
Abstract
Weak-stiffness structures are difficult to be machined because of their low stiffness, large deformation and poor stability through conventional machining. Ultrasonic-assisted machining has the superiority of reducing cutting force and increasing stiffness, which can result in better cutting performance particularly in machining weak-stiffness structures. In this article, the stiffness-strengthening effect of longitudinal torsional ultrasonic milling of thin-plate structures is thoroughly investigated by theoretical analysis and experimental trials. The strengthening coefficient of equivalent stiffness is obtained by analyzing the forced vibrations of the thin-plate structure under conventional milling and ultrasonic milling loading, respectively. The ultrasonic vibration period and the actual cutting time in one ultrasonic vibration period are proved to be the factors responsible for the stiffness-strengthening effect in ultrasonic cutting. When compared with conventional milling, longitudinal torsional ultrasonic milling trials show that the equivalent stiffness of the machining system can be increased by 1.92 times, despite the rigidity strengthening coefficient decreases with the increasing spindle speed.
Keywords
Introduction
The effects of vibration-assisted machining on improving surface quality, 1 improving machining efficiency, 2 reducing cutting force 3 and reducing tool wear were fully affirmed by many researchers from all over the world. Despite those conventional advantages, ultrasonic vibration–assisted machining also illustrates excellent performance in machining weak-stiffness structures.
When applied in machining weak-stiffness structures, ultrasonic vibration cutting has the advantages of increasing the rigidity and restraining chatters in the machining system. An ultrasonic elliptical transducer was used in boring thin-walled tube by Zhang et al. 4 The machining results showed that the elastic deformation and thickness error were reduced obviously when ultrasonic elliptical vibration cutting is used. Some other kinds of weak-stiffness structures have also been fabricated by ultrasonic cutting. For instance, Wu et al. 5 produced a slender axis with diameter 0.1 mm and length of 10 mm when ultrasonic vibration was used in the center-less grinding process, which can be hardly achieved by conventional machining.
When used on a weak-stiffness cutting tool, ultrasonic vibration also can perform satisfactory effect. Liu et al. 6 have found that ultrasonic vibration is beneficial to chip removal. The stability and material-removal efficiency can be increased when ultrasonic vibration was used in a electrical discharge machining (EDM) process. When used in boring process, Zhang et al. 7 found that ultrasonic vibration can reduce machining error and can effectively suppress the flutter of the cutter arbor which is caused by the lack of stiffness. Ultrasonic deep-hole drilling is also a popular machining method. Many researchers applied ultrasonic vibration on the drilling tool8,9 or the worktable 10 to reduce the cutting force and increase the drilling stability.
The main advantage of ultrasonic vibration machining of weak-stiffness structure lies on its stiffness-strengthening effect. At present, the studies on stiffness-strengthening effect were mainly conducted by experimental detection and observation. Few theoretical studies have been reported to explain why ultrasonic vibration machining can strengthen stiffness. In this article, a thin-plate structure milling system is carried out to study the stiffening effect of ultrasonic vibration on machining weak-stiffness structures. In the system, a longitudinal torsional ultrasonic transducer is applied to the milling tool to produce intermittent cutting process. The study is conducted through theoretical analysis and experimental trials. The dynamic model of ultrasonic milling thin-plate structure is established at first. The forced vibration displacement of the structure caused by the milling process is then obtained through the model. The equivalent stiffness can thus be expressed by the cutting force and forced vibration displacement mathematically. Milling experimental trials are conducted to confirm the stiffness-strengthening effect in the ultrasonic machining.
Equivalent stiffness-strengthening effect
Stiffness is the ability of a structure to resist deformation when it is suffered from external forces. It is usually related only to the properties of the material used in the structure and the shape of the structure itself. In this article, the effect of stiffness strengthening refers to the reinforcement of the equivalent stiffness of a structure in the milling process. The equivalent stiffness is the ratio of instantaneous maximum value of milling force to the forced vibration amplitude caused by cutting force in the milling process.
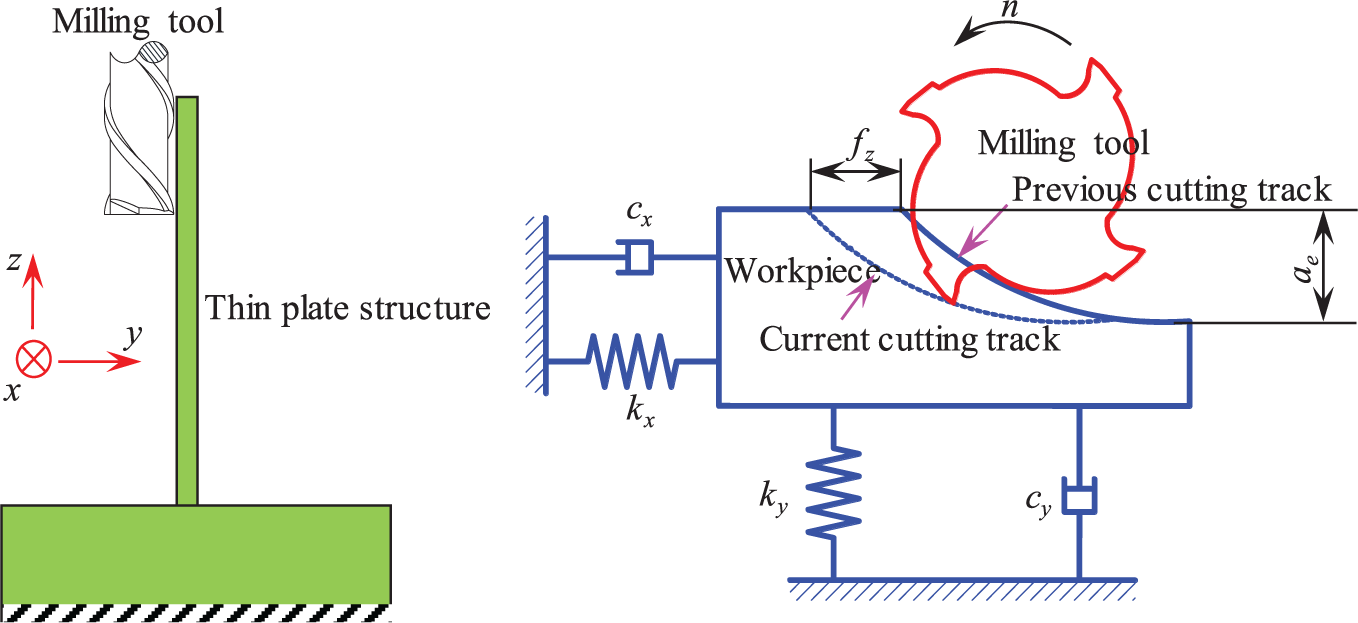
Dynamic model of the thin-plate milling system
The milling tool and workpiece are installed on the machine tools, each of which can be equivalent to a spring-damp-mass system. In this article, we only consider the influence of ultrasonic side milling process on the machining of a weak-stiffness structure, so the dynamic model of the thin-plate milling system is built based on the xoy plane as shown in Figure 1. As the stiffness of the workpiece at y direction is much smaller than at x direction and the stiffness of the milling tool, the deformation of system at x direction and the deformation of the cutting tool can be ignored. Therefore, the dynamic model which only considers deformation of the thin plate at y direction can be expressed as

where m, c and k are the mass, damping coefficient and stiffness of the system in the y direction, and F(t) is the milling force in the y direction during the side milling process.
Dynamics model of milling process.
The cutting force of conventional milling can be seen in Figure 2(a). In one single-tooth cutting process, the cutting force changes continuously, but in the whole cutting process, the cutting force is periodic and its variation period is related to the rotation speed of the spindle and the number of teeth of the milling tool. Then the cutting force can be expressed as

where T0 is the variation period of cutting force, and t0 is the real cutting time in one single-tooth cutting process. Equation (2) can be simplified by Fourier series as

where Fj and φj are the amplitude coefficients and phase coefficients related to the amplitude of the cutting force in one single-tooth milling process, respectively, and ω0 is the circular frequency of the cutting force.
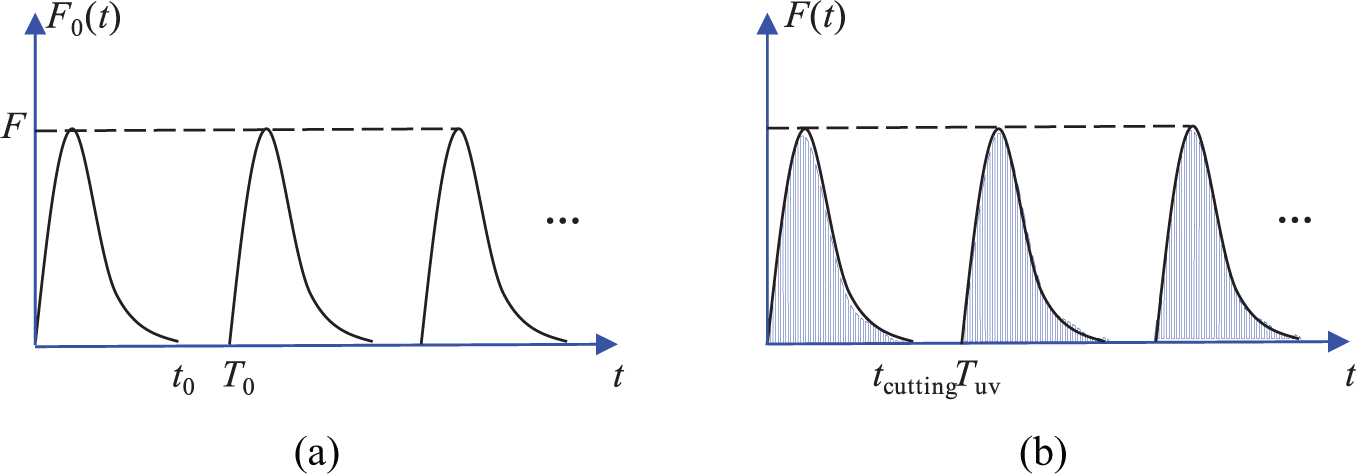
Milling cutting force curve: (a) conventional milling and (b) ultrasonic milling.
As shown in Figure 2(b), the continuous single-tooth cutting process becomes a high-frequency intermittent machining process when the longitudinal torsional ultrasonic vibration is introduced into the milling process. The variation frequency of the ultrasonic cutting force is much higher than that in the conventional milling process. The cutting force of an ultrasonic milling can be expressed as

where ξ is the coefficient that indicates the influence of ultrasonic vibration on the cutting force, and δ(t) is the interrupted machining coefficient caused by ultrasonic vibration and can be expressed as

where Tuv is the ultrasonic vibration period, and it is only depended on the ultrasonic vibration transducer. tcutting is the actual cutting time in one ultrasonic vibration period. Equation (5) can be simplified as

Enhancement of the equivalent stiffness in ultrasonic milling
According to equations (1) and (4), the dynamic differential equation of the thin-plate milling system can be expressed as

The vibration displacement of the workpiece can then be obtained by equations (3), (6) and (7). When the ultrasonic vibration frequency satisfies ωuv ≫ ω0 and ωuv ≫ ωn, the deformation of the thin plate, which is the steady-state solution of equation (7), can be expressed as
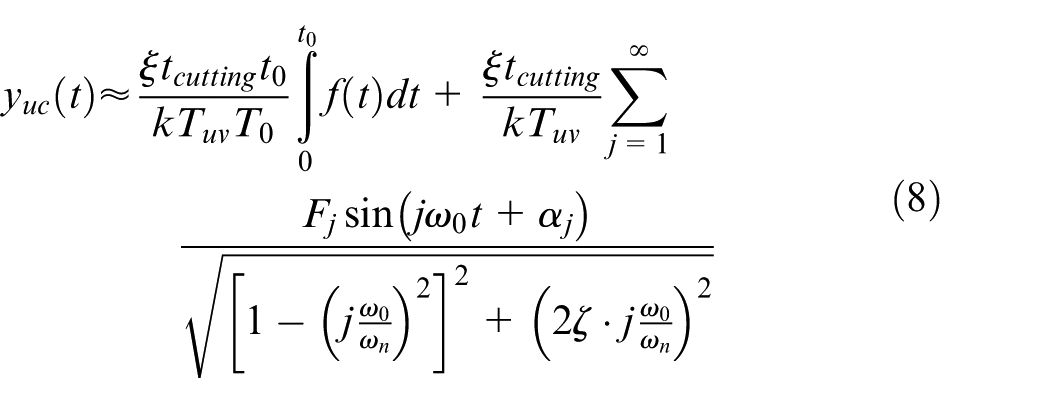
where k is the static stiffness of the thin plate. Then, the equivalent stiffness of the ultrasonic vibrational thin-plate milling system can be expressed as
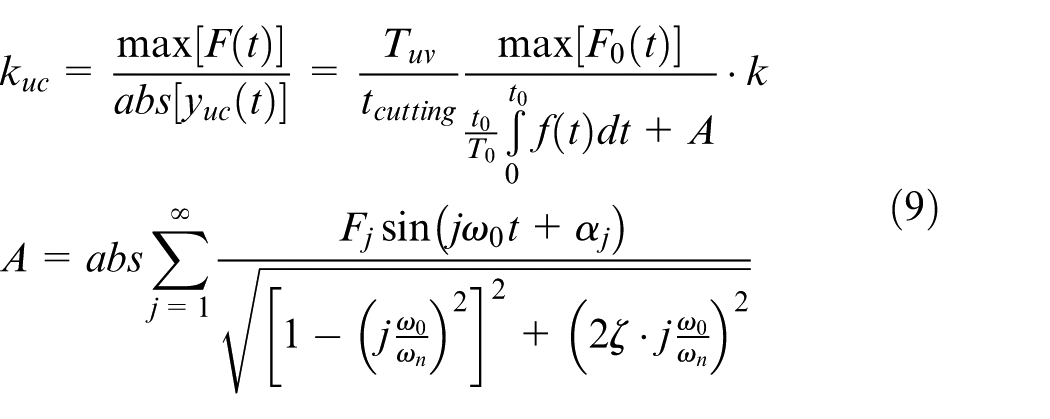
Similarly, the equivalent stiffness of conventional thin-plate milling system can be obtained as follows

Therefore, compared to the convention thin-plate milling system, the equivalent stiffness–enhancement factor of the ultrasonic milling system can be obtained as follows

Experimental trials, results and analysis
The thin-plate milling experiments are performed on a milling machine (Series VF-2, vertical machining center, HAAS, USA). The experimental setup is schematically illustrated in Figure 3. It mainly consists of an ultrasonic power supply, a power transmission ring, a longitudinal torsional transducer (which can change high-frequency electrical energy into longitudinal and torsional vibrations at the same time 11 ), a dynamometer, a capacitive displacement sensor and two computers. The power supply converts (50 Hz) electrical supply to high-frequency (10–50 kHz) electrical energy. This high-frequency electrical energy is provided to the L-T transducer through the transmission ring. When the applied voltage is 500 Vpp with 28 kHz, the L-T transducer can produce 6.1 μm of longitudinal vibration amplitude and 11 mrad of torsional vibration amplitude. The cutting force is measured by a dynamometer (9256C, Kistler, Switzerland) in the normal direction of the thin plate.
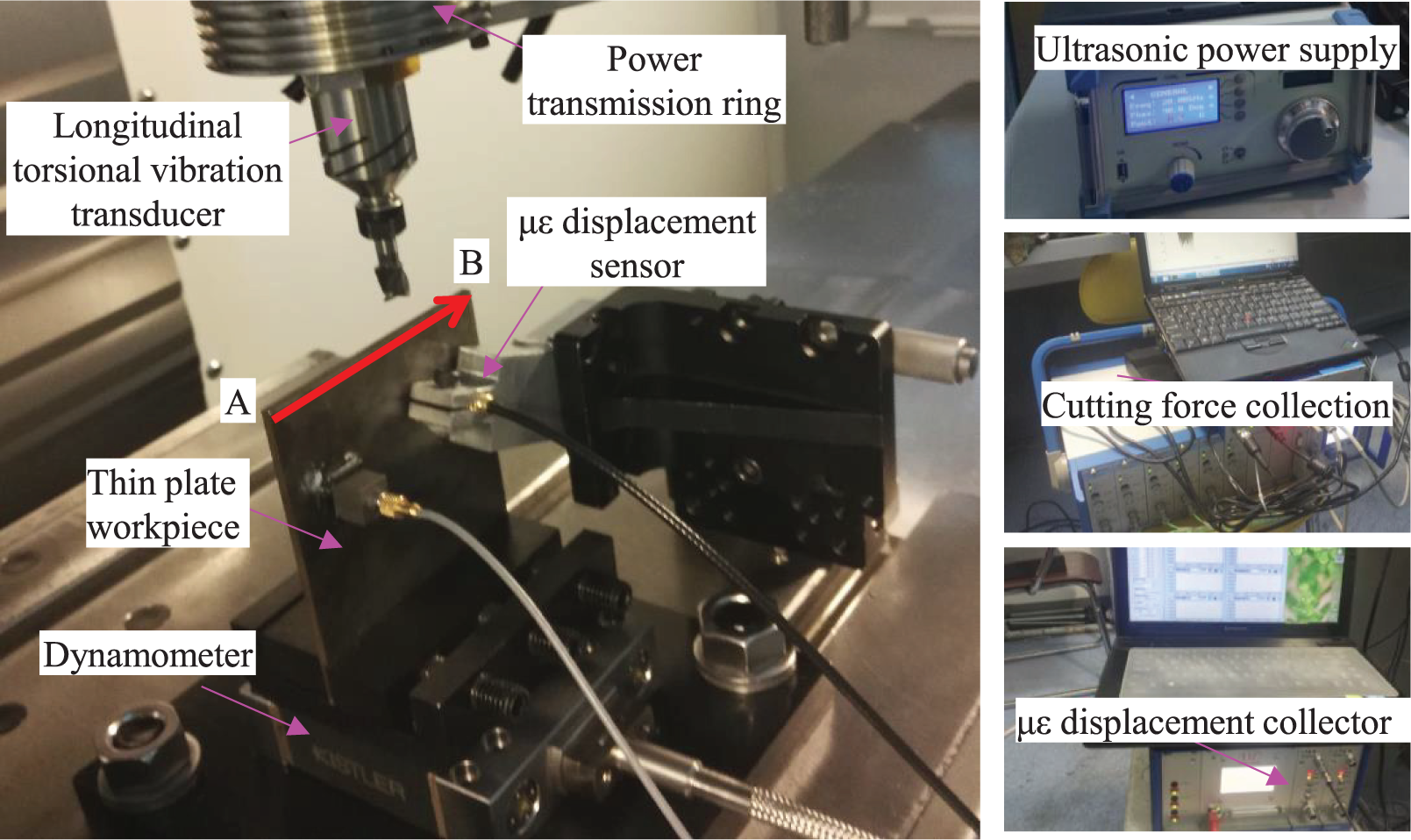
Illustration of experimental setup.
A stainless-steel thin-plate structure which has length of 80 mm, width of 80 mm and thickness of 2 mm is machined in the experiments. When the milling tool feeds from point A to point B (points can be seen in Figure 3) in the milling process, the deformation displacement of the thin plate can be seen in Figure 4(a) and (b). In the milling process, the spindle speed is 1000 r/min, feeding speed is 50 mm/min, radial cutting depth is 10 μm and cutting width is 10 μm. The average deformation displacement of the thin-plate structure is 4.54 μm in the conventional milling process, while it is 2.97 μm in the longitudinal torsional vibration milling process. The deformation of the thin plate decreases by 34.6%. As shown in Figure 4(c) and (d), the equivalent stiffness can be obtained from the measured deformation displacement of the thin plate and cutting force in the milling process. It can be seen from the graph that the equivalent stiffness of the thin plate is obviously improved when it is machined by the ultrasonic milling process than by the conventional milling process.
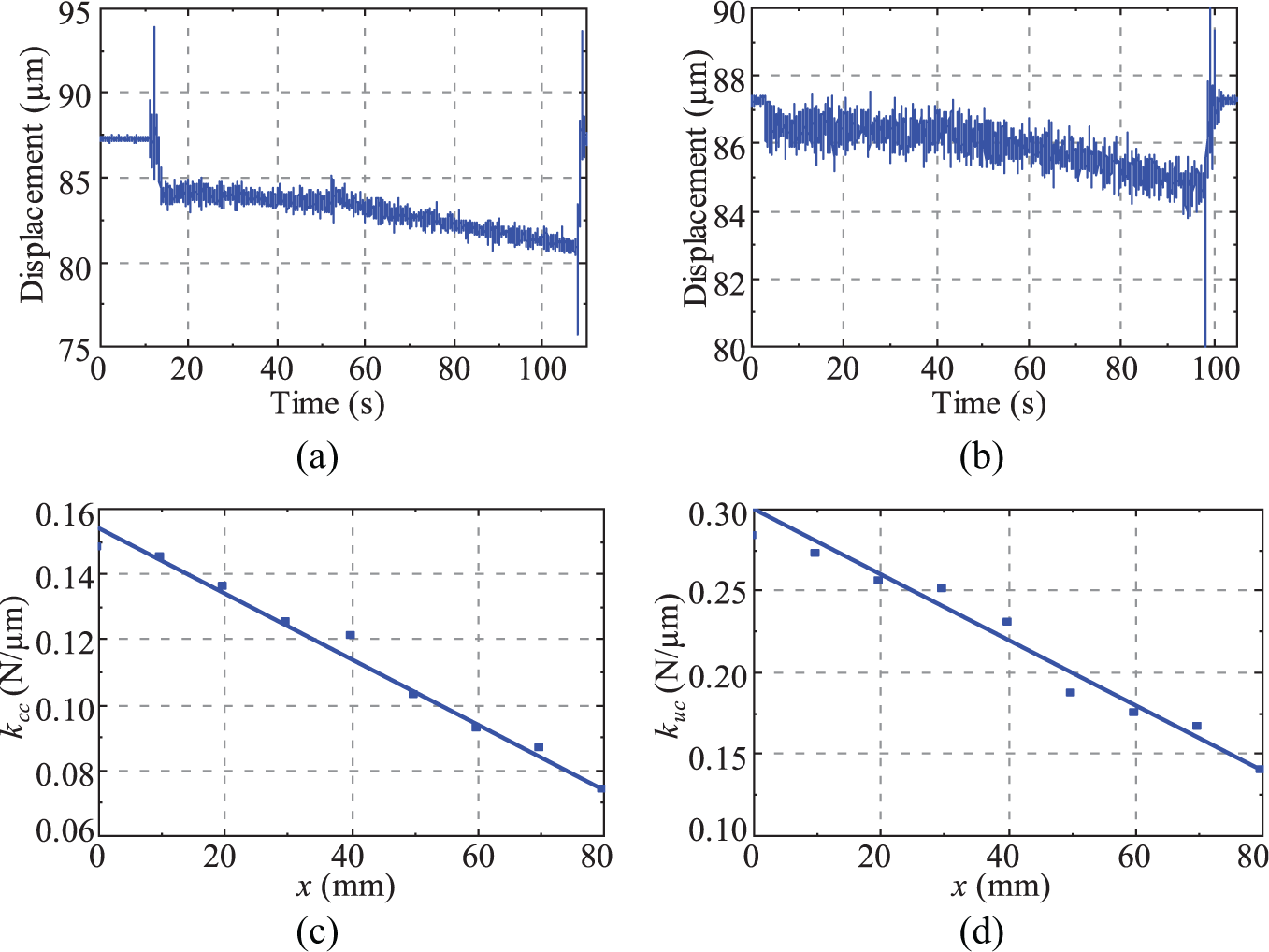
Thin-plate deformation and stiffness: (a) displacement of the thin plate during conventional milling process, (b) displacement of the thin plate during ultrasonic milling process, (c) equivalent stiffness during conventional milling process and (d) equivalent stiffness during ultrasonic milling process.
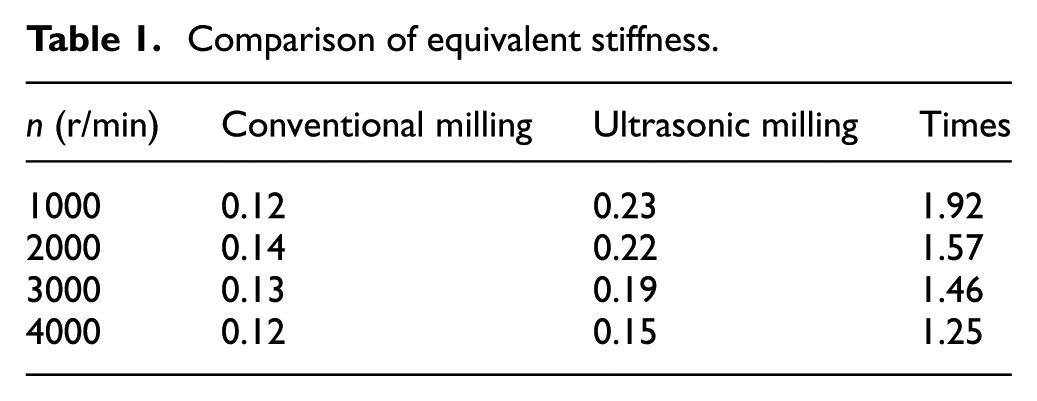
When the cutting force is acting on the middle point (where x = 40 mm) at the top of the thin plate, the relative stiffness of the milling system is then obtained and shown in Table 1. We can see from the table that when the spindle speed varies from 1000 to 4000 r/min, the equivalent stiffness of the system is smaller than the static stiffness (which is 0.21 N/μm). This is because the vibration displacement is amplified when the cutting tool thin-plate system is subjected to the periodically varying milling force. When compared to that of the conventional thin-plate milling system, the equivalent stiffness of the ultrasonic thin-plate milling system can be improved about 1.25–1.92 times. Therefore, the experiments have confirmed the strengthening effect of rigidity in longitudinal torsional ultrasonic milling of thin plate. However, the equivalent stiffness enhancement factor decreases with the increasing of spindle speed. This is because the uncutting time in one ultrasonic vibration period decreases with the increasing spindle speed. 12
Comparison of equivalent stiffness.
Conclusion
In this article, the strengthening effect of the machining rigidity in longitudinal torsional ultrasonic milling of thin-plate structures is studied through theoretical analysis and milling experiments. The conclusions are summarized as follows:
Compared with conventional milling, longitudinal torsional ultrasonic milling can improve the equivalent stiffness of the thin-plate structure milling system. The rigidity-improving coefficient is depended on the period of the ultrasonic vibration and the actual cutting time in one period of the ultrasonic vibration.
When a thin-plate structure with length of 80 mm, width of 80 mm and thickness of 3 mm is machined by an ultrasonic milling process, the equivalent stiffness of the thin-plate structure milling system can be improved by 1.92 times compared to that machined by a conventional milling process, albeit it reduces with the increasing of the spindle speed.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.