
Abstract
This study presents an experimental investigation of small hole electrical discharge machining of Al-Mg-Ti alloys. A series of drilling operations were carried out for exploring the effect of magnesium content. Holes of 2 mm diameter and 15 mm depth were drilled using tubular single-hole rotary brass electrodes. The rates of material removal and electrode wear, surface roughness, overcut, average recast layer thickness, taper height and angle were studied for Al-Mg-Ti alloys contain 2%, 4%, 6%, 8%, 10%, 12%, and 14% Mg. The results show that the material removal rate is increasing with increasing Mg content while the rate of electrode wear is almost unchanged. Due to decreasing the melting temperature of the Al-Mg-Ti alloy with increasing Mg content, more metal melts and vaporizes during electrical discharge machining drilling. Therefore, more overcut and taper, thicker white layer, and rougher surfaces were measured for higher Mg content.
Introduction
In the last decade, there has been an increased interest in the manufacturing of light-weight materials. Due to their advantages in terms of low density, recycling, high corrosion resistance, and specific strength, aluminum alloys are being potential candidate materials for aerospace and automotive applications.1,2 The addition of magnesium (Mg) to aluminum as alloying element reduces density, built-up formability, and weldability. 3
Titanium (Ti) in aluminum provides high temperature strength and stiffness together with thermal stability. Al-Ti alloys are preferred for aircraft applications due to their performance. 4 Recently, titanium, 5 scandium, 6 zirconium, 7 copper, 8 zinc, 9 manganese, 10 and boron 11 were used to grain refinement of Al-Mg alloys.
It has been shown that the amount of titanium is very effective on the microstructure of the Al-Mg-Ti alloys, even a small amount of Ti addition results in finer grain size and enhanced mechanical properties. 5 Al-Mg-Ti alloys are in developing stage 12 and the research is underway on the machinability of them.
Although aluminum and magnesium alloys offer good machinability in general, it has to be considered that the chips are liable to ignition if the temperatures during process rise to high. Generally, coated tools are required to prevent build-up edges. Deep hole drilling requires considerable attention and the nontraditional drilling techniques can also be considered. 13
Drilling of difficult to fabricate materials and high aspect ratio (depth to diameter ratio > 6) small holes (Ø0.3–Ø6.0 mm) are considered as a difficult task with conventional methods. Electrical discharge machining (EDM) with a rotating hollow electrode is used for drilling of conductive materials, especially for small and precise holes. The process is successfully applied for injection molds venting holes, cutting tools coolant holes, fuel injectors, holes in turbine blades, inlet hole for wire-EDM, and other similar operations. 14 Many researchers worked on miniaturized hole drilling on difficult to fabricate materials, such as carbides 15 tool steels, 16 superalloys,17–20 and composites.21–25
Hourmand et al. 21 studied metal matrix composite of Al-Mg2Si by die-sink EDM method. They concluded that the effects of the EDM parameter on process parameters and microstructure change. Ponappa et al. 22 evaluated the effects of EDM parameters on drilled hole quality such as taper and surface finish for microwave-sintered magnesium nanocomposites. Singh et al. 23 studied the effect of machining parameters over output performances of ram EDM of Al-SiC composite and reported that material removal rate (MRR), taper, radial overcut, and surface roughness increase while the current and pulse on-time settings were higher. Wang and Yan 24 found that the effects of electrical parameters are more significant than the effect of the other parameters on drilling a blind hole of Al composite. Muthuramalingam et al. 25 measured and analyzed the residual stress of machined silicon steel as a workpiece using the EDM process with different energy distribution. Bobbili et al. 26 studied Al-Mg-Zn-based alloy by Wire-EDM method and they concluded that the propensity of formation of craters increases during WEDM with a higher current and larger pulse-on time. Coteaàă et al. 27 studied the problems of the electrical discharge drilling of porous SiC/Al-Mg composite. Klocke et al. 28 worked on the EDM capabilities of magnesium (Mg) alloy WE43 for medical applications. Muthuramalingam et al. 29 observed that the electrical process parameters have highly contributed to determining average white layer thickness (AWLT) and developed an adaptive network-based fuzzy inference system that can predict the AWLT. The effect of diluted dielectric medium on spark energy of EDM was studied by Muthuramalingam. 30 Huo et al. 31 were attempted to perform multi-criteria decision making for deriving surface performance measures in the EDM process using TOPSIS approach. Muthuramalingam 32 analyzed the influence of a modified pulse energy generator system on performance measures and observed that peak current is a significant factor in determining white layer formation in the EDM process. An advanced review of conventional- and micro-EDM of difficult-to-machine materials, such as nickel and its alloys, titanium alloys, stainless steel (SUS 304), and advanced ceramics, has been presented by Prakash et al. 33 Rajeswari and Shunmugam 34 presented a comparative study on the performance of the classical EDM and powder-mixed and ultrasonic-assisted rough die-sinking EDM based on pulse characteristics. Mascaraque-Ramirez and Franco 35 worked on different methods for experimental analysis of surface integrity in die-sinking and suggested that the crater diameter can be adopted as a better indicator to characterize the surface quality in EDM. Mahdieh 36 studied the thickness of the recast layer and heat-affected zone as well as the cracks’ density and the hardness profile of the ultra-fined grain samples, and the results were compared with coarse grain samples. Rouniyar and Shandilya 37 investigated the individual effect of machining parameters, namely, peak current, pulse-on time, pulse-off time, powder concentration, and magnetic field on the MRR and tool wear rate for aluminum 6061 alloy. Chen et al. 38 investigated the influence of voltage, duty cycle, and flushing pressure on short electric arc machining performance under different tool polarity conditions for the nickel-based superalloy GH4169.
However, some irregularities on the dimension and surface of the EDMed hole are generally observed because of abnormal discharge formation during the process. The reason for this abnormal discharge comes from the non-linearity of machining (electrical) parameters and workpiece material. Even proper machining parameters are adjusted; enlargement of a hole (overcut) because of spark gap between workpiece and electrode, and taper formation due to electrode tip erosion are inevitable. Repeated spark erosion on the workpiece surface causes crater formation (surface roughness) and debris. The debris cannot be easily removed from the narrow gap by dielectric fluid and also creates secondary spark formation. Some of the molten materials stick on the surface as a re-cast layer (white layer). This layer has many micro-cracks and pores, which reduce surface quality and create undesired residual stress.
Although the effect of many input parameters on the output performances of EDM hole drilling process has been investigated, results are mainly dependent on the type of material and the hole (macro, micro, small). The alloy content of the material is affecting not only the mechanical and physical properties but also the EDM parameters. The industrial uses of Al-Mg-Ti alloys are relatively new, and their EDM parameters are not yet available.
In the presented study, the effect of magnesium content on drilling of Al-Mg-Ti alloy by hole EDM process was investigated experimentally. A series of 2 mm diameter holes having a 15 mm depth (aspect ratio of 7.5) were drilled by hole EDM. The MRR and electrode wear rate (EWR), surface roughness values (Ra and Rz) overcut (OC), AWLT, taper height, and angle were studied for Al-Mg-Ti alloys contain 2%, 4%, 6%, 8%, 10%, 12%, and 14% Mg.
Experimental studies
Workpiece and electrode materials
The workpiece material used in this study is an Al-Mg-Ti casting alloy, and its chemical composition is given in Table 1. In the composition of the alloy, the amount of Mg is changing from 2% to 14% (weight) while the amount of Ti kept constant as 1%. In the commercial alloys, the amount of magnesium ranges from 0.5% to 13%; the low-magnesium alloys having the best formability, the high-magnesium reasonably good castability and high strength. 39 The workpiece alloys were manufactured by sand casting using Al (99.70 wt%), Mg (99.70 wt%), and titanium tablet (75% pure titanium and 25% flux) as raw materials. An electric-resistance furnace was used for heating aluminum to 750°C in a SiC crucible. The Mg and Ti were added into the molten aluminum, and the melt was stirred and degassed by nitrogen to avoid contamination and oxidation. Then, the melt was poured into the sand mold. The chemical compositions of the castings were analyzed by using Energy Dispersive X-ray Spectrometry (EDS).
Chemical composition of workpiece material (weight %).

The castings have a 20 mm diameter and 500 mm height. Later, the castings were machined to 20 mm height specimens and cut into two halves. The as-cast rods and the specimens with the position of the holes are shown in Figure 1. The mating faces of two halves of the specimens were ground and then 15 mm depth and 2 mm diameter blind holes were drilled through the mating surfaces. Single-hole brass electrode having a 2 mm outer diameter was used throughout the experiments.
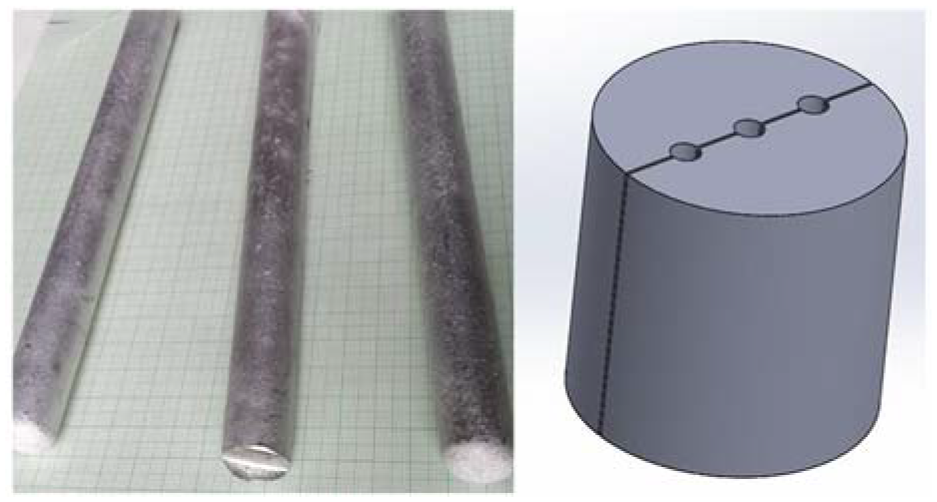
As-cast Al-Mg-Ti rods and cylindrical specimen with the position of the holes.
EDM parameters and machine
The hole drilling processes were performed on JS AD-20 model hole-EDM machine as shown in Figure 2. The feeding of the electrode was achieved by servo control and shown on a digital coordinate display. The machining parameters were set by using the control panel. The machine equipped for filtering and pumping dielectric fluid through a hollow electrode during the drilling process. The machining parameters are discharge current, gap voltage, capacitance, pulse-on and -off times, electrode rotation, polarity, dielectric fluid, and its pressure. The values of these parameters were determined by preliminary tests to enable the drilling operation. The initial values of these parameters were taken from the previous experiences for aluminum EDM drilling and then experimentally evaluated for the Al-Mg-Ti alloy. They were kept constant during the experimental study to reveal the effect of magnesium content on the surface integrity of the Al-Mg-Ti alloy. The machining parameters and their levels are given in Table 2.
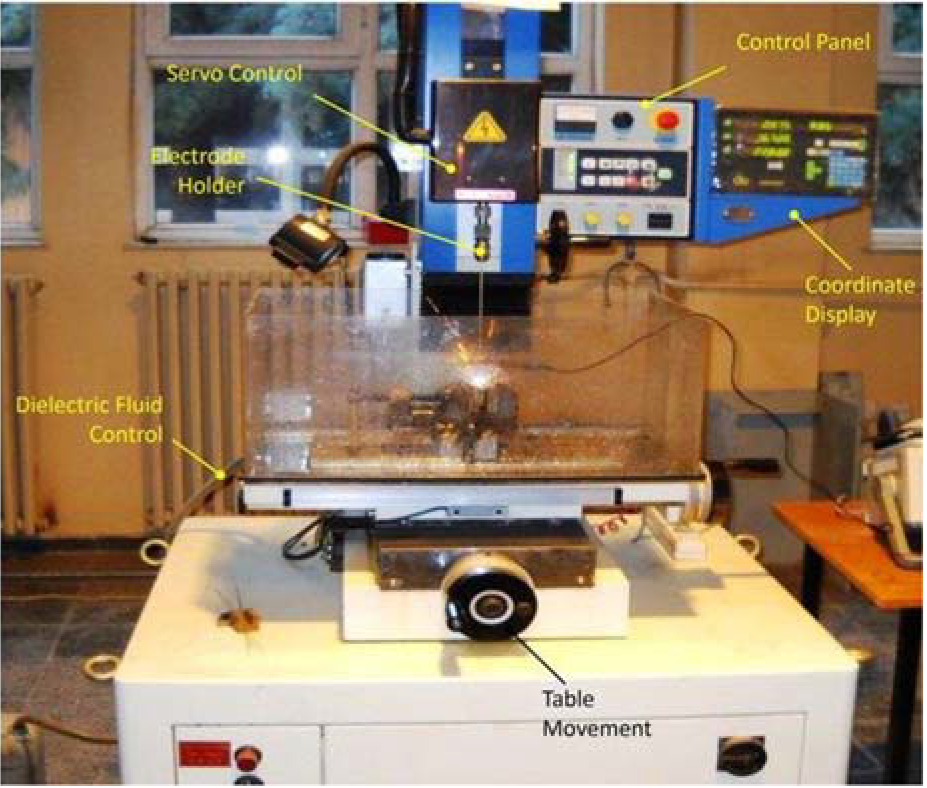
JS AD-20 model hole-EDM machine.
EDM hole machining parameters.
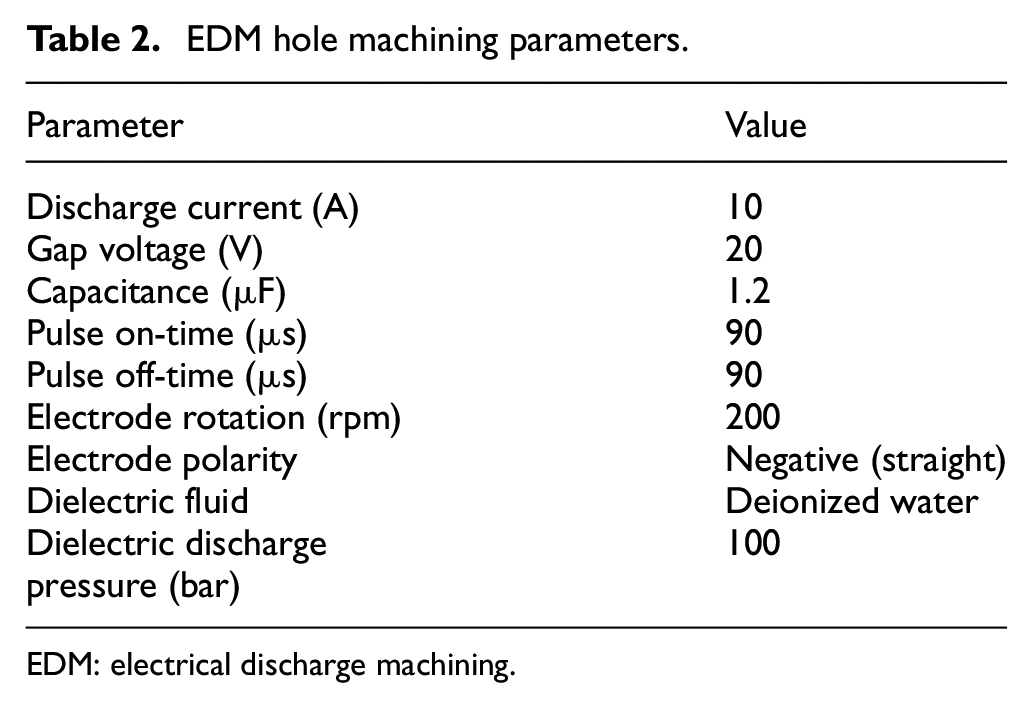
EDM: electrical discharge machining.
Experimental procedure and measurements
The experiments were carried out until drilling 15 mm depth blind hole in each specimen having different magnesium content (2%, 4%, 6%, 8%, 10%, 12%, and 14%). Three holes were drilled under the same condition repeatedly and average diameters are taken for comparisons. Surface roughness (Ra and Rz), rates of material removal (MRR), electrode wear (EWR) increase in hole diameter (overcut), taper height, and angle were measured.
The MRR and EWR are calculated as the mass loss of the workpiece and electrode material, respectively, through the EDM drilling in unit time. Traceable digital stopwatch (type 8788T52-quartz crystal accuracy 0.0005%) and a RADWAG WTB 200 digital scale (±0.001 g) were used for measuring machining time and weight.
They are calculated by the following formulas
The surface roughness was measured by using Mutitoyo Surftest SJ-401 tester and the cut-off length for measurements was taken as 2.5 mm according to ISO 4288. The average values of three holes with two measurements were taken for each specimen.
The diameter of the hole drilled by EDM is always greater than the electrode diameter because of the spark gap and secondary spark forming during any debris removal by pressurized dielectric fluid. This difference between the final hole and the electrode diameters is defined as overcut as shown in Figure 3

where Oc is the overcut, Dh and De are the average hole and electrode diameters, respectively. The hole diameter is not uniform so that the average value of diameters at different locations were taken.
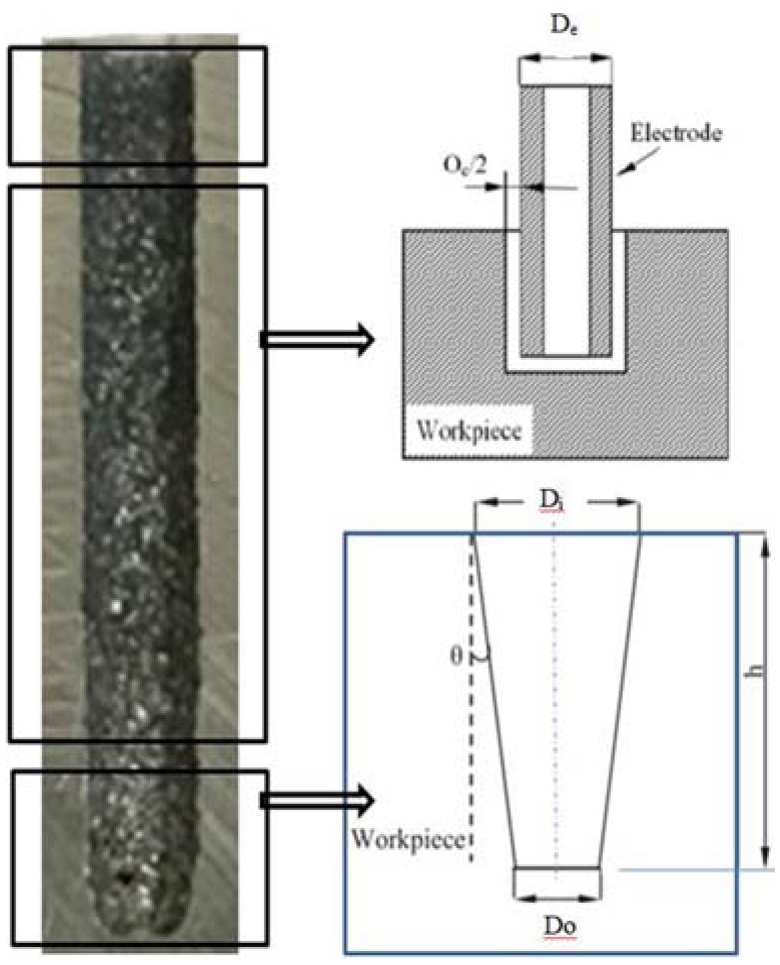
Overcut and taper angle.
Due to the wear of a rotating electrode at the tip edge, the bottom of the blind hole has a taper (see Figure 3). The taper angle and the overcut are the measures of dimensional accuracy of the hole. The taper angle can be found as

where θ is the taper angle, h is the taper height, and Di and Do are the hole diameters at the top and bottom of the taper.
The surface of the hole was inspected by using scanning electron microscopy (SEM) in detail and the measurements were proved by SEM images.
Results and discussion
Effects of Mg content on MRR and EWR
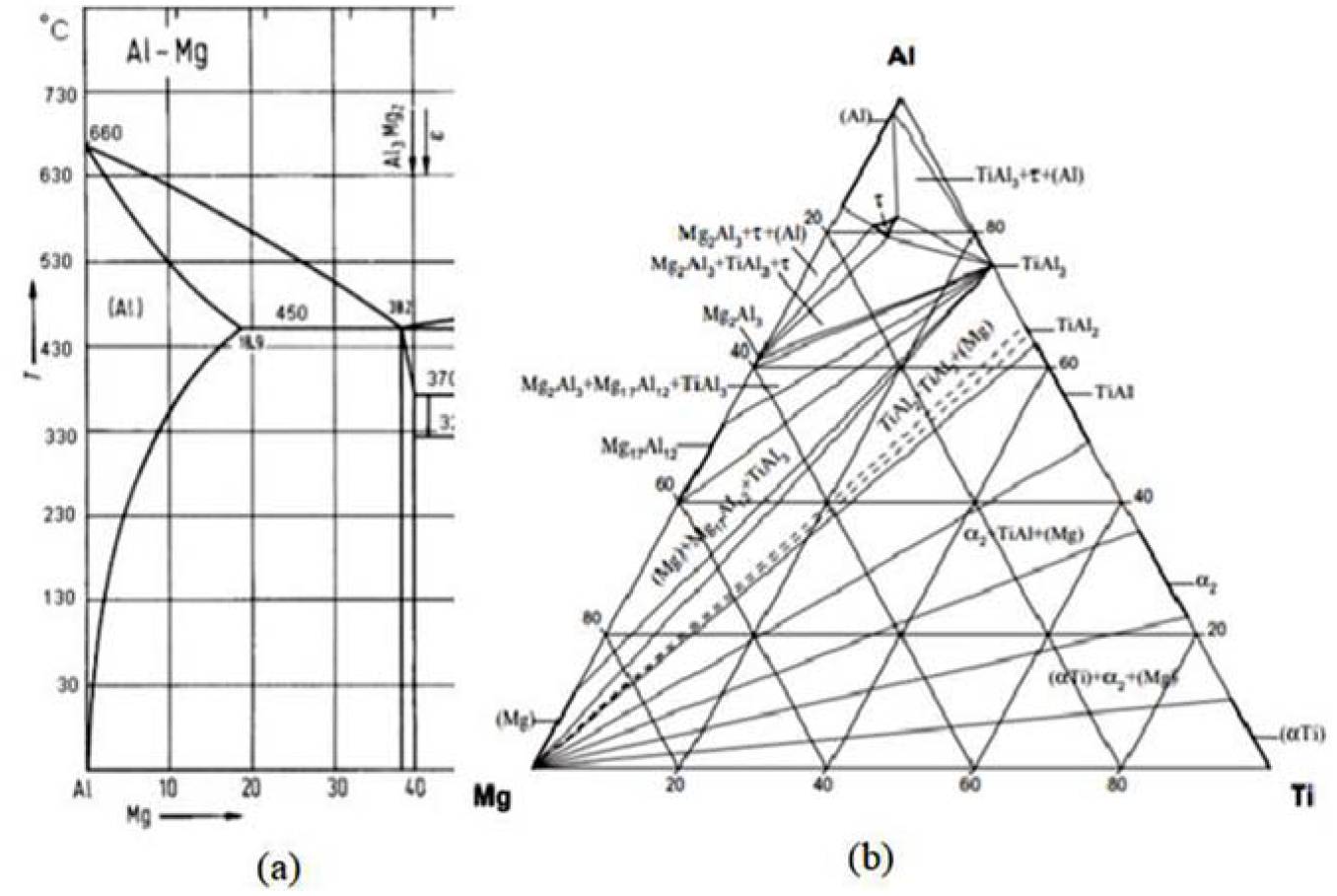
In EDM process, higher MRR with lower EWR is preferable in terms of lower machining time and cost. They are mainly dependent on the machining parameters (current, pulse on and off times) and higher discharge current creates higher energy density on the workpiece so that more melting and vaporization achieved. In this study, the EDM parameters are fixed to observe the effect of magnesium amount in the alloy. It can be seen from Figure 4 that the MRR is increasing as the percentage of magnesium rises. The melting temperatures of the pure aluminum and magnesium are 660°C and 650°CC, respectively. For the Al-Mg alloy system (Figure 5),40,41 melting temperature decreases with the increasing percentage of magnesium and it is 450°C for eutectic alloy (35% Mg). The figure shows the decrease in melting temperature of the alloy with increasing Mg content. Due to this, more metal melts and vaporizes for higher Mg content during EDM drilling. Therefore, MRR is increasing with the increasing magnesium content.
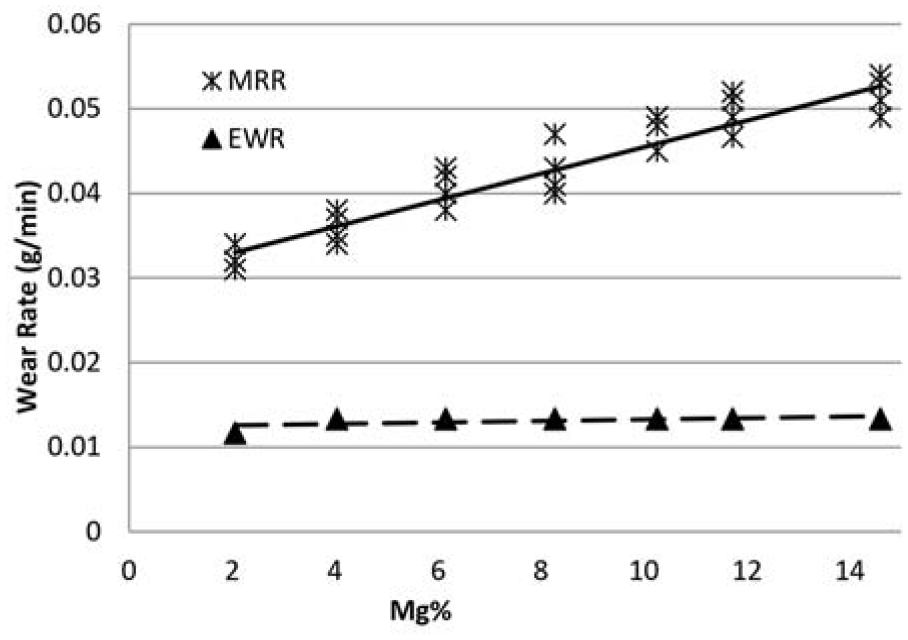
Effect of Mg% on MRR and EWR.
However, the EWR is almost unchanged with the amount of magnesium in the alloy. In previous studies, it was shown that EWR primarily depends on the thermal and electrical properties of the electrode material and then also on the processing parameters. The high melting temperature, density, heat conduction coefficient, specific heat, cohesion energy, and latent heat of evaporation of the tool material result in high resistance to wear. 42 The relation between the melting temperatures of the workpiece and electrode material can be considered as a parameter affecting EWR. In the experimental study, the electrode material and EDM processing parameters were kept constant while alloy composition of the workpiece material, that is, the melting temperature was changing between 600°C and 420°C with respect to Mg%. The melting temperature of the brass electrode is about 900°C. Due to relatively small differences on the melting temperatures of the Al-Mg-Ti alloys with respect to Mg%, no significant variation of EWR was observed.
Effects of Mg content on surface roughness
During EDM process, the exposed discharge energy melts and vaporizes the metal at the spark point. This creates craters on the surface of the workpiece, and the surface texture of the EDMed surface is characterized by these craters. The decreasing melting temperature of the workpiece material with increasing Mg content results in larger craters and therefore rougher surface. As shown in Figure 6, both Ra and Rz are increasing with the rise of Mg content. However, the rate of rising is higher for Rz which is the summation of the height and the depth of the highest-profile peak and the deepest profile valley, respectively.
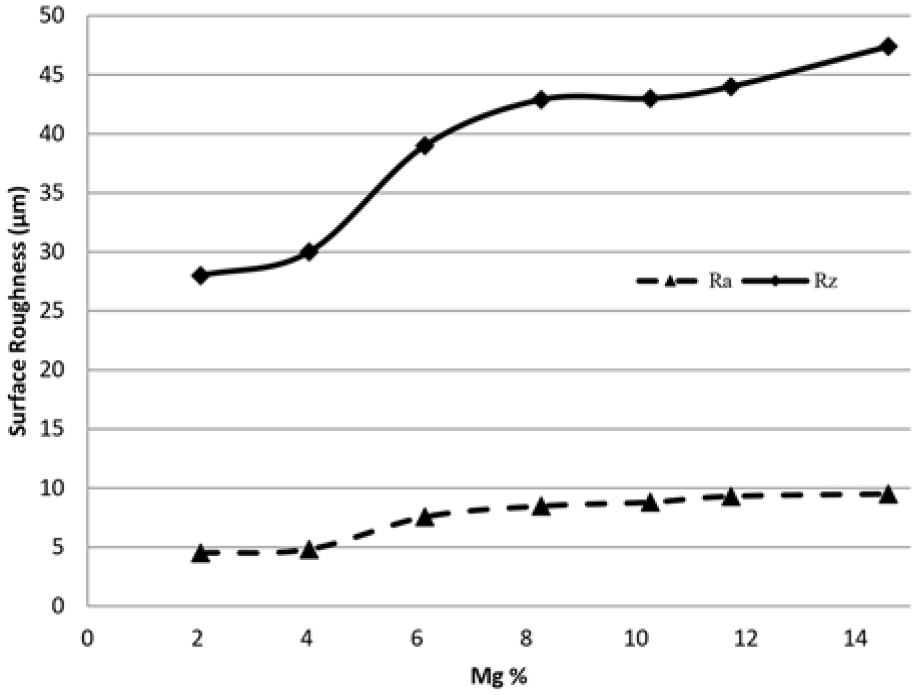
Effect of Mg% on surface roughness.
Effects of Mg content on overcut and taper
The amount of overcut is dependent on the spark gap and the formation of secondary spark due to debris. More melting results in a bigger size of droplets, that is, more debris, and therefore higher possibility of secondary spark formation. The SEM images of the EDMed hole at the entrance, middle section, and bottom are given in Figure 7. Figure 8 shows the graph of overcut versus Mg content. The hole diameter (amount of overcut) is increasing with increasing Mg content.
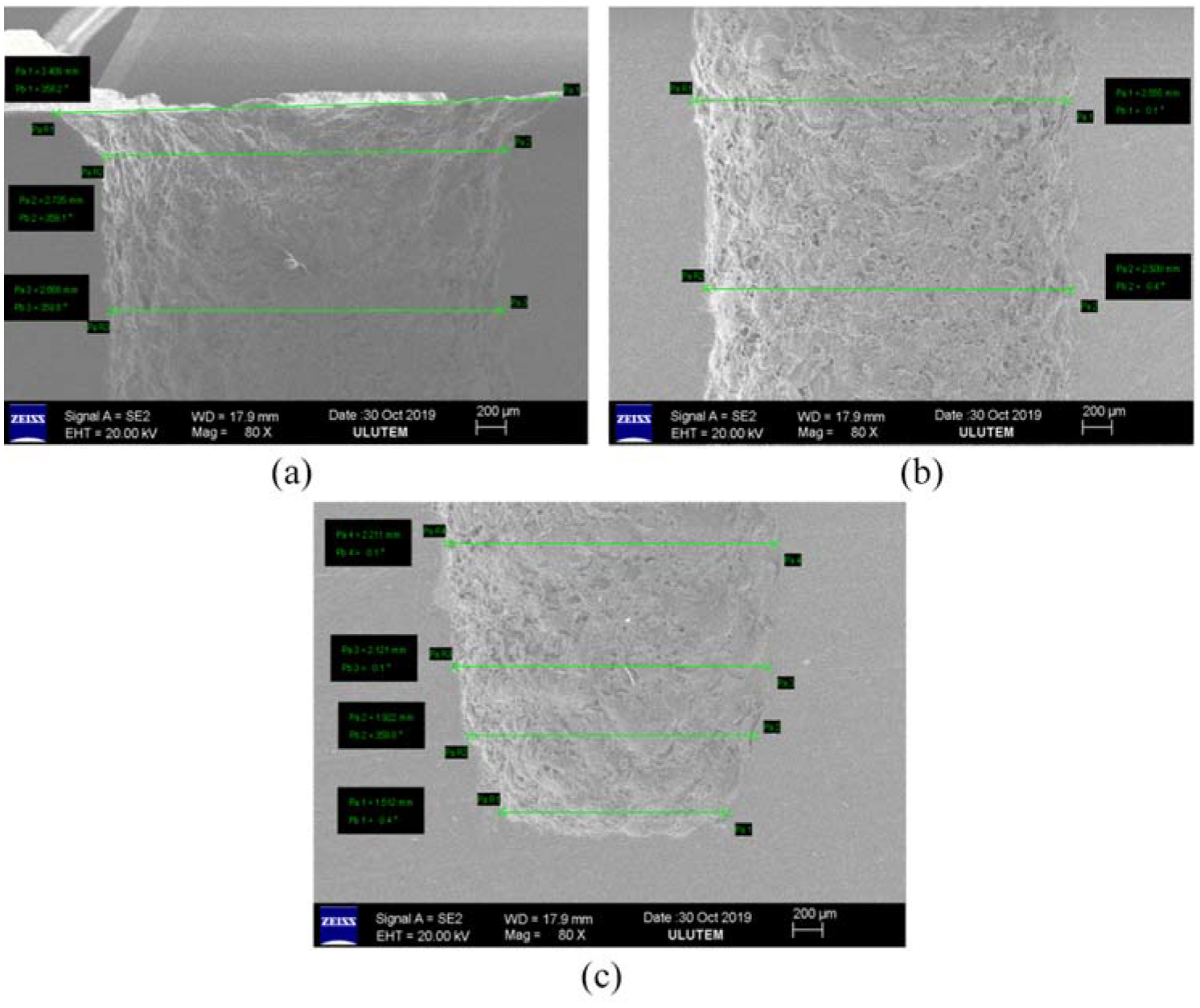
SEM images of the EDMed hole at the (a) entrance, (b) middle section, and (c) bottom.
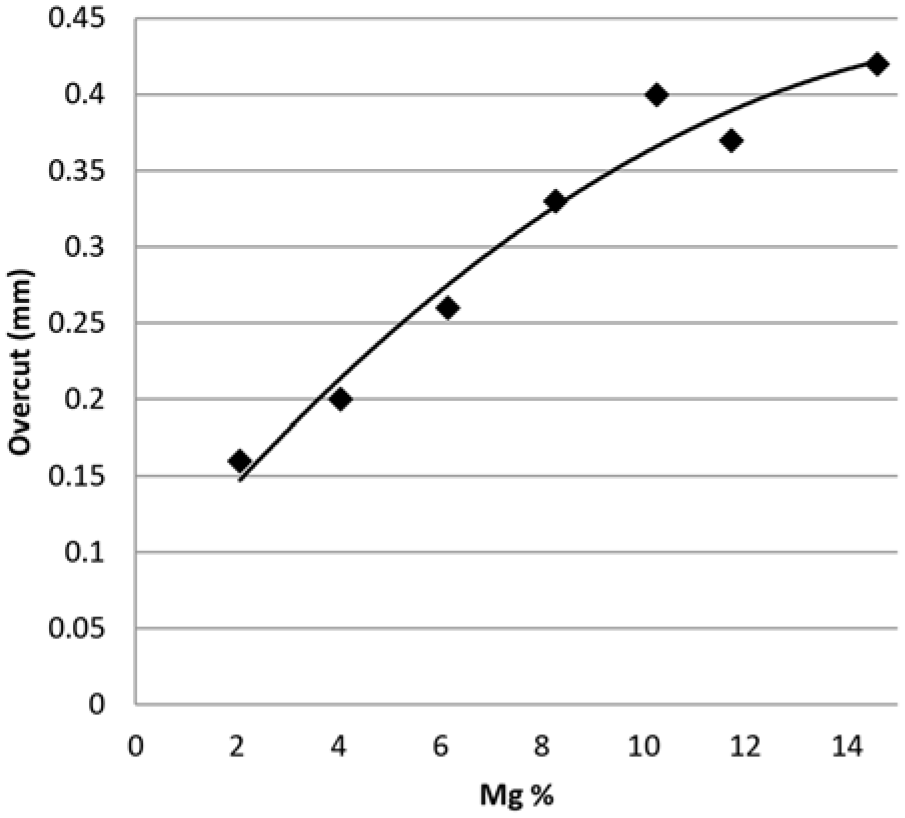
Effect of Mg% on overcut.
Both the electrode tip and the bottom of the blind hole have taper due to edge wear of the rotating electrode and flow direction of the flush. The variation of taper height and taper angle with respect to Mg content is shown in Figure 9. The height of the taper is slightly increasing from 1 mm to 3.54 mm with the amount of Mg (2%–14%). The increase in the taper angle is much higher (from 9.7 to 26.96 degrees). The formation of secondary spark due to more debris is very effective on the tip edge wear of the electrode.
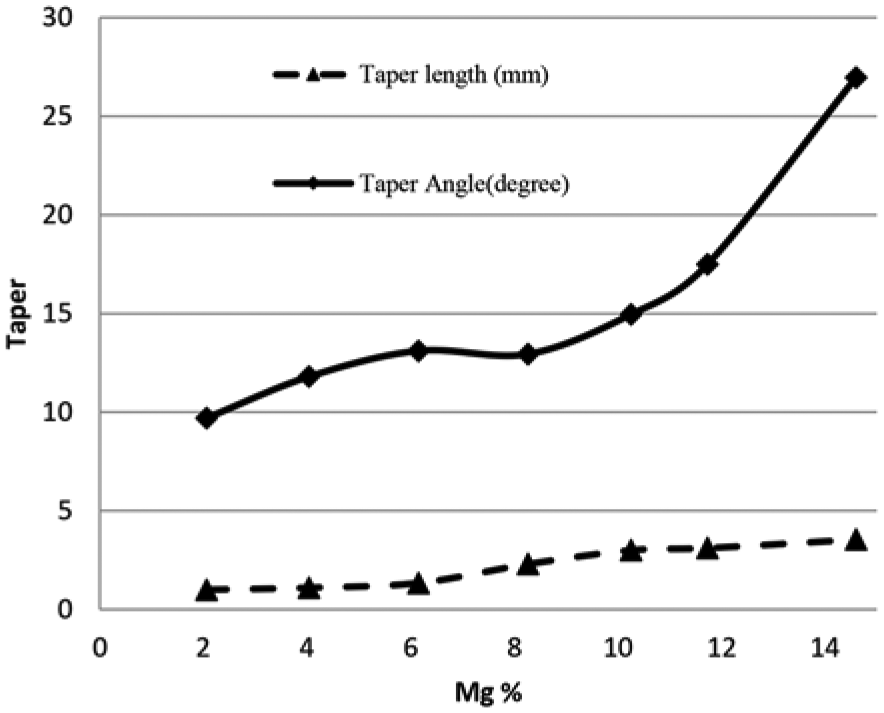
Effect of Mg% on taper.
Effects of Mg content on white layer thickness
The SEM image of the white (recast) layer on the EDMed hole surface is given in Figure 10. There are many cracks and pores on the surface which is due to the fast cooling of the molten metal. The thicknesses of the white layer through the depth of the hole were measured (see Figure 11) and the average value is taken from the micrographs. The variation of the AWLT with respect to Mg content is given in Figure 12. The white layer thickness is increasing with the amount of Mg and trend of the curve is very similar to surface roughness one (see Figure 6) as expected.
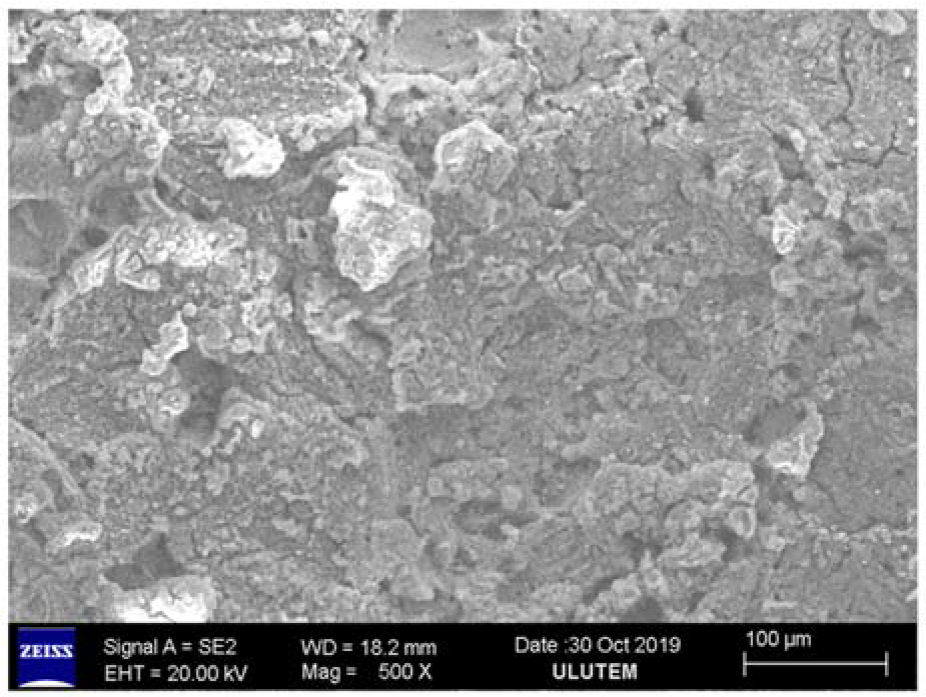
SEM image of the hole surface.
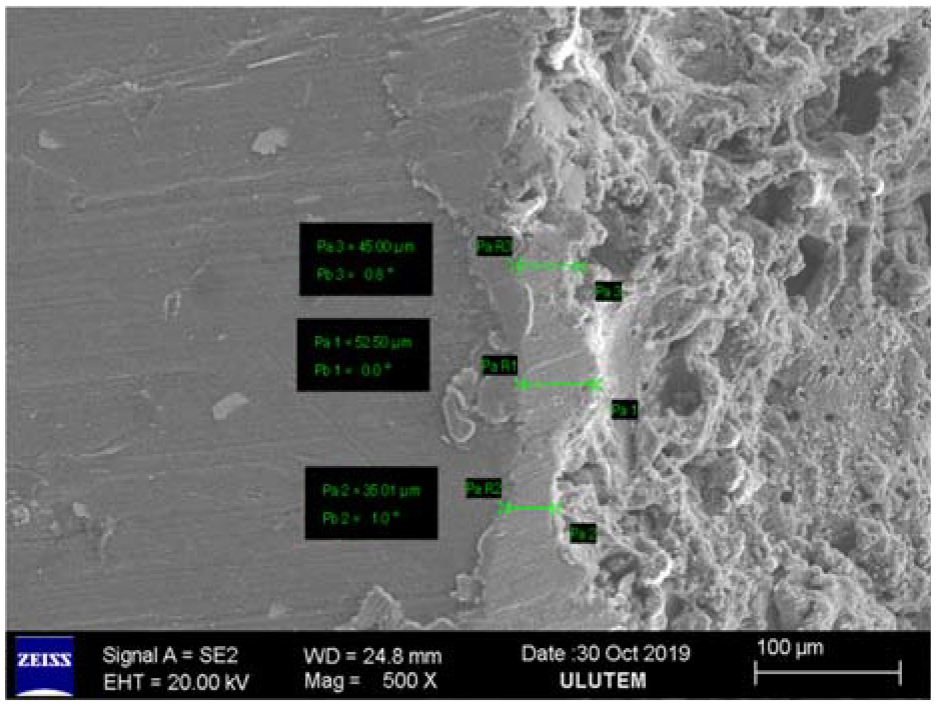
Measurements of the thicknesses of the white layer.
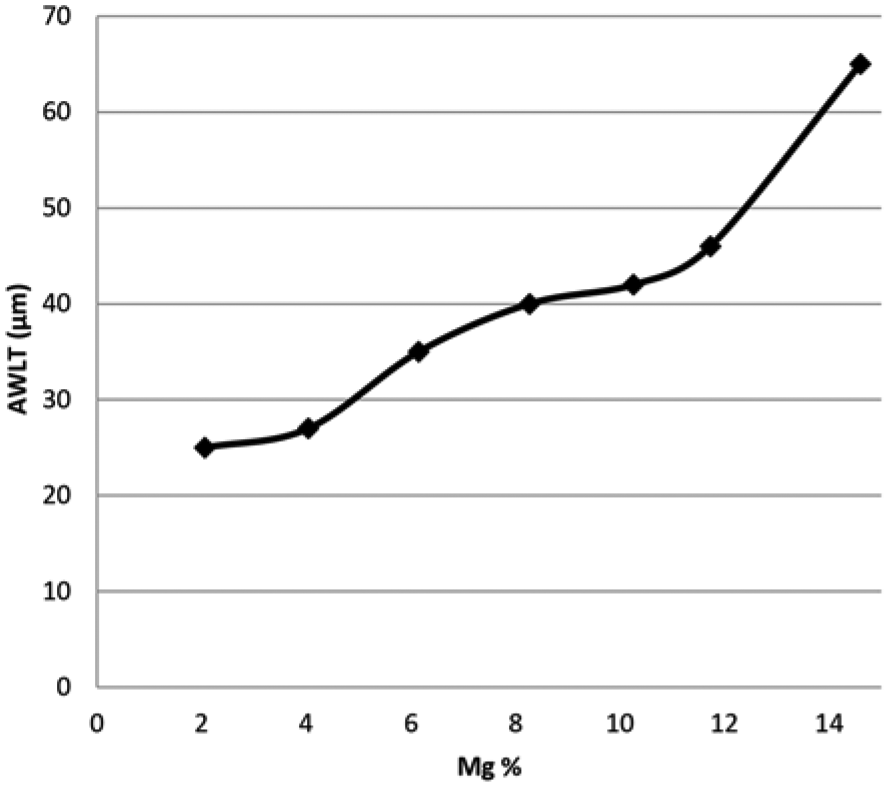
Effect of Mg% on average white layer thickness (AWLT).
Conclusions
In the presented study, the effect of magnesium content on drilling of Al-Mg-Ti alloy by hole EDM process was investigated. The rates of material removal and electrode wear, surface roughness (Ra and Rz), overcut, white layer thickness, taper height, and angle were studied with respect to Mg content. From the results of the experimental work, the followings may be concluded:
Due to decreasing the melting temperature of the workpiece material (Al-Mg-Ti alloy) with increasing Mg content, more metal melts and vaporizes during EDM drilling. Therefore, MRR is increasing with the increasing magnesium content. However, the EWR is almost unchanged with the amount of magnesium in the alloy.
Both Ra and Rz are increasing with the rise of Mg content. Higher MRR results in larger craters and therefore rougher surface.
The hole diameter (amount of overcut) is increasing with increasing Mg content, because of more debris, that is, higher possibility of secondary spark formation.
The electrode tip and the bottom of the blind hole have taper due to edge wear of the rotating electrode and flow direction of the flush. Both the taper height and taper angle are increasing with the amount of Mg.
The white layer thickness is increasing with the amount of Mg, and variation of the AWLT is very similar to surface roughness one.
Footnotes
Acknowledgements
The authors acknowledge the contributions of the Scientific Project Bureau (BAPYB) of the Gaziantep University.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.