
Abstract
This article presented a new method of electrical discharge surface modification. Liquid–gas–powder mixture was used as dielectric in the process. In this research, the B4C particles and deionized water mixture took part of the misted discharge medium. Via the modification process, the tool electrode and Ti-6Al-4V titanium alloy generate metallurgy reaction. The experimental investigation analyzed the influence of electrical discharge current, pulse on time, pulse interval, polarity and electrode on modification layer microstructure of Ti-6Al-4V titanium alloy. At the same time, micro-hardness tests and wear tests were also conducted to evaluate the process of the effects of surface modification. The experimental revealed that the hardness of the modification layer is about three times as much as that of the substrate and the wear-resistant property is almost three times as much as that of the substrate.
Introduction
Titanium alloy is a widely used raw material in aerospace and military industries, and it possesses many unique properties such as high specific strength, lightweight, excellent corrosion resistance and good creep resistance at high temperature.1,2 However, because of its intrinsic mechanical properties, such as low hardness and poor tribological performance, 3 titanium alloy can hardly satisfy requirements of heavy load. The structural components will be rapidly and seriously abrased in the condition of sliding contact. For this reason, surface strengthening of titanium alloys has attracted increasing interest. Surface strengthening can improve the wear-resistant property of structural components and extend the service time of components.4–6
Surface modification by electrical discharge is a useful technique to strengthen workpiece surfaces and has been observed for over five decades. Electrode material is spark-eroded and transferred to generate a very hard layer, which modifies mechanical property of the workpiece materials.7,8 The process parameters have a great influence and contribution to the powder-mixed electric discharge machining (PMEDM), such as the pulse on time and the tool electrodes, which will affect the surface properties of electric discharge machining (EDM).9–12
Barash and Kahlon 13 discovered that when a steel workpiece is machined in dielectric liquid with copper electrode, the workpiece will be covered with a white layer which possessed high hardness, excellent wear resistance and better thermal stability. The white layer is complex alloy carbide which can keep its hardness at elevated temperatures. The complicated alloy carbide was found in the white layer and could keep its performance at high temperatures.
Pantelis et al. 14 investigated the practicability of surface hardening of tool steel by the EDM process. According to their research, the improvement of machined surface micro-hardness basically contributed to the formation and precipitation of tungsten carbide within the white layer.
Tsukahara and Sone 15 described surface strengthening of titanium by EDM process with conventional electrode materials. A titanium carbon alloy layer with relatively few cracks could be obtained. The appropriate process characteristics are short pulse on time, low peak current and negative polarity. The machined surface shows some impactful improvements including micro-hardness and tribological performance.
Gangadhar et al. 16 investigated the influence of tool electrode constituents migrated to the surface machined by EDM. And the volume of tool electrode constituent increases while tool electrode compacted powder is taken part.
Samuel and Philip 17 investigated the effect of powder metallurgy (P/M) electrodes in EDM processing compared to conventional electrodes, and the experimental findings indicate that the adjustment of process parameters such as peak current and pulse on time had more influences to the surface quality and electrode wear ratio in EDM processing with P/M electrodes compared to conventional electrodes.
Wang et al. 18 studied on the feasibility of forming a hard ceramic layer in the machined surface in EDM process with tool electrode compacted Ti powder. The experimental findings confirm that there is a titanium carbide layer in the surface of the carbon steel workpiece EDMed with electrode compacted Ti powder.
Muttamara and Mesee 19 studied the effect of TiN powder added in the dielectric fluid, and the experimental findings indicate that the thickness of TiN layer in workpiece surface and the length of microcrack per unit area with kerosene mixed with TiN are more than that with conventional kerosene.
Pecas and Henriques 20 investigated the effect of silicon powder-mixed dielectric fluid, and the experimental findings confirm that the formation of smooth and reflective craters and improvement of surface roughness were primarily caused by the penetration of silicon element to the machined surface.
Janmanee and Muttamara 21 investigated the surface strengthening of tungsten carbide by electrical discharge coating with fluid dielectric oil mixed with Ti particles. The experimental findings confirm that TiC layer will be formed, which enhanced the surface hardness.
Hosni and Lajis 22 investigated the effect of metal powder-mixed dielectric liquid, and the experimental findings confirmed that the micro-hardness and wear-resistant property of the surface machined by micro/nano Cr powder-mixed electrical discharge will be 45% more better than those in the case of conventional electrical discharge machining.
Kerosene-based oil is usually used as dielectric liquid in the electrical discharge surface strengthening. During the surface strengthening process, a large amount of wasted gas and fluid will be generated, which will do harm the environment and hurt the operator’s health.23,24
This article focuses on powder-mixed near-dry electrical discharge surface modification. Liquid–gas–powder mixture is applied in electrical discharge process, which decreases the amount of dielectric liquid, and gets rid of the dielectric liquid circulation system. Compared to powder-mixed dielectric fluid or powder metallurgy (P/M) tool electrode, the process increases the amount of powder element penetrating to the machined surface.
Experimental details
Figure 1 demonstrates the configuration of electrical discharge surface strengthening process with the powder-mixed near-dry medium. The experiments are conducted on a commercial-type Electro-discharge Die-Sinking Machine (model: AF1100 manufactured by NOVICK Corp. Beijing), which provides a 32-bit multifunctional operating system.
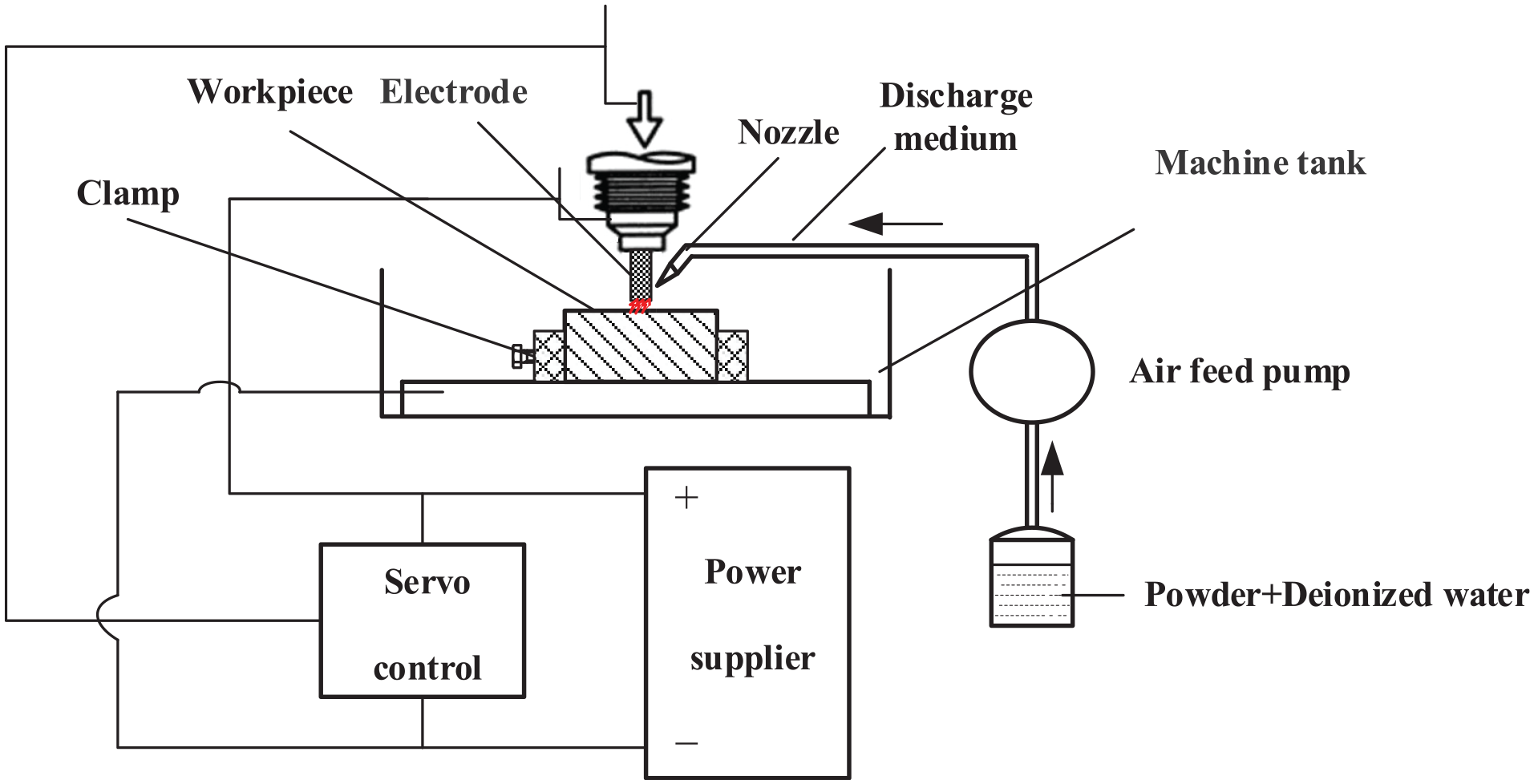
Schematic diagram of experimental equipment.
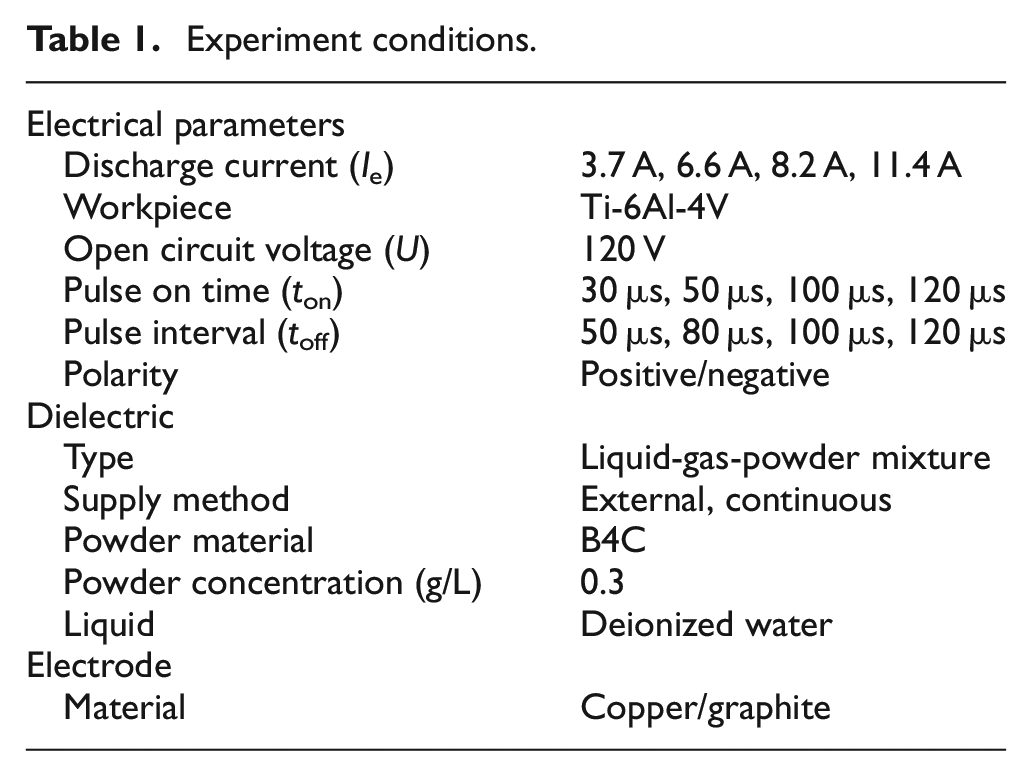
Some of the process parameters are defined as follows. Open circuit voltage (U) is 120 V. Detailed experiment conditions are given in Table 1. The B4C powder is passed through a 150 μm sieve and mixed into deionized water at a defined concentration of 0.3 g/L. The mixture is stirred by agitator to make sure that the powder was suspended uniformly.
Experiment conditions.
The workpiece material is Ti-6Al-4V alloy. The workpiece is produced by induction melting and casting in sand mold. The dimension of workpiece is 10 mm × 10 mm × 5 mm, and the surfaces of workpiece are carefully polished with metallographic sandpaper. The chemical composition of workpiece material is listed in Table 2.
Chemical composition of workpiece material. a
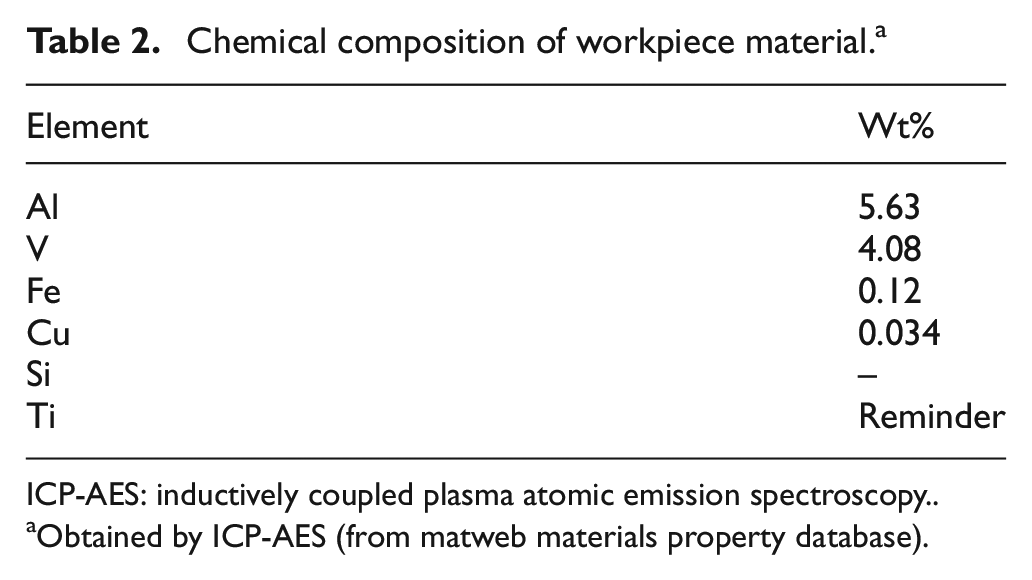
ICP-AES: inductively coupled plasma atomic emission spectroscopy.
Obtained by ICP-AES (from matweb materials property database).
Results and discussion
Phase constitution of modification layer
Figure 2 shows the X-ray diffraction of modification layer. The relevant processing parameters are as follows: Ddischarge current Ie = 6.6 A, pulse duration te = 50 μs, discharge pulse interval toff = 100 μs, machining depth is 0.03 mm, polarity is negative, material of tool electrode is graphite and workpiece is Ti-6Al-4V alloy.
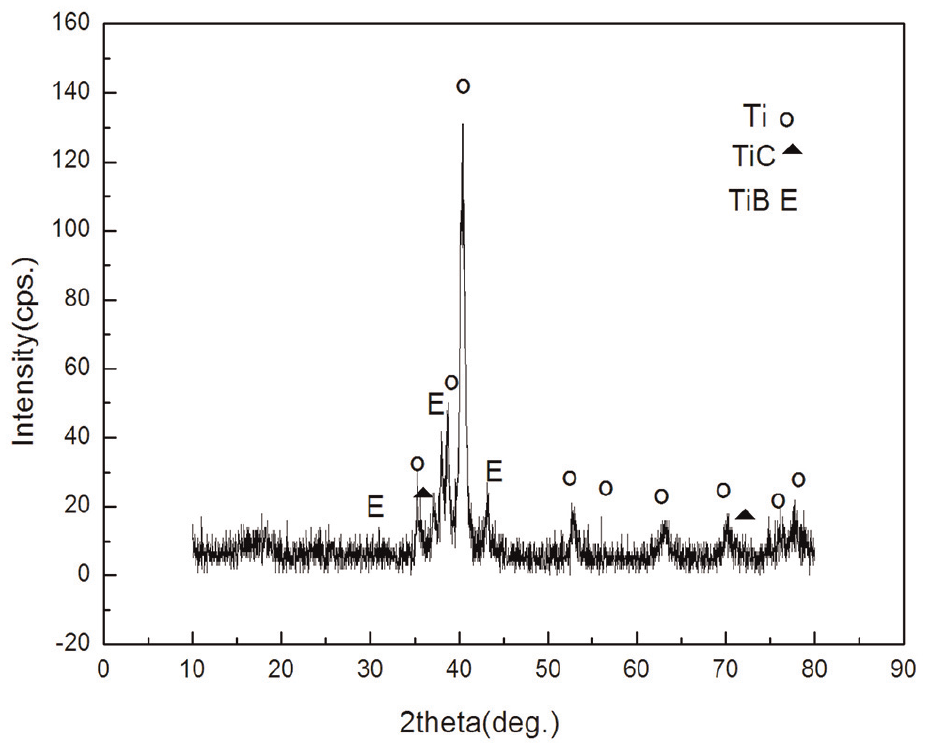
X-ray diffraction of modification layer.
As shown in Figure 2, the diffraction apex of TiB, TiC and α-Ti phase can obviously be seen, which indicates that there are TiB and TiC in the Ti-6Al-4V alloy surface. Phase constitute shown in Figure 2 is helpful to improve wear-resistant property of alloy surface. And the strengthening of modification surface is mainly caused by the TiB and TiC phases.
When B4C powder is heated by high-energy electrical discharge, the powder absorbs the pulse energy successfully and will be melted immediately, and the B4C ionizes to transfer B and C particles to the fused pool. With the action of electrical discharge energy, the fused pool was produced on the surface and there was chemical reaction to bring TiB and TiC phases.
There are also some bread-like peaks what non-crystal diffraction has. The amorphous phase formation was caused by the rapid solidification of electrode material C and powder material B4C melted due to high temperature. When the modification layer is heated by succeeding electrical pulse energy, the Ti-based amorphous alloy may condense some crystalline phases.
Influence of processing parameters on modification layer microstructure
Electrical discharge current
To compare the influence of discharge current on surface modification, some experiments are carried out. The machining depth is 0.03 mm, and polarity is negative. Material of tool electrode is graphite.
Figure 3 shows scanning electron microscopy (SEM) micrographs of Ti-6Al-4V surface after modification at different discharge current. It is evident that overlapping petal-shaped reinforcement microstructure is formed and the edges of microstructure are bright white.
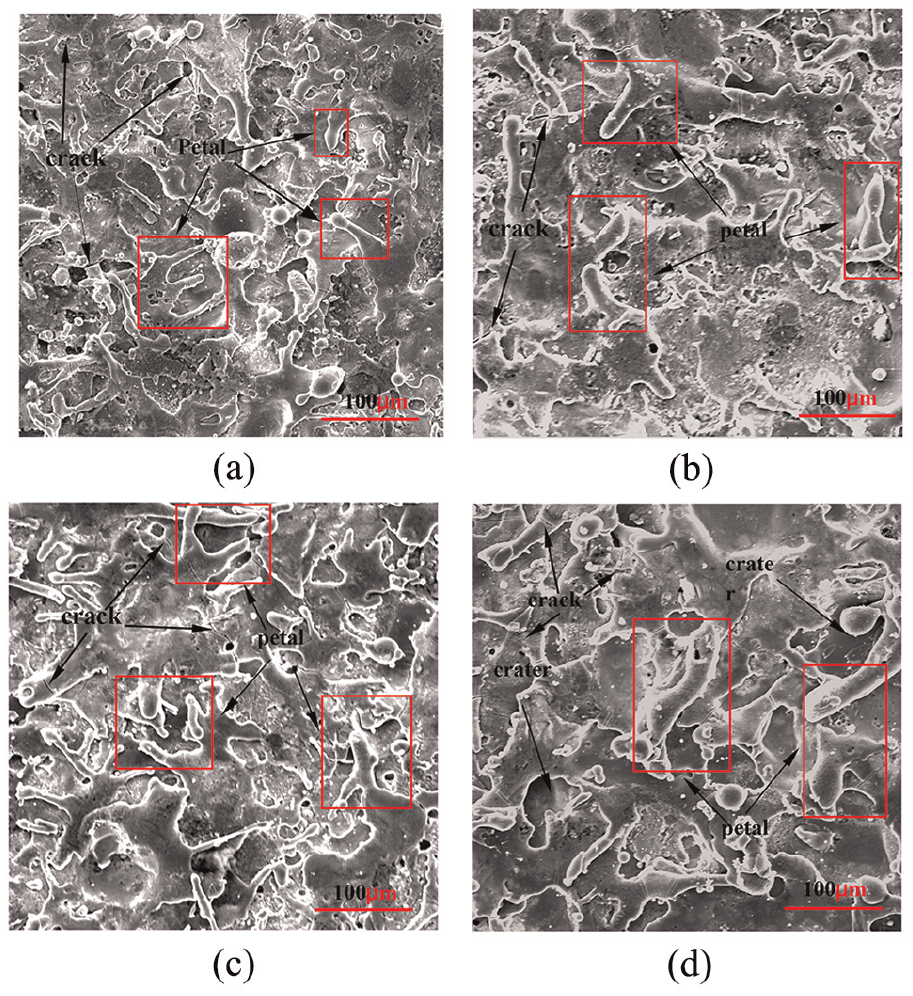
SEM micrograph of modification layer surface at (a) Ie = 3.7 A, ton = 60 μs, toff = 100 μs; (b) Ie = 6.6 A, ton = 60 μs, toff = 100 μs; (c) Ie = 8.2 A, ton = 60 μs, toff = 100 μs; and (d) Ie = 11.4 A, ton = 60 μs, toff = 100 μs.
As shown in Figure 3(a), petal-shaped microstructures are not dense enough, and the branches of the petal-shaped microstructures are short and thin. Meanwhile, Figure 3(b) and (c) show clearly that petal-shaped microstructures are much denser and thicker than that in Figure 3(a), and there are much longish branch microstructures on modification surface.
It can also be seen that there are dense petal-shaped microstructures with thick edges in Figure 3(d). However, the cracks in Figure 3(d) are more in number than those in Figure 3(b) and (c). As a consequence, the modification microstructures in Figure 3(b) and (c) are better than those in Figure 3(a) and (d).
Pulse duration
To compare the effect of pulse duration on surface modification, some experiments are carried out. The relevant processing parameters are as follows: pulse interval toff = 120 μs, electrical discharge current Ie = 6.6 A, machining depth is 0.05 mm, polarity is negative, electrode material is graphite and workpiece is Ti-6Al-4V alloy.
Figure 4 shows the SEM micrographs of the Ti-6Al-4V surface after modification at different pulse durations. It is evident that there are some overlapping petal-shaped reinforcement microstructures in the modification surfaces.
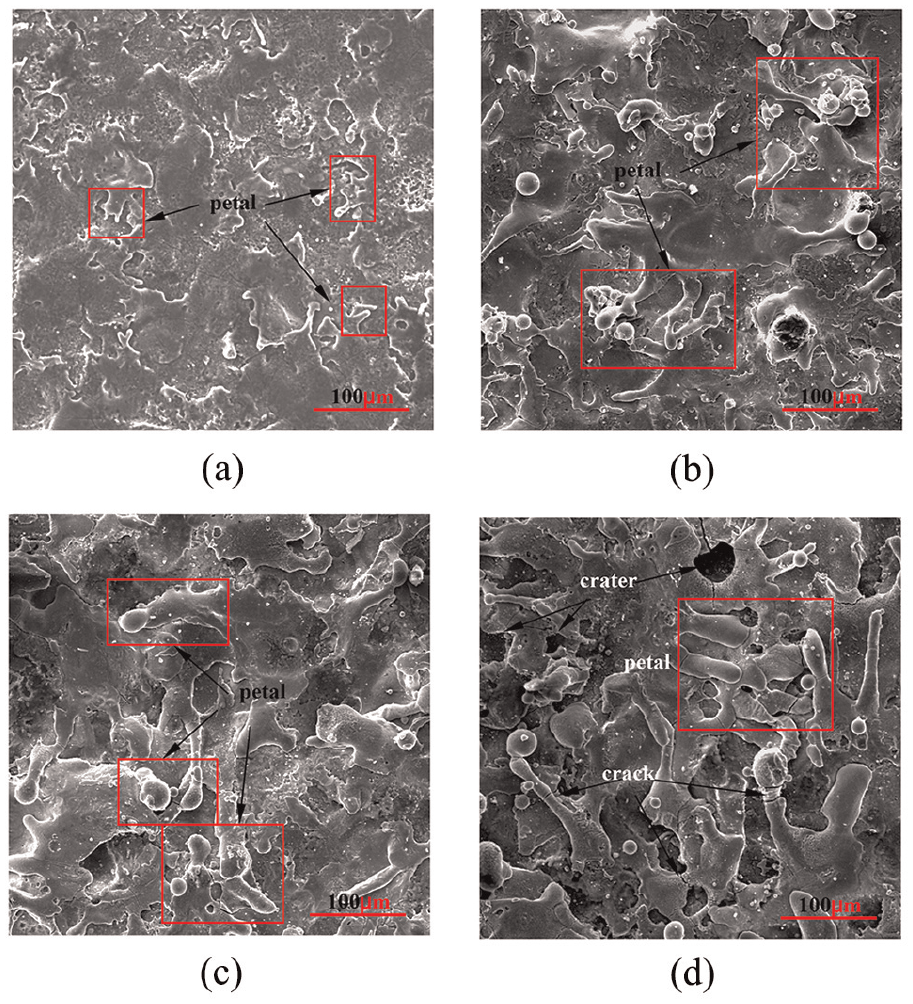
SEM micrograph of modification layer surface at (a) Ie = 6.6 A, ton = 30 μs, toff = 100 μs; (b) Ie = 6.6 A, ton = 50 μs, toff = 100 μs; (c) Ie = 6.6 A, ton = 100 μs, toff = 100 μs; and (d) Ie = 6.6 A, ton = 120 μs, toff = 100 μs.
As shown in Figure 4(a), there are sparse and dispersed petal-shaped microstructures, and the branches of the microstructures are short and thin. It can be clearly observed from Figure 4(b) and (c) that petal-shaped microstructures are more denser and thicker than those in Figure 4(a). And the branches of the microstructures are longer than those in the Figure 4(a).
The petal-shaped microstructures in Figure 4(d) are the densest and thickest. However, it can be clearly observed that there are lots of cracks and holes in the modification microstructure. As a consequence, the modification microstructures in Figure 4(b) and (c) are better than those in Figure 4(a) and (d).
Pulse interval
To compare the effect of pulse interval on surface modification, some experiments are carried out. The relevant processing parameters are as follows: pulse on time ton = 60 µs, electrical discharge current Ie = 6.6 A, machining depth is 0.05 mm, polarity is negative, electrode material is graphite and workpiece is Ti-6Al-4V alloy.
Figure 5 shows the SEM micrographs of the Ti-6Al-4V surface after modification at different pulse durations. It is evident that there are some overlapping petal-shaped reinforcement microstructures in the modification surfaces.
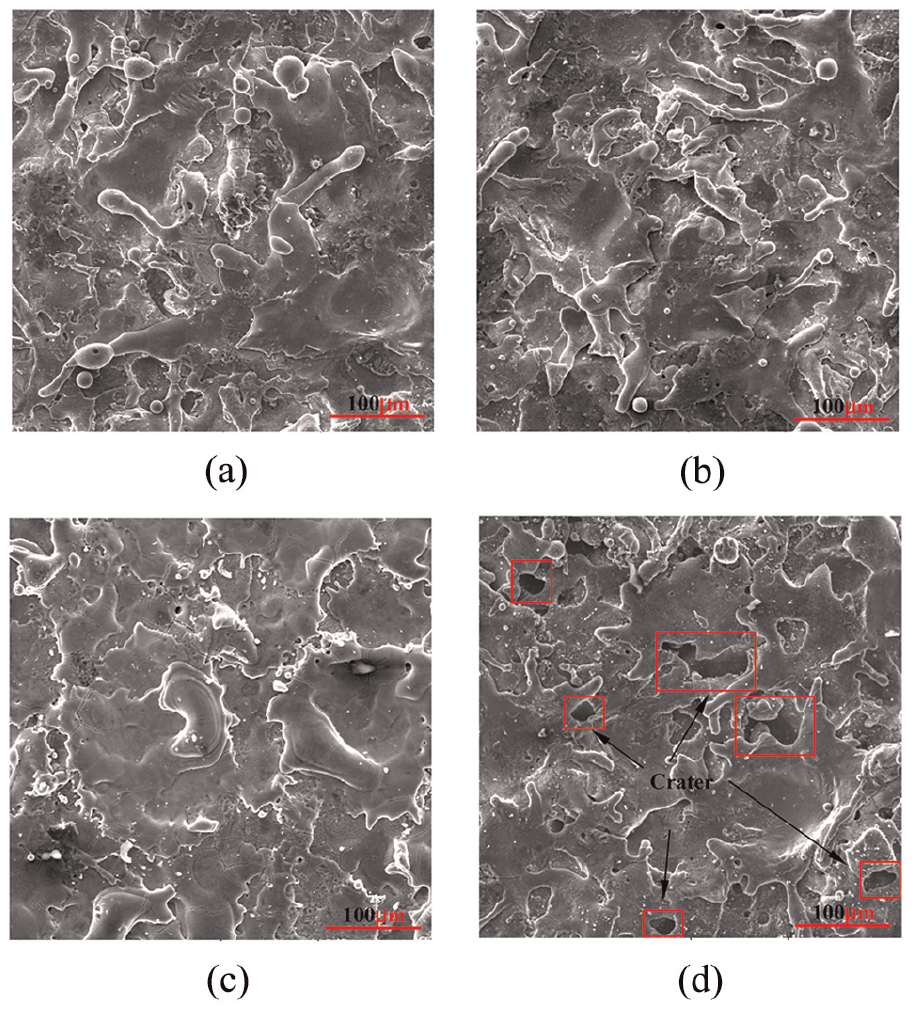
SEM micrograph of modification layer surface at (a) Ie = 6.6 A, ton = 60 μs, toff = 50 μs; (b) Ie = 6.6 A, ton = 60 μs, toff = 80 μs; (c) Ie = 6.6 A, ton = 60 μs, toff = 100 μs; and (d) Ie = 6.6 A, ton = 60 μs, toff = 120 μs.
As shown in Figure 5(a) and (d), there are lots of holes and porous petal-shaped microstructures. It can be clearly observed from Figure 5(b) and (c) that the petal-shaped microstructures are more denser, thicker and similar than those in Figure 5(a) and (d). At the same time, there are more thicker branch microstructures. As a consequence, the modification microstructures in Figure 5(b) and (c) are better than those in Figure 5(a) and (d).
Polarity and electrode
To compare the effect of polarity and electrode on surface modification, some experiments are carried out. The relevant processing parameters are as follows: pulse on time ton = 60 μs, pulse interval toff = 100 μs, electrical discharge current Ie = 6.6 A, machining depth is 0.05 mm and workpiece is Ti-6Al-4V alloy.
Figure 6(a) and (b) shows the SEM micrographs of the Ti-6Al-4V surface after modification with graphite at negative and positive polarity. It can be clearly observed from Figure 6(a) that there are lots of overlapping dense petal-shaped reinforcement microstructures. However, there are fewer petal-shaped microstructures in Figure 6(b) and also lots of cracks.
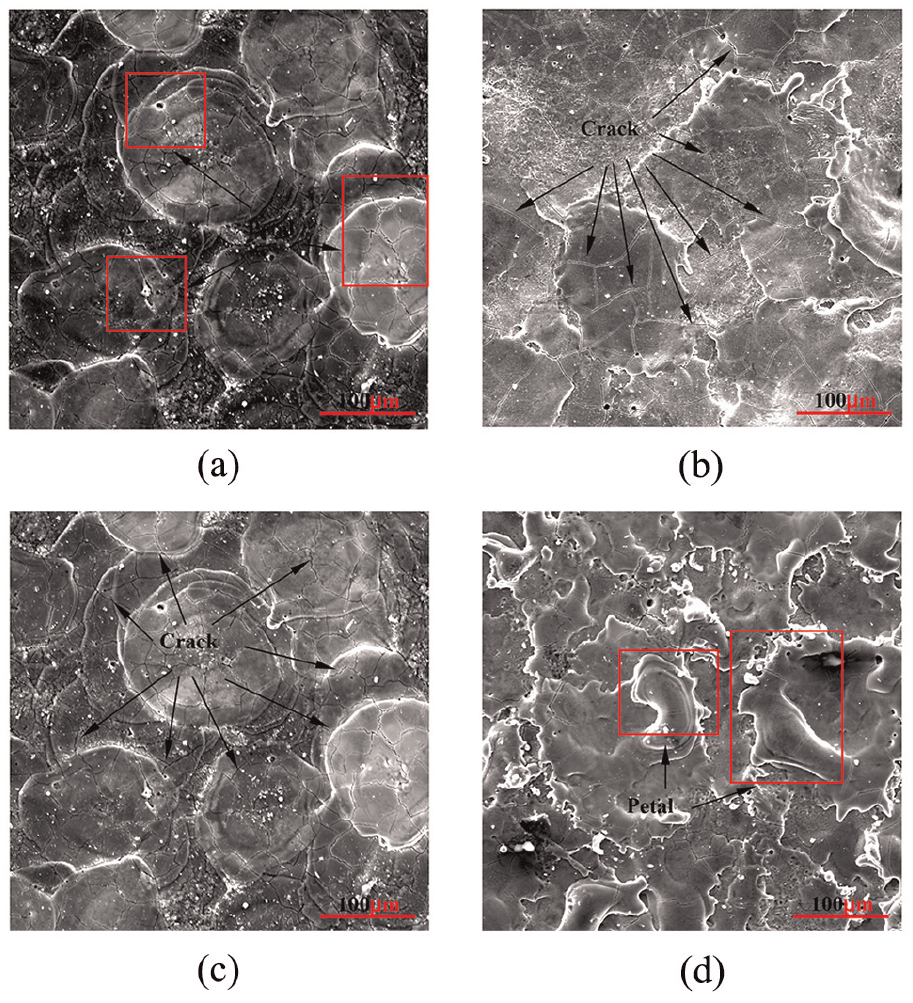
SEM micrograph of modification layer surface at (a) electrode: graphite, polarity: −; (b) electrode: graphite, polarity: +; (c) electrode: copper, polarity: −; and (d) electrode: copper, polarity: +.
Figure 6(c) and (d) shows the SEM micrographs of Ti-6Al-4V surface after modification with copper at negative and positive polarity. It can be clearly observed from Figure 6(c) that there are many turtle sheet concavities with cracks. However, there are petal-shaped microstructures in Figure 6(d).
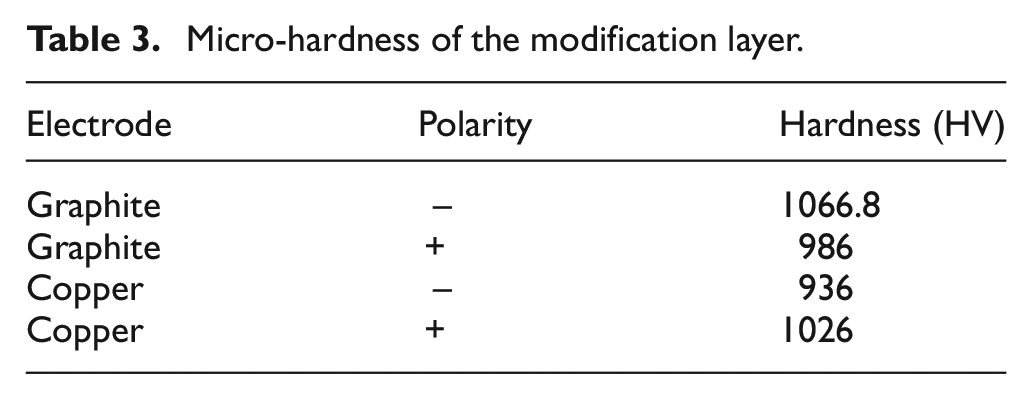
The average hardness of the modification surfaces is listed in Table 3. The results show that the modification microstructures in Figure 6(a) and (d) are better than those in Figure 6(b) and (c).
Micro-hardness of the modification layer.
Properties of the modification layer
Micro-hardness
Micro-hardness test has been carried out. The instrument is a HMV-2T Vickers hardness meter manufactured by Daojin Corp. Japan. The load of measurement is 200 gf. The variations of the average hardness of modification layer with discharge current and pulse on time are, respectively, shown in Figures 7 and 8, Compared to the hardness of the substrate material 430.6 HV, the hardness of modification layer is improved clearly. As shown in Figures 7 and 8, the lowest hardness value of the surface layer is two times more than that of the substrate material.
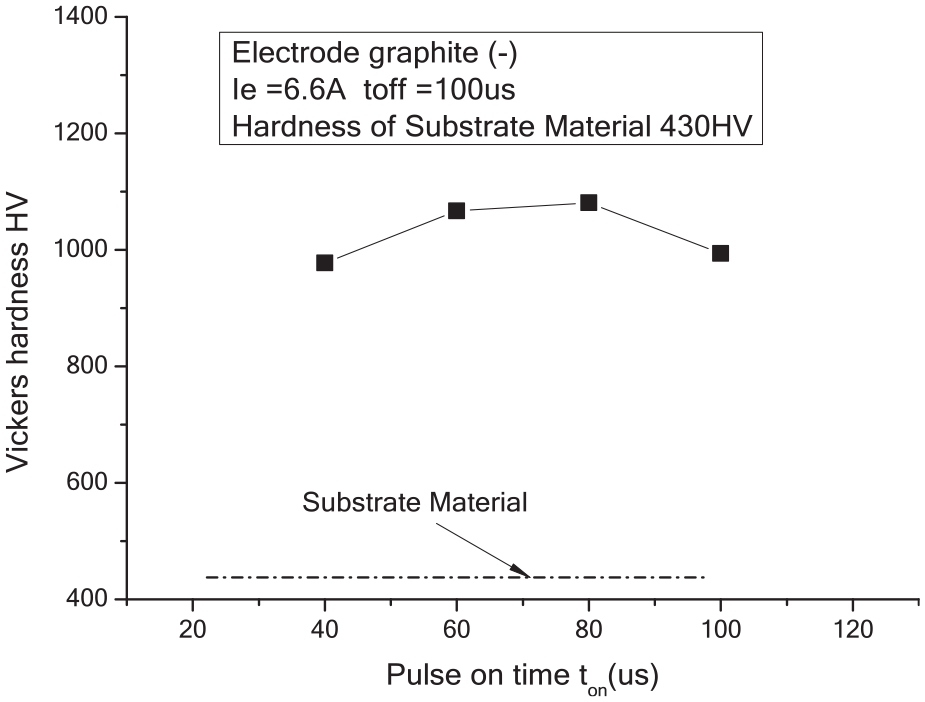
Relationship between average hardness and pulse on time (ton = 40, 60, 80, 100 μs).
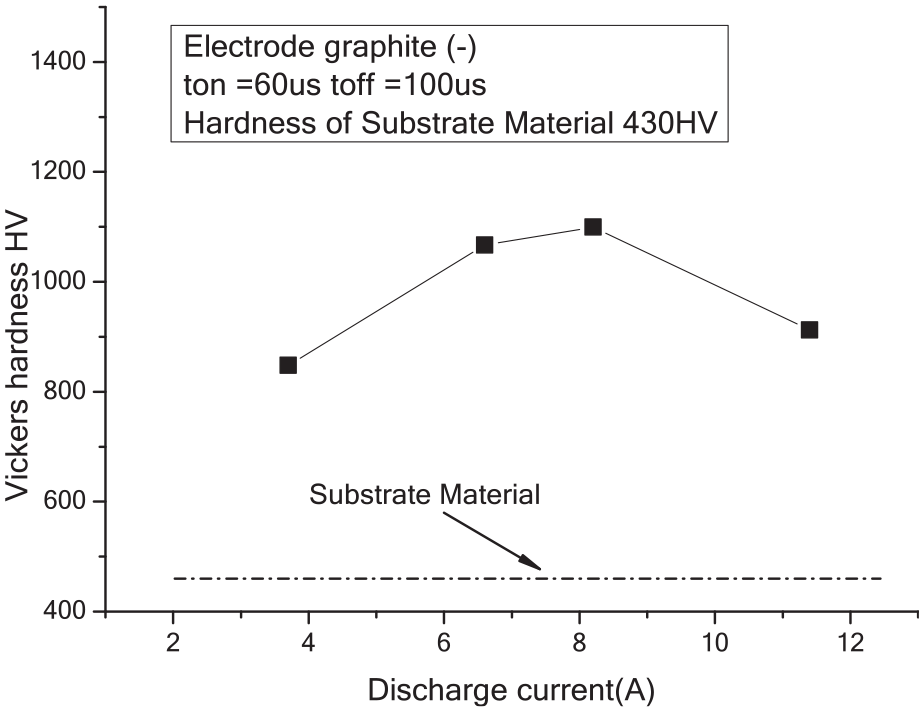
Relationship between average hardness and discharge current (Ie = 3.7, 6.6, 8.2, 11.4 A).
Wear resistance
The wear resistance experiment is conducted in a MM-200 wear testing machine. The hardened rubbing pair is made of GCr15 steel with an average hardness of HRC55. The dimensions of the ring-shaped rubbing pair are 38 mm external diameter and 16 mm inner diameter. Rotational speed of rubbing pair is 200 r/min and the applied load is 100 N. All tests are carried out in the air conditions without lubrication. The experimental time is 6 min. The weight losses are measured, and the instrument is an electronic balance (model: TG328B, manufactured by Shanghai LiNeng Electronic Instrument Co., China) with a sensitivity of ±0.1 mg.
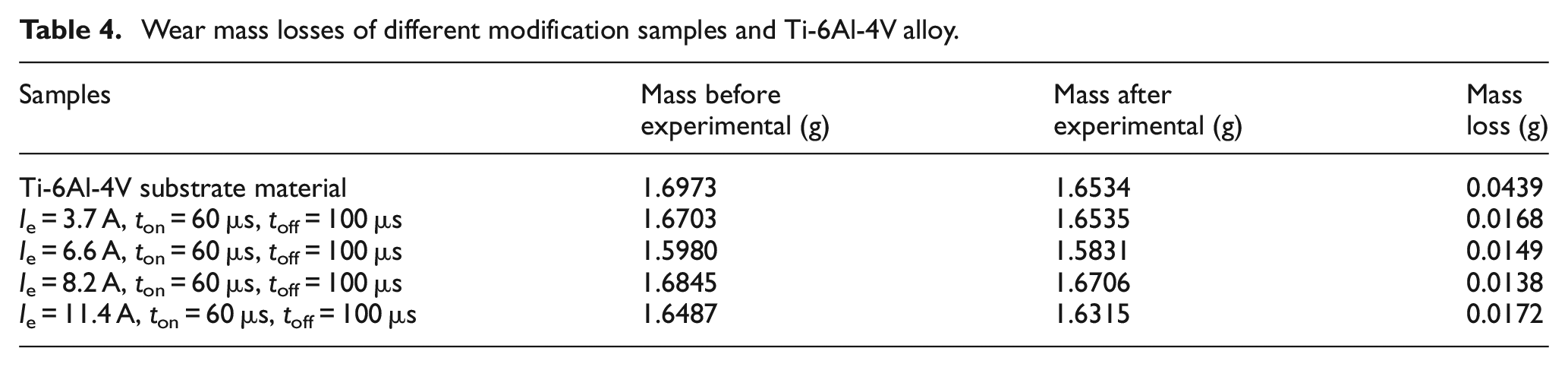
Wear-resistant property testing results are listed in Table 4. The results indicate that the mass loss of the base material is about three times as much as that of the modification layer, which shows that the wear-resistant property of the modification layer was increased greatly. There is a reason that amorphous phase was embedded in the modification layer.
Wear mass losses of different modification samples and Ti-6Al-4V alloy.
Conclusion
This article proposes a new surface modification technology, namely powder-mixed near-dry electrical discharge surface modification. The experimental research wants to verify the surface modification technology and to find a new method to improve the surface properties of Ti-6Al-4V titanium alloy components. The following conclusions are deduced from this study:
This new technology of electrical discharge surface modification could be applied to improve the performance of Ti-6Al-4V titanium alloy as conventional electrical discharge coating with kerosene or mineral oil. Experimental results showed that the better range of EDM process parameters are peak current at 6.6–8.2 A, pulse duration at 50—80 μs and pulse interval at 80–100 μs.
The experimental results showed that the polarity and electrode also had a direct influence on the layer performance. Comparing different polarity processing, it is found that graphite electrode is suitable for negative polarity processing and copper electrode is suitable for positive polarity processing.
This article is devoted to the improvement of the surface hardness and the surface wear resistance of titanium alloy. The current workload has not yet reached the purpose of the individual’s research, and the next step will be to carry out in-depth study on the failure of the reinforcement layer and the surface toughness after the surface vibration of the titanium alloy.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful to acknowledge the financial support by National Natural Science Foundation of China (Grant nos 11602173 and 51305301).