
Abstract
Taking full advantage of what laser cutting technology offers in terms of achieving superb quality cuts at low cost and high production rates requires the optimization of laser cutting parameters. This implies the need to formulate and solve different laser cutting optimization problems. In this article, an optimization model for CO2 laser cutting of mild steel is developed. The laser cutting optimization problem was explicitly formulated as a single-objective optimization problem with five non-linear constraints of the equality, inequality and range type. The goal was to determine the laser cutting parameter values so as to maximize the material removal rate while simultaneously considering practical process constraints related to dross formation, kerf width, perpendicularity deviation, surface roughness and severance energy. Two crossed experimental designs of different resolutions were performed in order to define six mathematical models, which were used in the formulation of the optimization problem. For the purpose of optimization, the exhaustive iterative search algorithm was applied, since it determines solutions whose optimality is guaranteed in the given discrete space of input variable values. The practical usability of the developed laser cutting optimization model and the effectiveness of the applied optimization approach were proved while solving a real case study aimed at the optimization of laser cutting parameters for cutting parts for the furnace industry.
Introduction
Laser cutting is a thermal process for contour non-contact cutting of a wide spectrum of engineering materials, including stainless steel, titanium, aluminum and its alloys, as well as non-metallic materials such as wood, glass, plastics, ceramics and composites. 1 The synergy of high cut quality, squared edges and a narrow kerf, high productivity and cost effectiveness has made laser cutting technology one of the most widely used non-conventional machining processes in modern manufacturing, which requires reliability, accuracy, efficiency, production flexibility and competitive prices.
By focusing a laser beam onto a workpiece material, a high power density of 108–1014 W/cm2 is achieved, 2 which results in rapid melting and/or evaporation of the workpiece throughout the material thickness, creating a melt film on the cutting front. In order to protect the focusing optics from spatter, achieve efficient melt ejection from the cutting zone and prevent melt attachment to the lower cutting zone (dross formation), a coaxial jet of inert or active assist gas is used. Thus, a desired cut is obtained by moving the laser beam at a specified speed (feed) along a given contour. By altering only some of the most important process parameters, such as laser power, cutting speed, type, pressure and purity of the assist gas, multiple and interdependent physical processes, such as beam absorption, the fluid dynamics of the assist gas and cut front characteristics are affected, which ultimately defines the laser cutting results. 3 Steen and Mazumder 4 considered laser cutting as an expertise-demanding, multi-input–multi-output process, sometimes difficult to understand regarding the interrelationships between all the parameters involved.
Since multiple parameters affect the final result in terms of productivity or quality, 5 the selection of the most suitable set of main process parameter values is a very important issue in laser cutting. 6 An inadequate selection of process parameter values may lead to undesirable process conditions, which result in dross formation, excessive generation of residual stresses, huge heat-affected zones (HAZs), erosions of non-uniform width and depth along the cut surface, coarse striation pattern, side burning and so on. Thus, the quality of the final part is reduced and, moreover, the laser cutting technology capabilities are underutilized. Given this in mind, the laser cutting tuning process is a critical step during the process design before its industrial application. 7
The main process parameters are pre-selected with respect to the workpiece material type (optical and thermal properties), material thickness and applied laser cutting method. However, imposed cut quality characteristics, productivity and cost issues often require their fine adjustment, that is, optimization of laser cutting parameter values. Out of the four main approaches for the selection of laser cutting parameters that are typical for the manufacturing practice, including trial and error, Taguchi method, continual and discrete optimization, 8 the continual optimization approach stands out as a higher level approach, which ensures taking full advantage of laser technology for contour cutting. This approach consists of planning and performing an experimental investigation upon which the obtained data are used for developing empirical models for establishing mathematical relationships between inputs (process parameters) and outputs (cut quality characteristics, cost, productivity) in terms of mathematical equations. A number of researchers have used this integrated approach for the optimization of the laser cutting process of various workpiece materials and thicknesses with respect to different objective functions (criteria).
In laser cutting, the most commonly used optimization criteria are related to kerf geometrical characteristics, such as kerf width, kerf taper and kerf deviation. Kerf width indicates the degree of accuracy of the actual laser cutting process 9 and it has been used by many researchers including the most recent laser cutting optimization studies based on the use of empirical models.9–18 Likewise, material removal rate (MRR) was also used as an objective criterion.13,14 It defines production rate and is closely related to cutting time and cost.9,19,20 Other cut quality characteristics, such as surface roughness, the width of HAZ and dross formation, were also used in optimization studies as primary objective criteria.6,18,21–25
From the literature review, it can be observed that the majority of laser cutting optimization research studies examined Nd:YAG laser cutting of aluminum alloys and stainless steel sheets of smaller thicknesses. Also, the majority of previous optimization studies considered simultaneous or separate optimization of two or more objective functions. Table 1 summarizes the most relevant information regarding the formulation of the aforementioned laser cutting optimization studies.
The details of the previous laser cutting optimization studies.
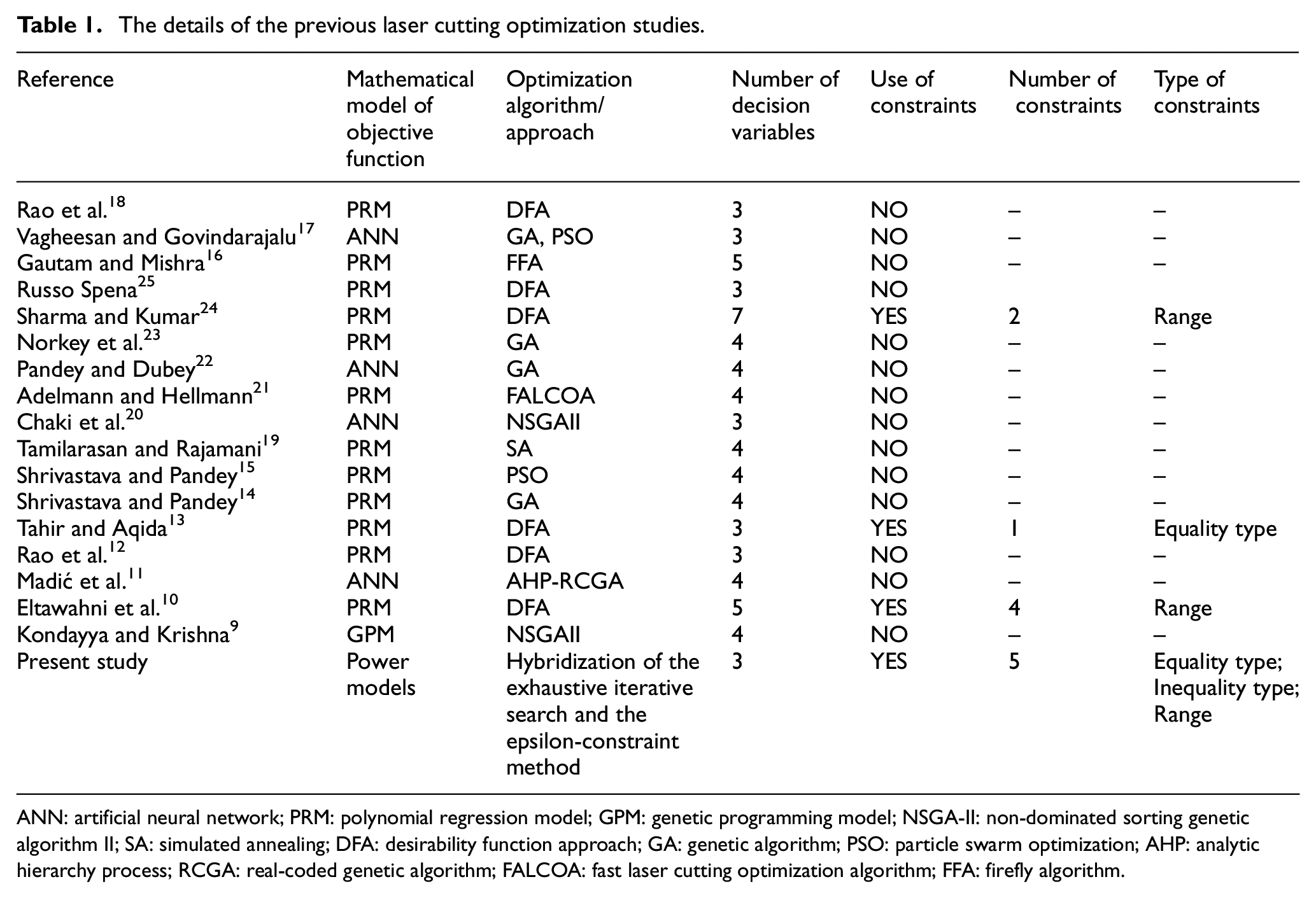
ANN: artificial neural network; PRM: polynomial regression model; GPM: genetic programming model; NSGA-II: non-dominated sorting genetic algorithm II; SA: simulated annealing; DFA: desirability function approach; GA: genetic algorithm; PSO: particle swarm optimization; AHP: analytic hierarchy process; RCGA: real-coded genetic algorithm; FALCOA: fast laser cutting optimization algorithm; FFA: firefly algorithm.
Numerous applications of different methods, techniques and approaches for modeling, simulation, and optimization of other laser machining and additive processes, such as laser cladding,7,26 laser brazing, 27 laser sintering, 28 waterjet-guided laser cutting, 29 hybrid laser–waterjet micromachining 30 and so on, confirm the current importance of laser optimization studies aimed at quality, productivity and process efficiency improvement.
Unlike the majority of previous laser cutting optimization studies, in this study, a considerable number of constraints are included in the optimization model because of their practical significance. Given that a particular value for a given performance characteristic can be obtained with a number of different combinations of laser cutting parameter values and the fact that the optimal combination of laser cutting parameter values for a given performance characteristic is not, as a rule, even closely optimal for other performance characteristics, 31 the best way to reach the optimal laser cutting conditions is to formulate single- or multi-objective laser cutting optimization problems with range constraints as well as constraints of the equality and inequality type. Such an approach for laser cutting optimization is justified since the effect of a given parameter on the given performance characteristic can change drastically when the value of some other parameter changes and because of significant higher-order interaction effects that are typical for laser cutting processes.
In this study, the laser cutting optimization problem was explicitly formulated as a single-objective optimization problem. However, the determination of the optimal laser cutting parameter values involved the consideration of five non-linear process constraints of the equality and inequality type as well as range constraints. The optimization goal was to determine the laser cutting parameter values so as to maximize MRR while fulfilling the imposed constraints related to dross-free cutting, obtaining pre-specified kerf widths and laser cut quality classes in terms of surface roughness and perpendicularity deviation (as per ISO standard). Experimental data obtained upon performing the two crossed experimental designs of different resolutions were used to define mathematical models that were in turn used in the formulation of the laser cutting optimization problem. The determination of the optimized laser cutting condition was performed using the developed software tool for the laser cutting process control. In essence, the optimization process is based on the exhaustive iterative search algorithm that guarantees the optimality of a determined solution in a given discrete search space, which is a great advantage over the use of metaheuristic algorithms. 32 The demonstration of the practical use of the developed laser cutting optimization model was illustrated while determining the optimal laser cutting parameter values in a real manufacturing environment for cutting parts for the furnace industry.
Experimental conditions and cut quality characteristics
Workpiece material and experimental setup
A commercial steel sheet (S235JRG2) with the thickness of 2 mm was used for cutting specimens in the laser cutting experimentation. This is a low-alloy carbon steel mainly used in riveted, bolted or welded construction applications for containers, vessels and tanks. The chemical composition is 0.2% (max) C, 0.55 (max) Si, 1.4% (max) Mn, 0.045 (max) P, 0.045 (max) S, 0.02 (min) Al, 0.48 (max) Cr + Mo + Ni.
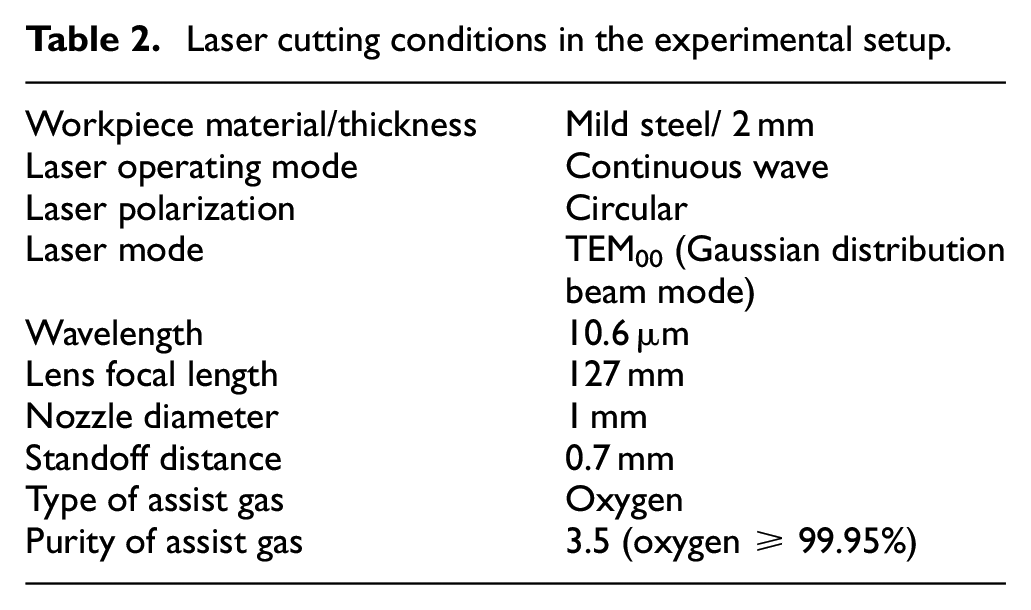
The laser cutting experiment was performed in a real industrial environment using the Bystronic ByVention 3015 CNC laser cutting machine with the maximal power of 2.2 kW. The machine has a working table with the dimensions of 1562 mm × 772 mm and the simultaneous cutting head positioning speed of 140 m/min. Positional accuracy and repeatability are 0.1 and 0.05 mm, respectively. Other relevant experimental details are given in Table 2.
Laser cutting conditions in the experimental setup.
Cut quality characteristics
There are a number of criteria for the assessment of laser cut quality (Figure 1). Depending on the given job shop, manufacturers use different sets of criteria that differ from one another in terms of relative significance. One of the most significant criteria is dross (burr). It represents solidified melt, in the form of small solid elongated droplets or coarse needle layers, which was not completely removed from the cutting zone during the process but remained at the bottom cutting edge. Dross can be a health and safety problem (because of sharp edges) from the aesthetic and engineering point of view. 33
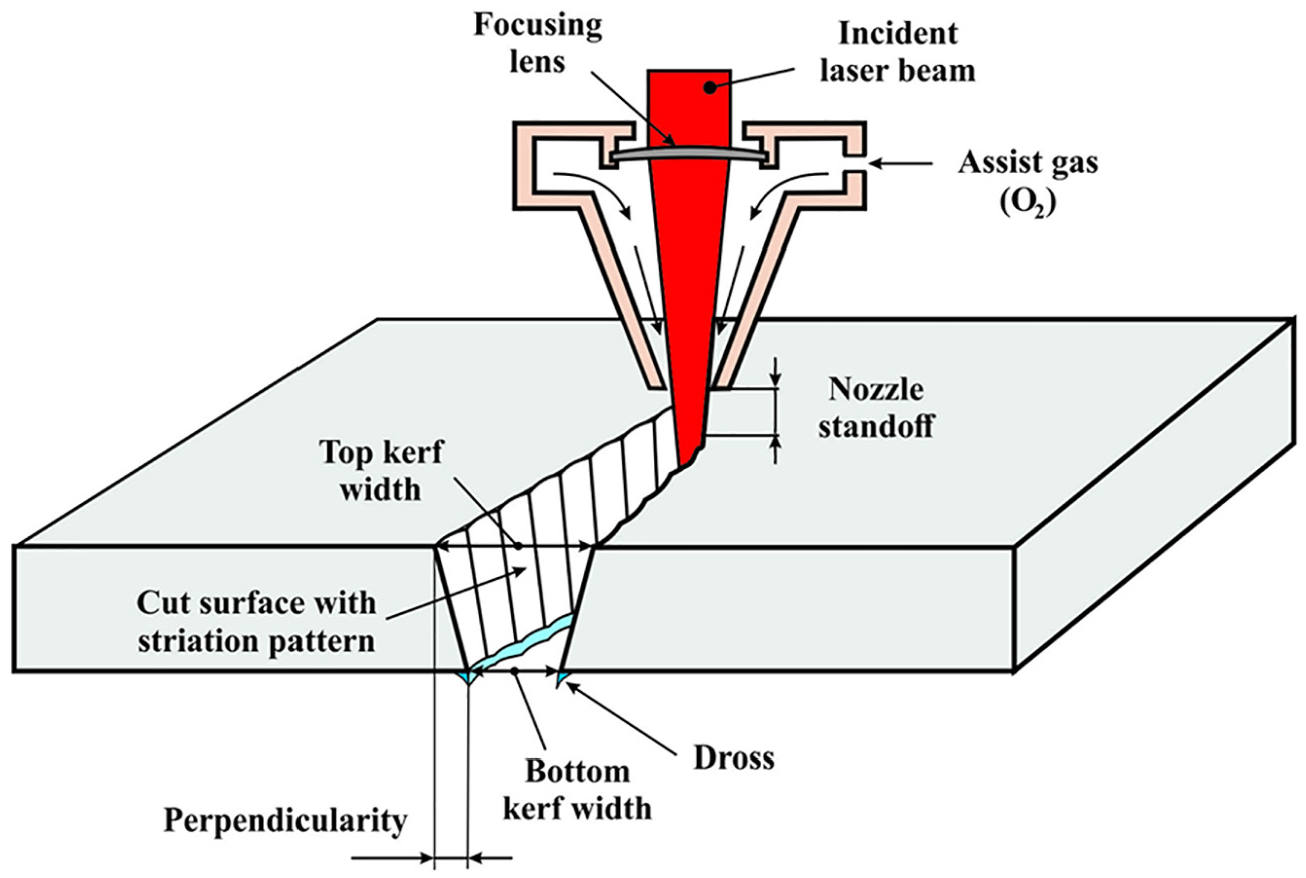
Cut quality characteristics considered in the formulation of the optimization problem.
Besides dross, two other important criteria usually used for assessing laser cut quality in practice are perpendicularity tolerance and surface roughness. Perpendicularity represents the greatest distance between the actual surface and the intended surface. The appearance of a cone cut in laser cutting is affected by several factors, primarily by the focal length of the lens, focus position, workpiece material properties, laser beam polarization and cutting speed. The minimization of perpendicularity deviation is critical for achieving close dimensional tolerances for subsequent processing applications, such as welding and bending.
Surface roughness refers to unevenness or irregularity of the surface profile. The assessment of surface roughness contains the shape and size of unevenness, and in practice, it is reduced to the analysis of individual sections of the cut surface. The mean height of the profile (Rz) and the arithmetical mean roughness (Ra) are the two mostly used parameters for surface roughness assessment. For some specific applications, surface roughness is of great practical importance as it can affect fit up, tolerances, friction and wear, fatigue life, corrosion, thermal conductivity and so on.33–35
The EN ISO 9013 standard 36 defines specifications for perpendicularity tolerance, surface roughness and dross for the classification of thermal cuts. It refers also to laser cuts for workpiece thicknesses from 0.5 to 32 mm. Considering the perpendicularity of cut and surface roughness, this standard defines three groups of laser cuts: Class 1, Class 2 and Class 3. The maximal allowable perpendicularity deviations and maximal surface roughness values for each class are given as functions of workpiece material thickness.
In the conducted experimental investigation, for the assessment of the perpendicularity of cut, surface roughness and dross, measuring conditions, number and location of measuring points and measuring procedure were in accordance with the EN ISO 9013 standard. 36 An optical coordinate measuring device Mitutoyo (type: QSL-200Z) with the resolution of 0.5 µm was used for the inspection of dross formation and kerf width measurements upon which the perpendicularity deviation of each cut was calculated. The measurements of surface roughness were made using a digital, stylus-type measuring instrument MarSurf-XR1.
Design of experiment
The conducted experimental investigation comprises two crossed experimental designs. The first experimental design of lower resolution was Taguchi’s L25 orthogonal array and the second, of higher resolution, was the full factorial design 33. Thus, combined experimental designs were aimed at covering a larger experimental hyper-space and providing experimental data for establishing mathematical relationships between laser cutting parameters and considered performances (surface roughness, kerf width, perpendicularity deviation, dross formation and MRR). The sheet with specimens that were cut in both experimental designs is given in Figure 2.
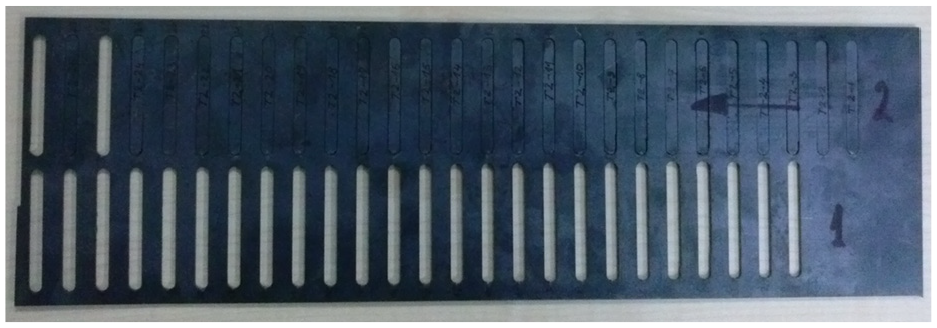
Sheet with specimens obtained after laser cutting.
Based on the pre-analysis and pilot experimentation, laser power, cutting speed and assist gas pressure were considered in the experimentation as these parameters significantly affect laser–oxygen cutting of mild steel. In the first experimental design, laser power (P), cutting speed (v) and assist gas pressure (p) were varied at five levels: P = 0.7, 0.9, 1.1, 1.3 and 1.5 kW; p = 3, 4, 5, 6 and 7 bar; v = 3, 4, 5, 6 and 7 m/min. In the second experimental design, laser cutting parameters were varied at three levels: P = 0.9, 1.1 and 1.3 kW; p = 3, 5 and 7 bar; v = 3, 5 and 7 m/min. In total, 52 experimental trials with different combinations of laser cutting parameters were conducted, with dross formation observed in 12 trials (Figure 3).
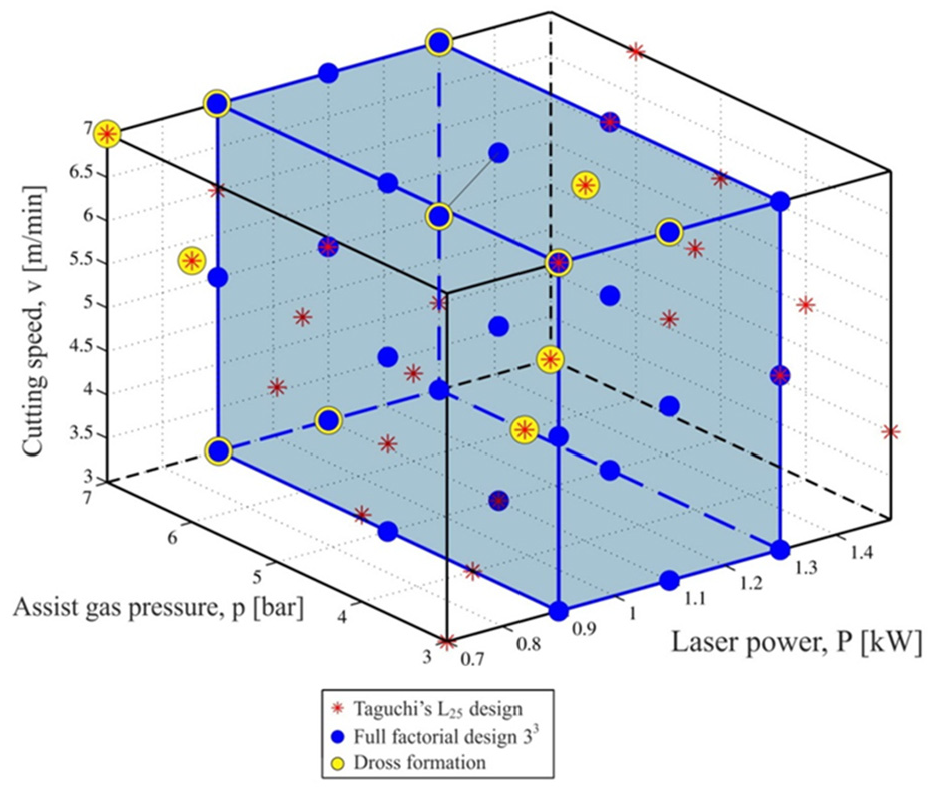
Covered experimental hyper-space in the performed experimental investigation.
After measurements of considered cut quality characteristics, as well as calculation of MRR, it was observed that no single combination of laser cutting parameters is optimal in terms of the imposed criteria. These findings necessitated the formulation and solving of a laser cutting optimization problem so as to determine the laser cutting parameter values that would bring together desired objectives. In terms of complex laser cutting process physics, that is, interactions between the beam, reactive assist gas (oxygen) and workpiece material, the imposed goal is to balance cutting speed with assist gas pressure (flow) and laser power so as to ensure stable and efficient melting and blowing of molten material from the cutting zone, which at the end should result in high cut quality and productivity. As noted by Riveiro et al., 5 both processes, melting and blowing, must be balanced; the preponderance of one of them will make the process non-viable or significantly reduce the quality of the resulting part. Moreover, in laser reactive fusion cutting, the assist gas not only creates a drag force to eject the molten material from the kerf but also reacts with the molten material contributing to the energy input to the cutting zone.
Laser cutting optimization model
Decision variables
In the developed laser cutting optimization model, three decision (independent) variables are considered: cutting speed (v), laser power (P) and assist gas pressure (p). These parameters predominantly affect the actual laser cutting process, that is, their main and interaction effects have a different impact on cut quality characteristics and MRR to a greater or lesser degree.
Objective function
MRR is considered as the objective function in the developed laser cutting optimization model. It can be estimated as

where v (m/min) is the cutting speed, s (mm) is the workpiece material thickness and w (mm) is the kerf width.
The kerf width (w) is related to the laser cutting parameters considered in the experimentation by the following empirical model

where v (m/min) is the cutting speed, P (kW) is the laser power, p (bar) is the assist gas pressure and K1, α1, β1 and γ1 are the empirical constants determined using experimental data.
Optimization model constraints
The selection of the set of optimal laser cutting parameter values is affected by certain constraints related to the pre-specified cut quality characteristics that are to be met for the given part being cut by laser. Also, in the first place, the bottom and top permissible limits of laser cutting parameters, which define the covered experimental hyper-space, and in which the derived mathematical models are valid, are to be taken into account

The perpendicularity deviation (u) can be expressed as a function of the laser cutting parameters via the following mathematical model

where v (m/min) is the cutting speed, P (kW) is the laser power, p (bar) is the assist gas pressure and K2, α2, β2 and γ2 are the empirical constants determined using experimental data.
In a similar way, the surface roughness (Rz) can be expressed as a function of the laser cutting parameters via the following mathematical model

where v (m/min) is the cutting speed, P (kW) is the laser power, p (bar) is the assist gas pressure and K3, α3, β3 and γ3 are the empirical constants determined using experimental data.
In the conducted experimental study, the definition of dross-free cutting was formulated based on the analysis of severance energy, that is, the energy required per unit area of material severed by the laser beam. 26 Namely, after comprehensive analysis of all specimens and calculation of severance energies in all experimental trials, it turned out that in the conditions of high severance energies, layers of melted and resolidified material adhered to the lower cut edge. However, in the conditions of too low severance energies, there was not enough energy for the efficient melting of the material. Between these extreme values, a regular striation pattern was generated on the surface of the cut without dross formation at the lower cutting edge (Figure 4).
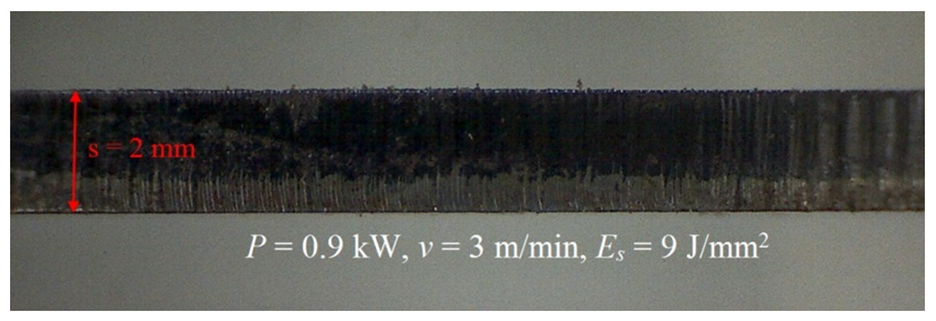
Cut surface pattern with striation morphology and calculated severance energy (Es).
However, it has to be noted that for these intermediate values of severance energies, the use of high assist gas pressures resulted in dross formation. The reason for this is the fact that severance energy was increased with increased oxygen pressure since oxygen reacts exothermically with the material being cut. 37 As noted by Chen et al., 38 when gas pressure increases, so does the molar density of the oxygen, resulting in increased oxygen flux and thus enhancing the reaction. After comprehensive analysis of experimental results and estimation of severance energy (Es) for all experimental trials, the following constraint was derived for defining dross-free cutting regions

The last constraint in the developed laser cutting optimization model is related to kerf width. In laser cutting, the goal is either to achieve the minimal kerf width, because of material savings, or to achieve a pre-specified kerf width value since part programming would be simplified. The reduced kerf width also makes the production of arbitrary contours more feasible. 39 In the proposed laser cutting optimization model, a constraint of the equality type was formulated as

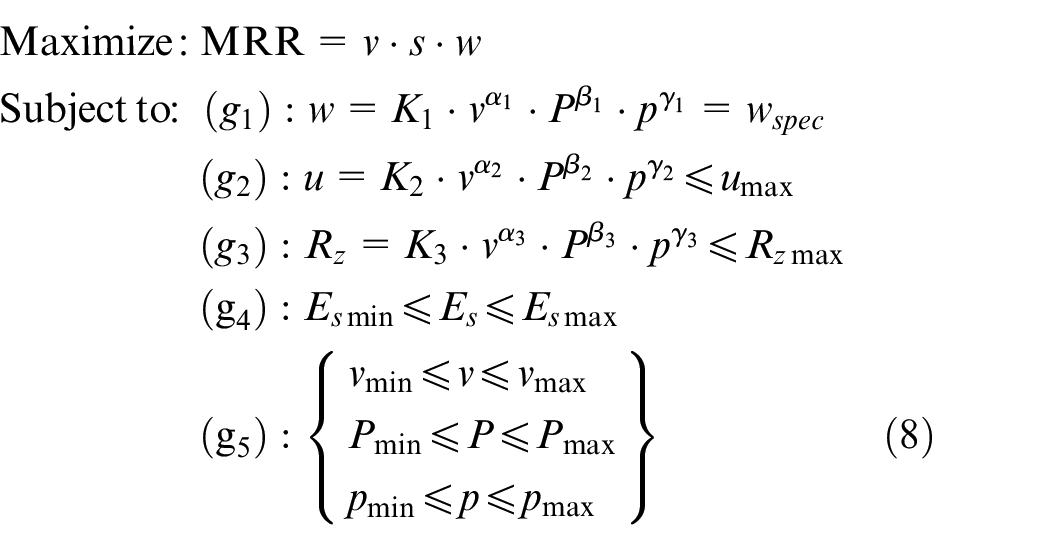
Considering all of the above, the developed laser cutting optimization model can be expressed with the following formulation
Results and discussion
Case study
The goal of the formulation and solving of the laser cutting optimization problem with constraints was to determine the set of main laser cutting parameter values that are to be used for cutting parts made of mild steel with the thickness of 2 mm (Figure 5). The part being cut represents a constitutive element (channel) of the air distribution chamber of the furnace.
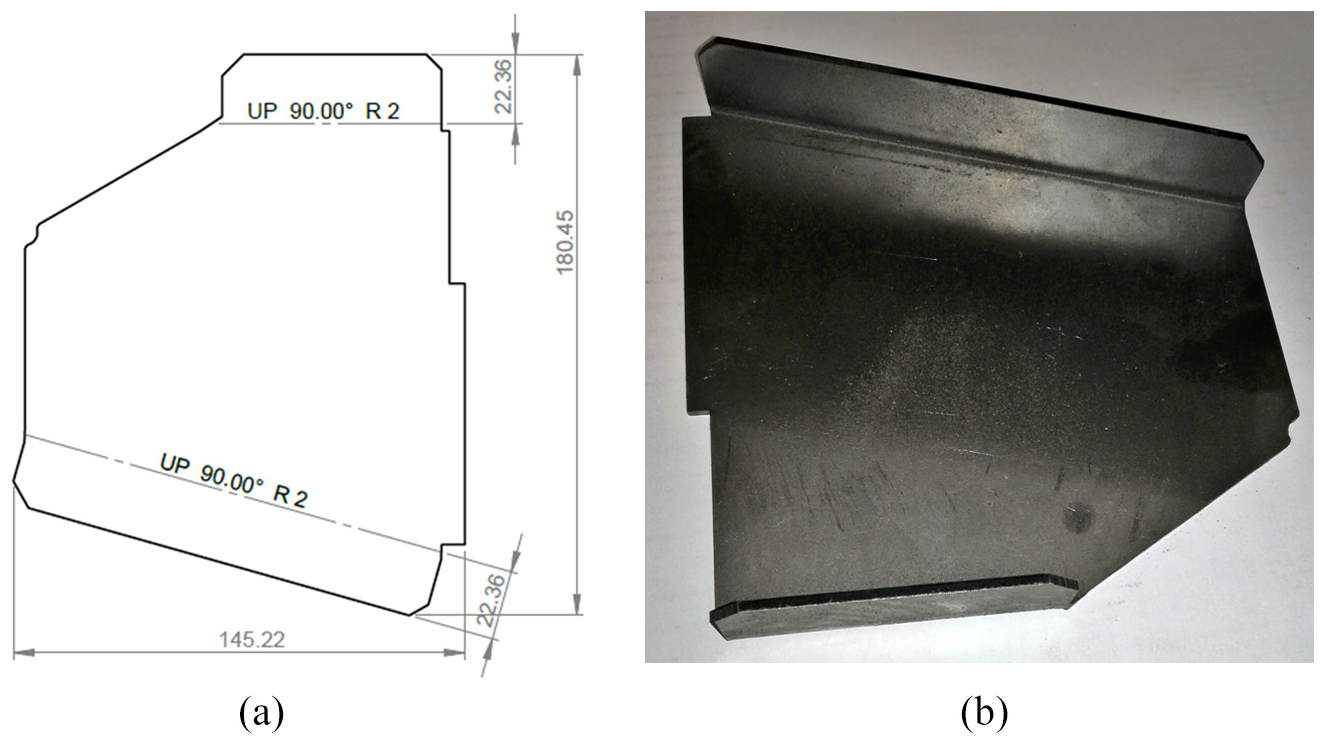
Part to be cut by laser: (a) technical drawing and (b) part after laser cutting and bending.
Since it is mandatory to fulfill production tolerances in the bending process, which follows the laser cutting process, the formulation and inclusion of constraints in the optimization model was a necessary step. Actually, for this particular job, one needs to consider the manufacturer’s goal to maximize MRR so as to minimize cutting time and free the machine for other jobs. At the same time, it is of utmost importance to meet the imposed requirements regarding the cut quality characteristics and prevent dross formation. Its total fulfillment without the need to rework completed parts means both customer satisfaction and cost savings for the manufacturer. With the application of the developed laser cutting optimization model, the task would be to find the optimal laser cutting conditions so as to maximize MRR and meet the pre-specified cut quality standards and technological requirements.
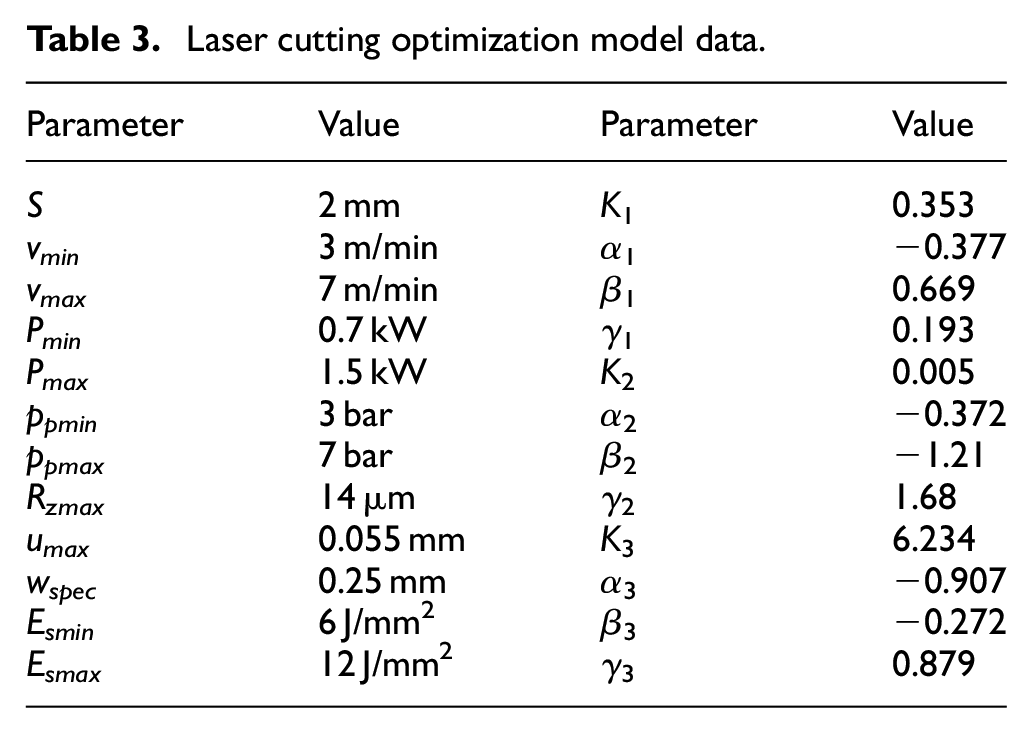
As per the EN ISO standard, the cut quality regarding surface roughness and perpendicularity deviation should belong to Class 1. With regard to this, the maximal allowable perpendicularity deviation (umax) and maximal allowable surface roughness (Rzmax) values were determined. The values of empirical constants were statistically determined on the basis of the experimentally obtained data. The upper and lower limits of the main laser cutting parameters, empirical constants and other relevant data for the developed optimization model are summarized in Table 3.
Laser cutting optimization model data.
Optimization results
To solve the developed laser cutting optimization model (equation (8)), while using the constants and coefficients related to this particular case study (Table 3), an optimization approach based on the use of the exhaustive iterative search algorithm was applied.32,40 This optimization approach was attempted as it represents a parameter-free optimization approach for determining a near optimal optimization solution in a huge solution space at the cost of performing a large number of computations.
For solving the developed laser cutting optimization problem with the constraints formulated in equation (8), a software tool for the laser cutting process control was used. 40 As a result of the optimization process, the maximal feasible MRR value of 2944 mm3/min was obtained with the following laser cutting parameter values: v = 5.89 m/min, P = 1.18 kW and p = 3.01 bar. The determined optimal solution, along with the values of constraints, is given in Table 4.
Detailed optimization results.
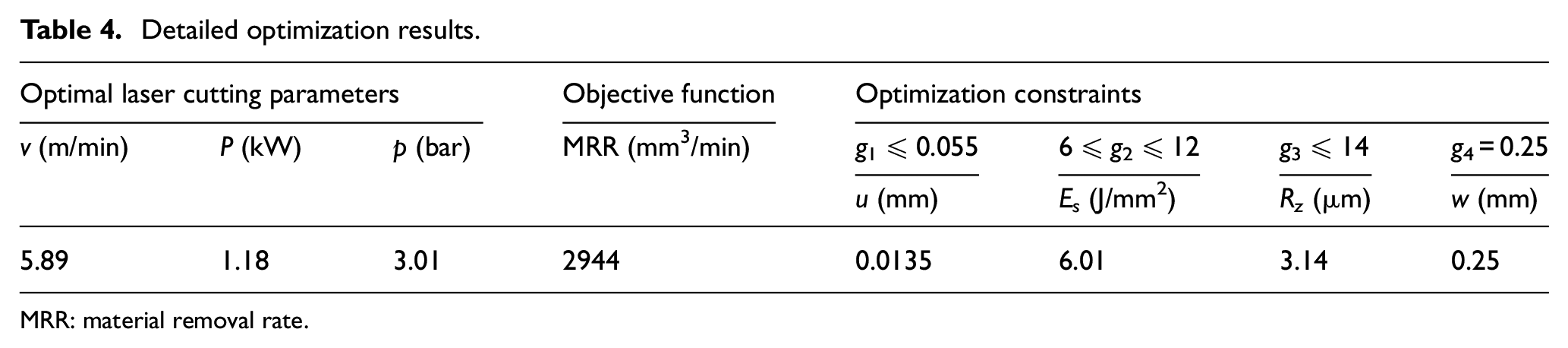
MRR: material removal rate.
The optimization result suggests the use of low oxygen pressure (3 bar), which is beneficial from both the economical and the aspect of process repeatability. This observation is in agreement with previous findings and experimental results. Namely, as oxygen pressure is increased, the exothermic reaction is enhanced, 41 which increases the amount of material being melted resulting in wider kerf widths. It has also been experimentally confirmed that kerf widening is particularly evident when using higher laser power levels. 42 In an extreme case, a further increase in the gas pressure during reactive laser fusion cutting may produce poor cut quality and dross formation due to excessive burning effects. 43 Finally, regarding the cut surface roughness, it has been previously observed that the turbulence within the molten metal is increased with the increase in oxygen pressure. 6 The obtained optimization results are in accordance with the previously mentioned observation.
In an experimental study, Powell et al. 44 found that at intermediate cutting speeds (about 5.5 m/min), the cut front angle increases, hence the area of the laser-cut front interaction increases, that is, the cutting front acquires more energy from the laser. Consequently, melt temperature is increased while viscosity is decreased, which results in melt flow with the lowest turbulence. It has also been previously observed that an increase in cutting speed results in a reduction in kerf width. 45 In relation to the aforementioned, the obtained optimization result confirms previous findings.
The obtained optimization results suggest the use of a combination of high cutting speed and low to intermediate laser power and this is in agreement with the results of Lamikiz et al. 46 Namely, such a combination yields the minimum amount of thermal damage to the part being cut and limits the generation of the residual stresses, which is beneficial for preventing distortions of the sheet metal after being subjected to the bending process. 47
Although the obtained optimization solution can be verified with a trivial calculation using the empirical models (equations (4)–(8)) and the constants from Table 3, the practical verification was performed by conducting three experimental trials under the optimal laser cutting conditions. The comparison of the optimization results with the averaged experimental measurements of considered cut quality characteristics is given in Table 5.
Comparison of the optimization results and the validation results from three experimental trials.

MRR: material removal rate.
Note that there is a slight difference in the objective function value, that is, MRR, because of the difference in kerf width values. The differences in other cut quality characteristics reached acceptable levels indicating a high degree of repeatability of the CO2 laser cutting process. Consequently, it can be argued that the validation experimental trials confirmed the practical capability of the developed laser cutting optimization model for determining the optimal laser cutting condition.
Finally, in order to address the variation of the outcome, that is, the difference between the optimization results and the experimental results over the entire objective function space, two experimental trials, each with three replicates, were conducted. The first experimental trial considered laser cutting conditions (v = 3 m/min, P = 0.7 kW and p = 3 bar), which correspond to the minimal MRR of 1363 mm3/min. The second experimental trial considered laser cutting conditions (v = 4.32 m/min, P = 0.92 kW and p = 3.83 bar), which correspond to the mean MRR of 2153 mm3/min. The results from Table 6 show reasonable agreement between the optimization and the experimental results for different laser cutting conditions.
Comparison of the optimization results and the experimental results for additional laser cutting conditions.
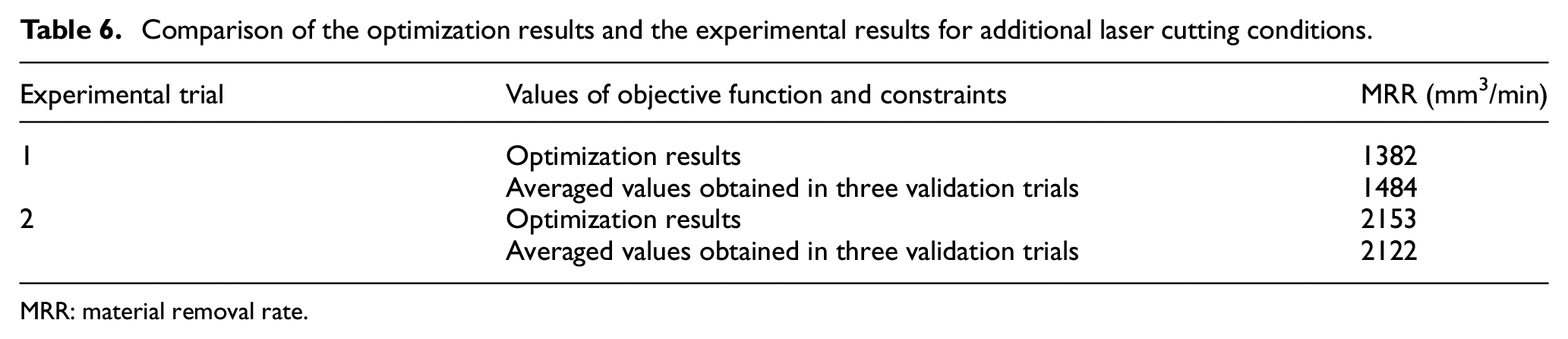
MRR: material removal rate.
Conclusion
In this article, an optimization model with non-linear constraints for CO2 laser–oxygen cutting of mild steel was developed. The goal was to determine the optimized laser cutting conditions so as to maximize MRR while considering five non-linear constraints of the equality, inequality and range type related to cut quality characteristics and permissible values of laser cutting parameters. An optimization approach based on the use of the exhaustive iterative search algorithm was applied to solve the developed optimization problem. Since laser cutting optimization problems may consider non-smooth and non-convex objective functions in terms of decision variables of continuous and discrete type as well as different non-linear and linear constraints of the equality, inequality and range type, the proposed optimization approach seems justified. The main findings can be summarized as follows:
The obtained optimization results in terms of the main laser cutting parameter values are in agreement with previous findings and observations;
Considering the techno-technological limitations of the laser cutting machine with regard to the sets of possible discrete values of laser cutting parameters that can be adjusted on the laser cutting machine, the application of the exhaustive iterative search algorithm seems justified;
The optimization process proved that the presented optimization approach was able to provide a feasible optimization solution within a reasonable computational time;
The practical usability of the developed laser cutting optimization model and the effectiveness of the applied optimization approach were proved through a real case study of laser cutting of parts for the furnace industry;
For the considered case study, the obtained optimized laser cutting parameter values were easily set and recorded in the technology table from which the NC program was supplied with the necessary values of laser cutting parameters such as cutting speed, laser power and assist gas pressure.
For future research, the developed laser cutting optimization model can be conveniently extended to multi-objective and Pareto-constrained optimization problems. In addition, it may be used as a basis for the formulation of laser cutting optimization problems for different laser cutting methods, workpiece materials and laser sources such as CO2, fiber, Nd:YAG and so on.
Finally, the developed laser cutting optimization problem with five non-linear constraints may serve as a benchmark optimization problem to validate other optimization methods and metaheuristic algorithms.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.