
Abstract
The machined surface integrity of blades is of utmost importance in the power equipment manufacturing industry. Recently, many blade accidents have been attributable to the misuse of cutting fluids that were necessary in the actual machining of difficult-to-cut materials, but the effect of the cutting fluid on surface integrity and service performance has been persistently neglected. In this article, an investigation into the effect of cutting fluids on the surface quality of a typical blade material was undertaken, combined with properties of two universal cutting fluids. Element composition, surface morphology, residual stress and hardness of the machined surfaces were investigated. The results indicated that cutting fluids could not reduce cutting forces in precision machining. There were some places where local and irregular elemental Cr loss was incurred when machined with the additive Cl, and the depth of Cr loss was 1–2 µm. The machined surface under CF-206 was smooth, and the roughness of CF-210 was the highest. The tensile residual stresses of dry cutting were the highest, whereas those of CF-210 were the lowest. Surface work hardening under cutting fluids was higher, with depths of 20–30 µm. These results are significant for the control of precision machined surfaces and subsurfaces of blades with high integrity and service performance.
Keywords
Introduction
As the requirements for energy savings and pollution reduction and the demand for electrical power have continued to rise in recent years, power equipment has been developed in terms of large scale, high efficiency, energy savings and environmental friendliness. Gas turbines and 700 °C grade ultra-supercritical (USC) steam turbines have become a focal point of energy industry development. As key components of USC steam turbines, blades work in an environment of high temperature (over 700 °C), pressure (over 30 MPa), speed and load, so the requirements of machined surface quality are extremely strict. Not only geometry and fit accuracy but also the capability of maintaining accuracy and fatigue and corrosion resistance during long-term service under extreme service conditions must be considered. Blade materials such as heat-resistant stainless or super alloys are typically difficult-to-cut materials with fine properties of high strength, abrasion resistance, fatigue strength and so on. These qualities result in high cutting force and temperature, deterioration of surface quality and decreased tool lifetime. Moreover, the amount of work required for blade machining accounts for 40% of the whole system, so the machined surface quality and efficiency of blades are of utmost importance in the environmentally friendly power equipment manufacturing industry.
As is typical of difficult-to-cut materials, cutting fluids were necessary during the actual industrial machining process of the blades. The purpose of introducing cutting fluids is to reduce temperature and friction, lengthen tool life, and improve cutting efficiency and surface quality, thus benefiting from their basic cooling, lubrication, corrosion protection and cleaning properties.1–4 In the development of precision and ultra-precision machining, machined surface integrity was of utmost importance rather than cutting efficiency and tool life, especially for the key components such as turbine blades that work in extreme environments. However, the effect of cutting fluids on machined surface integrity and service performance was persistently neglected. In recent years, many blade accidents due to poor machined surface quality were attributable to the misuse of cutting fluids. The effect of cutting fluids on surface integrity and service performance thus began to attract increased attention.
The use of cutting fluid can be traced back to ancient times, and it developed slowly for a long time. During the Industrial Revolution, cutting fluids began to be applied at a large scale and developed rapidly along with a variety of machine tools.5,6 Cutting fluids with different types and contents were invented one after another, and their classification, compounds, recycling and disposal were also researched widely;7,8 this research was long focused on four basic properties. The open standards such as ASTM D2881-03-2009, JIS K2241-2000 and GB/T 6144-2010 were also intended for the property evaluation of the cutting fluid itself and were used as guides for the development and preparation of cutting fluids. According to the state of art on cutting fluids, 9 the existing research has mainly focused on the applied method10–14 and penetration capacity;15–19 the effects of cutting performance20–22 such as cutting force, tool wear and chip formation; and preliminary effects on machined surface properties23–28 such as surface roughness, residual stress and micro-hardness. Currently, along with increased environmental protection awareness, new types of environmentally friendly cutting fluids1,29–35 and new applied methods36–42 have also been investigated widely. According to the review, the effect of cutting fluids on machined surface quality has been investigated preliminarily. However, the cutting fluid properties were mainly considered as a “black box,” and the effect of cutting fluid properties on machined surface quality was indefinite. In addition, these related studies were mainly used in the evaluation of new cutting fluids43–47 or methods of application.12,19,48,49
In this study, research on the effect of cutting fluids on the milled surface quality of heat-resistant stainless turbine blade material was undertaken, combined with the properties of different cutting fluids. The surface roughness, morphology, residual stress and elemental compositions of the machined surfaces under different cutting fluids were investigated with special regard to properties of the cutting fluids. This research is of great significance for the control of precision machined surfaces and subsurfaces made of difficult-to-cut materials with high integrity and service performance. Moreover, it could be valuable for the evaluation index of environmentally friendly cutting fluids based on surface integrity and service performance.
Experimental procedures
Properties of cutting fluids
The material employed was martensitic heat-resistant stainless steel widely used in USC steam turbine blades in the energy industry, denoted as 87#. In addition to Fe, the main composition of 87# comprises Cr, 10%–12%; Co, 2.5%–3.5%; W, 2.4%–3.0%; Mn, 0.35%–0.65%; Ni, 0.3%–0.7%; and trace amounts of C, Si, S, P, Mo, V, B, Al, N and Nb. In the practical machining of 87# in actual production, two kinds of universal cutting fluids are used, denoted as CF-206 (micro-emulsion, with extreme pressure additive Cl) and CF-210 (semi-synthetic, without Cl). The properties of the evaluated cutting fluids are kinetic viscosity, surface tension, friction coefficient, cooling performance and pH values, which determine the cooling, lubrication and corrosion properties. Each experiment was repeated three times and was averaged.
The kinetic viscosity of the cutting fluid was measured using a Physica MCR301 rotational rheometer (Anton Paar) at a uniform temperature of 25 °C. Under the control of a permanent magnet direct control (DC) motor, the rotation speeds changed from low to high and then from high to low, and the viscosity values under different shear rates were obtained. The surface tension was measured on a K-12 surface tension apparatus with the Wilhelmy plate method at 25 °C.
According to National Standard GBT 3142, the wear tests were taken using a four-ball wear test machine for 30 min under different cutting fluids, and the friction properties were evaluated by the friction coefficient. The ball was made of GCr15, with a diameter of 12.7 mm. The load was 300 N. The test was repeated three times. The calculation system of the equipment would automatically calculate and record the friction coefficient every 10 s, then the variation curve between the friction coefficient and friction time could be plotted with the system. The average value of the measured points was calculated, and the averaged friction coefficient was obtained.
The cooling effect of the cutting fluids was achieved mainly through the mechanisms of heat exchange such as conduction, convection, evaporation and slight radiation. Depending on specific cutting conditions, the heat exchange might be through a single means, or two or three of them could coexist. The cooling effect could be evaluated using heat capacity, thermal conductivity, heat of vaporization and other indexes. Each index appraises only a single cooling mechanism and is thus unable to evaluate the integrated cooling effect of the cutting fluid under high temperature and pressure during the actual machining process. Thus, in this article, by imitating the measurement of the quenching oil heat transfer coefficient, the cooling curve of each cutting fluid was measured directly. The 87# was processed into a cylindrical sample of Φ10 × 100 mm. At one end, a hole with a diameter of 2.0 mm (upward deviation: 0.1 mm) and a depth of 70 mm was machined. A K-type thermocouple (diameter: 2 mm) was embedded in the hole, and the gaps between the hole and the thermocouple were sealed with asbestos. The sample was heated to 500 °C and preserved for half an hour to ensure uniform temperature distribution throughout the sample. When the temperature was stable, the sample was quickly placed into the cutting fluid, and the real-time temperature of the 87# sample was measured by a temperature measurement device. The measurement ended when the temperature stabilized at room temperature. The cooling capacity of the cutting fluid was analyzed by the temperature corresponding to the same cooling time.
The pH value is an extremely important parameter of the physical and chemical properties of cutting fluids and directly affects their corrosion properties, structural stability, microbial activity and so on. The cutting fluids under normal use were commonly alkaline, with a pH value of 8.0–9.5. The corrosion of the metal would accelerate if the pH value were too high or too low, obviously affecting the machined surface quality. The pH value is also the most important parameter affecting the zeta potential, which further determines the microstructural stability of the cutting fluid emulsion system. Moreover, the pH also affects the microbial activity and security. The pH values of the cutting fluids were affected by the kind of fluid and service time. Thus, the pH value of the cutting fluid in actual use must be stringently controlled. In this research, the pH value of the cutting fluid was measured using a HANNA H9828 water quality tester, with an error of ±0.02 pH. The pH values of fresh cutting fluid were measured five times and were averaged.
Milling experiments
The face milling experiments were carried out on a Hass VM-2 vertical computer numeric control (CNC) machine tool, shown in Figure 1, with the ambient temperature 25 °C±1 °C. The clamping inserts employed were K313 fine grain cemented carbide inserts by Kennametal Inc., and a single insert was clamped on a 32 mm diameter cutter head. The cutting parameters chosen were the high-speed milling parameters used in actual production as follows: cutting speed, v = 158 m/min; feed rate, f = 0.12 mm/tooth; and depth of cut, ap = 0.4 mm. The cutting parameters were fixed, and the cutting fluid conditions were changed. The application method was flood coolant with four manually adjustable nozzles and a CNC precision cooling nozzle, by which the cutting fluid could be accurately jetted onto the cutting area. The cutting forces were measured twice and averaged with a KISTLER 9255B dynamometer.
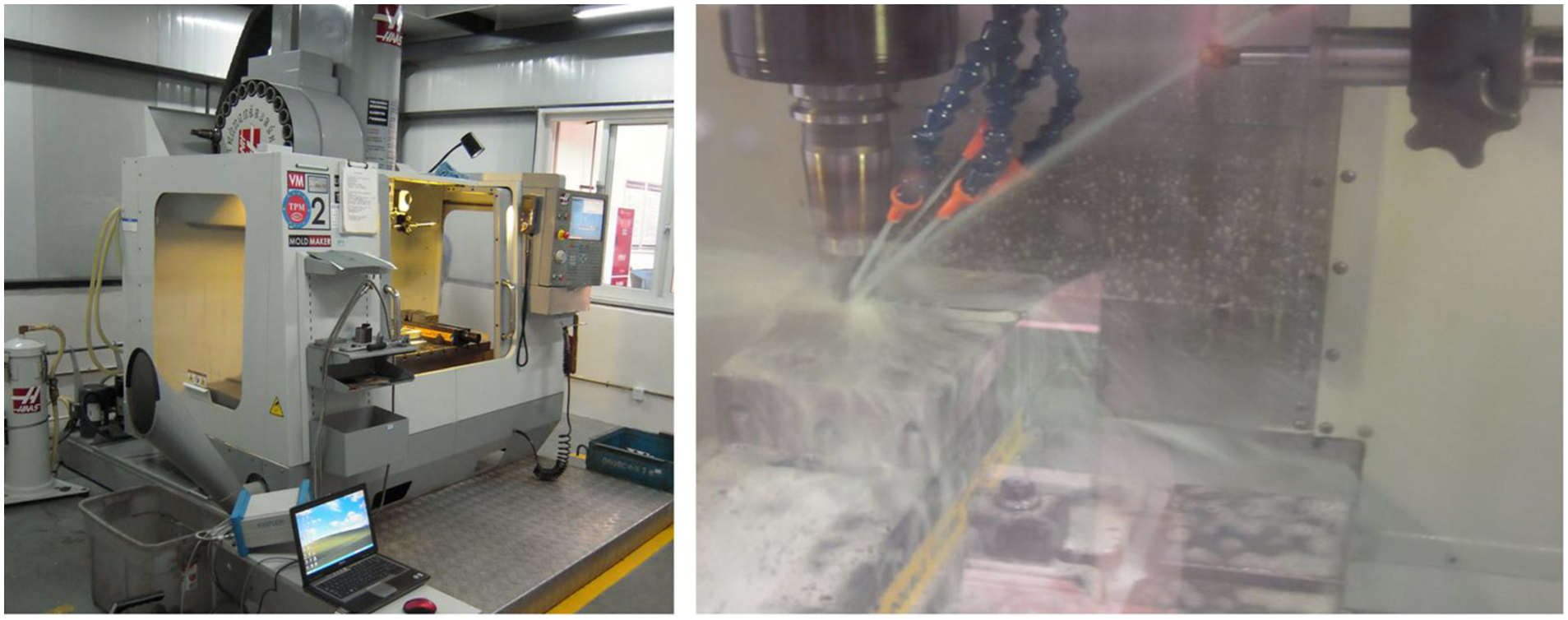
Hass VM-2 vertical CNC machine tool and the application of cutting fluid.
Considering the limits of the analytical equipment, two different sized specimens were designed as follows: cuboids with dimensions of 100 × 20 × 50 mm3 for the measurement of residual stresses and cutting forces; and cylinders with dimensions of Φ10 × 5 mm for the measurement of surface geometric characteristics, micro-hardness, elemental content and so on.
Milling experiments were carried out separately under conditions of dry cutting, cutting fluid CF-210 and cutting fluid CF-206. When the cutting fluid was changed, all cutting fluids in the machine tool were removed, and the cutting fluid system of the machine tool was repeatedly cleaned with cleaning agents and deionized water. Fresh cutting fluid was then implanted and circulated for 6 h to ensure the consistency of the cutting fluid system. Each experiment was performed using a new cutting tip, and the machined specimen was cleaned immediately and vacuum packaged.
Machined surface quality
Microtopographs of the machined surfaces were obtained by scanning electron microscopy (SEM). The quantitative evaluation of the contents of main elements such as Fe, Cr, W and Co that varied along the cutting depth was conducted via electro probe-X-ray microanalysis (EPMA) using a JEOL JXA-8230. Three samples were chosen for each cutting fluid condition, and four different areas were measured on each sample. The machined surface roughness was obtained with a Wyko NT9300 white light interferometer at three positions on four different specimens, and the results were averaged. The hardness variance along the cutting depth was measured using a Tukon 2500 Vickers micro-hardness tester, with a load of 25 g and a holdup time of 10 s. The hardness at different depths (0, 20, 30, 40, 50 and 60 µm) apart from the machined surface was measured as shown in Figure 2(a). The hardness of depth = 0 was measured at the machined surface. We measured three areas on three specimens, and the results were averaged.
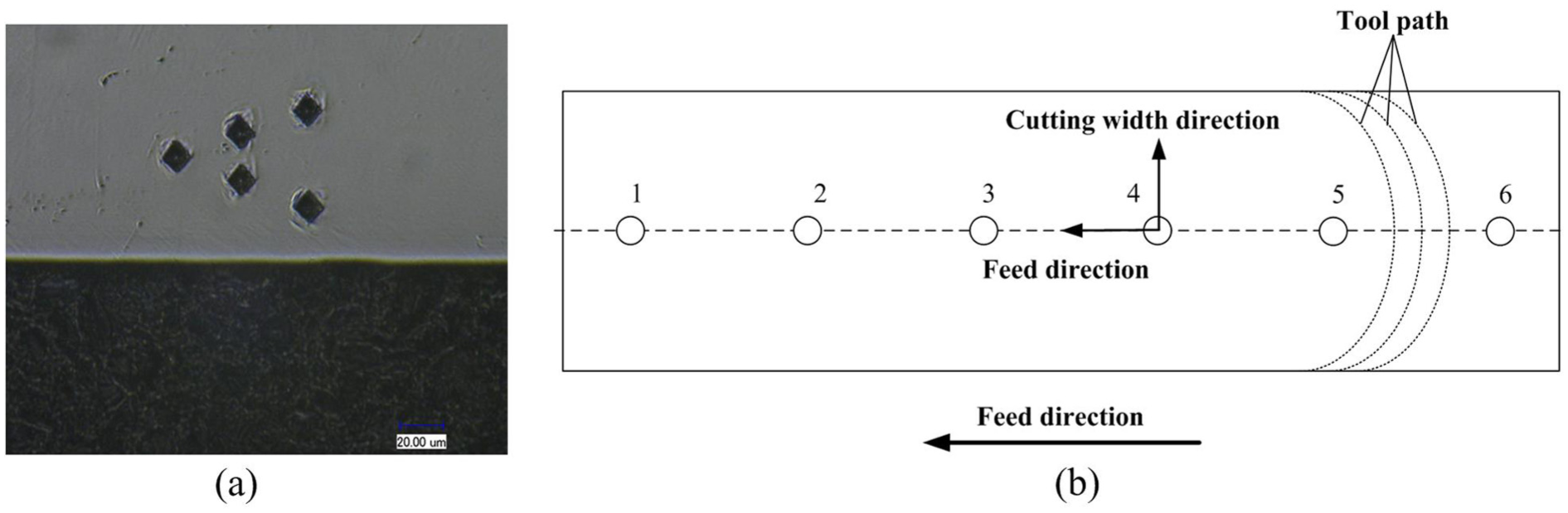
The measurement point distribution of hardness and residual stress. (a) measured points of hardness on cross cection; (b) measured points of residual stress on machined surface.
The residual stresses of the machined surfaces were studied by X-ray diffraction (XRD) using a Bruker X-350A diffractometer with Cr Kα radiation. The stress-free diffraction angle was 156.4°, and ψ was chosen as 0°, ±5°, ±15°, ±25° and ±35°. Six points were selected along the center of the cutting tool feed direction on the rectangular specimen. As the tool nose moved along a circular path, the residual stresses along the feed direction and cutting width direction were both analyzed, as shown in Figure 2(b). Two specimens were measured at each cutting fluid condition, and the average of the stresses at 12 points was obtained.
Results and discussions
Physical and chemical properties of cutting fluids
The kinetic viscosities of these cutting fluids are depicted in Figure 3. The concentrations of the two cutting fluids were both approximately 5.0%–6.0%, and most of the composition was water, so the viscosities were both low, near that of water. The kinetic viscosity of CF-206 was slightly higher than that of CF-210. This was because CF-210 is a semi-synthetic type cutting fluid with less oiliness additive, which is highly viscous in its composition. According to only viscosity, the lubricating oil film strength formed by CF-206 was higher than that of CF-210 during the machining process, with better lubricity and antifriction effects.
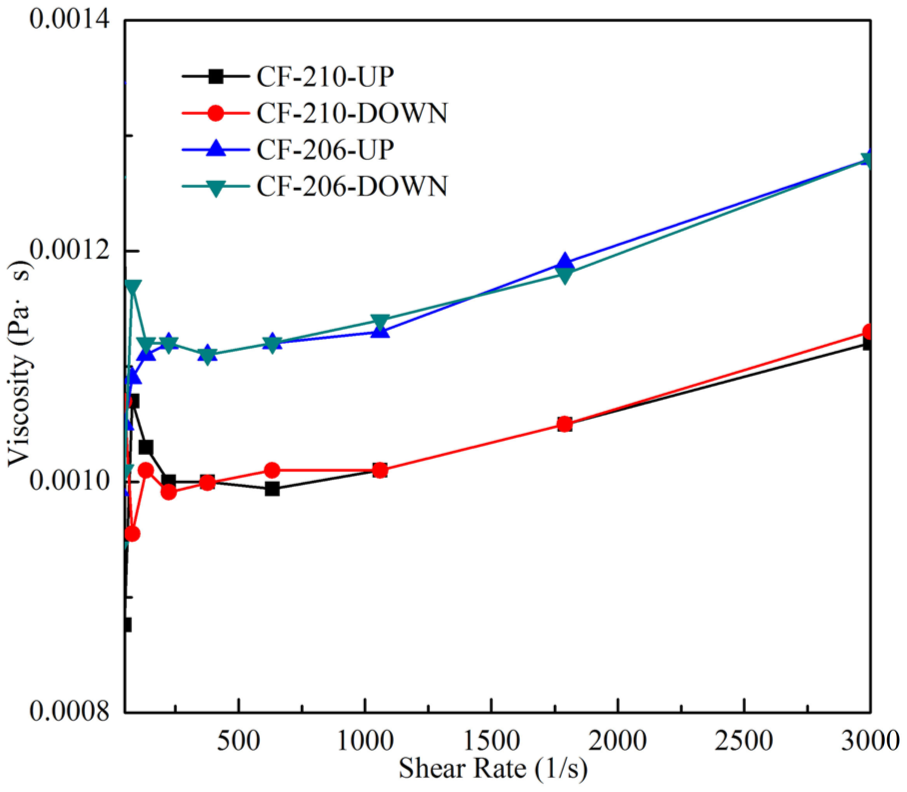
Viscosity of the cutting fluids.
The surface tension of the cutting fluids is illustrated in Figure 4. Compared with water, the surface tension of both cutting fluids is lower because the addition of surfactants reduced the surface tension of the cutting fluids. When the surfactants dissolved into the cutting fluids, the surface tension effectively decreased, and the solubility of the organic compound improved. The surface tension average of CF-210 was slightly lower than that of CF-206, and it was considered that the surfactants in CF-210 had better performance in terms of reducing the surface tension and less oiliness additive. According to surface tension, the lubricating oil film formed more easily by CF-210 in the machining process, which could penetrate into the interface of the cutting zone and fulfill the function of cooling and lubrication.
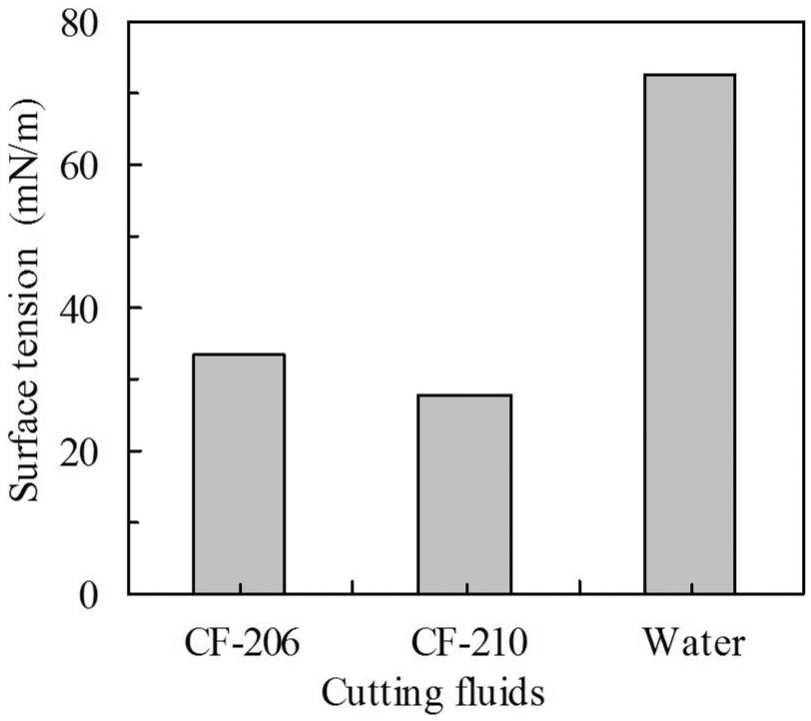
Surface tension of the cutting fluids.
The cooling curves of different cutting fluids are shown in Figure 5. The conditions of each cutting fluid were measured three times, and the results were similar and showed good conformity. According to Figure 6, the cooling curves of these cutting fluids were almost the same. This was because both cutting fluids were aqueous, composed more than 95% of water; the base oils were both mineral oil. The differences in other compositions had relatively little impact on the cooling performance. In the period of rapid falling (0–20 s), the cooling curve of CF-210 remained in front of CF-206, which means that the cooling rate of CF-210 was slightly faster than that of CF-206. This was because CF-206 contained more oiliness additive, which has a poor cooling capacity. Moreover, the surface tension and viscosity of CF-210 were higher, with penetration ability and wettability, so the cooling performance of CF-210 was better than that of CF-206 in a certain sense.
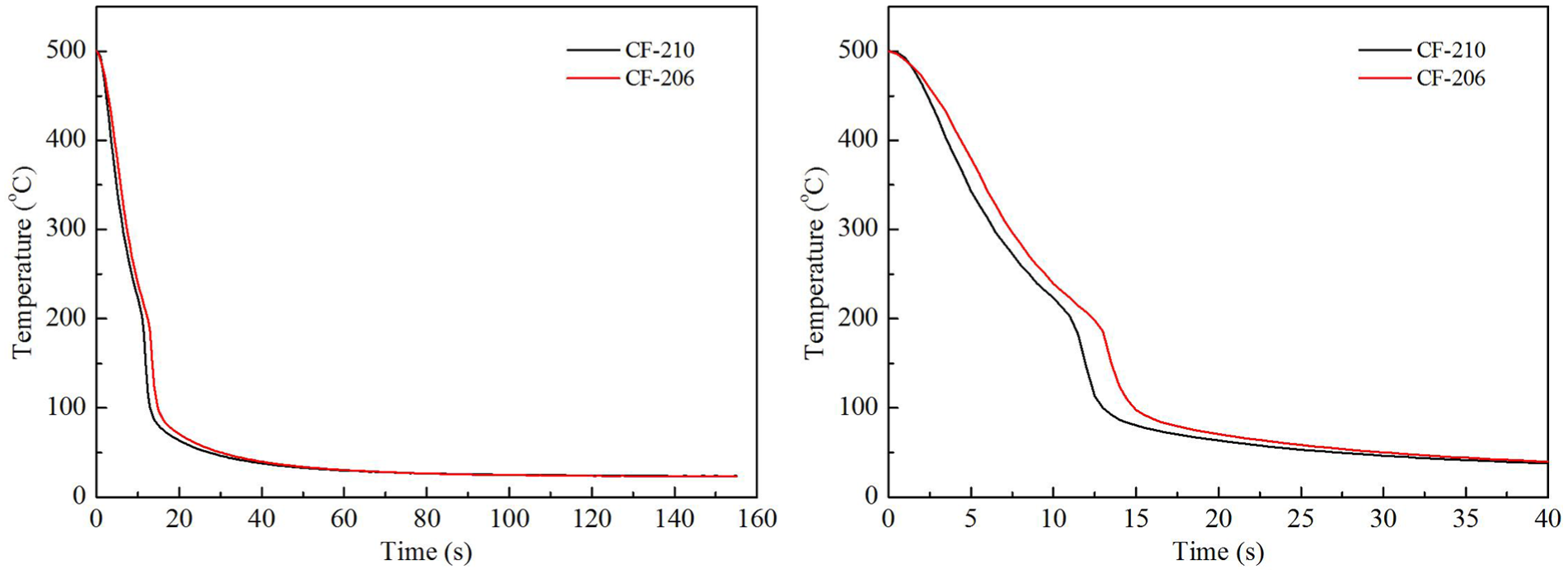
Cooling curve of the cutting fluids.
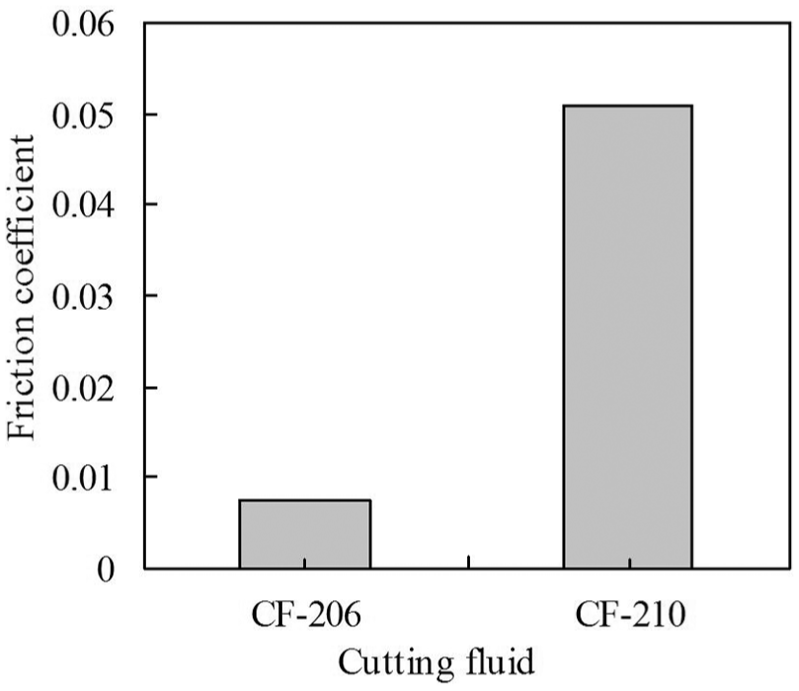
Friction coefficient of the cutting fluids.
The average coefficient of friction of the cutting fluids is shown in Figure 6. The friction coefficient during the experiment changed slightly, and the friction coefficient of CF-210 was obviously higher than that of CF-206. This was chiefly because CF-210 is a semi-synthetic type cutting fluid with less oil additive, which could effectively reduce the friction coefficient. Moreover, the extreme pressure additive in CF-206 played a notable role in antifriction under high-concentration stress conditions, which effectively reduced the friction force and friction coefficient. Considering the friction coefficient, the lubrication and antifriction properties of CF-206 were notably higher than that of CF-210.
Based on multiple readings of subgroup data, the pH values of CF-210 and CF-206 were 9.37 and 7.70, respectively. The pH value of semi-synthetic type CF-210 was higher, whereas the emulsion type CF-206 had a lower pH. This was mainly attributed to the acid additives such as oleic acid in CF-206. However, the pH value of CF-206 was lower than the recommended values of 8.0–9.5, so the pH change must be monitored strictly in the actual production process to prevent potential influence on the machined surface quality, such as corrosion.
As a consequence of the above, according to the kinetic viscosity and friction coefficient, the lubrication property of CF-206 was better than that of CF-210; considering surface tension and the cooling curve, the cooling property of CF-210 was better than that of CF-206. The pH value of CF-206 was low, and the pH change must be monitored strictly in actual use.
Cutting force
The cutting forces during face milling of 87# under different cutting fluids were measured, and Figure 7 shows the milling force Fx under the condition of cutting fluid CF-206. The force was smooth during the whole cutting process. To improve the accuracy of the calculation, many periods of real cutting time for each cutting force were selected and calculated and then averaged. Three-direction milling forces under different cutting fluid conditions were analyzed, as shown in Figure 8. It was obvious that the cutting fluids could not reduce the cutting forces; the forces under dry cutting were the lowest, whereas those under CF-206 were the highest.
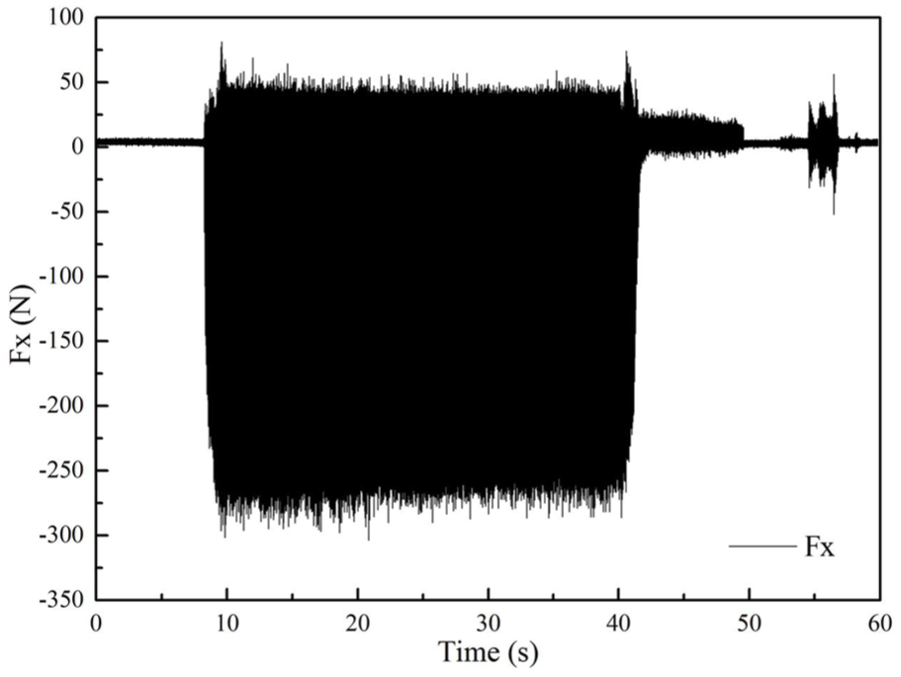
Milling force Fx under CF-206.
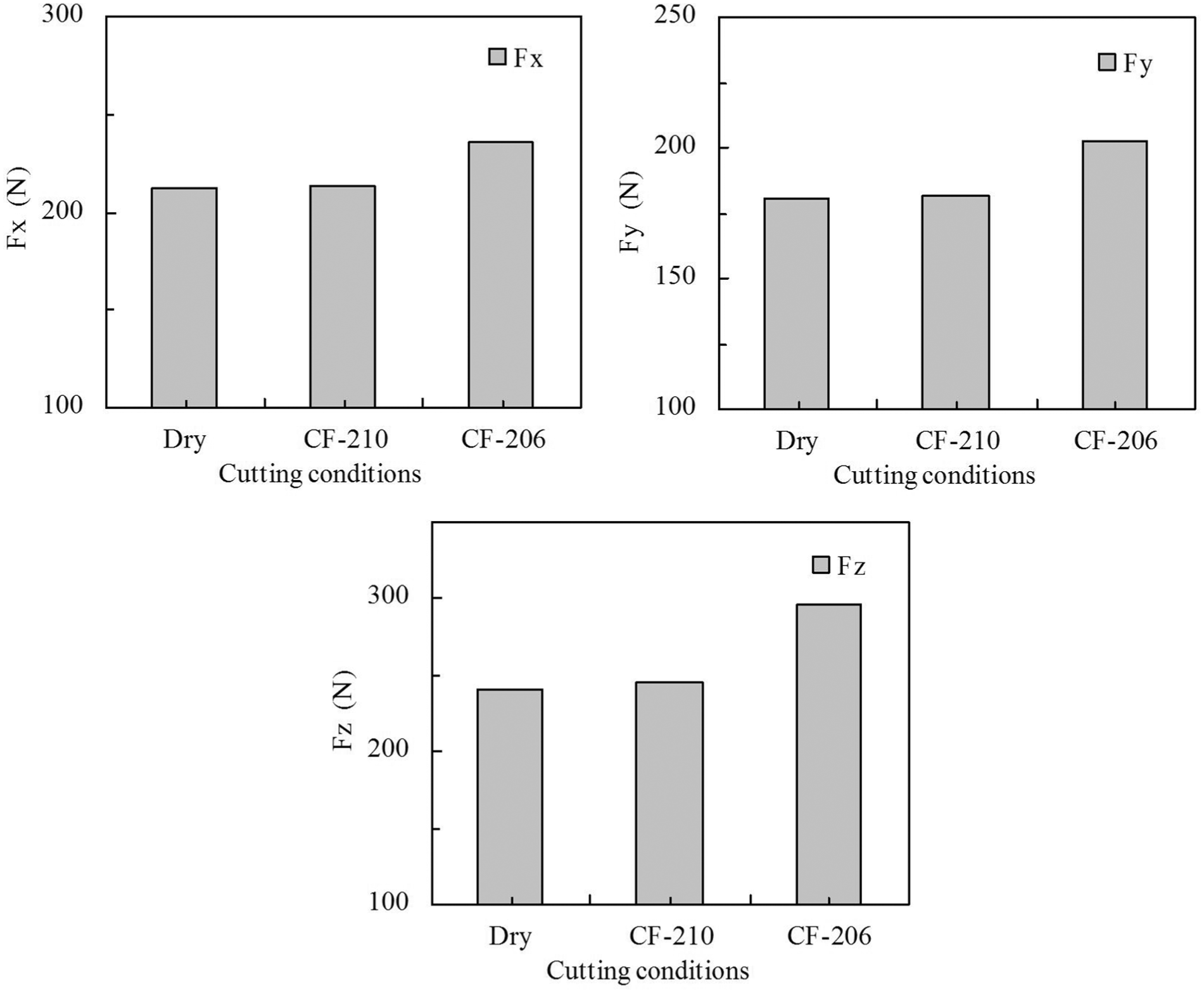
Milling forces under different cutting fluid conditions.
The main effect of cutting fluid was cooling when cutting speed was high. Because there was a lack of coolant in dry cutting, the temperature of the metal at the material removal area was higher than that with the cutting fluids, which would easily soften the material. As the hardness and strength of the workpiece material decreased, the cutting force also decreased. When the cutting fluids were applied, their cooling effect caused the temperature of the metal surface at the machining area to change slightly, and the hardness and strength of the material were stable. Thus, the cutting forces were higher than those of dry cutting.
The machining process under investigation was finishing, and the actual depth of cut in the milling process was very small (tens or hundreds microns). In addition, a certain cutting edge radius was used. Under the lubrication effect of the cutting fluid, the tool nose skidded easily while cutting into the workpiece, and the cutting progress was hampered by excessive lubrication. Abrasion or pressure at the contact areas between the tool and workpiece increased the cutting force. The cutting fluid CF-206 had a superior lubrication property with more oiliness additive, and the cutting force was higher; the lubrication property of CF-210 was worse, so the cutting force was small. The cutting force was coincident with the lubrication property analyzed above.
Moreover, the adsorption of some polar molecules would change the surface energy, strength and failure intensity of the metal (called the Rehbinder Effect),50–52 which would also affect the cutting force. These related studies were moving forward in the author’s research group.
Surface composition
Fe, Cr, W and Co were the main elements in material 87#, and they were investigated systematically in this article. The variation of the contents of Fe, Cr, W and Co along the cutting depth (in 10 µm) was quantitatively measured via EPMA by a line of scanning analysis. In total, 12 different lines were measured for each cutting fluid condition, and most of the results were slightly different, except for a certain area under CF-206, as shown in Figure 9. The contents of Fe, W and Co changed almost identically.
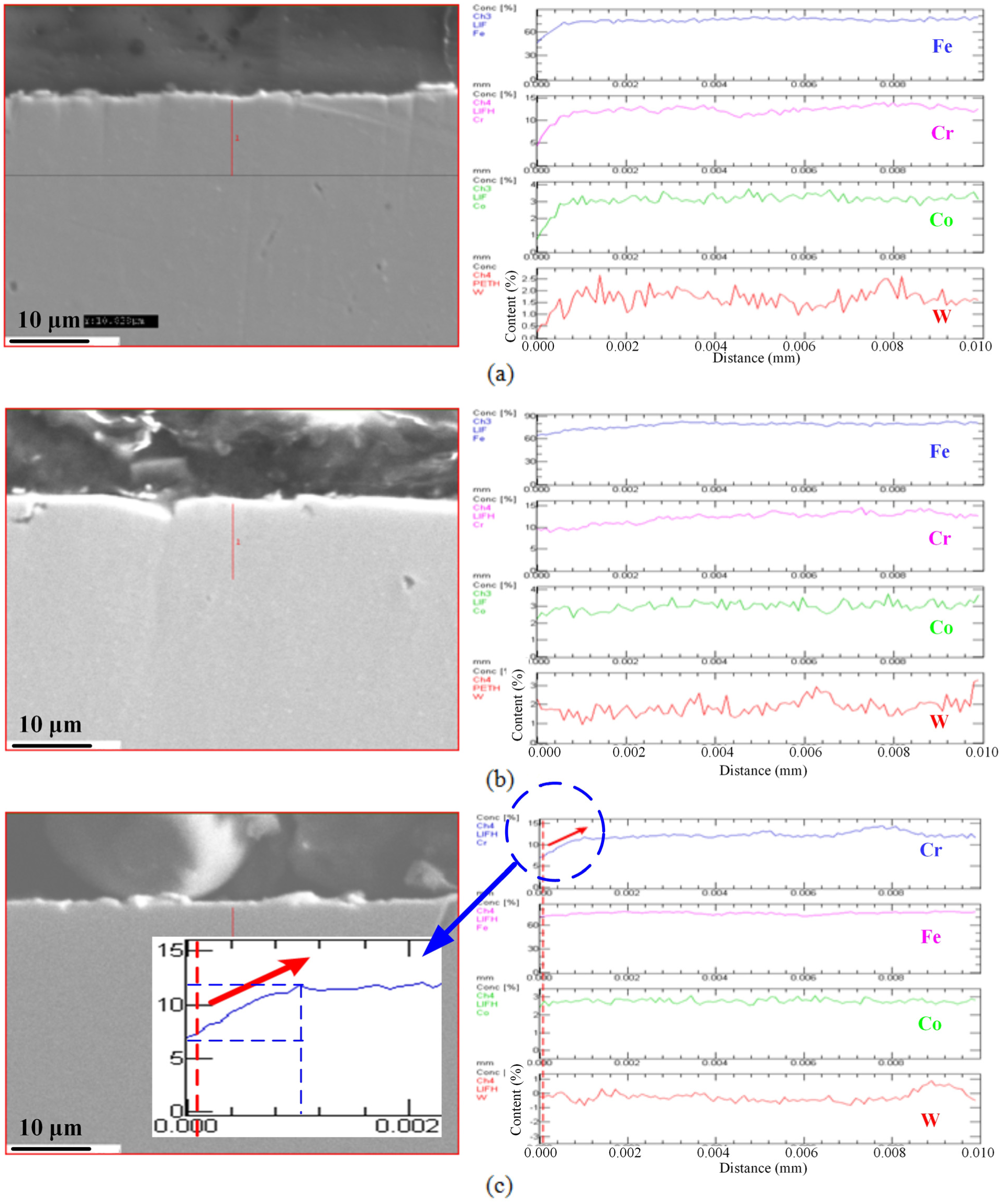
Micrographs of the cross section of machined surfaces and the quantitative evaluation of the contents of Fe, Cr, W and Co by a line of scanning analysis via EPMA: (a) dry cutting, (b) CF-210 and (c) CF-206.
For most of the 12 measured lines on the surface machined under CF-206, the content of Cr reached a relatively steady-state value when content of Fe became stable. However, at certain areas, there were perceptible changes in the content of Cr, as shown in Figure 16(c). The dotted line shows the depth at which the contents of Fe, W and Co were all steady; the arrow indicates that after the other elements reached a steady state, the content of element Cr was still clearly increasing. Even when the content of Fe was constant, the content of Cr was lower than the prescribed value of 10%–12%. It was believed that when machining with CF-206, there were some places on the machined surface of 87# where the element Cr decreased, and the depth of Cr loss was approximately 1–2 µm. However, two additional samples machined under CF-206 were analyzed, and among a total of 20 measured areas, there were three areas that exhibited Cr loss. Thus, the element loss of the machined surface caused by cutting fluid was local, not the integrated or regular loss.
On the basis of the current literature, it was believed that the main factor causing Cr loss in stainless steel was Cl−, produced from a certain component of CF-206. There were some chlorinated polyolefin in CF-206, and the decomposition temperature of this chlorinated polyolefin was rather low. For example, the decomposition temperature of chlorinated polyethylene was approximately 170 °C–180 °C. During the cutting process, the cutting temperature was much higher than 180 °C, and the chlorinated polyolefin would be easy to decompose. In the products of decomposition, Cl element usually exists in its ionized form. A small amount of Cl− would cause serious corrosion on the surface of stainless steel, such as pitting or intergranular corrosion. Thus, in actual machining of 87# under CF-206, the content of Cl− in the cutting fluid must be strictly monitored.
Surface topography and roughness
The machined surface morphologies observed by SEM and Wyko NT9300 under different conditions of cutting fluids are shown in Figure 10. It was obvious that the machined surfaces under dry cutting and CF-210 were of lower quality, with discernible material adhesives. The machined surface of CF-206 was smooth, with little material adhesive or surface defects. This was mainly because of the better lubrication of emulsion type CF-206, which could effectively reduce the friction and adhesion between the flank face and the machined surface, resulting in better surface smoothness. This was coincident with the lubrication property analyzed above.
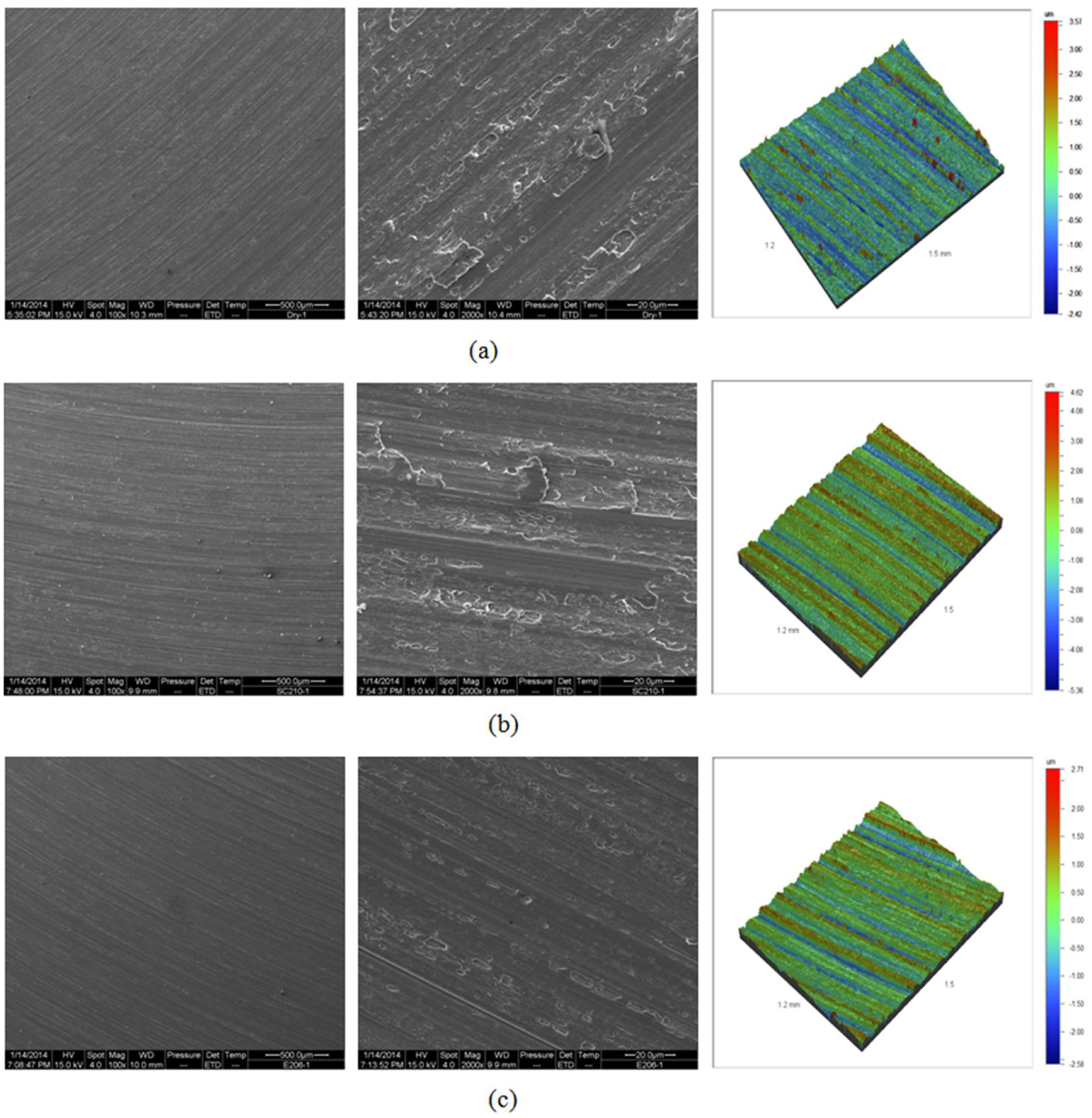
Surface morphologies under different cutting fluid conditions: (a) dry cutting, (b) CF-210 and (c) CF-206.
Utilizing the software program Vision attached to the Wyko NT9300, the machined surface roughness was extracted, and the average roughness is shown in Figure 11. The surface roughness under CF-210 was the highest, almost two times higher than that of CF-206. The surface roughness under dry cutting and CF-206 was much smaller and showed little difference. Considering the friction coefficient, this may be because the friction coefficient of CF-210 was much higher than that of CF-206, increasing the friction force at the contact area of the flank face and machined surface, directly affecting the surface generation. The friction force at the contact area under CF-210 was high, causing severe plastic deformation and material flow of the machined surface, so the surface roughness was high.
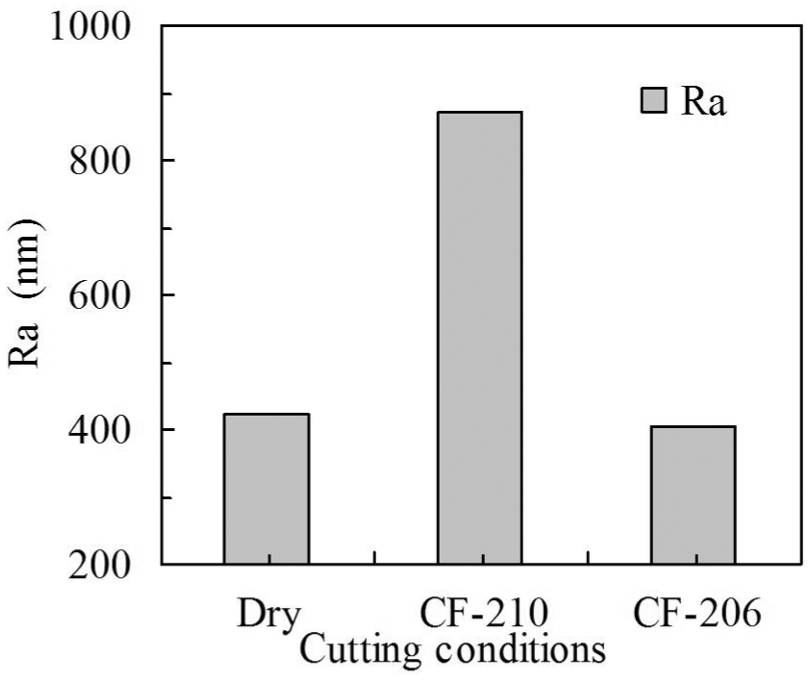
Surface roughness under different cutting fluid conditions.
According to metal cutting principles, surface roughness is mainly determined by the tool nose path and material geometric residues. In the face milling experiment employed in this article, it was believed that the machined surface was formed after the tool nose cut through the surface twice: the first time was the material removal process (termed machining process), and the second time was the main process that formed the machined surface (termed surface generation), as shown in Figure 12. For the purpose of analyzing the formation of surface roughness, the milling force signals collected by a KISTLER dynamometer were further analyzed.
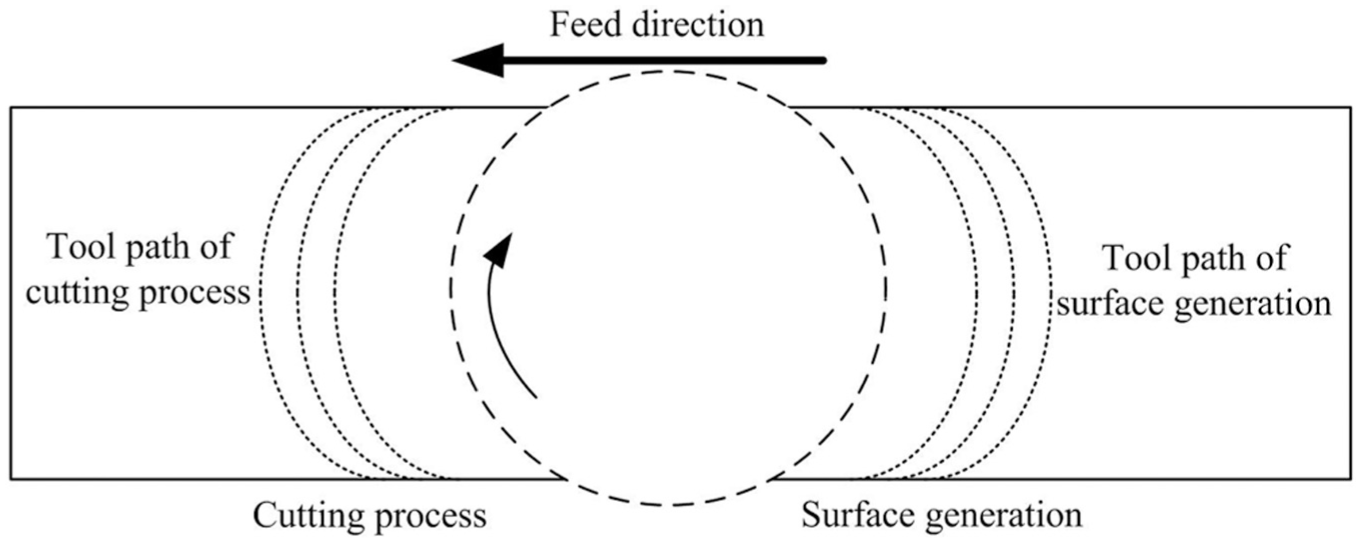
Formation of the machined surface roughness.
The two stages of machined surface generation could be reflected in the cutting force signal, as shown in Figure 13: there was a lower peak between the two peaks of Fz, which was the cutting force or friction force at the stage of surface generation. The value of the cutting force in the material removal was very large, whereas that of surface generation was very small. This was because the depth of cut at the second stage was very small, akin to a finishing of the surface. However, the cutting force at this stage was the crucial factor for the machined surface roughness. The peaks of force at the second stage were analyzed, and the cutting forces were calculated, as shown in Figure 14.
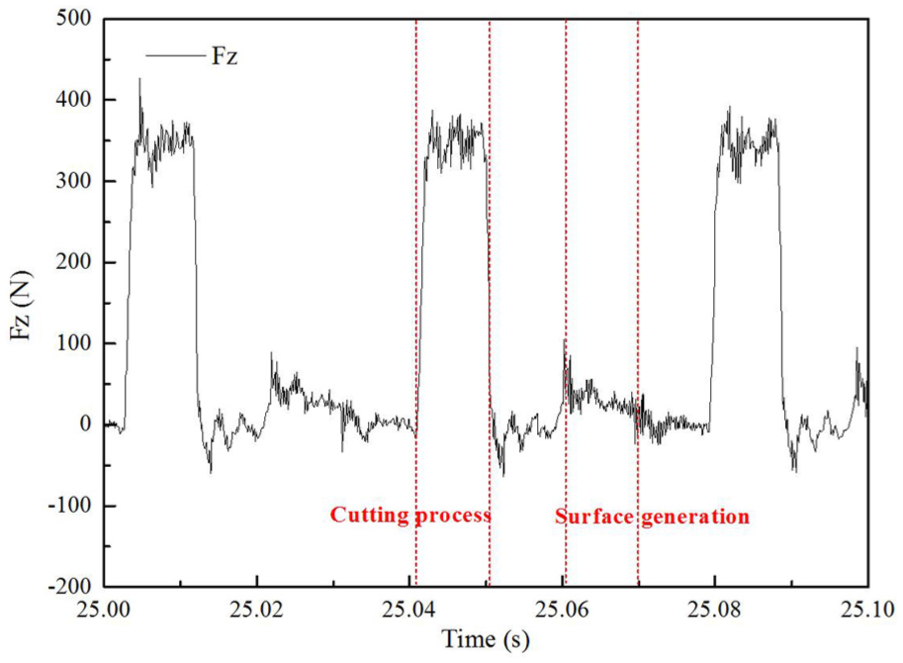
Cutting force at the two stages.
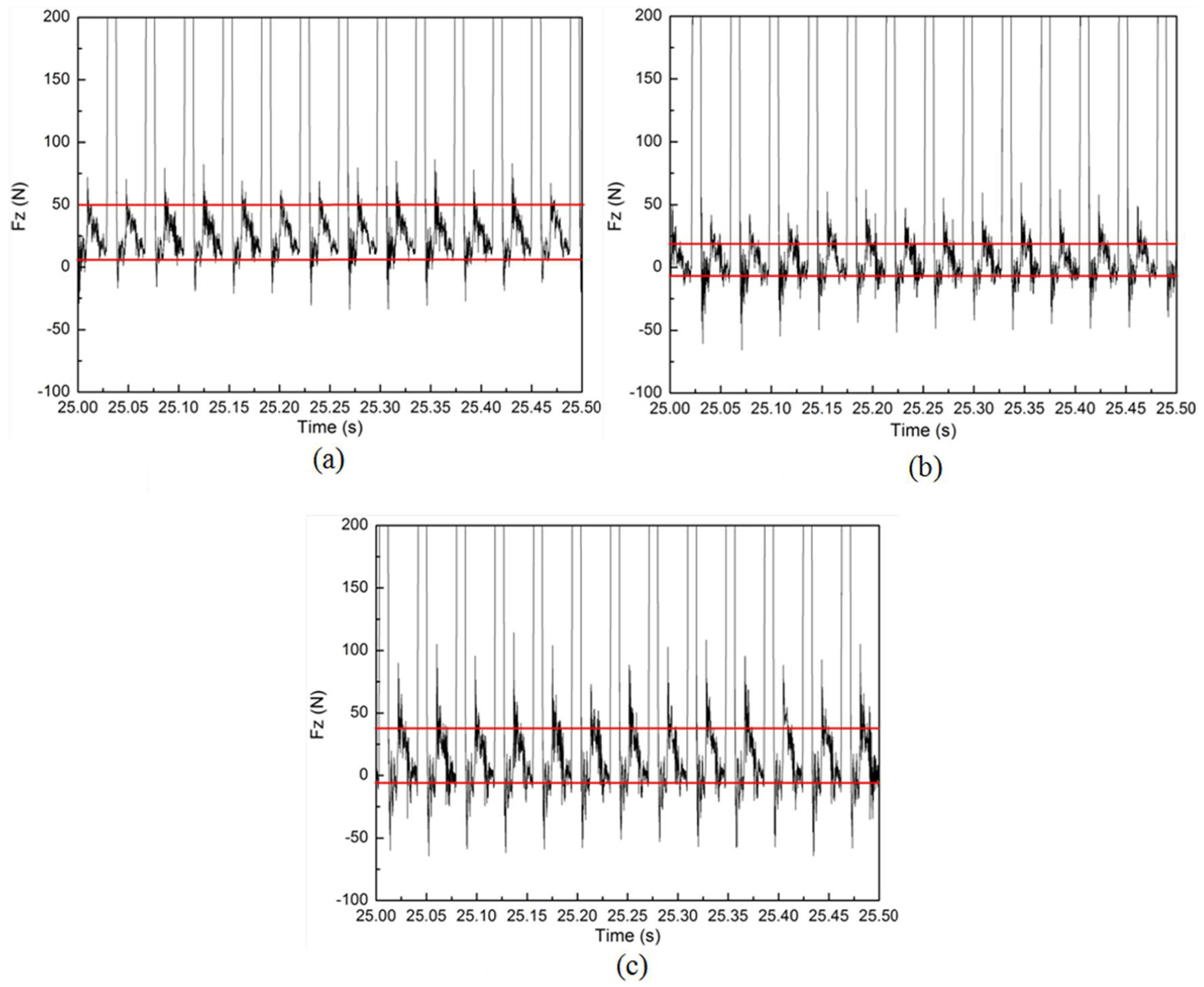
Cutting force at the second stage under different cutting fluid conditions: (a) dry cutting, ~40 N; (b) CF-210, ~25 N and (c) CF-206, ~40 N.
Considering that the cooling effect of these two cutting fluids was almost the same, the properties of the surface material were slightly different. In the case of milling with the same machining tool, cutting parameters, environmental conditions and new tool noses, the tool nose paths at the first stage of milling were almost constant, and the roughness should be the same. However, the different Fz at this stage would cause different plastic resilience in the material. As mentioned above, the cutting force Fz under CF-210 was smaller, and the plastic resilience was slight. The depth of cut at the second stage was small, so the cutting force was also small, which can be seen in Figure 13. Now, the surface retained more of the tool path of the first stage. The cutting force Fz under CF-206 was larger, and the plastic resilience was high. The depth of cut at the second stage was large, so the cutting force was high, which can also be seen in Figure 13. The finishing effect at this stage was obvious, and the original peaks of the first-stage-machined surface were cut off, resulting in lower roughness. For dry cutting, the temperature and friction were very high, with distinct material plastic flow. The depth of cut at the second stage was large, with large cutting force and low roughness.
The machined surface roughness could be associated with the cutting force in this article, but there were no changes in roughness between the two stages. The effect of cutting fluids on machined surface roughness requires further experiments and analysis.
Residual stress
The residual stresses of the machined surface under different cutting fluids are indicated in Figure 15. The residual stresses were all tensile stresses under these cutting conditions. The stresses of dry cutting in both directions were the largest, whereas those of CF-210 were the smallest.
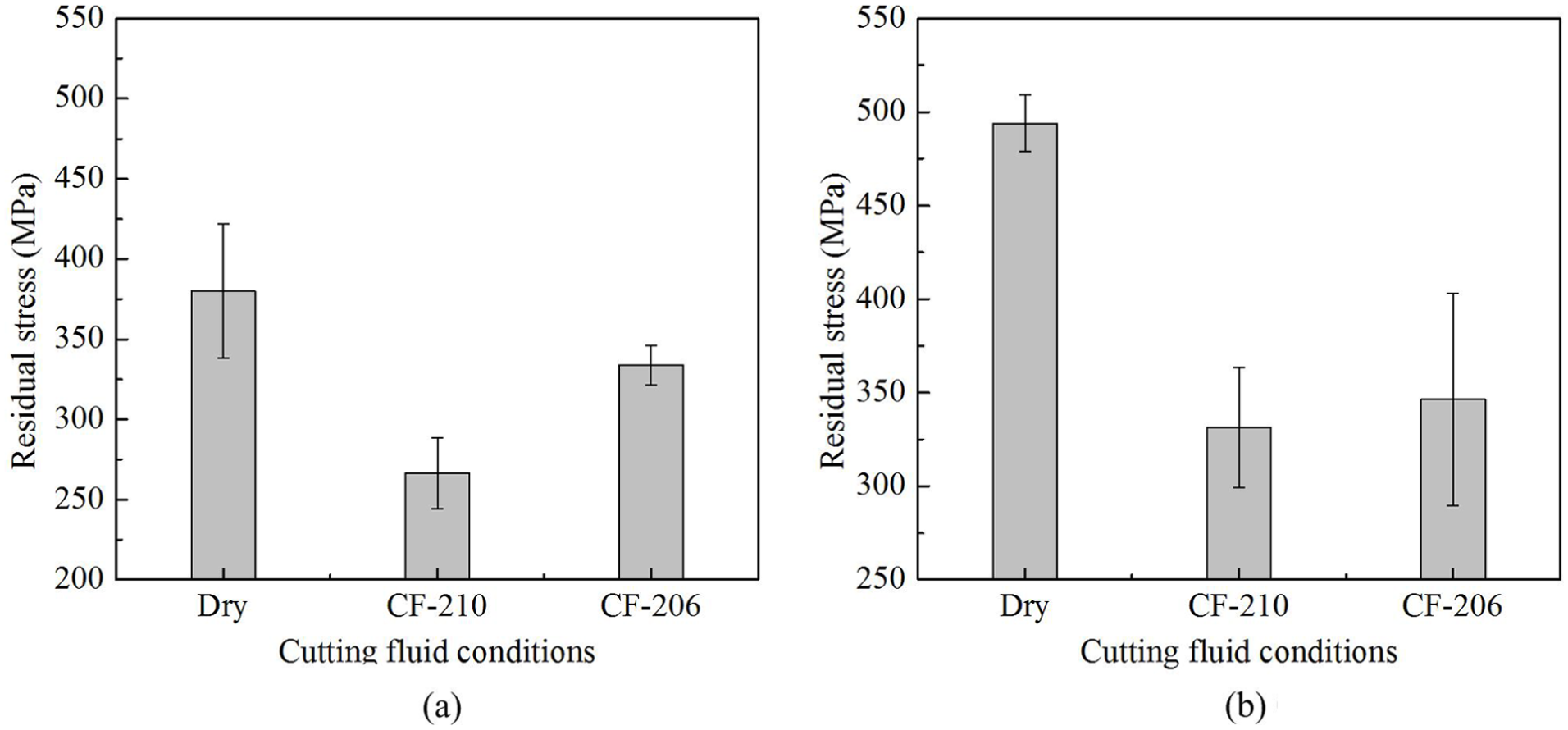
Residual stresses under different cutting fluid conditions: (a) feed direction and (b) cutting width direction.
Generally, the crushing and attrition between the tool flank face and machined surface would result in the residual compressive stress, whereas the high cutting temperature would cause residual tensile stress. According to the residual stress under dry cutting, as a result of the high strength and hardness of the workpiece material, the machining process produced significant heat, and the cutting temperature was very high. Plastic deformation caused by high cutting temperature predominated in the machined surface residual stress in the milling of 87#. In dry cutting, the temperature of the machined surface was very high, and the material flow and plastic deformation were discernible. When cooled to ambient temperature after machining, there were comparatively large residual tensile stresses in the machined surface. Under the preferable cooling effect of these cutting fluids, the coolants could remove heat from the cutting areas and reduce the surface temperature. The residual tensile stresses caused by cutting temperature could be decreased, resulting in lower tensile stress under cutting fluid conditions.
For the two cutting fluids investigated in this article, the lubrication property of CF-206 was better than that of CF-210, so the crushing and attrition between the tool and material under CF-210 were more serious, as was the plastic deformation, which caused obvious compressive stress; moreover, the cooling effect of CF-210 was slightly better, with better capability of decreasing the residual tensile stress caused by cutting temperature. By combining these two effects, the residual tensile stress could be reduced. Based on the overall analysis of the effect of cooling and lubrication properties on machined surface residual stress, CF-210 reduced the residual tensile stress effectively, which could improve the residual stress state of the machined surface.
Subsurface hardness
The subsurface hardness under different cutting fluid conditions is shown in Figure 16. There was evident surface work hardening after machining under these three conditions, and the surface hardness under cutting fluids was higher than that under dry cutting. The work hardening capacity N under different cutting fluid conditions is listed in Table 1. The work hardening capacity N under cutting fluids was approximately 10% higher than that under dry cutting, with no significant difference between the two cutting fluids. Considering the measurement errors, the hardness at a 20–30 µm depth away from the surface was basically the same as the substrate in these three conditions, and the depth of work hardening was approximately 20–30 µm.
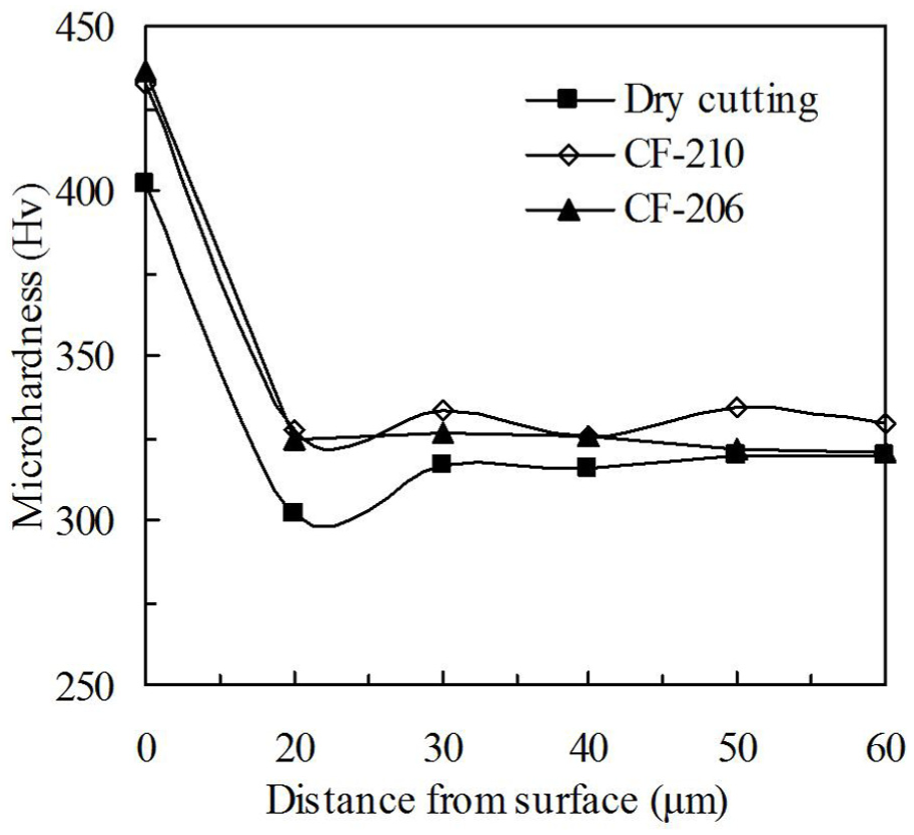
Subsurface hardness under different cutting fluid conditions.
Work hardening capacity N under different cutting fluid conditions.

Surface work hardening was mainly attributed to the plastic deformation, crystal lattice distortion and elongation of the surface and subsurface materials. In the milling of 87#, the cooling effect of cutting fluids was especially effective for grain elongation and grain refinement during the plastic deformation of the surface material, leading to higher hardening than that under dry cutting. Moreover, the surface temperature was very high; when the surface temperature was lower than the phase transformation point, the material weakened, and the hardness slightly decreased. Thus, machining with cutting fluid would result in higher work hardening than that under dry cutting, but CF-210 and CF-206 showed less difference.
Conclusion
The effects of different cutting fluids on face-milled surface integrity including roughness, morphology, residual stress and element compositions of a heat-resistant stainless blade material were investigated, with special regard to the physical and chemical properties of cutting fluids. The main conclusions can be summarized as follows:
Cutting fluids could not reduce the cutting forces in precision machining; the forces under dry cutting were the lowest, whereas those under cutting fluid with better lubrication properties were the highest.
There were some places where loss of the element Cr was incurred under machining with cutting fluid containing Cl−, and the depth of Cr loss was approximately 1–2 µm. The element loss caused by the cutting fluid was local and irregular.
The machined surface of cutting fluid with better lubrication properties was smooth, with little material adhesive or surface defects.
The residual stresses were all tensile stresses under these cutting conditions. The surface hardness under cutting fluids was higher than dry cutting, and the depth of work hardening was 20–30 µm.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant Nos. 51505034 and 51575305) and the Basic Research Foundation of Beijing Institute of Technology (Grant No. 20150342006).