
Abstract
In this article, critical cutting speed in ultrasonic-assisted milling has been calculated and tool–workpiece separation zones have been determined analytically. In order to investigate the ultrasonic-assisted milling process, a special experimental setup has been designed and established that applies one dimensional vibration to the workpiece. Cutting forces in conventional milling and ultrasonic-assisted milling processes have been measured experimentally and the effect of cutting speed and workpiece vibration amplitude on cutting forces have been investigated. As cutting speed increases, the degree of tool–workpiece engagement in one tool revolution increases; as a result, the effect of ultrasonic vibration on milling process decreases and cutting forces in ultrasonic-assisted milling and conventional milling processes become closer to each other. An increase in vibration amplitude increases the reduction rate of cutting forces in the ultrasonic-assisted milling process compared with conventional milling process.
Keywords
Introduction
Vibration-assisted machining is a new technique developed rapidly in the last two decades; it refers to a cutting method in which a periodic vibration with a small amplitude is imposed on the cutting tool or the workpiece to obtain better cutting performance. For appropriate combinations of cutting and vibration parameters, the tool periodically loses contact with the chip; thus cutting forces can be reduced.1,2 This in turn results in improved surface finishes, 3 and an increase in tool life 4 compared with conventional machining. Different researchers have reported significant improvements in burr size and chip formation.5,6 Liu et al. 7 studied the characteristics of the cutting force in the vibration cutting of composites SiCp/Al. It was demonstrated that ultrasonic-assisted turning (UAT) possesses a much lower main cutting force than that in common turning when adopting smaller cutting parameters, but if using larger cutting parameters, the difference will become not clearly visible. Hsu et al. 8 found that turning of Inconel 718, when aided by ultrasonic vibration in the tangential direction, could obtain a reduced cutting force, hence service life of the cutter was lengthened. Ahmed et al. 9 presented an experimental study and computational model for both conventional turning (CT) and UAT. They concluded that an increase in either vibration frequency or amplitude leads to a decrease in cutting forces in the UAT process that is beneficial to increasing the accuracy of the cutting process and improving material removal rates. Zhong and Lin 10 offered the improved lubrication resulting from periodic tool–work separation in vibration assisted machining (VAM) as an explanation for reduced cutting forces. However, this appears to be an effect of secondary importance. 11 Furthermore, ultrasonic vibration has been used in modern machining methods. Shervani-Tabar and Shabgard 12 showed that increases in the amplitude and frequency of the tool vibration increase the rate of metal removal from the workpiece in ultrasonic-assisted electrical discharge machining.
Chern and Chang 13 investigated the effects of two-dimensional (2D) ultrasonic-assisted vibration cutting on the micro-milling quality of aluminum alloy Al6061–T6. They found that the tool life was extended owing to better machining conditions and a reduction in cutting forces. Hsu et al. 14 studied the properties of milling MAR-M247 nickel-based super alloy combined ultrasonic vibration with high-temperature aided cutting. As a result, they saw that ultrasonic frequency had little effect on the cutting force. Ding et al. 15 presented a three-dimensional (3D) cutting force model of 2D vibration-assisted micro-end milling. The estimated cutting forces had a reasonable agreement with the experimental data. They illustrated that increases in amplitude, resulted in an increase in the maximum cutting force.
In the present study, for the first time in the ultrasonic-assisted milling (UAM) process, an analytical relation has been presented for critical cutting speed. Cutting forces in UAM and conventional milling (CM) processes have been compared with each other and the effect of cutting speed and workpiece vibration amplitude on cutting forces has been investigated. As cutting speed increases, the effect of ultrasonic vibrations on the milling process diminishes, however, an increase in vibration amplitude makes the UAM process more effective.
Analytical relations
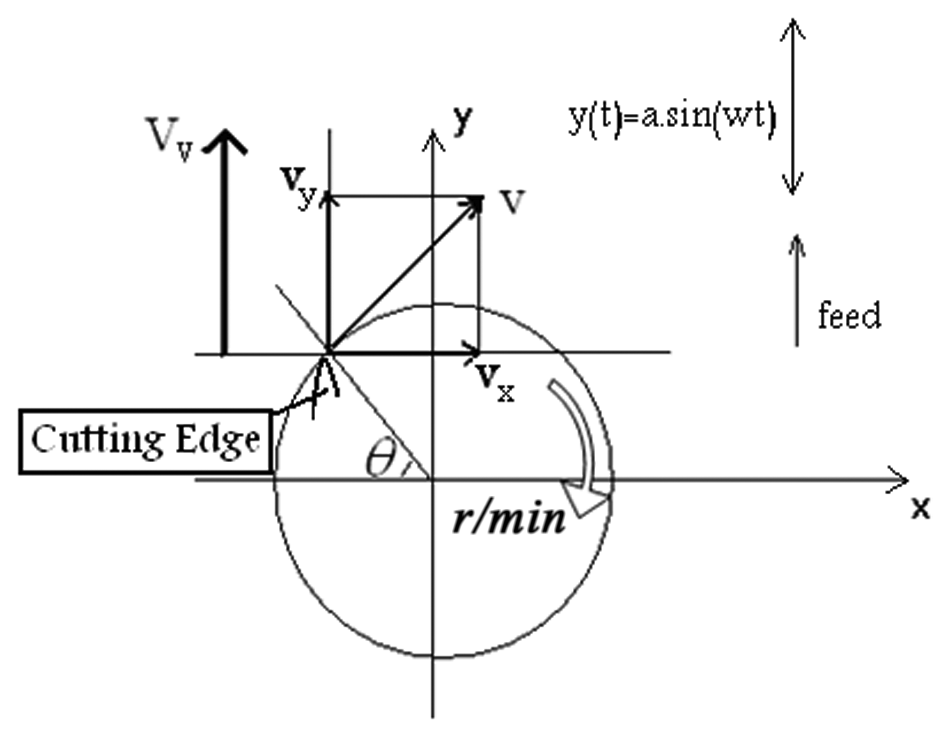
Figure 1 illustrates a schematic of the UAM process. Ultrasonic vibrations have been applied on the workpiece in the feed direction of the milling machine table.
Tool–workpiece engagement in the UAM process.
The milling cutter has been shown by a circle in Figure 1. One tooth of the cutter is engaged with the workpiece at angular position θ. The workpiece begins a sinusoidal vibration movement in the y-axis (feed direction) and the milling machine table moves with a constant speed. Since the speed of the milling machine table is small in comparison with the vibration speed of the workpiece and also cutting speed of the tool, it has been ignored in the derivation of the critical cutting speed (vcr) in the UAM process. In vibration-assisted machining, vcr is defined as the speed lower than which tool–workpiece separation occurs in a portion of the vibration cycle. For cutting speeds greater than vcr, tool and workpiece maintain constant contact with each other, although the relative velocity between the tool and workpiece varies harmonically.
Vibration motion of the workpiece in the y direction can be written in the following form

where a and f are vibration amplitude and frequency, respectively, and ω is rotational speed. Vibration speed of the workpiece can be derived through differentiating of displacement, which gives

In Figure 1, cutting speed at position θ has been shown by v and can be resolved in x and y directions


In angular position θ, the resultant of cutting speed of the tool v and vibration speed of the workpiece can be obtained by addition of vectors in the x and y direction, as follows

Tool–workpiece separation happens when the workpiece vibration speed in the vibration direction exceeds tool cutting speed in the same direction in a certain time interval of the vibration cycle. For the workpiece and tool to reach the separation point, the maximum workpiece vibration speed in the y direction should be equal to the tool cutting speed in the same direction. So

As a result, the separation condition becomes

Tool cutting speed is obtained from the following relation

where D is the diameter of milling cutter and N is its number of revolutions. In a slot milling process, tool–workpiece separation zones can be identified. Substituting equation (8) in equation (7) gives

If R be the radius of end mill, then:

Now, two cases arise.
Case 1: if

In this interval, which is symmetric to the y axis, tool–workpiece separation takes place.
Equation (11) shows that, as ultrasonic vibration amplitude increases, the separation zones increase and the degree of tool–workpiece engagement in one tool revolution decreases. Therefore, an increase in vibration amplitude results in a larger decrease of average cutting force in UAM than in CM and augments the effect of ultrasonic vibrations on the milling process.
Case 2: if
Experimental set-up
Experimental tests of the UAM process have been conducted on a 2.5 axis computer numerically controlled (CNC) milling machine. In order to impose 1D vibrations to the workpiece, a 3 kW piezoelectric transducer has been employed. An MPI (Switzerland) 2 kW ultrasonic generator transforms a 50 Hz electrical supply into high-frequency electrical impulses. These high-frequency pulses then enter the transducer and are converted to mechanical vibrations with ultrasonic frequency (23 kHz). The workpiece has been attached to the end of matching part of the transducer by one double-ended screw. The vibratory system maintains a resonance condition during the variations of dynamic loading. Figure 2 shows the experimental setup. Workpiece dimensions (43 × 57 × 100 mm) have been determined by finite element analysis such that, during the test, a longitudinal mode of vibration is created in the workpiece, and also, it creates a vibration anti-node at both its ends and a vibration node at its middle. For preventing waste of vibrations, the workpiece has been attached to a steel base by two M8 bolts and two φ8 pins at its vibration node, and this steel base has been fastened to the milling machine vice. Vibration amplitude of the workpiece end part has been measured by a PU-09 gap sensor, an AEC-5509 converter and one oscilloscope. This sensor has been located in a distance of 0.4 mm normal to the center of the end face of the workpiece and its output in voltage can be monitored on the oscilloscope (Figure 3). Vibration parameters corresponding to Figure 3 are shown in Figure 4, which make control of the vibration system and adjustment of amplitude with software possible.
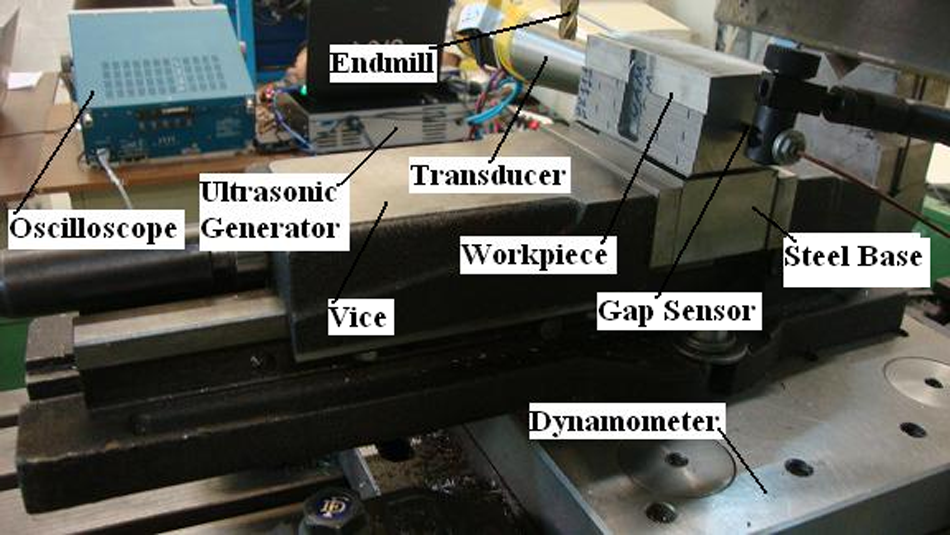
Experimental setup for UAM tests.
Output voltage from the sensor measuring vibration amplitude (a = 8 µm).
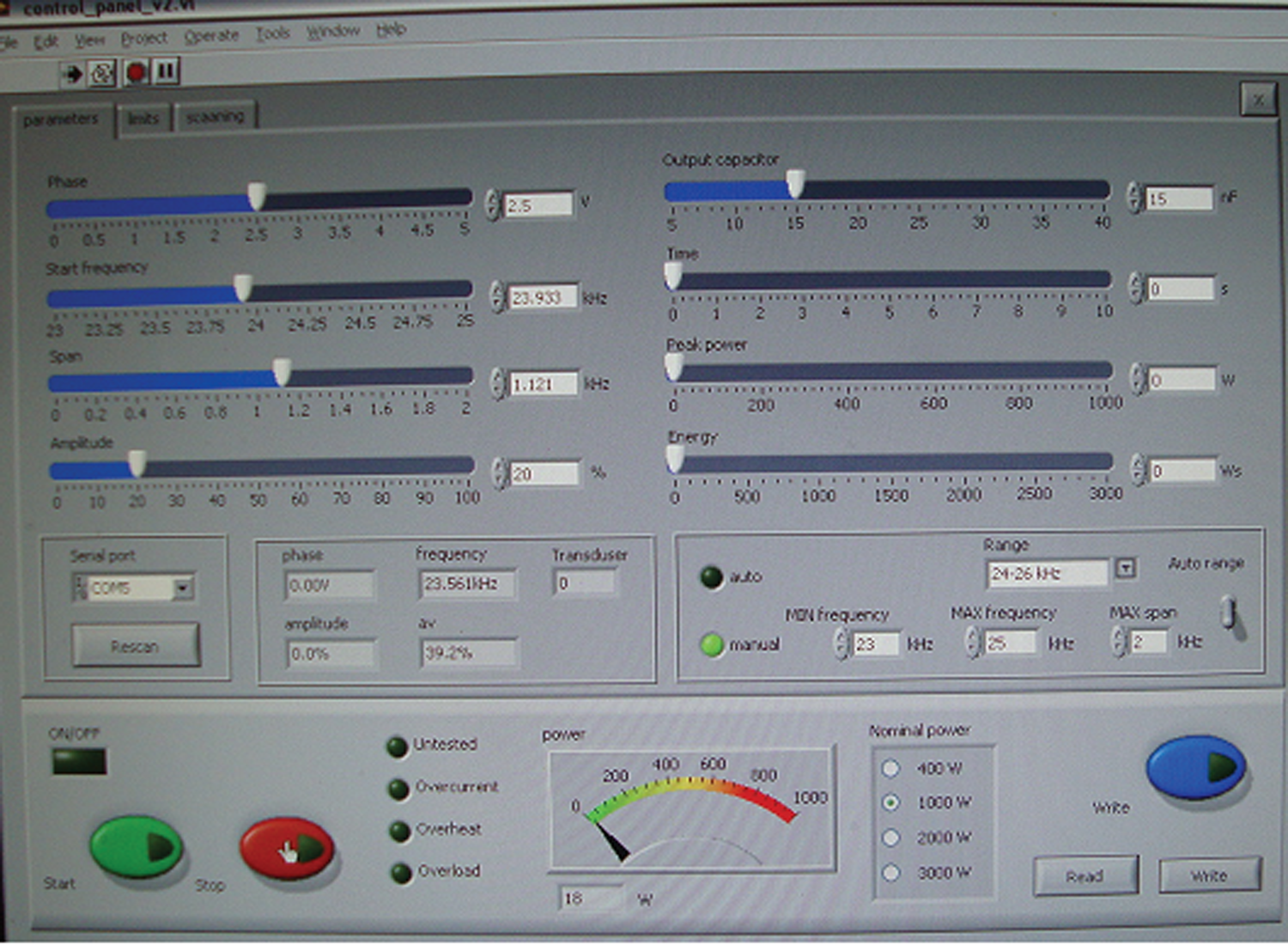
Setting vibration system parameters in related software.
Side milling on X20Cr13 stainless steel has been performed by a four-flute end mill made of high-speed steel (HSS) with a diameter of 10 mm. Table 1 shows the elemental compositions of the workpiece material. On the lateral sides of the workpiece, a groove has been cut (Figure 2). In order to have similar test conditions for both UAM and CM processes, the cutting process was performed by UAM in the beginning, and then in mid-section of the groove, ultrasonic vibration was switched off and the rest of the cutting process was made by CM. Constant cutting conditions in the tests include: axial cutting depth aa = 5 mm, radial cutting depth ar = 0.6mm, feed per tooth fz = 0.2 mm/tooth, ultrasonic power P = 500 ±50 W, and down milling process. All experiments have been done under dry cutting.
Percentage of alloying elements used in X20Cr13 stainless steel.

Experimental results and discussion
In all the experiments, three cutting force components, namely feed (Fy), normal (Fx) and axial (Fz) components have been measured by a 9255B KISTLER dynamometer. Cutting force F is the resultant of Fx, Fy and Fz. In experimental tests, spindle speed is N = 500, 800, 1250 r/min and vibration amplitude is set to a = 8, 12, 20 µm. A sample output of the dynamometer is shown in Figure 5 in which N =500 r/min and a = 20 µm.
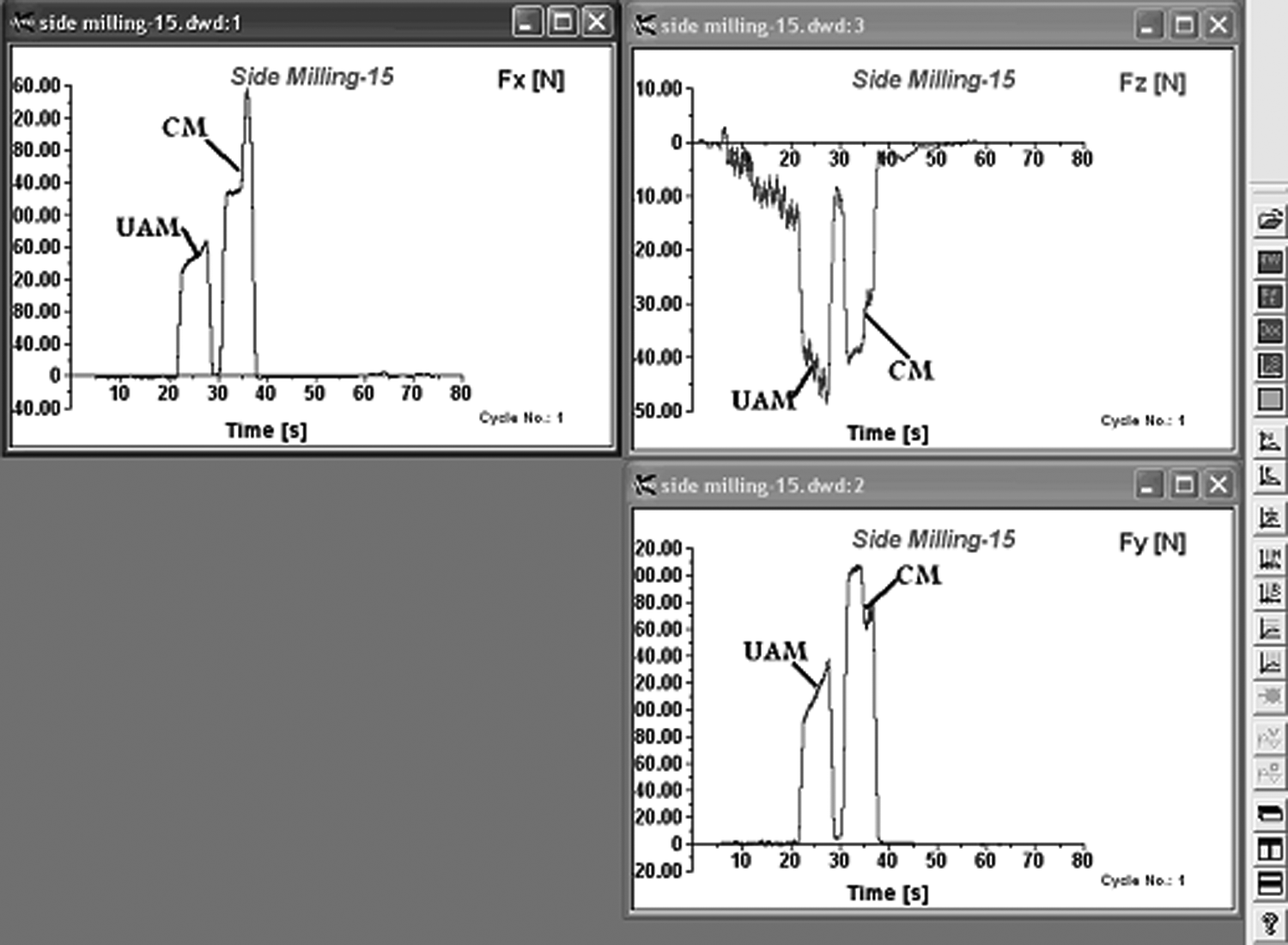
A sample of recorded forces by dynamometer (N = 500 r/min and a = 20 µm).
The obtained experimental results indicate that cutting force in UAM is smaller than that in CM. Figure 6 illustrates a sample of the variations of cutting force with respect to spindle speed for both UAM and CM processes. In the UAM process, vibration amplitude is a = 20 µm.
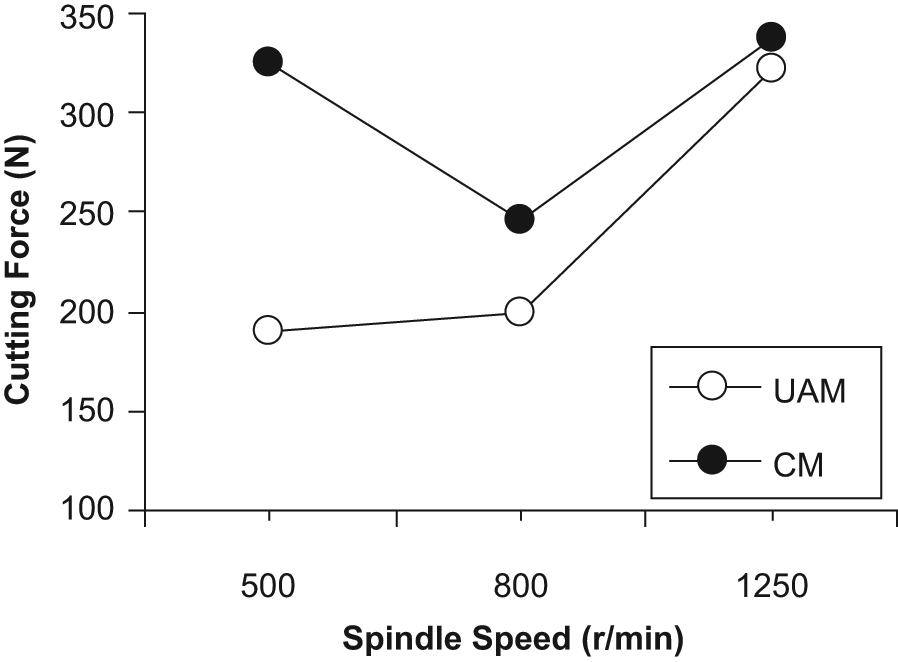
Variation in cutting force with respect to spindle speed in CM and UAM processes at a = 20 µm.
An increase in cutting speed in the UAM process increases cutting force, however, in the CM process, the relation between cutting speed and cutting force shows a more complex behavior. It seems that the reason for this discrepancy is that in the CM process, in certain cutting conditions, a built-up-edge (BUE) is created, while in the UAM process, there is no BUE. Owing to tool–workpiece separation in the UAM process, cutting duration in one vibration cycle is tc, during which cutting force on the tool may be smaller or greater than in CM and after this interval, no force is exerted to the tool. With an increase in cutting speed, cutting time tc increases as well and when cutting speed reaches its critical value, tc approaches to the vibration period and tool and workpiece will find a permanent contact. For this reason, as spindle speed increases, the amount of influence of ultrasonic vibrations on the cutting forces decreases. The reduction rate of average cutting force in UAM to CM with a vibration amplitude of a = 20 µm is 42% and 5% for N = 500 r/min and N = 1250r/min, respectively.
Figure 7 shows the difference of cutting force in CM and UAM processes at N = 800 r/min and different values of vibration amplitude. This trend can be observed in other cutting speed values. It seems that the reason for the differences in the cutting force in CM tests returns to the impurities in the workpiece and doing experiments at different times.
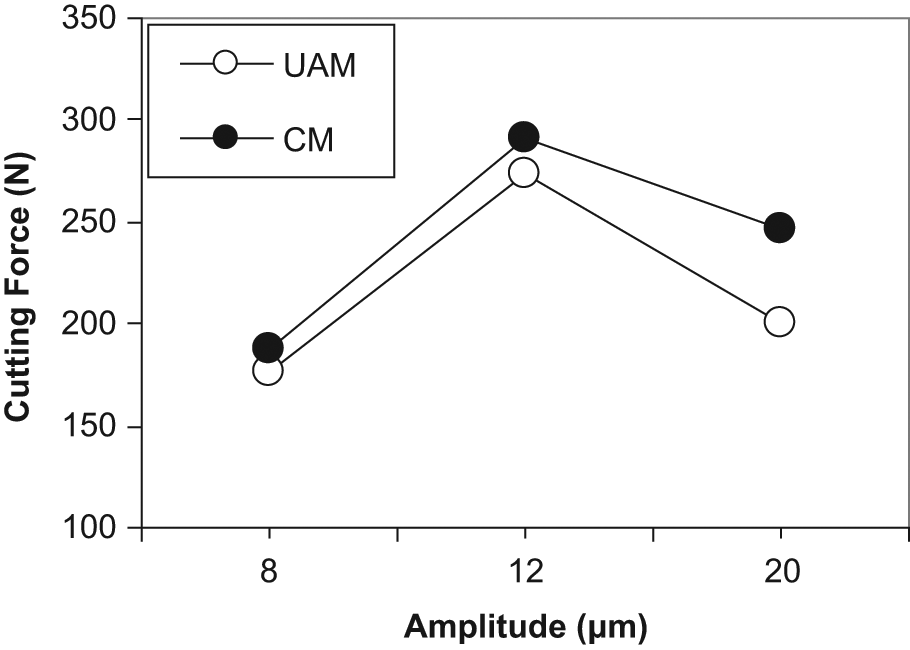
The effect of vibration amplitude on cutting force in CM and UAM processes at N = 800 r/min.
In Figure 7, it can be observed that, as ultrasonic vibration amplitude increases, the average decrease of cutting force in UAM to CM increases. At N = 800 r/min, the reduction of cutting force in UAM to CM process is 6% for a = 8 µm and 19% for a = 20 µm. As it has been analytically shown, the increase in vibration amplitude generally reduces the degree of tool–workpiece engagement in each cutter revolution and increases the degree of influence of ultrasonic vibrations on cutting forces. Figure 8 shows the relation between cutting force and vibration amplitude at different cutting speeds. At different cutting speeds, cutting force has the greatest value at a = 12 µm; therefore, the degree of tool–workpiece engagement cannot interpret all experimental observations and the UAM process should be further investigated, analytically and experimentally. In each amplitude, as cutting speed increases, cutting force increases too. At a fixed vibration amplitude, as cutting speed increases, cutting time and tool–workpiece engagement increases in each vibration cycle and as a result, the average cutting force of a vibration cycle is increased.
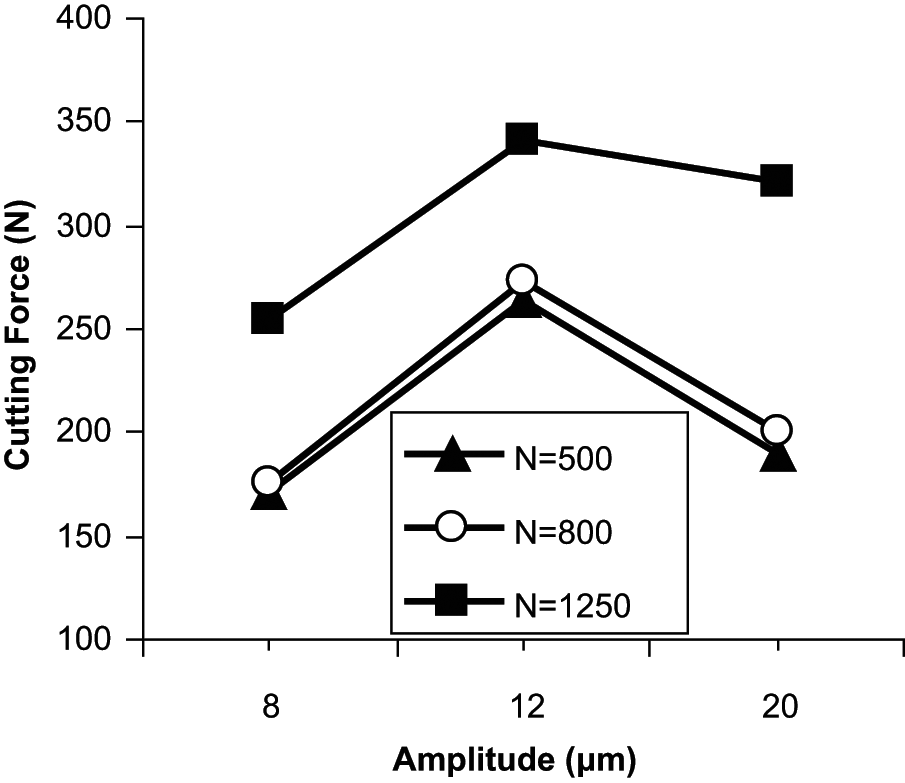
Relation between cutting force and vibration amplitude at different cutting speeds.
It seems that a decrease of cutting force in the UAM to CM process is related to the mechanism of the UAM process and also changes to its corresponding friction coefficient. In vibration cutting, tool and workpiece have no contact (zero cutting force) during a certain part of the vibration cycle and cutting is done only in a certain part of it. Although the maximum value of the cutting force in the UAM process during tool–workpiece engagement is greater than that in the CM process, during suitable conditions of frequency and amplitude of vibration the average of cutting force in one vibration cycle and the entire UAM process is smaller than that in the CM process. Furthermore, change in friction coefficient from semi-static to dynamic contributes to the decrease of cutting force in the UAM. During experimental tests, it was observed that in the UAM process, the workpiece temperature is higher than ambient temperature owing to the applied vibration energy. An increase in workpiece temperature lowers its yield stress and, consequently, lowers the amount of cutting force.
As vibration amplitude increases, the peak cutting force increases too, but the increase in cutting speed reduces the peak value. If the peak cutting force be too large, the cutting tool may be damaged, but in these experiments, cutting and vibration parameters were chosen such that the end mill was not damaged.
Conclusion
For the first time, critical cutting speed in the UAM process has been calculated analytically, and based on its value, tool–workpiece separation zones in one cutter revolution have been determined. Analytical relations indicate that cutting speed and vibration amplitude has influence on the degree of tool–workpiece engagement and, consequently, on the average cutting force in the UAM process.
In order to investigate the UAM process, a special experimental setup has been designed and fabricated that imposes 1D vibration to workpiece. Cutting forces in both UAM and CM processes have been measured experimentally. Experimental results indicate that the amount of cutting forces in UAM is less than in CM. As cutting speed increases, the degree of tool–workpiece engagement in UAM increases as well and cutting forces in UAM and CM approach each other. As vibration amplitude increases, tool–workpiece separation zones increase and the average reduction of cutting force in UAM to CM increases. In each vibration amplitude, as cutting speed increases, cutting time and the degree of tool–workpiece engagement in one vibration cycle increases, and therefore, the average cutting force increases too. Therefore, as cutting speed increases, the effect of ultrasonic vibrations on the milling process diminishes, however, increase in vibration amplitude makes the UAM process more effective.
Footnotes
Appendix
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors