
Abstract
Electrochemical discharge machining has been proved to be efficient micro-machining process and significantly used for the machining of non-conductive materials. The miniaturized products have gained advantages in Lab-on-a-chip devices and microelectromechanical system because of advancement in technology. The challenge to produce micro features has been suitably addressed by electrochemical discharge machining and emerged as potential contender in generating micro holes and micro channels on electrically non-conductive materials. This article includes state-of-art review on different domains of electrochemical discharge machining, which includes work piece, electrolyte, behaviour of tool electrode, gas film formation, machining quality along with recent hybridizations in electrochemical discharge machining process. The conclusion focuses or summarizes the future research trends for enhancement of electrochemical discharge machining efficiency and tackles problems encountered in machining.
Keywords
Introduction
The non-conductive materials has gained reputation in various application like ‘Lab-on-chip’ devices, microelectromechanical system (MEMS), microreactors, micro pumps, biomedical applications, and so on. 1 Miniature products are generated by various techniques or process such as micro electrical discharge machining (µ-EDM), wire electrical discharge machining (WEDM) and LASER beam machining. The applications and process capability of these processes are limited and depend upon the materials properties.2,3 Most of these processes are limited to conductive nature of work piece. Therefore, there is a requirement to develop a machining process that can handle a variety of materials along with enhanced process capability. The electrochemical discharge machining (ECDM) process is a promising field of research in machining of materials irrespective of their mechanical, thermal, or chemical properties. It is a hybrid machining process having advantages of electrochemical machining (ECM) as well as electrical discharge machining (EDM). The ECDM process is more precisely used for machining of electrically non-conductive materials. Other advanced manufacturing processes like abrasive water jet machining (AWJ), ultrasonic machining (USM) and so on are also used for micro-machining of hard and brittle materials.4,5 ECDM process combined the advantages of both EDM and ECM process and more appropriate for machining of electrically non- conductive materials. 6
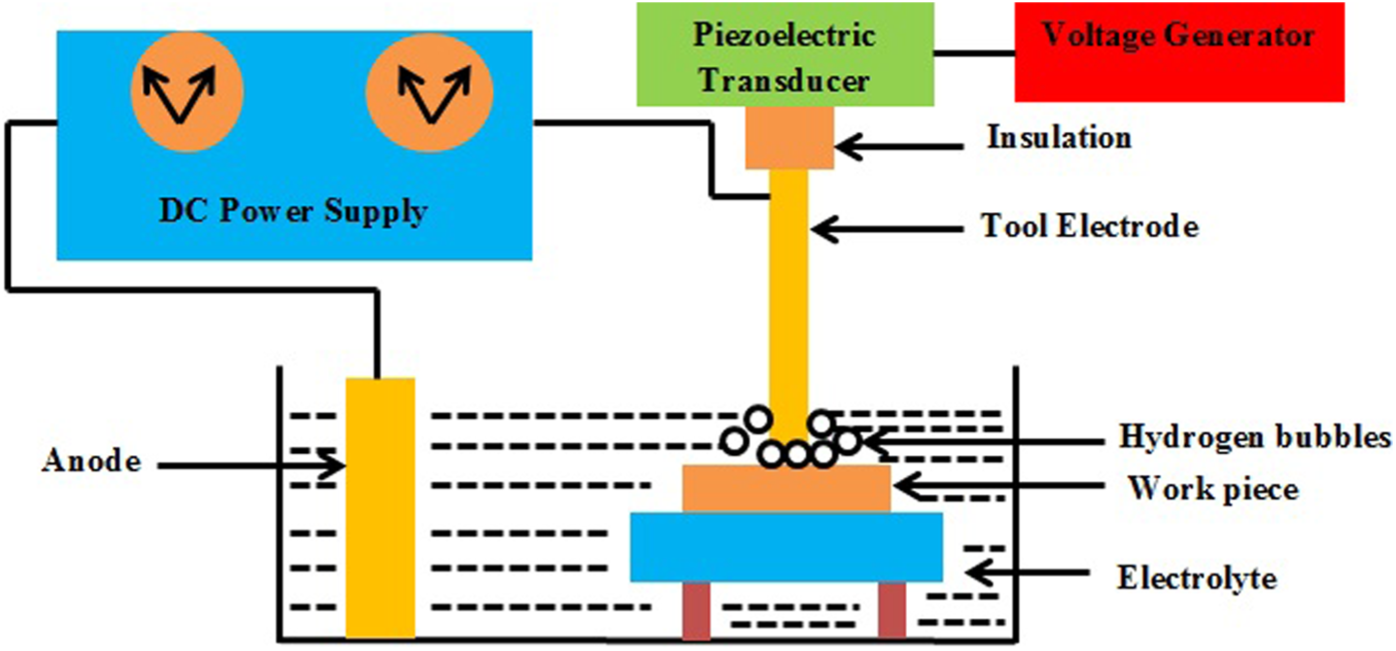
The generation of electrical discharge at anode tip was initially observed by Taylor 7 in year 1925. But drilling in glass using ECDM was performed by Karafuji and Suda 8 in 1968. The basic schematic diagram of ECDM is shown in Figure 1. The experimental setup consists of two electrodes, that is, tool electrode, acts as cathode and an auxiliary electrode, acts as anode. During machining, the material to be machined is placed below the tool electrode and partially immersed in electrolyte. The tool electrode is immersed up to few millimetre in electrolyte and auxiliary electrode is placed at few centimetres away from cathode electrode. Regulated direct current (DC) power supply is used for initiation of the electrolysis process. As the applied voltage is lowered than critical voltage (puncture strength of the gas film), the electrolysis process starts and hydrogen bubbles are generated at the cathode tip. With the increase in the current density at cathode electrode, the size of hydrogen bubbles increases and coalescence to form a gas film. This gas film acts as an insulating layer between tool electrode and electrolyte. 9 As the applied voltage is higher than critical voltage, the spark is initiated. The spark produced in the close vicinity of tool electrode results in melting, vaporizing and thermally eroding of the workpiece due to discharge energy. 10
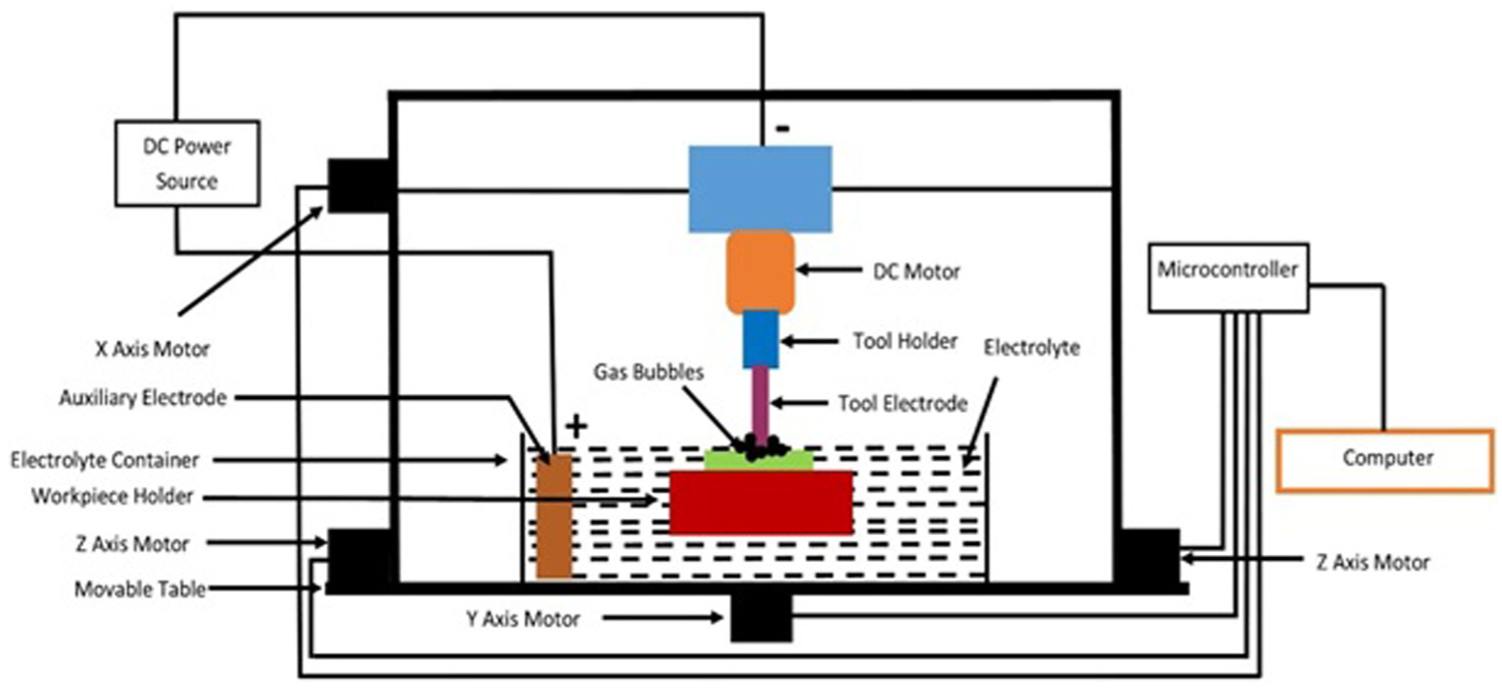
Schematic diagram of ECDM.
The research fraternity explored the various domains of ECDM process and come out with different views on spark generation, gas film formation, material removal mechanism and so on. Ghosh 11 claimed that electrical spark is produced due to switching phenomenon, not due to the breakdown of the insulating gas layer. On contrary, Jalali et al. 12 described this phenomenon as a hybrid mechanism based on a combination of local heating and chemical etching. Jain et al. 13 proposed arc discharge valve theory in mechanism of ECDM process due to inconsistency with switching phenomenon of Ghosh. 11 They concluded that discharge characteristics of ECDM process is quiet similar to arc discharge by Paschen’s curve. Whereas the Ghosh 11 reported discharge characteristics are similar to Townsend discharge by Paschen’s curve in ECDM process. With different hypothesis/philosophy on mechanism of sparking, the researchers designated ECDM process with different names such as electrochemical spark machining (ECSM) by Jain et al., 13 electrochemical arc machining (ECAM) by Crichton and Mcgeough, 14 electro erosion dissolution machining (EEDM) by Khairy and Mcgeough, 15 micro electrochemical discharge machining (µ-ECDM) by Langen et al. 16 and spark-assisted chemical engraving (SACE) by Fascio et al. 17
The ECDM process is complex process which contains large number of process parameters. The number of parameters which influence performance of ECDM process represents in cause and effect diagram as shown in Figure 2. The machining parameters, tool materials and electrolyte properties play vital role for machining quality characteristics of ECDM. The machining parameters include voltage, inter-electrode gap, duty cycle, current, polarity and feed rate and so on and the tool material and electrolyte properties include type of electrolyte, electrolyte concentration, tool material, tool geometry and so on. This article aims to give a comprehensive state-of-art literature review in different domains of ECDM process such as work piece material, electrolyte, tool electrode and tool geometry, gas film formation and machining quality of ECDM process (Figure 3).
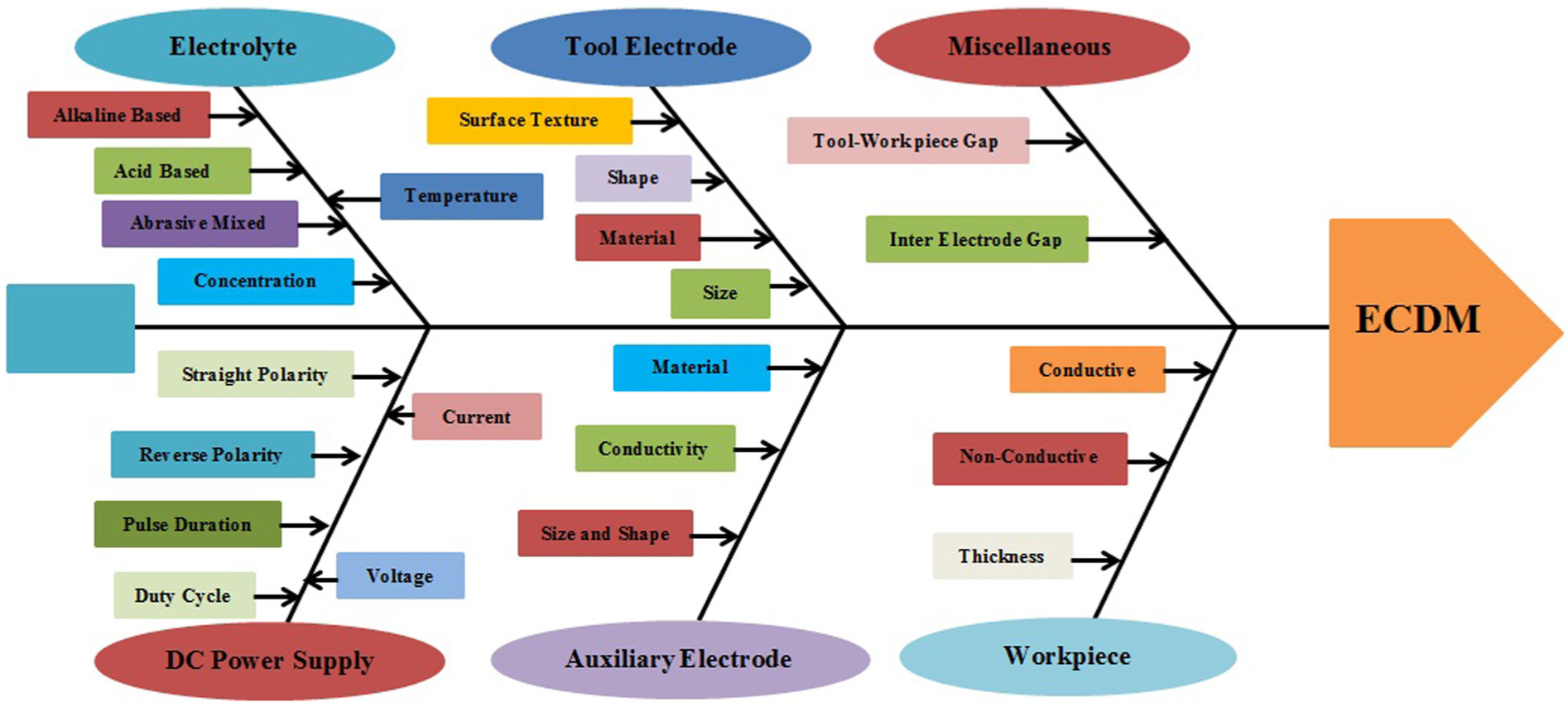
Cause and effect diagram of ECDM process.
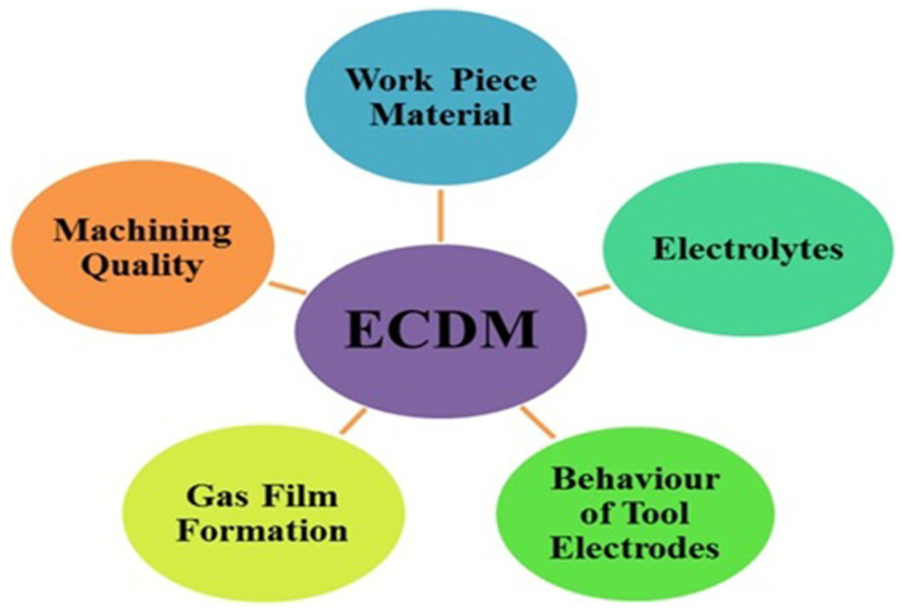
Domains of ECDM process reviewed in this report.
Machining behaviour of work pieces materials under ECDM process
The ECDM is suitable to machine hard, brittle, conductive and non-conductive materials such as glass, ceramics, composites, steel plates and super alloy. This section elaborates literature survey of different materials machined on ECDM.
Glass and ceramics
The characteristic features of glass such as chemical resistance and transparency are responsible for their application in the field of Lab-on-a-chip devices and microelectromechanical systems (MEMS). In continuation to these features, several researchers reported the machining behaviour of glass using ECDM over a period of time. Wuthrich et al.18–20 successfully drilled micro holes in glass by SACE. In this work, authors observed changes in gas film characteristics with addition of surfactant, that is, soap solution to electrolytes. The researchers claimed that main mechanism behind spark generation is the formation of gas film in electrochemical discharge phenomenon. During drilling of micro holes in glass, two regimes were reported, 21 first, discharge regime (200–300 µm depth) and second, hydrodynamic regime (depth higher than 300 µm). The drilling speed in discharge regime acts as function of applied voltage owing to easy availability of electrolyte in the machining zone. Whereas in hydrodynamic regime, the behaviour of process parameters on drilling speed is not well established due to instability of gas film. This instability is because of limited electrolyte circulation at higher machining depths. Attempts have been made to address this problem in hydrodynamic regime using process modification such as vibration-assisted tool electrode.22,23 The vibration-assisted tool electrode leads to enhancement in material removal rate (MRR) due to better circulation of electrolyte. On the contrary, an unconventional approach, that is, giving ultrasonic vibration to electrolyte has been attempted by Han et al. 24 The authors revealed that ultrasonic vibrations to electrolyte in ECDM process improves machining rate owing to better flushing of electrolyte during machining of glass. However, the side insulated tool electrode used in the experimentation reduces the overcut. Yang et al. 25 incorporate spherical tool electrode in machining of quartz by ECDM. The use of spherical tool electrode reduced instabilities encountered in hydrodynamic regime. It advances electrolyte flushing in hydrodynamic regime because of low contact zone between tool electrode and work piece. Jui et al. 26 analysed high aspect ratio micro machining of glass by rotary tool electrode in ECDM process. They revealed that rotation of tool improves circularity of hole, but it does not create any effects on critical voltage and critical current. Wei et al. 27 successfully modelled material removal mechanism in discharge regime but modelling mechanism in hydrodynamic regime is a complicated task due to lots of irregularities in machining zone. Similarly, in various studies, the effect of electrolyte concentration,28–30 gas film,31,32 tool electrode33–35 and duty factor36,37 is investigated on output quality characteristics of ECDM process.
Maillard et al. 38 observed that holes machined on glass by SACE at lower voltage and lower depth give smooth surface because of stable discharge regime. This finding is evident from the geometrical depiction of drilled holes. On the contrary, the holes machined at higher voltage and higher depth tend to produce heat affected zone (HAZ) and cracks on the drilled hole wall surface. The formations of cracks on machined surface were reduced with the addition of graphite powder in the electrolyte. 39 It is because of reduction in dielectric strength of gas film in machining zone. Cao et al. 40 reported the effect of change in electrolyte and electrolyte concentration on HAZ and overcut during machining of glass. The experimental results revealed that holes machined with KOH solution have less dimensional deviation as compared to hole machined with NaOH solution.
Later on, various research groups improved surface quality of glass and quartz with micro grinding–assisted ECDM, 41 addition of SiC powder to electrolyte, 42 pulse duration, 43 magnetic-assisted electrochemical discharge machining (MAECDM),44,45 machining temperature, 46 pulsed supply 47 and tool feed rate. 48 Moreover, the use of tool electrode with different shapes such as conical, 49 tapered 50 and sharp edges 51 evident efficient performance in terms of quality characteristics. Jain and Adhikary 52 observed machining of glass with different electrodes polarities. It is interesting to find out that ECDM process with reverse polarities experienced high machining rate due to chemical reactions. In addition to micro-drilling of glass by ECDM, the machining of micro-channels on glass,53,54 surface texturing, 55 three-dimensional (3D) micro structuring of glass 56 have also been attempted by different researchers.
In the field of micro-machining, ceramics attained lots of attention due to their numerous applications in industrial field such as computer parts, heat exchanger and internal combustion engine. 57 The machining of partially electrically conductive piezoelectric ceramic using ECSM process has been reported by Singh et al. 58 They revealed that MRR is appreciably increased with increase in applied voltage and electrolyte concentration. A similar finding has been reported by Sarkar et al., 59 during machining of silicon nitride ceramics by ECDM process. In addition, in the machining of silicon nitride ceramic, Shanmukhi et al. 60 compared modelling results of ECDM process by genetic algorithm (GA) and particle swarm optimization (PSO). Similarly, several studies have been reported on machining of aluminium oxide (Al2O3) ceramic such as controlled spark phenomenon with change in tool electrode tip, 61 abrasive tool electrode, 62 thermal expansion of tool, 63 electrolyte flow method, 64 micro slicing 65 and observed tool wear mechanism. 66
From the above extensive literature, the following finding can be drawn from the present status of research on machining of glass and ceramics by ECDM process:
Micro-drilling of glass is classified into two regimes, that is, discharge regime and hydrodynamic regime.
Surface characteristics of discharge regime are better than hydrodynamic regime.
Micro-machining of glass at low voltage and depth gives good surface characteristics.
Machining at higher depth, that is, hydrodynamic regime attained lots of irregularities due to low electrolyte circulation and instability of gas film.
The lack of electrolyte circulation at higher machining depth is improved by vibration-assisted ECDM.
Poor surface characteristics in machining of glass is successfully upgraded by use of powder mixed electrolyte, pulsed supply, MAECDM and different tool electrode shapes.
Micro-channels, surface texturing and 3D micro structuring of glass are successfully carried out by ECDM process.
Micro-machining of ceramics such as piezoelectric ceramic, silicon nitride ceramic and aluminium oxide ceramic are effectively carried out by ECDM process.
The tool electrode experiences thermal expansion during machining of ceramic.
Traveling wire electrochemical spark machining (TWECSM) is effectively used for micro-slicing of ceramics.
Ceramics is easily machined with change in tool electrode tip and electrolyte flow method in ECDM process.
Steel, composites and super-alloys
ECDM primarily used for machining of non-conductive materials as elaborated and discussed in the previous section. The process capability of ECDM extended its application to conductive materials such as steel, metal matrix composites and super alloys. The machining of steel with wire electrochemical arc machining (WECAM) has been reported by Hofy and Mcgeough 67 in 1988. They attempted to improve the machining accuracy using coaxial flushing of electrolyte. Later, machining of steel has been reported by several researchers;68–74 observed axial tool wear rate (TWR) in machining of small holes on steel plate68–72 and HAZ mechanism.73,74 Coteata et al. 68 studied drilling speed and axial TWR in machining of small holes on steel plate. They studied the effect of tool electrode diameter, voltage, electrolyte density and capacitance on drilling speed and axial TWR. The experimental results revealed that electrolyte density has significant effect on drilling speed and axial TWR as compared to other process parameters. However, the use of large diameter tool electrode in ECDM experienced low TWR due to better heat dissipation. 69 On the contrary, Chavoshi and Behagh 71 studied axial TWR in ECDM and revealed that axial TWR is utmost influenced by voltage, capacitance as compared to other process parameters, that is, electrolyte density, tool electrode diameter. Furthermore, these results were aligned with the experimental observation reported by Huang et al. 72 They studied effect of tool rotation speed, voltage and tool electrode diameter on axial TWR in drilling of small holes on stainless steel plate and concluded that voltage is dominant factor for the prediction of axial TWR. However, at high speed of rotation, the TWR is decreased due to centrifugal action of electrolyte. In micro-machining of steel by ECAM, the HAZ was analysed by Krotz et al. 73 They concluded that permanent pulsed voltage supply in ECAM process leads to formation HAZ on machined surface. However, an attempt has been made by Krotz et al. 74 to decrease the formation of HAZ on machined surface with process modification and named as Spark-assisted electrochemical machining (SAEM). Surfaces machined by SAEM process were free from recast layer and low HAZ because of plasma polishing effect given by the spark. The axial TWR in SAEM process was low as compared to ECAM process.
Composites are widely used in aerospace, electronics and automobile industries due to their high temperature and wear resistant properties.75–83 The superior properties of composites make them difficult to machine by conventional machining methods. Therefore, various researchers investigated machining of different composites and difficult to cut materials by unconventional machining process such as Ultrasonic,84,85 EDM,82,83 LASER 86 and ECDM58,87–91.
Machining of metal matrix composite (MMC) with ECDM process have been reported by Liu et al. 87 in 2010. They studied the effect of current, duty cycle, pulse duration and electrolyte concentration during machining of MMC by ECDM. The authors revealed that with the increase in the process parameters, the sparking rate in the machining zone increases. The material removal mechanism in ECDM process was similar to the EDM process, that is, spalling of debris. However, the surface characteristics of machined surface by ECDM process were superior to EDM process due to dissolution action caused by the electrolyte. Liu et al. 88 attempted machining of MMC by grinding-assisted electrochemical discharge machining(G-ECDM) process. In this study, process capability of ECDM process was enhanced due to additional grinding action in machining zone. As compared to conventional ECDM, the surface characteristics of machined surface by G-ECDM were considerably improved due to elimination of recast layer and reduction in surface roughness. Apart from metal matrix composites, researchers explored the machining of fibre-reinforced polymer matrix composites using ECDM process. Manna and Narang 89 drilled micro-holes in E-glass-fibre-epoxy composite by ECSM process. The output quality characteristics, that is, MRR and overcut have been significantly influenced by the applied voltage. The authors revealed that surface characteristics ofE-glass-fibre-epoxy composite machined by ECSM were poor due to incomplete or partial cutting of reinforced glass fibres during machining. Slicing of E-glass-fibre-epoxy composite has been investigated by Malik and Manna 90 using wire ECSM process. The authors conclude that the surface characteristics of micro-slicing were poor due to lack of fibres cutting during machining. However, fine micro-slicing is possible with optimized process parameters and electrolyte circulation. Antil et al. 91 studied drilling of micro-holes on SiC reinforced polymer matrix composite by ECDM process. In this work, Taguchi’s grey relational analysis (GRA) was used for optimization of the output quality characteristics such as MRR, overcut and taper. The optical images of drilled holes revealed the presence of HAZ on wall surface and cracks in matrix of composite. The machining of partially electrically conductive carbon fibre–reinforced polymer matrix composite (CFRP) by ECSM process has been reported by Singh et al. 58 In this study, the micro-slots and blind holes were drilled in carbon fibre epoxy composite. The authors concluded that tool feed rate is key factor that significantly influences surface characteristics of machined surface.
The nickel-based super-alloys are extensively used in aircraft engines due to their superior mechanical and heat resistant properties.92,93 A novel hybrid technique, that is, tube electrode high-speed electrochemical discharge drilling (TEHECDD) is effectively used for machining of film cooling holes in super-alloys.94–97 Yan et al. 94 studied effect of inner diameter of tubular electrode on MRR and surface characteristics of super-alloys. In this study, MRR is increased with increase in inner diameter of tubular electrode due to better flushing action. Moreover, the surface characteristics of machined surface were also improved due to elimination of recast layer in machined sample. Later on, Zhang et al. 95 studied effect of inner structure of tubular electrode on machining of super-alloys by TEHECDD. They revealed that double hole tubular electrode is premier tool electrode among other geometries for enhancement of machining rate and better surface quality. In other study, Yan et al. 96 reported comparative analysis of machining of super-alloy by EDM and TEHECDD. They revealed that TEHECDD is promising machining method for machining of micro-holes in super-alloys. Micro-holes drilled by EDM process attained poor surface characteristics due to recast layer, while this effect is negligible in TEHECDD process. Zhang et al. 97 studied effect of low conductive electrolyte solution in drilling of micro-holes by TEHECDD process. The use of low conductive electrolyte solution in TEHECDD process yields improvement in MRR and overcut.
The statistical analysis of ECDM process for past 10 years with respect to work materials is presented in Figure 4. As depicted from Figure 3, that ECDM process is widely accepted for machining of non-conducting materials such as glass, composites and ceramics. However, the machining of conductive materials, that is, steel and super-alloys has also been attempted successfully by several researchers.
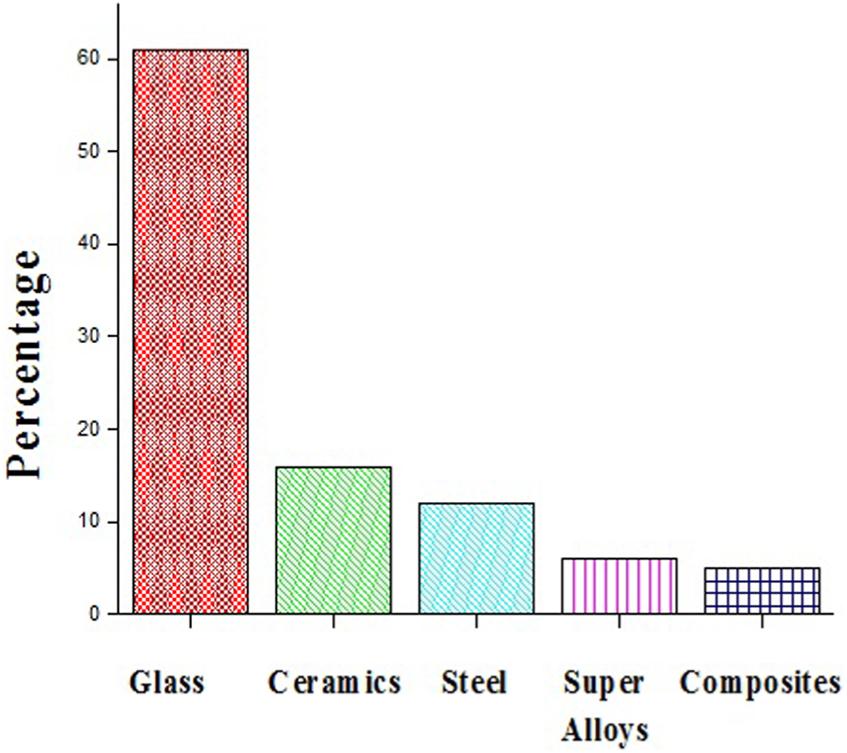
Percentage of publications with various work piece material for last 10 years reviewed in this report.
The following findings are drawn from research status of steel, composite and super-alloys by ECDM process:
Highly precise holes are machined on steel plate by coaxial flushing of electrolyte in WECAM process.
While machining of holes on steel plate, the tool electrode experienced axial TWR in ECDM process.
Surface characteristic of steel machined by ECDM process is poor due to HAZs.
The micro-machining and micro-slicing of E-glass-fibre-epoxy composite, carbon fibre epoxy composite and SiC reinforced polymer matrix composite attained poor surface characteristics due to incomplete cutting of fibres and cracks on machined surface.
In machining of MMC, the grinding-aided ECDM process is recommended to attain better machining rate and surface characteristics.
In micro-machining of composites, the tool feed rate is predominant factor that significantly influences surface characteristics of machined surface.
Film cooling holes are successfully machined in super-alloys by tube electrode high-speed electrochemical discharge drilling (TEHECDD) process.
Machining rate is enhanced with change in inner shape of tool electrode.
The samples machined with TEHECDD process are free from recast layer as compared to EDM process.
Electrolytes
The electrolytes used in ECDM process are responsible for gas film formation and chemical etching on machining surface. Number of electrolytes such as NaOH, KOH, H2SO4, NaNO3, NaCl, KCl, NaClO3 and pure water were used by different researchers during machining by ECDM. The properties of electrolytes such as electrical conductivity, viscosity, concentration and temperature of electrolyte affect the output quality characteristics of the machined surfaces.98,99 Yang et al. 100 studied the effect of various properties of electrolyte such as nature of electrolyte, temperature, concentration on machining of glass by ECDM process. The authors revealed the effect of acidic, neutral and alkaline electrolyte on machining rate. In ECDM process, the acidic electrolyte such as H2SO4 and HCl remains incapable to machine glass irrespective to generation of green spark. On the contrary, the neutral electrolytes such as KCl and NaCl yield low machining rate with generation of red spark. However, the alkaline electrolytes such as NaOH and KOH produce high MRR as compared to neutral electrolytes. This behaviour of alkaline electrolyte is because of the presence of OH− ions which promotes etching rate after sparking during ECDM process. The increase in temperature and concentration of electrolyte yields high machining rate due to increase in spark intensity and etching rate. Wuthrich et al. 20 studied effect of addition of surfactant, that is, soap solution to electrolyte in SACE. The authors revealed that addition of soap solution to electrolyte yields generation of small diameter bubbles which causes reduction of gas film thickness on tool electrode surface because of improved wettability of tool electrode with electrolyte. 101 This reduction in gas film thickness leads to improvement in surface quality characteristics because of decrease in spark intensity, stability of gas film and reduction in overcut. Han et al. 39 reported that addition of graphite powder to electrolyte improves surface characteristics of ECDM process. This improvement in surface characteristics was because of elimination of cracks and improved surface finish caused by abrasive action of graphite powder along with electrolysis process. Furthermore, it is also evident that with the addition of graphite, the puncture strength or critical strength of the gas film reduced considerably which cause to decrease the rate of spark intensity in the machining zone. Kuo et al. 42 studied effect of mixing SiC powder to electrolyte on machining quality by wire electrochemical discharge machining (WECDM process. In this work, the surface characteristics of machined surface were improve due to fast replacement of titrated electrolyte during machining. Moreover, it reduces surface roughness of machined surface due to additional polishing action caused by SiC powder in electrolyte.
In ECDM process, the electrolytes such as NaOH and KOH have gained popularity due to high MRR. Moreover, KOH electrolyte at same level of concentration evolved high performance in terms of MRR when compared with NaOH.40,100 It is because of difference in their ionic mobility and viscosity of NaOH and KOH. The low viscosity of KOH electrolyte yields high MRR due to better flushing action in machining zone. The remaining electrolytes like H2SO4, NaNO3, NaCl and NaClO3 are less versatile due to production of harmful gases and low MRR. The production of gases and fumes during machining is very hazardous to human health; therefore, the use of eco-friendly electrolytes becomes need of the hour. Mineral water act as eco-friendly electrolyte, it has capability to be used in ECDM due to the presence of ions like Na+, OH− and H3O+ irrespective of their low electrical conductivity. 102
The researchers explored the behaviour of different electrolytes such as NaOH, KOH, NaNO3, mixture of NaOH and KOH, Na2SiO3 and NaCl on machining quality characteristics during ECDM process (Figure 5). The analysis of various electrolytes used in ECDM process reveals that NaOH electrolyte attains popularity over other electrolytes due to high MRR and better machined surface quality. The findings drawn from the research status of electrolyte in ECDM process are presented below:
Alkaline electrolytes are effectively used in ECDM process as compared to neutral and acidic electrolytes.
KOH electrolyte at same level of concentration gives high performance in terms of MRR as compared to NaOH.
Mineral water can be used as eco-friendly electrolyte in ECDM process.
Additives mixed electrolytes evolved high performance in terms of quality characteristics.
Electrolyte properties such as viscosity, electrical conductivity, concentration and temperature play a vital role in ECDM process.
Additives mixed electrolyte controlled gas film thickness in ECDM process.
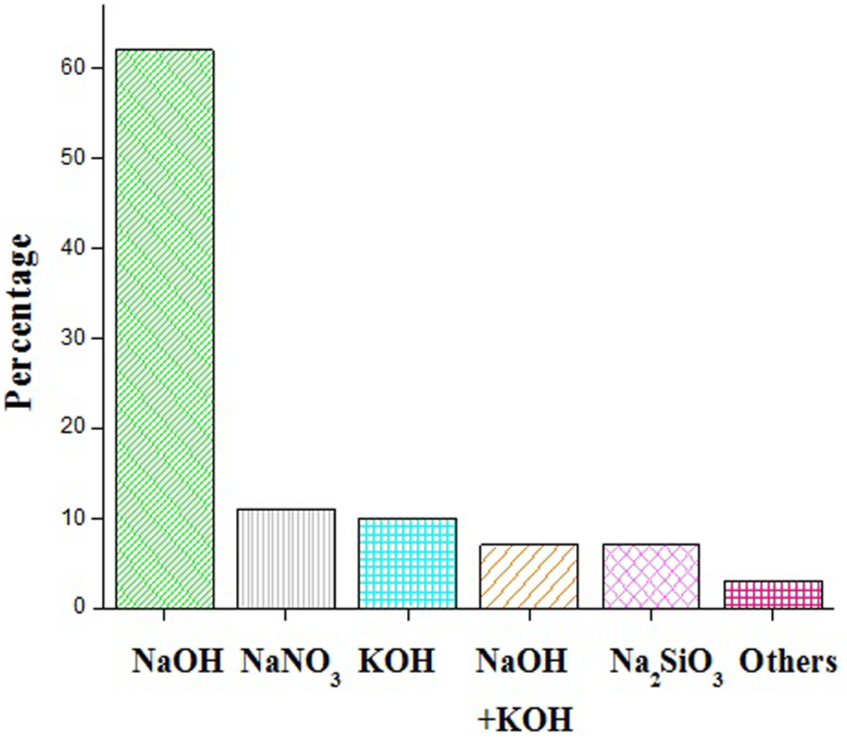
Percentage of publications with various electrolytes for last 10 years reviewed in this report.
Behaviour of tool electrode
The researchers investigated various tool electrode materials such as tungsten carbide, stainless steel, tungsten, copper, high carbon steel and high-speed steel during machining with ECDM process. The MRR during ECDM process depends upon the various mechanical and metallurgical properties of the tool electrode. The tungsten carbide tool electrode attained popularity over other tool electrodes because of its superior properties such as high melting point, hardness, wear resistance and low specific heat capacity. It is interesting to note that tool electrode with high thermal conductivity yields superior machining performance in discharge regime. However, this effect is limited in hydrodynamic regime due to upward drag force caused by molten material. 33
The tool electrode geometry has significant role to ascertain the quality of gas film formation and surface to be machined during ECDM process. Several researchers investigated the effect of tool electrode geometry on machining quality characteristics of the machined surface. The tool geometric investigated by researchers were conical, spherical, cylindrical, tubular, abrasive coated, surface texture tool electrode, flat side tool electrode and so on as shown in Figure 6. Wuthrich et al. 21 incorporate needle shape tool electrode in machining of glass by SACE process. The authors revealed that needle shape tool electrode increased drilling speed as compared to cylindrical tool electrode. It is because of concentrated spark intensity at tool electrode tip. Yang et al. 25 studied effect of spherical tool electrode in ECDM process. The incorporation of spherical tool electrode in ECDM process strengthens fresh electrolyte supply in machining zone. This occurred due to low contact area between tool electrode and work piece. Therefore, spherical tool electrode enhanced machining rate and stability of gas film in ECDM process. Chak and Rao6,62 investigated the effect of abrasive tool electrode on output quality characteristics of ECDM process. They revealed that abrasive tool electrode increased machining rate due to additional abrasive action and high spark energy in the machining zone. Apart from this, the insulated abrasive coating on the peripheral tool electrode surface yields better surface integrity and dimensional overcut. Yang et al. 34 reported behaviour of the surface roughness of tool electrode in ECDM process. The authors revealed that the increase in surface roughness of tool electrode enlarged gas film thickness due to change in wettability of tool electrode. Therefore, holes machined with tool electrode having rougher surface caused increase in hole diameter, that is, overcut because of increase in gas film thickness in the machining zone. On the contrary, Han et al. 103 incorporate surface textured tool electrode in wire ECDM process and found that the surface machined by WEDCM has better surface quality due to stable discharge activity.
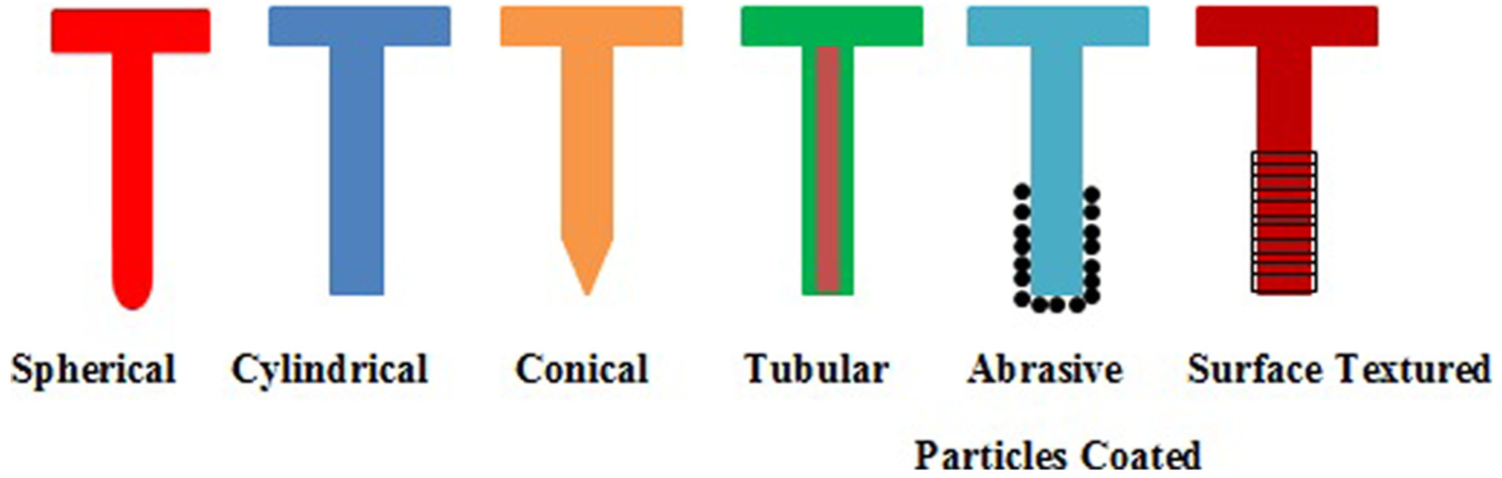
Different tool electrode geometries used in ECDM process.
The major obstacle at higher machining depth is proper circulation of electrolyte in the machining region. This problem has been addressed by many researchers by change in geometrical shape and features of tool electrode. Zheng et al. 104 investigated effect of flat side tool in ECDM process. The use of flat side tool electrode in ECDM process strengthens electrolyte circulation at higher machining depth which leads to stable discharge activity and gas film phenomenon. Therefore, micro-holes at higher depth were easily machined with flat side tool electrode in ECDM process. Cheng et al. 32 revealed the same finding as proposed by Zheng et al. 104 using ECDM process. Yan et al. 94 studied the effect of inner diameter of tool electrode in TEHECDD process. The authors found that with the increase in inner diameter of tubular tool electrode in TEHECDD, the machining rate increases. It was because of better flushing of electrolyte in the machining zone. Zhang et al. 95 reported effect of the inner geometry of tubular electrode on output quality characteristics of TEHECDD process. They concluded that double and multi-hole tubular tool electrode in TEHECDD process enhanced electrolyte flushing during machining. However, double hole tubular tool electrode was observed as optimal geometry due to elimination of residual cylinder on machined surface.
The most common tool electrode material used by researchers was stainless steel and tungsten carbide. The researchers recommended these tool materials because of low specific heat and high wear resistance characteristics. Figure 7 represents various studies on ECDM for last 10 years with stainless steel tool electrode followed by tungsten carbide and other tool electrode materials. The research findings drawn from research status of tool electrode and tool geometry in ECDM process are presented below:
Tungsten carbide tool electrodes were preferred in ECDM process due to its superior properties.
Tool electrode with high thermal conductivity yields high machining rate in ECDM process.
Tool electrodes with different shapes such as conical, spherical, flat side, tubular prompts electrolyte supply at higher machining depth.
Abrasive particle insulated tool electrode is widely acceptable for better surface integrity and machining accuracy.
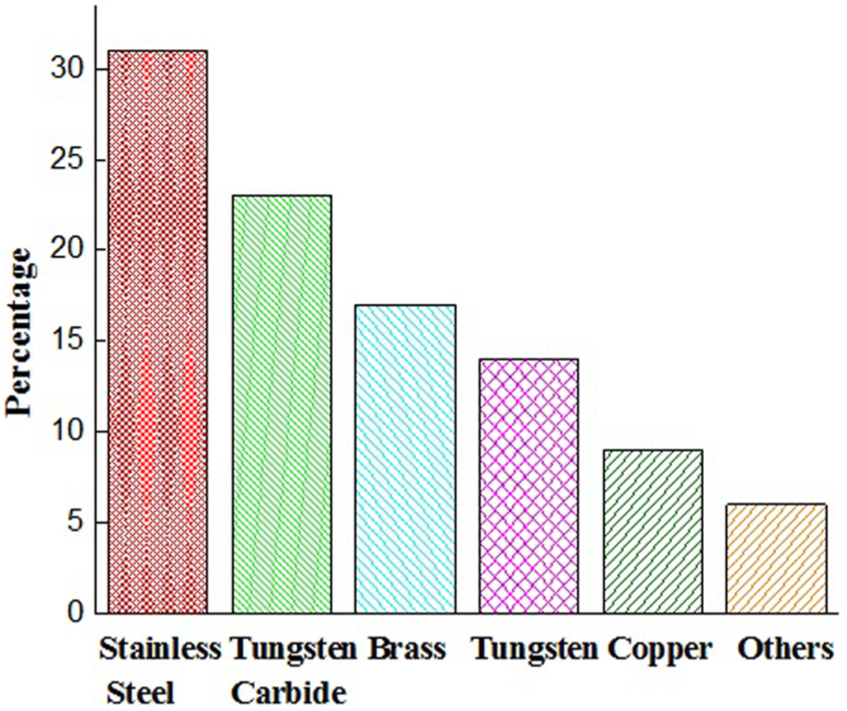
Percentage of publications with various tool electrodes for last 10 years reviewed in this report.
Gas film formation
Formation of gas film in the machining zone is an important aspect in ECDM process which governs overcut, delamination and surface quality of machined surface. The basic principle behind the gas film formation is electrolyte evaporation and coalescence of hydrogen bubbles on tool the electrode surface. 105 The instability of gas film during machining is unacceptable; therefore, researchers tried to control and stabilize the gas film formation with the variation in input process parameters. The gas film formation is significantly influenced by current density, wetting of tool electrode, bubble detachment rate, gas production rate and so on. 106 The stability of gas film ensures the usability of ECDM process in the commercial or industrial machining. In other findings, authors revealed that the uniformity and thickness of gas film is directly related to temperature of electrolyte. With the rise in temperature, the gas film becomes more stable and narrow in nature.107,108 Therefore, the elaborated study of gas film formation and the effect of different input process parameters on the gas film formation is the need of the hour.
The stability of gas film is directly related to availability of fresh electrolyte in machining zone. This problem has been addressed by various researchers with incorporation of different electrode shapes such as conical, 21 side insulated, 24 flat side, 32 tubular tool electrode94,95 and hybridization techniques109–111 in ECDM process:
Wuthrich et al. 21 stabilized the gas film formation using conical tool electrode in SACE process.
Han et al. 24 investigated the effect of side insulated tool electrode on stability of gas film formation during ECDM process. The authors found that stability of gas film is enhanced because of the localized electrolysis process at tool electrode tip.
Cheng et al. 32 revealed that the stability of gas film is improved due to availability of large space for electrolyte circulation by using flat side tool electrode.
Yan et al. 94 studied behaviour of gas film using tubular tool electrode in TEHECDD process. The tubular tool electrode promotes stability of gas film due to better flushing of electrolyte in machining regime.
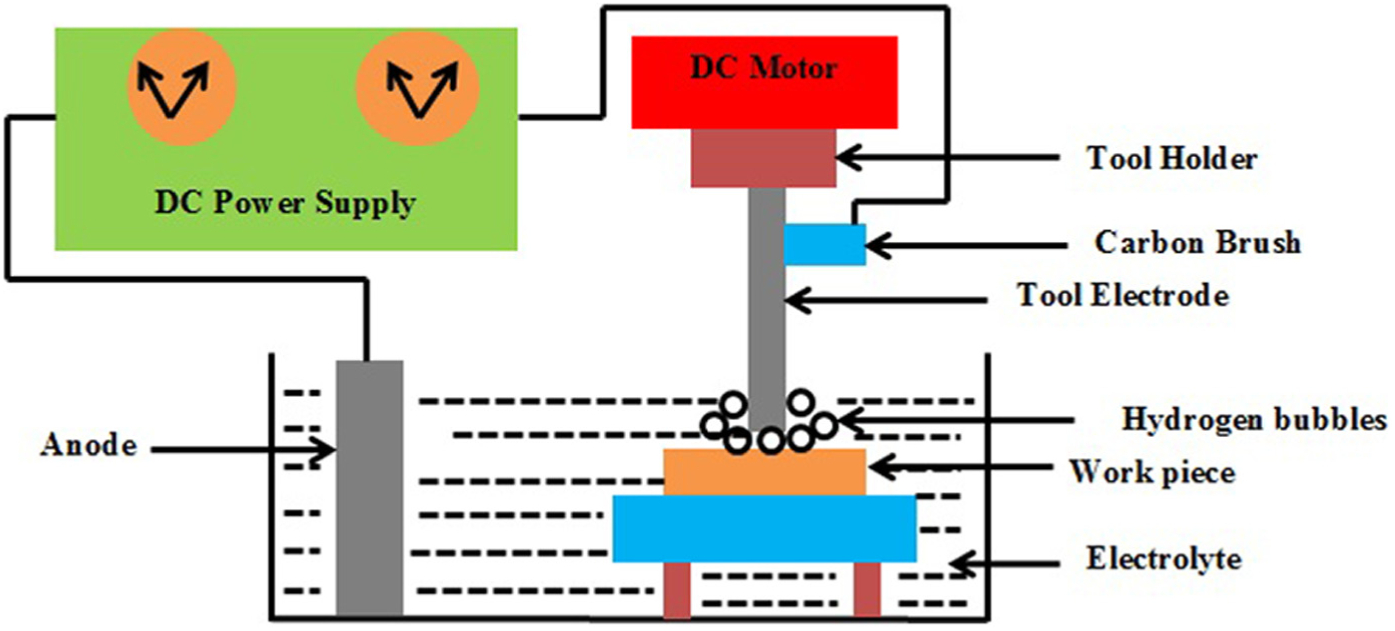
In continuation to these studies, the instability of gas film at higher machining depth is addressed by various researchers using direct or indirect vibration to the ECDM process. Wuthrich et al. 22 reduced instability of gas film using vibration-assisted tool electrode (direct vibration) in SACE process. This stability of gas film formation is because of better flushing of electrolyte in the machining zone. Han et al. 24 studied behaviour of gas film by using vibration to electrolyte instead of tool electrode (Indirect vibration) in ECDM process. Figure 8(a) represents the behaviour of gas film formation without vibration to electrolyte. In addition, Figure 8(b) depicts modification in gas film structure due to change in path of gas bubbles. Apart from this, ultrasonic-vibrated electrolyte enhanced the spark phenomenon along the sides and tip of tool electrode. Therefore, the instability of gas film encountered in hydrodynamic regime was reduced using direct or indirect vibrations. In addition to these studies, several researchers have been reported their work in domain of vibration-assisted ECDM by giving direct10,23,112 or indirect vibrations 113 in ECDM process. The basic schematic diagram of vibration-assisted ECDM process is shown in Figure 9.
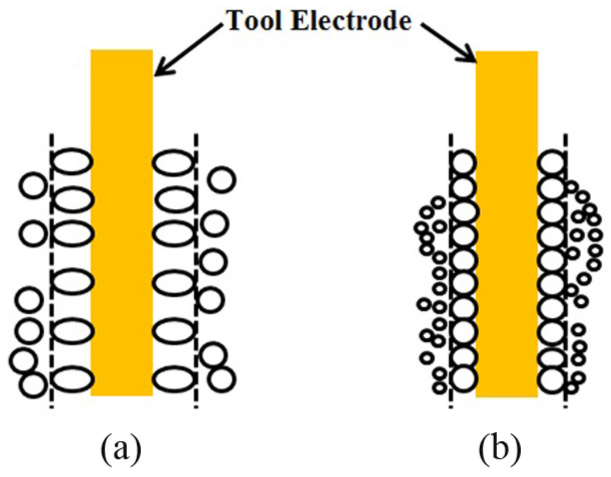
Gas film geometry (a) without ultrasonic vibration of electrolyte (b) with ultrasonic vibration of electrolyte. 24
Basic schematic of vibration-assisted ECDM.
Allagui and Wuthrich 31 reported the dynamic behaviour of gas film formation, that is, gas film life time and gas film formation time based on wavelet analysis. This wavelet analysis showed that gas life time is more stable at higher voltage due to rise in temperature of tool electrode. On the contrary, the gas film formation time decreases with rise in terminal voltage. This decrease in gas film formation time is because of rapid evaporation of electrolyte and localized joule heating effect.
With the addition of surfactants (soap solution) to electrolyte, the critical voltage and gas film formation thickness decreases.20,99 It occurs due to changes in surface tension of electrolyte and better wettability of tool electrode with electrolyte. As reported by Wuthrich et al., 20 the gas film thickness is decreased with the addition of surfactants owing to the formation of small diameter hydrogen bubbles (Figure 10). Kuo et al. 42 studied behaviour of gas film by SiC powder mixed titrated electrolyte in WECDM process. The authors revealed that stability of gas film is improved due to fast replacement of electrolyte in machining regime caused by titrated electrolyte.
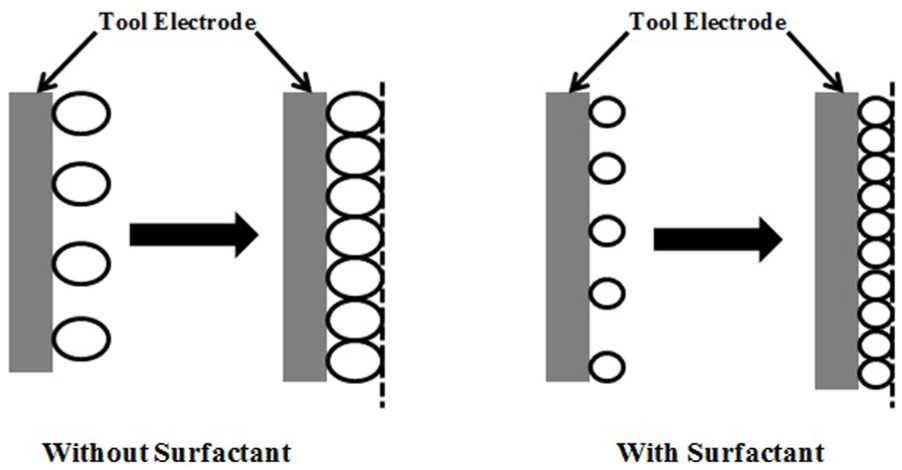
Effect of surfactants on gas film thickness. 20
Yang et al. 34 investigated the behaviour of gas film formation with the increase in surface roughness of the tool electrode in ECDM process. They revealed that wettability of tool electrode is significantly affected by surface roughness of tool electrode. As shown in Figure 11, the gas film thickness is increased with the increase in surface roughness of tool electrode. It occurs as a result of formation of large diameter gas bubbles because of poor wettability of tool electrode with the electrolyte. Moreover, the detailed mechanisms for changes in wettability of tool electrode with surface roughness and addition of surfactants have been reported in different studies.114–116
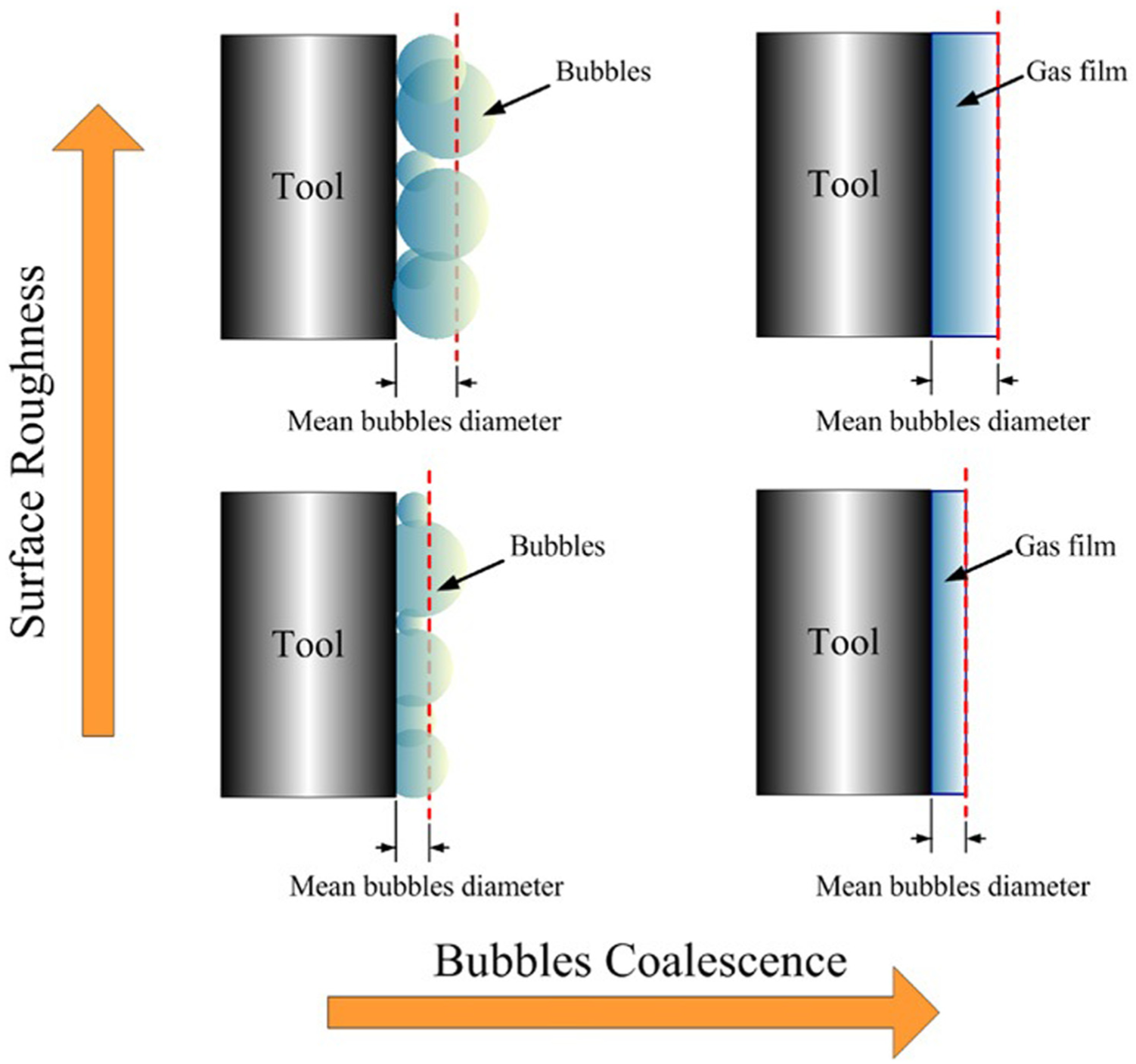
Gas film thickness with rise in surface roughness of tool electrode 34 (with permission from Elsevier).
Gautam and Jain 117 studied behaviour of gas film formation using rotary tool electrode in ECDM process (Figure 12). The studies described effect of tool rotation on gas film formation in two regimes, that is, speed from 0 to 500 r/min and above 500 r/min.25,117 The first regime provides superior results, that is, enhancement in machining rate, better surface quality due to rapid gas film formation. The rotary speed above 500 r/min provides poor machining performance due to instability of gas film formation. However, the change in tool profile, that is, flat sidewall-flat front tool electrode provides better results even at higher tool rotation speed. 104
Basic schematic of rotary-assisted ECDM.
The findings drawn from current research status of gas film phenomenon in ECDM process are shown below:
In ECDM process, the additives mixed electrolyte is effectively controlled gas film thickness.
Stability of gas film is directly controlled by different shapes of tool electrode such as conical shape, flat side and tubular tube electrode.
Instability of gas film in hydrodynamic regime is successfully handled by using direct or indirect vibration in ECDM process.
Surface roughness of tool electrode is highly susceptible for increase in gas film thickness of ECDM process.
Stability of gas film is directly related to temperature of tool electrode and electrolyte.
Hybridized process such as rotary ECDM and vibration-assisted ECDM have significant effect on behaviour of gas film formation.
Machining quality
With the development of ECDM process, few research articles have been reported on HAZ, cracks and surface quality of machined surface. Most of the available research studies have been focussed on MRR and overcut. However, in case of micromachining surface quality, HAZ and cracks are very important aspects to be addressed for viable results.118,119 Geometrical morphology of holes in SACE has been reported by Maillard et al. 38 They revealed that holes machined at lower voltage and depth gives smooth surface due to stable discharge activity. On the contrary, the holes machined at higher voltage and depth tends to produce HAZ and thermal cracks. Didar et al. 55 reported the geometrical morphology of two-dimensional (2D) channels machined with SACE. Micro channels of different characteristics features such as smooth surface, jagged outline, HAZ edges were obtained with variation of supply voltage and tool travel speed. Yang et al. 34 investigated the effect of different tool electrodes on machining quality in ECDM (Figure 13). They revealed that current response of tungsten tool electrode remains less stable as compared to other tool electrodes. Therefore, the use of tungsten tool electrode creates uneven etching impressions on HAZ. Cao et al. 41 studied surface characteristics of machined surface by post machining, that is, micro grinding of ECDM surface. The authors found improvement in surface quality of machined surface due to elimination of cracks caused by additional abrasion action. Likewise, the hybrid technique such as grinding-assisted ECDM (Figure 14) provides superior results as compared to conventional ECDM.87,120,121
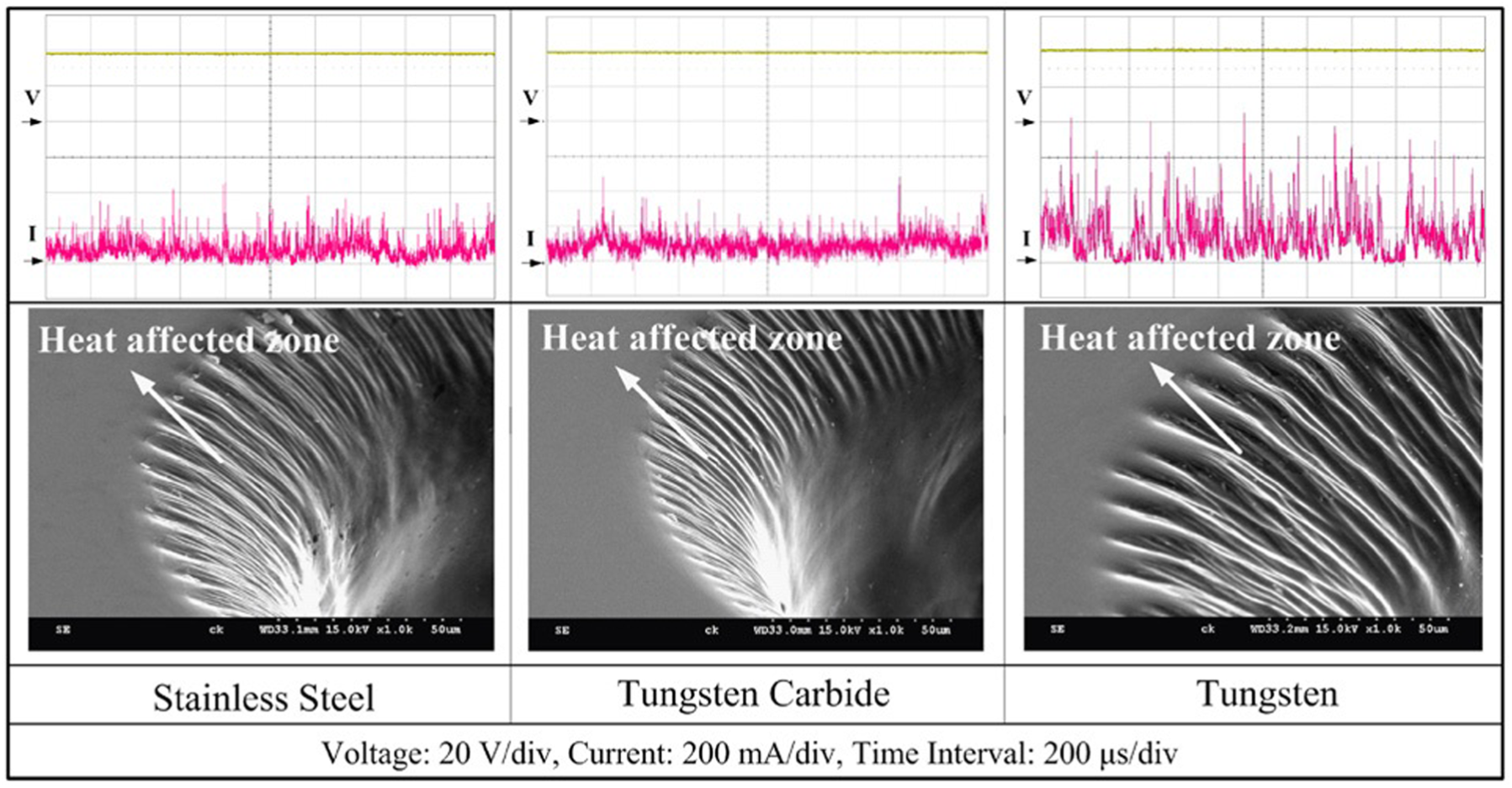
Current responses and images of HAZ with different tool electrodes 34 (with permission from Elsevier).
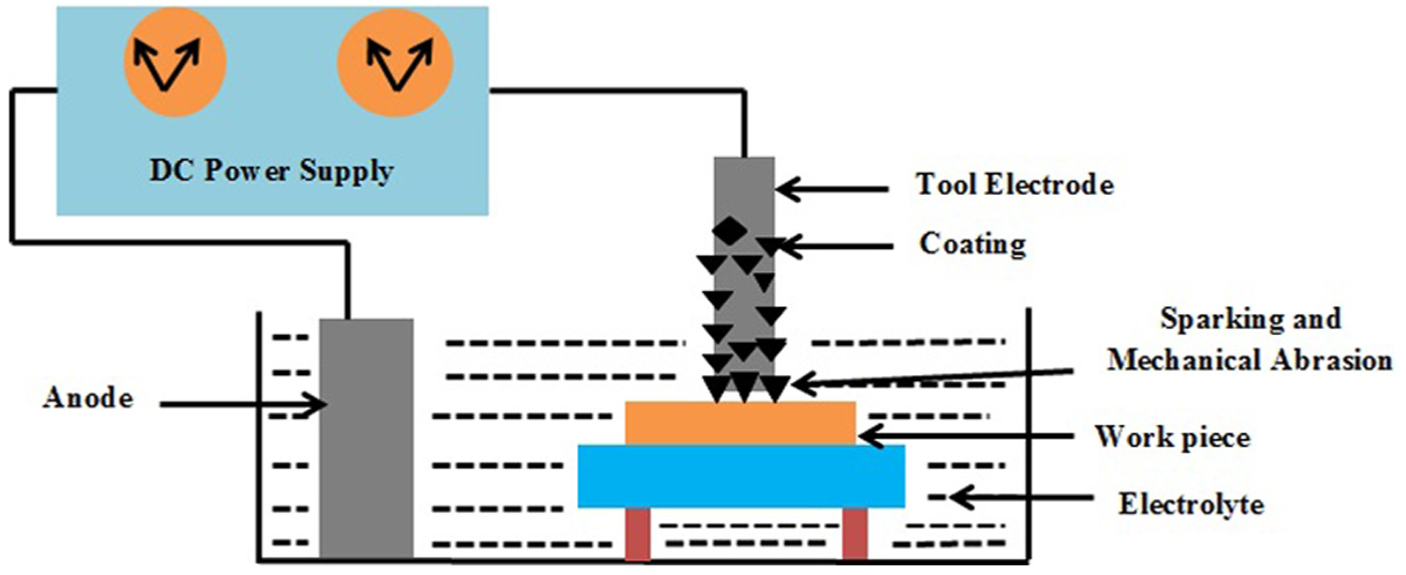
Basic schematic of grinding-assisted ECDM.
Machining quality of machined surface is significantly affected by electrolyte and its properties. Nuguyen et al. 30 investigated the effect of electrolyte level on machined surface morphology. They revealed that rise in electrolyte level in ECDM process generates unstable gas film and causes poor quality surface due to uneven sparks. Ziki et al. 122 revealed that micro-channels of different texture were produced due to change in viscosity of electrolyte.
Hajian et al. 44 investigated the effect of MAECDM on machining quality. The authors found that magnetic field orientation which generates upwards Lorenz force and low electrolyte concentration is an optimal condition for generating good quality surface. Similarly, other researchers reported that better surface characteristics were obtained using MAECDM.45,123 The basic schematic of MAECDM is shown in Figure 15.
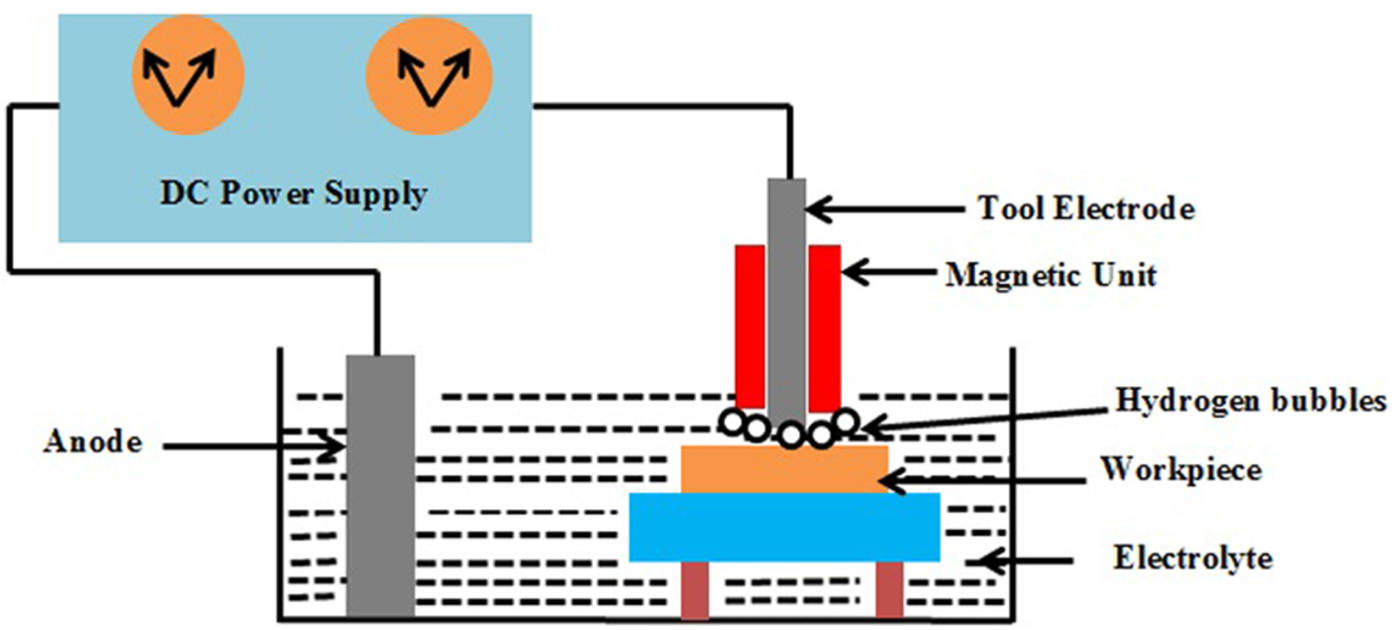
Tool electrode with different magnetic outlines in MAECDM.
Han et al. 39 analysed surface integrity of machined samples with addition of graphite powder to electrolyte, that is, additives mixed ECDM. They revealed that addition of graphite powder reduces breakdown voltage due to reduction in dielectric strength of gas film. Figure 16(a)–(d) shows that increase in powder concentration up to 1 wt% tends to reduce surface roughness from 4.86 to 1.44 µm with elimination of cracks. Apart from this study, the mixing of SiC powder to electrolyte improved surface quality due to additional grinding action in machining zone. 42
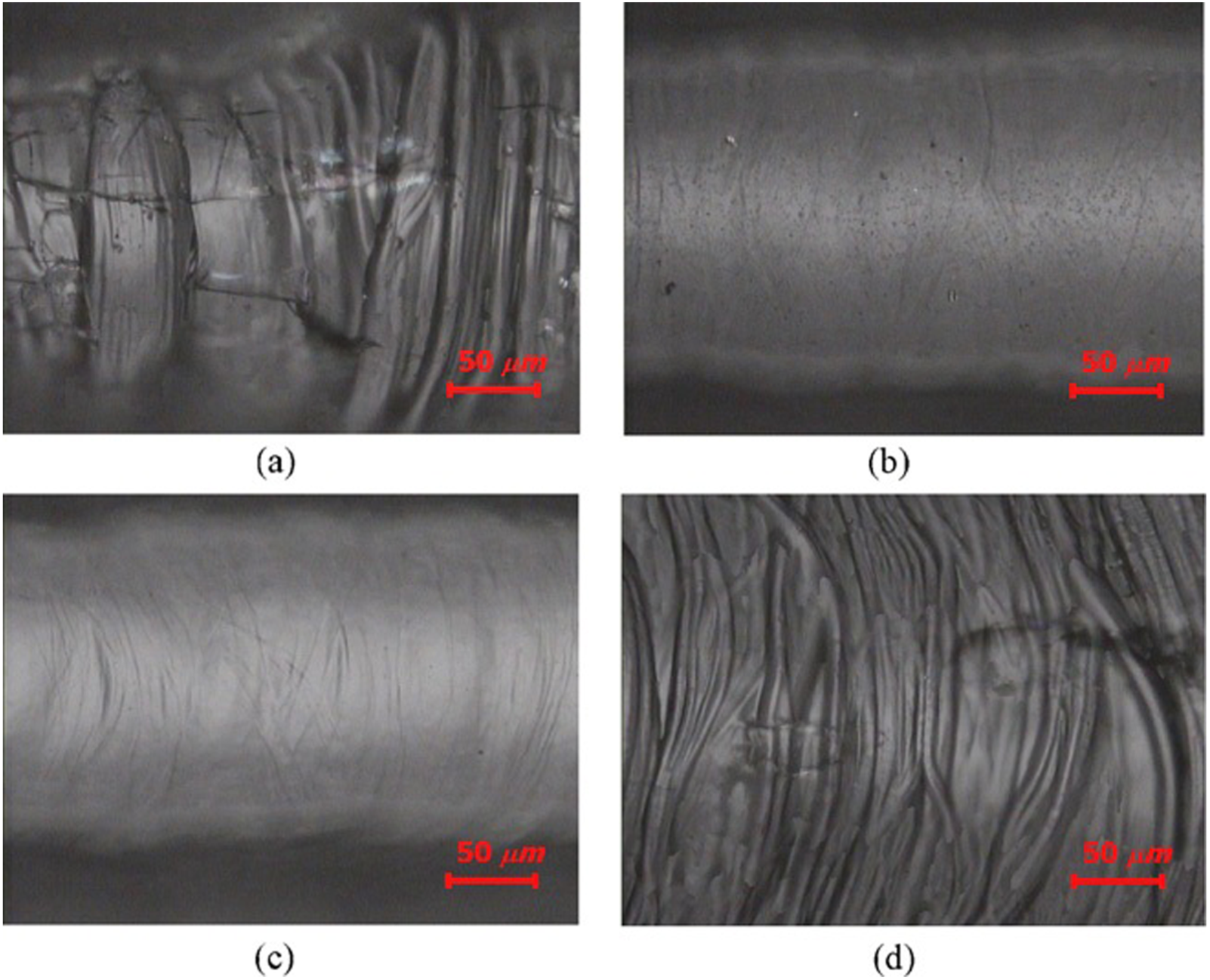
Surface roughness with powder concentration (a) without powder, Ra: 4.86 µm; (b) powder: 0.5 wt%, Ra: 1.63 µm;(c) powder: 1 wt%, Ra: 1.44 µm and (d) powder: 2 wt%, Ra: 5.26 µm 39 (with permission from Elsevier).
Saranya et al. 53 studied surface characteristics of micro-channels machined by ECDM process. They revealed that surface quality of micro channels were significantly affected by tool travel rate (Figure 17(a) and (b)). Micrographs revealed that surface becomes rough with cracks at low tool travel rate (TTR), that is, 0.3 mm/min. It is because of machined surface remains in contact with sparking zone for extended period of time. In addition, the high TTR leads to reduction in micro channel width and cracks due to low contact time to sparking.
Optical images of micro channels (a) with applied voltage Vc + 7 V and TTR 0.3 mm/min and (b) with applied voltage Vc + 7 V and TTR 2 mm/min 53 (with permission from Springer Nature).
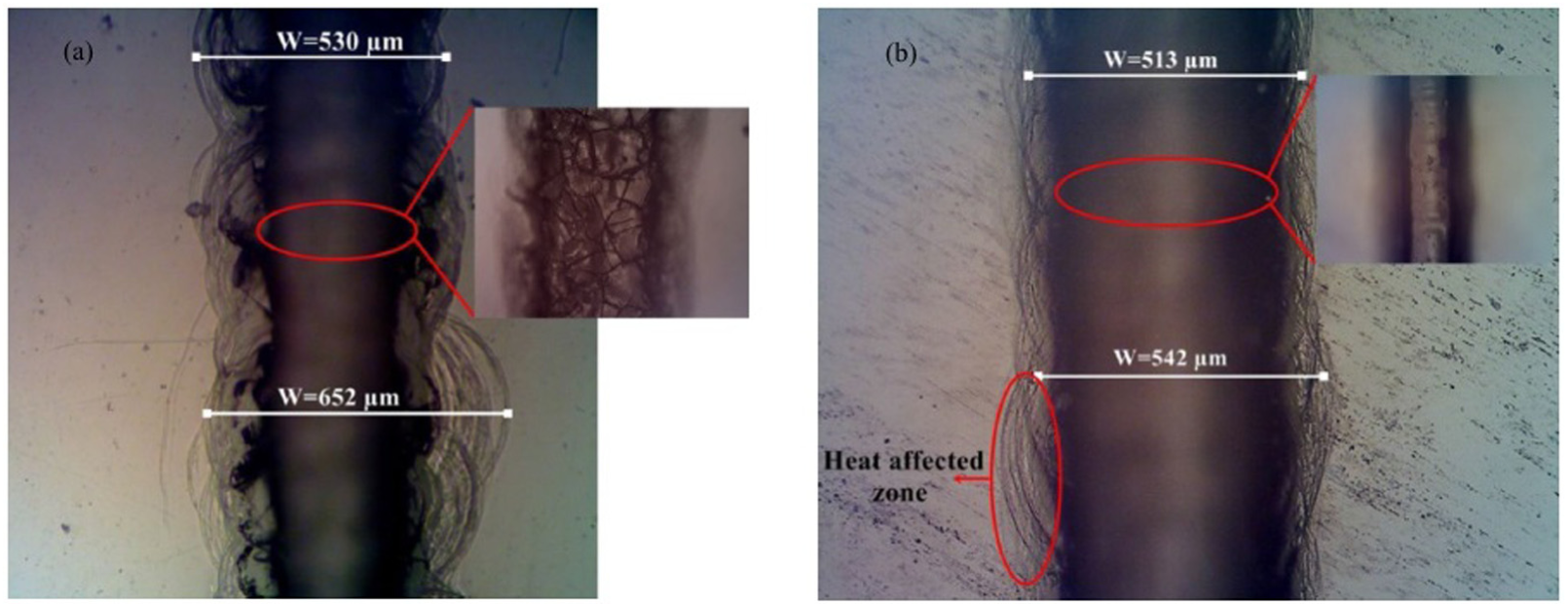
Yan et al. 94 reported the effect of tubular electrode (Figure 18) inner diameter on machining quality characteristics. As shown in Figure 19(a)–(d), it revealed that machined surface with higher diameter of tubular electrode are free from recast layer due to better flushing action.
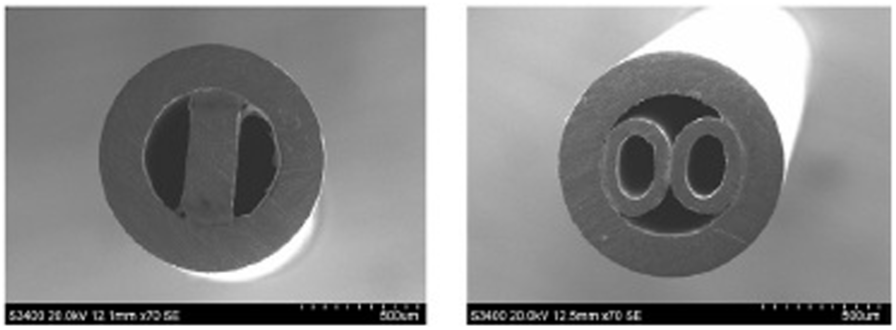
Tubular electrode of different inner structure 95 (with permission from Elsevier).
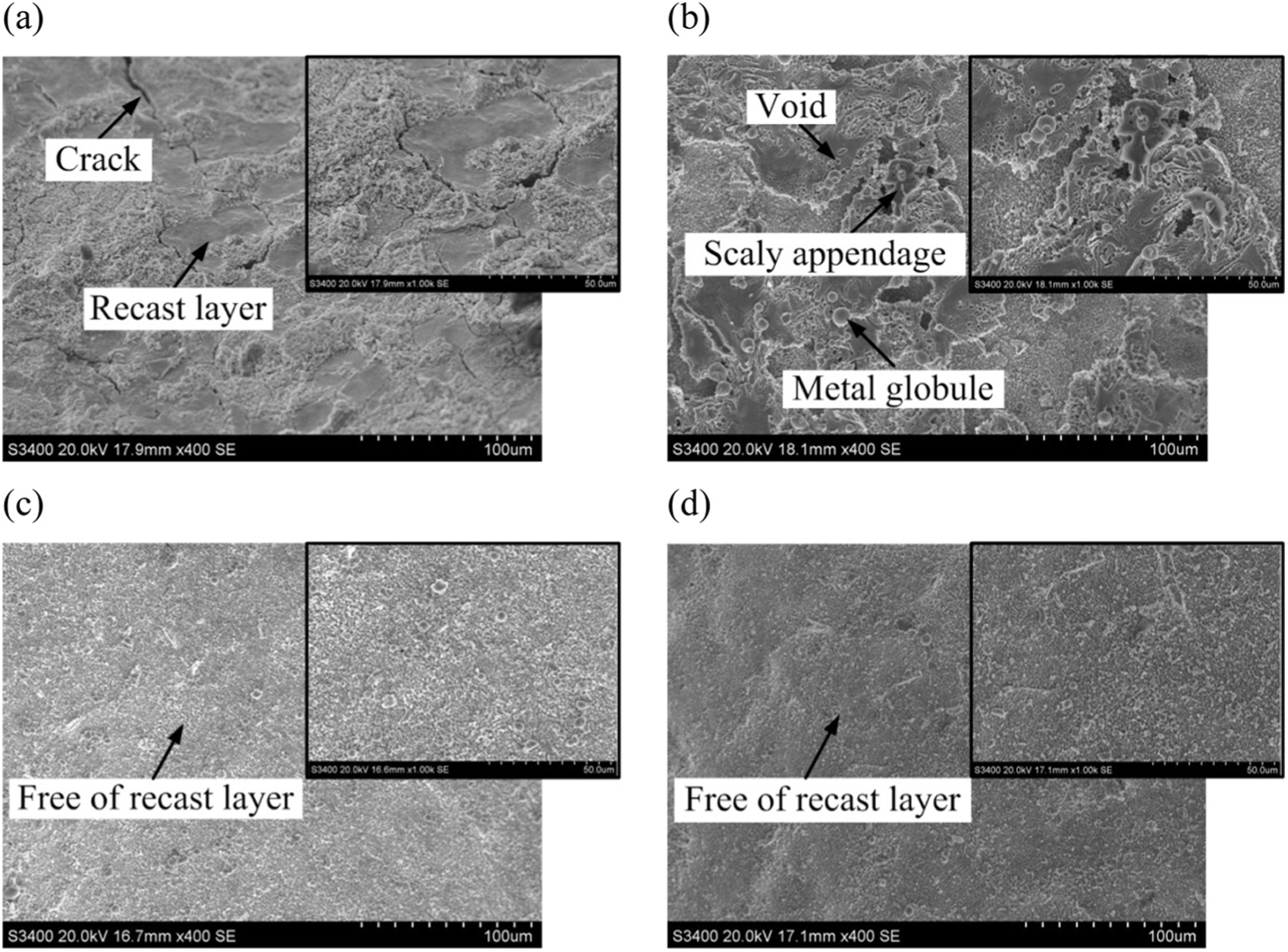
Machining surface with different tool electrodes such as (a) cylinder, (b) single hole, (c) double hole and (d) multi-hole 95 (with permission from Elsevier).
Apart from these studies, several researchers have reported effect of numerous process parameters such as machining voltage, electrolyte concentration and current on machining performance of ECDM process. Machining performance in ECDM process is referred as an MRR, machining quality and dimensions of desired component. However, the quality of machined surface and its dimensions remain a dominant factor as compared to MRR in micro-machining of precise products.
The machining voltage of ECDM process increases the MRR because of increase in intensity of discharge energy in machining zone. The increase in machining voltage stepped up hydrogen bubbles generation rate which played a significant role in sparking intensity of ECDM process. 124 However, the effect of machining voltage on MRR is limited up to a certain value. The authors revealed 61 the decrease in MRR at 100 V due to limited flushing of debris in machining zone. Also, the machining surface becomes rough with micro-cracks due to excessive heat in machining regime. Likewise, in machining of micro-holes and micro-channels on glass by SACE process the surface becomes rougher because of micro-cracks and HAZs.38,55 In addition to this, overcut rate in machining region increased with increase in machining voltage due to side sparking. 59
The high concentration of electrolyte in ECDM process increases the electrical conductivity of electrolyte medium. 59 The electrolyte conductivity enhances the rate of electrochemical reactions and causes high MRR due to increase in sparking energy. However, this effect is limited up to electrolyte concentration 250 g/L (NaOH) caused by diminution of EDM action in machining zone. 125 On the contrary, high electrolyte concentration generates better quality machined surface due to chemical etching.6,40,100 Moreover, the overcut rate is limited with high electrolyte concentration due to concentrated sparks in machining zone. 59 The MRR is increased with the increase in current supply of ECDM process. 90 This is because of increase in current density at tool electrode tip. On the contrary, the quality of machined surface becomes poor due to uneven sparking. In addition to this, the overcut rate is increased due to the formation of craters around tool electrode surface. Likewise, the power circuit characteristics of ECDM process such as inductance, resistance and capacitance have dominant effect on machining performance of ECDM. 126
The following findings were drawn from current research status of machining quality in ECDM process:
Micro-holes machined at lower depth and voltage yields smooth surface characteristics due to stability of gas film in ECDM process.
In machining of micro-channels by ECDM process, the surface quality of machined surface is controlled by applied voltage and tool travel rate.
Hybridization of ECDM process such as grinding-assisted ECDM, MAECDM, TEHECDD and additives mixed ECDM create better machining quality due to elimination of cracks and stability of gas film.
The various tool geometries such as tubular tool electrode, conical shape, flat side and spherical shape leads to good quality machining surface as compared to cylindrical tool electrode.
Nature of electrolyte and their properties have significant effect on machining quality.
The NaOH emerged as the effective electrolyte in ECDM process for attaining good surface characteristics.
The quality of machined surface becomes poor at high machining voltage due to micro-cracks and HAZs.
High electrolyte concentration in ECDM process promotes quality of machined surface due to chemical etching action.
The various studies in the domain of machining of ECDM process with generic inferences is presented in Table 1.
Timely research contributions in ECDM.

ECDM: electrochemical discharge machining; TWR: tool wear rate; SACE: spark-assisted chemical engraving; MRR: material removal rate; ECSM: electrochemical spark machining; WECSM: wire electrochemical spark machining; HAZ: heat affected zone.
Research potential and scope for future work in ECDM
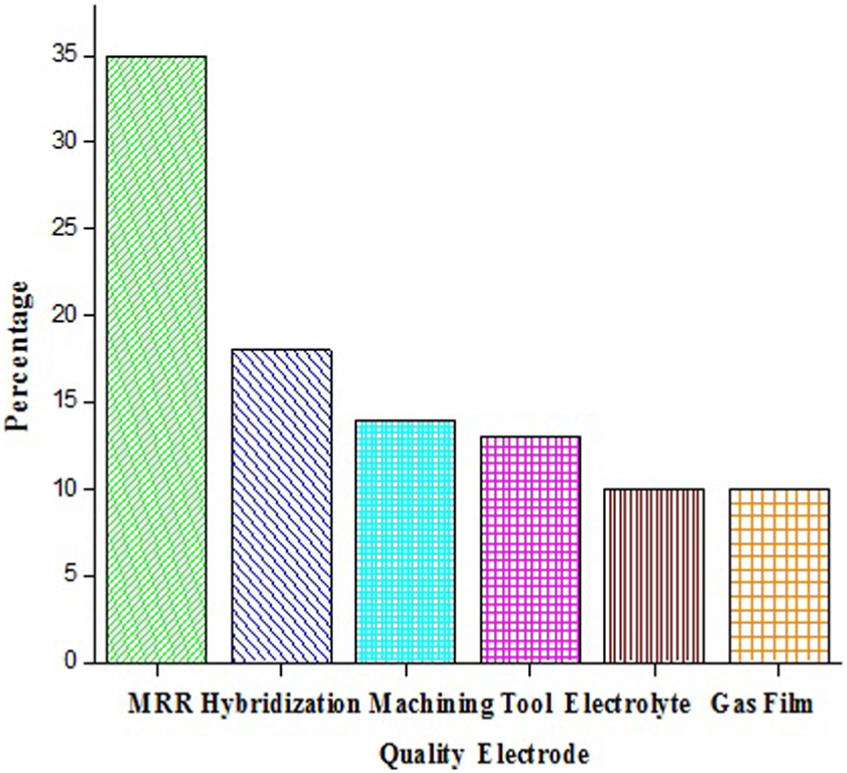
This review article highlights the work carried out in different domains of ECDM and presented in Figure 20. However, there is enormous scope of works which can be further explored for enhancement of ECDM process capability. It has been observed that foremost publications of ECDM lie in domain of MRR followed by hybridization and machining quality. As discussed in previous sections, several studies on hybrid ECDM, gas film phenomenon, tool electrode shapes and nature of electrolytes have also been attempted. The progress in various domains of ECDM process in last 10 years is presented in Figure 21. From the available literature, it has been concluded that the following domains of ECDM process need to be explored at extended length:
Researchers concluded different ideas on mechanism of sparking in ECDM process, that is, switching phenomenon, 11 local heating and chemical etching, 12 arc discharge valve theory. 13 In switching theory, the authors revealed that coalescence of hydrogen bubbles on tool electrode surface causes blanketing action. Therefore, the contact between tool electrode surface and electrolyte is eliminated which causes current drops to zero in very short time. They concluded that switching phenomenon in ECDM process is quiet similar to switching off phenomenon in electrical circuit. Jalali et al., 12 concluded that mechanism of ECDM process comprises local heating due to sparking followed by chemical action of electrolyte. On the contrary, Jain et al. 13 proposed arc discharge valve theory in ECSM process. The arc discharge valve theory is inconsistent with switching theory of ECDM process. The arc discharge valve theory revealed that discharge behaviour in ECDM process is similar to arc discharge (current 1.5 A). Whereas the switching theory observed discharge characteristics is similar to Townsend discharge (current in range of micro ampere). From available literature, it concluded that sparking is occurred due to breakdown of hydrogen bubbles on tool electrode surface. However, the physics behind breakdown of hydrogen bubbles layer or gas film is not well cleared. In future, the different stages in formation of hydrogen bubbles layers and their breakdown can be studied out with the use of high-speed shutter camera in ECDM process.
The literature revealed that drilling of hole in hydrodynamic regime attains lots of irregularities; therefore, improvement in performance of ECDM in hydrodynamic regime is needed to be explored. The irregularities are instability of gas film, uneven machining surface and low fresh electrolyte circulation. These problems can be addressed by incorporating direct and indirect vibration to tool electrode, powder mixed electrolyte, varying tool electrode geometry and rotary tool electrode in ECDM process.
Several research studies have been focussed on vibration-assisted ECDM, that is, vibration applied to tool electrode10,22,23,112 and electrolyte. 24 This leads to enhancement in MRR and deteriorate the surface quality. In case of miniaturized products such as MEMS, Lab-on-a-chip devices the surface characteristics are very important aspects than MRR. Therefore efforts are required to optimize the effect of vibration in the process for improvement in surface quality characteristics of micro-products.
The literature survey revealed that limited work has been done on gas film formation as compared to other domains. Basically, the stability of gas film is responsible for stable spark which tends to generate machined surface with good quality characteristics. In different studies, various researchers tried to control gas film with magnetic field–assisted ECDM, 104 physical properties of electrolyte, 101 tool electrode shapes21,127 and addition of surfactants to electrolyte. 20 The physical properties of electrolyte such as surface tension and density which controls gas film phenomenon are not well understood. The physics behind formation of gas film is not fully understood; therefore, lots of efforts are required to explore this area.
In the literature, the electrolyte used in ECDM produce fumes during machining which are very hazardous to human health and environment. So in search of eco-friendly electrolytes work is going on. Figure 22 represents the various research domains of ECDM in which future work can be carried out. In future, major research work lies in triplex hybridization of ECDM such as vibration-assisted ECDM, MAECDM and rotary tubular electrode-assisted ECDM for attainment of above-mentioned requirements. With continuation of this factor, serious efforts are required for exploration of this area.
Undoubtedly, since the development of ECDM process, this process still remains in domain of laboratory research work. Therefore, the transformation of this process from laboratory work to industrial field application requires a lot of exploration in search of eco-friendly electrolyte, the effect of fumes generates in ECDM process on health of operator. The exploration of fumes and eco-friendly electrolyte empower ECDM process to conversion into sustainable and green manufacturing.
Some researchers reported their work on production of nano particles by discharge phenomenon in ECDM.128,129 This emergent application of discharge phenomenon in area of nanoscience is at starting stage. Therefore, it requires lots of efforts for transform into industrial practice.
Percentage of publications in various domains of ECDM for last 10 years reviewed in this report.
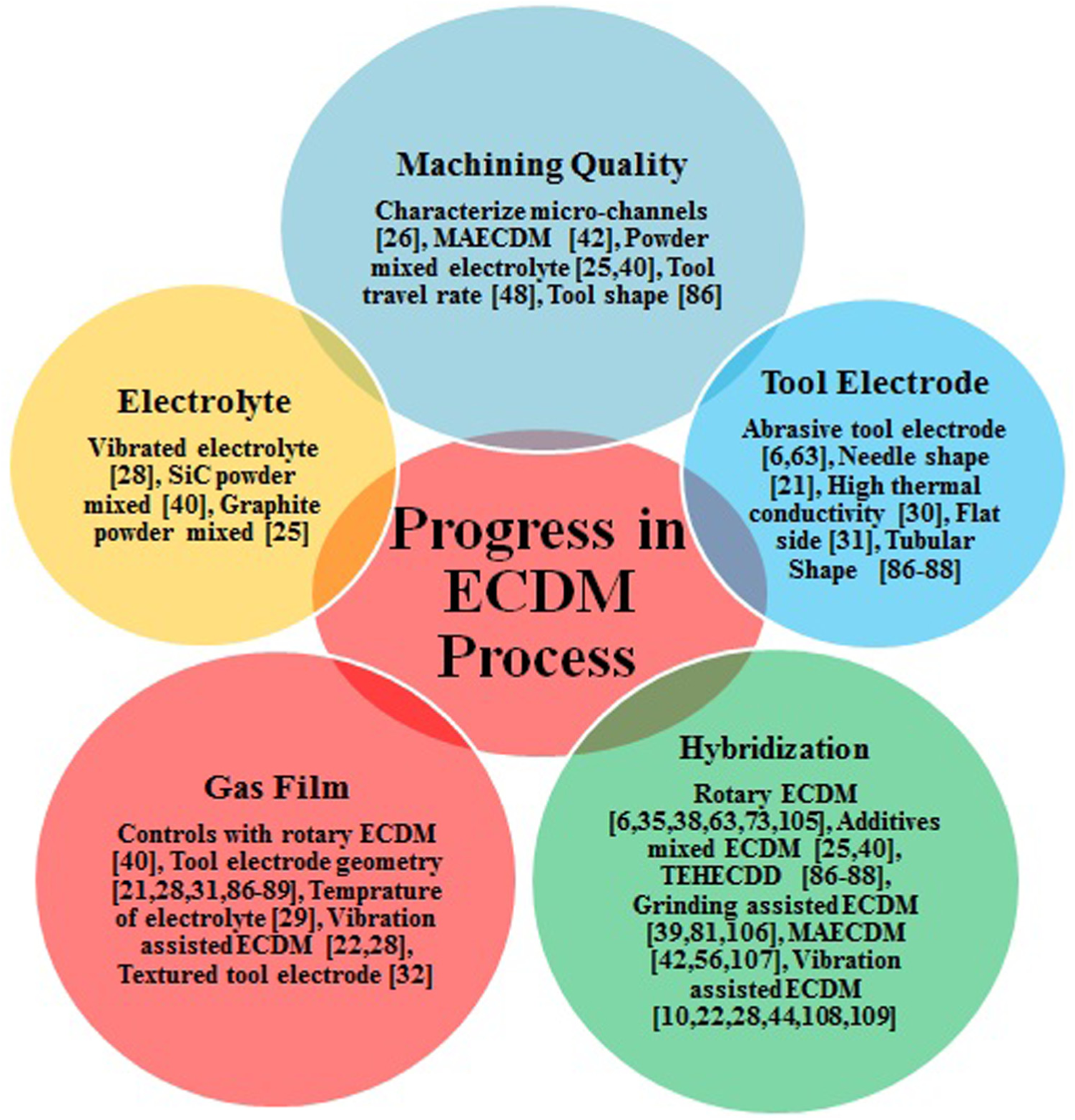
Progress in ECDM process for last 10 years.
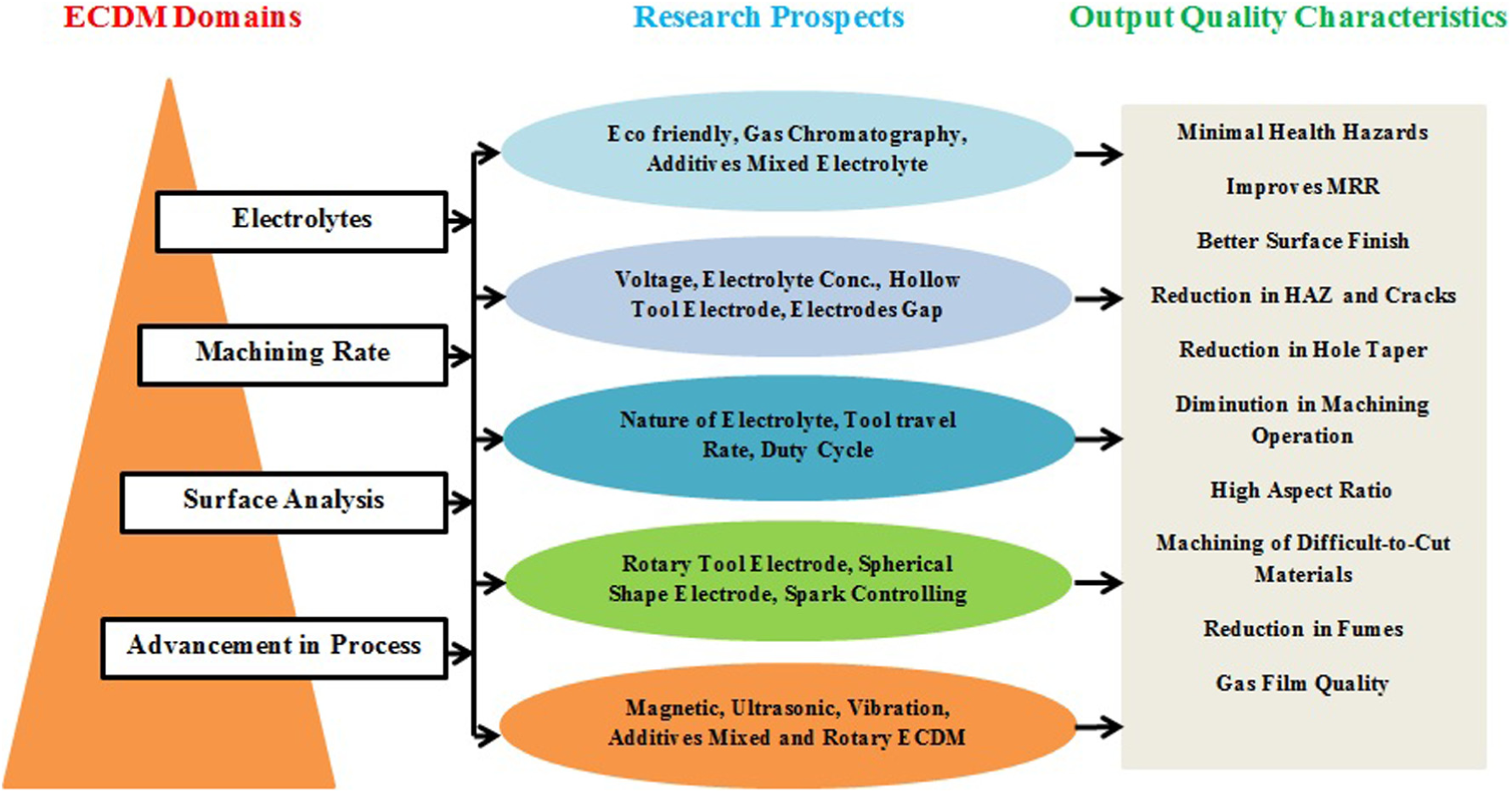
Various research domains in ECDM process for future research work.
Conclusion
After exhaustive analysis in various domains of ECDM, the major conclusions are drawn and reported below:
The output quality characteristic, that is, overcut rate is minimized with assistance of abrasive coated tool electrode. It is because of insulating nature of abrasive particles over periphery surface of electrode. However, overcut can also be reduced with the use of side insulated tool electrodes.
Overcut can be minimized with implementation of spherical tool electrode as compared to cylindrical tool electrode. This is because of reduction in contact area with spherical tool electrode, which stepped up circulation of electrolyte.
MRR can be enhanced with grinding-assisted ECDM, vibration-assisted ECDM, rotary tool–assisted ECDM and tubular electrode ECDM.
The various problems encountered during machining in hydrodynamic regime can be overcome with vibration-assisted ECDM.
With variation in inner diameter of tubular electrode, that is, double hole and multi-hole electrode a sharply rise in MRR is observed, with elimination of recast layer and improvement in taper angle. In addition to this, residual cylinder produced on machined surface can also eliminate by double hole tubular tool electrode.
With increase in thermal conductivity of tool electrode, machining rate is increased in discharge regime, while it showed inverse trends in hydrodynamic regime. It is because of increase in viscosity of molten material in machining zone.
TWR is highly dependent on tool material properties like melting point, strength, hardness and their composition. With reference to these properties, the tungsten carbide tool electrode attains lowest TWR as compared to other tool electrodes.
TWR can also controlled with tool rotational speed and tool electrode diameter. With the increase in tool rotational speed and tool electrode diameter, the heat dissipation capacity enhanced which causes low TWR.
Surface characteristics such as surface quality, cracks and HAZ were directly linked with stability of gas film. Triplex hybridization of ECDM, that is, magnetic field–assisted ECDM improves surface quality and overcut rate due to control of gas film dynamics.
Surface integrity can also be improved with addition of graphite powder, SiC powder and surfactants to electrolyte in ECDM process.
Gas film can be controlled with number of factors such as surface texturing of tool electrode, vibration-assisted electrolyte and addition of surfactants to electrolyte.
Instability of gas film formation encountered while machining at higher depth, that is, hydrodynamic regime can be resolved with assistance of flat side tool electrode, vibration-assisted electrode and titrated electrolyte due to better flushing action.
Electrochemical discharge phenomenon attains its applicability in nanoscience for production of nanoparticles.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.