
Abstract
Vibration-assisted cutting is an important technology with better performance in manufacturing micro-scaled components, compared with conventional cutting technology. This article first illustrates the development of vibration-assisted micro-milling device which is made based on piezoelectric plates and shows different vibration types with vibration principle of this device. It is then tested stable to output vibration with a frequency accuracy of 100 Hz and an amplitude accuracy of 100 nm. Two groups of experiments in micro-milling 6061 aluminum alloy are carried out. Compared with conventional micro-milling, using vibration assist is verified more effective in improving surface integrity and quality. Furthermore, with a proposed method of characterizing exit-burr size, the influences of vibration frequency and amplitude on surface roughness and exit-burr size are discussed. As a result, the mean surface roughness is found positive related to vibration frequency and negative related to vibration amplitude in most of the study range. To make guidance on optimizing vibration machining parameters, cubic polynomial fitting with 95% prediction interval is of enough accuracy.
Introduction
As an effective technology to improve machining quality, vibration assist has been used in cutting processes. 1 Vibration assist based on various principles has been developed. Xiao et al.2,3 started to analyze the stability of micro-cutting hard metal with vibration assist. They have found that using vibration in micro-cutting is very efficient to suppress chatter and to lengthen tool life. Moriwaki et al. 4 proposed a two-dimensional elliptical vibration cutting technology in 1992. With their further analyzing of elliptical vibration in 2004, a first elliptical vibration system was developed based on ultra-sonic mode. 5 Suzuki et al. 6 have applied elliptical vibration into backing-off cutting and have developed the related device by which hardened steel can be machined into ultra-precision level. In their research, using high-frequency vibration can decrease tool chatter, as well as cutting force. In addition, tool and work piece surface having been separated periodically because of applying vibration, cooling effect in the cutting zone is enhanced. Based on theory of energy shock, Gao et al. 7 have analyzed the mechanism of vibration-assisted cutting brittle materials. They think using elliptical vibration improves cutting speed and speeds up the deformation rate of the work piece. Furthermore, cutting heat is decreased with the cutting force and friction decreased so as to improve surface quality. Murakawa and Jim have pointed out that removing materials from work piece is realized mainly by high-frequency percussion reaction of tool edge roundness, tool rake face and work piece. 8 They have mainly used this machining in turning and planing. Shamoto and Moriwaki 9 have applied elliptical vibration in milling. Their experimental results show that iron-based materials can be machined by diamond milling tool, with obtaining ultraprecise surface quality and decreasing tool wear. Shamoto et al. 10 have proposed three-dimensional vibration-assisted cutting based on two-dimensional elliptical vibration cutting and have applied it in carving milling. It can highly improve the machining quality of complex surface. Furthermore, they have analyzed motion locus of tool tip and studied the mechanism of removing material in three-dimensional vibration-assisted cutting. 11 A related model has been then established to prove the effect of vibration on surface quality. Ahn et al. have designed vibration-assisted device with non-resonant working mode. Flexible hinge structure and spring 12 are used to reset tool position, but vibration frequency is limited.
According to the research works summarized above, some issues on the influence of vibration parameters still remain, and few studies of vibration assist on micro-milling have been carried out. In this article, the development of a vibration-assisted device that differs from those possessing stationary vibration modes is first illustrated. Different vibration modes and performance indexes are shown. Furthermore, a series of experiments is carried out to show the effectiveness of the developed device. Since the feature size of the work piece is equal to the tool diameter, vibration along with feed direction in micro-milling 6061 aluminum alloy is added. The surface roughness and exit-burr size, which is the main burr in micro-milling slot, are analyzed under various vibration frequencies and amplitudes. The relationship between them is revealed to be guidance of micro-milling 6061 aluminum alloy with vibration assist.
Development of vibration-assisted micro-milling device
Integrated design
This device is a three-axis linked machine tool. Due to the large mass of the micro-milling spindle, the vibration is employed onto the work piece. Figure 1 exhibits the vibration-assisted micro-milling system. This system consists of micro-milling system, vibration-assisted system and tool setting system. Axes X, Y and Z act in linear motion and axis C is an aerostatic high-speed electric spindle. Tool setting is carried out with the online charge-coupled device (CCD) camera. The vibration-assisted platform is fixed on the platform of axis Y. It can provide vibration and monitor the machining process simultaneously.
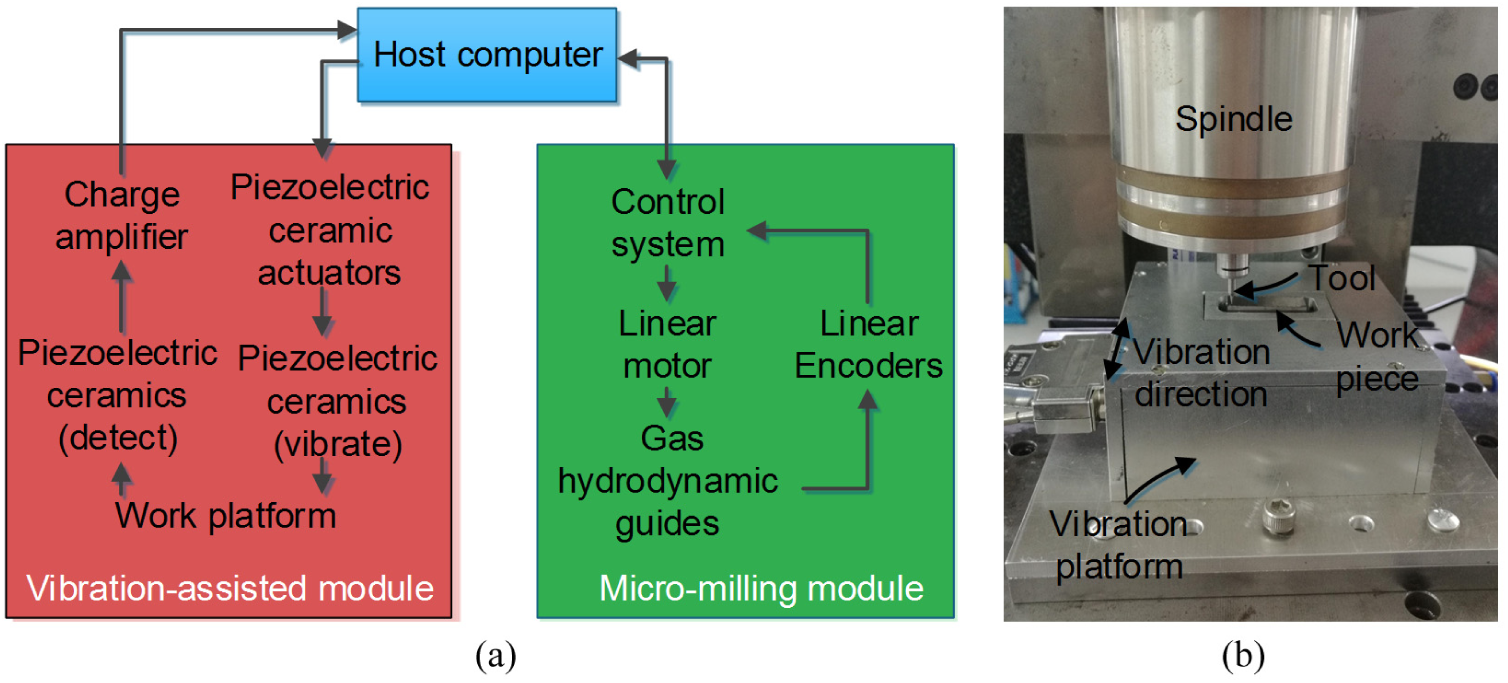
Structure diagram of vibration-assisted micro-milling system: (a) syntagmatic relations and (b) integrated layout.
Micro-milling system
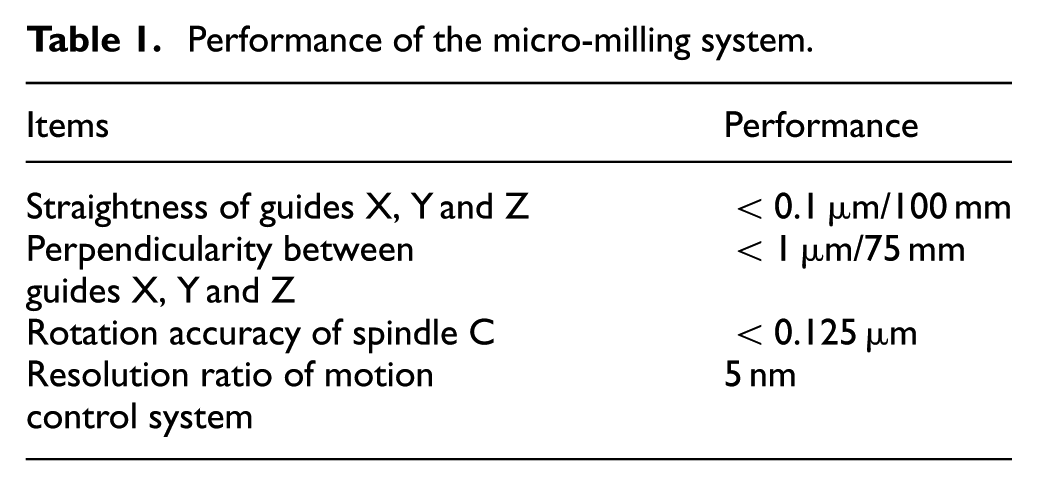
Three linear axes X, Y and Z employ closed aerostatic precise guideways and are driven by a linear motor. The position feedback is captured by gratings. The overall structure of the machine tool adopts vertical gantry layout. Axis X is fixed on base platform and axis Y is perpendicularly fixed on axis X. The two axes perform planar two-dimensional motion. Axis Z is fixed on the vertical gantry. They all work within a movement range of 75 mm. The used linear servomotor is produced by Kollmorgen company and its type is IL12-050. The detailed performance of this system is listed in Table 1.
Performance of the micro-milling system.
Vibration-assisted system
In this study, the vibration-assisted system carries out one-dimensional vibration in the feed direction due to the required structure of the work piece. Eight pieces of piezoelectric plate that effectively drive vibration 13 are used. Two performances of this system can be shown as outputting vibration and capturing vibration signal. Vibration can be executed using the symmetric four pieces of piezoelectric ceramics, and the rest pieces are then used for monitoring the vibration signal. The system outputs vibration within a frequency range of 0–10 kHz and an amplitude range of 0–4 µm. Its accuracy of vibration frequency and amplitude is 100 Hz and 100 nm, respectively. Figure 2(a) shows the structure of the vibration system. As shown in Figure 2(b), the vibration platform can act in different modes when different voltages are respectively added into the eight pieces of piezoelectric ceramics.
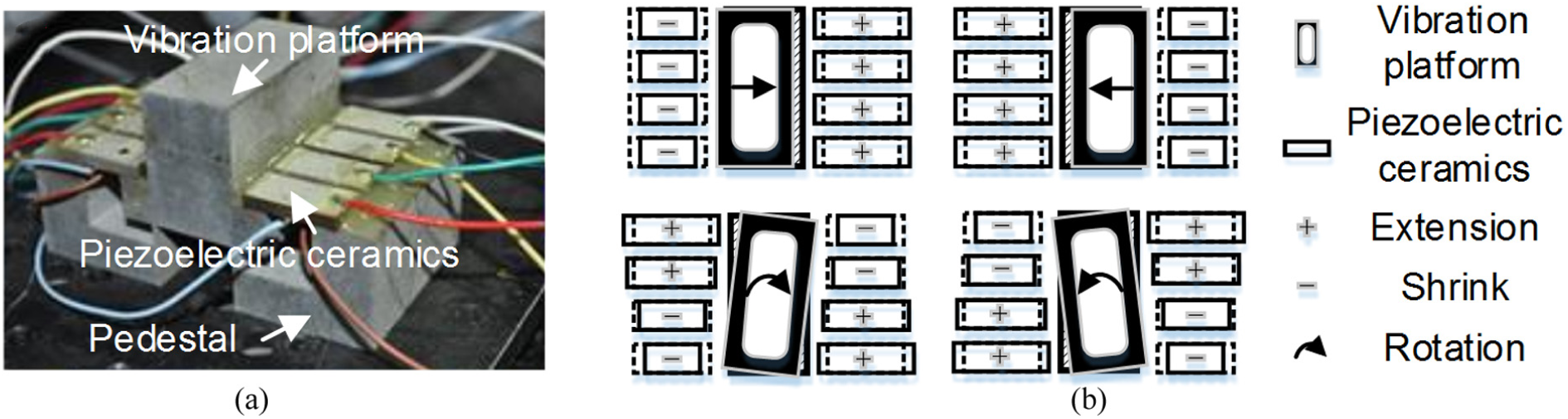
Structure diagram of (a) vibration system and (b) vibration modes.
Experiments and material
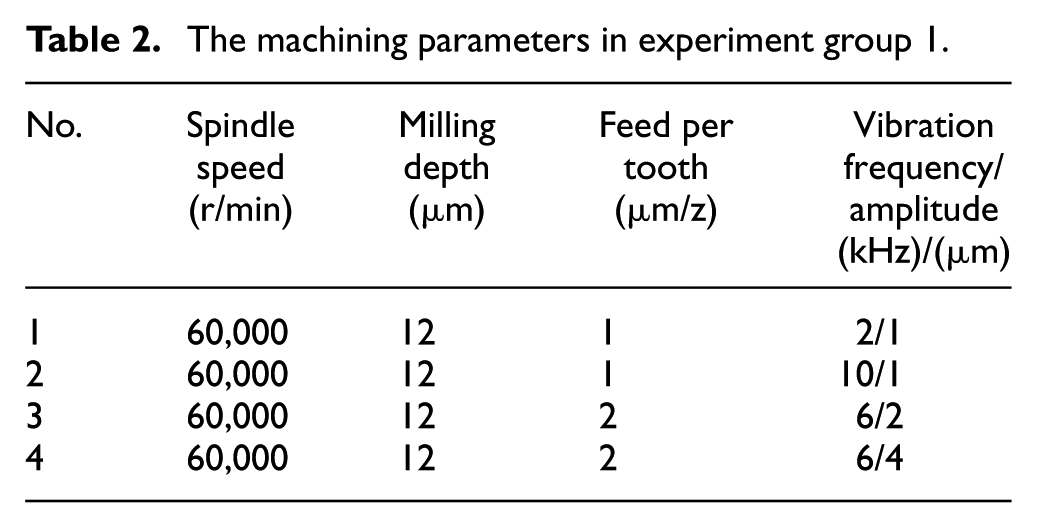
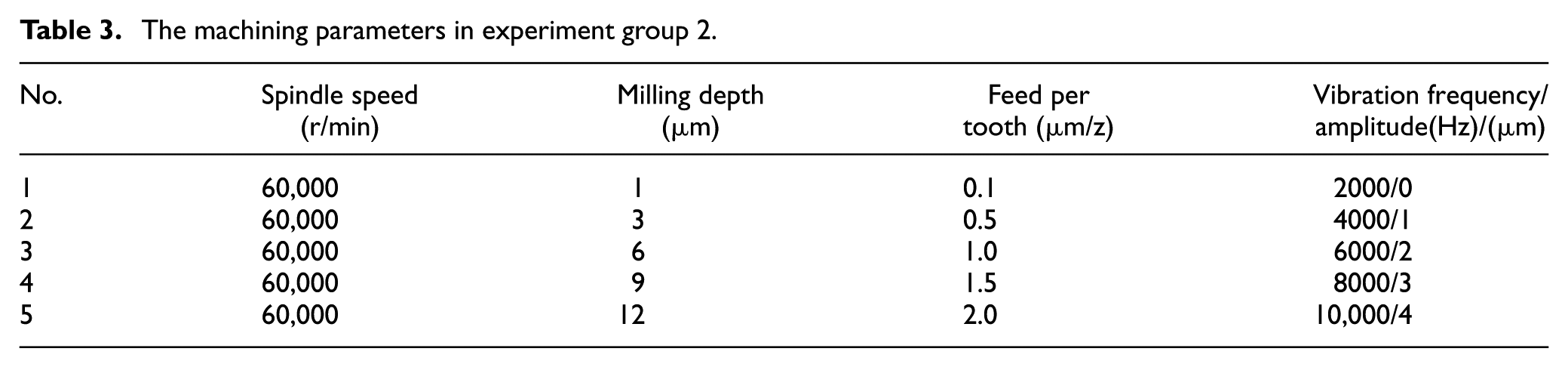
In this study, two groups of experiments are carried out. One is to exhibit surface traits compared with conventional micro-milling and the other is to find the effect of vibration parameters on surface quality. 14 The experiments are designed as hybrid horizontal orthogonal tests. The used parameters are listed in Tables 2 and 3. Three-times repeated experiments are carried out in micro-milling 6061 aluminum alloy 15 with vibration assist. The diameter of micro-milling tool is about 150 µm.
The machining parameters in experiment group 1.
The machining parameters in experiment group 2.
Results and discussion
Effect of vibration on surface morphology
Figure 3(a) shows the surface morphology micro-milled directly and Figure 3(b) shows the surface morphology micro-milled with vibration assist. They are captured by confocal microscopy. In micro-milling, micro-stage appears on the surface because of manufacture error and fix-errors of the tool. 16 However, it obviously decreases while adding vibration assist. This indicates that using vibration-assisted micro-milling can make more flat surface than using conventional micro-milling.
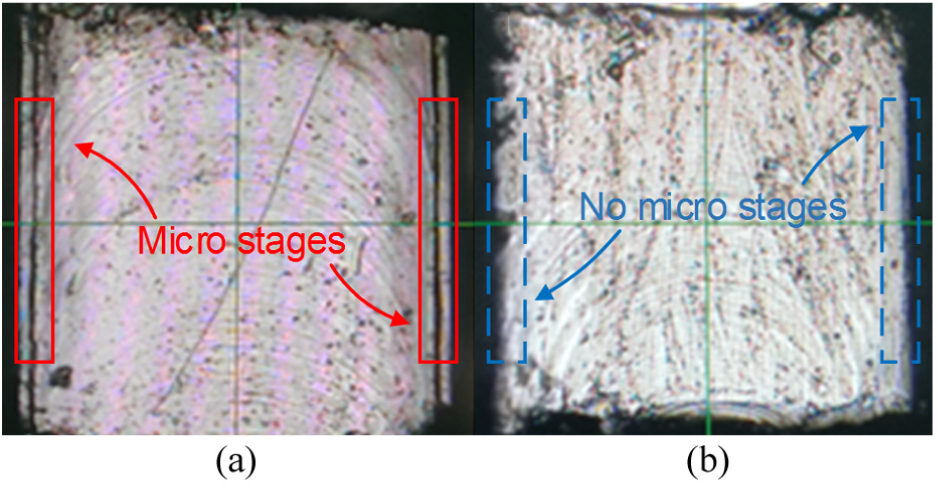
Surface morphology micro-milled: (a) without vibration assist and (b) with vibration assist.
The selected vibration frequency should be larger than the product of the rotating frequency of spindle and the number of tool teeth in order to ensure obvious vibration effect in the whole micro-milling process. Figure 4 shows the surface traits under machining parameters of experiment group 2. The milling traces on the surface become less obvious with an increase in vibration frequency, comparing Figure 4(a) with (b). In Figure 4(c) and (d), each milling trace has a comparatively larger waviness in the feed direction while increasing vibration amplitude. The micro-milling traces turn to be emanative-like type and are generated by the vector composition of speed of tool tip and vibration.
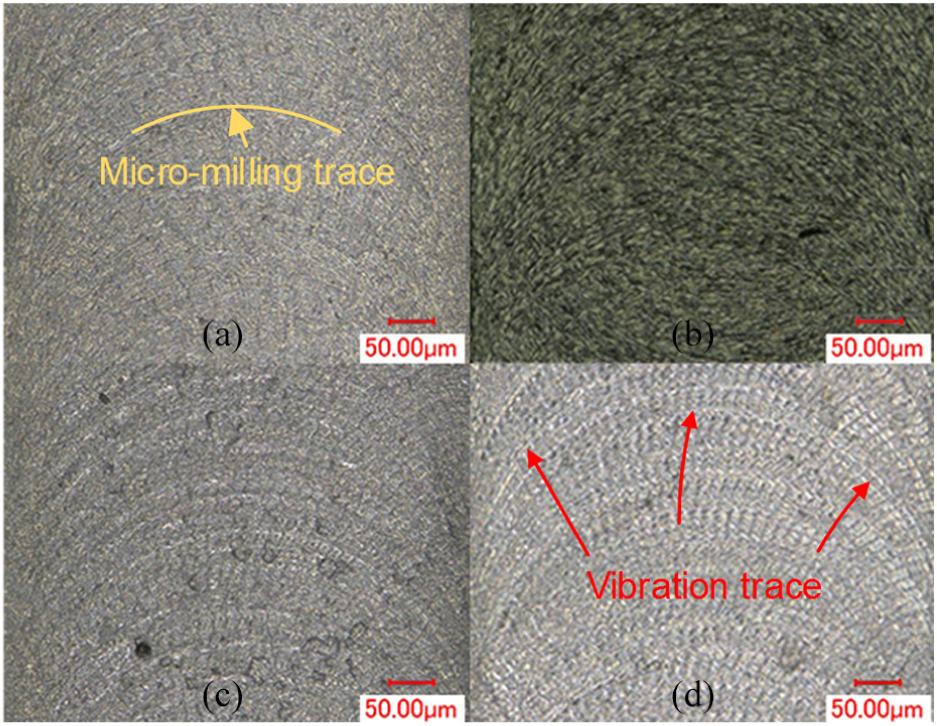
Surface morphology (a)–(d) orderly machined with parameters No. 1 to No. 4 in experiment group 1.
Effect of vibration on surface roughness
The influences of vibration frequency and amplitude on surface roughness
17
are shown in Figure 5(a) and (b), respectively. To present single influence between vibration frequency, amplitude, surface roughness and exit-burr size, the calculated results are isolated from experiment group 2. The surface roughness is calculated with data obtained by white-light interferometer and the measured area is
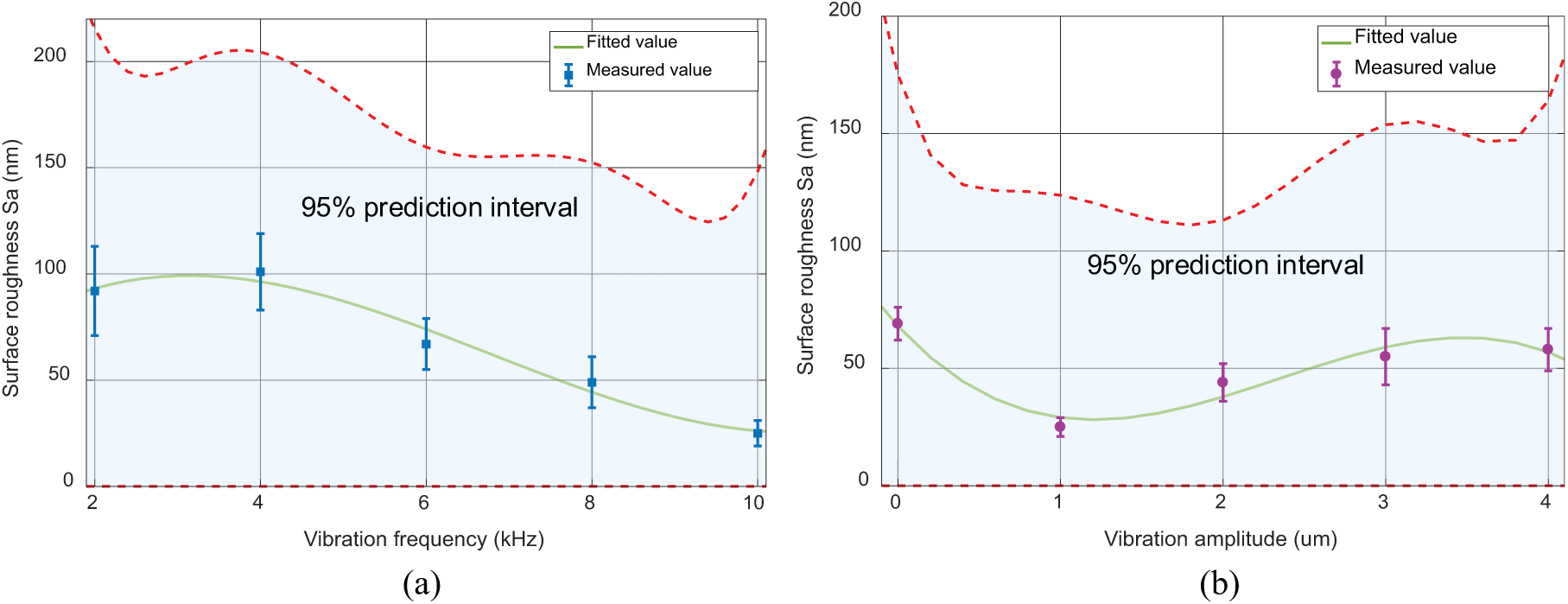
Surface roughness Sa vs (a) vibration frequency and (b) vibration amplitude.
In Figure 5(b), the surface roughness Sa increases from 25 to 57 nm with the vibration amplitude increased from 1 to 4 µm, but is still smaller than the Sa of 68 nm machined without vibration. With the increase in vibration amplitude, more plowing action happens between the machined surface and flack surface of minor cutting edge of the tool. That is why the surface quality decreases.
As can be seen in Figure 5, fittings of these experimental results 18 are taken to evaluate fitting performance. The large area of the 95% prediction intervals indicates good performance of fittings, although more data will decrease prediction interval. The fitting results presented as equation (1) and (2) show that cubic polynomial fitting is of enough high precision


where
Effect of vibration on exit-burr size
Vibration-assisted micro-milling can decrease burr size compared with conventional micro-milling. 19 Burrs generated in machining process have been classified with two methods.20–22 This article considers the burr classification in terms of positions of burrs. 23 As exit-burr is the main burr 24 that is not discussed enough in previous research, it is analyzed and characterized as one index for simplifying exit-burr size. This proposed burr characterization that differs from existing ones22,25 is established based on the Pythagoras theorem and is illustrated in Figure 6

where L is the exit-burr size calculated by H and W which are measured by superdepth microscope.
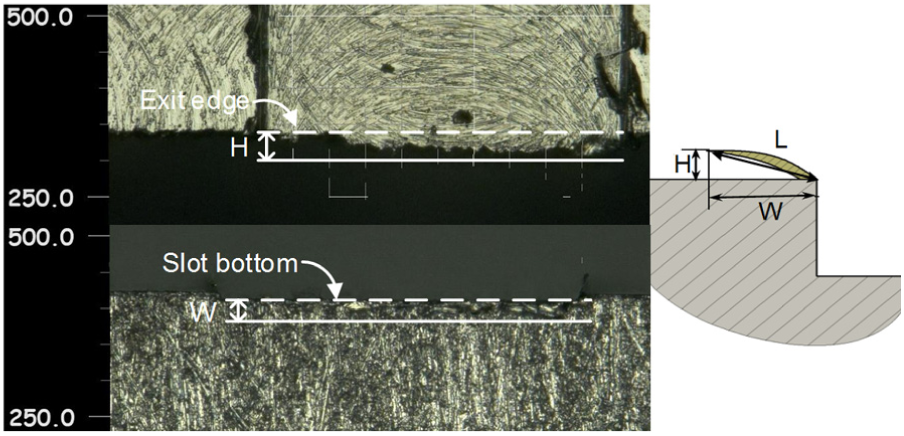
Exit-burr characterization.
Figure 7(a) shows the influence of vibration frequency on exit-burr size. The exit-burr size increases from 18 to 25 µm, with an increase in vibration frequency from 2 to 4 kHz. Plowing action on work piece surface is more obvious as the minor cutting edge of tool is cutting with negative rake angle, when the vibration frequency increases in the range of 2–4 kHz. The generated chip shape in the machining process is shown in Figure 8(a). While the vibration frequency further increases to 10 kHz, the exit-burr size then decreases to 3 µm. A larger vibration frequency means increasing cutting speed beyond the deformation rate of the work piece, and fragment chip shown in Figure 8(b) is separated from work piece before material deformation, compared with that in Figure 8(a). Figure 7(b) shows the relationship between vibration amplitude and exit-burr size. The exit-burr size decreases from 22 to 2 µm as vibration amplitude increases from 1 to 4 µm. From the experimental results exhibited above, appropriate vibration frequency and amplitude are able to limit exit-burr formation.
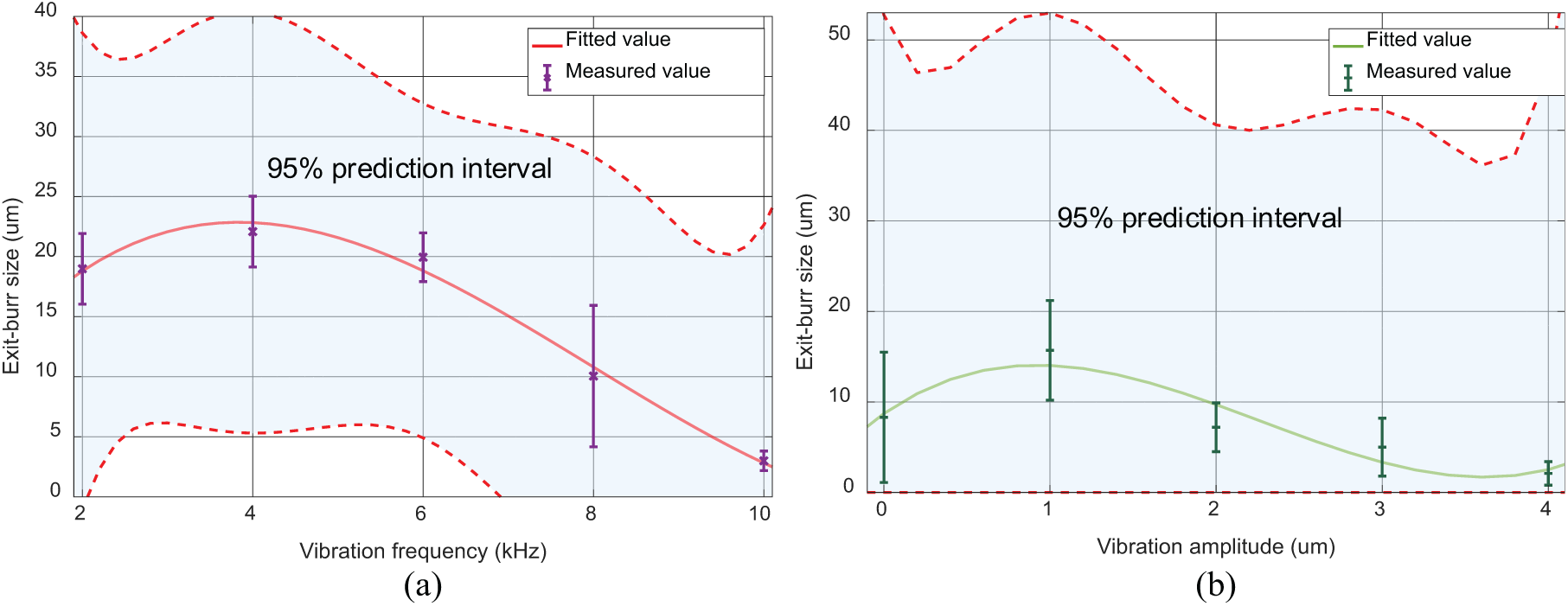
Exit-burr size vs (a) vibration frequency and (b) vibration amplitude.
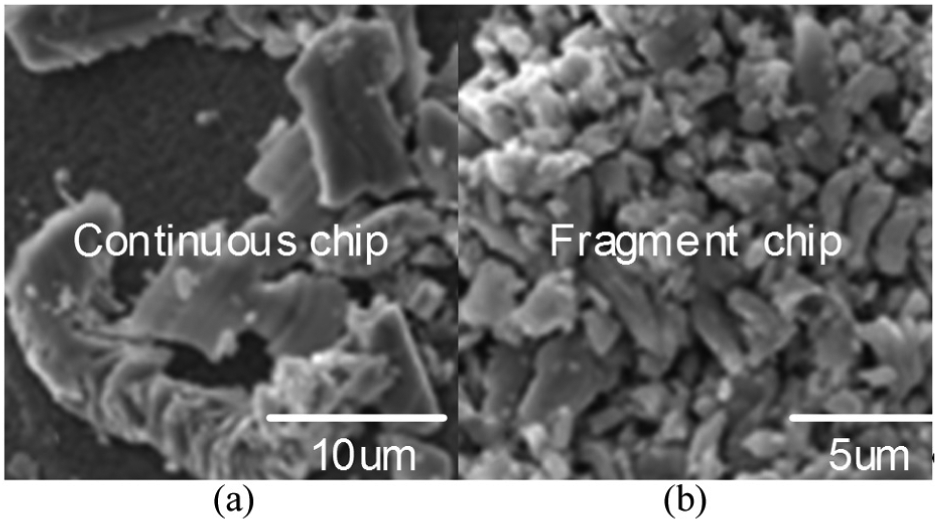
Chip shapes generated with (a) 4 kHz vibration frequency and (b) 10 kHz vibration frequency.
In Figure 7, the fitted value of exit-burr size is shown with 95% prediction intervals. With the measured exit-burr size which is shown in Figure 7(a) and (b), the fitted results (see equation (4) and (5)) are rational in the change range


where
Conclusion
Compared with conventional micro-milling, the performance of vibration-assisted micro-milling on surface morphology is verified by experiments. Based on the advantages of vibration-assisted micro-milling, some conclusion can be drawn;
The design and development of this vibration assist device are tested to be rational and effective. Surface morphology and integrity can be enhanced with appropriate vibration parameters.
In micro-milling 6061 aluminum alloy, surface quality increases with an increase in vibration frequency in this study range, and larger vibration amplitude increases exit-burr size. Hence, larger vibration frequency and smaller vibration amplitude are recommended.
According to the fitting results and measured values, cubic polynomial fitting can be accepted with enough accuracy.
Furthermore, vibration types, the performance of monitoring force in micro-milling process and removal mechanism will be analyzed in depth in further studies.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the High Precision Inertial Components Manufacturing Equipment (Grant No. 2013ZX04001091) and Chinese National Natural Science Foundation (Grant No. 51605119).