
Abstract
Due to the development of new engineering materials and high-speed cutting, cutting fluid plays an important role in machining. Commonly, the use of cutting fluid can decrease cutting temperature, reduce the friction between tool and workpiece, extend tool life, and improve machining efficiency and surface quality. These effects of cutting fluid were mainly obtained from its basic functions including cooling, lubrication, corrosion protection, and cleaning. According to the review of the researches in cutting fluids applied in metal cutting process, the available researches mainly focused on the application strategies and penetration capability, processing performance, new types of environmentally friendly cutting fluids, and preliminary machined surface quality. This article also suggests that the effect of cutting fluid on machined surface quality and performance will become an important research direction. There is a matching problem between the cutting fluids and the workpiece materials. Further research on effect of cutting fluids on machined surface should include physical and chemical mechanism of the cutting fluid, action mechanism on fresh machined surface during machining process, action mechanism in the period of long-term service, stability of the composition and physical and chemical properties, and evaluation method of the effective use of cutting fluid.
Introduction
Background
Metal cutting is the main processing method in mechanical engineering. During the cutting process especially high-speed machining, plastic deformation of the material near cutting edge is very large, with high temperature and complex mechanical and thermal stresses. Because of excellent cooling and lubricating properties, cutting fluid (or metalworking fluid) plays an important role in machining.
The use of cutting fluid could be traced back to ancient times. People found that watering could improve the efficiency and quality when polishing stone, bronze, or iron. Since the 16th century, animal and vegetable oils were used as oil-based lubricants. After a long-time development, due to emergence of a variety of machine tools in the Industrial Revolution, cutting fluid gained large-scale applications. The first research in cutting fluids was done by W.H. Northcott 1 in his book “A treaties on lathes and turning” in 1868. In 1906, F.W. Taylor pointed out that by applying aqueous sodium carbonate solution on the tool–workpiece interface, the cutting speed could be increased by 30%−40%. 2 Since then, cutting fluid technology developed rapidly, especially after lubricating oil refined from crude oil and invention of various lubricant additives with excellent properties. In 1920s, cutting oil containing S and Cl was patented and widely used in heavy cutting, broaching, and gear and thread cutting.
The performance requirements of cutting fluids depend on cutting conditions. 3 Cutting speed increased due to the development of tool materials, leading to increase in the cutting temperature. The cooling performance of oil-based cutting fluids was unable to meet the requirements, so people began to re-emphasis on water-based cutting fluids. In 1915, oil-in-water emulsion was developed and became the preferred coolant for heavy cutting in 1920s. The first synthetic cutting fluid without oil was developed in the United States, and the synthetic cutting fluids were widely used due to the rise in oil prices in 1970s. Due to the development of advanced manufacturing technology and strengthening of awareness of environmental protection, higher requirements were proposed for cutting fluid technology, and new environmentally friendly cutting fluid is continuously being under research and development. Since then, the classification, composition, recycling, and disposal of the cutting fluids were studied widely.4,5
The main purpose of using cutting fluid is to decrease cutting temperature, reduce friction between tool and workpiece, extend tool life, and improve machining efficiency and surface quality. These effects of cutting fluid were obtained from its chief functions of cooling and lubrication, and additional features of corrosion protection and cleaning.6–9 In addition to these functions, the physical and chemical interactions between the surface of the material and cutting fluid during processing will directly affect the quality and service performances of the machined surface, especially for the precision parts in extremely harsh environments with long life and high stability requirements.
In this article, a detailed literature review of cutting fluids applied in metal cutting was carried out (grinding and grinding fluid were not referred, due to their special nature). With special regard to quality and performance of machined surface, necessary researches on effect of cutting fluid were proposed, and preliminary experimental results were investigated.
Basic function of cutting fluid
According to the principle of metal cutting, there are three deformation zones during material removal process: 10 shear deformation zone, contact zone of tool–chip, and contact zone of tool–workpiece. They are also the areas where the heat generates. Cutting fluid directly affects on these three areas, as shown in Figure 1. A, B, and C are the main paths where the cutting fluid affects the cutting area. 11
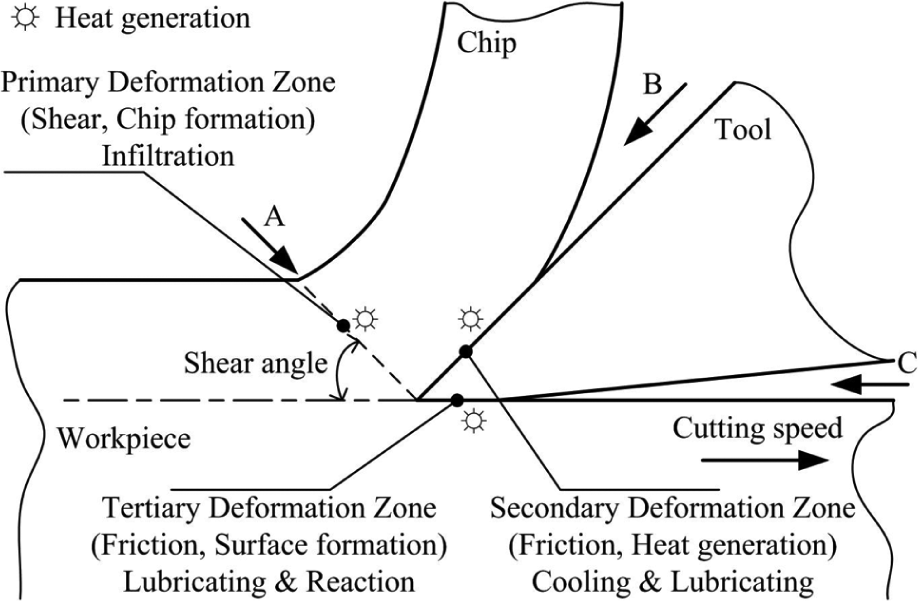
The areas affected by the cutting fluid.
Cooling is the most important effect, especially for water-based cutting fluid used in high-speed machining. Cutting fluid will transfer heat away from the cutting areas and decrease the temperature of tool and workpiece, particularly at the cutting edge and tool tip. The cooling effect is achieved through a variety of heat exchange processes, such as conduction, convection, evaporation (or vaporization), and very little radiation. Cooling effect can reduce chemical reaction, heat damage, and material adhesion of the tool and extend its life; 12 it also inhibits thermal expansion of machining system, which will reduce thermal deformation of workpiece and improve its dimension precision.
During machining process, there is an intense friction at the interface of tool–chip and tool–workpiece. Lubrication effect of the cutting fluid occurs mainly in these two regions, and it is believed that liquid films cannot be sustained along these interfaces in most cutting operations especially in high-speed machining. 13 In typical cutting process, they are believed to approach boundary lubrication. At the interface of tool–chip, the lubricant absorbs onto the chip and restricts the adhesion of chip to the rake face. Besides, a chemical combination of film of lower shear strength reaction product of the cutting fluid with the fresh metal surface of generated chip will also reduce friction force and temperature. A combination of extreme pressure and lubricity additives plays a significant role in reducing friction. 14 Lubrication of the cutting fluid is a comprehensive physical and chemical property, and it is relevant to the structure and property of the boundary lubrication films formed on the frictional surface. Lubrication effect can reduce the friction and thereby change the cutting force and temperature. 15 It will also reduce the wear of the tool and inhibit the growth of built up edge (BUE) and improve the quality of the machined surface.16,17
Pure metals are unstable, especially for the fresh machined metal surface, and corrosion is a natural trend to change into stable compound, caused by chemical or electrochemical effect. Generally, oil-based cutting fluids have good corrosion resistance, which will form a physical barrier on surface to prevent the chemical reaction. But if the cutting fluid contains organic acids, acidic oxide, or sulfide, chemical corrosion will be caused for some reactive metals. These fluids are commonly alkaline to prevent metal from corrosion damage, as well as semi-synthetic fluids. Water-based cutting fluid is an electrolyte solution and easily cause electrochemical corrosion. Adding suitable anti-corrosion additives can improve the corrosion resistance of the cutting fluid. These water-soluble anti-rust agents are mainly grouped as anode-type, cathode-type, and hybrid-type rust preventive. 9
During cutting process, chips of different shapes will be formed with a variety of oil and other dust particles, and this mixing dirt will be adhered to the workpiece, cutting tool, and machine tool, which will affect the machining process and the machined surface quality. The mechanism of cleaning effect of the cutting fluids contains mechanical flushing and physical and chemical effects. 9 Mechanical flushing is flushing directly on the cutting area of the tool and workpiece, washing away the chips and dirt deposited by gravity on the surface. The physical and chemical effects mainly benefit from the surface active agent, which reduces the surface tension and causes wetting, penetration, emulsification, and other effects. Generally, water-based cutting fluid has a strong cleaning ability against hydrophilic dirt and oil-based cutting fluid against oleophilic dirt.
Research status of cutting fluid
Penetration model of cutting fluid
Penetration model on rake face
Cooling and lubrication effects of cutting fluid in cutting process depended on its ability to penetrate into the interface of the cutting zone and form a thin lower shear strength layer in the shortest time, by either chemical or physical adsorption. 18 Because of the enormous friction and high temperature in the interface of chip and tool, penetration ability of cutting fluid on the rake face was very important for tool life. Based on theory of capillary, there were two classical penetration models on the rake face: Williams–Tabor penetration model19,20 and Godlevski droplet evaporation model. 21
Williams–Tabor penetration model19,20 pointed out that molecules transported within a network of interfacial capillaries played an essential role in controlling the function of cutting fluids. The contact area between workpiece and tool rake face was a network of intercommunicating capillaries, and the transport of the cutting fluid along the capillaries was more important than its absolute reactivity. A typical capillary of this interfacial was supposed to be of length l and cross section a × ma, as shown in Figure 2(a). The factors controlling the penetration of the lubricant were considered both liquid and vapor forms. Penetration model of cutting lubricants into the rake face was constructed and verified by experiments.
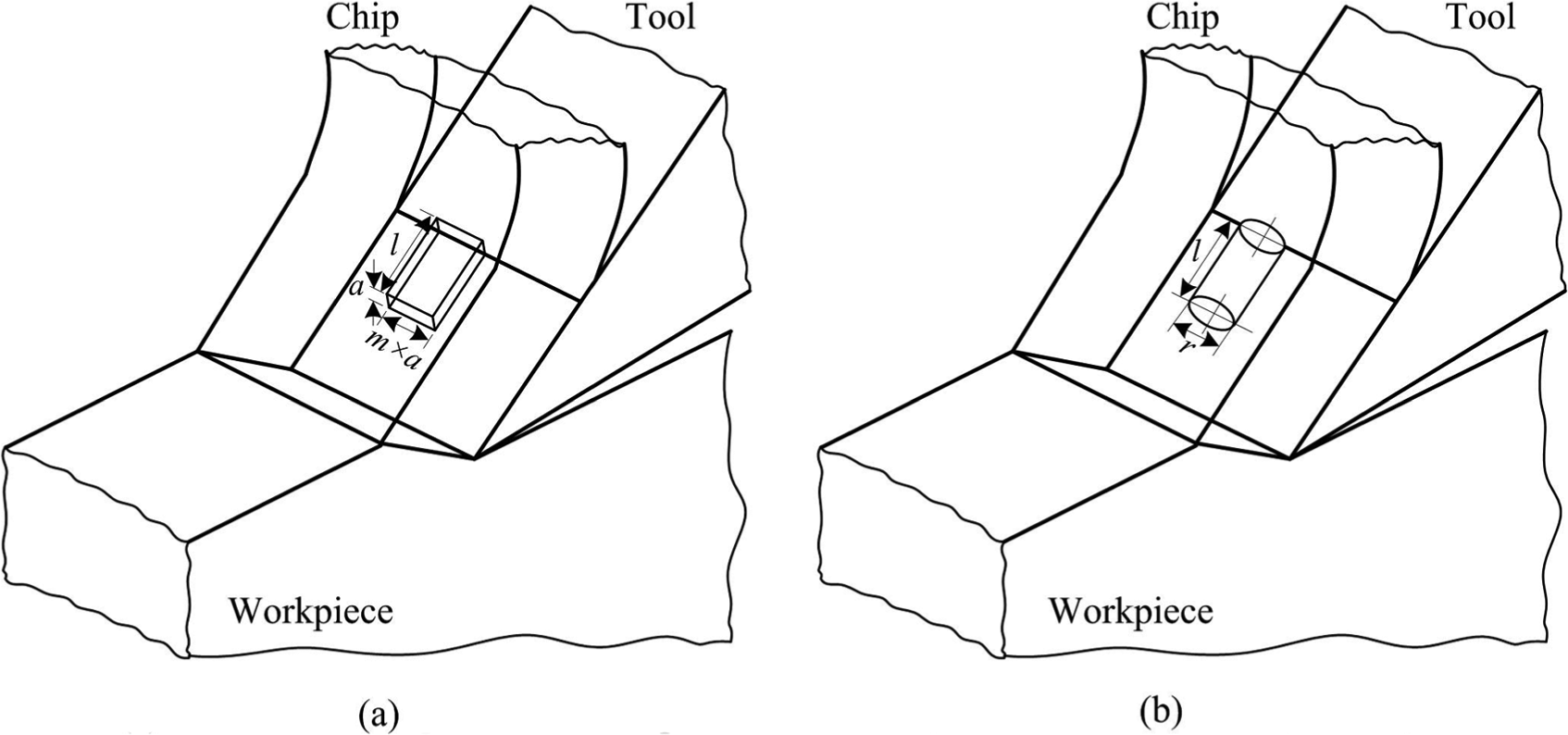
Classical penetration model of cutting fluid on the rake face: (a) Williams–Tabor penetration model and (b) Godlevski droplet evaporation model.
In Godlevski et al. 21 droplet evaporation model, a single capillary had a cylindrical form with diameter r and length l, as shown in Figure 2(b). The capillary was running along the full contact area of the tool–chip interface with one end closed. In a single cylindrical capillary, this model included three stages: liquid phase entry, microdroplet explosion, and filling the capillary by gas phase. The model parameters for water and castor oil were calculated and the correlation between model and experimental results was also given.
Penetration model on flank face
Due to the development of precision and ultra precision machining, machined surface quality became more and more important. Penetration ability on the flank face directly affected the quality of machined surface, and it attracted more and more attention.
In high-speed milling, conventional emulsion coolant was inefficient as it could not reach the cutting zone, whereas minimum quantity lubrication (MQL) flow could penetrate into the cutting zone, and the nozzle position and feed direction were very important. 22 MQL could enhance the penetration by high pressure and precise sprays. The air supply played an important role in transporting the mist to the contact area of flank face and machined surface. 23 Based on the Navier–Stokes and the Reynolds equation, the model of cutting fluid penetration into the flank contact zone was applied to an orthogonal cutting in steady state conditions, 11 as shown in Figure 3. The penetration was estimated for sprays delivered in air, CO2, and N2 as well as two conventional cutting fluids. This model proved that MQL spray could penetrate completely into the cutting zone. Temperature near the flank was also predicted by finite element method (FEM), and the result showed that MQL sprays suppressed the temperature near the flank effectively.
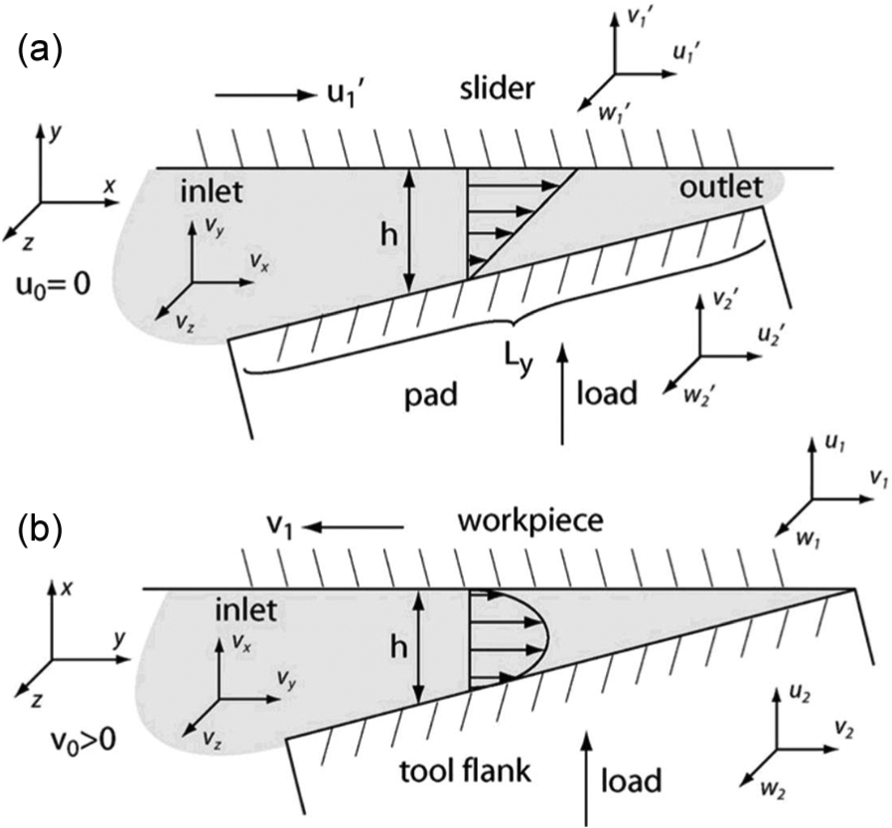
Analogy between (a) geometry in Reynolds equation and (b) geometry modeled. 11
Another analytical model was presented for the prediction of aerosol size distribution and aerosol generation from the use of cutting fluids through examining the primary mechanisms of spin-off, splash, and diffusion. 24 The results expressed that the aerosol size and generation rate were functions of fluid properties, process parameters, application conditions, and cutting time. It could be used to quantify the environmental effect of cutting fluid used in machining.
Penetration model of cutting fluid applied at high pressure
High-pressure coolant technology could strongly influence the wear of the tool due to better penetration into cutting areas, providing better cooling and lubrication effects. The position and flow rate of the cutting fluid affected the tool life. 25 When injected both on tool–chip and tool–workpiece interfaces at high pressure and flow rate, the tool life was the longest. The other tool lives with high pressure were even shorter than dry cutting or conventional fluid application. The wear mechanisms of the coated cemented carbide tool were influenced by cutting fluid applied at high pressure and in different concentrations. 26 The main wear mechanism on both rake and flank faces was adhesion. The tool wear and tool–chip contact length reduced with the use of high-pressure coolant, and it was more efficient than both conventional fluid applications and dry cutting considering tool wear.
Cutting fluid applied as a high-velocity thin pulsed-jet was investigated during hard turning of hardened steel, compared with conventional coolant and dry cutting. 27 The overall performance of minimal cutting fluid application was found to be superior to those of the other two on the basis of main cutting force, tool–chip contact length, cutting ratio, cutting temperature, surface roughness, tool life, and chip forms. Figure 4 shows the comparison of chip forms at different cutting conditions.
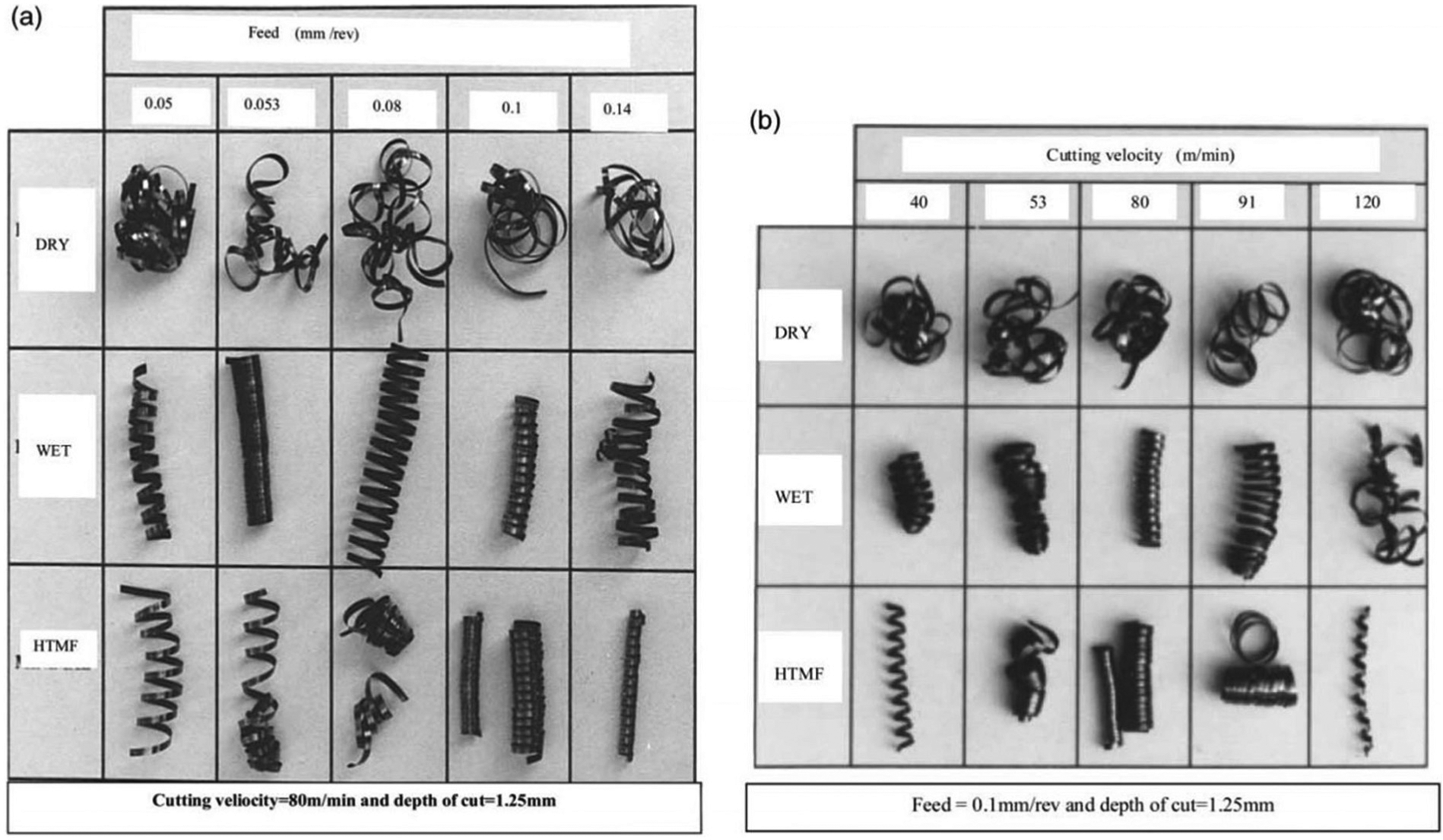
Comparison of chip samples at different cutting conditions: (a) feed rate and (b) cutting velocity. 27
Application strategies of cutting fluid
With the strengthening of environmental awareness and requirements of cut costs, a lot of research had been done to reduce the use of cutting fluids in the production. Dry cutting and semi-dry (or near-dry) cutting had been favored by the industry. 28 In semi-dry machining like MQL machining, 29 a very small amount of cutting fluid played an important role in tribological and cutting performance.30,31 The application methods directly affected the cooling and lubrication effects of cutting fluid, 32 as shown in Figure 5.
Ways of lubrication and heat removal from cutting process. 31
Application methods
The use of dry cutting and MQL offered the possibility for elimination of waste, reduction of costs, and improvement of operation environment. 32 An experimental research on the effect of different cutting fluid application methods on wear of coated carbide tools was completed. 33 The results indicated that the wear mode observed was dictated by thermal considerations, rather than friction; in certain conditions, forced attempts lubricating action were harmful to tool life. Figure 6 shows the flank wear land at a certain stage of worn. It was obvious that both MQL and MQL with Extreme-Pressure (EP) additives performed worse than flood. Flood application of cutting fluids showed the lowest tool wear.
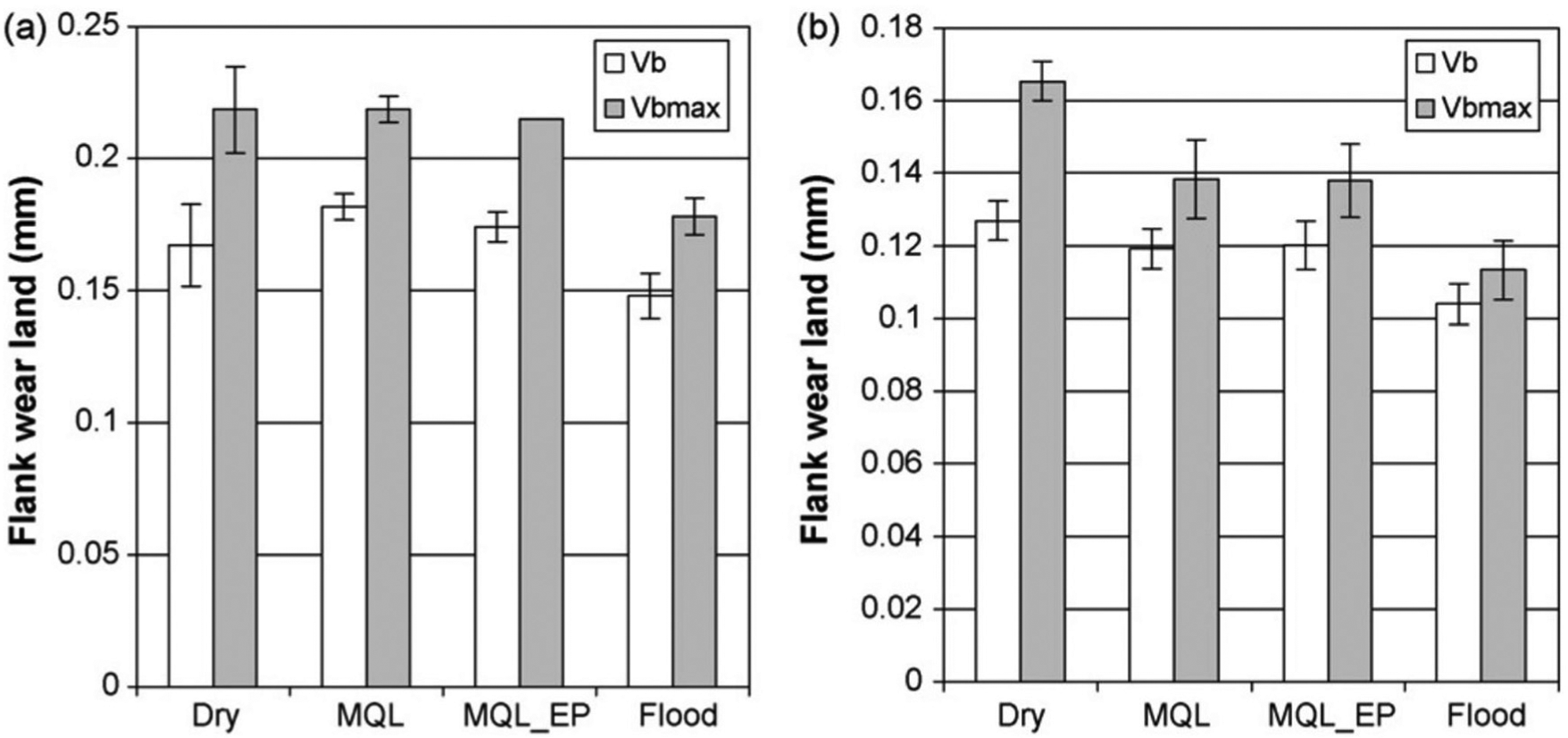
Sizes of V b and V bmax flank wear at the end of machining at (a) 400 m/min and (b) 275 m/min, flat CVD tools. 32
Compared to dry machining and flood application, high-speed milling with high-velocity narrow pulsed-jet could reduce the cutting force and tool wear and raise tool life and surface quality, 7 as seen in Figure 7. The performance of pulsed-jet was better than that of dry cutting and flood coolant in terms of surface quality and tool wear resistance.
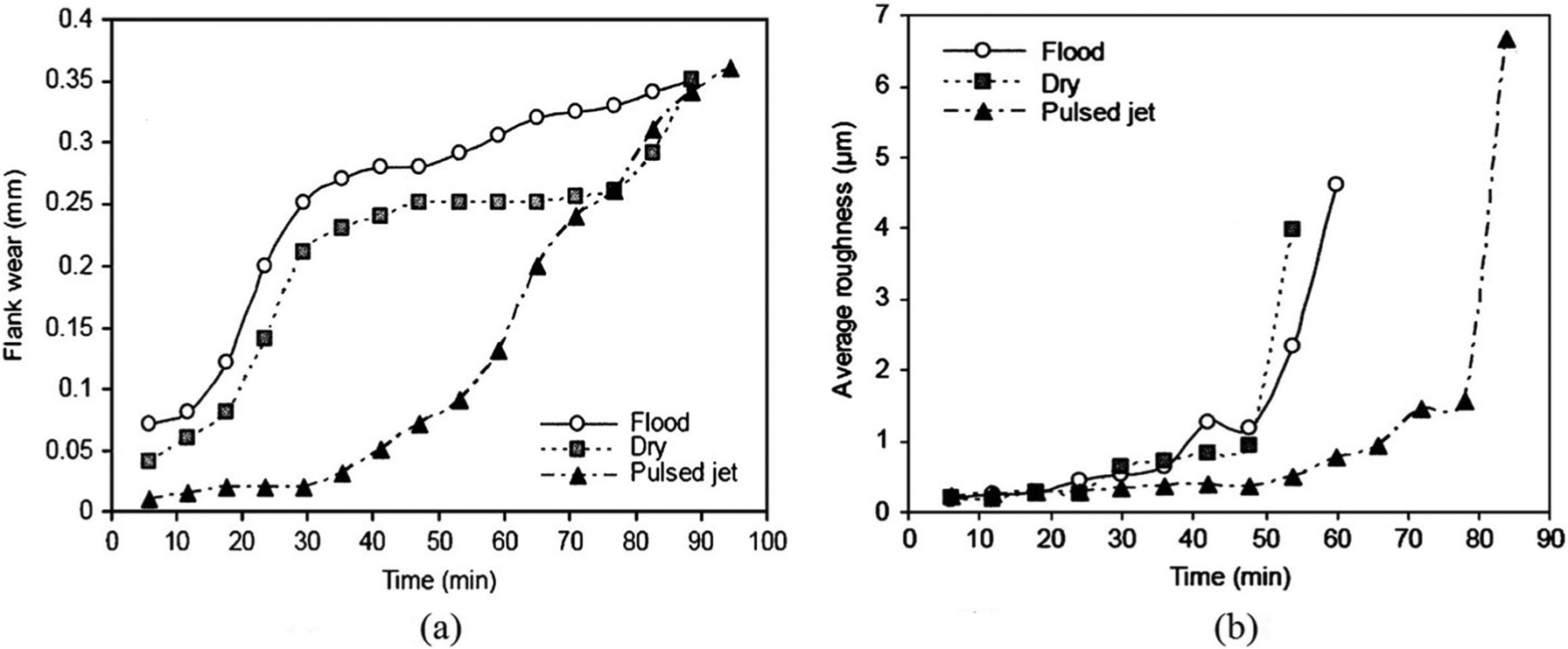
(a) Flank wear and (b) surface roughness in the cutting process. 7
Because of shortcomings of dry and MQL cutting, little quantity lubrication (LQL) in machining was proposed. 34 Collected at workpiece surface in peripheral milling, vibration signals were analyzed in time domain, frequency domain, and time–frequency domain. The results demonstrated that vibration signals were significantly affected by cutting fluid, and machining parameters should be considered in order to reduce vibration and cutting fluid usage. Based on ultrasonic atomization, a new compact cutting fluid application system for micromachining was developed, 35 and the effects of system parameters on performance in terms of spray characteristics were studied.
Application parameters
Application of cutting fluid was not random because the application parameters like coolant pressure and nozzle position would directly affect their performances. For example, nozzle position had an important effect on cutting performance of MQL 36 (such as cutting forces, surface roughness, and temperature); when MQL was applied to the rake face, tool life was the same as dry cutting, but when applied to tool flank face, it could increase tool life. 37 Commonly, the increase in coolant pressure would improve tool life and reduce the adhesion tendency of workpiece materials. 38 The application of high-pressure coolant resulted in better tool life and surface finish. Different coolant application pressures could cause a significant variation in thickness of shear bands and serrated tooth structure of the chip. 39
Three special nozzles used for concentrating small amount of oil mist into the cutting area were designed, and the performances in MQL were investigated, compared with ordinary spraying.40,41 A finite volume method was used to analyze the compressible turbulence analysis of the flow of oil mist by computer fluid dynamics analysis. The results showed that mass flow rate of oil mist near the cutting edge increased drastically, especially for a cover-type nozzle for oblique spraying; this specially designed nozzle was quite effective in increasing tool life in cutting experiments.
An atomization-based cutting fluid (ACF) spray system was developed and evaluated for macro-scale turning of titanium alloy. 42 The effect of spray parameters (including flow rate, distance, impingement angle, and type and pressure of spray gas) on cutting forces, tool life, and chip deformation was studied through experiment, and the results indicated that the spray system extended tool life effectively, compared to flood cooling.
The performance of cutting fluids in machining
The performance evaluation18,43–46 of the cutting fluids in machining was mainly based on their effect on cutting performance (tool life or tool wear, cutting forces, temperature, chip formation, etc.) and machined surface quality (surface finish, dimensional accuracy, surface hardness, residual stress, etc.).
The effect on cutting performance
According to discussions of the effect of water-based and oil-based cutting fluids in cutting process of stainless steel, the oil-based cutting fluids formed solid protective films in the contact areas at low speed, making the adhesion weaker and preventing the formation of deposits. 47 The cutting fluids affected the friction at low cutting speeds. 13 When turning copper using CCl4 as a lubricant, chip thickness ratio and friction coefficient raised from relatively low at 1 m/min to approach dry values at 30–40 m/min. Machining parameters did not vary much with speed in dry conditions, as seen in Figure 8. At intermediate speeds, solid lubricant inclusions in some work materials could build-up, and thermal softening eased flow at chip–tool contact area at high cutting speeds.
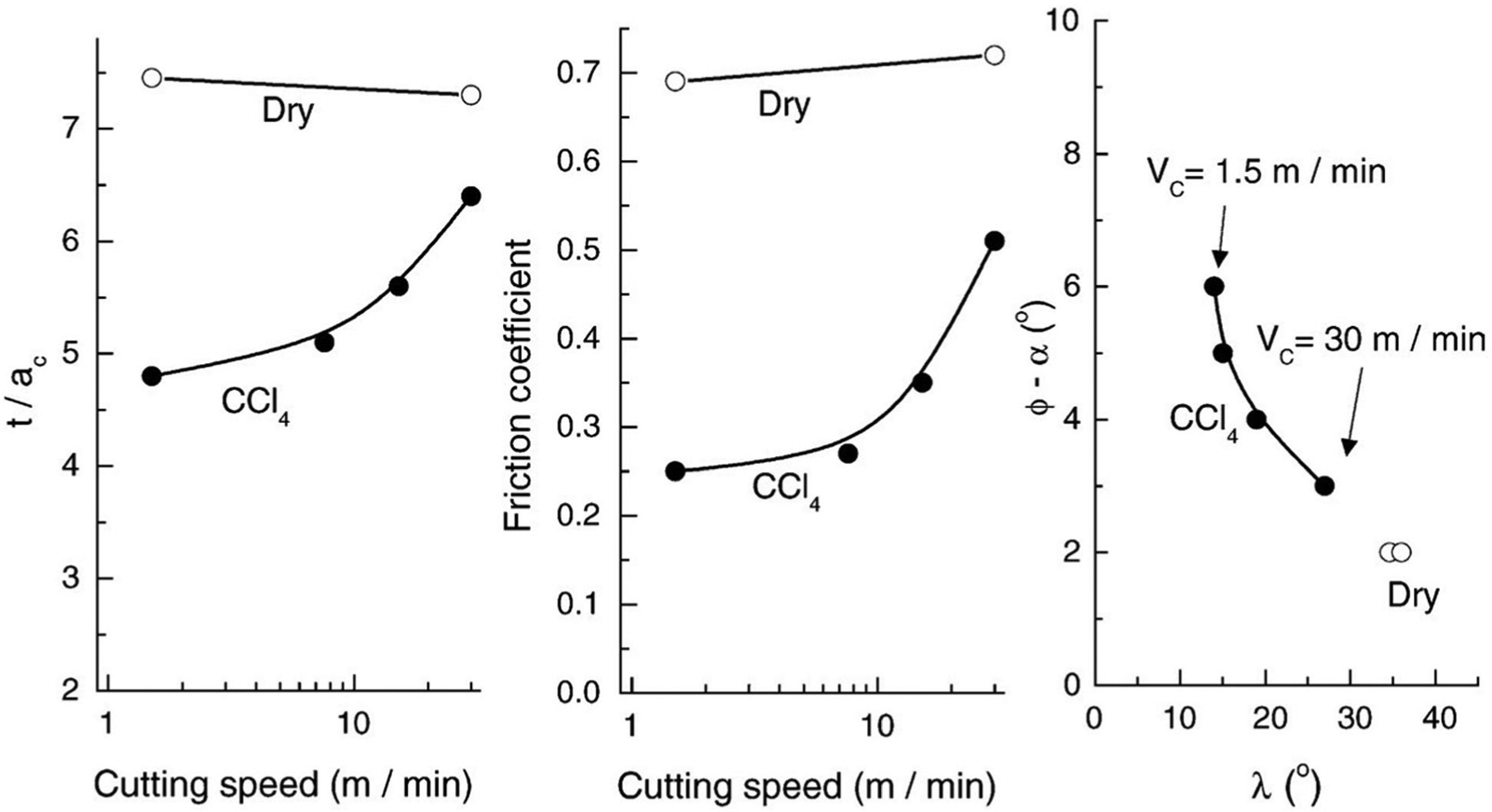
Dependence of (t/a c) and rake face friction coefficient on cutting speed, and derived dependence of (ϕ − α) on λ, for a c = 0.16 mm and α = 6° (tool material HSS). 13
Based on the boundary lubrication theory, the friction coefficient in near-dry machining was analyzed, and Oxley’s machining theory was modified. 48 It was believed that cutting forces in near-dry machining are lower than those of dry machining, and lubricating had a stronger effect on cutting forces than cooling. The adsorption characteristics, tribological behavior, and cutting performance monitoring of MQL during orthogonal cutting were investigated, 49 and the results showed that the adsorption amount was closely related to lubrication effect, and oxygen supply played a significant role. The heat generation and transfer processes’ model under different cutting fluid application techniques was also described, combining experimental–theoretical approach. 50
Considering the effect of different types of cutting fluids on tool life, tool wear mechanism, surface finish, and chip form, the application of cutting fluid resulted in a longer tool life and a positive influence on chip control. 8 The influences of MQL on cutting temperature, chip forms, and dimensional accuracy at different cutting parameters in turning steel as well as tool wear were investigated,51–53 compared with dry and wet machining. The results indicated that MQL enabled substantial reduction in cutting temperature and tool wear rate; chip formation and chip–tool interaction became favorable. In deep hole drilling, a discontinuous MQL caused a significant reduction in tool life compared to continuous one, and low viscous type of cutting fluid with high cooling capability gave rise to a notably prolonged tool life. 54 Besides, the use of MQL offered the possibility for elimination of waste, reduction of costs, cutting power increasing, and improvement of operation environment. 32 Considering surface roughness and waviness, surface profile bearing ratio and topography under different cutting conditions, cooling and lubrication conditions significantly affected the machined surface properties. 55 Dry machining or MQL with proper cutting parameters could produce better surface topography than conventional cooling, as shown in Figure 9.
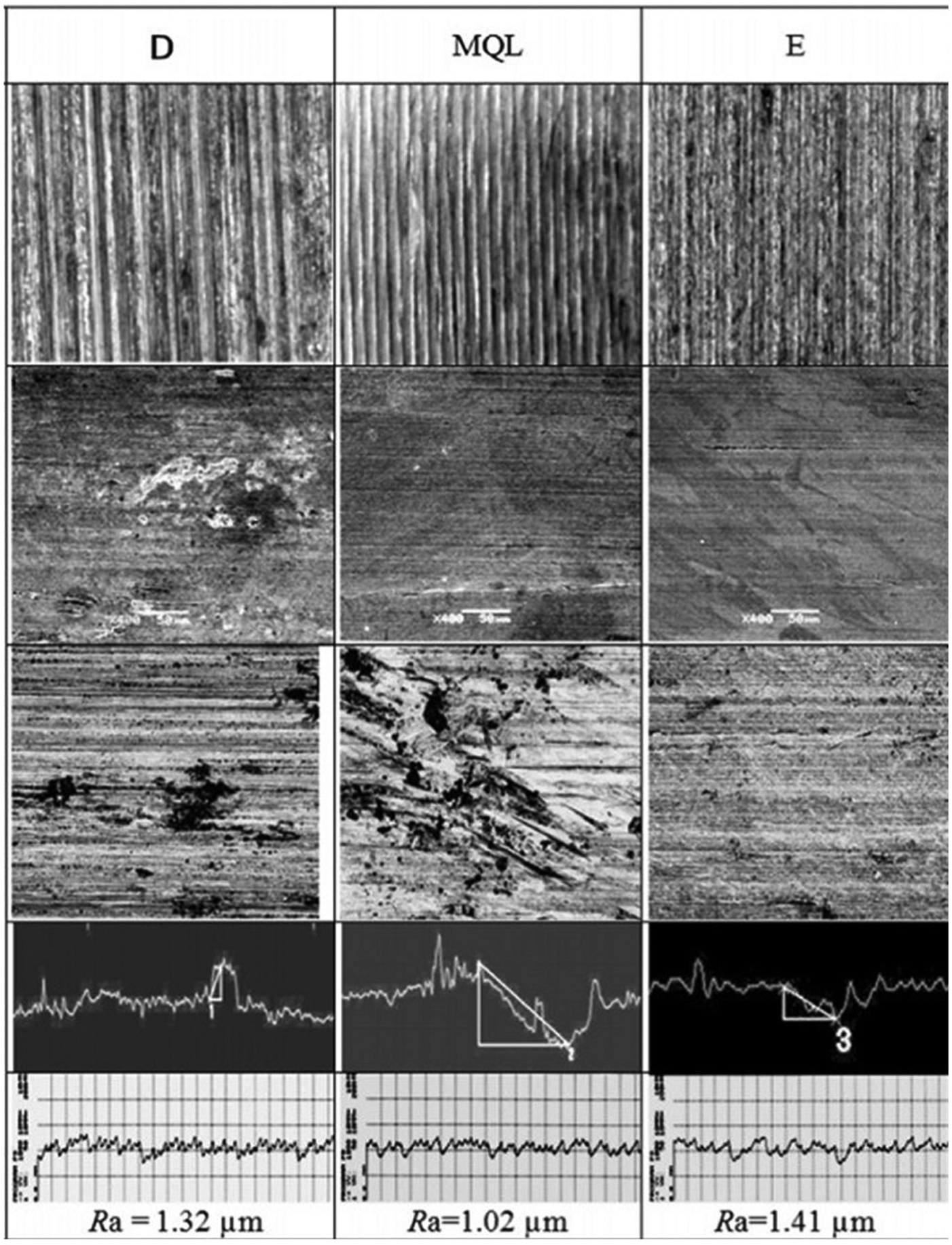
Surface topography depending on cooling and lubrication conditions at v c = 237 m/min, f = 0.08 mm/rev, and a p = 1 mm (D: dry cutting; E: conventional emulsion cooling). 55
The main purpose of cutting fluid was to decrease cutting temperature, reduce friction, extend tool life, and improve machining efficiency or surface quality. But not all the use of cutting fluid could reduce the wear of the tool or improve the surface quality. 56 Some researches showed the opposite results, and the experimental data indicated that dry cutting required less power and produced a smoother surface than wet cutting. 57 In these cutting conditions, it was more suitable for dry cutting, or maybe the cutting fluid was not correctly used. Based on models for cumulative tool wear, the effect of cutting fluid on machining of aluminum-based matrix composites was studied. 58 The results showed that high-pressure coolant neither improved nor deteriorated the tool life because of lack of lubricating films; the tool wear was even greater when machining with a new diamond tool. In face milling AISI 8640 steel using coated cemented carbide tool, dry cutting had the best tool life and surface finish, compared with mineral oil, semi-synthetic, and synthetic cutting fluids. Comb cracking was the main failure mode of the tool, and the cooling action of the cutting fluid was harmful. 59 The application of cutting fluid was not necessarily beneficial to tool life, and it would slightly increase the crater wear and even shift the position of the crater wear nearer the tool tip, with the worn crater became deeper and narrower. The flank wear was even more significantly affected at high speed, which drastically decreased tool life. 60
As mentioned above, like cutting performance, not all the use of cutting fluid could improve machined surface quality. 56 The effect of dry machining on surface integrity of Inconel 718 at semi-finishing conditions was investigated, compared with wet cutting. 61 The results demonstrated that in the machining affected zone, dry machining led to acceptable surface quality with residual stresses, surface roughness (as shown in Figure 10), and microhardness than in wet conditions, with no severe microstructure alteration.
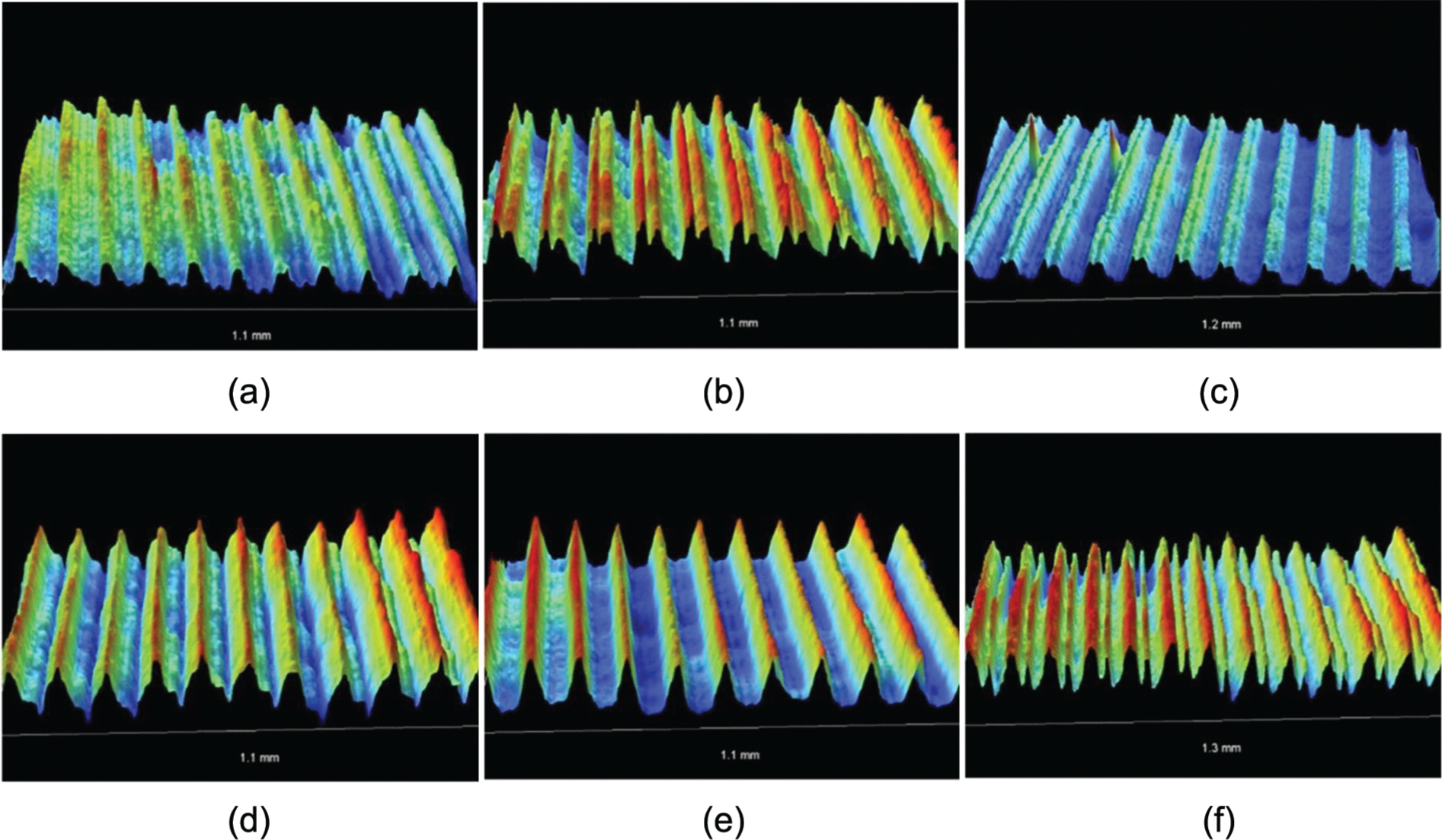
Surface quality at various cutting conditions: 61 (a) V = 80 m/min, dry conditions; (b) V = 60 m/min, dry conditions; (c) V = 40 m/min, dry conditions; (d) V = 80 m/min, wet conditions; (e) V = 60 m/min, wet conditions; and (f) V = 40 m/min, wet conditions.
The additives in cutting fluid
In order to improve the performance, different kinds of functional additives were added to the cutting fluids. The free-cutting additives (such as S, Ca, Cu, and Bi) directly affected the cutting performances and integrity of machined surface (hardness and strain-induced martensitic transformation of the austenitic stainless steels 62 ). The mechanical and physical–chemical mechanisms of additives were rather important and complex, 63 such as extreme pressure sulfur-containing additives. The polysulfide additive was found to exhibit the best efficiency in decreasing specific cutting energy and tool wear because of the formation of tribofilm between the steel and the protective platinum layer, as shown in Figure 11.
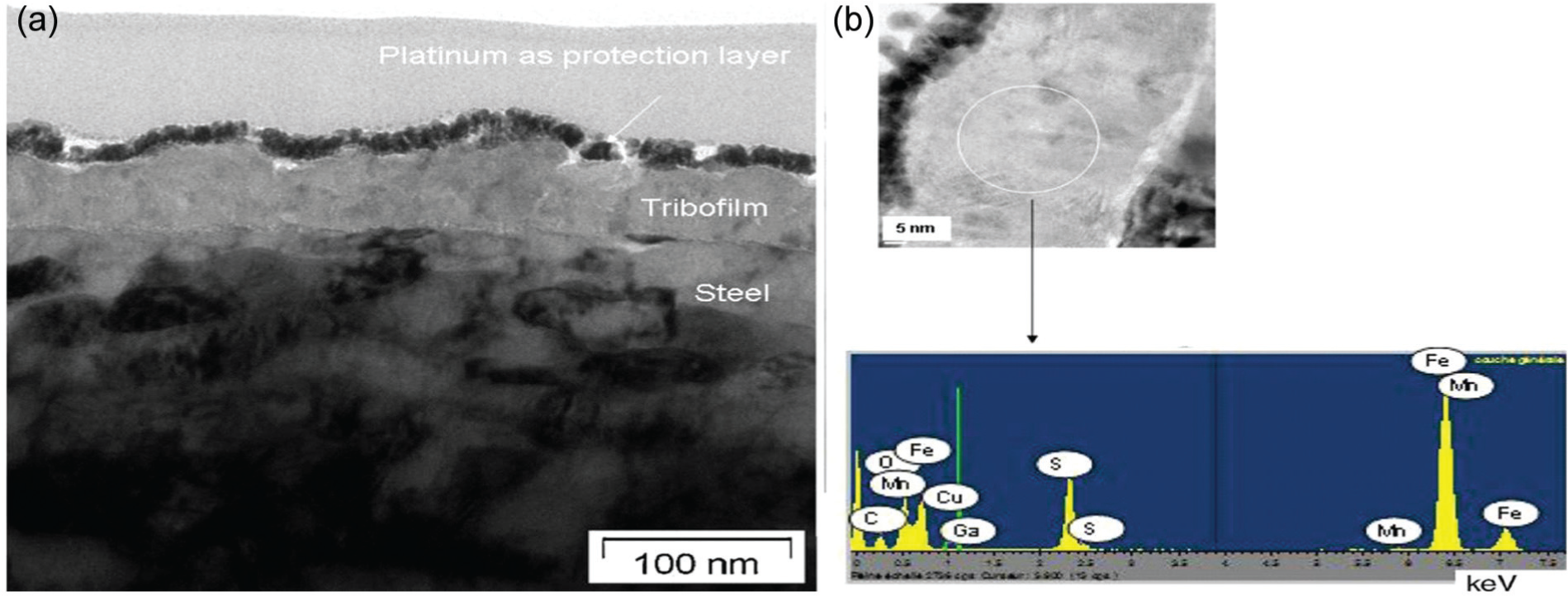
(a) TEM image of cross section of a chip and (b) EDS analyses of tribofilm. 63
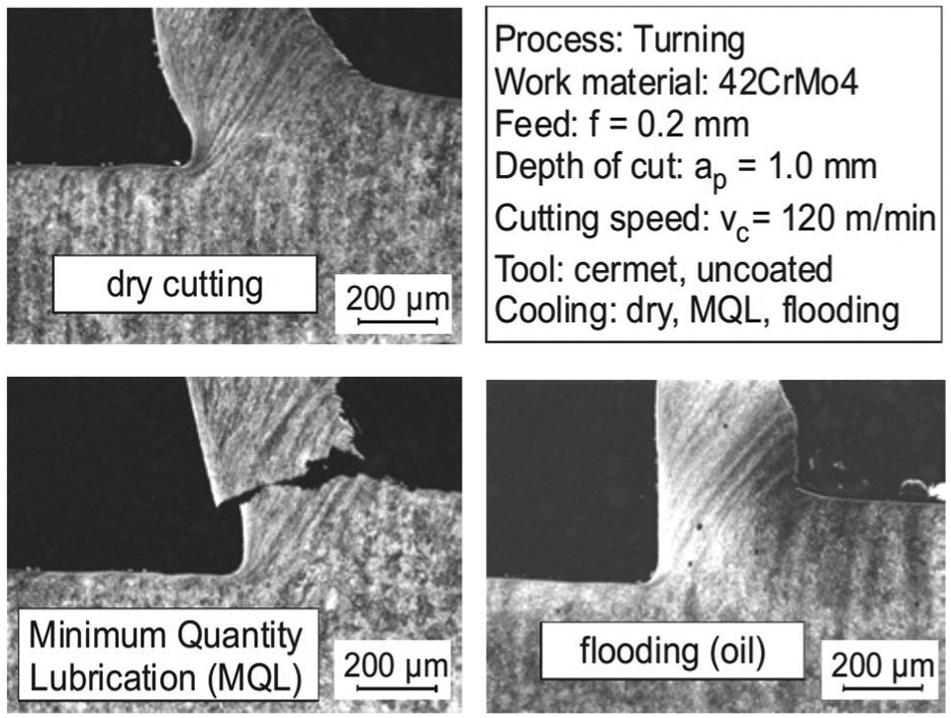
The additive concentration also influenced cutting force, surface roughness, and chip formation. 64 When milling of 42CrMo4 with uncoated HSS tools, the differences between cutting forces were small; an optimum concentration of the sulfur carrier was 5%, with the lowest cutting force and surface roughness. Due to passivity of phosphorus, the phosphorus carrier did not lead to the generation of reaction layers and only adsorption took place. The chip formation was also studied under dry machining, MQL, and flooding lubrication with mineral oil, as shown in Figure 12. It seemed that shear angle increased with increasing lubrication.
Concentration of emulsifiers (anionic, nonionic, and cationic surfactants) affected extreme pressure properties of the oil-in-water emulsions. The contact angles could be used to characterize the relationship between wetting and lubricating properties. The ability to wet the surface played a key role in tribological behavior, and the lubrication effect mainly depended on type and concentration of the emulsifier. 65 Besides, the water also directly affected the properties of the cutting fluids; for example, hard water had obvious impact on dilution of cutting fluid by a concentrate which contained cationic and nonionic surfactant mixture. 66
The effect on surface generation
In contact areas of tool–chip and tool material, machining processes were influenced by mechanical, thermal, and chemical actions. The properties of the machined surface were influenced by tribo-physical and tribo-chemical interactions between tool, workpiece, cutting fluid, and other surrounding environment medium. Meanwhile, the freshly cut surface also decided the friction state. 67 The chemical mechanisms of cutting fluid included chemical interactions between various participating surfaces and the chemical state of the machined surface. 68 Adsorption or reaction layers were generated on the surface after machining, which could not be removed by a normal cleaning process. Chemical surface alterations would influence subsequent production or service performance. Figure 13 shows the generation and effects of reaction layers on the surface in machining. 64 Typical machined surfaces were covered with several different layers, 69 as schematically illustrated in Figure 14. The outermost was a contamination layer (dirt, oils, greases, residues of machining process, etc.); the next were thin adsorption layer and reaction layer; innermost was a thick boundary layer formed by machining process with deformed grain structure.
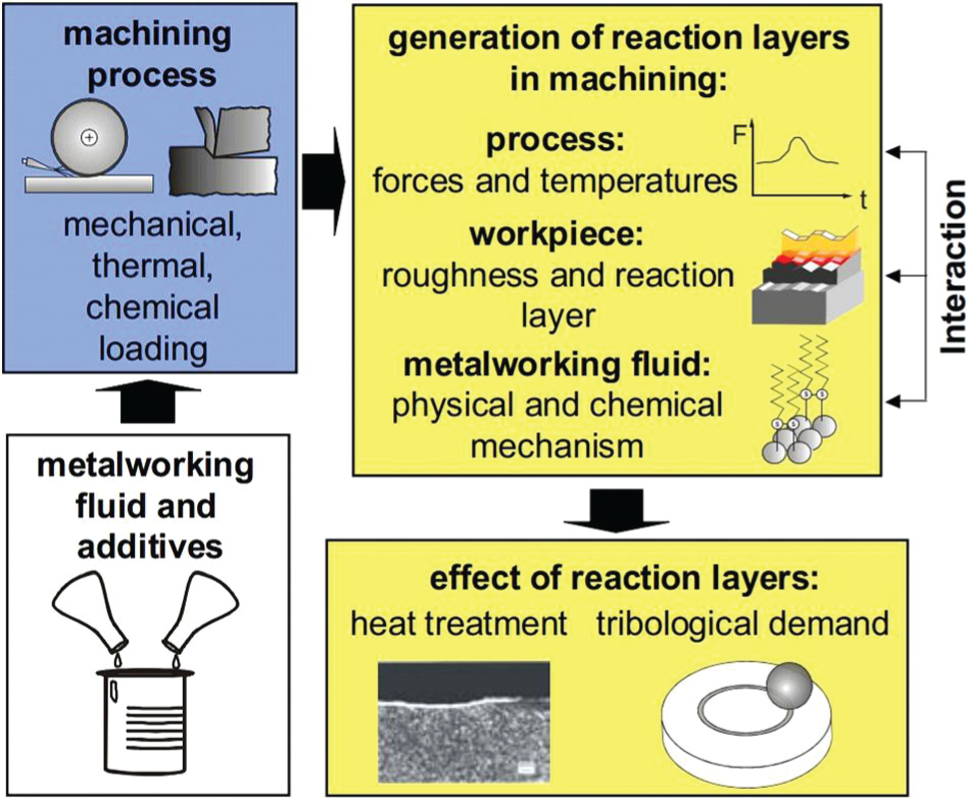
The generation and effects of reaction layers on the surface in machining. 64
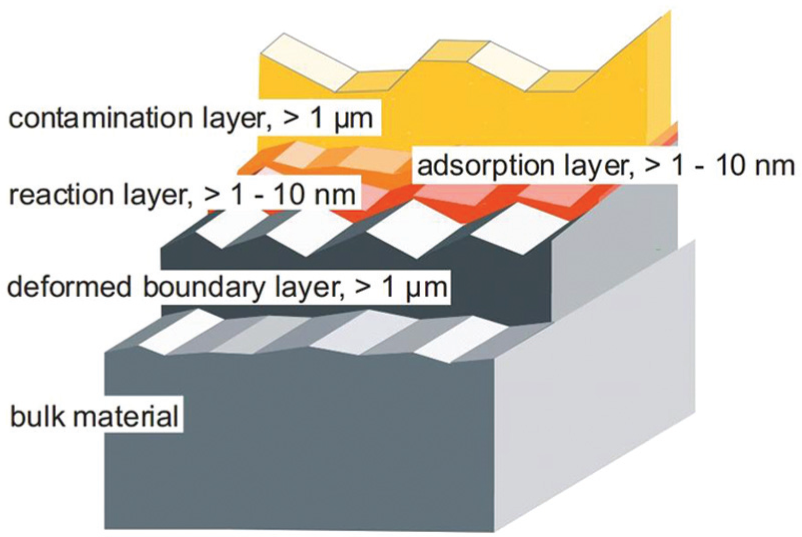
Boundary layer of the machined surface. 69
The chemical effect of cutting fluid on machined surface would change the element contents of the surface or subsurface, 64 as shown in Figure 15. There was a measurable sulfur peak at a depth of 1.5 nm with 5% sulfur carrier in the basic oil. The sulfur additive reacted with the freshly generated, chemically active metal surface and formed a reaction layer of iron sulfide. A correlation between sulfur in the mineral oil and sulfur at the machined surface was found. Changes in element contents of the surface and subsurface would result in the differences of performance of the machined surface.
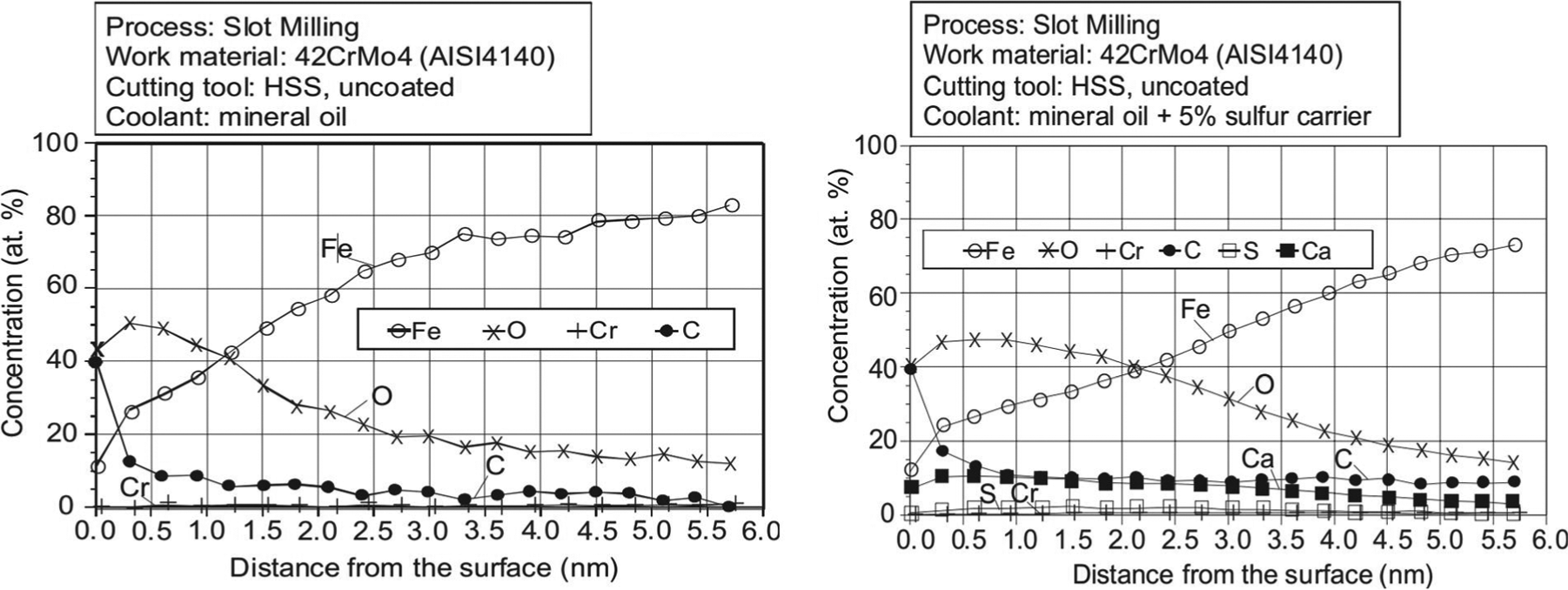
Depth profile of concentration milling with mineral oil and sulfur additives. 64
Due to the difficulty of experiments and detecting, some new methods were used for evaluation of the cutting fluid. Molecular dynamics simulation was used in investigating the effect of cutting fluid on surface generation and tribological contact conditions during material removal processes. 70 Figure 16 shows the snapshots of the material removal process with/without cutting fluid. The arrows in Figure 16(a) showed the fluid atoms approach chip and workpiece surface and seem to diffuse into it. It was found that the chip length was shorter with fluid, as shown in Figure 16(b) (black arrow). White arrows showed that the contour of the generated surface contained more atoms with the consideration of the fluid, and it was a bit smoother than vacuum condition. The shear stress and temperature were also analyzed, but the increase in temperature of the workpiece surface was still a matter of analysis. 70 Besides, combining electrochemical impedance spectroscopy (EIS) and multivariate data analysis, an evaluation model of concentration and pH of the cutting fluids was proposed, 71 which was vital for tooling processes and online quality monitoring.
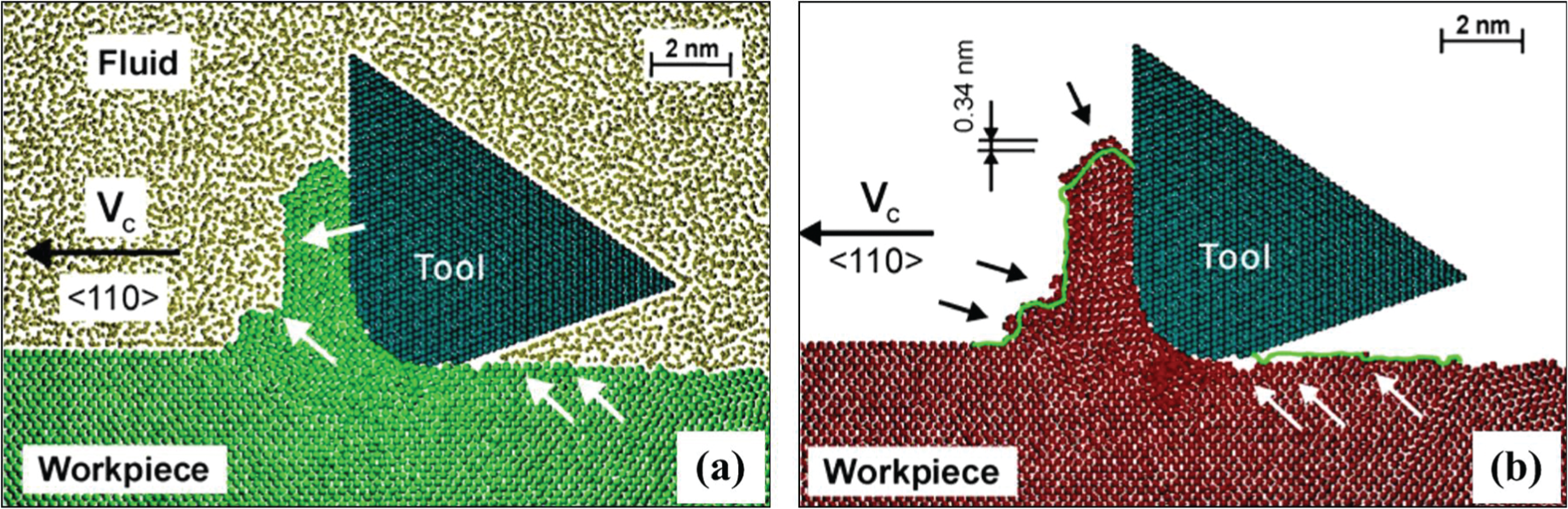
MD machining simulation with (a) fluid after 230 ps and (b) vacuum after 230.7 ps. 70
Environmentally friendly cutting fluids
New environmentally friendly cutting fluids
Cutting fluid played an important role in metal machining, but it also had considerable environmental and operator’s health impact.72,73 The major defects were the environmental and health impacts with the costs associated during their use, maintenance, and disposal. 74 The cutting fluid posed significant health and environmental harms throughout its life cycle, and pretreatment methods like centrifugation, chemical coagulation, and electrochemical coagulation had been evaluated. 75 Development of eco-friendly/biodegradable lubricants was an important way to reduce the side effects of cutting fluid. 76 Many researches were in progress to develop new type and environmentally friendly cutting fluids available around the world,77,78 or even cool air 79 and gaseous and liquid nitrogen. 12
Natural vegetable oils were highly attractive substitutes for mineral oils because they are renewable, less toxic, and biodegradable, 6 such as emulsions of soybean oil or modified soybean oil and water, prepared with ionic and nonionic surfactants. 80 Coconut oil was also used as the cutting fluids because of thermal and oxidative stability, and it performed better on the basis of tool wear and surface finish while turning AISI 304 stainless steel. 81 With the application of 50 nm particle size of boric acid solid lubricant as suspensions in coconut oil, due to lubricating action of boric acid, temperature, tool flank wear, and surface roughness were decreased significantly with nanolubricants compared to base oil. 82
New formulations of vegetable-oil-based cutting fluids showed even better performance than mineral oils on surface integrity, thickness of strain hardened layer, and dimension accuracy. 83 Biodegradable vegetable oil was also used in minimum quantity cooling lubrication (MQCL) during end milling Inconel 718. 84 Considering extension of tool life and reduction of cutting forces shown in Figure 17, the results showed that MQCL cutting with vegetable oil could effectively improve the machinability of Inconel 718.
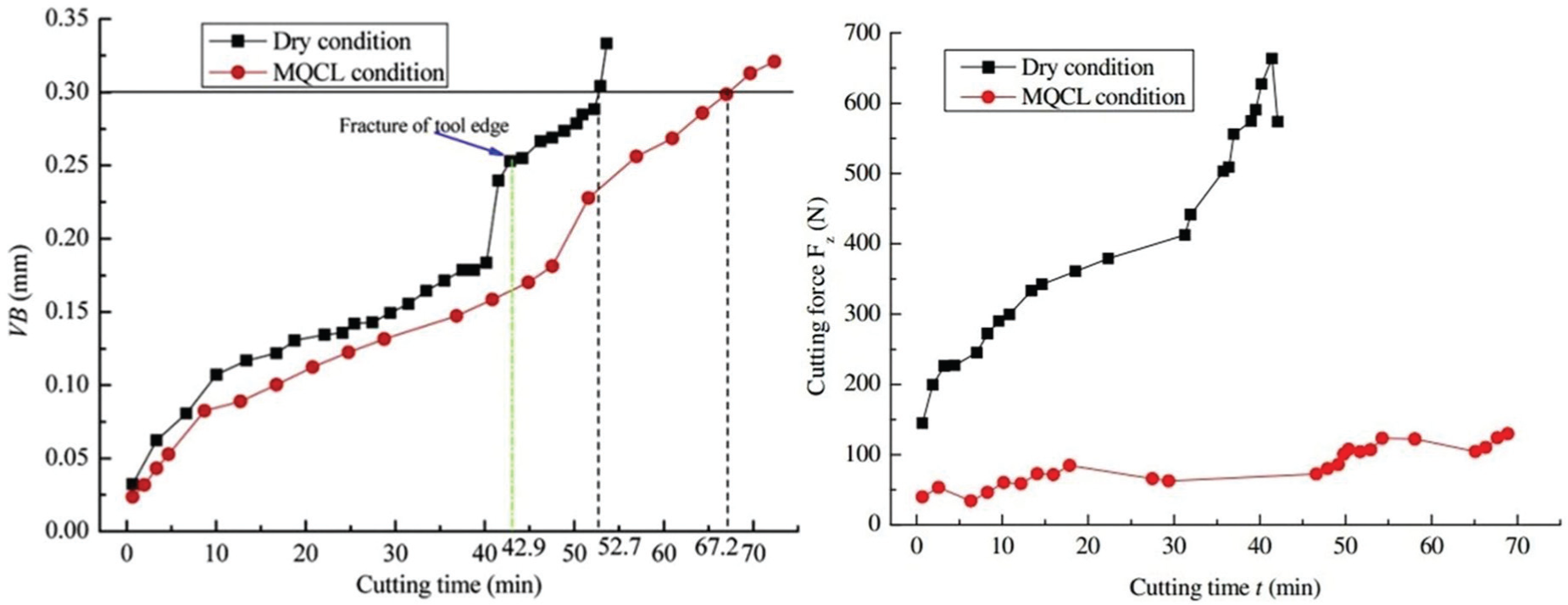
Tool wear V b and cutting force F z under different cutting conditions. 82
Disposal of cutting fluids
During machining process, the cutting fluid changed due to chemical reactions between components, tool and workpiece surfaces, metal particles, and temperature on contact surfaces. Metal particles in cutting fluid were in the form of tiny chips, grains, coils of fine wire, and so on, depending on cutting process, operating conditions, cutting fluid characteristics, and coolant systems. The tribological processes, wear and failures on tribo-mechanical system elements of machine tools, were also affected by the changes in the cutting fluid. 85 The cutting fluid contamination also contained microbial and the laboratory-based fluid biocontamination, and their ability to survive in real coolant systems of metal cutting was confirmed. 86 There were direct and indirect associations of the identified microorganisms with the potential health risks. The potential of biodegradation for cutting fluid was also evaluated. 87
Summary
With consideration mainly on basic functions of cooling, lubricating, cleaning, and rust protection, the state of art on cutting fluid research mainly focused on the following aspects from the summarization of literature review:
Applying method and penetration capacity to the cutting zone;
Effects on cutting force, tool abrasion, and chips deformation;
Effects on machined surface roughness, residual stress, and hardness;
Development of new kinds of green cutting fluid.
The effect of cutting fluid on surface microstructure evolution and elemental composition changes was studied preliminary, but the workpiece materials were mainly simple crystal structure and lack targeted analysis of complex tissue components. Dynamic process analysis of time-varying characteristics of the cutting fluid was also inadequate, and research on matching of cutting fluid and the workpiece material was also necessary. Current research results and measurements were usually performed under normal temperature, lacking the analysis of material removal at instantaneous high temperature, high pressure, complex stress, and high strain rate.
Results and discussion
Missing links
Recently, due to the development of precision machining, compared to machining efficiency and tool life, high machined surface quality becomes more and more important, especially for the precision parts working in extremely harsh environments with long life and high stability requirements. The effect of cutting fluid on machined surface integrity and service performance in precision machining will become an important research direction of cutting fluid technology.
The micro-scale construction of cutting fluid is inhomogeneous, for example, emulsion type. The components of the emulsion-type cutting fluid adsorbed on the fresh machined surface may be oil, solid pollutant particle, surface active molecule, water-soluble substances, or even water molecule, as shown in Figure 18. The interactions between the different adsorbed components and the surface will result in the surface micro-inhomogeneity. Similarly, spray cooling will also cause heterogeneity of machined surface.
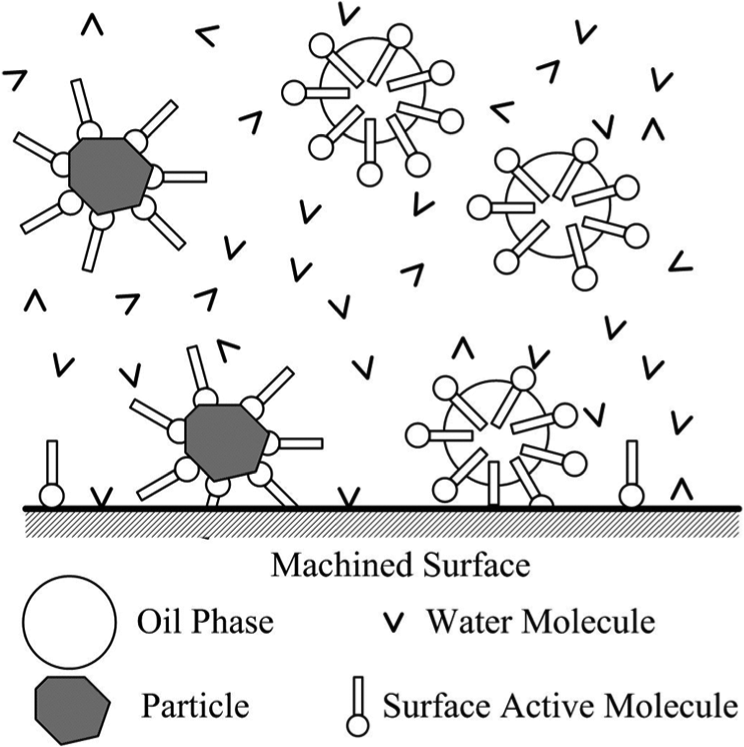
Adsorption state of the cutting fluid on the surface.
In addition to four basic functions, cutting fluid will also significantly impact the metallographic structure and composition of the machined surface: during cutting process, the cutting fluid is under high temperature, high pressure, and complex stress environment; the fresh machined surface is with high activeness (as shown in Figure 19(a)), and complex adsorption, reaction, and diffusion layer will be formed on the surface (as shown in Figure 19(b) and (c)); electrochemical and chemical effect between cutting fluid and workpiece material will result in the loss of effective alloying elements and damage of the material in the scope of grain and grain boundaries (such as intergranular corrosion); penetration, diffusion, and surface residues of the cutting fluids will affect the microstructure and composition of the surface and subsurface in a long time. Cooling and lubricating properties of cutting fluids will affect the material removal process and the material and geometry properties of the machined surface. Moreover, composition and performance of cutting fluid will vary with the extent of the life cycle and pollution, and further reflected in the quality of the machined surface. The change in machined surface quality and penetration, diffusion, and residue of the cutting fluid will directly affect the lifetime and stability of the workpiece during the period of service, especially for the parts working in extremely harsh environments such as high temperature, high speed, and high load.
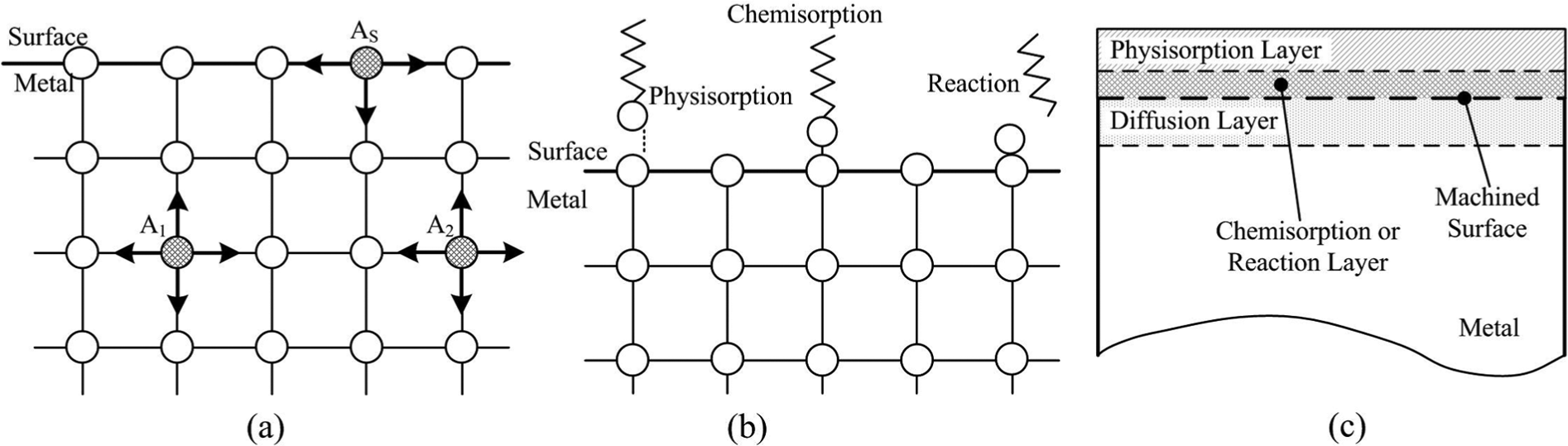
Adsorption, reaction, and diffusion state of the machined surface: (a) fresh machined surface, (b) absorption state of surface, and (c) state of surface layers.
Need of research
Based on the analysis, we believe that the research on effect of cutting fluid on machined surface quality should include the following, and in our research group, these researches are moving forward:
Physical and chemical mechanisms between cutting fluid and metal
The development and preparation of cutting fluid are aimed at universality of varied workpiece and processing. However, each metal corresponds to a certain optimum cutting fluid in precision machining. There is matching problems between metal and components of cutting fluid independent of cutting process. Components of cutting fluid and physical–chemical states determine the wetting and adsorption properties on metal surface, which further affect the chemical corrosion and electrochemical performance. Physical–chemical mechanisms of cutting fluid on metal surface directly determine the defect and performance of material surface.
Action mechanism on fresh machined surface during machining process
There are complex interactions between cutting fluids and fresh machined surface under high temperature, high pressure, and complex stress caused by cutting process. The adsorption state of the cutting fluid on the fresh machined surface with high activeness is extremely complicated, causing the surface diffusion, residual and pollution, grain boundary corrosion, and loss of effective alloying elements. Meanwhile, different cutting fluids will cause differences in surface quality such as residual stress, microhardness, and microstructure.
Action mechanism in the period of long-term service
The component of cutting fluid has different adsorption property at the metal surface, and it is hard to clean all of them after machining, especially for that adsorbed via chemical adsorption. Residual cutting fluids will continue to act on the workpiece surface in the service environment in a long time, in extremely harsh environments such as high temperature, pressure, and load. Surface defects caused by the cutting fluid will expand rapidly in the service process, causing the service performance degradation. The differences in stress, hardness, and microstructure of machined surface under different cutting fluids will also affect the service performance and life.
Stability of the composition and physical and chemical properties of cutting fluid
The composition and physical and chemical properties of the cutting fluids change with different applied period and pollution levels in practical processing. The surface adsorption characteristics of the cutting fluid also change, which will result in different effects on chemical and electrochemical corrosion of metal surface. Geometry and material property of machined surface will also dynamically change during the cutting fluid usage. Stability of components and physical and chemical properties of cutting fluids have a great effect on surface quality and service performance of machined surface.
Evaluation method of the effective use of cutting fluid
Aiming at high quality and long service life of machined surface, evaluation method of effective use of cutting fluid in precision processing should be established. The key issues intended to be resolved are changes in physical and chemical properties of cutting fluid and the adsorption properties on the machined surface; physical/chemical/electrochemical action mechanism of the interaction between cutting fluid and the machined surface during machining process; effect of cutting fluid on microstructure, elemental composition, grain, and grain boundary of machined surface; and action mechanism of cutting fluid on service performance of the machined surface.
Preliminary experimental results
Preliminary experimental study on the effect of cutting fluid on milled surface quality of a certain kind of low Cr iron-base alloy (the content of Cr: 1.2–2.0 wt.%) was carried out. Cutting tests were carried out on a HAAS computer numerical control (CNC) machine tool, and two kinds of cutting fluids which were commonly used in actual production (denoted as CF-1 and CF-2; CF-1 was an emulsion with additives containing Cl and CF-2 was a semi-synthetic cutting fluid without Cl) were selected during cutting processes, compared with dry cutting. The cutting tools were coated cemented carbide inserts (KC725M; Kennametal). The cutting parameters were as follows: cutting speed v = 158 m/min, feed rate f = 0.12 mm/r, and depth of cut a p = 1 mm. Composition and properties of different machined surface were analyzed preliminary.
The Cr contents of different specimens on a certain depth of the machined surface (every 2 µm) were obtained by energy-dispersive X-ray (EDX) analysis. For each sample, eight points at each depth were measured, and the average of Cr contents was shown in Figure 20. Compared to CF-2, CF-1 containing Cl would result in the loss of Cr in the machined surface, and the depth of the influenced layer was approximately 2–3 µm. It was because the permeability of Cl- was high and it was easy to go through the surface defects, combined with Cr to form the complex CrCl3·nH2O. The metal Cr constantly dissolved as Cr3+, and the Cr content in the machined surface reduced.
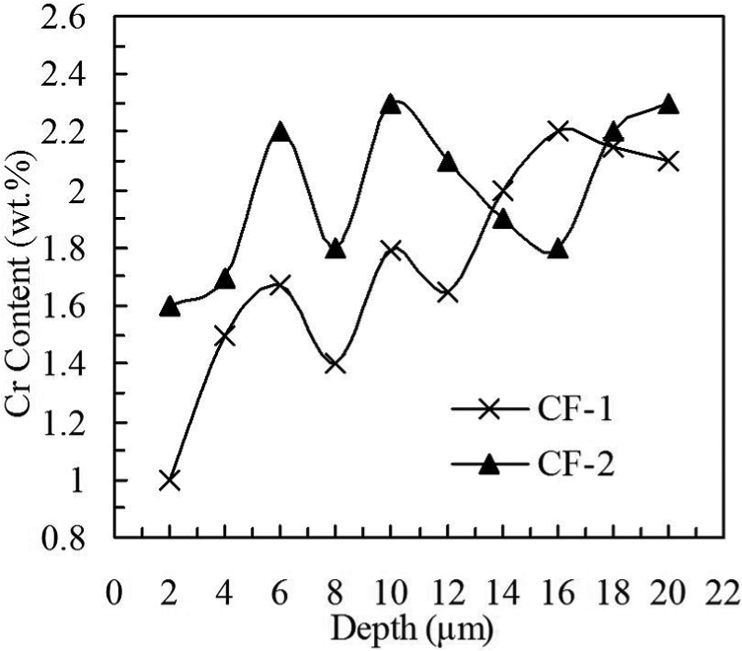
Cr contents of the machined surface under different cutting fluid conditions.
The machined surface morphologies under different conditions of cutting fluids were denoted in Figure 21. For each sample, six different areas of the machined surface were measured, and the roughness was the average of them, as given in Table 1. It was easy to see that all the machined surface textures were regular. There were some undesired material flow like burrs when dry cutting, resulting in higher surface roughness. Cutting fluids could significantly reduce the roughness of the machined surface. However, under this cutting condition for this metal material, the difference between these two cutting fluids was not obvious. Comparatively speaking, the roughness of the machined surface was a little lower when cutting with CF-2.
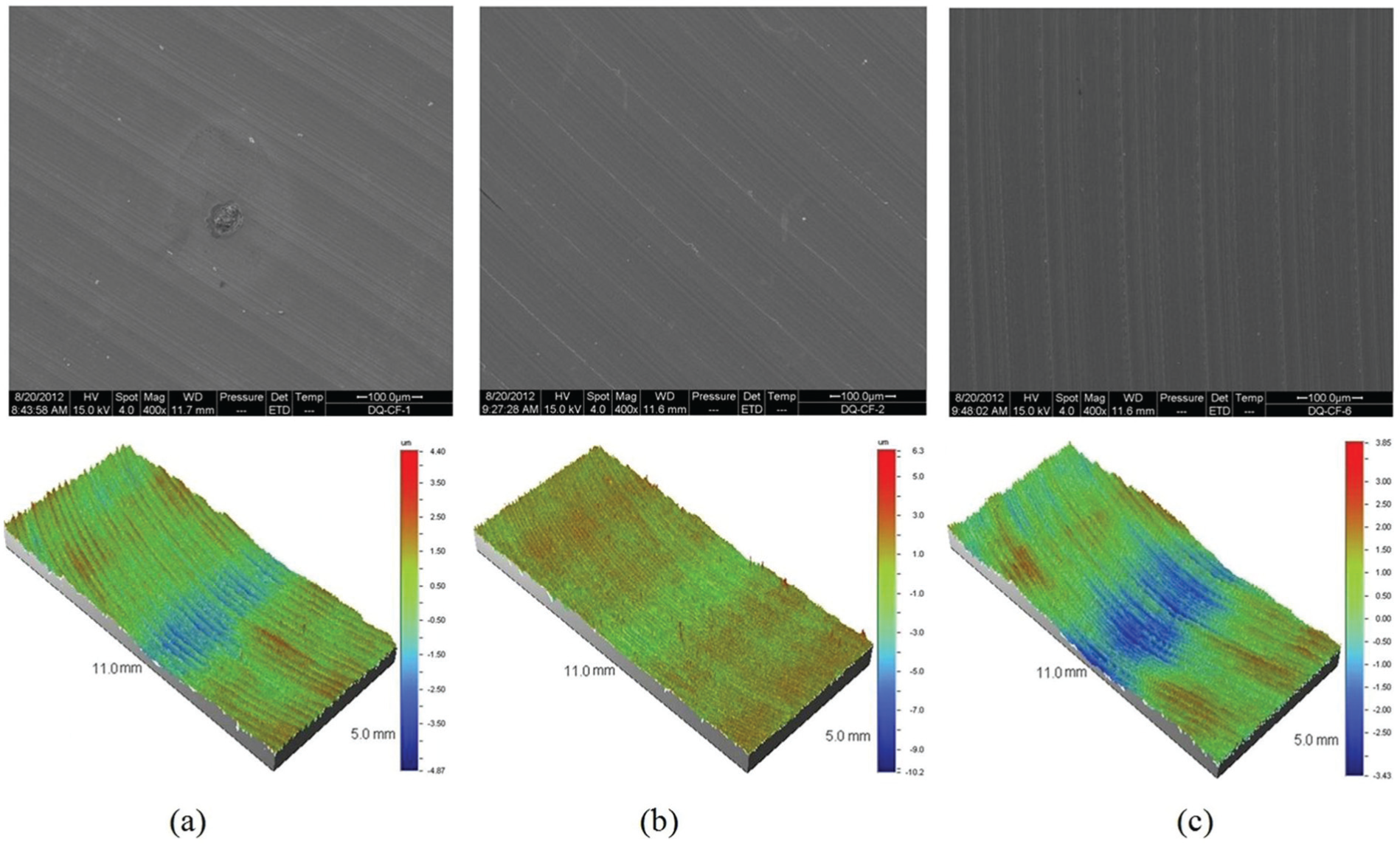
Machined surface morphologies under different cutting fluid conditions: (a) CF-1, (b) dry cutting, and (c) CF-2.
Machined surface roughness under different cutting fluid conditions.

The machined surface residual stresses along both the feed direction and the width direction under different cutting fluid conditions were denoted in Figure 22. Six different positions on each specimen were analyzed, and the measured positions of specimens under different cutting fluids were almost consistent. It could be seen that the residual stresses along both the feed and width directions under CF-2 conditions were small, even compressive stress in multiple positions, which is conducive to enhance the working life. These two cutting fluids can effectively improve the stress state of the machined surface, especially CF-2.
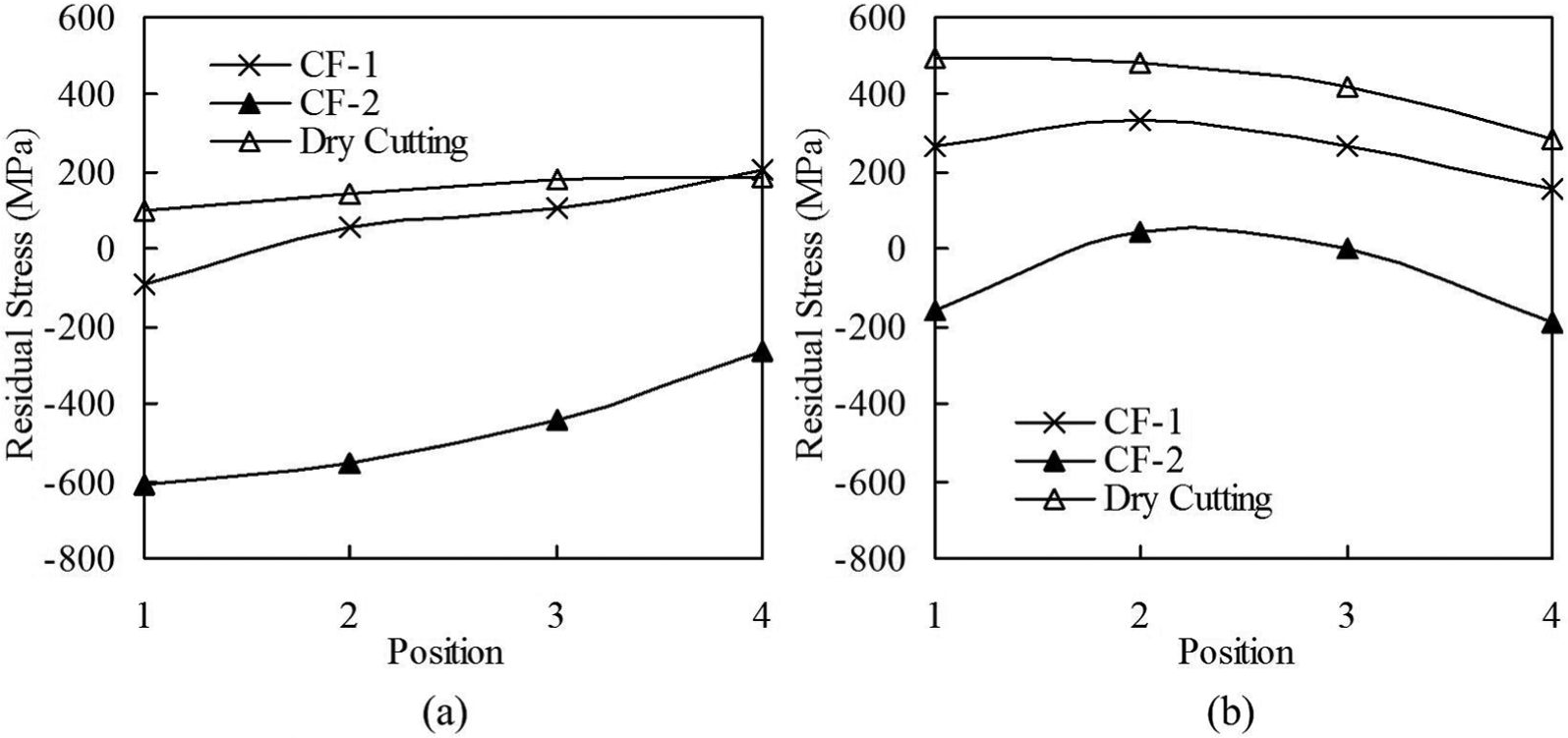
Machined surface residual stresses under different cutting fluid conditions: (a) the feed direction and (b) the width direction.
The microhardness gradient of different specimens on a certain depth of the machined surface was shown in Figure 23, which was the average of four different measurement positions. It indicated that the hardness of the surface machined with CF-2 was a little higher than that of CF-1 and dry cutting. The hardness of the surface might be relevant to work hardening and the state of stress. The depth of the hardened layer was about 20 µm.
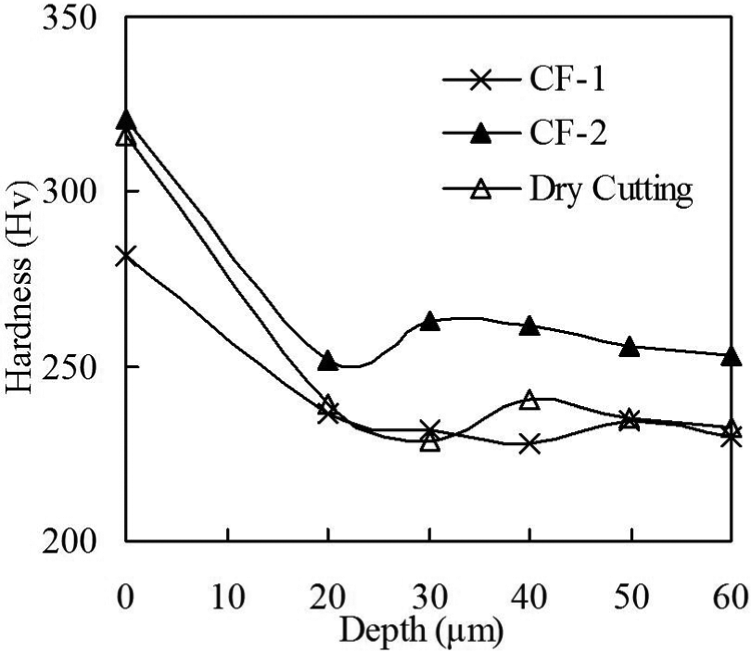
Microhardness of the machined surface under different cutting fluid conditions.
We also analyzed the morphology of the chips obtained under different cutting fluids, shown in Figure 24. The morphology of chip under dry cutting was typically serrated. CF-1 would lead to aggravation of serrated chips, while CF-2 caused the shift from serrated chips to continuous chips.
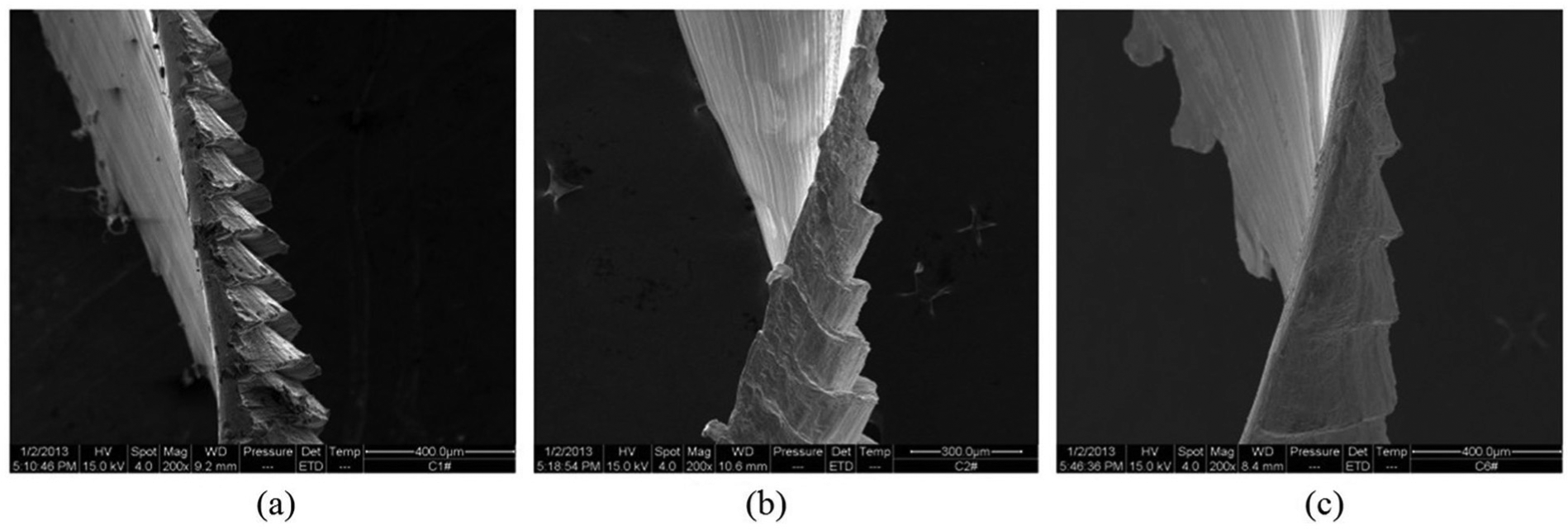
Micro morphologies of the chips under different cutting fluid conditions: (a) CF-1, (b) dry cutting, and (c) CF-2.
According to the preliminary experimental studies, we did find that in the cutting process, the material properties, geometric characteristics, and the corrosion resistance of the machined surface were significantly affected by different types of cutting fluids. Due to the lack of sufficient data and analysis, the current conclusion stays only in phenomenon. The action mechanism of cutting fluid on machined surface integrity and the service performance demanded considerable research.
Conclusion
In this article, a detailed review of literatures on cutting fluids applied in metal cutting was done. Based on the basic functions of cooling, lubrication, corrosion protection, and cleaning, the existing researches mainly focused on the application strategies and penetration capability, processing performance, new types of environmentally friendly cutting fluids, and preliminary machined surface quality.
Due to the development of precision machining, high machined surface quality becomes more and more important, especially for the parts working in extremely harsh environments with long life and high stability requirements. There are matching problems between the cutting fluids, the workpiece materials, and the process parameters. Preliminary experimental research was investigated, and the results indicated that the machined surface quality was significantly affected by different cutting fluids. The effect of cutting fluid on machined surface quality and performances will become an important research direction in cutting fluid technology.
According to the literature review and the fundamental research in our group, we believe that further research on effect of cutting fluid on machined surface quality should include the following, and these related researches are moving forward in our research group.
Physical and chemical mechanisms between cutting fluid and metal;
Action mechanism on fresh machined surface during machining process;
Action mechanism in the period of long-term service;
Stability of the composition and physical and chemical properties of cutting fluid;
Evaluation method of the effective use of cutting fluid.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by “Beijing Institute of Technology Research Fund Program for Young Scholars,”“Independent Research Project of State Key Laboratory of Tribology (Key Project, SKLT2013A01),” and “National Science and Technology Major Project (2013ZX04009022).”