
Abstract
This article suggests that standards are the key enablers of past, present and future manufacturing paradigm shifts. A brief historical review describes the development of manufacturing and the pivotal role standards played. Manufacture was craft-based until national standards had been developed and enabled mass production. Standards played a similar role in the shift to lean manufacture. Lately, there has been a growing environmental/sustainability emphasis. Hence, new manufacturing technologies have been, and indeed are being, developed for end-of-life-processing. We are approaching, if not in, a new ‘un-manufacturing’ paradigm, driven by sustainability. Standards are enabling this shift. Typically, there are environmental management standards, e.g. the ISO 14000, and eco-design initiatives, e.g. the energy-using products (EuP) directive. Specific to product design is the suite of BS 8887 standards with the acronym ‘MADE’ (manufacture, assembly, disassembly and end-of-life processing).
Introduction
Standards play a vital role in society. We experience them in all aspects of our lives – home, business, education, retail and transport. Standards are effective because some fraternity agree on a way of doing something that is of benefit for all. The driver for the earliest standards was military. Battle orders and communications had to be understood by all in the field. However, for national profit, standards are not only for war but for trade. Hence, in the Magna Carta we read ‘Let there be one measure of wine throughout our whole realm; and one measure of ale; and one measure of corn, namely ‘the London quarter’; and one width of cloth – whether dyed or russet, or halberger, namely two ells …. let it be the same for measure’. 1 Note here the use of ‘realm’ meaning nation. So, this is a national standard enabling trade, whether that be at the local level (buying at the tavern), at the national level (trading between towns) or at the international level (woollen trade).
Centuries later, standards were the enabler of industrial change and what we now call the industrial revolution, and hence, the paradigm shift from craft to mass production. There had to be agreement on the measures used in production, typically lengths and diameters, so that interchangeability and verification was assured. The word ‘assured’ is significant since it leads to quality and customer satisfaction – key words of the paradigm shift from mass to lean production. Again, the move to lean production would not have been possible without standards.
Standards are central to any new manufacturing technology and equally apply to the shift we are experiencing now – the shift from simply manufacturing a product, to considering end-of-life processing as well. Manufacturers have previously been concerned with manufacturing and indeed design for manufacture. However, they now have to include the other end of manufacture, the phase after the customer/user has finished with the product. Thus, we are faced with un-manufacture as well as the manufacture. This is leading to concepts like design for un-manufacture. This is indeed the case in the car industry and in industries dealing with specialist and hazardous products, like refrigerators. We are seeing signs that society, government and consumers wish to extend this post-use ownership to other products too. Hence, increasingly, manufacturers are paying attention to end-of-life processing. Thus, it is the author’s belief that we are in another paradigm shift – the shift to include un-manufacturing, where the driver is sustainability. As has been the case with past paradigms, standards will be key enablers of the paradigm shift to sustainable un-manufacturing. This is the subject of this article.
Manufacturing paradigm shifts
The term ‘paradigm shift’ was coined by Thomas Kuhn. He describes it as ‘a change in the basic assumptions or paradigms within the ruling theory of science’. 2 A modern dictionary definition of a paradigm shift is: ‘a fundamental change in approach or underlying assumptions’. 3 With respect to manufacturing, ‘paradigm shift’ means a significant change in the way one ‘does’ manufacturing. This new way of ‘doing’ manufacturing, appropriate to the new paradigm, is initiated by a change in the set, or sets, of drivers that are forcing the change. The resulting change is to the way the manufacturing system is designed and organised.
Manufacturing technology researchers disagree as to how many manufacturing paradigms there have been. For example, Lee et al. 4 identify five paradigms: mass, lean, time-based, mass-customisation and agile. Not included is the first manufacturing paradigm, which has existed since time began – craft production. Nambiar, 5 considering what he calls ‘modern manufacturing paradigms’, identifies six: the Toyota production system, lean, quick response, agile, mass customisation and holonic. Since he is starting from ‘Toyota’, the craft and mass paradigms are not included. One presumes Nambiar’s six paradigms are the equivalent of Lee et al.’s 4 last four. However, as Lee et al. 4 show in a graph, the last five of their claimed paradigm shifts are parallel. Thus, these are really variants of the same thing – outcomes of the focus on customer wants. In the context of this article, they are really mini- or sub-paradigm shifts. Indeed, it is claimed that modern manufacturing methods boil down to three key concepts. 6 These are: to reduce waste, maintain quality and accelerate production. Note, he does not call these paradigms, but concepts. Since these are reactions to the same driver – the customer – they together make the one paradigm shift. For convenience, we can call this paradigm ‘lean’.
This approach shows that a paradigm shift is caused when the driver changes, or to use the dictionary definition, the underlying assumptions change. In the past we have mixed up things like productivity and efficiency with the paradigms themselves. Certainly, the paradigm changes have produced productivity advantages as Table 1 shows.
Productivity gains for the craft, mass and lean manufacturing paradigms.
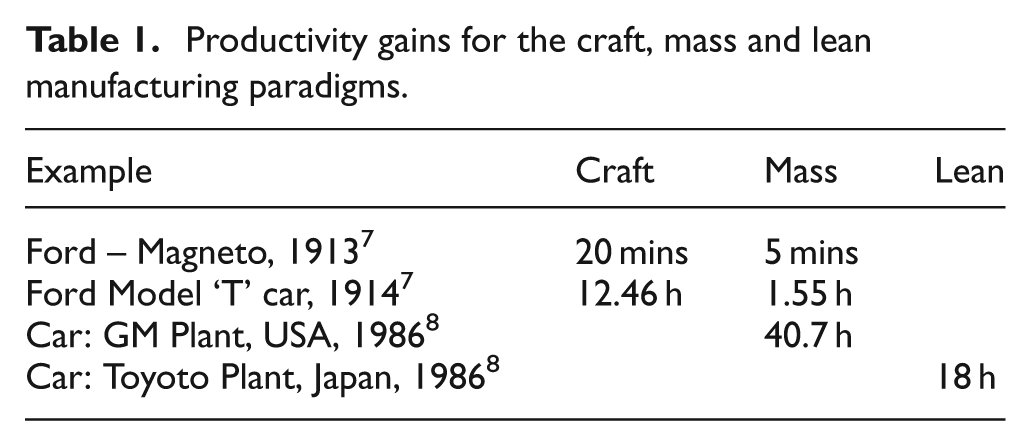
However, productivity per se is not the paradigm – it is the change in approach, produced by a driver. Using this ‘driver’ definition, we can identify three paradigms.
Craft: where the driver was for man to make something.
Mass: where the driver was products to the masses.
Lean: where the driver was the customer.
However, another driver can be seen on the horizon. This is the drive for sustainability. Legislation is forcing manufacturers to ‘own’ their product after the customer has finished with it. We see this in the Waste Electrical and Electronic Equipment (WEEE) directive and Take-Back legislation. Such legislation is forcing manufacturers to consider end-of-life processing as well as initial manufacture. This is a paradigm shift, since not only has the manufacturer to adopt new un-manufacturing processes, but with respect to design-for-manufacture, must include the conjoint effect of manufacture and un-manufacture. Thus, we are in the throes of another manufacturing paradigm shift.
Standards enabling the craft-to-mass paradigm shift
Craft manufacture means to make by hand. Neolithic flint knives were made by craftsmen who gained their skills in the then equivalent of family apprenticeships – fathers passing skills to their sons. Indeed, in the Bible we learn that Joseph passed on his skills to his son ‘Jesus the Carpenter’. Such transfer is the equivalent of a standard, albeit kept within the family. Things started to change in the middle ages and in pre-industrial cities. Skilled craftsmen formed trade associations for mutual support, protection and encouragement. Such trades can be seen in the historical roots of the present-day City of London Livery Companies. These skilled craftsmen were typically textile workers, masons, goldsmiths, silversmiths and carpenters. Each controlled the ‘arts’ of their crafts. By about 1100, European Guilds and Livery Companies began their evolution into the medieval equivalent of modern-day business organisations. It is significant that, in concept, these Guilds and Companies are little different from the institutions that, together, formed the British Standards Institution.
The ‘putting-out’ or cottage production methodology was a step in manufacturing evolution. It was a means of sub-contracting work. It was typically used in the English textile industry where work was sub-contracted to agricultural workers. Products were initially things like lace, but this expanded into small engineering artefacts, like locks and small arms. As the advantages were appreciated, the cottage morphed into the workshop.
The first real mass production using interchangeable parts was used for ships block production during the Napoleonic Wars. In 1808, production was 130,000 blocks pa – a huge number at that time and what we would today call mass production. However, in the UK, this new methodology did not transfer to general product manufacture. When mass production in the general sense was adopted in the UK, it was imported from the USA where it had become established. Hence, history records it and it became known as the American System of Manufacturing. Of course, the archetypal example of mass production, and indeed what mass production is synonymous with, is Henry Ford’s model ‘T’ car.
The first automobiles of the late 19th century were crafted. Since each car was hand-made, it was unique. Even replacement parts had to be hand-made. The disadvantage of this was that each part was inherently different. The enabler of mass production was the publication of agreed standards that permitted standardisation – guaranteeing that parts were the same. For example, the publication of agreed tolerances allowed interchangeability. For the whole mass system to work, such standardisation had to be applied at the assembly stage as well as through the supply chain. Without the working practice agreements inherent within standards, the move to mass could never have happened.
Figure 1 shows the number of British Standards published since the formation of the BSI. 9 From this, one can see a surge in the number of standards published around the craft-to-mass paradigm shift period. It is significant that this paradigm shift coincided with the First World War. This surge is interesting when one observes that the driver for mass production and war are much the same – the want to produce high numbers of standardised artefacts, whether for human consumption or the war machine! When standards of interchangeability were agreed, as well as the quality control of large numbers, the way for full mass production was opened – it could not have happened without the enabling and underpinning of standards. A significant difference between craft and mass production is that, in the former ‘the skill is built into the man’, whereas in the latter ‘the skill is built into the tool’. The tool and its system needed standards.
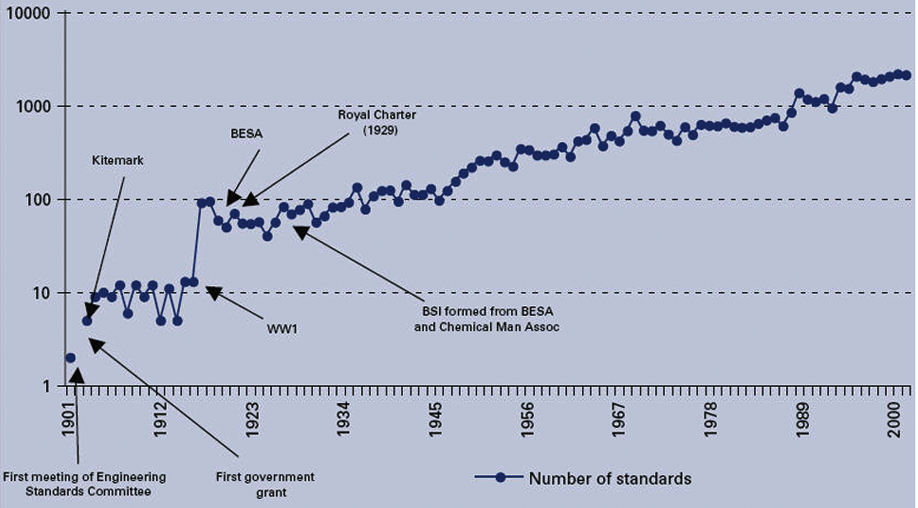
Number of British Standards published. 9
Standards enabling the mass-to-lean paradigm shift
In mass production, a company estimates demand and plans accordingly. Almost by definition, a company will get it wrong because estimates are based on predictions. Under-production results in missed orders and over-production results in stockpiling. Lean manufacturing optimises production by minimising waste – whether that be supply, manufacture, assembly, packaging or delivery. It was originally used by Toyota; hence it is often termed the Toyota production system (TPS). This minimising of waste results from the fundamental principle of lean manufacturing, which is demand-based. It is, thus, customer ‘pull’ rather than manufacturer ‘push’, and this was the driver for the lean manufacturing paradigm.
With reference to the above three key lean manufacturing concepts 6 (to reduce waste, maintain quality and accelerate production), standards are foundational to their operation. Reducing waste has led to a focus on non-value-added activities, like tool changing. For example, there is the philosophy referred to as the single-minute exchange of dies (SMED) – the reduction of waste between tool changes. If the die system, tooling system, heating and cooling, the pipe-work coupling systems and the transfer systems are standardised, the dies can be exchanged almost effortlessly. This concept is not restricted to dies, but applies to anything where tools need changing, e.g. machining centres where the concept is termed ‘quick-change-tooling’. In a lean system, the right ‘stuff’ should arrive at just the right time (just in time) so that the right amount of product is made – as decided by the customer, not the manufacturer. This seems simple on the surface, but it requires tight control and thus, it is of no surprise that a range of standards have been developed to control both the hardware and methodology. Standards were again an enabler of this ‘pull’ manufacture paradigm, since agreed standards were needed, not only within each manufacturing enterprise, but also through the supply and delivery chains. The ‘pull’ system would not work unless everyone in the ‘pull-chain’ agreed to work to the same principles. For example, the ‘Kanban’ triggering system has become the default standard, as has six-sigma quality. Instant, direct, on-demand manufacturing or quick response manufacturing (QRM) is an attempt to keep the advantages of mass production (e.g. high output, low cost, interchangeability and quality) without its disadvantages (e.g. capital investment, long lead-time). It focuses on making the time between a customer’s request for a product and the final delivery as brief as possible and again minimise waste. It utilises the integration advantages of information technology (IT). For example, computer-aided manufacturing (CAM) allows seamless integration backwards to design (computer-aided design (CAD)) and forwards to verification (computer-aided verification (CAV)), testing and onward transportation. This, again, is enabled by standards regarding data transfer, protocols and tooling. Whether the lean emphasis is reducing waste, maintaining quality or accelerating production, the integration of the whole lean system is underpinned by standards. Thus, standards have enabled the lean paradigm shift.
It is of interest that the ‘lean manufacturing’ standards now adopted as international standards, started life at the local level. For example, Toyota used their Kanban system as a standard within their own manufacturing plants and insisted that these also be used within their supply chains. This was so successful, and produced such an improvement in productivity, that other automotive manufacturers adopted the principle and the Toyota system became the default lean standard. Again, without the working practice agreements inherent within standards, the move to lean could never have happened.
Standards enabling the un-manufacturing paradigm shift
There are several stages to the manufacture of a product. In the early years, manufacturing designers fell into the trap of applying the principles of design for manufacture to the production of the individual piece parts alone. Not very helpful phrases like ‘design for produce-ability’ were used. Standards were produced for this important stage, such as The management of design for economic production. 10 More recently, designers realised this was too limiting and it was recognised that, prior to the customer receiving a product, there were two stages to manufacture – the production of the individual parts followed by their assembly. Typical of this approach was the work of Boothroyd et al. 11 who showed that design for manufacture might be equally applied to the assembly stage. They coined the term design for manufacture and assembly (DFMA).
In addition, as the importance of the environment and sustainability began to be recognised, eco-pressures forced manufacturers to consider end-of-life aspects. The concept of a manufacturing system, which included sustainability, had its origins in the early 1970s, but was particularly fanned by the first Earth Summit (The Rio Summit) in 1992, which served to generate a global commitment to the environment. It is a credit to the British Standards Institution (BSI) that, in responding to the global sustainability driver, they published in the same year as the first summit, the world’s first environmental management systems standard BS 7750, which had the object of stimulating the adoption of sustainability in UK manufacturing companies. Thus, the BSI had the foresight to see that standards could enable the shift needed in manufacturing to include end-of-life processing. Bearing in mind that it typically takes three years from the concept of a standard to its publication, the BSI were well ahead of the field in appreciating that standards needed to be in place early in readiness for the response of manufacturing industry, i.e. enabling the change to new manufacturing practices. This fundamental point was quickly accepted by other countries as BS 7750 morphed into the international ISO 14001 in 1996. This was such a significant development that since then, the ISO 14000 has become a series and according to an ISO press release of 2010 12 the ISO 14000 series is used by 223,149 organisations in 159 countries. Governments too sought to further enable the change through the ‘blunt instrument’ of legislation, 13 although it is interesting that this legislation lagged the publication of BS 7750 by a decade!! In Europe, two significant directives were published related to end-of-life processing: the WEEE and Restriction of Hazardous Substances (RoHS) directives. The intention of these legislative measures is that those who manufacture, distribute or sell products or materials, should take greater responsibility for what happens at the product end-of-life stage. 14 As McDonough and Braungart 15 pointed out considering cradle-to-cradle, there is no ‘away’ into which we can throw things any more ‘away has gone away’. The WEEE directive of 2002 aims to reduce the amount of electrical and electronic equipment being produced and to encourage everyone to reuse, recycle and recover it, and the RoHS directive of 2003 seeks to reduce the toxicity of materials used in products. 14
Such legislation sought to force manufacturers to take responsibility for a product when the customer finished with it. Thus, to complete the life cycle, in addition to making the piece parts, disassembly, as well as end-of-life, processing stages need to be considered. This was the driver for a change in attitude in manufacturing and was the beginning of a new paradigm shift in manufacturing. Environmentalists have coined terms, such as design for the environment (DFE) and design for recycling/reprocessing (DFR). Yet others considered that DFE ought to pervade the whole life cycle and terms like life cycle design (LCD) or design for the life cycle (DFLC) are used. This approach has been supported by numerous policy initiatives, fiscal incentives and legislation. These have variously encouraged or required environment-related elements of product composition, energy consumption and energy sourcing. Thus, a new driver had emerged – sustainability. The result is, we are seeing the emergence of a new end-of-life manufacturing paradigm.
In addition to the ISO 14000 series of standards, national and international standards bodies produced further standards to enable the shift to sustainability in manufacturing. Developments included standards that took a design management view – a top-down approach. Typical of these are the BS 7000 series and the BS 7373 series. The BS 7000 series is on the management of design, which deals with the broader concepts of design management; whereas the ISO 14000 series addresses various aspects of environmental management systems, including labelling, evaluation, life cycle analysis and auditing. The BS 7373 series addresses product specifications that includes end-of-life specifications. This range of standards certainly enabled the organisation and control of the systems of manufacture that includes sustainability. Of significance is that they all stop short of providing the actual guidance and documentation needed by manufacturers rather than the designers regarding the acceptance of an actual design – the bottom-up approach. In response to this need, the BSI published in 2006, the manufacturing product design standard BS 8887-1:2006, 16 which addresses not only design principles but also design output requirements – an overarching standard aimed at manufacturers. There have been many standards on bottom-up sustainable design published on things like life cycle analysis (LCA) type analysis. For example the ISO 14040:2006 17 and ISO 14044:2006 18 standards describe the principles and framework for life cycle assessment. Life cycle assessment is a powerful sharp-end tool that has given major help to product designers, but it is recognised that not every factor can be conveniently reduced to a number. Less complex and simpler sustainable product design models have been suggested, such as that proposed by the French national body, which is currently being considered by CEN/TC406 and is expected to be published in 2013. It is anticipated that there will be a surge in such standards as more and more useful techniques are developed and published.
It is believed by the BSI that BS 8887-1:2006 16 is the first national standard that specifically addresses design and documentation for manufacturers rather than product designers, with sustainability at the core of a holistic approach. It suggests that manufacturers must not only consider the pre-customer ab-initio design of products, processes and systems, but also the post-customer end-of-life design of products, processes and systems. Indeed, they cannot be separated, they must be considered conjointly – manufacture together with un-manufacture. With regard to the pre-customer phase, manufacture consists of the two stages of piece-part manufacture and their assembly. The post-customer phase mirrors this with the two stages of un-assembly and end-of-life processing of the piece parts. Thus, four stages are identified in the BS 8887 series, two pre-use and two post-use, see Figure 2. These four stages are: manufacture, assembly, disassembly and end-of-life processing, conveniently summed up by the acronym MADE – so appropriate since it sums up the whole manufacturing system. Thus, the BS 8887 series was given the generic title: Design for manufacture, assembly, disassembly and end-of-life processing (MADE).
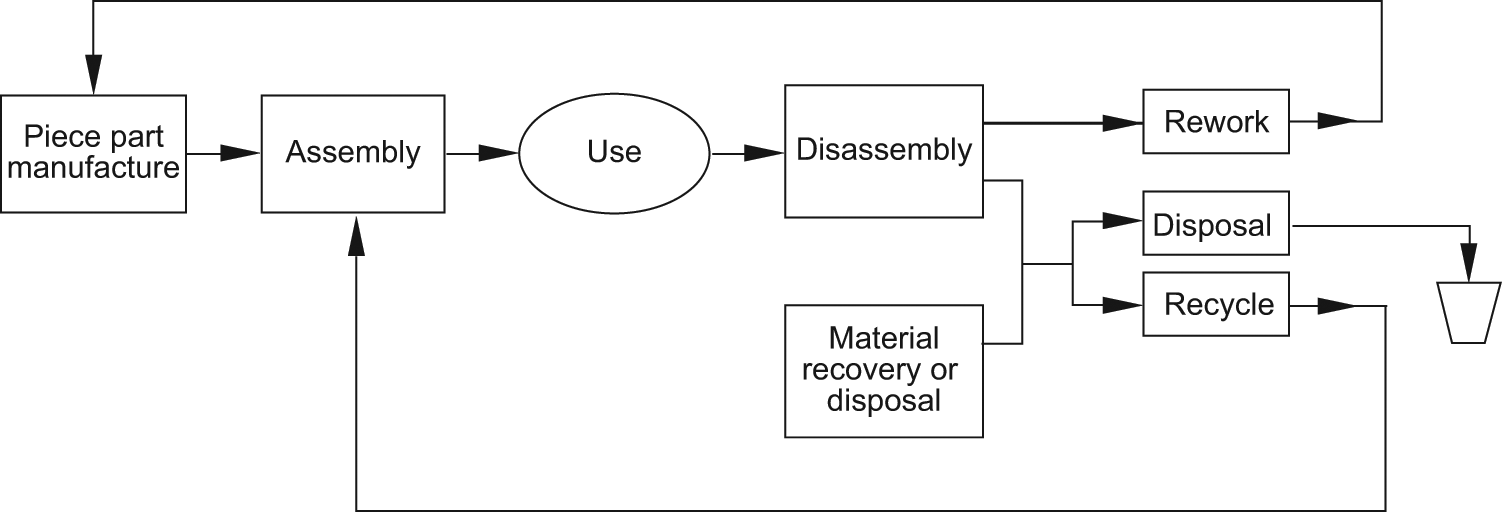
The four ‘MADE’ stages of a product. 16
The suite of BS 8887 standards
In 2006 the BSI published Part 1 of the BS 8887 series. 16 This was an overview of product design for manufacture and un-manufacture and included general concepts, requirements and the supporting technical documentation. It contained the Figure 2 diagram, which set the scene. An extract from the Scope says:
This … specifies requirements for the preparation, content and structure of design output and the preparation of related technical product documentation for the manufacture, assembly, disassembly and end-of-life processing (MADE) and describes methodologies and conventions appropriate to the preparation of documentation, in whatever form, intended to transfer a design concept to manufacture, including the determination of required accuracy and tolerances for verification purposes. It also provides guidance on the application of principles and techniques to assist the designer in the preparation of unambiguous instructions, commensurate with the perceived complexity, role and life of the intended product.
Following the publication of this foundational standard, the BSI recognised that the next step was to consider the dictionary of words to be used in sustainable product design, particularly since many of the terms used in end-of-life processing are ill-defined. A case in point was the term ‘remanufacturing’, which was defined differently in various sustainability publications. Thus, Part 2 of the standard, published in 2009, was Terms and definitions 19 in which terms like remanufacturing would be clearly defined. Included in this Part 2 was the diagram of Figure 3. This shows a diagrammatic description of the end-of-life processing routes, such as remanufacture, reconditioning, etc. These diagrammatic descriptions were then defined in detail in the core of the standard. With these two standards published – the general overarching MADE standard and the terms and definitions – the foundations were laid for a range of sustainability enabling standards. Six end-of-life processing routes were identified, see Figure 3. From knowledge of industrial needs, standards were deemed to be needed for the first three of these routes since these represent warranted needs. At this point in time, it was thought it would be difficult to publish any standards on the last three routes since there will be such a large range of product possibilities. Of note is that regarding the third route (reuse), a significant sub-route is remarketing. Major environmental and commercial benefits accrue from the process of remarketing, since reusing a product provides further productive life. BS 8887-2:2009 19 and BS 8887-211:2011 20 define each of the warranted routes as follows.
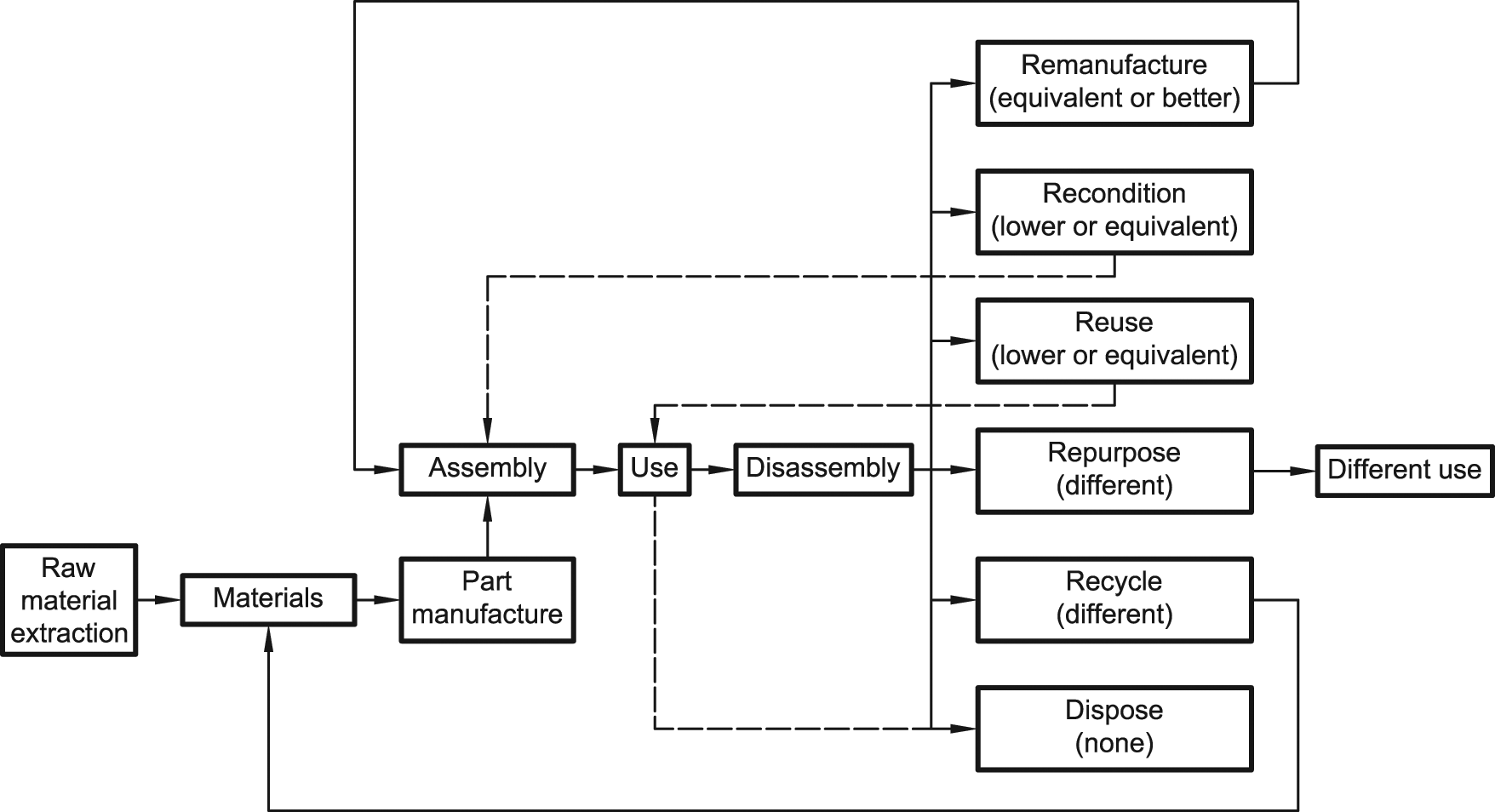
The six end-of-life classes. 19
Remanufacture: return a used product to at least its original performance with a warranty that is equivalent or better than that of the newly manufactured product
Recondition: return a used product to a satisfactory working condition by rebuilding or repairing major components that are close to failure, even where there are no reported or apparent faults in those components.
Reuse: operation by which a product or its components are put back into use for the same purpose at the end-of-life.
Remarket: sell product that has previously been sold. Note, remarket is to be viewed as synonymous with resale. Such products can be used or unused, but cannot be described as, or offered as, new.
Considering the first of these, a remanufacturing standard was published in 2010: BS 8887-220:2010. 21 Included in this was a definition of the procedures to be followed to guarantee the conformity of a remanufactured product, thus permitting specification testing. It details a set of procedures, which if followed, will ensure warranted remanufacture. The final section of the standard is entitled: ‘Identification and marking’. It states that, if it is desired, a remanufactured product may be marked. It represents a manufacturer’s declaration of conformity, i.e. a claim by, or on behalf of, the manufacturer that the product meets the requirements of the standard, i.e. that it has been remanufactured. Similarly, the standard on reconditioning, BS 8887-240:2011, 22 details a set of steps to follow to guarantee reconditioning, such that reconditioned products can be distinguished from remanufactured products.
Within the reuse route, there was a plea from industry for a standard on remarketing for ICT (information and communication technology) products. Accordingly, a standard was published in 2011, BS 8887-211:2011. 20 This details a set of steps to follow to guarantee remarketed ICT products can be distinguished from, say, remanufactured ICT products. It has also been recognised that a general remarketing standard was needed to complement the ICT specific one and this is currently being considered in committee. It is anticipated that a draft copy for public comment will be issued in 2012. 23
Concluding comments
It is suggested that standards are the enabler of the manufacturing paradigm shifts and thus, have been at the heart of manufacturing progress. Within each paradigm, manufacturing principles have remained the same until some new driver has emerged to force the paradigm change. The drivers of the past have been things like the pressure for general mass production (craft-to-mass) or the ‘pull’ of the customer (mass-to-lean). It is suggested we are in the throes of another manufacturing paradigm shift forced by the driver of sustainability. This sustainability driver is having a major effect on many manufacturing industries, especially those exposed to the latest eco-legislation. However, sustainability is slowly making an impact in every corner of the manufacturing industry, fanned by government and public pressure. This sustainability manufacturing paradigm shift is being enabled by standards as national, and indeed international, standards agencies respond to the sustainability driver both from the top-down and the bottom-up. Of significance are the series of standards relating to the design, not only of the products themselves, but also of the manufacturing processes used to produce the products. As a result of these far-sighted standards, it is hoped that standards will strongly enable this sustainability paradigm shift to the benefit of our children’s children’s children.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.