
Abstract
The main purpose of this paper is to demonstrate the applicability of conventional cutting tools in the machining of a custom tibial insert of a knee prosthesis. This study also aims to reduce the roughness and minimise the production time. In this work, the optimisation of cutting strategies and parameters was achieved through the design and construction of a test-part containing the most important complex surfaces of the femoral cavities, the focus of the study. The milling was carried out in accordance with the Design Of Experiment and the Taguchi method and was performed in two stages to reduce the number of analysed factors. The achieved parameters are applied to the machining of a modelled tibial insert made of UHMWPE, using a NC machine with three axes. The initial parameters studied were the cutting method, axial and radial depth of cut, the direction of the feed and the feed rate. Three strategies were studied: two Blend, resulting in radial and spiral toolpaths, and one Parallel. According to the spiral strategy, an arithmetical mean roughness of Ra = 1.1 µm was obtained, representing an improvement of 45% relatively to the initial phase value of 2.0 µm, with the Parallel toolpath. An overall improvement of 34% in time efficiency of the finishing operation was achieved after changing the machine settings. This study supports the conclusion that high-speed milling is an expeditious process to produce customised tibial inserts.
Keywords
Introduction
Total knee arthroplasty (TKA) is an intervention, developed in the 1970s, consisting of replacing the joint between the femur and tibia and between the femur and patella. 1 In OECD countries, more than 1.6 million knee replacement surgeries are performed annually, and between 2000 and 2015 the rate of these surgeries increased almost 100%. 2 It is estimated that part of these surgeries, between 7% and 10%, are revision procedures. 3 The failure of the primary surgeries is due to factors such as, the durability of the prosthesis and the degree of precision verified in its placement. Furthermore, TKA is also performed on increasingly younger patients, which demands a more lasting result. 4 A recent review concluded that approximately 82% of total knee replacements have a lifetime of 25 years, 5 which is not enough for younger patients. The economic impact due to these factors can only be mitigated, achieving greater efficiency in primary surgeries, reducing the need for revision procedures and simultaneously increasing the durability of the prosthesis components.
The time spent on surgery can be reduced with the use of customised cutting jigs, obtained with rapid prototyping techniques, and a better implant alignment is achieved with the spreading of new techniques, like computer-assisted TKA. 6 Together, these techniques increase implant survivorship and can also be associated with customised prostheses, allowing the use of dimensions or shapes that are more suitable to the patient’s bone, without the constraints of using the available standard dimensions. 7 These approaches use data from preoperative imaging studies, such as magnetic resonance imaging or computerised tomography as a starting point,8,9 generating the 3D design of the patient’s bone. This model is used both in the preparation and virtualisation of the surgery, as well as in the implant’s customisation. However, it is still necessary to convert the mass production process to the manufacture of customised prostheses. Even the recent application of the additive technology in the manufacture of customised UHMWPE tibial inserts by selective laser sintering 10 requires additional machining operations in the femoral cavities to achieve the necessary surface quality. This paper shows and demonstrates the applicability of high speed machining in the unitary production of knee prosthesis components.
TKA prosthesis, shown in Figure 1(a), consists of a femoral component, a tibial tray, an interface between these two components, know as a tibial insert, and a patellar component, if needed.
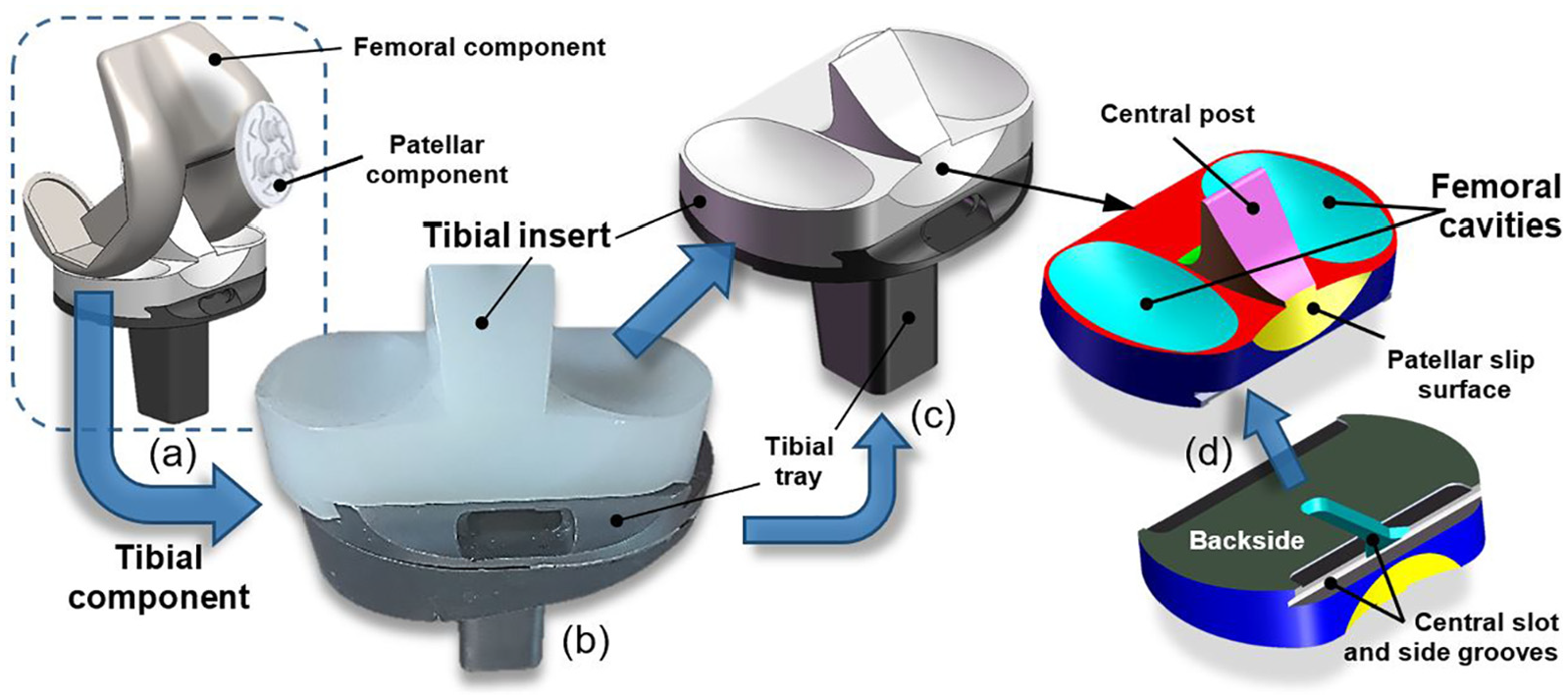
(a) Knee prosthesis, tibial component of a: (b) real and (c) CAD model, and (d) tibial insert (top and back side views).
The UHMWPE, due to its properties,11–13 is the material used since the late 1960s and is still today the “golden standard” polymer used in the manufacture of the patellar component and tibial insert, 14 whether in fixed or mobile bearing designs.15,16
There are many different designs of prostheses on the market 17 and they essentially follow two main approaches that emerged in the 1970s and are still used today: anatomical and functional. 18 In the anatomical approach, the design allows the preservation of all or most of the soft tissues of the natural knee (anterior and posterior cruciate ligaments). In the functional designs, the non-anatomic surfaces are used to maximise the contact area, decreasing the stress forces in the polyethylene insert. Given the variety of existing configurations, this article focuses on the manufacturing process of a posterior-stabilised (PS) fixed bearing insert, that follows a functional approach, as can be seen in Figure 1. This type of design incorporate a central post in the polyethylene component that fits into the femoral component, preventing displacement in the medial-lateral direction and reducing the risk of femur-tibial dislocation. Figure 1(c) and (d) show a CAD drawing of the insert made from a real model, pointing out the most important surfaces in contact with other components. This tibial insert is the prototype machined as an application of both strategy and cutting parameters optimisation.
The femoral cavities, identified in Figure 1(d), allow the sliding movement of the femoral component, being subjected, in certain areas, to high stresses occurring at a reduced or near zero speed. 19 These conditions make the lubrication by synovial fluid more difficult and cause higher local wear. The femoral cavities are the most sensitive surfaces of the tibial insert and they have a complex geometry.
Problems with wear and fatigue damage of the UHMWPE have always limited the longevity of the knee prosthesis.5,20 One of the main causes of failure is the aseptic loosening of implants due to an adverse reaction of the body, called osteolysis. Smaller particles generated from wear can stimulate an osteolytic response and the manufacturing process of the tibial insert can influence the clinical duration of the prosthesis.12,21
Many factors influence the wear mechanisms of UHMWPE tibial implants during in vivo friction, namely: machining process factors (metal counter face roughness, UHMWPE surface topography), implant design, surgical technique (knee alignment) and patient factors (body weight, synovial fluid properties).21,22 On the machining process factors, it has been shown that the polyethylene surface morphology, obtained by high speed machining, leads to a low friction coefficient in laboratory tests and less degradation of the surface. 23 However, there is limited information on the effect of machining parameters on UHMWPE tribological properties.13,21,23–26 This paper focuses on machining process variables, and, more precisely, on the main outcome factor, roughness.
Roughness can be predicted according to several approaches based on experimental investigation,27–32 machining theory 33 and numerical methods.34,35 However, the latter is not yet wide spread in CAM software. The strategies and cutting parameters are typically information protected by the prosthesis manufacturers, and there is limited information available on the impact of these choices on roughness. The present study reports the impact of various machining scenarios on the surface finish of the femoral cavities of prosthesis. The approach followed in this article is based on experimental investigation.
Materials and methods
Different parameter combinations were studied using conventional cutting tools. The experiments were performed using a test-part and were planned according to the DOE method, based on Taguchi, in order to reduce the number of experiments performed. This method is commonly used in the optimisation of machining parameters.36–43 The experimental plan was developed in two stages. The final goal is to determine the best strategy and parameters to minimise the arithmetical mean roughness value (Ra). In both stages, three levels of each factor are used, allowing probing non-linear behaviour. Main effects plots, response tables and variance analyses (ANOVA) statistical comparisons were used to evaluate the results. The outcome from the predicted optimised parameters was verified by an independent test.
First stage of testing
In this first stage, the factors that most influence the surface quality of the toroidal cavities were identified. The cutting parameters controlled during the experiments were spindle speed (n), feed rate (fz), effective cutting speeds, and axial (ap) and radial (ae) depth of cut. In addition to these variables, toolpath and machining strategies, which include the direction of the feed, were also tested. These parameters are defined in Figure 2, emphasising the differences between two methods of cutting, up-milling (the feed direction of the cutting tool is opposite to its rotation) and down-milling (the cutting tool is fed in the direction of rotation).
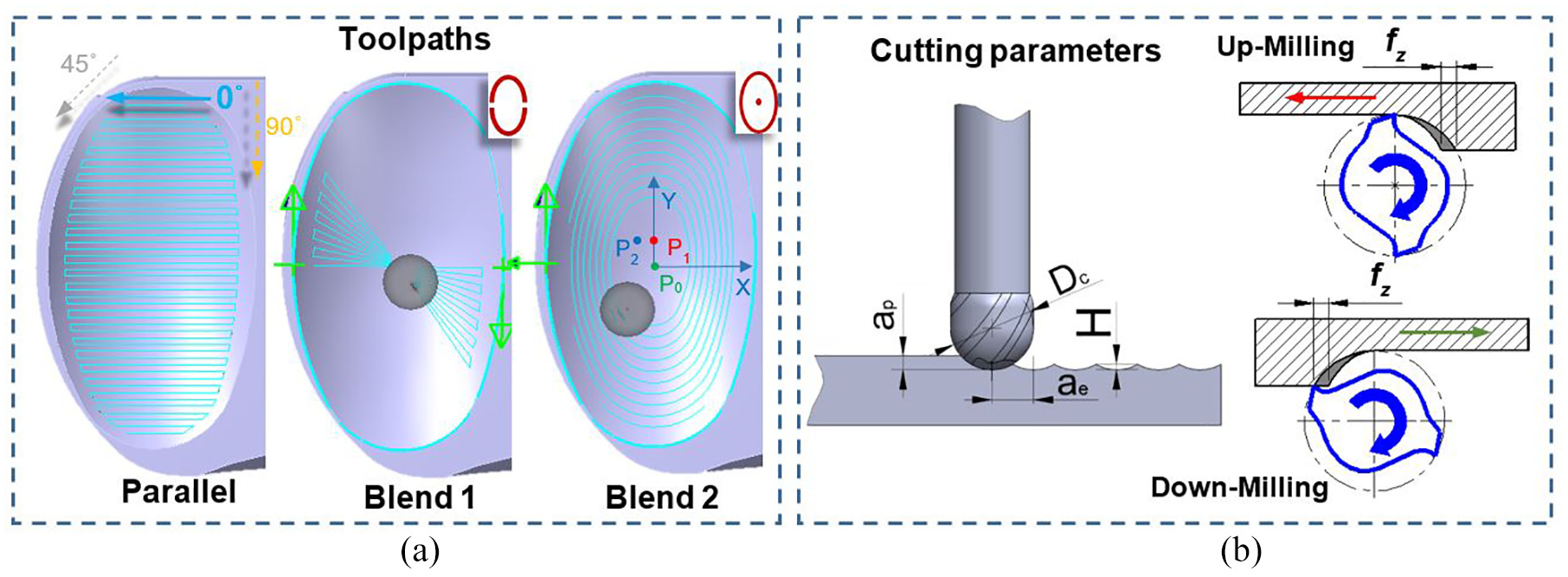
Toolpaths used to finish the insert cavities: (a) Parallel and Blend with reference lines marked in red in the upper right corner, given as across and along, respectively and (b) definition of the cutting parameters.
Four main factors were selected for each toolpath and, after analysis of the results, were ordered by their influence on the Ra response variable. Through previous simulations in Mastercam X6, three toolpaths were selected to perform the finishing of the cavities: Parallel and two Blend variants, Figure 2.
In Blend 1 strategy, the reference lines (chains), picked in the Mastercam as across, were the contour of the cavity divided into two, creating a trajectory similar to the radial one, but running through the cavity from one end to the other. In Blend 2 strategy, the contour and a point were indicated as along, resulting in a spiral or, optionally, an elliptical trajectory.
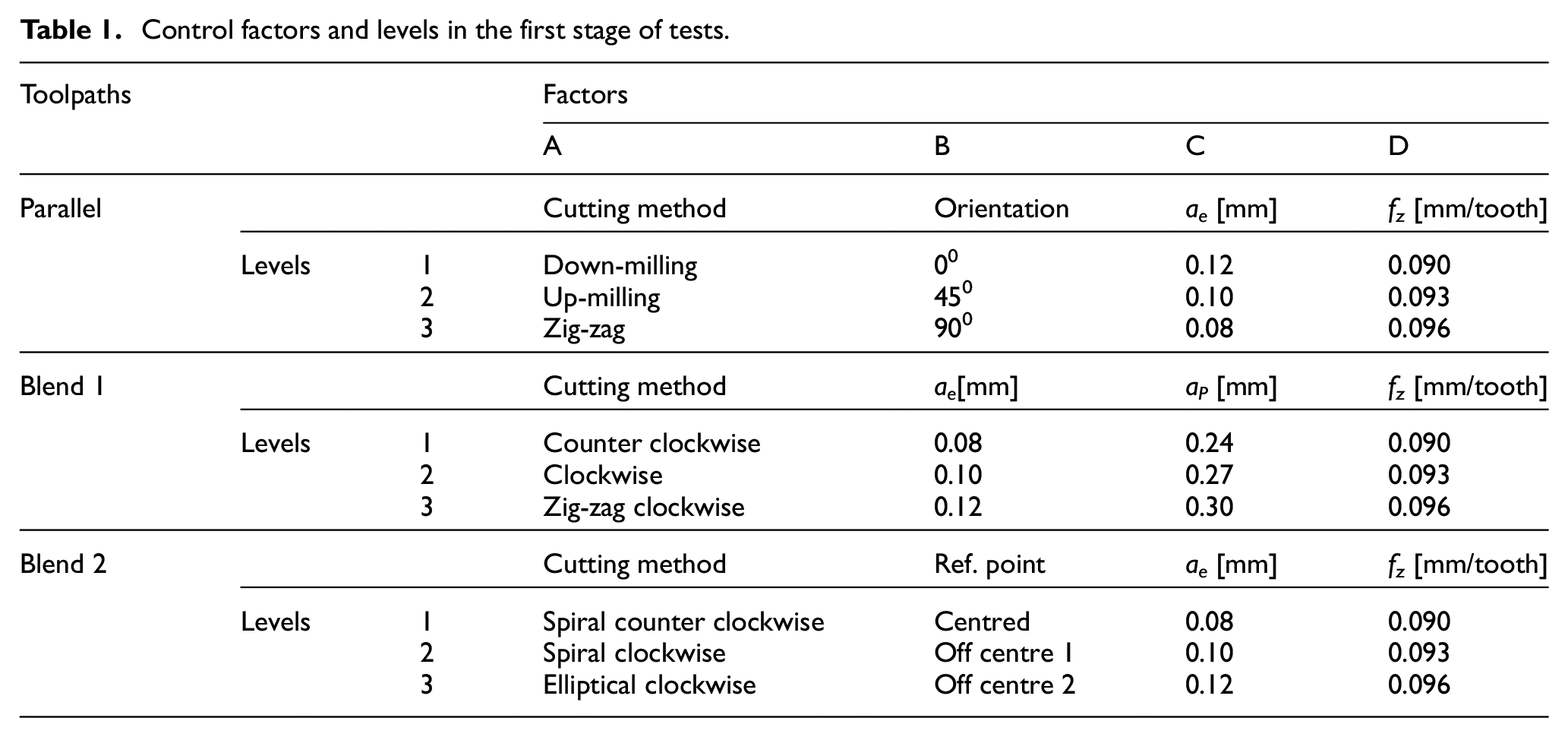
The three strategies generated three groups of distinct trials due to the specificity of the factors used in each one. Four factors were selected in each toolpath. The common parameters were the cutting method, fz and ae, shown in Figure 2. For the Parallel strategy, the fourth factor was the orientation of the toolpath, with zero degrees corresponding to the direction along the minor axis of the elliptical contour, 90° along the major axis and, finally, 45° relative to the previous axes, Figure 2. In the Blend 1 toolpath (radial type), the axial depth of cut was added which is coincident with the value of the over-thickness left by the semi-finishing operation. For the Blend 2 strategy, the location of the reference point also varied: in the centre of the cavity (P0), in position 1 (P1; X1 = 0 mm, Y1 = 6 mm) and position 2 (P2; X2 = −4 mm, Y2 = 6 mm), Figure 2. The factors and their respective levels are summarised in Table 1. In the toolpaths tested, the maximum distance between passages was 0.12 mm. In accordance with the theoretical equations of crest height and arithmetic mean deviation of the profile defined by Quintana, 33 a profile height of H = 0.60 μm andRa theoretic = 0.30 µm, were determined, consideringa ø= 6 mm ball end mill and ae = 0.12 mm in a flat plane. However, the femoral surface is not flat. Furthermore, the cutting of material is an intermittent action, that is, in the feed direction, the roughness is also affected by the selected value of the feed rate. For flat surfaces where fz = 0.096 mm/tooth, the maximum crest of height will be H = 0.38 μm. 33 For the Parallel strategy, the down-milling and up-milling levels characterise the cutting method in the first half of the cavity, because in the second half, the material appears on the opposite side. The experiment plan was drawn up using orthogonal array L9 (34) – four factors with three levels each.
Control factors and levels in the first stage of tests.
Second stage of tests
In the second test stage, the two most relevant factors resulting from the ordering of stage 1 were selected for further analysis; for the remaining factors, the optimal level determined in stage one was used. The factors continued with three levels. The maximum resolution of the L9 (32) array (factorial) was used to define the experiments. The reduced matrices of Taguchi used in the first stage of tests, the complete factorial arrangements of the second phase, and the statistical treatment of the results were performed through Minitab 17 software.
Confirmation experiments
The last step in the Taguchi method is to carry out new tests that confirm the results from the optimal levels of each factor, obtained in previous experiments. In addition, the most important factor was tested in six levels, keeping the remaining factors at their optimal level, in order to make the adjustment line more significant. Thus, the regression equation was adjusted considering six values: the three points from the levels tested in the second stage, the two intermediate points and a last point outside the previously tested domain. The selected side of this last point was the one that optimised the Ra parameter. The points considered are all equidistant and each experiment was replicated twice.
Test-part definition
In the design of a test-part, the main geometric forms of the prosthesis are summarised and reproduced. This concept, commonly used in the optimisation of machining parameters, facilitates the execution of the experiments and allows a direct comparison of the results.41,44–47 After the optimisation of the parameters in the test-part, these are applied in the manufacture of the final component. The need to use nine tests for each toolpath led to the design of a test-part with nine cavities in a polyethylene block with approximate dimensions of 177 × 103 × 20 [mm]. Based on the analysis of real tibial inserts, the femoral cavities were simplified and parameterised as part of the surface of a doughnut, Figure 3. The radius of revolution of the cross-section measures 37 mm. The transverse circular section has a radius of 23 mm, resulting in a cavity with a 60 mm longitudinal outer radius. The cavity has a maximum depth (at the central point) equal to 5 mm, a maximum width of 48 mm and a minimum of 29 mm, approximately. The test-part also incorporates other geometric elements, such as contours with various radii of curvature, spherical slices and slots. A test-part in each replication was machined and each experiment was replicated twice.
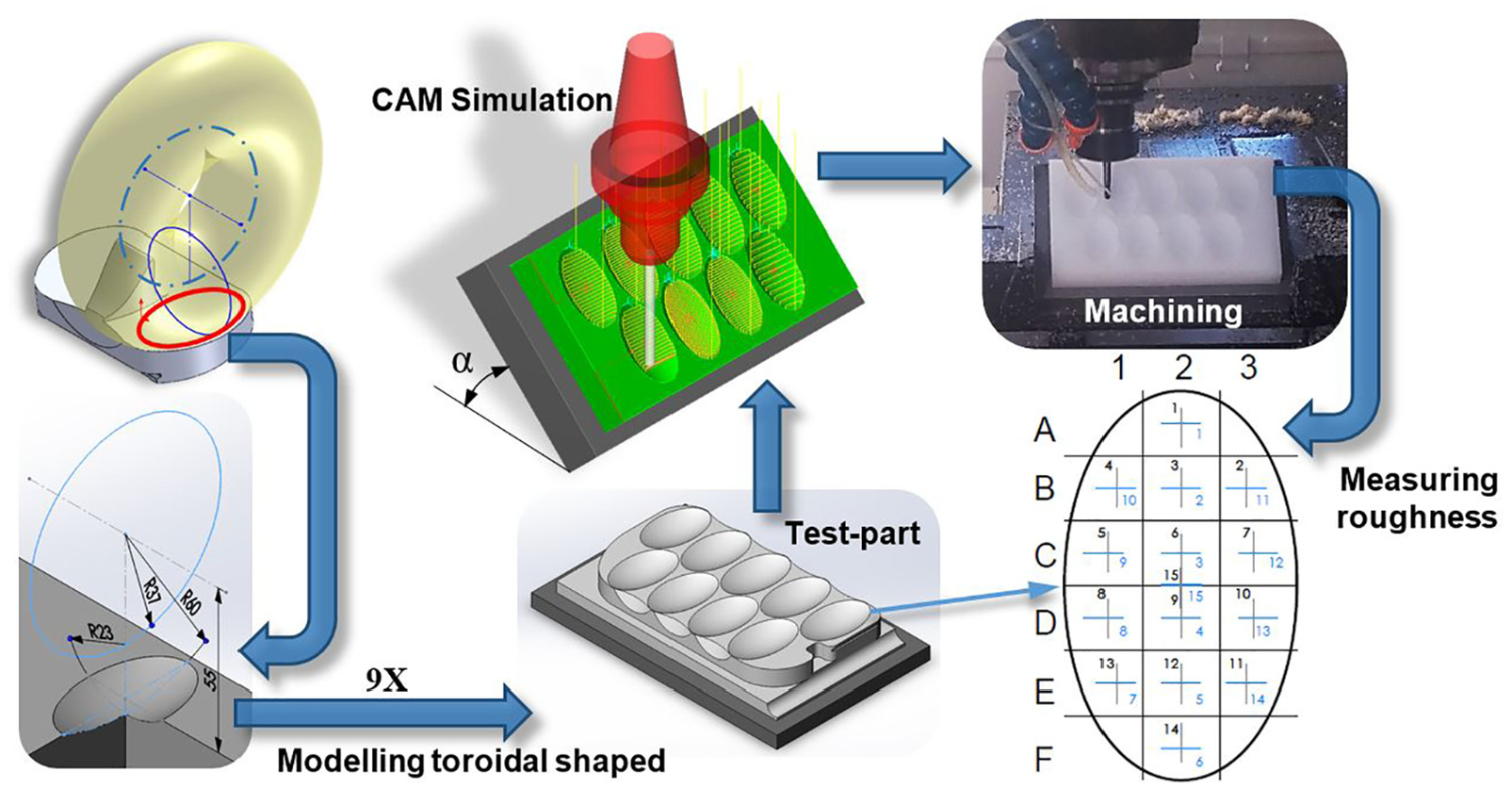
CAD modelling, CAM simulation, machining and measuring the test-part used in the experiments.
Simulation and machining
The trajectories were generated and simulated using Mastercam X6 software and the post-processed programs were introduced in the CNC machine with tree axes, Figure 3. In the first stage of tests, the axis of rotation of the end mill was perpendicular to the upper surface of the initial stock, α = 0° illustrated in Figure 3. In the remaining tests, the initial stock was tilted 45° relative to the same axis (α = 45°). The roughing of the cavities was performed with the same strategy, parameters and cutting tool. The semi-finishing operation was performed with the same cutter, using the area clearance strategy, producing a spiral toolpath and leaving a uniform over thickness equal to the axial depth of cut with the Blend 1 trajectory and 0.3 mm in the other cases. In the finishing operations a 6 mm ball solid carbide end mill was used, with two teeth and a flute helix angle of 50°, and a spindle speed of n = 9500 rpm. The cooling of the workpiece and tool was performed with compressed air, directed at the cutting interface.
Evaluation of the surface quality of the cavity
The experimental assembly used to obtain the surface roughness readings in the cavities consists of a manual column stand with a platform that supports the test-part, on a levelling table, where the drive unit was supported, and on a display unit control that stores data. The surface finish was measured in 15 zones per cavity. In each zone, two readings were taken along perpendicular directions. Thus, each cavity was evaluated by the average of 30 readings with positions as shown in Figure 3. The Ra value that characterises each experiment was calculated by the mean of the two replicates of the cavity. The contact roughness tester had a standard stylus, with 0.75 mN of measuring force and 2 μm tip radius. The reading conditions considered a R profile with digital Gaussian filter, 800 μm of measuring range (0.01 μm resolution), 0.5 mm/s of reading speed, 0.8 mm of cut-off length, and a total evaluation length of 4.0 mm (number of sampling lengths = 5), making the total travel length of the detector 4.8 mm.
Results and discussion
First stage of testing
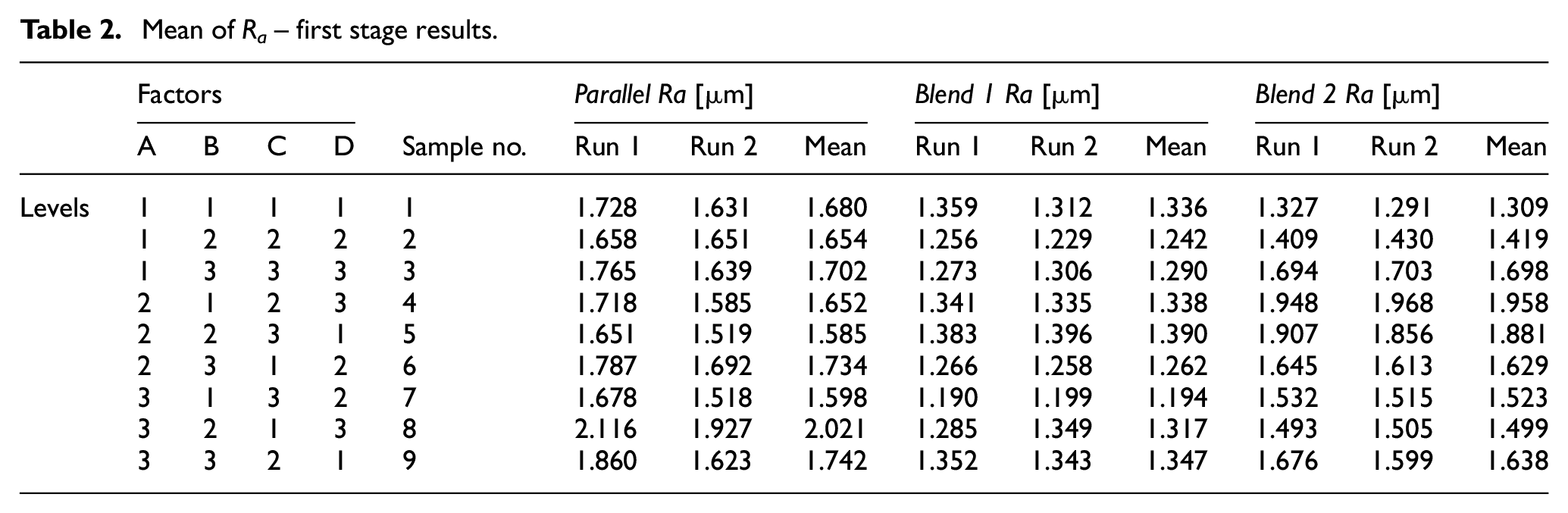
The combination of the levels and the results obtained for each test, as well as their mean, are shown in Table 2. The optimal levels of each factor and the response tables for the Ra parameter of the three toolpath tested were determined based on these results. The optimal levels were A2-B1-C3-D2, with the Parallel toolpath, A3-B1-C3-D2, with Blend 1 strategy and A1-B1-C1-D2, with the Blend 2, minimising the value of the Ra parameter. In all trajectories, the optimum level for the feed rate was the intermediate level of fz = 0.093 mm/tooth, and for the ae was the lowest value of 0.08 mm. The lower mean Ra = 1.19 µm was obtained in sample 7 of the Blend 1 strategy, where all the optimal levels of each factor were used. This strategy also presented the smaller variation in the nine cavities, essentially due to the lower results observed in the centre of the surface, where the cutter passed several times. Analysing the value of Ra by zone, the centre of the cavity had poor finishing on all the toolpaths, especially on the Parallel with Ra = 3.38 µm (the mean of all experiments in the middle region: cells C2, D2 and centre, Figure 3). The central zone, visibly affected by this effect, has a length of approximately 18 mm, which means that the central part of the ball end mill, with a radius of less than 0.45 mm, produces a very low effective cutting speed, whose minimum value is zero at the central point. To prevent contact between the milling cutter and the cavity surface from distances of less than 0.45 mm, the test-part must be tilted at least α = 32.2°, so that the cutter does not machine in a level below the affected area. With the Blend 2 toolpath, changing the location of the middle point did not avoid a worse finishing of the central zone. The centred trajectory minimises the operating time by shortening the total distance travelled by the tool, used in the following experiments.
Mean of Ra– first stage results.
With Parallel toolpath, the up-milling or down-milling method produced very similar results. This is justified due to the switching of the cutting method from up-milling in the first half of the cavity to down-milling in the second half and vice versa. As expected, the overall result of these two levels is identical and achieves a better finish compared to that in which the material is removed in both forward and backward paths (zig-zag level). The best orientation for this toolpath was zero degrees, along the minor axes of the cavity contour.
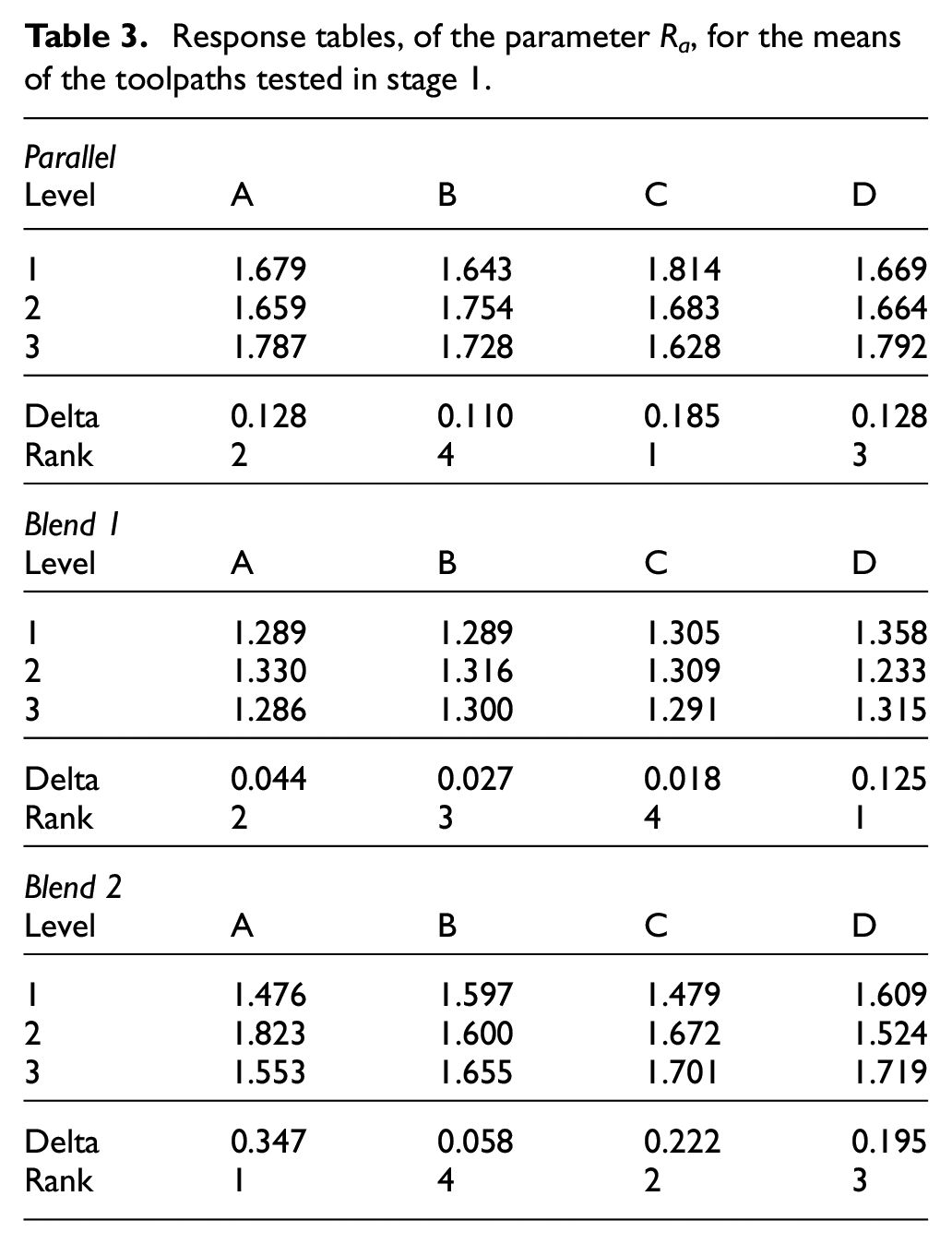
The response tables allowed the ranking of each fact or on the Ra parameter for the three toolpaths, in Table 3. In the two most important parameters, the cutting method was included in all toolpaths. The ae was the first and second most important factor for the Parallel and Blend 2 respectively, while for Blend 1, the most significant parameter was the feed rate. With Blend 1, the ap and ae caused small variations in roughness. The Blend 2 toolpath is the one with the greatest variation between levels, with a greater capacity to be optimised in the second testing stage.
Response tables, of the parameter Ra, for the means of the toolpaths tested in stage 1.
Second stage of testing
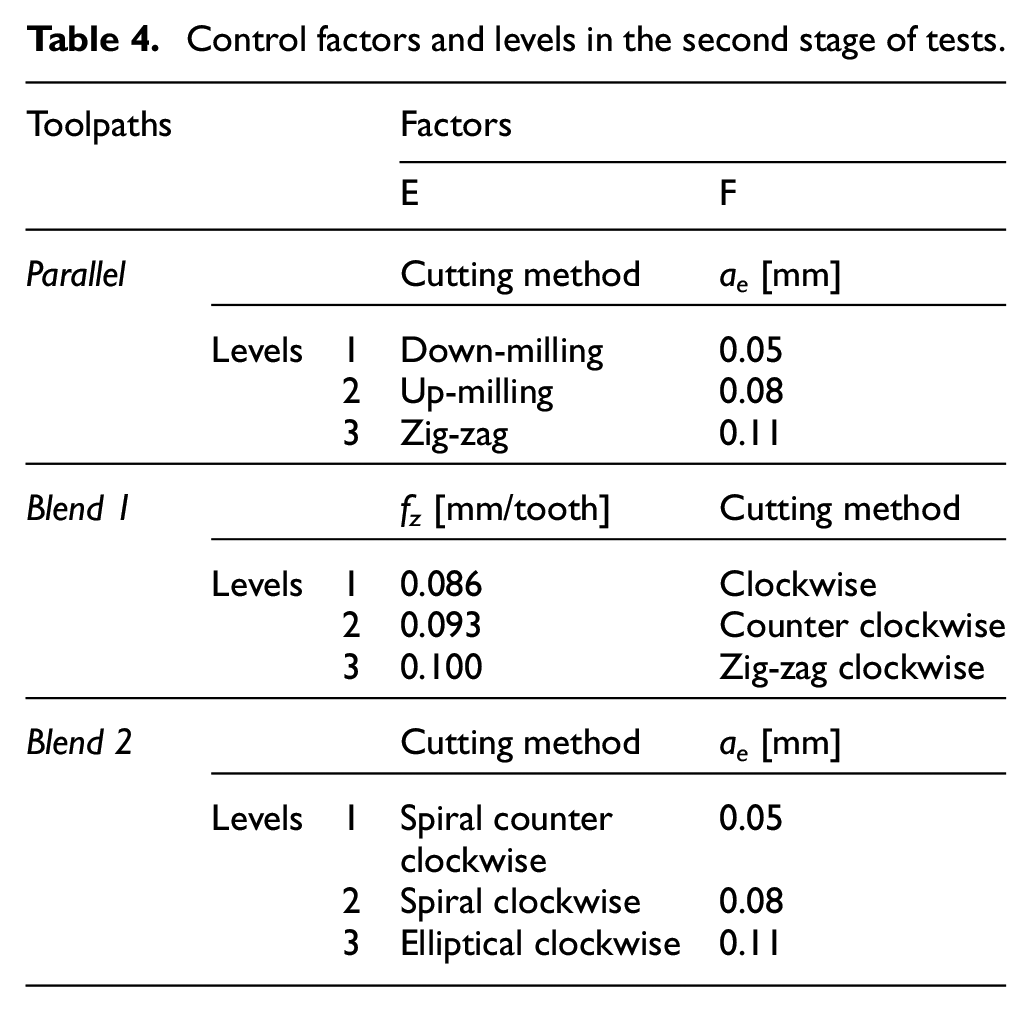
The levels were adjusted seeking to obtain lower values of roughness. The optimum level of the previous tests was selected as the intermediate level of this stage. The extreme values have been adjusted so that their mean was the new intermediate level and differences between levels were also increased. The factors and their new levels are presented in Table 4. The machining tests of this stage used the new slope of the cavities (α = 45°) in the three strategies. According to this change, the Parallel strategy now has three full levels in the cutting method, allowing the same cutting method across the surface.
Control factors and levels in the second stage of tests.
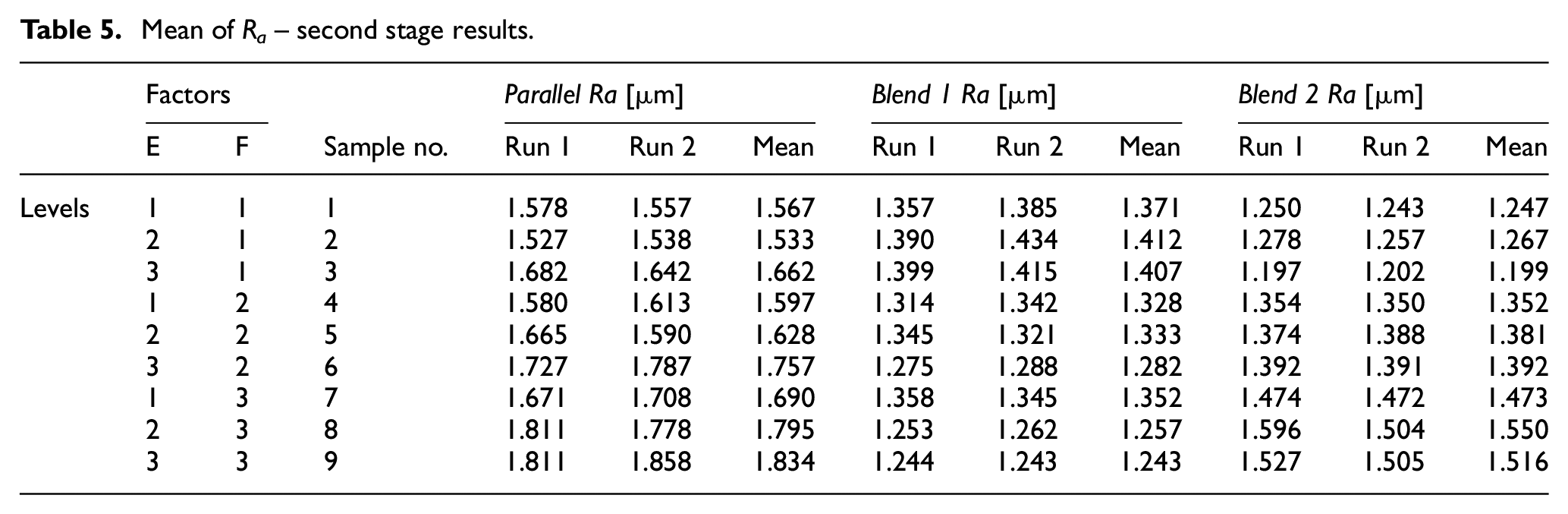
The new combination of the levels and the results of Ra in each test are provided in Table 5. Their analysis shows that sample 3 of the Blend 2 strategy reached the lowest mean, Ra = 1.20 µm, using the smallest increment (ae = 0.050 mm) and the elliptical cut method. The worst value, Ra = 1.83 µm, was obtained for sample 9 of the Parallel trajectory, which applied the higher increment (ae = 0.11 mm) and the double-direction cut method. This last trajectory has, on average, Ra = 1.67 µm, the worst result. The wider range in results continued to belong to the Blend 2 strategy, showing a higher sensitivity to the tested factors.
Mean of Ra– second stage results.
The Ra values measured in the central zone of the cavity are lower than those measured in the first stage and more uniform relative to the other regions. This is justified by the absence of abrasion of the surface through the central part of the milling cutter. This improvement ensures that there is always a real cut across the cavity. The mean value of all the cavities in the central zone is 1.62 µm with the Parallel toolpath, 0.98 µm for the Blend 1 and 1.21 μm for the Blend 2 strategy, showing that tilting the workpiece 45° avoids the abrasion issue. The Blend 1 toolpath continues to benefit from the multiple passages in the central zone; however, the differences are now much smaller, compared to the other two trajectories.
With the Blend strategies, there are some zones with mean values of Ra lower than 1 μm, whose lowest value is 0.8 μm with Blend 2. The main effect graph in Figure 4 presents the optimal levels of each factor for the three toolpaths: E1–F1, for the Parallel strategy, E3–F3, for the Blend 1 strategy and E1–F1, for the Blend 2 strategy. The optimum level of ae was registered for the lowest value 0.05 mm (Parallel and Blend 2). With the best trajectory, Blend 2, the most suitable cutting method was the spiral counter clockwise direction, but the differences between the three levels are very small, less than 0.042 µm, shown in Table 6. On the opposite side, the factor with the most impact (delta = 0.275 µm) is the ae, with practically linear behaviour, Figure 4.
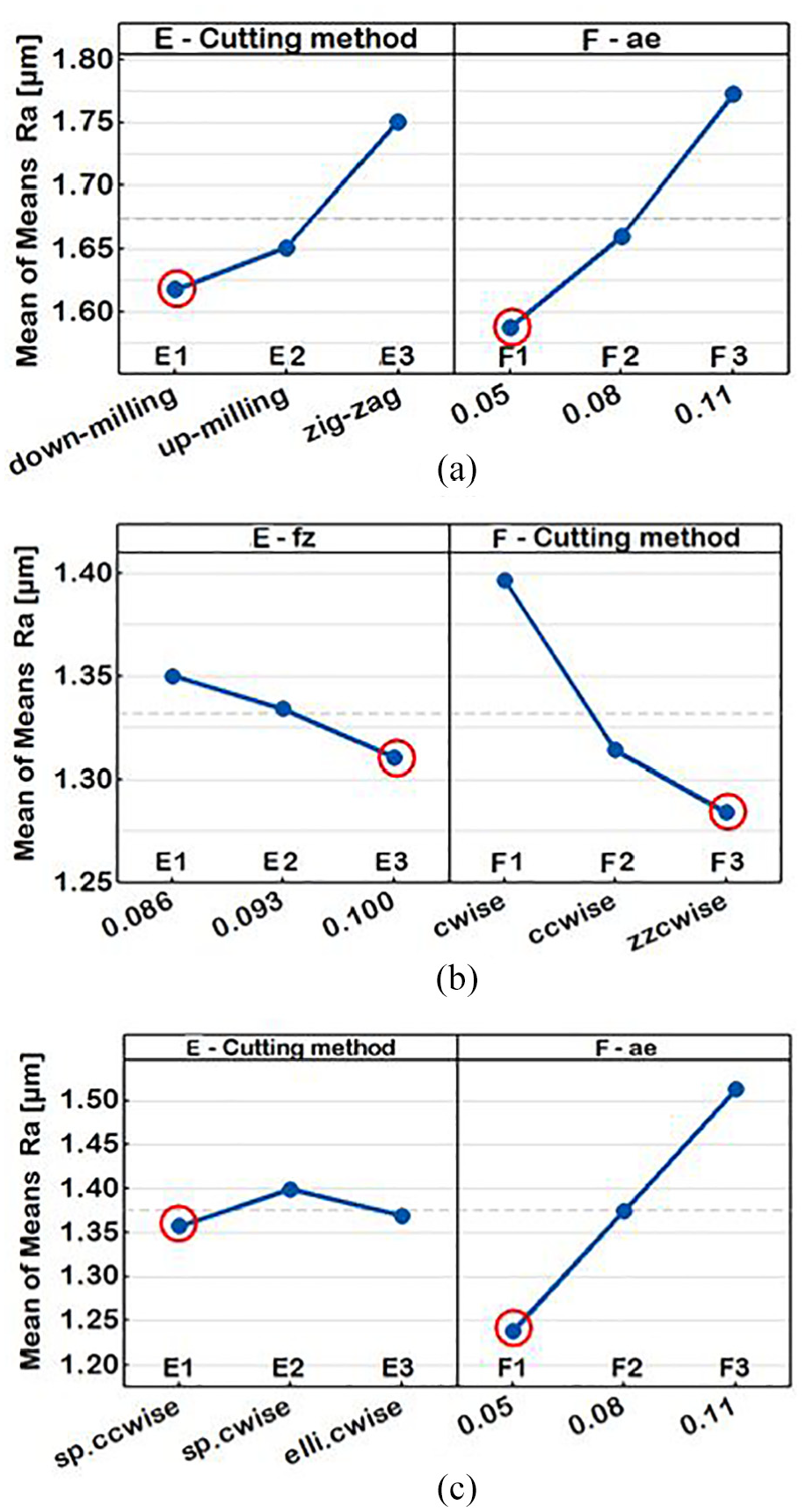
Main effects plots for Ra means to the toolpaths of stage 2: (a) Parallel, (b) Blend 1 and (c) Blend 2.
Response tables of the Ra parameter, for the means of the toolpath tested in stage 2.
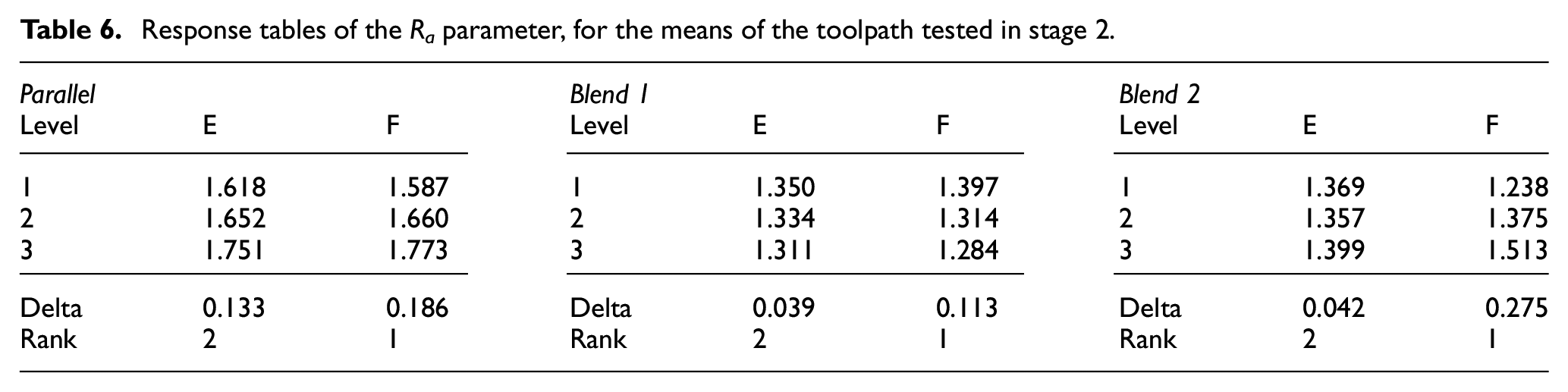
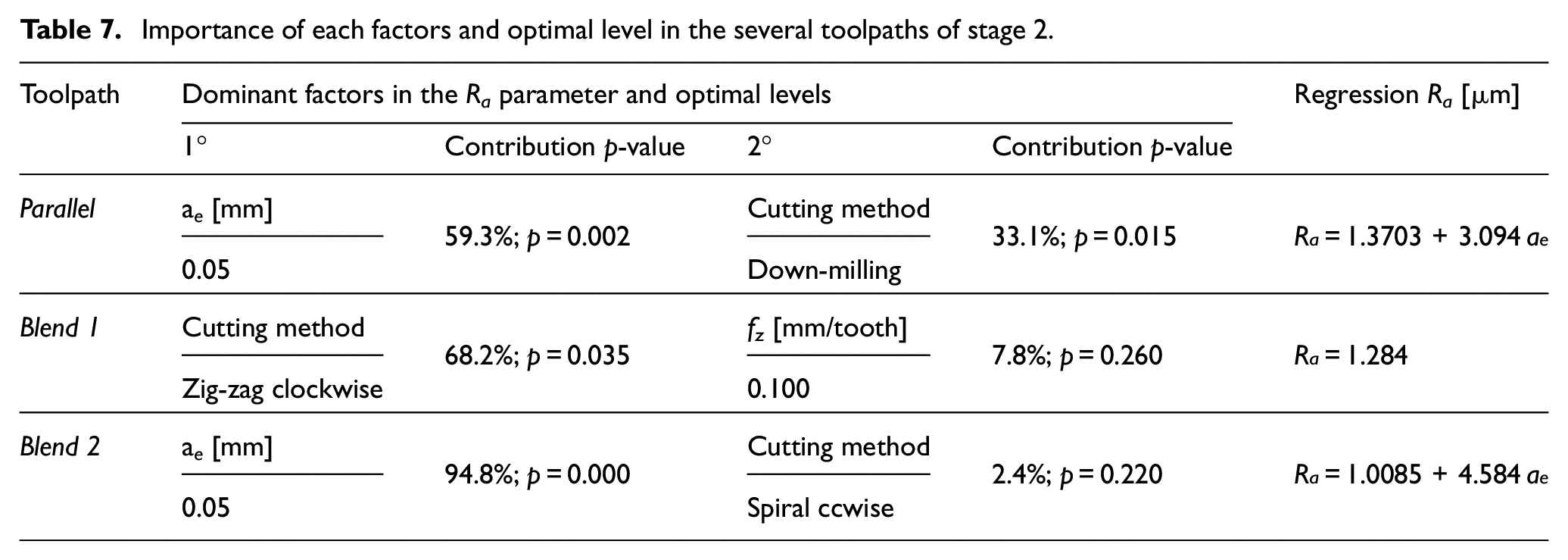
The response tables show that the ae is the dominant factor in the Parallel and Blend 2 toolpaths, and the cutting method in the remaining trajectory. Table 7 summarises the ANOVA results, presenting each factor’s contribution to the Ra value, its significance level and its regression equation. With a 95% confidence interval (CI) and 5% significance level, in the Parallel toolpath, both factors are statistically significant justifying 59.3% (ae) and 33.1% (cutting method) of the results, with the remaining 7.6% being allocated to error. With Blend 1 the fz is statistically not significant, leaving the Ra constant in each level of the cutting method, the best being 1.28 µm at the zig-zag level. The last factor accounts for 68.2% of the results. The ae factor, in the Blend 2 strategy, justifies almost the entire Ra variation (94.8% of variance explained), with the cutting method and their interaction not being statistically significant. Therefore, the error and other uncontrolled factors were smaller in this strategy, accounting for only 5.2%. Analysing the regression equations in Table 7, we conclude that the spiral toolpath is the one with the lowest Ra value for the same ae, which at the limit leads to Ra = 1.0 µm. This conclusion was confirmed by new experiments whose results are shown below.
Importance of each factors and optimal level in the several toolpaths of stage 2.
Confirmation tests
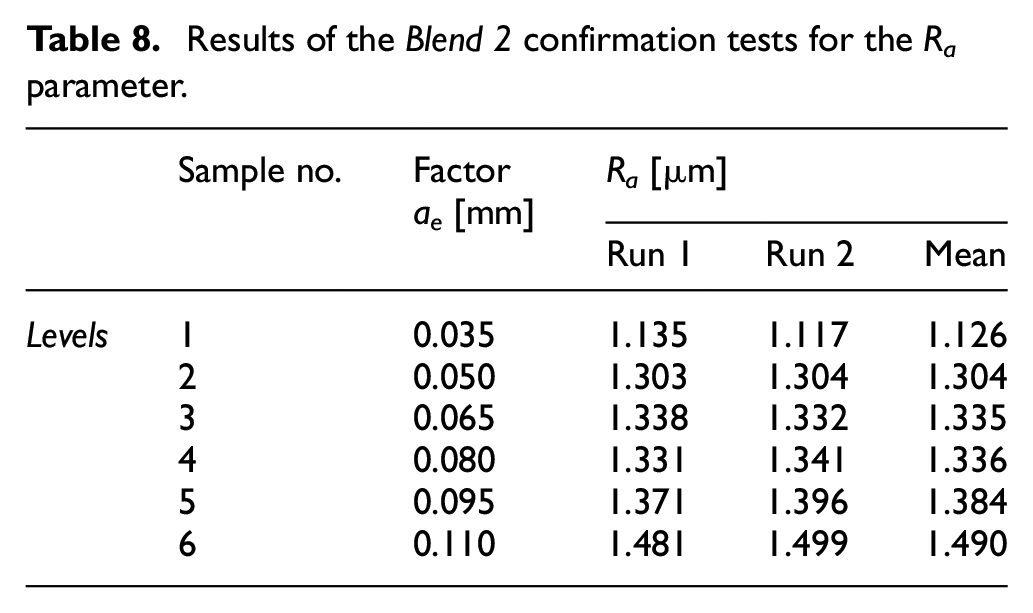
Table 8 shows the results of the confirmation tests for the best toolpath of the second stage, with the ae factor varying in six levels and keeping the spiral ccwise level. Sample 1 (ae = 0.035 mm) of the Blend 2 strategy presented a minimum value of Ra = 1.13 µm, confirming the trend of the optimal level. Figure 5(a) presents the linear regression and the lines relating to the 95% confidence and prediction intervals, showing that all the tests are comprised with in these ranges. The prediction equation of the second stage practically matches with the trend line of the confirmation tests, with a maximum difference of 2.4% (0.036 μm) for ae = 0.11 mm within the domain, Figure 5(b). For the optimum level of the second stage (ae = 0.050 mm), the Ra value was 1.30 μm, differing from the prediction by +5.4%, Figure 5(b). This level of the confirmation tests, through linear regression, has a +0.3% difference when compared to the previous prediction.
Results of the Blend 2 confirmation tests for the Ra parameter.
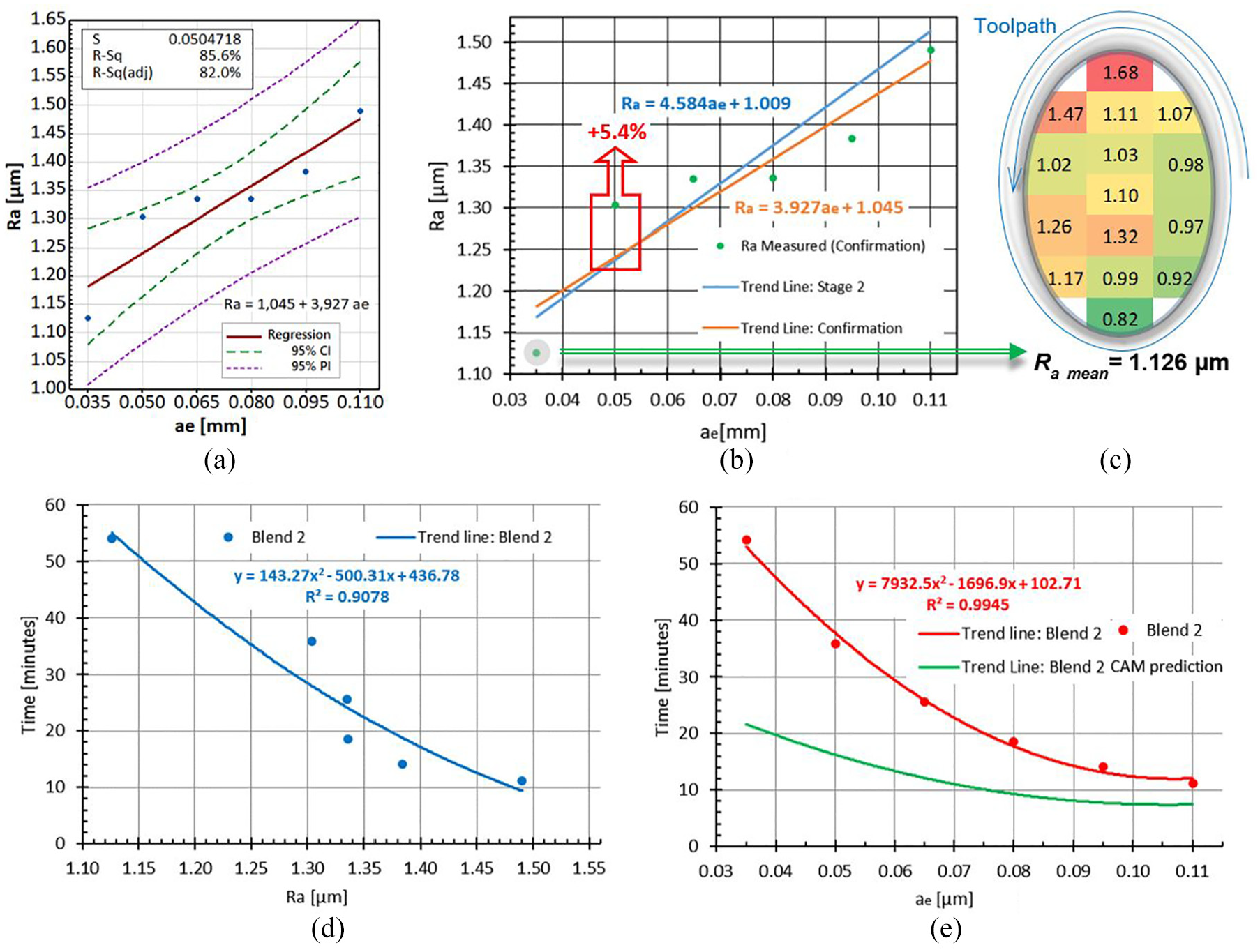
Blend 2 confirmation test: (a) fitted line for the Ra (ae) parameter, with confidence and prediction intervals, (b) graphical comparison of the trend lines for stage 2 and for the confirmation, (c) mean values of Ra [μm], per zone (ae = 0.035 mm) and time of the cavity finishing operations, as a function of (d) Ra and (e) ae.
The mean result, by zone, for ae = 0.035 mm is shown in Figure 5(c). The results of the second stage were confirmed with respect to the central zone of the cavity, obtaining Ra = 1.1 μm. In the confirmation test, as in the previous ones, some areas with Ra values lower than 1 μm were found, whose lowest value is 0.82 μm. The machining results of the right side of the cavity obtained a 20% better finish than the left side. This fact can be justified by the upward trajectory of the right half with the central strip having an intermediate value (6.5% better), as it contains both directions. In the lower half, it was also found that the Ra results are 13% better than on the upper half. In this case, the difference can be justified by the effective cutting speed, which is lower at the bottom, producing a smoother surface finish.
The ANOVA of the linear regression, presented in Table 9, confirmed that ae is statistically significant, explaining about 85.6% of the results. This score is 9% lower than those of the second stage, but it accounts for a wider range. The standard error, S = 0.050 µm, is an acceptable value.
Analysis of variance of the regression, Ra versus ae, for toolpath Blend 2 (confirmation).
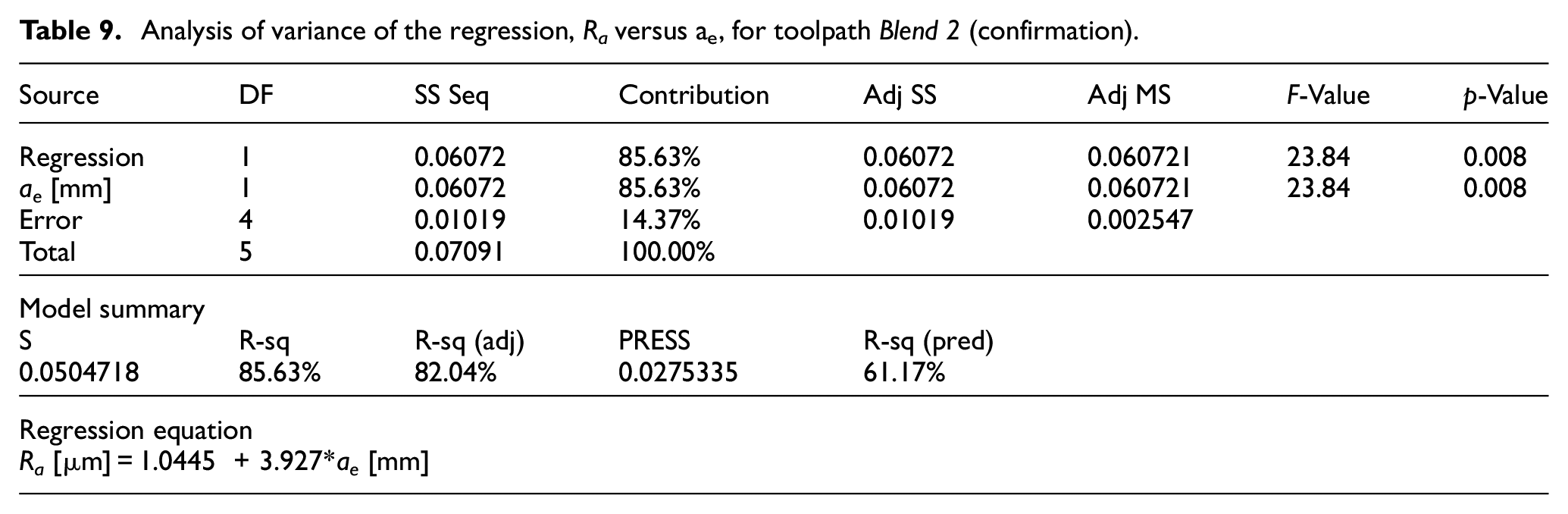
Figure 5(d) and (e) illustrates the time of the confirmation tests related to the Ra and ae variables, respectively. Reducing the Ra from 1.30 to 1.13 μm requires twice the production time. There is a mismatch between the time provided by the Mastercam, marked with the green line on the graph, and the measured time (the red line). This difference is justified by the high number of points that builds the trajectory, and it is not possible to reach the programmed feed rate in the entire cavity. This phenomenon is most pronounced closer to the centre of the cavity. The time consumed can be significantly reduced if the protection of the CNC machine is deactivated against sudden acceleration/deceleration. With this change, a 34% reduction in the duration of the operation was achieved, when ae = 0.035 mm. The impact in the remaining cases was smaller, at only 12% when ae = 0.110 mm. This change was applied only during this toolpath, since during its execution there are no large or quick movements in the safety plane, making the existing movements more continuous and smoother.
The optimum set of control factors for the most effective toolpath, Blend 2, is: feed in spiral counter clockwise, reference point centred, ae = 0.035 mm, fz = 0.093 mm/tooth, with an outcome of Ra = 1.13 µm and time at 54 min.
Application – tibial insert
The toolpath and optimised parameters were applied in the execution of a tibial insert. In the manufacturing process, the fourth axis of the CNC was used. The rotation of this axis, allowed the machining of several planes with the same fixture. In the first phase of the process, the most important surfaces of the insert were machined (whose dimensional accuracy must be greater), including the two femoral cavities (to the left in Figure 6). After the first phase, the work piece was still attached laterally to the initial rod. After the removal of the tops, lateral contouring operations were performed, in a second fixture and using only three-axis machining in order to remove excess material, as shown in the centre of Figure 6. The resulting part of the entire manufacturing process is illustrated, in several directions, on the right, in Figure 6. In the femoral cavities a mean of Ra = 1.16 µm was achieved, similar to the values of the confirmation tests.
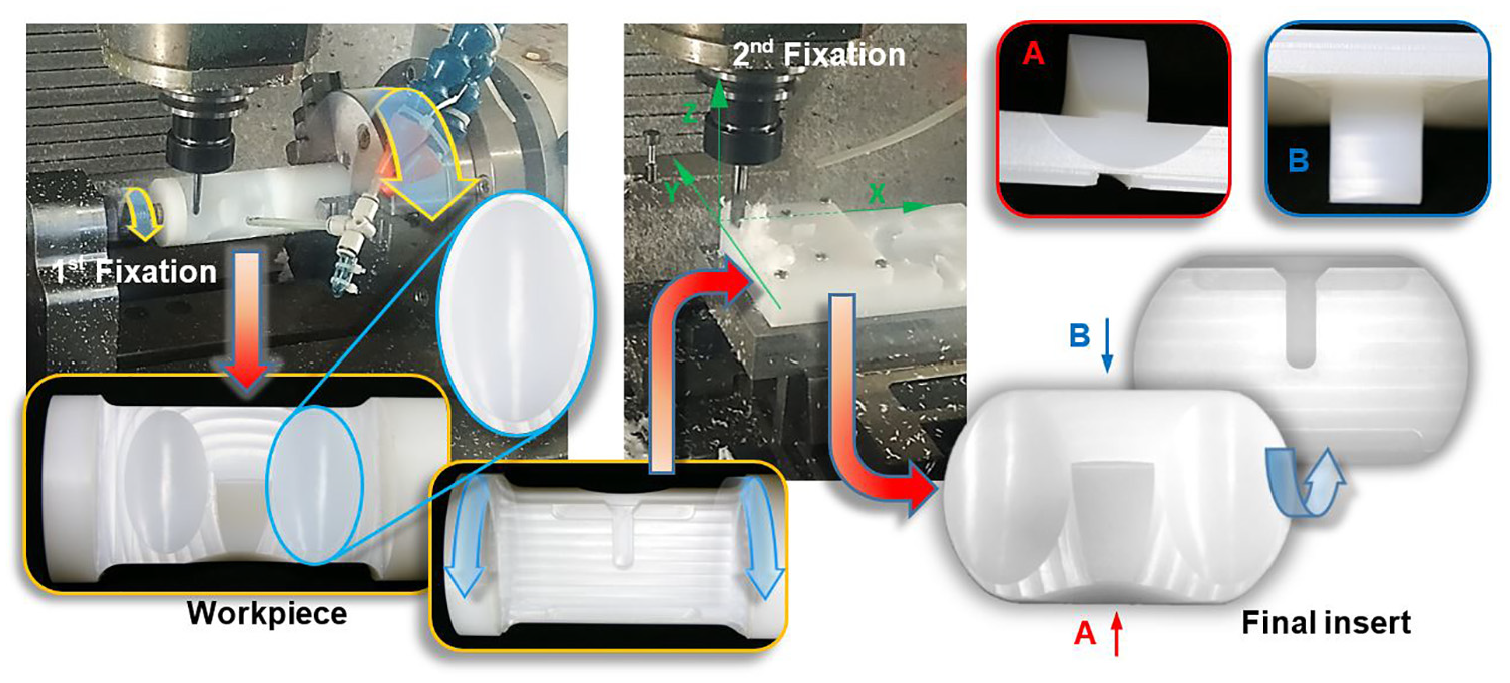
Machining the prototype of the knee prosthesis insert.
Conclusion
This work aimed to optimise high speed machining parameters to obtain the best possible surface finish of the femoral cavities of the tibial insert using a conventional ball end mill and a three-axes CNC machine. Several milling experiments of a UHMWPE test piece were implemented with the Taguchi method designed in two stages, with L9 arrays, and statistical analyses, like ANOVA. The optimal set of parameters and a prediction equation were validated by the confirmation milling experiments. The main conclusions of this work are as follows:
(i) ANOVA results determined the most important parameter on Ra to be the step over, at 59.3% and 94.8%, with Parallel and Blend 2 toolpaths, respectively, and the cutting method, at 68.2%, with Blend 1 strategy.
(ii) The Blend 2 strategy, leading to a continuous spiral toolpath, decreased the mean value of Ra for the cavities.
(iii) The optimal Ra values for the cutting method, feed rate, radial depth of cut, and chains were determined: feed in counter clockwise, 0.093 mm/tooth (1767 mm/min), 0.035 mm, and with the centre point and the elliptical contour of the cavity given as along and 3D, respectively.
(iv) The limitation of the 3 axes machining, to prevent abrasion in the central part of the cutter, can be overcome by tilting the work piece 45° relative to the tool axis, improving local values of Ra from 3.4 to 1.1 μm. All toolpaths benefited from this change.
(v) Under these conditions, the best mean Ra value, controlled in 15 zones and for two perpendicular directions, was 1.13 μm. The time spent in this finishing operation was 54 min. The Ra values can be predicted by the expression Ra [µm] = 1.04+3.93*ae [mm], with a standard error of 0.05 µm and ae∈[0.035, 0.110 mm], and
(vi) The obtained Ra values differ greatly from the theoretical values for flat surfaces machined by a ball end mill. For example, according to the theoretical equations for ae = 0.12 mm, Ra is 0.6 μm and, experimentally, the value obtained was Ra = 2.0 μm, with Parallel toolpath.
(vii) The parameter statistically relevant in the linear regression is the radial depth of cut, with a contribution of approximately 86%, and the remaining percentage attributed to uncontrolled factors.
(viii) Using the obtained correlation, for lower radial depth of cut values and at the limit equal to zero, a Ra value close to 1.0 μm would be obtainable. However, this parameter selection would have a negative impact on runtime.
(ix) The production time was predicted by quadratic equations, as a function of the Ra and as function of ae. Lowering the Ra from 1.30 to 1.13 μm increments the time by 93%. Decreasing the ae from 0.05 to 0.035 mm raises the time by 70%.
(x) The spiral toolpath allows deactivating the protection of the CNC machine against sudden acceleration/deceleration, saving 12% to 34% of the finishing time, respectively for the highest (ae = 0.110 mm) and the lowest (ae = 0.035 mm) tested ae value.
(xi) According to the confirmation test, the Ra measurements are with in the 95% confidence and prediction intervals.
The full execution of the tibial insert prototype, using strategy and the optimum set of cutting parameters and carried out with conventional tools, took approximately 2 h and 20 min, achieving similar values of roughness (Ra = 1.16 µm) in the femoral cavities, compared to those obtained in the test piece. This study shows that with conventional tools and three axes CNC machining it is possible to produce an UHMWPE tibial insert with a good roughness quality and with a thin thickness of 6 mm in the middle section of the femoral cavities.
Footnotes
Acknowledgements
The authors acknowledge Project No. 031556-FCT/02/SAICT/2017; FAMASI – Sustainable and intelligent manufacturing by machining, financed by the Foundation for Science and Technology (FCT), POCI, Portugal, in the scope of TEMA, Centre for Mechanical Technology and Automation – UID/EMS/00481/2013.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.