
Abstract
As the emergent technologies of Industrial Additive Manufacturing become increasingly employed in commercial manufacturing environments, challenges arise in terms of how resources of the manufacturing system should be marshalled and controlled for sustainable manufacturing. While control architectures are well established for conventional manufacturing, to-date there has been little explicit consideration for Industrial Additive Manufacturing. This article provides redress for this research gap by exploring four feasible control architectures employed in current manufacturing practice. Drawing upon 12 case studies and the operations of three companies, the relative merits, demerits, and challenges for each architecture are explored in terms of changeability criteria for sustainable manufacturing.
Keywords
Introduction
Despite decades of research, the integration of emergent technologies within manufacturing environments remains a major challenge for academics and practitioners alike. Emergent technologies are characterized by their novelty, relatively fast growth, coherence, prominent impact, and uncertainty/ambiguity, 1 and these attributes require careful management to afford an optimal and sustainable implementation. One such emergent technology is that of ‘Additive Manufacturing’,2–4 which is a process that builds physical parts from three-dimensional (3D) model data through the incremental addition of layers of material. There are many different processes characterized by the Additive Manufacturing terminology, and these are frequently delimited into two categories based on cost: machines costing less than $5000 are termed ‘personal’, whereas more expensive machines (tens or hundreds of thousands of dollars) are classed as ‘industrial’. 5 Personal machines tend to be used by individual hobbyists and educational users, 6 whereas industrial machines offer professional capabilities that are often implemented within whole manufacturing systems, comprising a range of machine, labour, and information processing elements. 7
The subset of Industrial Additive Manufacturing technologies explored in this study raises interesting challenges for control and sustainability that have to-date received little research attention. Unlike personal machines (where control focuses on the fundamental control of machine processes), industrial systems implementations require effective control between a multitude of process components to achieve manufacturing that is both sustainable and competitive. For these Industrial Additive Manufacturing Systems, the commercial objective is to effectively exploit the well-documented advantages demonstrated in prototyping and laboratories, but within the constraints of competitive real-world sustainable manufacturing.
This progression from prototyping to manufacturing has already started for Industrial Additive Manufacturing technologies such as Laser Sintering (LS), Stereolithography (SL), Digital Light Projection (DLP), and Fused Deposition Modelling (FDM), and there is much future potential for several metal powder bed fusion processes. While the ability to viably produce one-off parts and prototypes has remained an important characteristic of the technologies, 8 increasingly higher volume production has been evidenced in recent years, particularly for applications where Additive Manufacturing has displaced other techniques such as medical implants and hearing aids. 9 Although many challenges remain concerning the industrial application of Additive Manufacturing, 10 ongoing improvements in operational characteristics, combined with greater commercial awareness, have resulted in increased adoption of Additive Manufacturing by manufacturers and service bureaus alike. 11
As the additive technologies are increasingly used in manufacturing environments, the importance of control to ensure competitive and sustainable production becomes paramount. In prototyping, the focus is typically on the production of single parts by individual machines for which control is comparatively simple and resources are easily managed. By comparison, in manufacturing, a plethora of different parts and production volumes may be required, involving a wide range of resources, all of which need to be effectively controlled to optimize utilization and minimize waste. Control is fundamental to the effective management of manufacturing systems,12–14 and this study focuses on control architectures from a sustainable manufacturing perspective. Without effective control, manufacturing is chaotic, so, while Additive Manufacturing technologies may have technical characteristics that can ‘revolutionize’ manufacturing,15,16 appropriate control is an essential requirement for the ongoing achievement of sustainable manufacturing, yet very little research has addressed this.
The principal contribution of this study is the extension of the control concept for Industrial Additive Manufacturing Systems, allowing the critique of control architectures as evidenced in commercial practice. The article commences with a literature review that identifies the nature of control within manufacturing systems and evaluates the limited available research in the context of Additive Manufacturing and sustainability. Using an abductive approach in which theoretical propositions are explored in conjunction with empirical data, four control architectures are subsequently defined and evaluated for Industrial Additive Manufacturing Systems, and detailed discussion of the implications for sustainable manufacturing is given.
Literature review
Control in manufacturing systems
Manufacturing systems transform raw materials into products, gaining a higher value in the process. 12 Manufacturing systems consist of multiple distinguishable related units (e.g. machines and labour), which through their operation and environmental adaption seek one or more goals. 17 In an ideal world, these resources would enjoy a steady operation, but in practice, disruptions arise externally (e.g. demand variation and negative competitor activities) and internally (e.g. equipment breakdown and labour absenteeism). As a result, to achieve a long-term stable operation of the manufacturing system in spite of internal and external disturbances, it is necessary to have appropriate control systems in place.14,18 The achievement of this control is often difficult since manufacturing systems are both dynamic and complex, with individual processes, subsystems, and inter-system interactions all requiring integration and control. Nevertheless, the importance of control within the manufacturing system is paramount; as Baker 19 observed, ‘factory control is the central nervous system of a factory; it coordinates the use of the factory’s resources, giving the system its purpose and meaning’. Ideally, control systems should be designed with such flexibility that they are able to adapt to accommodate disturbances; however, in practice, this is not always the case. 20
Multiple approaches have been taken to the control of manufacturing systems. In his definition of a manufacturing system, Parnaby 12 identified control as being multi-level and hierarchical in nature. This is supported by He et al., 21 who have claimed that manufacturing systems are always hierarchical, and advocate the control system should therefore follow this structure as much as possible. The focus of control in both theory and practice can often be seen to follow such an alignment, with attention to control frequently considered at machine, cell, and factory/whole system levels.
This hierarchical perspective on the control of the production system is consistent with many of the early approaches to the control of manufacturing systems (e.g. O’Grady 22 ). However, Brennan and William 23 identify that the functional activities undertaken in manufacturing control should be distinct from the architecture of the control system, allowing activities to be undertaken by entities within the system, interconnected within the control architecture (Figure 1).
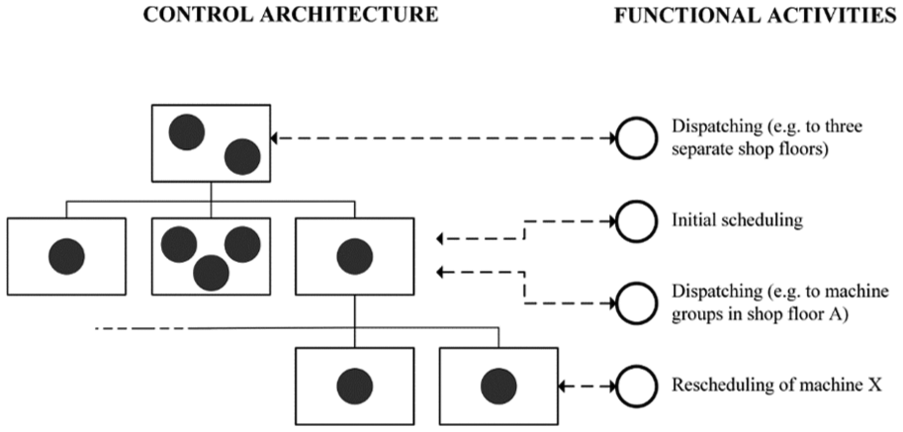
Functional activities and control architectures. 23
Dilts et al. 24 identified that different control architectures define the way in which process components interact and affect the flow of monitoring and control information within the system. At the most fundamental level, control architectures allocate decision-making responsibilities to control components; by changing the architecture, the way in which the system is controlled may be substantially altered. Four different control architectures have been proposed by Dilts et al. 24 in the context of automated manufacturing, which despite being almost a quarter of a century old, still remain a popular means of characterizing control architectures for generic applications in contemporary works (e.g. Haneyah et al., 25 Jovanović et al. 26 ). These architectures are discussed in the following sections, supported by an overview in Table 1.
Comparison of control architectures.
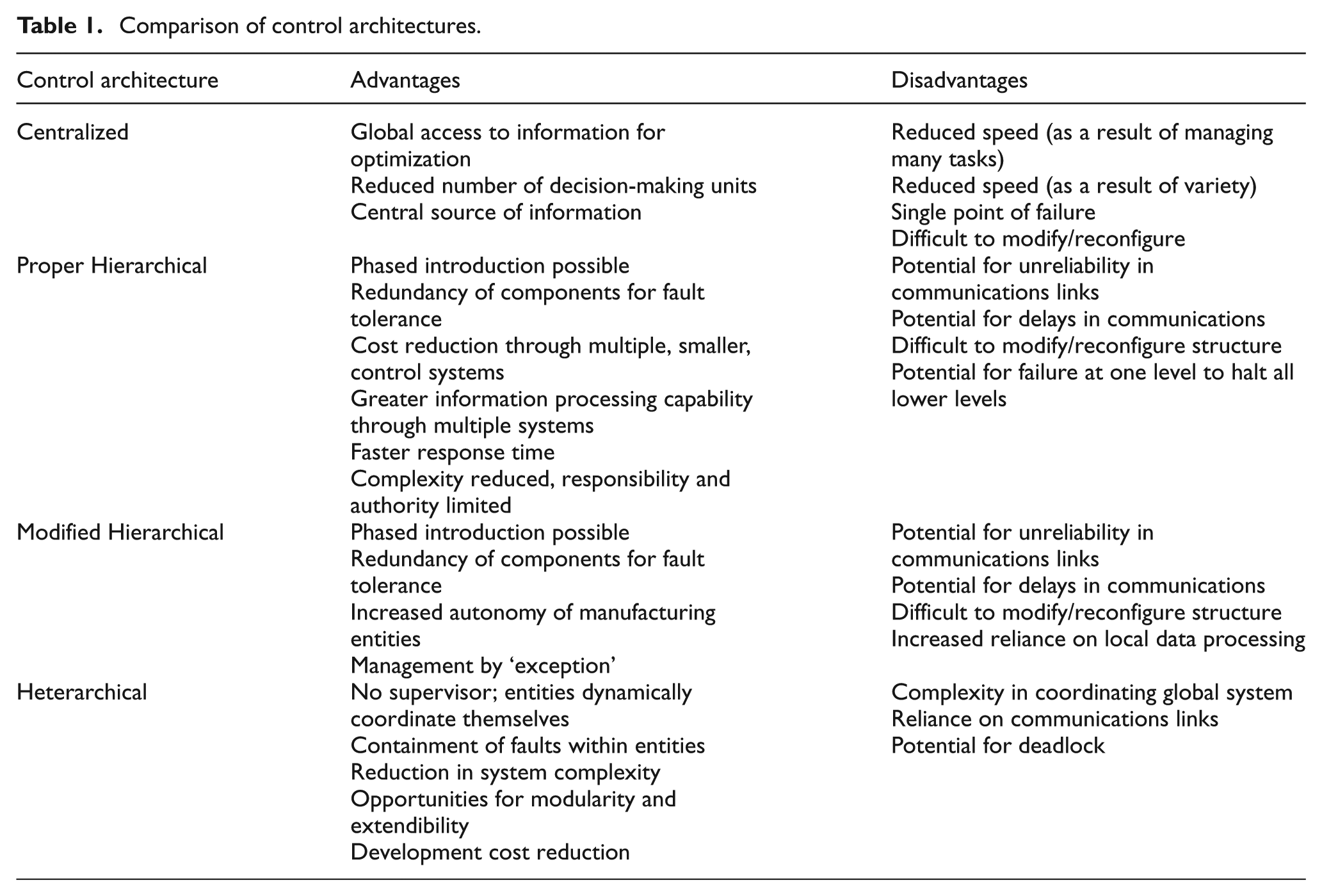
Centralized Form was the first form of manufacturing control system, in which a single control component makes decisions for all of the manufacturing entities of the system. In this approach, decision-making control occurs at a single location, with distributed non-intelligent controllers executing these decisions at a local level. As with the hierarchical forms described subsequently, the Centralized Form mirrors the physical hierarchy of a manufacturing system but lacks operational flexibility as a result of the centralized control.21,27
Proper Hierarchical Form decomposes the manufacturing system into a number of different levels, for which each sub-layer is a slave to the master above it. In this form, control decisions occur top-down, with the aggregate decisions occurring at the uppermost levels and more detailed decisions made at lower levels. 28 Conversely, the system status is reported bottom-up to the uppermost levels. Effectively, such hierarchical approaches operate similarly to centralized architectures, with managerial activities such as scheduling occurring at higher levels and execution at lower levels. 29
Modified Hierarchical Form is an extension of the Proper Hierarchical Form that allows communication in a peer-to-peer relationship between control system entities. In this form, greater autonomy is granted to the individual manufacturing entities, and greater processing and decision-making performed by these than in the previous two forms. 24 This localization of control improves the robustness of the system to random disturbances and its ability to respond quickly to changing conditions. However, vertical control and horizontal communication between entities require management, which can be a challenge for hierarchical-based approaches. 30
Heterarchical Form arose in the 1980s as an alternative to the hierarchical approach to control. Heterarchical control architectures enable local autonomy for manufacturing entities and removes the master/slave relationship found in the hierarchical architectures. 31 The manufacturing control system is effectively distributed among a network of intelligent agent controllers, each managing their local resource. Importantly, the physical system configuration is transparent to the entities of the system: there is no need for these to know where other entities reside. 29 Within a co-operative heterarchy, Duffie and Prabhu 29 identify the following:
Entities have equal rights of access to resources.
Entities have equal mutual access and accessibility to each other.
Entities have independent modes of operation.
Entities strictly conform to the protocol rules of the overall system.
Although heterarchical control systems promote fault tolerance and localized optimization, it is identified that this may be at the detriment of an overall global optimization for the manufacturing system. 21 As a result, while there has been much enthusiasm for such approaches, great care needs to be taken to ensure alignment between local and global decision-making.
Control in Industrial Additive Manufacturing Systems
Consideration of control from a manufacturing systems perspective requires that attention is given to all system resources, not just individual machines. There is, however, a dearth of knowledge considering Industrial Additive Manufacturing Systems, 7 and of the very few studies that consider control for Additive Manufacturing (personal or industrial), the emphasis is on technical implementation of control for individual machines, with no attention given to overarching control for the system. The established literature suggests that in implementation, Additive Manufacturing may be delimited as having either centralized or decentralized approaches.
Centralized architectures as demonstrated by Nagel and Liou 32 focused on control from the perspective of electrical or mechanical control, including programmable logic controllers, original equipment manufacturer integrated systems, and ‘do-it-yourself’ systems produced by the manufacturer for individual machines. Similarly, Espalin et al. 33 highlighted the use of reconfigurable real-time controllers to operate the system and the role of both hardware and software to support control objectives using finite-state machines. Hu and Kovacevic 34 demonstrate the achievement of closed-loop control for an individual machine, though this potential is technology specific: in related work for 3D printers, Hoske 35 notes that a lack of feedback from the machine processes inhibits closed-loop control of individual machines. While all of these studies may be useful for ensuring individual machines perform their tasks, they lack the integration with many other system resources necessary for whole system control.
Decentralized architectures (typically defined in the Additive literature as ‘web-based’) consider system control as being centred on Internet-based ‘tele-control’36,37 in which the control of the physical manufacturing processes is achieved remote to the physical machines. Again, this focus is typically at the machine level, though there is increased emphasis on the mechanisms by which information systems are coordinated to support remote control of machines.
While these studies provide useful insights relevant to this article, it is evident that there is a lack of work concerning system control and supporting architectures. Such observations provide justification for this study, highlighting the emergent nature of the concept and the need for exploratory work to better understand the opportunities for Industrial Additive Manufacturing Systems.
Control architectures for sustainable manufacturing
Sustainability is often considered in terms of three fundamental components (or pillars): economy, society, and environment, 38 and general manufacturing research has typically explored opportunities to improve one or more of these.
For Additive Manufacturing, emphasis on sustainability research has principally focused on environmental and economic benefits including reducing the material content of products, 39 increasing product longevity, 40 lessening the usage of hazardous materials, 41 or reducing energy consumption in manufacturing.42,43 Notably, economic arguments (e.g. cost savings from lower material usage) are often intertwined with environmental advantages (e.g. less material needed). Societal issues are relatively under-explored in the literature, though these tend to focus on improvements in quality of life that arise from Additive Manufactured products. 41 These are all valuable contributions and help to show how Additive Manufacturing may promote sustainability because of the unique characteristics of the manufacturing processes.
To-date, academic consideration of control architectures for sustainable manufacturing has been very limited, 44 and this deficiency extends to Industrial Additive Manufacturing research for which there has been no explicit attention. This is an important omission since while process characteristics may be more readily identifiable as supporting sustainability, it is important to also consider the way in which these are controlled from a systems perspective. Control is a fundamental consideration for any manufacturing system,12,14 and poorly controlled systems are wasteful (in terms of time and resources), which negatively affects economic and environmental sustainability. Moreover, control is particularly pertinent to sustainability research since it underpins how a system responds to change. 13 Sustainable manufacturing achieves its positive benefits for the economy, society, and the environment by minimizing business risks and maximizing new opportunities from the improvement of products and processes. 45 These actions require the system to be able to change in response to opportunities and threats from sources both internal and external to the organization. The achievement of effective control is therefore a fundamental characteristic of sustainable manufacturing systems, both in stable and changeable conditions, and the choice of control architecture may make a relevant contribution to the achievement of sustainability in manufacturing.
Research method
This study examines the control architectures employed in contemporary Industrial Additive Manufacturing Systems using the four existing control architectures of Dilts et al. 24 as a starting point for the research. Through empirical investigation, the intention was to understand how well existing theories for ‘conventional’ manufacturing systems are applied in this context, and whether was there a deviation arising from these technologies. This has been achieved by evaluating real-world Industrial Additive Manufacturing Systems in terms of these established architectures and looking for alignment and disjunction between theory and practice. This aligns well to the abductive approach taken in this study, through which empirical observation is matched with theory and from which new theory can be developed. 46
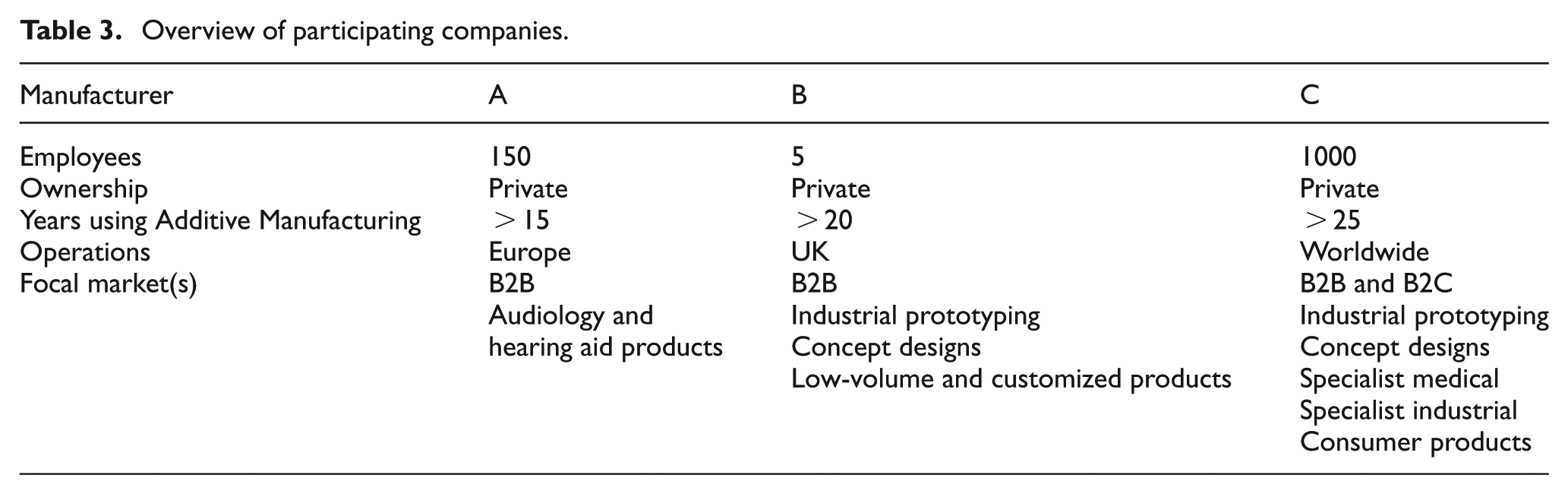
A multiple case study approach is taken in this work, motivated by the desire to understand ‘how’ and ‘why’ control architectures are employed in contemporary practice. 47 Using 12 in-depth case studies (Table 2), a richer understanding can be achieved than is possible from a single case. 48 A diverse range of cases was chosen from a range of different application sectors, with different volume and responsiveness requirements. Data for these case studies were gained through interviews and process observation at three manufacturers employing Industrial Additive Manufacturing (Table 3), supported by supplementary archival and process data provided by the companies. A case study protocol was employed to promote reliability, and methodological triangulation was employed to promote validity. 49 Such use of qualitative methods is consistent with this type of exploratory research, where theories are suggested through open-ended enquiry. 50
Summary of case studies explored in this research.
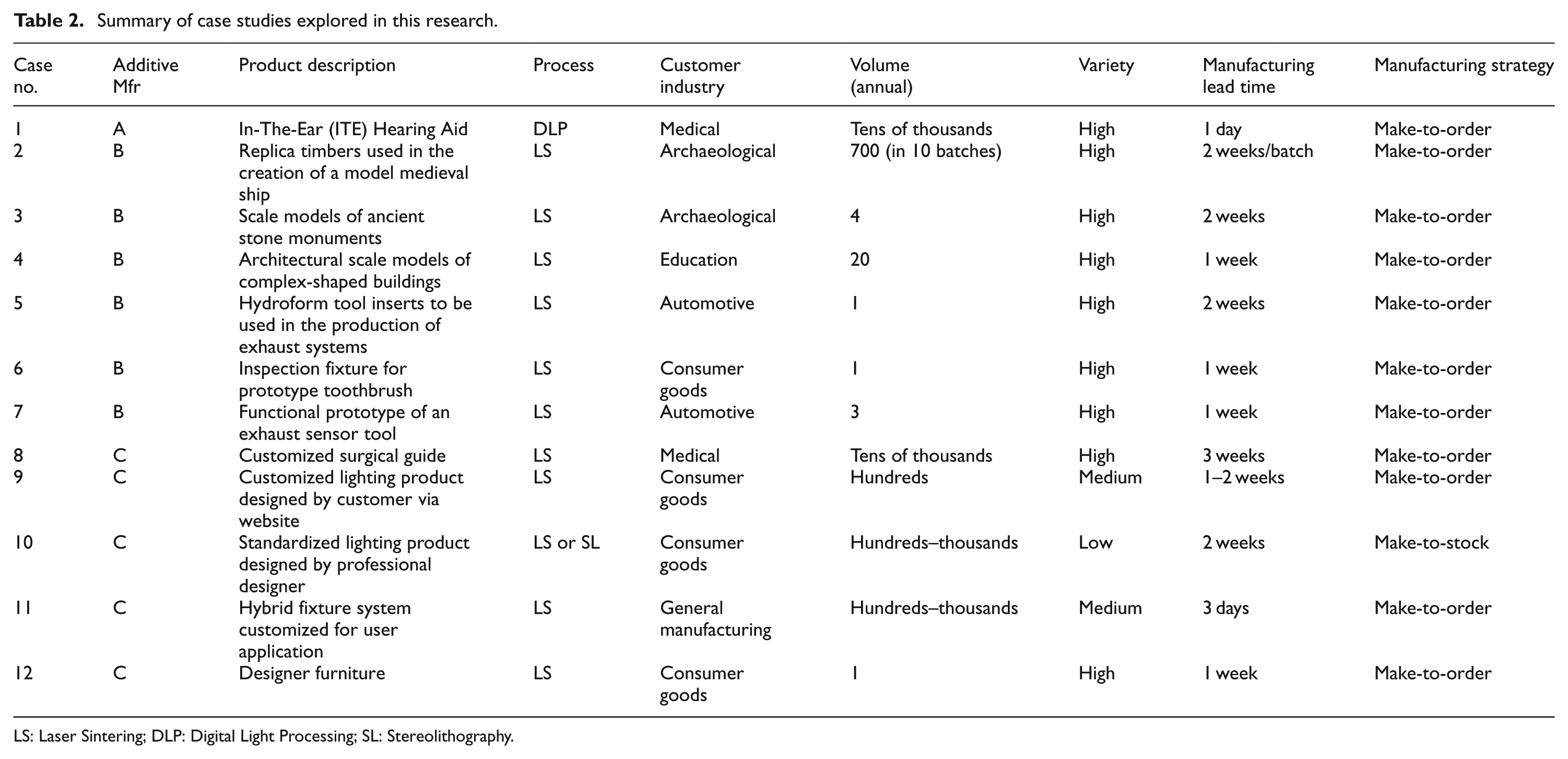
LS: Laser Sintering; DLP: Digital Light Processing; SL: Stereolithography.
Overview of participating companies.
Results
The research identified evidence for the application of each of the four control architectures in contemporary practice. These are explored in turn within this section based on the characteristics identified in the literature review. Four criteria are used that reflect the ability to control change within the manufacturing system, supporting the achievement of sustainable manufacturing practice. Table 4 provides a summary of the identified control architectures using three criteria originally prescribed by Dilts et al. 24 to highlight the implication of these for operations:
Reconfigurability is the ability to change the control of the manufacturing system in response to characteristics such as machine failure or unexpected requirements placed on the system.
Extensibility is the ability of existing elements of the system to be modified, for example, in the extension to include new components.
Fault tolerance is the ability of the system (and its architecture) to accommodate faults without failure and therefore to achieve continued reliability.
Identified control architectures for Industrial Additive Manufacturing Systems.
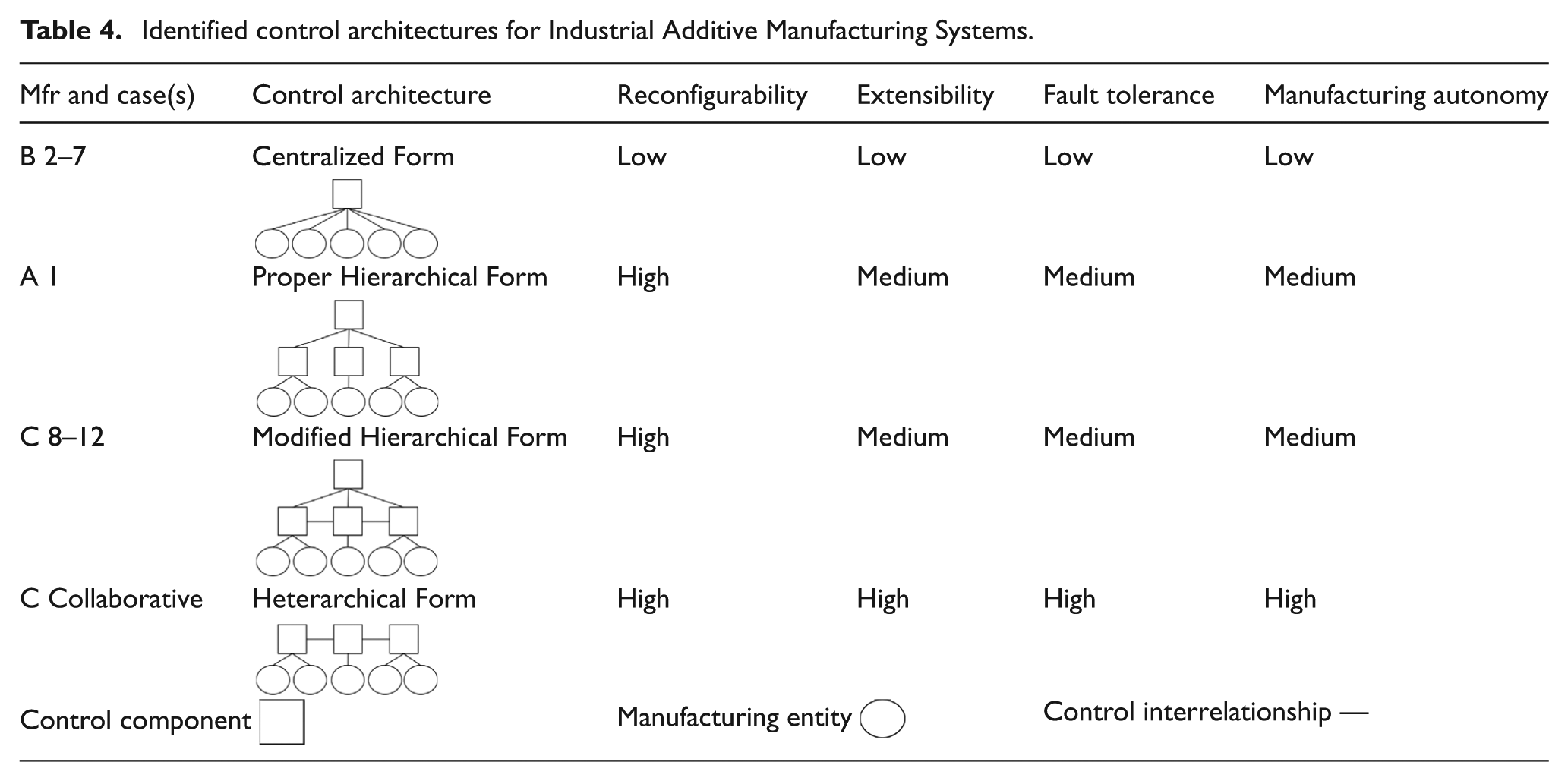
A fourth criterion, autonomy, is introduced to reflect the ability of the control elements of a manufacturing system to operate with independence of other elements within the system.
Each of these criteria affects the changeability of the system, whether in terms of making changes (reconfigurability and extensibility), maintaining stability in changing circumstances (fault tolerance), or a combination of the two (autonomy). These criteria, therefore, have the potential to affect the achievement of sustainability for Industrial Additive Manufacturing.
In recognition of the way in which Additive Manufacturing is deployed in real-world commercial environments, a systems perspective is taken in the assessment of control. In these situations, Additive Manufacturing technologies typically co-exist with other resources of the manufacturing system (e.g. machines, labour, and information resources), all of which come together to satisfy demand. 7 Such a systems emphasis is beneficial in promoting ‘wholeness’ in evaluation 51 and is also consistent with some existing perspectives on sustainable manufacturing. 52
Centralized Form: Mfr B
Mfr B is a small Additive Manufacturing bureau, with a range of different machines and three permanent staff to perform all activities associated with manufacturing. A single manufacturing facility exists, with labour and infrastructure resources shared between each of the different manufacturing process types. Within this system, planning and co-ordination of all operations are performed centrally by the commercial manager, representing a central control element in the system. Such a configuration is typical in small Additive Manufacturing bureaus, wherein a few machine resources are controlled by a single control entity.
At the cell level, decision-making is minimal and is largely based on the established procedures implemented by the central controller. Examples of cell-level decision-making typically focus on approaches to achieve effective finishing of parts. Manufacturing autonomy is therefore low. Parts are produced according to the instructions of the controller and established relationships between the controller and manufacturing entities are tight and long term. As there is no electronic feedback mechanism, feedback arises from the human operators rather than through the Additive Manufacturing process resources and is therefore manual, ad hoc, and typically informal in nature. This leads to identified difficulties in planning and scheduling of work, and as a result, the controller does not plan for full utilization of the system’s resources.
The system comprises individual instances of Industrial Additive Manufacturing machines, with no redundancy in the event of component failure. Similarly, there is little opportunity to interchange resources. The system has no defined options for expandability or reconfiguration and does not collaborate with any other manufacturer. This has negative implications for the company which were demonstrated during this research when an extended period of machine downtime was observed for one of the manufacturing processes. During this time, Mfr B was unable to satisfy customer orders, and as a result, some orders were delayed and some orders lost to other companies. Similarly, during this research, the amount of work for the system decreased significantly, yet there was no reconfiguration of system control in reflection of this change.
Proper Hierarchical Form: Mfr A
As a member of a larger group of companies, the manufacturing operations of Mfr A operate relatively autonomously from other group companies, but within the overall control of a central control entity. As a result, from a single UK manufacturing site, the company fulfils demand for United Kingdom and Western Europe, with a dedicated production line producing customized In-The-Ear (ITE) Hearing Aids. A management hierarchy oversees the facility, with dedicated production planners managing the planning and co-ordination of all operations. Control is therefore delegated hierarchically through the operations, with individual elements of the operations under control of local controllers.
Large variability in order volumes on a daily basis requires reconfiguration of labour within the manufacturing system to optimize its usage. Multi-skilled staff move between order processing, design, manufacturing, and assembly activities as required to maximize their utilization. This is controlled centrally by the production manager and can also be reliant on individual team leaders in execution. A clearly defined production process together with a factory layout promoting series-based production means that work moves between workstations independent of the controller; however, there is very little feedback of in-process activity. Unless a manual request for feedback is instigated, controllers have little awareness of the state of a given entity of the manufacturing system.
The system comprises multiple instances of machine and labour resources that can be interchanged in the event of component failure; however, there is no excess capacity for redundancy. In the event of a major failure of the system, the ability exists to reallocate work to a different system within the network; however, this is neither seamless nor desirable. In the event of this occurrence, manufacturing control is delegated to the alternate system.
It is identified that expansion of the system may be achieved using additional components; however, the ability of the central controller to manage increasing numbers of manufacturing entities constrains the extent of such extension. During the conduct of this research, there was no demonstration of this capability.
Modified Hierarchical Form: Mfr C
Mfr C splits its manufacturing systems into specialist facilities (for medical device production) and generalist facilities for all other production requirements. It employs two sites for its most specialized medical applications, in Europe and in the United States. This second US-based site provides additional production capacity for specialized medical components, local to demand for US customers. Each manufacturing system has assigned resources that are specialized, and therefore, these are not typically shared between systems. Overall control of the multiple systems occurs at the European headquarters.
Each system is under the responsibility of a single director and is distinctly controlled by production planners who schedule work using the company’s planning software. Control is therefore delegated hierarchically through the operations, with individual elements under control of local controllers. An individual system comprises multiple instances of machine and labour resources that can be interchanged in the event of component failure; however, there is no excess capacity for redundancy. Compared to the Proper Hierarchical Form, the principal difference observed in this example is the interrelationship between manufacturing systems. Work and resources can often be switched within manufacturing systems without major penalty, and this is frequently employed to achieve load-balancing across the entire company’s demand. Notably, this is constrained by some of the specialist applications requiring particularly high-quality production (e.g. medical parts), where dedicated systems are essential in promoting both quality and repeatability.
Heterarchical Form: Mfr C joint venture
True Heterarchical Form requires that a manufacturing system has no overall supervisor, with entities self-configuring in the achievement of manufacturing. It is noted that in the context of Additive Manufacturing, a similar notion was proposed by Berlak and Webber 53 in ‘competence networks’; however, in this system, a definite controller coordinates the product fulfilment process.
Within this study, it is identified that several companies in the Additive Manufacturing industry have joined together in a heterarchical-like form, and Mfr C is a participant member. This effectively creates a new ‘virtual organization’ for the firm. As demand is placed upon the system, individual companies take work based on their competencies, capacity, and potential responsiveness (the latter often dictated by production location relative to demand). Each manufacturer controls its own production and therefore has a high degree of autonomy in manufacturing. Similarly, there exists some redundancy in the system since it is able to draw upon the capabilities of a distributed network of major manufacturers. Communication within the system is identified as good, with most information shared using the Internet. The focal heterarchical system is a closed system; members are fixed and so unlike a marketplace there is little movement in-and-out of the system. Nevertheless, relative to the other control architectures, relationships within the system are loose and transient.
Discussion
The results of the previous section demonstrate the different approaches taken in the control of manufacturing systems and highlight relative implications of these to current manufacturing practice. The most notable finding of this research is the way in which the emergent technologies of Industrial Additive Manufacturing readily align to well-established control architectures prescribed for ‘conventional’ manufacturing systems. While there has been much emphasis on the disruptive potential of these technologies, 54 this study shows that in commercial practice, the control of these technologies does currently follow many of the existing principles of manufacturing systems control. There are, however, three specific aspects of the research that merit note in a sustainability context as a result of recent and ongoing research.
Control architectures are established at a company, rather than product level
Although the three manufacturers demonstrate a wide range of different products, technologies, and applications/customers in the focal cases, in practice, control architectures were shown to align relatively well to the organizational structures of the companies. This is an interesting finding since it runs somewhat contrary to other strategic decisions typically made by manufacturers that focus on individual products. For example, selection of manufacturing processes 55 and supply chains56,57 is well established as focusing on individual products. These approaches focus on the selection of the best options to compete in challenging markets, yet this philosophy appears not to have extended to the choice of control architectures in the focal cases.
Selecting control architectures based on the focal products to be produced may well have advantages for sustainable manufacturing. For products that have considerable demand fluctuations (e.g. because of seasonality), choosing an architecture that supports extensibility could promote economic sustainability by allowing the system to grow or contract with demand. Alternatively, for some products, it can be desirable to manufacture them in close geographic proximity to actual demand (thereby reducing the effect of transport) which can promote environmental sustainability. In these circumstances, control architectures that support autonomous manufacturing may be appropriate. Finally, for products that make a major improvement in quality of life (e.g. healthcare products used in surgery), confidence in their timely availability is important when scheduling surgical procedures. To achieve this contribution to the societal pillar of sustainability, choosing architectures that promote fault tolerance supports ongoing production despite faults that might otherwise delay production, ensuring the patient receives their beneficial healthcare product on schedule.
Industrial Additive Manufacturing Systems rely on humans for their control
Compared to what might be expected in a typical ‘conventional’ manufacturing system, this research highlights a significant lack of computer control and an over-riding reliance on human intervention in the control of the system. While emphasis on the literature has long prescribed the application of computers in the production and control process without which control would be ‘inconceivable’, 58 in practice, only rudimentary use of computers for such activities was identifiable. Consistent with Hoske 35 , very little automated feedback from individual Additive Manufacturing machines was found. In most cases, the machine manufacturers did not provide suitable interfaces that could be utilized by the focal companies, which in turn impacts the ability of computers within the control system. This was compounded by the very manual nature of preparation and post-processing activities, for which automated feedback would be difficult to implement.
Given the ‘high-tech’ nature of the technologies, this reliance on humans for control does seem anomalous; however, in future, this is likely to lessen. While machine manufacturers are often reluctant to provide access to machine control systems, 59 multiple research projects are currently ongoing to mitigate this problem. As human involvement is lessened and real-time computer control is increased, accuracy and efficiency benefits in production may yield many positive contributions to the three pillars of sustainable manufacturing. These benefits could lead to improvements in waste production (economic and environmental), greater output from manufacturing systems (economic), and product improvements arising from accuracy that positively impact quality of life (societal).
Industrial Additive Manufacturing Systems may exploit other control architectures in the future
While this study has shown a strong alignment to the well-established control architectures, it is acknowledged that alternative approaches have been developed for manufacturing systems as increasing requirements for flexibility, robustness, responsiveness, and configurability challenge the suitability of the traditional centralized and hierarchical control architectures. 60 Since Industrial Additive Manufacturing is often prescribed for these more demanding production requirements, a change in architectures is a feasible proposition. For example, holonic architectures effectively maintain hierarchical control structures, but with the autonomy afforded in heterarchical approaches 26 and the benefits of co-operation. 60 Such manufacturing control systems comprise software and physical manufacturing models, allowing each holon to reason, make decisions, and enjoy interactive communication with other holons. 61
While there is little research that explores how these control architectures may affect sustainability, initial studies are positive about the opportunities. For example, Trentesaux and Giret 44 identified that holonic and multi-agent architectures are well suited to sustainable manufacturing, but note little research has focused on the societal and environmental pillars of sustainability. They suggest that holonic control could be used to prioritize sustainable attributes within the decision-making process, which in turn would support improvements in sustainability. While such research is in its infancy, it is reasonable to consider how this could be extended to sustainability for Industrial Additive Manufacturing Systems in the future. For example, control holons could focus on prioritizing decisions to most effectively manage resources to optimize material or energy utilization, promoting benefits for environmentally sustainable manufacturing. If such architectures gained commercial traction for Industrial Additive Manufacturing, future research may find additional opportunities to further support sustainably through choices in such control architectures.
Conclusion
Control architectures directly affect the flow of control and monitoring information, and the interaction of the manufacturing process components, 24 and are therefore well established as being important for management of any manufacturing system. For sustainable manufacturing, the design of control architectures is a major (but largely unaddressed) issue for research. 44 This article therefore makes an initial contribution by examining the concept of control architectures for Industrial Additive Manufacturing Systems in this context, focusing on the underlying linkage between control and change in sustainable manufacturing.
Building on the existing theory of control architectures for contemporary manufacturing systems, this article has demonstrated four different control architectures that have been implemented in commercial Industrial Additive Manufacturing Systems. In doing so, this article provides an empirical evaluation of real-world production together with a detailed discussion on the characteristics of individual implementations. Through an investigation of trends in the contemporary research, this article has extended these current observations to highlight feasible future advances for sustainable manufacturing which may become increasingly important as Industrial Additive Manufacturing Systems become more commonplace in the production environment.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.