
Abstract
CyberManufacturing System is an advanced vision for future manufacturing where physical components are fully integrated and seamlessly networked with computational processes, forming an on-demand, intelligent, and communicative manufacturing resource and capability repository with optimal and sustainable manufacturing solutions. The CyberManufacturing System utilizes recent developments in Internet of things, cloud computing, fog computing, service-oriented technologies, among others. Manufacturing resources and capabilities can be encapsulated, registered, and connected to each other directly or through the Internet, thus enabling intelligent behaviors of manufacturing components and systems such as self-awareness, self-prediction, self-optimization, and self-configuration. This research presents an introduction to the CyberManufacturing System, establishing the architecture and functions of the CyberManufacturing System, designing the pivotal control strategy, and investigating the performance analysis of the CyberManufacturing System using modeling and simulation techniques. In total, five component-level examples and one system-level case study have been developed and used for illustration and validation of the CyberManufacturing System operations. The results show that the CyberManufacturing System is superior to other types of manufacturing systems in terms of functionality and cooperative performance.
Introduction of CyberManufacturing System
CyberManufacturing System (CMS) is an advanced manufacturing system for future manufacturing where physical components are fully integrated and seamlessly networked with computational processes, forming an on-demand, intelligent, and communicative manufacturing resource and capability repository with optimal and sustainable manufacturing solutions. By leveraging recent developments such as in Internet of things (IoT), cloud computing, fog computing, cyber-physical system (CPS), service-oriented technologies, modeling and simulation, virtual reality, embedded systems, sensor networks, wireless communications, machine learning, data analytics, and advanced manufacturing processes, the CMS is a convergence of promising and advanced information and communication technologies. 1 Particularly, the technologies of CPSs help in the development of the CMS (Figure 1).
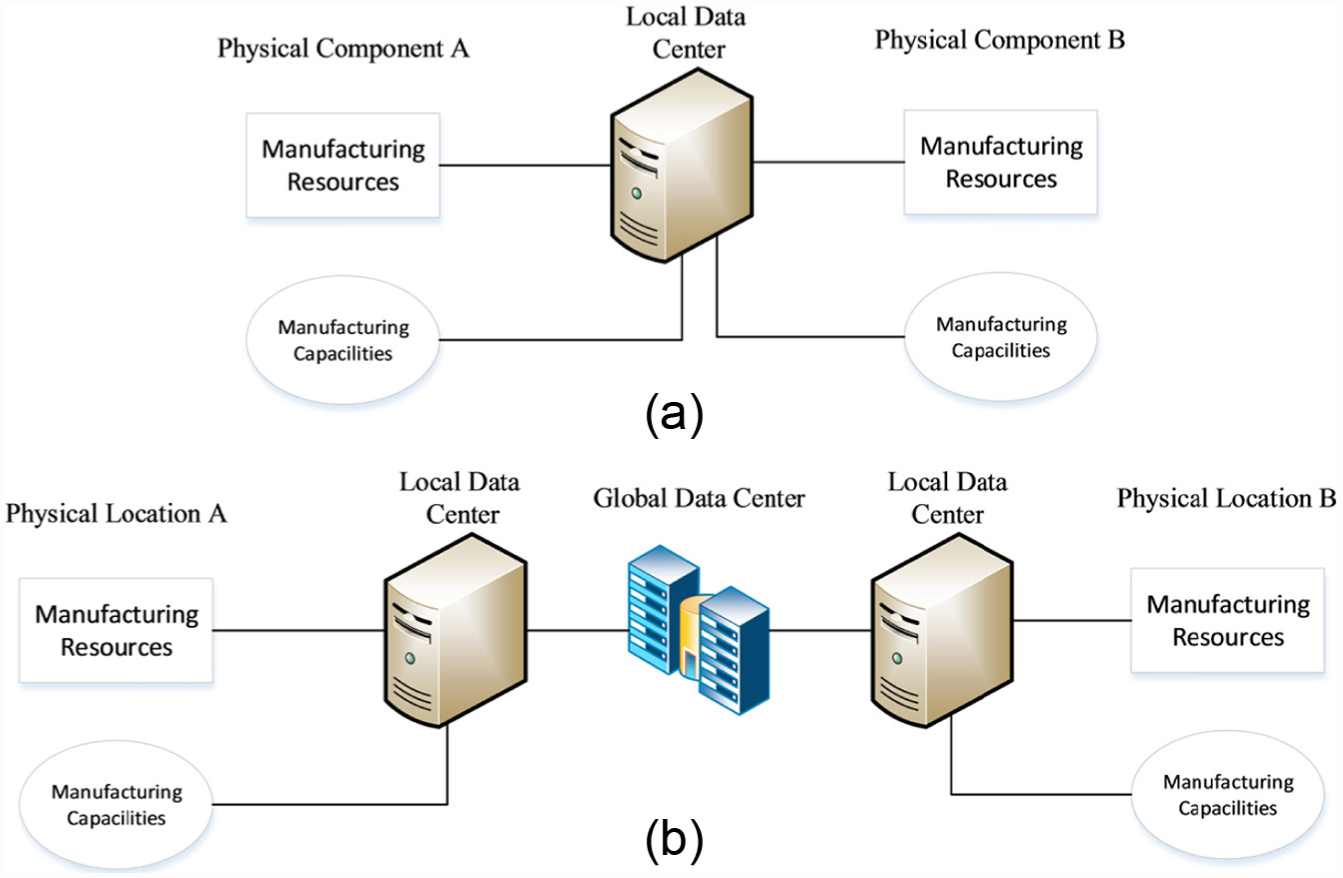
CMS network: (a) offline (local network) and (b) online (over the Internet).
Numerous types of manufacturing systems have been developed and implemented for use in the past. For example, flexible manufacturing system (FMS) consists of computer numerical control (CNC) machines connected by automated material-handling system, controlled by computers to create an integrated system for processing palletized parts across various workstations in the system. 2 However, the design of the FMSs, which is based on the machine tools and technological components available on-site, restricts the variety of the parts to be manufactured in the FMS. 3 While the CMS coordinates a pool of potentially unlimited shared, reconfigurable, and scalable manufacturing resources and capabilities. Therefore, the CMS substantially expands the flexibility of manufacturing systems and the variety of the products that could be manufactured. Furthermore, in the FMS, the automation and flexibility in control are not designed to utilize recent developments such as big data analytics. Similarly, in the past decades, other types of manufacturing systems have been developed including computer-integrated manufacturing (CIM), 4 agile manufacturing, 5 virtual manufacturing, 6 and networked manufacturing and manufacturing grid. 7 However, the CMS distinguishes itself from others by providing better solutions through more optimal resource/capability allocation strategy, theoretically unlimited pool of manufacturing tools and techniques, enhanced utilization of manufacturing components, robustness to uncertainties, and realization of the transformation from production-oriented manufacturing to service-oriented manufacturing.
In the environment of the CMS, manufacturing components and systems operate intelligently and can carry out advanced functions such as self-awareness, self-prediction, self-optimization, and self-configuration. Various initiatives in different countries have been created to establish the foundation and intelligent behaviors of this vision, including “Industrie 4.0” by Germany, 8 “Monozukuri” by Japan, 9 “Factories of the Future” by European Union, 10 and “Industrial Internet” by GE. 11 Other names such as cyber-physical production system 12 have also been used to refer the CMS.
The CMS integrates complete information of product life cycle activities and manufacturing component activities by harnessing and taking advantage of the development of advanced communication and sensor techniques. The CMS possesses useful characteristics such as service-orientated manufacturing and proactive and preventive maintenance (Table 1).
Supporting techniques, information coverage and characteristics of CMS.
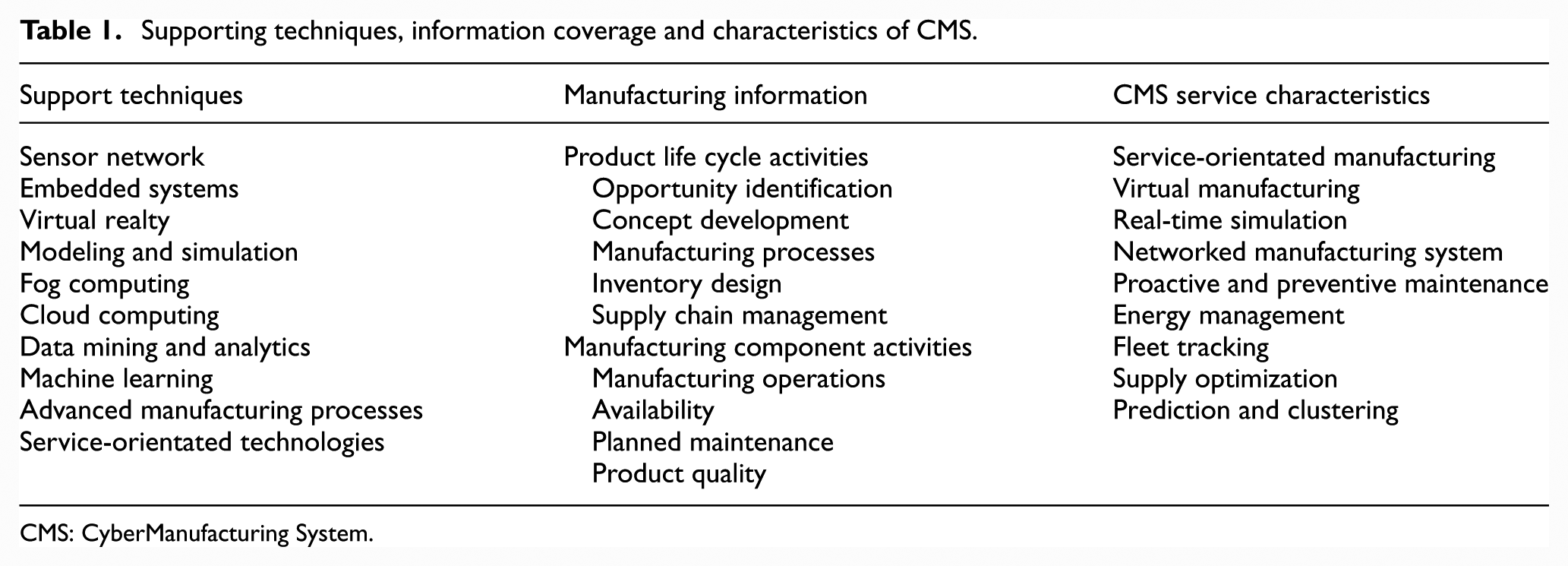
CMS: CyberManufacturing System.
Architecture of CMS and internal informational entities
Several studies have attempted to establish an architecture for the CPS in manufacturing domain as well as architectures of cloud manufacturing. Lee et al.13,14 introduced a 5C architecture for the CPS. The proposed architecture intended to serve as a proof-of-concept framework that helps converting the data and information from factory floor into knowledge in cyber center. However, it provides only a logical basis for proving the feasibility of the knowledge learning in CPS for manufacturing. The cloud manufacturing architectures developed by Tao et al. 15 and Adamson et al. 16 are commonly referred by other related studies in the field. However, they did not adequately integrate all the major manufacturing activities. Some componential substances were put in unsuited ends, thus compromising the conciseness and integrity. Another issue is that the support layers were separately placed besides the main architecture rather than actually incorporated in the main architectures.
The proposed architecture in this research is a hierarchical structure consisting of five layers for showing the internal mechanism of the CMS (Figures 2 and 3). By incorporating the CPS and IoT, manufacturing components can effectively communicate with each other at a local level, which is enabled in local data and information center. Figure 2 shows the details of main substances, pivotal events and major enabling techniques within each layer and the interactive activities between layers. Figure 3 shows all the internal transformation of information flow through the events ongoing in each layer. In the application/user layer, each manufacturing mission is parameterized into a unique mission model (manufacturing mission model (MMM)), where all the dimension, shape, color, and weight information are identified. The models are then clustered as manufacturing mission unions (MMUs) following a one-to-many correspondence relationship since each mission could be clustered into different categories by different criteria. In a cyber center, a manufacturing cloud (MC) is responsible for addressing an MMU. In the other end, manufacturing resources and capabilities in the physical provider layer are encapsulated into manufacturing component models (MCMs) in integrated connection layer, which includes all the working information, features, and patterns. They are aggregated as MCs in core service layer, a clustering form of MCMs.
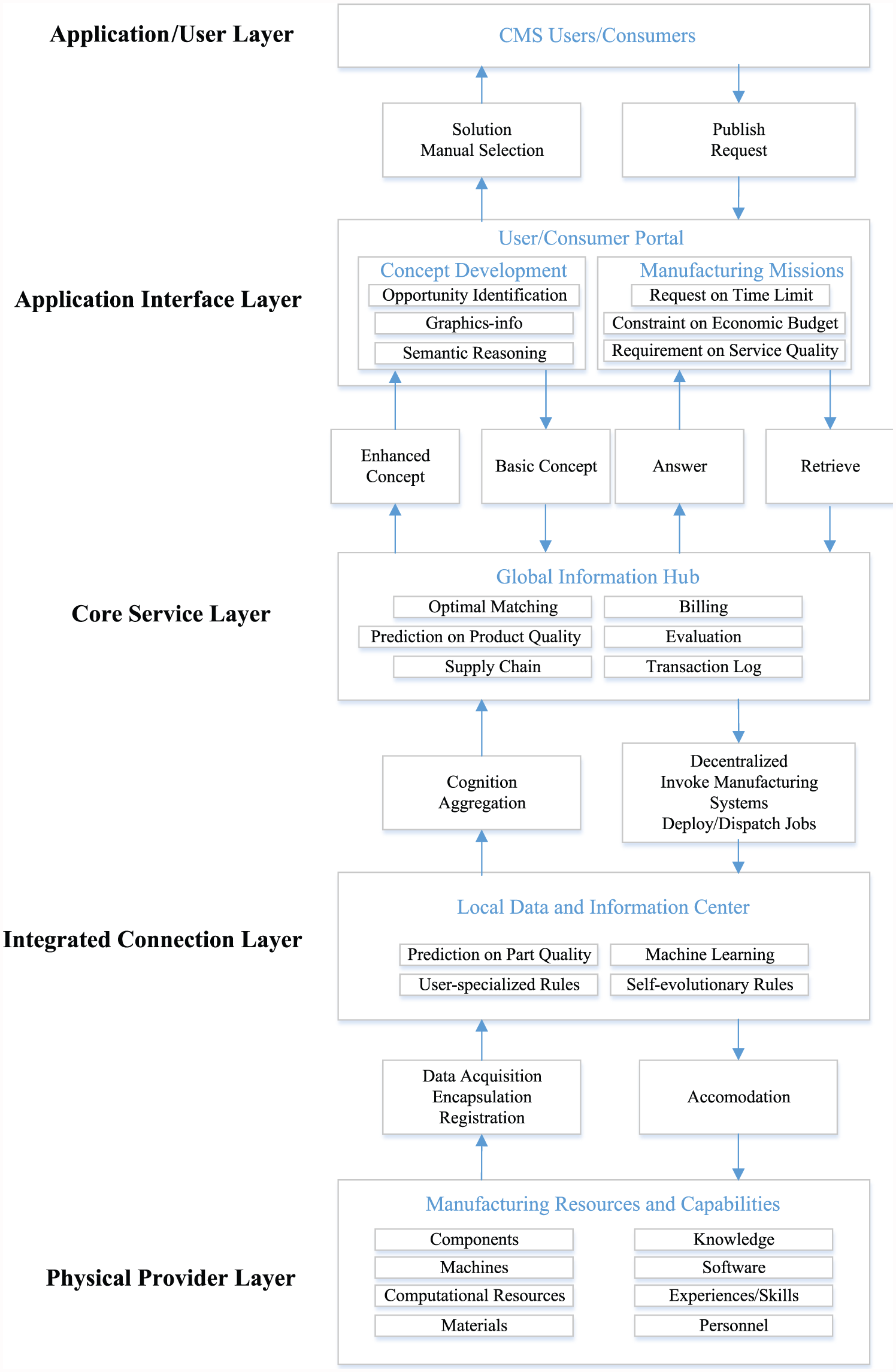
CMS hierarchical architecture.
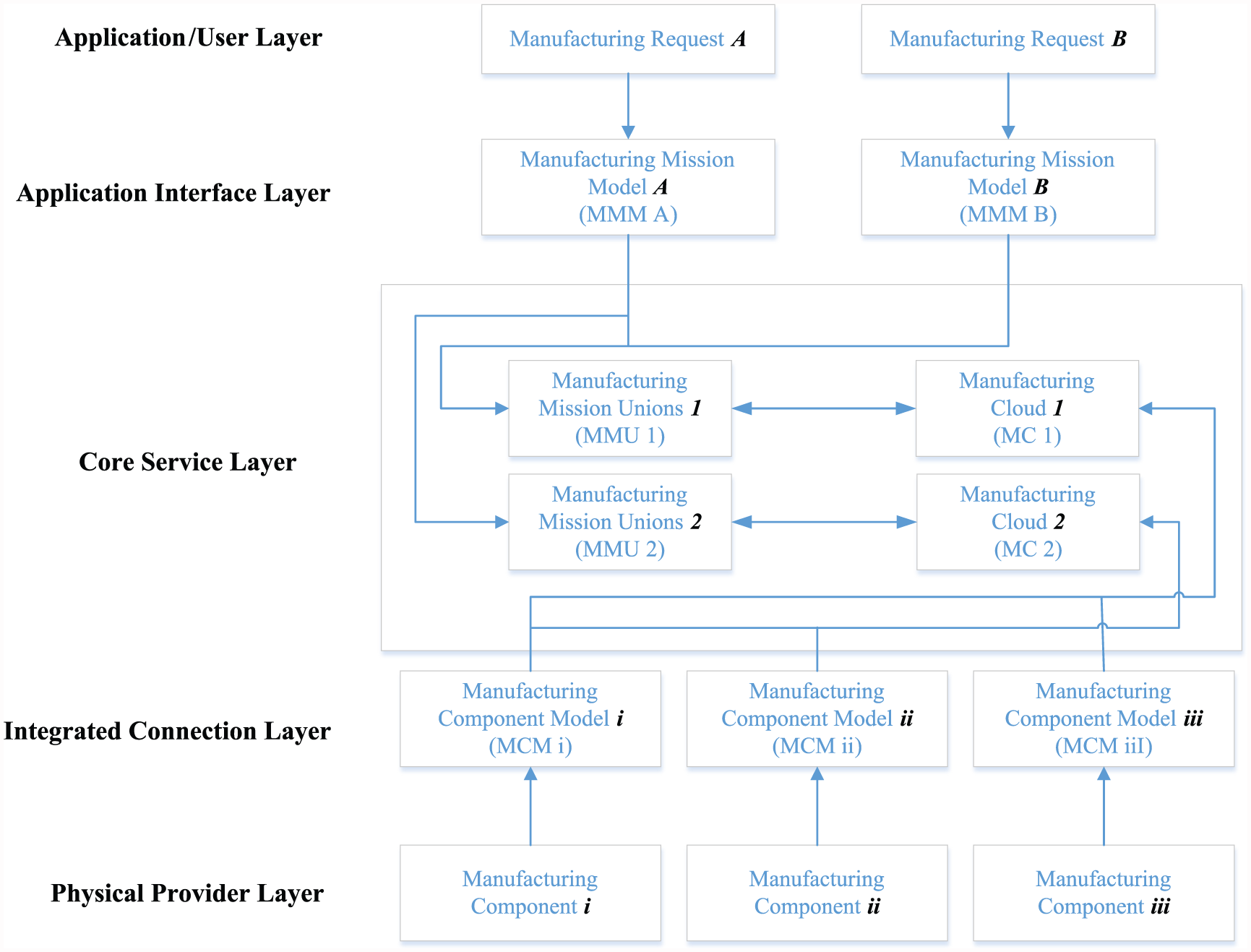
Informational entities in CMS architecture.
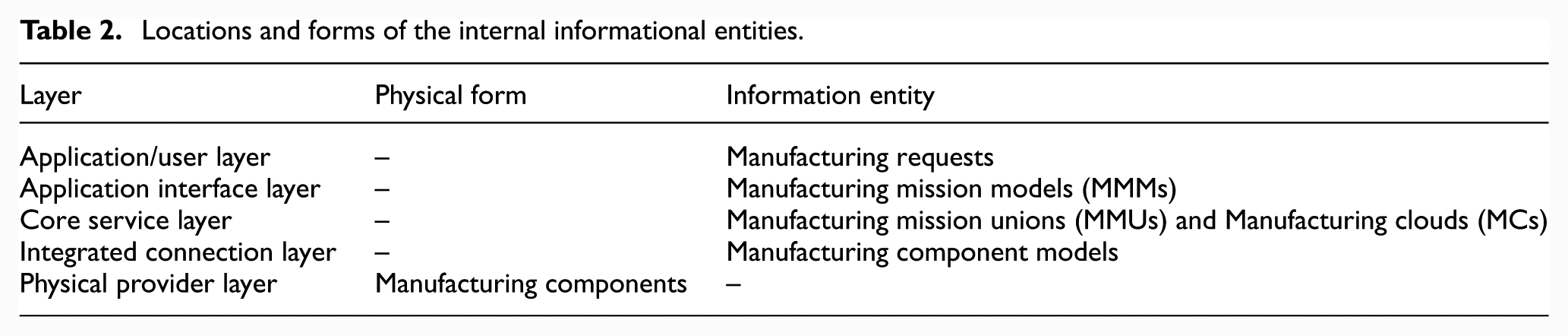
These two figures together eventually serve a step-by-step guide for companies or manufacturers to set up the CMSs or migrate to the CMSs from current manufacturing systems. Within each layer of architecture, all the physical or transformation of informational entities are shown in Table 2. The transformation between entities and correspondence relationships is listed in Table 3.
Locations and forms of the internal informational entities.
Transformation and correspondence relationships of the internal informational entities.
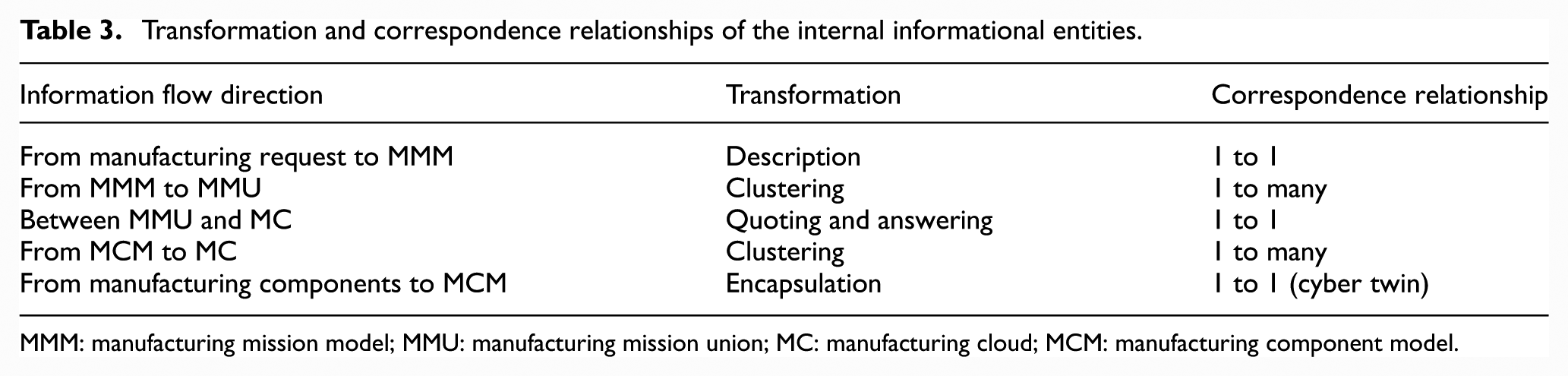
MMM: manufacturing mission model; MMU: manufacturing mission union; MC: manufacturing cloud; MCM: manufacturing component model.
Application/user layer
This layer is intended to directly communicate with the users, including product developer, designer, and consumers. Product development and manufacturing are two main requests to be addressed in this layer, depending on different phases of product life cycle. These tasks and missions are published to the application interface layer, and a list of favorable solutions with auxiliary information or finished products will be returned or delivered for selection or picked up by the users, respectively.
Application interface layer
This layer plays a connecting role between application/user layer and core service layer, acting as a buffer of inventory and information processing. If the mission required from application/user layer originates from the concept developing stage, opportunities will be first identified. After that, information will be extracted if the opportunity is estimated feasible and form as a concept model. This initial concept model will be iteratively enhanced in the layer by information exchange. Similarly, during the manufacturing stage, a manufacturing mission will be described and digitalized into a functional model. The concept model and the functional model are collectively referred as MMMs. MMMs are parameterized models of the manufacturing requests which could describe the all the manufacturing information, including bill of material (BOM) and supporting operation information. Unlike simple digital document (such as computer-aided design (CAD) files) of the physical entities, cyber twins could serve as the replica of the physical entities which owns property of demanded parts or products. MMM could also be used for quoting and answering, bargaining, and then supervised by manufacturing processes, virtualization, and visualization.
Global core service layer
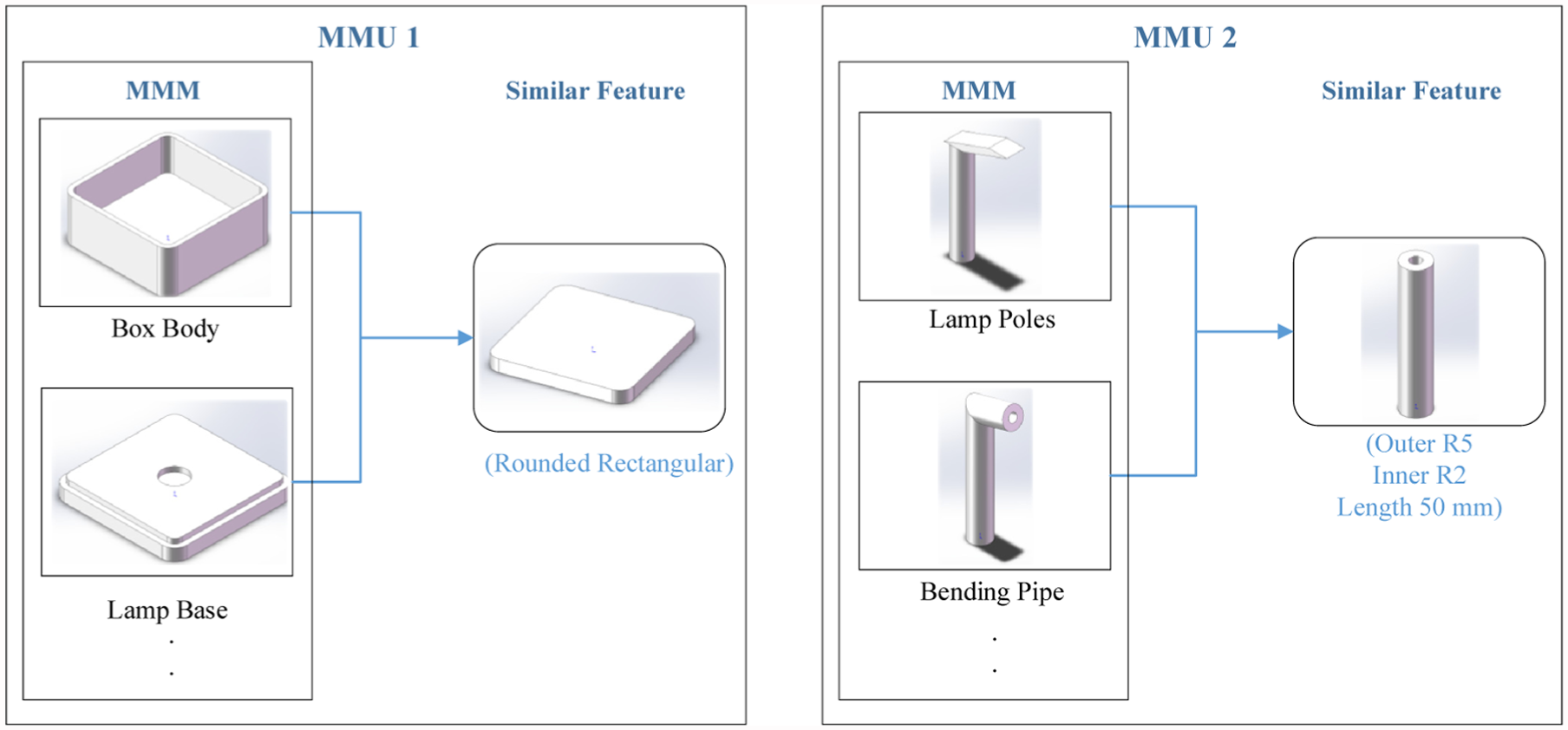
In this layer, a global information hub crowded with cyber twin information from both ends is enabled by powerful storage and computation capability, together with logistics information and transaction log by utilizing big data analytic technique. 17 Toward the user end, MMU is the clustering form of MMM grouped by the similarity of requested parts’ or products’ property. In total, two examples of MMU are shown in Figure 4.
Example of forming MUUs.
In MMU 1, MMM of box body and MMM of lamp base are similar since they possess the common feature of rounded rectangular made of same material. The common feature in MMU 2 is a hollow cylinder. Unlike the idea of family product architecture (FPA) in mass customization concept, which aggregates parts by their substitutability in the final product, 18 MMMs are grouped on the basis of parts’ own similarity and, therefore, enhances manufacturing flexibility at a more basic level, that is, from product level to part level. Furthermore, parts will not be fixed to a “family” but are grouped into different MMUs according to the level of similarity and user-defined criteria. Therefore, in CMS, all the manufacturing missions perform according to their manufacturing requirements and are framed in a requirement-orientated architecture shown to resource providers.
In the same strategy, toward provider end, the MC, named by the same strategy of computational cloud, is the union form of MCMs, which is introduced in the next layer (integrated connection layer), grouped by their similarity in manufacturing capability. Therefore, manufacturing components will be shown in a service-orientated architecture. Normally, the core service layer is responsible for finding an optimal MC match for each MMU based on the self-optimization and self-configuration function.
In a nutshell, the main function of this layer is to optimally evaluate and match manufacturing resource and capability information along the fleet with request information and record manufacturing behaviors and transaction activities in a global scale, where CMS adopts the mechanism of network manufacturing and manufacturing grid.
Integrated connection layer
Integrated connection layer serves as the local analysis and self-control center. This layer serves as a center of cyber twins of the physical manufacturing units in factory floor. A cyber twin of machine and components could be used for observing and learning the patterns of various working regimes each type of machines undergoes using the proposed adaptive algorithm. 19 Therefore, the main activity of this layer is the encapsulation of physical units into meaningful information. After encapsulation, MCMs are the cyber twin of physical manufacturing components. Compared with the fully global control implemented in cloud manufacturing, the existence of this layer of hierarchically controlling helps avoiding the unnecessary trivial communication and controlling of the units in factory units over the cyber informational center, which significantly improves the response speed and communication efficiency of accommodation, job dispatch and quality prediction. The encapsulation will be implemented by the data acquisition and working pattern learning by sensor systems. A sensory monitoring system substantially contributes to the establishment of the automation, online and offline supervision. Within the context of CMS, supervisory self-control rules and parameters will initially be set by human but will perform self-evolutionarily according to the information learnt by data acquisition from physical provider layer in sequencing system control.
Physical provider layer
Physical provider layer is for all manufacturing components, including equipment and personnel in a factory level. The conditions of each manufacturing units might be directly measured by diverse sensors, such as presence sensor and radio-frequency identification (RFID), or obtained from controller or enterprise manufacturing systems, such as enterprise resource planning (ERP), manufacturing execution system (MES), supply chain management (SCM), and computerized maintenance management (CMM).13,20 This advanced sensor deployment and real-time monitoring is the function of this layer, and control activities are operated by actuators executed by the signal feedback from local data and self-control center.
Functions of CMS
A CMS exhibits five important functions that represent key behaviors and characteristics (Table 4). The numbering sequence is based on the implementation layer where a function is enabled. Starting from first to fifth, the function is moving toward core service layer and becomes more accessible to big data analytics and utilizing machine learning algorithm. Real-time acquisition, big data analytics, useful information elicitation, behavior learning, prediction and physical actuation enable all the five functions. Song and Moon 21 have conducted a comprehensive investigation of the framework and enabling information of each function, along with the illustration of each function performance in manufacturing system examples using modeling and simulation approach. This reference also demonstrates the relationship between CMS architecture and functions.
Main enabling techniques, main benefits and main applications of five functions.
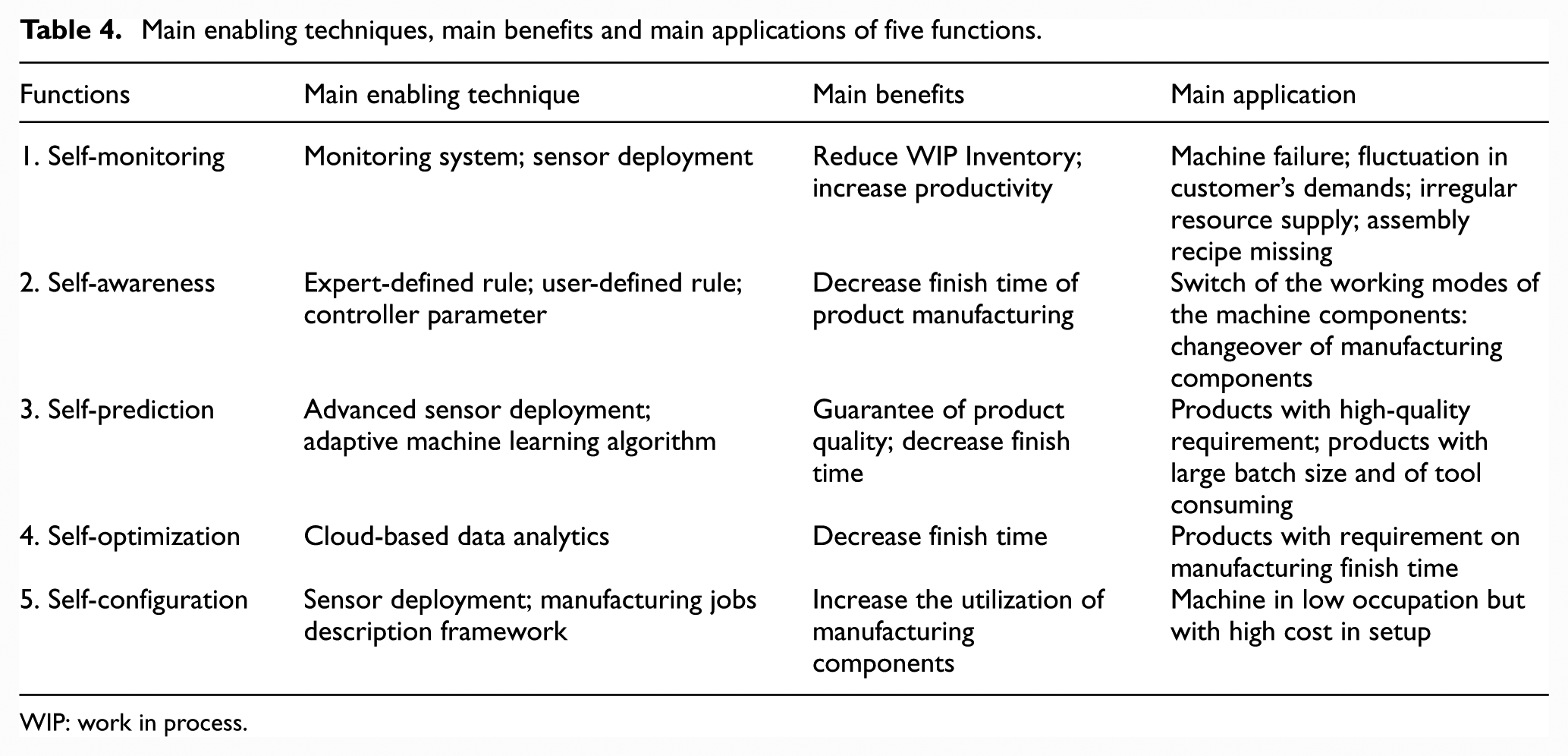
WIP: work in process.
The above five CMS functions are implemented in different stages in product life cycle. Self-prediction comes first in aggregating resource and allocation of manufacturing jobs. Then, self-optimization provides optimal matching of manufacturing units, and self-configuration enables waiting missions ready, but this function is actually implemented in later manufacturing phase. Self-awareness will be ready for any modification of the working mode of local manufacturing resource and capability clusters. Finally, self-monitoring will supervise the status and functionality of all the solution arrangements in the lowest level and latest phase. The working phases of the CMS for each function are shown in Figure 5.
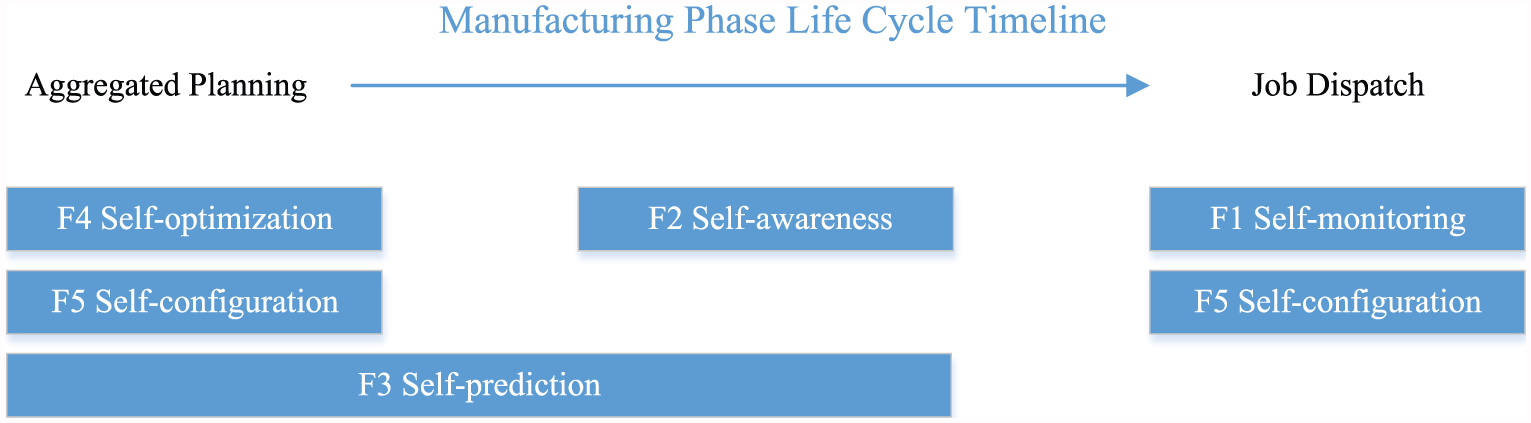
Working phase of CMS function in product life cycle.
Pivotal control strategy
The CMS functions in an intelligent, robust, and adaptive way which could address sustainability issues. Among the functions, self-monitoring and self-awareness can address the uncertainties and changeovers occurring in the factory floor, while the function of self-prediction can help the establishment of the preventive maintenance and reliabilities design. These three functions serve as basic intelligence and supervise the lower levels of CMSs. However, the achievement of high-level control of self-optimization and self-configuration should follow certain optimization and configuration policy and strategy to maximize the value in manufacturing.
From the most fundamental and conceptual level, manufacturing is a value chain with two ends of stakeholders, suppliers (providers), and receivers (demanders) and is operated by one value carrier, the production. A uniform optimization and configuration rule are not implementable for the whole value chain. Within the context of CMS in a global scale, cyber center pools, integrates, and socializes manufacturing resources and capabilities and manufacturing requests from supplier end. On the receiver end, CMS homogenizes manufacturing missions. Therefore, in CMS, heterogeneity of one end can be substantially weakened and will not be shown to the other end. 22 Such as in among the three-dimensional (3D) printing service providers such as Shapeway and 3D Hub, a demander will not necessarily know the specific printing facility or factory site but communicate through the user-interface provided by website and retrieve information from a core data center. Therefore, CMS control strategy and policy will be primarily developed from three perspectives, that is, (1) requester to cyber center, (2) provider to cyber center, and (3) production management. The main issues of concern and the key performance indices of each perspective are shown in Table 5.
Main issues and main performance indices of stakeholders of manufacturing and production.
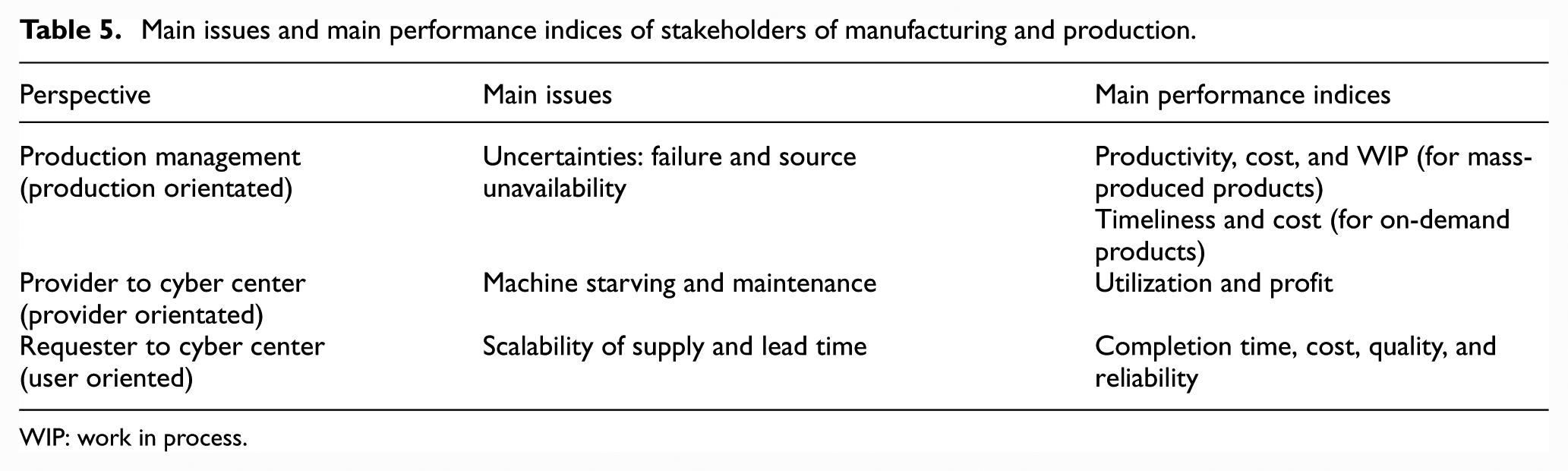
WIP: work in process.
In this research, the perspective of production management is first addressed since the production will be the most fundamental enabler of the value chain between supplier and receiver. In the real world, manufacturing requests are in different demand levels. Some missions are time sensitive (e.g. automotive parts), while others are demanded in high quantity (e.g. basic screws and nuts). On-demand missions are more time critical and thus should be assigned with higher priority in order to provide the parts on demand at the right time. While massively demanded missions require high-volume and low-cost storage. Within context of CMS, self-optimization and self-configure will be developed to solve the uncertainties during production, such as occurrence of failure and source unavailability. Eventually, the performance will be measured by productivity, cost and work in process (WIP), or timeliness and cost if the production is mass-produced products or on-demand product, respectively. In previous research, 21 a mass-produced product, for example, a storage box, was developed. Therefore, in this research, control strategy design will be aiming to solve the issues of on-demand production.
For on-demand products, leanness of production system weighs more than sole increase in productivity. Leanness in manufacturing means to reduce nonvalue-added processes in manufacturing operations, such as machine breakdown and changeover. 23
In CMS, an MC will be formed and consist of both on-demand products and massively demanded products. Within an MC, the production of massively demanded mission yield to the production of demanded mission by absorbing the uncertainties and fluctuation issues that occur during accomplishing on-demand missions in the same network. Specifically, if one of the on-demand items is defectively produced by manufacturing component in MC, the information of failure will be communicated with other manufacturing components within the MC, and a makeup mission is immediately triggered. This makeup mission is usually finished by manufacturing units that are responsible for producing massively demanded parts and transported to the required site. The feasibility of this control strategy is enabled by the fact that all the manufacturing components in an MC produce similar parts and the overlapping features will significantly contribute to the saving the delaying time of reproducing on-demand parts caused by defective production. The ideology of control strategy is to sacrifice the time criticality of massively demanded parts, where time criticality generates lower value, in order to guarantee the time criticality of the high value on-demand parts.
CMS performance research
The proposed architecture and internal informational entities (section “Architecture of CMS and internal informational entities”) illustrates the internal mechanism and entities of the CMS, while the five functions (section “Functions of CMS”) of the CMS demonstrate the key behaviors. In this section, five examples are created to demonstrate and test the mechanism of implementation and operation of each function in the component-level examples, which are based on one or more manufacturing processes of simple part or product. One comprehensive system-level case study is created for testing control strategy as explained in section “Pivotal control strategy.” All the developed examples and scenarios are developed to compare the operations between traditional manufacturing system and the CMS. The system-level case is aiming to show more operations by involving more products and multiple manufacturing branches or production lines in multiple manufacturing sites. Therefore, they perform more similarly to real manufacturing situations and better represent the actual manufacturing environment. Another advantage of the system-level scenarios is that detail information of parts or products is no longer necessary.
Simulation-based evaluation
Simulation is a powerful tool in studying various complex manufacturing systems by mimicking the real system and exploring scenarios and thus can be used to evaluate manufacturing system solutions, concepts, and scenarios before implementing them in actual world.24,25 Various simulation tools can be used to support manufacturing system operation through data-driven decision making. Simulation studies generate data in cycle time, throughput, WIP inventory, and bottleneck position. Their results can be used for physical layout design of factory floor, control policies, scheduling and routing strategy, diagnosis and other system configurations of manufacturing systems, and corresponding post what-if analysis for optimization.
Among various simulation methods, agent-based modeling and simulation (ABMS), discrete-event modeling and simulation (DEMS), and system dynamics modeling and simulation (SDMS) are commonly used. Among them, DEMS provides a dynamic simulation on the servicing time, utilization, and bottleneck identification, which provides manufacturing system performance evaluation. Based on this, a combination of DEMS and other analysis tools can provide a broader view and a more holistic and comprehensive approach with finer resolution of the results of manufacturing systems’ performance. This combination has been applied in the implementation for seeking solution or detecting bottlenecks on current manufacturing systems.26,27 Furthermore, CMS is currently only a vision and thus has not been fully realized in industry field yet. Therefore, simulation approach is considered most appropriate and qualified method.
Component-level examples
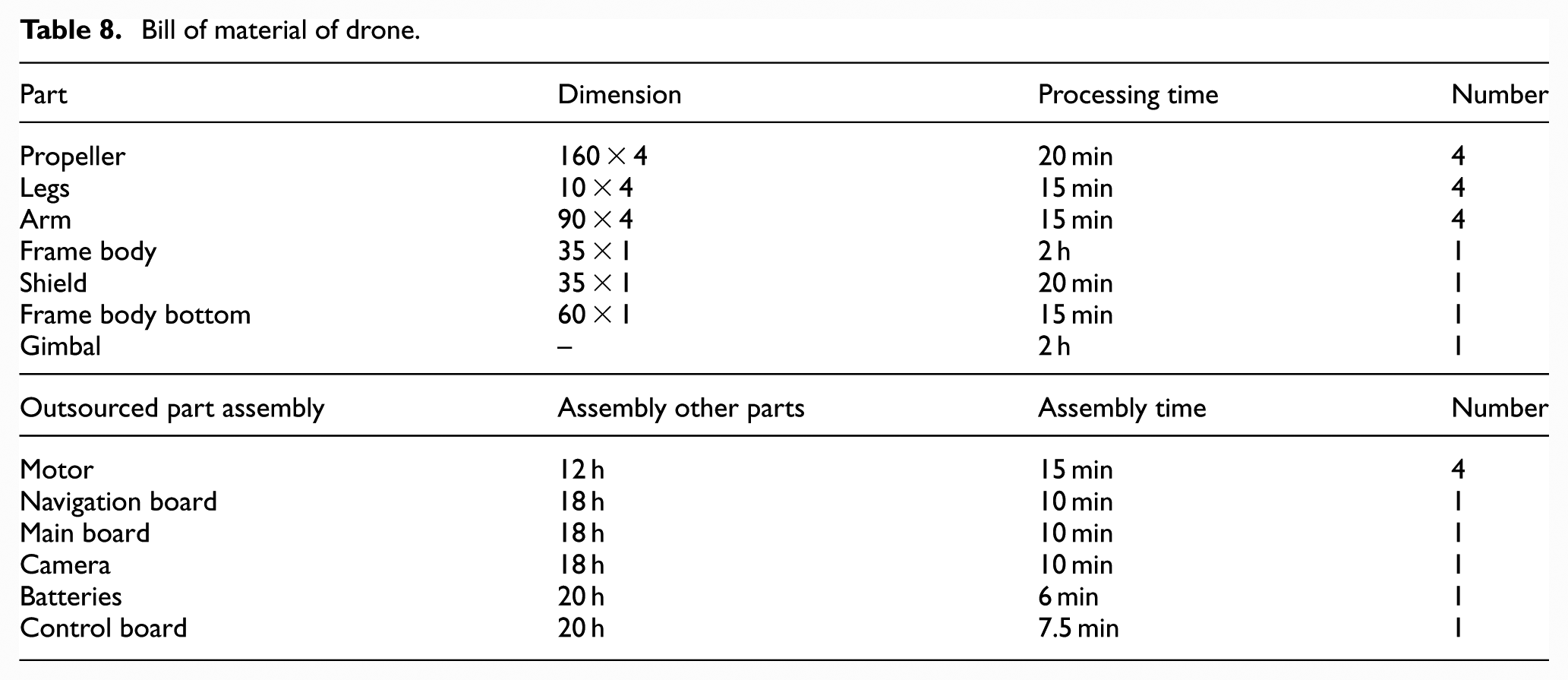
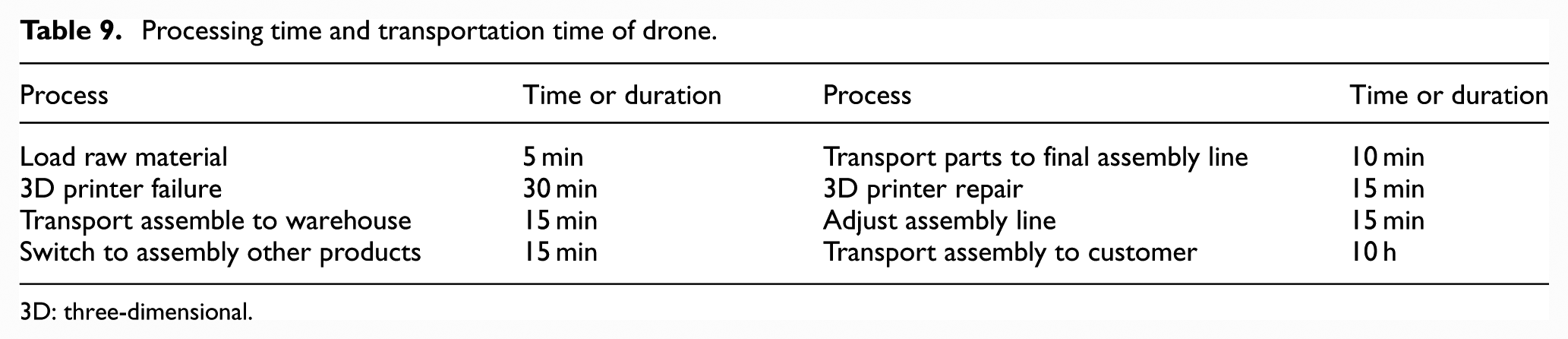
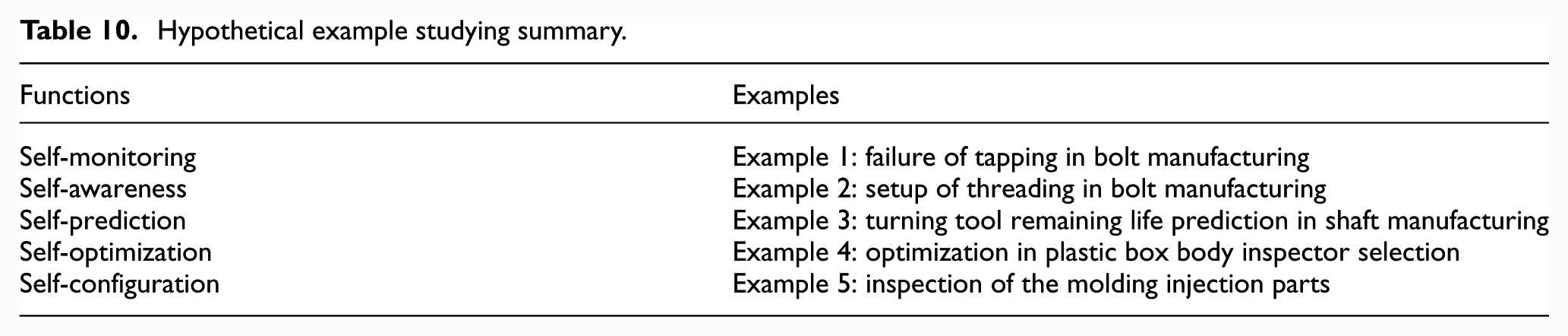
In this section, five component-level examples are provided. The examples are a plastic storage box, a shaft for gear box, and a drone. For each function, an example is created to perform the comparison between operations of traditional manufacturing systems and the CMS. The manufacturing processes of the storage box are shown in Figure 6. The BOM of the plastic box, shaft, and drone are shown in Tables 6–8, respectively. Processing time of manufacturing a drone is given in Table 9, and the information partially from Wu et al. 28 The processing time is estimated by WILLIT 3D PRINT, and the transfer time is estimated by GOOGLE MAP. Both are open-source applications. The component-level examples are summarized in Table 10.
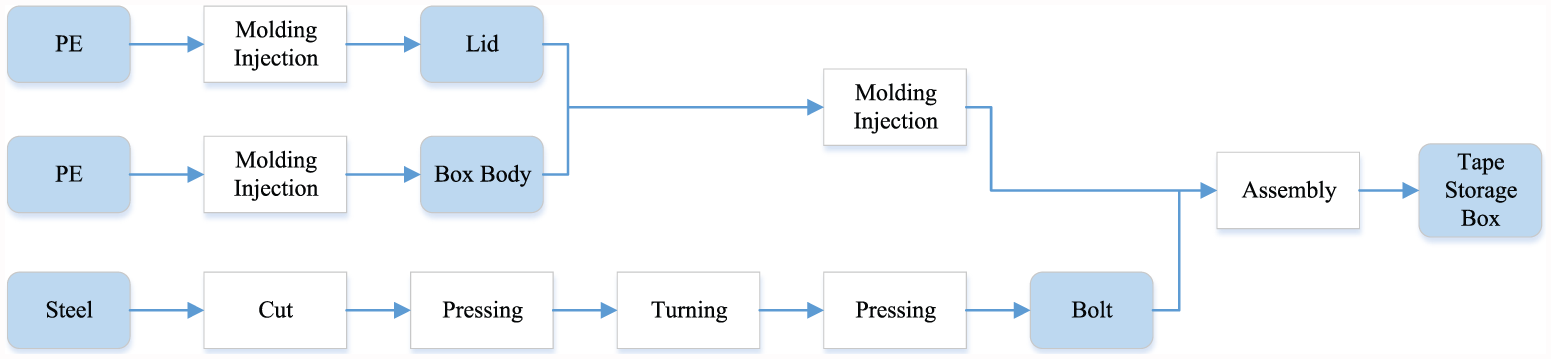
Manufacturing processes of storage box.
BOM of the storage box.
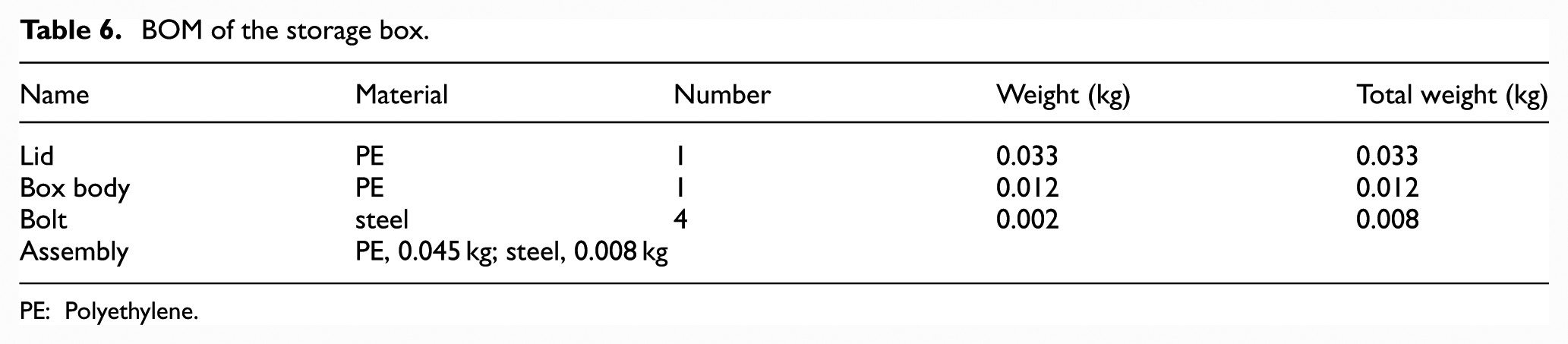
PE: Polyethylene.
BOM of the shaft and support information.

Bill of material of drone.
Processing time and transportation time of drone.
3D: three-dimensional.
Hypothetical example studying summary.
System-level case study
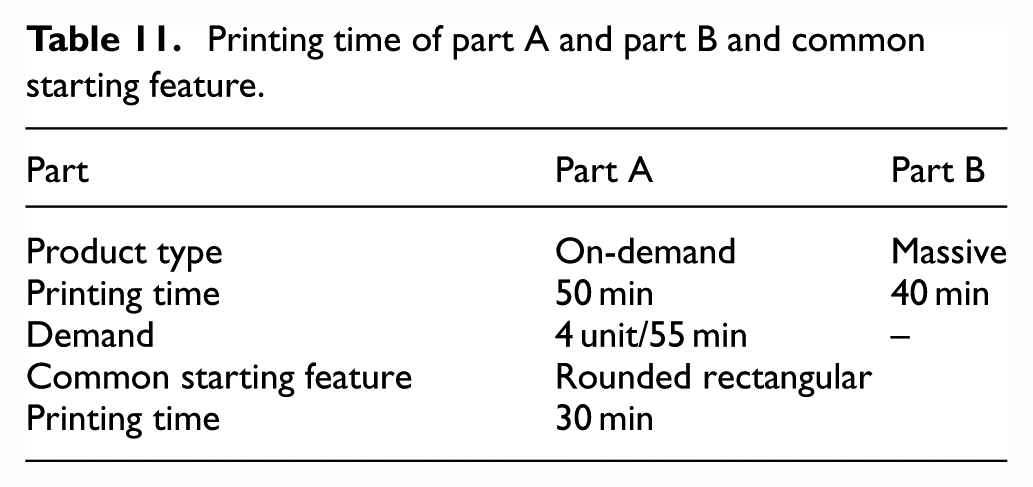
Additive machining can save point-by-point data of parts to be manufactured and, therefore, has inherent advantages in cyber integration over conventional manufacturing processes. 29 In this system-level case study, additive manufacturing, especially 3D printers’ network, is adopted. 30 In total, two products with common geometrical information and same material and manufacturing operation requirements, one on-demand part (part A) and one massively produced part (part B), are selected as manufacturing missions. During the manufacturing of each part, the common feature is printed from the very beginning and then manufacturing processes of the two parts will be going ahead for their own distinguished features. Printing time and demand period of both parts and common feature are shown in Table 10. Failures frequently occur during the printing process, in a form of defective parts or stoppage of printing. An empirically estimated 20% of parts defective rate is assumed. In total, 10 machines in two sites (5 in location 1 and 5 in location 2) are available. The printers in location 2 are printing part B by default. The distance is 15 min of transportation. The time period for this scenario is 24 h.
In CMS, an MC of five printers is formed based on the similarity that parts A and B are similar by sharing the common starting feature. In total, four printers in location 1 is for printing part A and one printer in location 2 for printing part B. CMS control strategy of self-optimization is as follows. If a failure is occurring on the printers responsible for parts A, the defective plastic part will be fed to recycling pool. However, this machine does not make any change and stays on a regular printing schedule. The information of any failure occurrence of these printers will be communicated to all the manufacturing units in MC.
Upon receiving this message, the printers responsible for printing parts B will immediately change the current job to printing part A if they are printing the common feature. Nevertheless, if at the moment of receiving message, the common features have been finished and unique feature of part B has already begun, this mission will go ahead at first and the printing A will be the next job. If a failure happens in this printer for printing either A or B, the next job will immediately start and defective part goes into recycling. Above accommodation is created for shortening the delay of on-demand part supply caused by defective on-demand production. These processes are enabled by self-monitoring function that is in charge of failure detection, specifically, by image processing detection system 31 and the messages communicated in the MC network by utilizing IoT.
In a traditional manufacturing scenario, four printers are selected since five printers are estimated overqualified and cost more for satisfying the demand of four units every 55 min. Any defective parts can be detected by 5-min regular human inspection. Each individual unit will reprint another one to compensate the defective part upon the discovery of failure. The information of this case is listed in Table 11.
Printing time of part A and part B and common starting feature.
Result and analysis
Component-level example simulation results
Table 12 shows all simulation results of component-level examples. Due to the limited space of this article, the result shows only the most critical indicator for measuring and evaluating the performance of each function. The adopted approach is a paired t-test of each example which measures difference between simulation result of CMS vision and that of traditional vision. Figure 7 shows the box plots of the simulation results.
Summary of component-level simulation result.
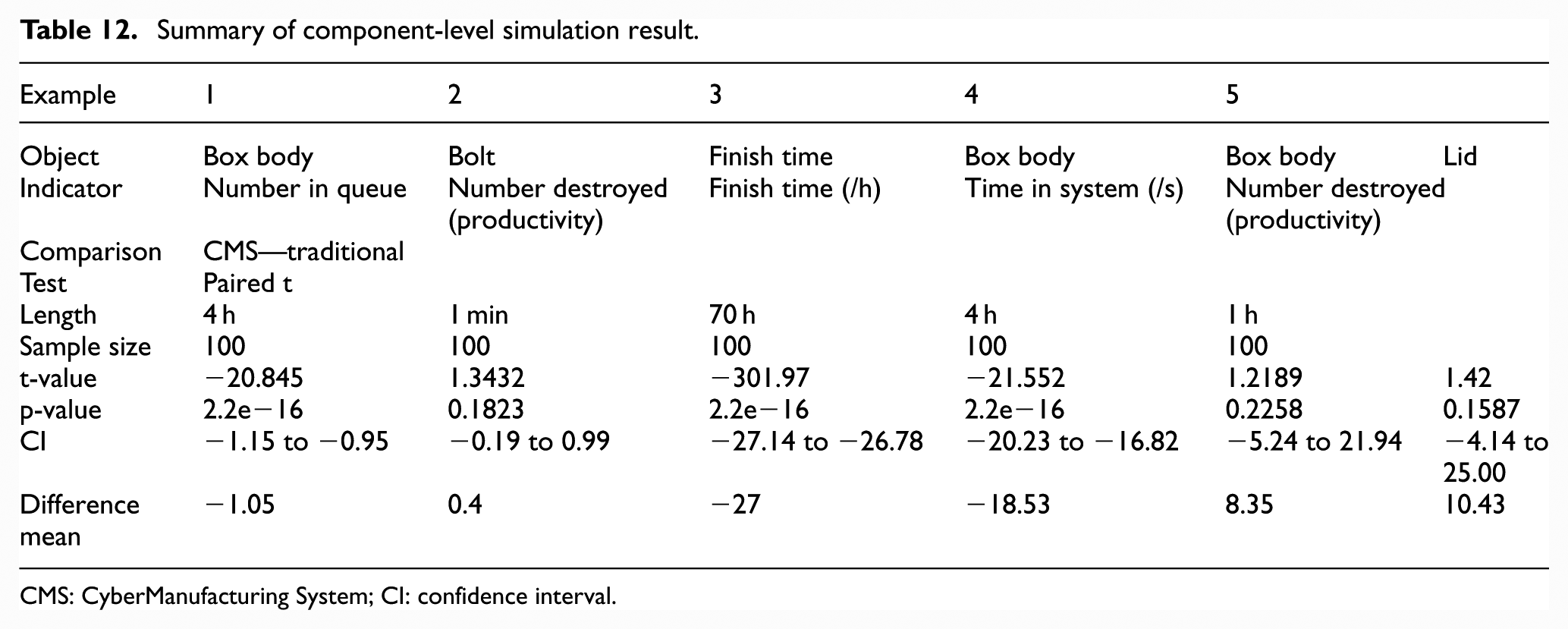
CMS: CyberManufacturing System; CI: confidence interval.
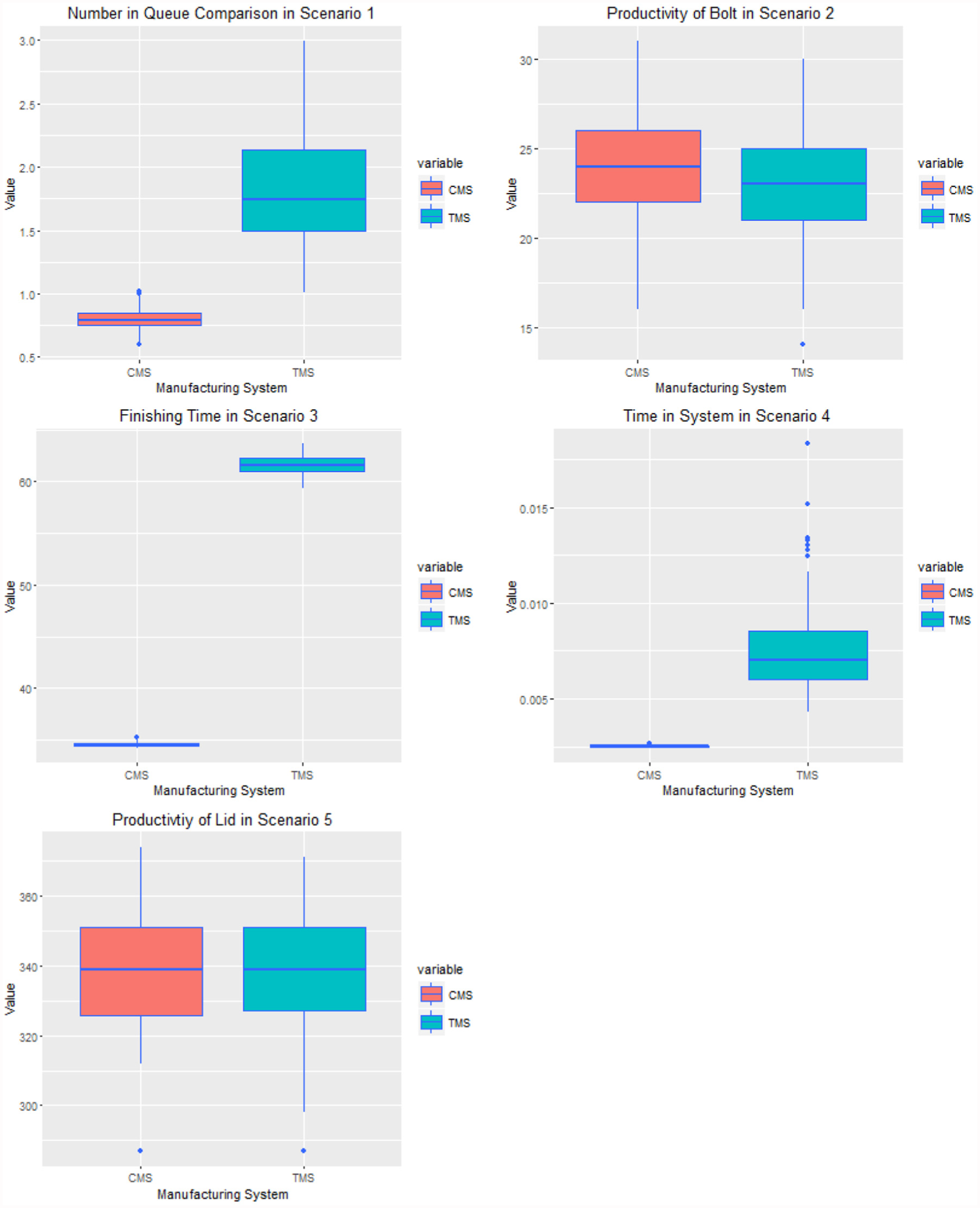
Box plots of component-level example simulation results.
Example 1—failure of tapping in bolt manufacturing
In this example, real-time monitoring guarantees the information accurately and quickly conveying among the other components, and the action of starting or stopping of production branch in system is actuated with no delay. In this example, the average number of box body in the production system is selected for showing the performance of the system since the main benefits is to reduce the WIP inventory. Seen from the comparison results, self-monitoring brings significant decrease in waiting items. Even though the absolute storage space saved is less than two items, the saving in buffer or storage of the whole system will be significantly accumulated in the networked environment.
Example 2—setup of threading in bolt manufacturing
In this example, the threading machine will not be ready until the arrival of first part from inspection process, from the viewpoint of traditional in-house manufacturing. Self-awareness function of CMS will save the time on start-up preparation by arousing them in advance upon the detection of coming parts. The benefit mainly shows as the increase in productivity or saving of time. The result shows the difference is not significant since the saving of preparation time or other working mode switching time of one component makes little effect compared with other uncertainties in a production line, such as downtime and stochastic processing time, and so on. However, the accumulation of this time saving in production system will greatly shorten the final finishing time.
Example 3—turning tool remaining life prediction in shaft manufacturing
In this example, prediction on tool life and avoidance on possible occurrence of tool breakdown or repair time will significantly save total manufacturing time and the unnecessary loss of tools. Manufacturing time can be used to represent the benefits. Seen from the result, a significant time saving has been achieved.
Example 4—optimization in plastic box body inspector selection
Traditionally, the mission will be more likely to be evenly or randomly assigned to all the available equipment in the factory floor. In CMS, a list of available and favorable manufacturing resources will be ranked and sorted by multi-criteria specified by manufacturing tasks. A smart matching of manufacturing resources may bring either significantly increased productivity output given a fixed manufacturing time or a shorter finishing time given a batch size. Moreover, the variance brought by uncertainties in production system will be greatly reduced by real-time sensor system and dynamic optimization arrangement.
Example 5—inspection of the molding injection parts
In manufacturing systems, bottleneck processes usually stay in occupied status, while the rest processes are always starving. For starving manufacturing components in cyber system, a list of manufacturing missions from the cyber information center are on hold and waiting to be processed, resulting in maximization of these components’ utilization. In this example, the inspection worker is overqualified for only coping with inspection mission of box body. The waiting task assigned from cyber center is lid inspection. The result shows a slight increase in productivity of box body, which validates the premise that the current manufacturing mission will not be influenced. In the same time, the production line also makes accomplishment of checking 10 lids by utilizing the idle time of the inspector. The results illustrate that this function not only helps manufacturing units to fully achieve current manufacturing goals but also makes some extra progresses in other manufacturing missions.
System-level case study simulation results
Table 13 shows all simulation results of system-level case study scenarios. The simulation result of no-failure scenario is used as a reference and shows the exact demand value for the given time period. Traditional manufacturing system with the detection method of human observation and traditional manufacturing system with image process detection system (only self-monitoring function) are created for alternative scenarios in order to gain more insight of the case. CMS means owning self-optimization, self-configuration, and self-monitoring functions.
Summary of system-level scenario simulation results.
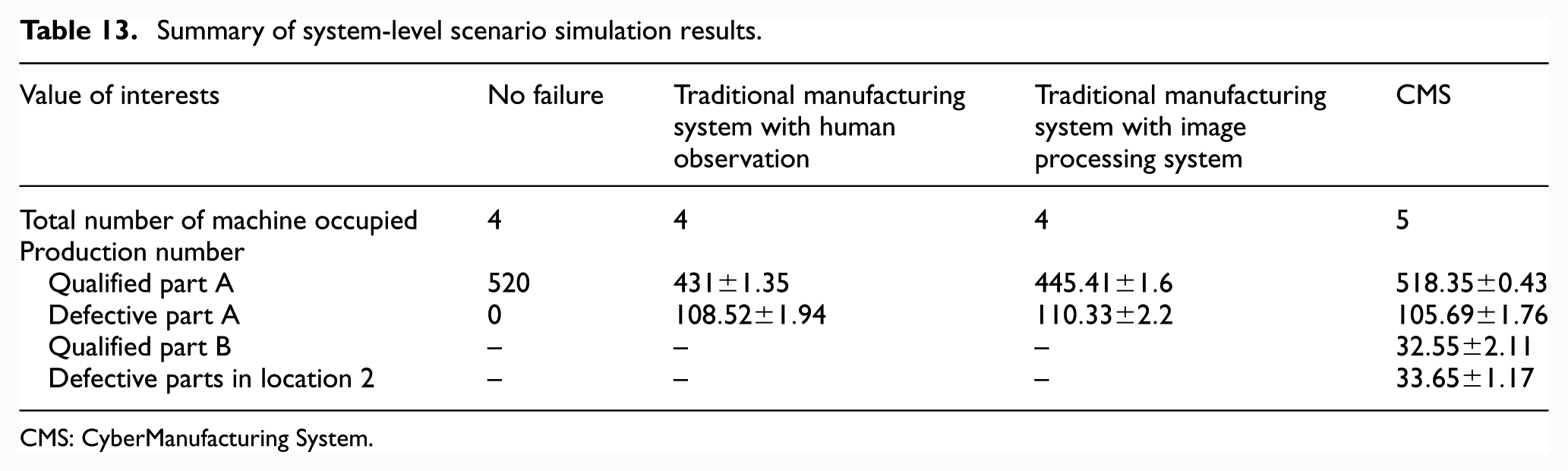
CMS: CyberManufacturing System.
The results show that the CMS keeps the supply of on-demand part very close to the required level with little variance. This guarantees the in-time property of the on-demand products since just in time (JIT) needs the right part to be supplied at the right time. Therefore, right parts will never come too early nor too late. This also proves that the gap caused by the influence of uncertainties occurring in manufacturing system and among manufacturing systems can be offset by only minimal cost. On the contrary, the traditional manufacturing system with human observation is suffering by the influence of defective parts and hardly productive to provide enough number of items for the time-sensitive demand. Involving only sensor technology and self-monitoring will not solve this dilemma. Other solution except the ones addressed in this scenario, such as adding one extra printer (using five printers in location 1), cannot compete with the CMS since the material flow and the capital investment will be far more expensive than adopting CMS.
This case study shows the first insight of the CMS system-level performance in the network. In this case, additive machining is selected as the operated processing. If other operations such as subtractive processing are selected, the similarity used to cluster MMM would be adapted to operation and turned into the common of the feature removed.
In order to better describe and further quantify the performance changes made by migrating to the CMS, an index coefficient evaluation system has been developed and shown in Table 14.
Performance index metric coefficients.

WIP: work in process.
According to the developed coefficients, the improvements by the CMS compared with traditional manufacturing systems are summarized in Table 15.
Summary of benefits by implementing CMS function in examples.
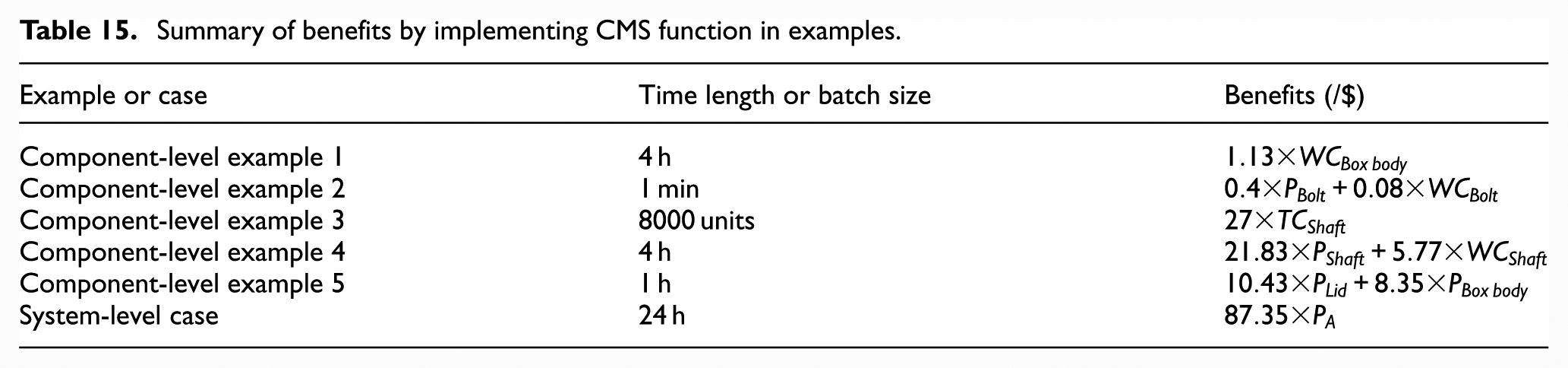
From the results, reduction in waiting time, WIP cost, and increase in productivity are shown as the main benefits of the CMS. Even though not in the same significance level, these key performances indicators measured by the evaluation framework show the change and improvement when migrating to the CMS from solely in-house traditional manufacturing system. The saving in time and WIP make the CMS more sustainably feasible manufacturing system, and the economical achievement makes CMS competitive in manufacturing systems domain and attractive options for stakeholder to make investment.
Discussion
The CMS is an advanced manufacturing system with great potential in addressing sustainability issues. In this research, by demonstrating the implementation of CMS functions and control strategy, the CMS shows a substantial improvement in the customization and on-demand part manufacturing. This research is a follow-up research based on the previous works on its definitions, architectures, functions, and the illustration of the CMS operation in massively produced production. 21 As a result of the research, a deeper insight has been achieved by studying the CMS internal entities, information flow, determination of pivotal control strategy, and performance evaluation in system-level scenarios. The simulation results from more realistic scenarios prove that the CMS can provide better solutions in solving the bottleneck problems in material and energy consumption and increasing manufacturing efficiency and pricing strategy.
However, in order to make the CMS from a conceptual manufacturing system to a fully implementable reality, more works need to be done. One future work is to complete the control strategy design, demonstration, and validation for the rest two perspectives. According to Table 5, from the perspective of resource provider, an owner of the capitals from factory floors will face the decision making of accepting manufacturing tasks, accommodation, and configuration of all the manufacturing components. The objective is to maximize the utilization of the capitals in the factory site and the economic profit by accepting manufacturing tasks. Under the context of the CMS, self-optimization and self-configuration function contribute to the selection of appropriate tasks and supervision of all the manufacturing unit scheduling in the factory floors in a local area. From the perspective of users, self-optimization and self-configuration function are responsible for warranty of completion time, cost, quality, and reliability.
One of the future research plans is to develop more complicated examples with complex modules involving multiple manufacturing operations with different combinations of operation parameters. Validation by real cases is more effective if real cases exist. However, since full CMS does not exist yet, more work and investigation in validating its simulation models will be useful. The future investigation can enable the CMSs to be rapidly and widely adopted by the manufacturing industry.
Conclusion
Information and communication technology has facilitated the unstoppable march of new manufacturing systems such as envisioned in Industrie 4.0. Industrie 4.0 will continue revolutionizing the traditional manufacturing and boldly expects that it could let customers modify the products in the last minute and allow a product with a batch size of one but still profitable. Numerous attempts have been made in the establishment of the whole structure of such a system. Sensor network implementation, resource allocation and service selection algorithm, flexibility and scalability study, trust evaluation, and cyber security are related topics and are being investigated in recent years. Among several new manufacturing systems proposed, the CMS provides a unique solution to enable the mass customization in manufacturing. By coupling the customized product with similar mass-produced production, it provides a manufacturing system where customized product can be created but still not compromising the efficiency of mass production. Their intelligent functions can also benefit the output productivity and reduction of WIP during manufacturing. The CMS shows the potential to complete the expectation of Industrie 4.0 as illustrated in the results shown in this article.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.