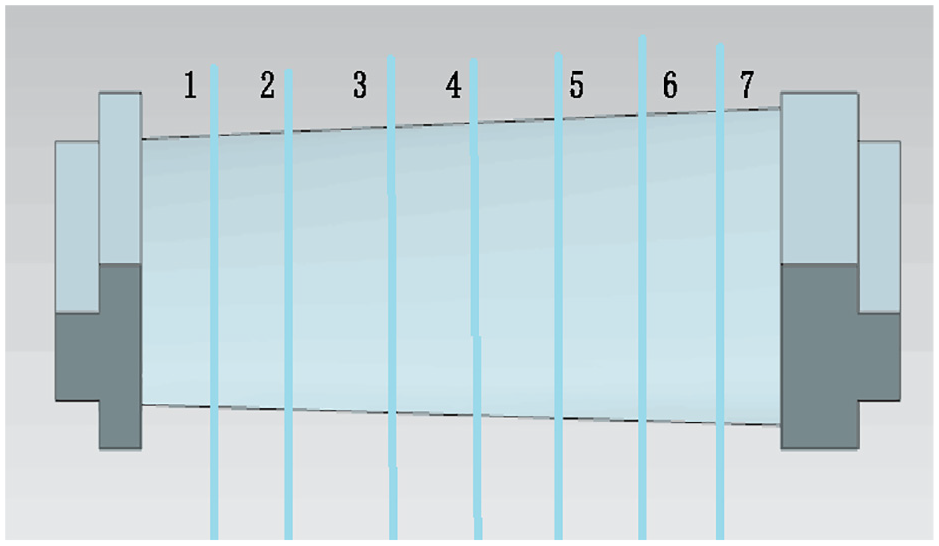
The detection of the workpiece shape accuracy.
The detection results of the workpiece shape accuracy.
Conclusion
In this paper, aiming to precisely control the robotic grinding quality through the optimized dynamic parameters, an adaptive parameters adjustment and planning method using modified quality model is proposed. The uncertain changes in the working conditions have been emphasized in the practical application, which always lead to wrong or failed predicted results based on the fixed process parameters. The previous adjustment methods based on regression models or intelligent models (fuzzy theory, ANN et al.) show some defects in the adjustment accuracy due to the lack of new samples from the in-situ measurement, which cannot cover the condition changes, and old samples still play a dominant role in the adjustment process. With the usage of the RSM-VFS method proposed in this paper, the old samples can be converted into the new sample space for training a new model based on the correlation with the new samples from the in-situ measurement. The modified samples then can track the changes in the working conditions better, which makes the predictive model as well as the quality control more precise. Furthermore, a multi-parameters collaborative planning method under the smoothness constraint is developed adopting PSO algorithm, which can avoid the parameter mutation and improve the process stability. Finally, the experimental results on the robotic grinding platform show that the method in this paper can effectively improve the removal uniformity and meet the requirements of shape accuracy.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project is supported by National Science and Technology Major Project (2017-VII-0002-0095) and thanks are also given to the China Scholarship Council (No. 201706295033), the Fundamental Research Funds for the Central Universities (31020200502001), and the Natural Science Basic Research Project of Shaanxi Province (2020JQ-192).