
Abstract
Macor ceramic has been well recognized as an eminent engineering material which possesses enlarged industrial usage owing to its excellent and versatile properties. However, its fruitful and economic processing is still unanswered. This article has targeted to experimentally investigate the influence of numerous process variables on machining characteristics in rotary ultrasonic machining of Macor ceramic. The impact of different input factors, namely, spindle speed, feed rate, coolant pressure, and ultrasonic power has been appraised on process responses of interest, that is, material removal rate and chipping size. The experimental plan was designed by employing response surface methodology through central composite rotatable design. The variance analysis test has also been performed with a view to observe the significance of considered parameters. Microstructure of machined samples has also been evaluated and analyzed using scanning electron microscope. This analysis has revealed and confirmed the presence of dominated brittle fracture that caused removal of material along with the thin plastic deformation in rotary ultrasonic machining of Macor ceramic. The reliability and competence of the developed mathematical model have been established with test results. The multi-response optimization of machining responses has also been done by utilizing desirability approach, and at optimized parametric setting, the obtained experimental values for material removal rate and chipping size are 0.4762 mm3/s and 0.3718 mm, respectively, with the combined desirability index value of 0.937.
Keywords
Introduction
In the clan of technically advanced engineering ceramics, Macor ceramic is seriated as one of the highly demanding material which acquires an unrivaled combination of excellent and superior thermal, mechanical, and electrical and chemical properties, that is, better hardness, chemical durability, excellent wear resistance, better heat resistance, good thermal conductivity, and high temperature stability. Thanks to the above-stated versatile properties of Macor ceramic, owing to which it covers a broad-ranged application in several industries such as medical and laboratory equipments, aerospace, electronics, and automobile1–3 More distinctively, Macor ceramic is used in welding nozzles, dentistry, space shuttle parts, windows, electrode support, and so on.2,3 Regardless of exceptional competencies, its machining with various processing methods (sawing, turning, grinding, drilling, ultrasonically vibrated turning, etc.) does not provide productive solutions and casually results with several drawbacks such as high processing cost, surface defects, geometrical inaccuracies, lesser material removal rate (MRR), microcracks, and lesser accuracy, which further entangled its expansion to market.1,3–5 Hence, there is a favorable requirement to develop a cost-effective and highly accurate machining solution which can process this highly demanding ceramic in an effective way.
Among the available contemporary machining methods introduced for processing typical and advanced materials (i.e. ceramics and composites), rotary ultrasonic machining (RUM) method has been observed as one of the best suitable candidates which fits for precise processing of Macor ceramic material as this process produces thermal damage–free profiles along with high accuracy and enhanced MRR.6–9
RUM is a hybrid non-traditional machining solution that merges the mechanisms of conventional grinding and static ultrasonic machining (USM), reporting with enhancive MRR than that attained by either static USM or diamond grinding, utilized potentially to machine a wide range of latest and difficult-to-machine materials including ductile, hard and brittle, ceramics, and composites, and so on.10–14 In RUM, USM and conventional grinding occur simultaneously to remove material from the workpiece by microchipping and grinding action of the diamond abrasives. The mechanisms of material removal in RUM process have been found such as brittle fracture or microlevel chipping of the work surface. However, the removal of material can also take place by plastic deformation under the condition of very lower feed rate with high spindle speed. 15 In this machining process, a rotating hollow drill over which diamond abrasives are impregnated is vibrated ultrasonically and continuously fed toward the surface of the work. The coolant is continuously pumped through the core of the tool which washes off the swarf, inhibits overheating and scrumming of the tool, and places the machining zone cool.
Zhang et al. 14 performed an investigation to check out the impact of process variables in RUM of optical K9 glass by means of the compressed air. Hu et al. 15 used the design of experiments to assess the impact of input factors on MRR. Li et al. 16 experimentally studied the process variables on MRR and hole quality. Kuruc et al. 17 investigated the surface roughness (SR) in rotary ultrasonic milling of polycrystalline cubic boron nitride and validated the methods potential. When SiC matrix composites machined with RUM internal flanging and voids on the tool face were found to be influential for MRR directly, MRR of 13.0 mm3/s was obtained. 18 Ya et al. 19 experimentally analyzed the influence of machining variables on MRR while performing RUM of glass and found that MRR was higher with RUM than that produced with the stationary USM process. According to an experimental investigation carried out by Churi et al. 1 on RUM of Macor ceramics, it was revealed that spindle rotational speed at higher level and feed rate at lower level resulted in diminished cutting force.
While performing drilling operation in hard and brittle materials, edge quality is one of the major concerns as it directly reflects the accuracy of drilled hole. Experimental study on the optical K9 glass shows the feed rate as the most influential factors that affect edge chipping size (CS). 14 A slight decrease in CS was reported as ultrasonic power ranges from 20% to 40%, whereas for further increase in ultrasonic power from 40% to 50%, CS increased significantly. In RUM of Macor dental ceramics, results reported that spindle speed at a higher level, feed rate at a lower level, and ultrasonic power at lower level resulted with reduced CS. 1 Liu et al. 20 optimized the parametric setting for edge chipping in RUM of alumina oxide ceramic using diamond drills. In RUM of K9 glass, they concluded that the lower feed rate and higher spindle rotation could result into lower value of CS. 21 Lv et al. 22 pointed out that subsurface damages of lower order can be obtained at a spindle speed at 12,000 r/min and feed rate of 200 mm/min in RUM of optical glass BK7. Table 1 represents a review of literature on RUM of various materials.
A review of past investigations on RUM.
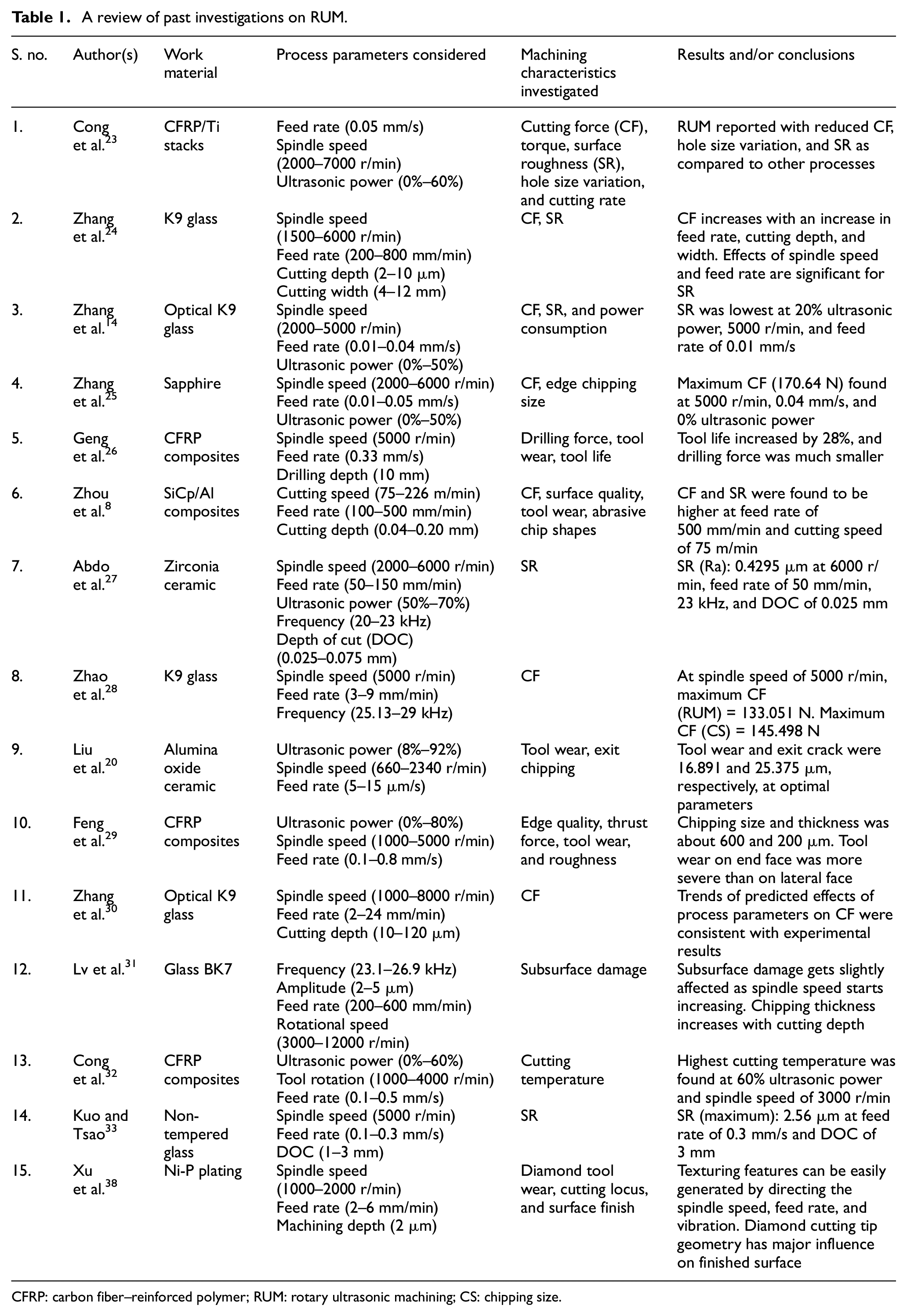
CFRP: carbon fiber–reinforced polymer; RUM: rotary ultrasonic machining; CS: chipping size.
It is revealed from the literature review that there has been only a single research study reported on RUM of Macor ceramic material. The use of response surface methodology (RSM) with a view to design the experiments along with the assessment of parameters’ influence on process responses has also not been carried out so far. The parameter termed as “coolant pressure” has been omitted throughout all the investigation performed in RUM of numerous work materials. The variable “ultrasonic power” has been investigated at very low level (30%–40%) in the past research studies. Thus, there is a need to expose the machining of Macor ceramic at higher power levels. Multi-response optimization of machining characteristics, that is, MRR and CS on machined rod (CS) has also never been attempted earlier in reported studies on RUM. The concurrent optimization of both the machining responses will further make the method’s applicability more meaningful while settling real-life industrial problems.5,34
In the contemplation of the above discussion, this article has been targeted to explore the impact of several process factors such as feed rate, spindle speed, ultrasonic power, and coolant pressure on machining characteristics, that is, MRR, and CS in RUM of Macor ceramic by employing RSM in the form of central composite rotatable design (CCRD). The mathematical model developed through this approach will be helpful in industrial revelation. Scanning electron microscopy (SEM) analysis of machined samples has been analyzed and presented. Wear mechanisms of tool in RUM of Macor ceramic have also been discussed by conducting the SEM analysis of lateral and end tool surface. Multi-response optimization has been attempted to optimize MRR and CS simultaneously using desirability approach. Figure 1 illustrates the pictorial representation of the considered parameters and investigated responses for this study.
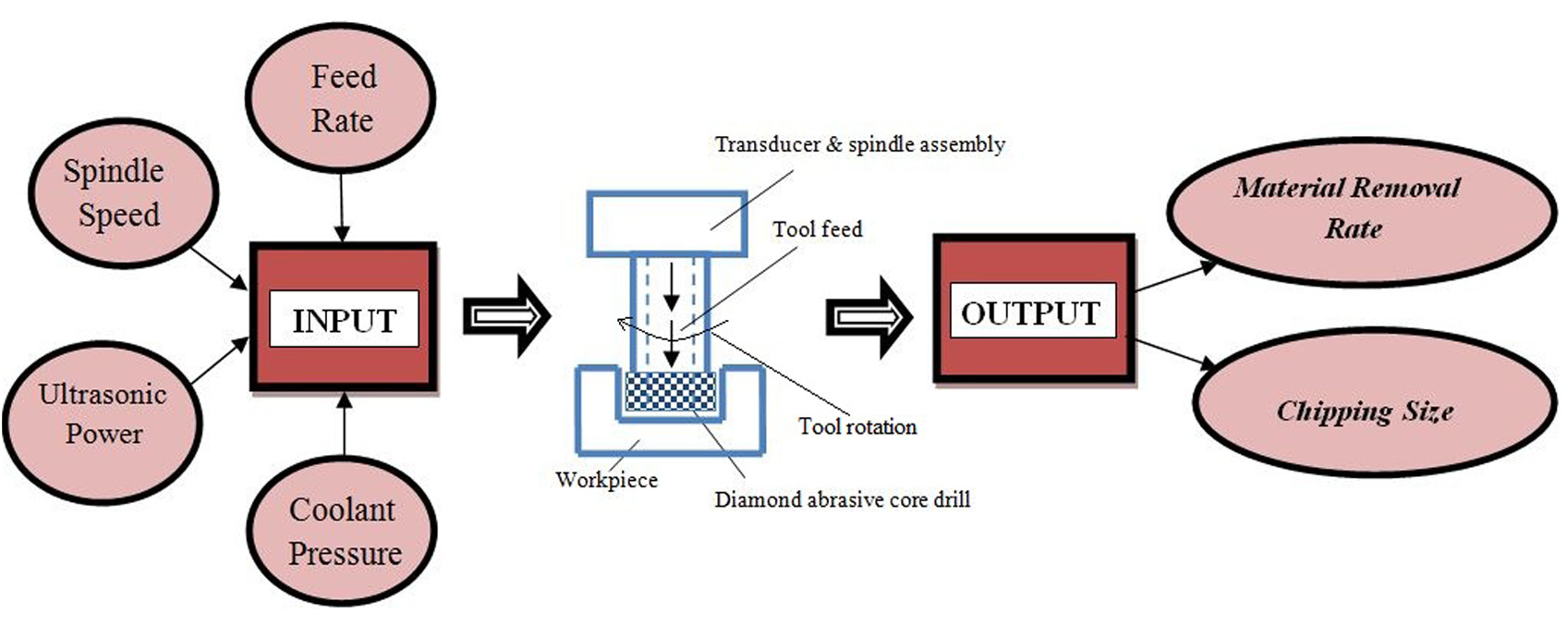
Considered process inputs and investigated responses.
Materials and methods
The Macor ceramic work material (45% borosilicate glass with 55% fluorophlogopite mica) was provided by element14 Pvt. Ltd. (Bangalore, India). Macor’s peerless microstructure makes it distinct from most variant ceramics and glasses.2,3 The fabrication process of Macor ceramic starts with the mixing of raw materials in a ball mill having alumina balls followed by melting at 1550 ° C for 2 h in a crucible (platinum–rhodium alloy). The molten metal is further casted on a steel mold of desired shape (rectangular). The adequate nucleation was attained by heat treating the prepared samples at 680 °C for 2 h. During this process, the re-crystallization of chondrolite phase to smaller platy crystals of norbergite also takes place. 2 This further creates an extremely interconnected array of two-dimensional mica crystals diffused in a brittle glassy matrix.
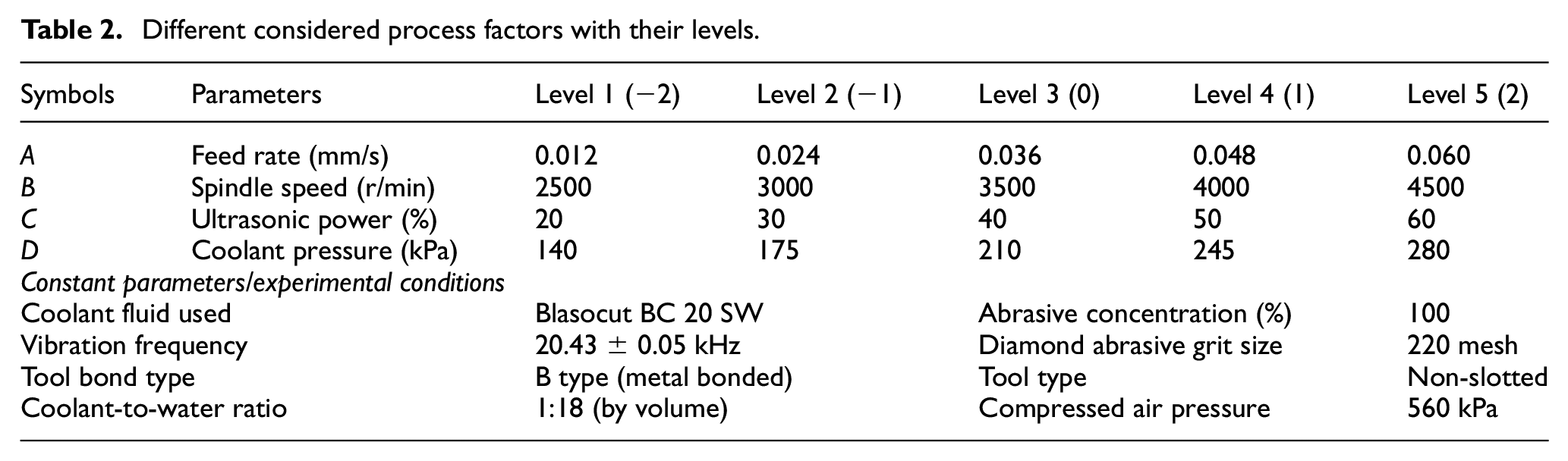
The present investigation involves the rotary ultrasonic drilling of Macor ceramic under the influence of a distinctive set of experimental conditions. To investigate MRR and CS in RUM of Macor ceramic material, four input process parameters, namely, the feed rate, spindle speed, ultrasonic power, and coolant pressure were selected, as represented in Table 2. Experimental trials were performed with a view to select the levels and range of the considered process variables by observing the trends of the impact of these variables on the considered responses. The fixture was fabricated for placing the workpiece under the cutting tool.
Different considered process factors with their levels.
In this investigation, Macor ceramic has been selected as work material with the dimensions of 50 × 50 × 4 mm. Metal-bonded (bond type: B) diamond-impregnated hollow drill was utilized for conducting the experimentation work. The inner and outer diameters of the core drill were 4 and 5 mm, respectively. The diamond abrasive grits bonded over the tool tip were having a mesh size of 220. Blasocut BC 20 SW water-miscible cutting fluid (Blaser Swisslube Inc., Goshen, New York, USA) was employed as the coolant after being diluted with deionized water at 1–18 ratio. It is mainly a mixture of mineral oils (50%–70%), emulsifiers (10%–20%), extreme pressure (EP) additives (1.0%–6.9%), and inhibitors (1.0%–4.9%). Good stability, better rinsing behavior, and higher cutting performance make this particular coolant fluid more applicable in wide-ranged machining operations.
The experimentation was performed on “Series 10 Knee-mill” rotary ultrasonic machine setup (Sonic-Mill, Albuquerque, NM, USA). Figure 2 illustrates the major constituents of RUM setup along with its machining zone. The machining zone consisting horn, fixture, diamond core drill, Macor ceramic workpiece, and coolant fluid flow is also represented in Figure 2.
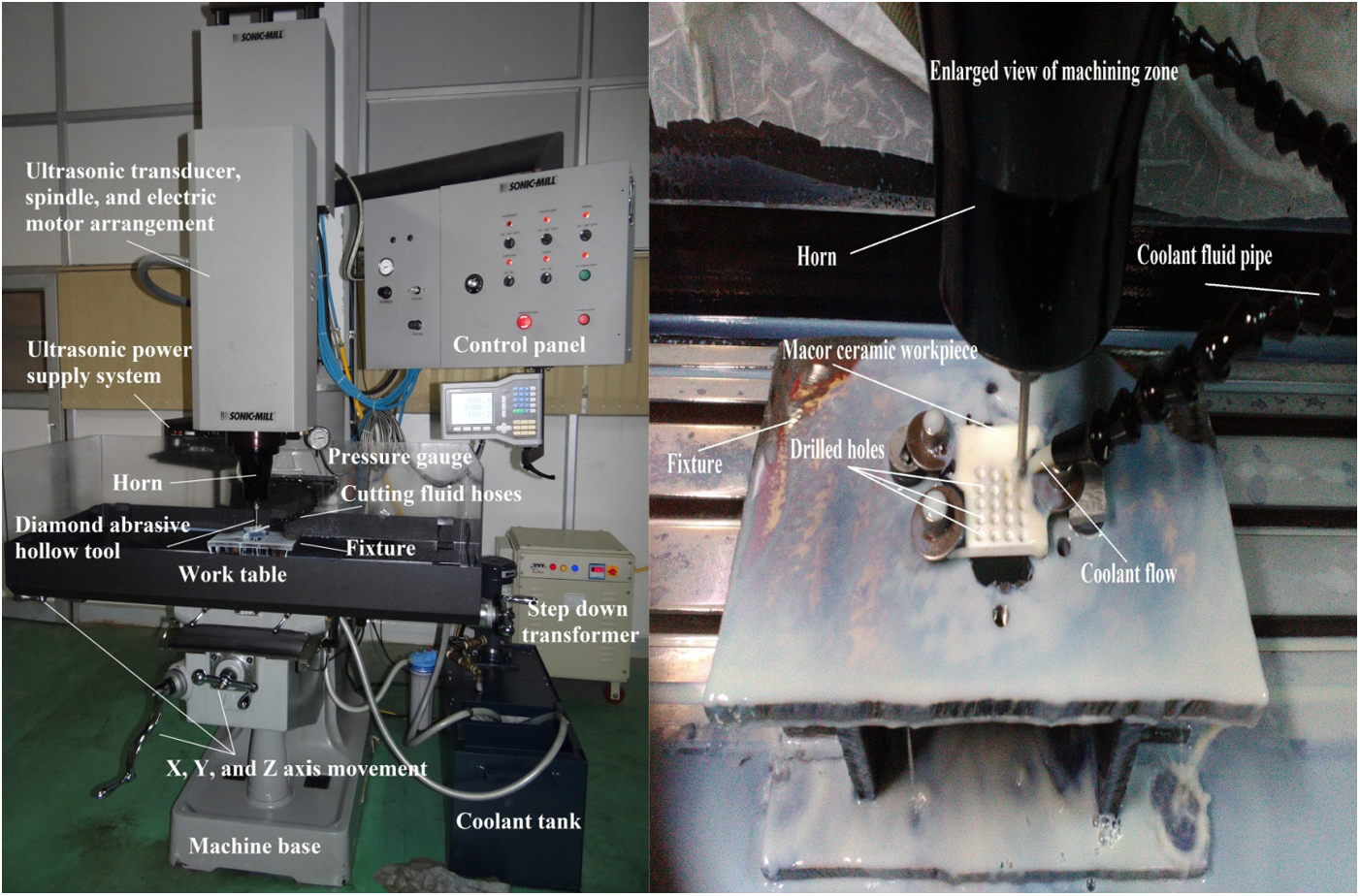
Detailed illustration of experimental setup.
Experimentation and data collection
In this study, the main experiments were planned and designed using a design of experiments technique called as “RSM” through CCRD. For this purpose, statistical software known as “Design-Expert 9.0” (State-Ease, Inc., Minneapolis, MN, USA) was utilized. There were four process variables in the experimental plan totally, and all were having five levels. As per the experimental design plan, all the 30 runs were conducted in a complete randomized manner with a view to minimize experimental error. The entire experimental plan was replicated twice, that is, consisting of total 60 runs. For the further statistical analysis, mean value of two observations is considered. Table 3 represents the complete experimental design plan along with the average values of considered responses. In this work, MRR has been investigated as production-based response, whereas CS was explored to evaluate the quality of drilled hole in RUM. The CS was inspected by employing optical microscope (Olympus America Inc., New York, USA) and a digital vernier caliper (Mitutoyo Corp., Kanagawa, Japan) was utilized to quantify the CS on rod and also to measure the diameter of the machined rod.
CCRD-based design matrix and results.
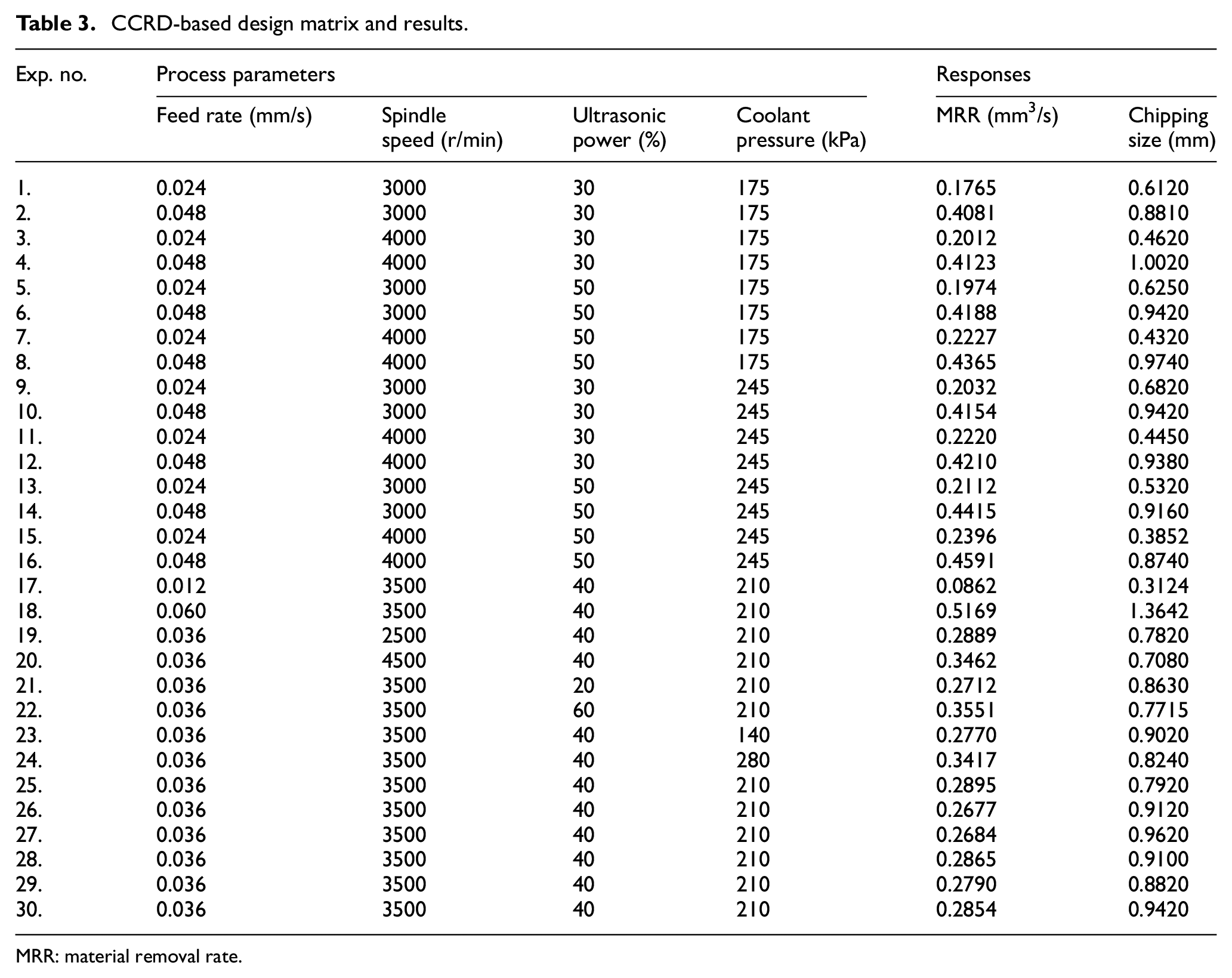
MRR: material removal rate.
The dimensions of hole diameter, rod diameters, and machining time were utilized to compute the MRR for conducted experiments, whereas the maximum chipping profile diameter and machined rod diameter were used in the calculation of the CS, as detailed in following equations


where Dh is the drilled hole diameter, Dr is the machined rod diameter, Cd is the maximum diameter of chipping profile, h is the thickness of work, and t is the time required to drill a hole.
RSM approach is used for the purpose of modeling and analyzing the problem under consideration. 35 The interpretation of the system’s behavior can be made through a developed regression model. A general second-order polynomial quadratic model is expressed as follows

where “Z” is the considered process responses; “Yj” (1, 2, 3, …, p) is the independent of “p” quantitative input factors; and
Experimental results and discussion
The experimental results for MRR and CS are exemplified in Table 3. The analysis of variance (ANOVA) test was also executed with a view to examine the significance of the developed models. The ANOVA test results for considered process responses are detailed in Tables 4 (for MRR) and 5 (for CS), respectively.
ANOVA results for material removal rate (MRR).
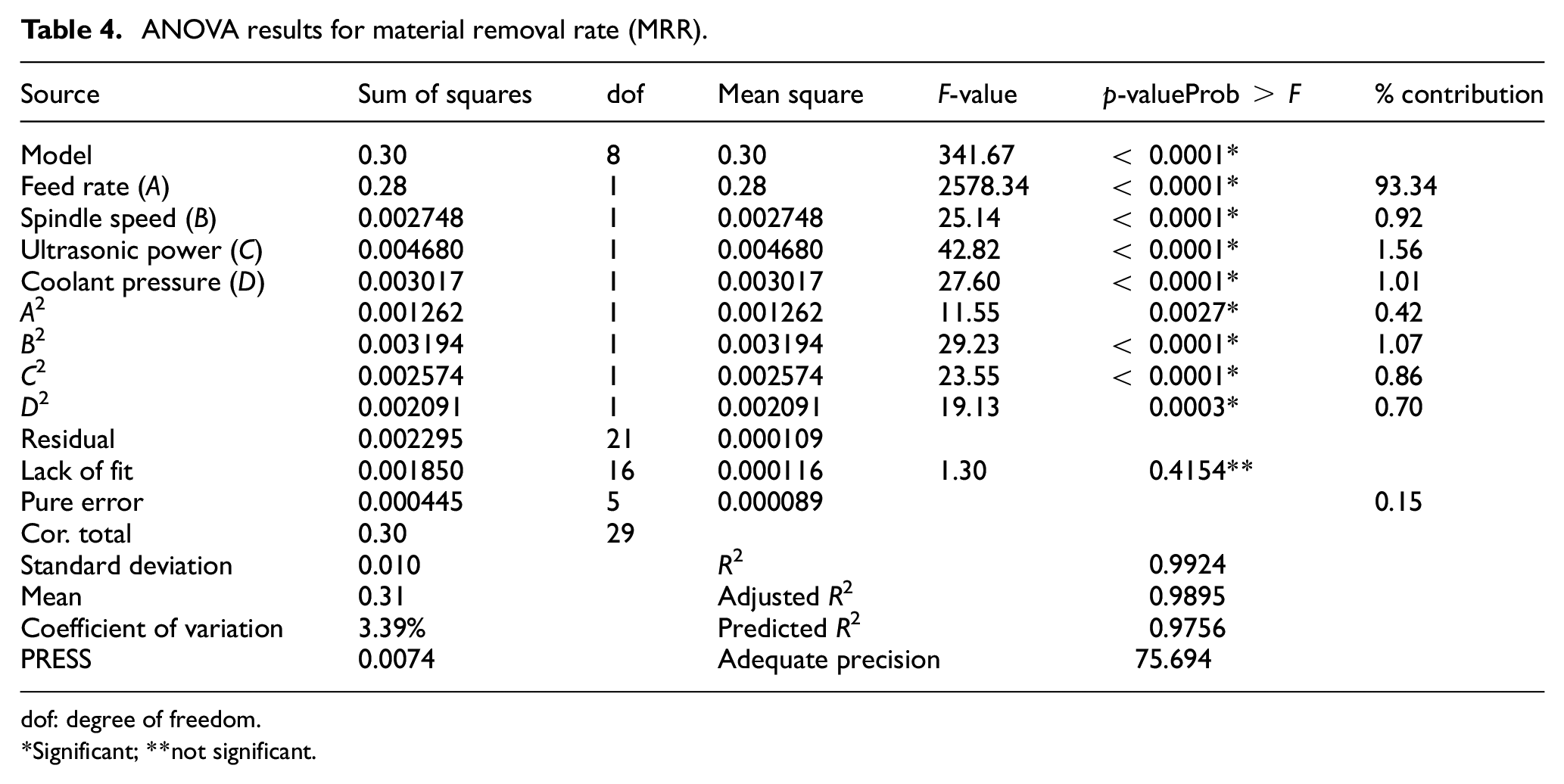
dof: degree of freedom.
Significant; **not significant.
Checking the adequacy of ANOVA model for MRR and CS
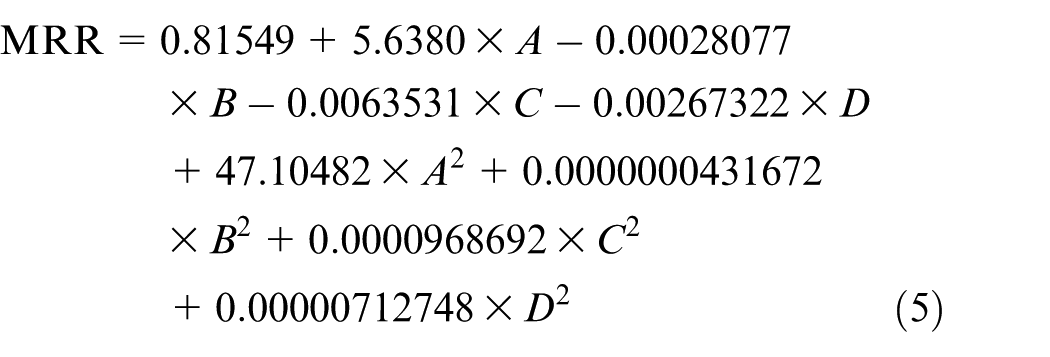
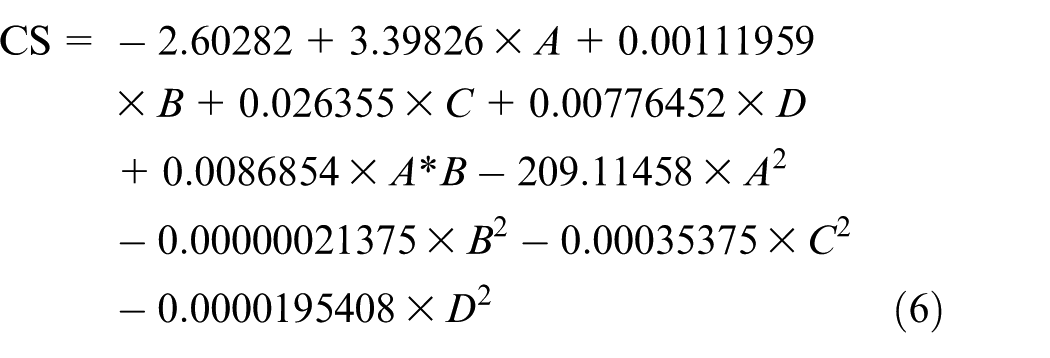
On the basis of the ANOVA test outcomes detailed in Tables 4 and 5, the values of the probability term “Prob > F” (<0.0500) statistically confirm the significance of model terms at 95% confidence interval (CI) level. The models with F-values of 341.67 and 32.11 entail that both the models are statistically substantial and fits the data more satisfactorily. For both the models, “p-value” is 0.4154 (MRR) and 0.3484 (CS) for the term “lack of fit,” which confirms it as an irrelevant term in perspective to the pure error. The percent contributions of “pure error” for MRR and CS are 0.15% and 1.19%, respectively. This quite smaller magnitude of pure error for both the models reveals that there is nearly negligible deviation in the experimental results caused by error. “R2” (called as “coefficient of determination”) is another imperative coefficient in the ANOVA analysis.36,37 Developed model entails best elucidation of experimental data, if the value of “R2” term approaches unity. The computed values of 0.9924 and 0.9353 in Tables 4 and 5, correspondingly, signify that the model explicates 99.24% and 93.53% variability of MRR and CS, respectively. To confirm whether the model has described good relationship between process variables and considered responses (i.e. MRR and CS) or not, the “predicted R2” and “adjusted R2” have been examined. For MRR and CS, the values of the predicted R2 (0.9756 and 0.7783) demonstrate rational concurrence with adjusted R2 (0.9895 and 0.9061), correspondingly. The model will be fit to proceed further, if the value of “adequate precision” is greater than 4. 35 The ratios of 75.694 and 22.304 designate satisfactory indications for developed MRR and CS models, respectively. The fraction of the standard deviation to mean is called as “coefficient of variation (CV),” which elucidates the relative variation. For MRR and CS, the values of “CV” are 3.39% and 8.89%, respectively, which further specify admirable accuracy and reliability of the experimentation conducted. Based on RSM approach, the developed models for MRR and CS are represented in equations (5) and (6), after employing method of “backward elimination” for obliterating “not significant” variables.
ANOVA results for chipping size (CS).
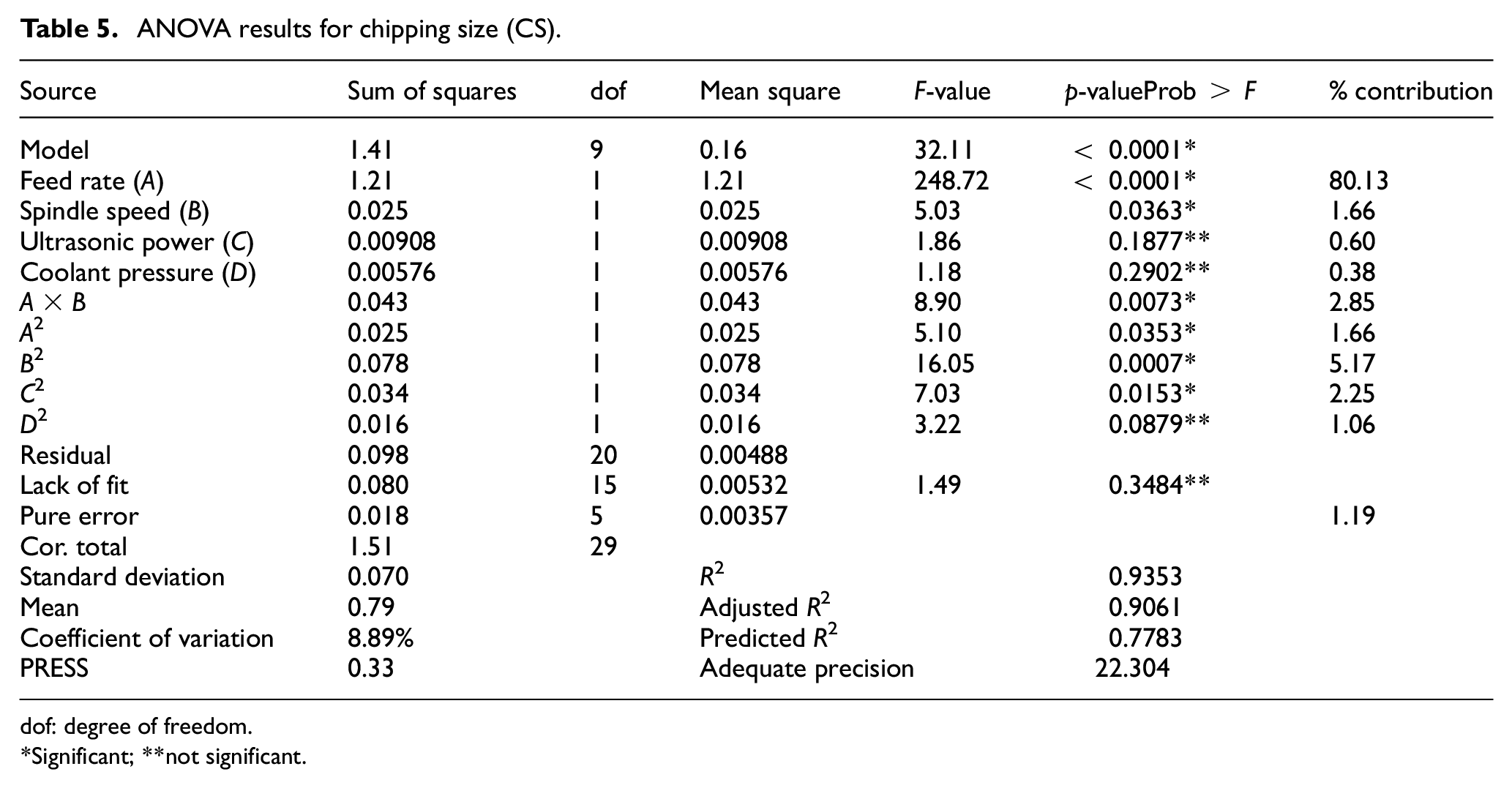
dof: degree of freedom.
Significant; **not significant.
Model for “MRR” in terms of actual factors
Model for “CS” in terms of actual factors
The normal probability plots of the residuals for MRR and CS have revealed that most of the residuals are scattered out along the best fitted line, which further confirms the normal dispersing of the errors. Validation of the developed models is made by analyzing actual values with predicted values. The actual values versus predicted values plots for MRR and CS have divulged that the developed regression models are satisfactorily attuned with the actual values.
Determination on effects of investigated process variables on “MRR”
In the RUM of Macor ceramic, main effects of the variables, distinctively, feed rate (A), spindle speed (B), ultrasonic power (C), coolant pressure (D) and second-order terms of feed rate (A2), spindle speed (B2), ultrasonic power (C2), and coolant pressure (D2) are found to have significant effects on the MRR. Parameters, namely, feed rate (A), ultrasonic power (C), and coolant pressures (D) are observed to contribute approximately 96% of the overall disparity in the response data.
MRR is found to be increased linearly as the feed rate incremented from 0.012 to 0.060 mm/s. Incremented level of other factors, namely, spindle speed, coolant pressure, and ultrasonic power is also reported with gradual increase in MRR.
The combined influence of variables, that is, feed rate and spindle speed on MRR is represented in Figure 3(a). Higher MRR is revealed as the feed rate of diamond-impregnated core drill tool increases. The increment in feed rate results in increased indentation depth of the diamond abrasives, and hence, improved MRR has been observed.1,21 MRR is also found to be improved at higher levels of spindle speed. As spindle speed enhances from 2500 to 4500 r/min, the length of contact of a diamond abrasive also increased. Similar influences of feed rate and spindle speed on MRR have been found by various researchers.1,16,21 In addition to that the higher is the spindle speed, the more will be the amount of material getting removed through the grinding action of diamond abrasives. Figure 3(b) illustrates the combined effects of ultrasonic power and feed rate on MRR. Rise in MRR is observed as feed rate level improved from 0.012 to 0.060 mm/s, whereas moderate rise in MRR is attained as ultrasonic power incremented from 20% to 60%. The amplitude of vibration increases with ultrasonic power, which further promotes more effectual removal of swarf and debris through the appropriate flow of coolant fluid from the machining zone, hence resulted in enhanced rates of material removal. Similar findings have been reported in different investigations carried out on RUM of ceramic materials.16,39 The combined influence of ultrasonic power and coolant pressure on MRR is described in Figure 3(c). Enhancement in MRR with ultrasonic power is observed as more precipitous as compared to gradual with coolant pressure. As coolant pressure increases from 140 to 280 kPa, MRR also increases from 0.2770 to 0.3417 mm3/s. The higher is the coolant fluid pressure, the faster will be the removal of debris and swarf from the machining zone.
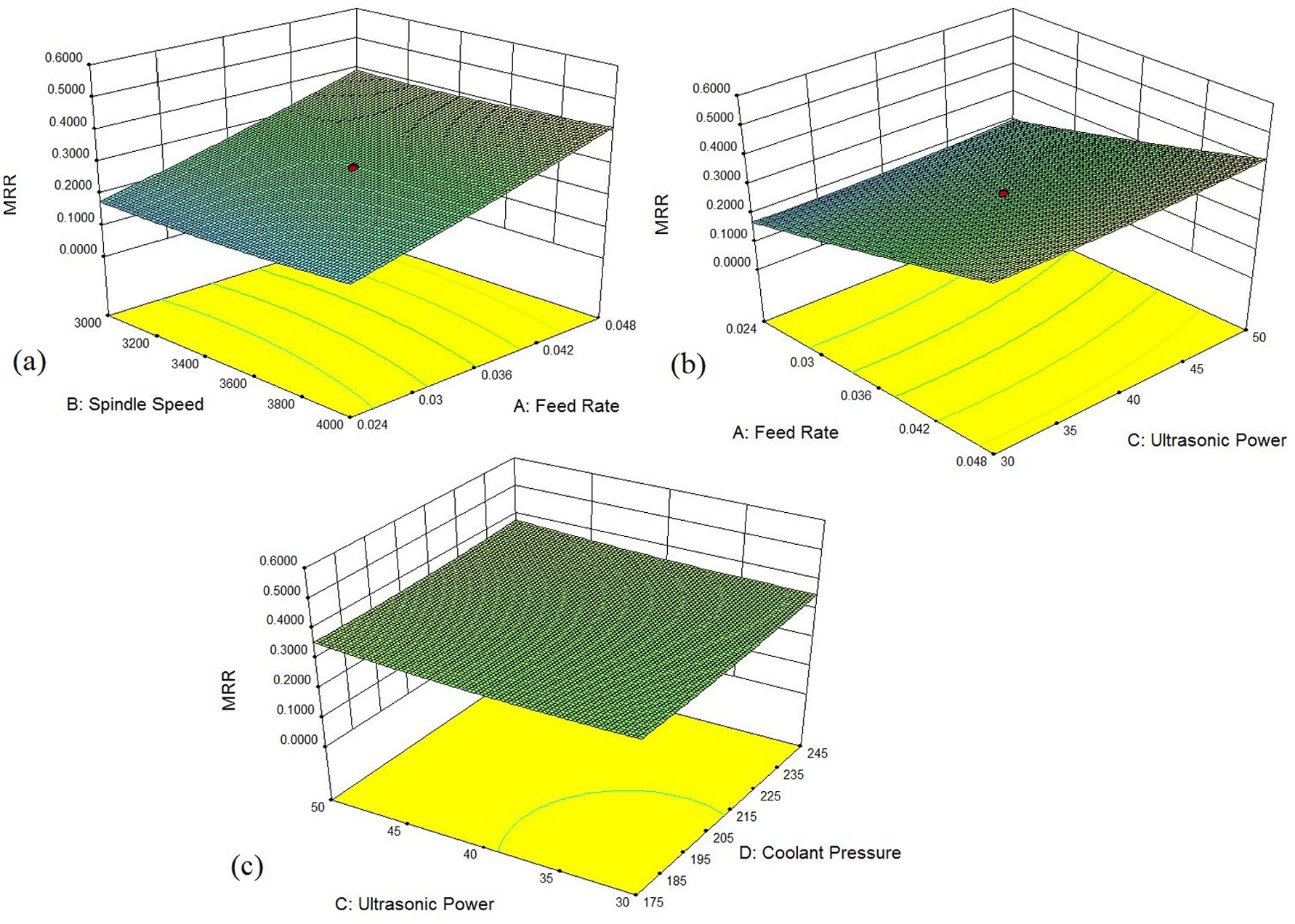
(a)–(c) Two variable’s interactive effects of ultrasonic power, feed rate, coolant pressure, and spindle speed on MRR.
Determination on effects of investigated process variables on “CS”
Main effects of variables, specifically, feed rate (A), spindle speed (B), interactive influences of feed rate and spindle speed (A × B), the second-order term of feed rate (A2), spindle speed (B2), and ultrasonic power (C2), are found to have significant effects on CS in RUM of Macor ceramic. Process variables, namely, the feed rate (A) and spindle speed (B) are observed to contribute about 82% of the overall discrepancy in the response data.
CS on machined rod (CS) is found to be increased steeply, that is, 0.3124–1.3642 mm, as feed level incremented from 0.012 to 0.060 mm/s. However, the incremented level of other factors, namely, spindle speed, coolant pressure, and ultrasonic power is reported with a gradual decrement in CS.
In the RUM of hard and brittle material such as Macor ceramic, edge chipping is likely to occur on the drilled hole as well as on the machined rod. The literature review on RUM of different ceramic materials reveals cutting force developed during the process as the most influential factor that causes the edge chipping to occur.6,7,14,16The higher is the generated cutting force during the machining, the larger will be the CS. In addition to that for Macor ceramic, the tensile strength (36.2 MPa) is much lower than its compressive strength (345 MPa). If, during machining, the principal stresses generated near the machining area are more than the tensile strength of the work material, the initiation of edge chipping will take place.14,16 The stress distribution of the contact region between the surface of the work and the tool can also expose out the mechanism of the chipping formation. This distribution of stress 14 (σ) can be computed as

where Di and Do are the core tool’s inner and outer diameters, respectively.
The above equation further confirms that the cutting force possesses more influence on the CS. The combined influence of parameters, that is, feed rate and spindle speed on CS is represented in Figure 4(a). Higher CS is revealed as the feed rate of diamond-impregnated core drill tool incremented. The increase in feed rate causes development in incremented cutting force, and hence, increased CS has been observed. As the level of spindle speed enhances from 2500 to 4500 r/min, the penetration depth of the diamond abrasives reduced, but length of contact incremented. This fact causes cutting force to be reduced at higher spindle speed. Figure 4(b) depicts the three-dimensional (3D) surface plot for spindle speed and ultrasonic power. Ultrasonic power has not been observed as a significant process variable for CS, statistically. However, CS reduces (from 0.8630 to 0.7715 mm) as ultrasonic power improves from 20% to 60%. This can be concerned to the fact that increased ultrasonic power develops reduced level of cutting force, and hence, the CS decreased. 24 These findings are well inconsistent with other studies performed on ceramic materials.8,14,24 CS found to be reduced at higher spindle speed. Figure 4(c) demonstrates the combined effects of feed rate and coolant pressure on CS. Rise in CS is observed more swiftly as feed rate increased from 0.012 to 0.060 mm/s, whereas a moderate fall in CS is attained as coolant pressure incremented from 140 to 280 kPa. At higher pressure of coolant fluid, the swarf and chip dusts can be effluented away from the machining zone more adroitly. Thus, the chances of tool jamming reduced, and hence, the cutting force reduced. The higher is the coolant fluid pressure, the lower will be the cutting force produced during machining. This fact further causes reduction in CS over the machined rod.
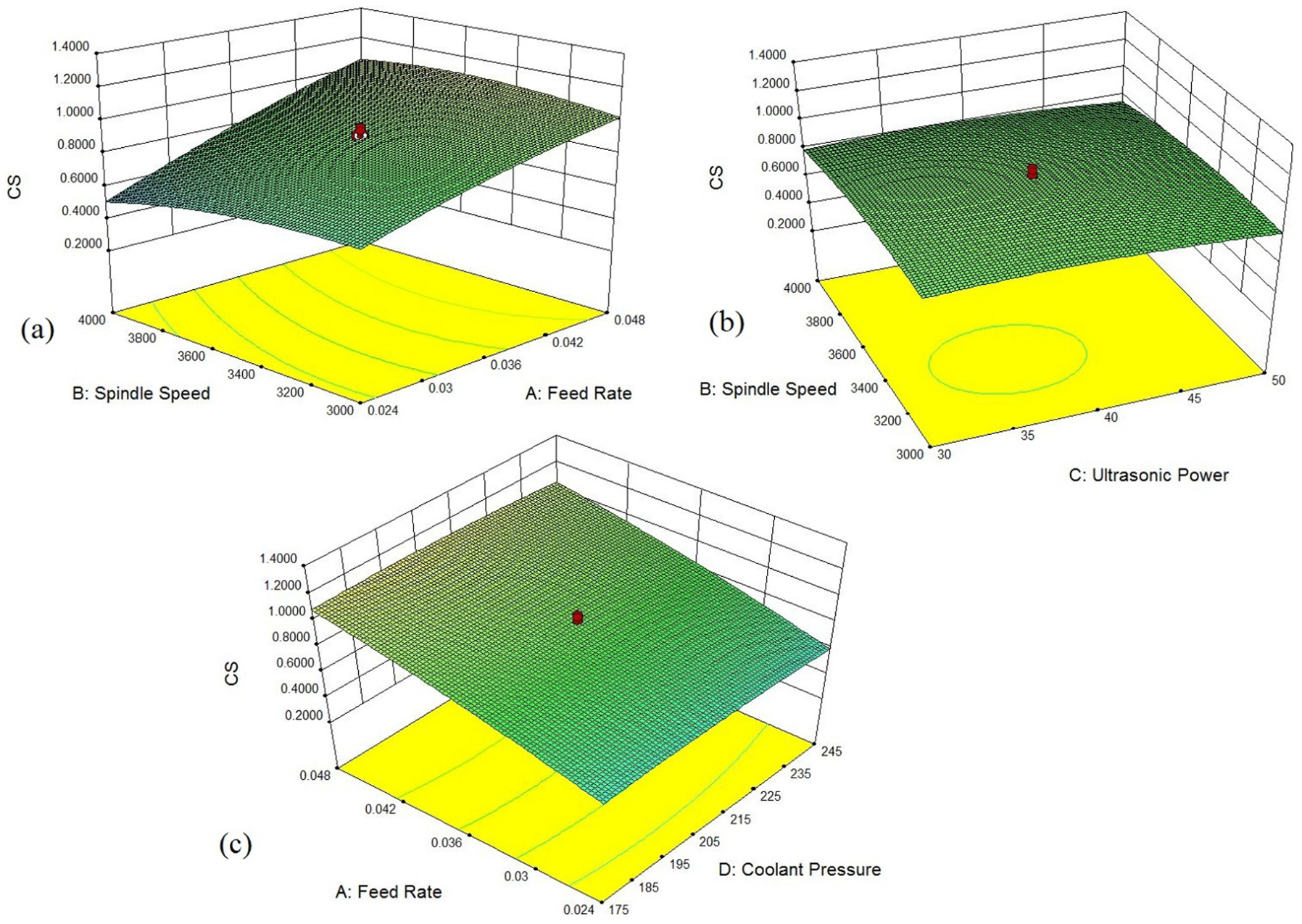
(a)–(c) Two variable’s interactive effects of feed rate, spindle speed, ultrasonic power, and coolant pressure on chipping size (CS).
Microstructure analysis of machined surface
The microstructure of the machined rod surface was observed using SEM (SEM EVO 40; Carl Zeiss AG, Oberkochen, Germany). In RUM, the characteristics of the surface under process are mainly influenced by the effect of feed rate, spindle speed, and ultrasonic power.6,9,16 Moreover, under few experimental conditions, apart from the brittle and plastic deformations of work material, the material removal can also take place as a combination of both the failure modes. Therefore, for RUM of Macor ceramic, the microstructure analysis has been endeavored with a view to check the applicability of the above disserted verities.
Figure 5(a) exemplifies the microstructure of machined rod surface produced for experiment no. 1 at 1000×. The parametric setting for this experimental run was having a combination of moderate level of feed rate and spindle speed. The deeper groove marks present over the surface further promote the removal of material from work surface through brittle fracture which can be featured to the initiation and propagation of microcracks. Regions free from mica flakes have also been found in the SEM micrograph.
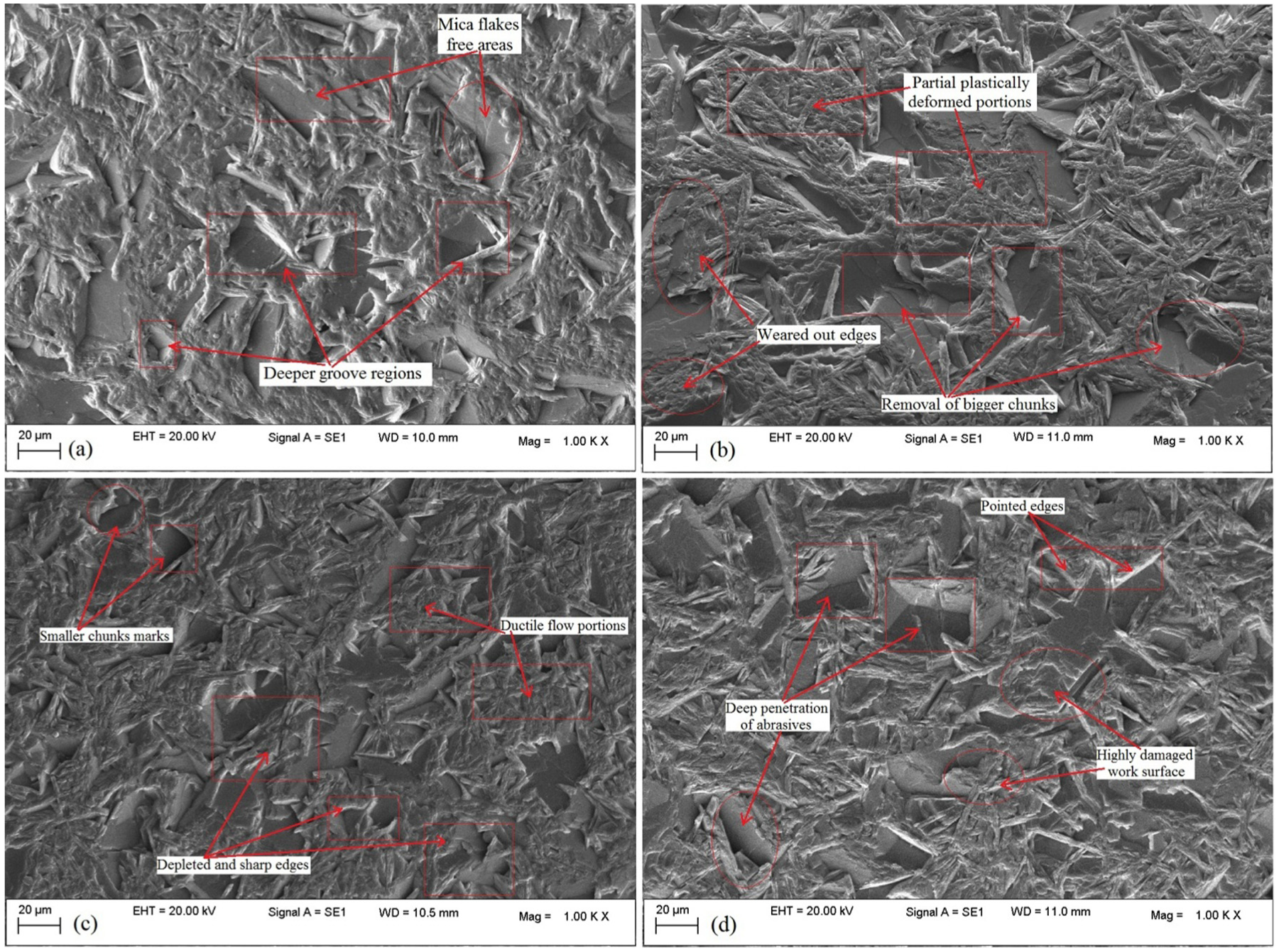
SEM microstructure of processed surface: (a) exp. no. 1, (b) exp. no. 11, (c) exp. no. 17, and (d) exp. no. 18.
Figure 5(b) depicts the SEM image of the processed surface consequent to experiment no. 11. It is well observed that plastic deformation has been taken place which caused the improved contact length of abrasives which occurred at 4000 r/min (offers higher grinding action). The mixed mode of material removal has been found as the presence of brittle mode fracture confirmed with removal of bigger chunks from the surface. In addition to this, machined surface has also been observed to be free from any kind of thermal effects. This can also be associated with the quite lower fracture toughness of Macor ceramic which supports the microcracks to be propagated easily. In RUM of Macor ceramic, crack propagation often observed because the work surface under processing is getting stressed cyclically.
Figure 5(c) illustrates the microstructure of machined surface corresponding to experiment no. 17 at 1000×. SEM image reveals the presence of mixed mode of material removal along with the leading plastic mode failure of work material. It is also revealed that at the lowest level of feed rate (0.012 mm/s), the indentation depth of abrasives decrements which further promotes the material to be removed in ductile mode. In addition, material removal in the form of smaller chunks and the presence of sharp edge regions also favor the brittle failure of the work.
Figure 5(d) demonstrates the SEM microstructure of the processed surface corresponding to experiment no. 18 at 1000×. This surface microstructure reveals the presence of highly dominant brittle mode deformation of the work material. At a higher feed level (0.060 mm/s), the depth of penetration of abrasives into the work surface incremented considerably and hence resulted in the presence of profound abrasion marks which further causes removal of the material. Sharper and pointed edges have been clearly observed on the machined surface. Furthermore, the commencement and the proliferation of intergranular and transgranular cracks also cause the material removal in the form of larger chunks which also favors the brittle failure of the work.
Tool wear
The wear of the tool in RUM of Macor ceramic has been revealed to occur owing to the grain fracture, grain pullout, and binder failure. Figure 6(a) and (b) illustrates the SEM microstructure of the tool lateral surface after the 20th and 30th drill test, correspondingly, and the SEM image of the tool end face is shown in Figure 6(c).
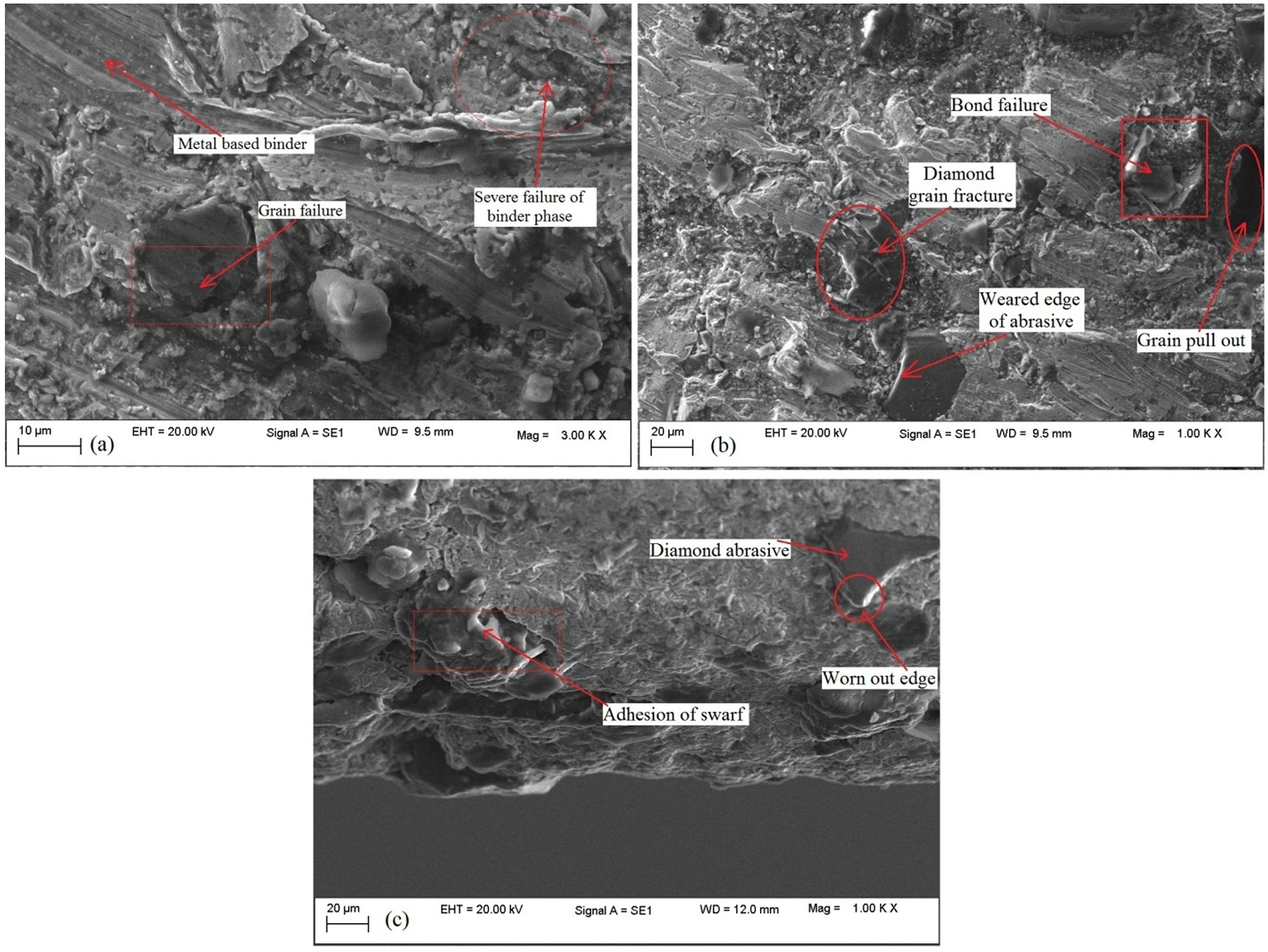
SEM micrographs of tool lateral surface (a) after 20th drill and (b) after 30th drill, and end surface (c) after 24th drill.
The failure of abrasive grains in RUM of Macor ceramic has been observed due to the combined impact of higher level of feed rate and spindle speed over the diamond grains; because at improved spindle speed, a grain has to be in contact with the work surface for a larger length along with the deeper penetration (at larger feed rate). The worn-out edges of diamond abrasive support the presence of attritious wear which further results in larger wear flats, as depicted in Figure 6(c). These larger wear flats increase friction between the work and the tool face which further makes the tool weaker.
The diamond grain pullout from the tool surface occurs as the metal binder phase starts deforming. Basically, the failure of binder phase weakens the nearby regions which promote the grain to release out from its place, as depicted in Figure 6(b). Over the longer period of machining, some additional particles such as swarfs and chips also found to be adhered over the tool surface or around the abrasive grains, as shown in Figure 6(c).
Optimization of input process parameters for single and multiple responses
After analyzing the experimental results for MRR and CS, the investigated input process variables have also been optimized for single as well as for multiple responses. This optimization work has been conducted using “desirability approach.”
Desirability function approach
In 1980, Derringer and Suich have prescribed desirability approach to optimize multiple objectives, simultaneously. 40 In this method, every considered response (ri) is transformed into an individual desirability function (di). The combined desirability function (D) is a geometric average of all the converted machining outcomes, as explained in equation (8)
After applying the weights to the considered responses, as per their importance, equation (9) is given as follows

where “m” is the total number of the considered outputs, “wn” is the weight assigned to nth response, and
Single-response optimization
The optimization of single response has been performed with a view to determine the optimum parametric setting of input factors which can provide the most favorable results for considered response. As per the desired situation, for MRR and CS, the goal is set “to maximize” and “to minimize,” respectively. The optimized settings of process variables after rounded-up are detailed in Table 6. For the single-response optimization, the optimized parametric conditions for MRR are as follows: feed rate of 0.060 mm/s, spindle speed of 2900 r/min, ultrasonic power at 45%, and coolant fluid pressure of 210 kPa. For CS, the optimized parametric setting is as follows: feed rate of 0.019 mm/s, spindle speed of 4100 r/min, ultrasonic power at 55%, and coolant fluid pressure of 210 kPa. At these optimum conditions, the confirmatory experimental runs have been conducted with two replications, and the predicted values and average of confirmatory experimental results for MRR and CS have also been tabulated in Table 6. The confirmatory results for MRR and CS have been found vary from predicted values with the variation of 0.64% and 3.17%, respectively. The confirmatory experiments have also been analyzed and found within the 95% CI. Table 6 also depicts the point predictions at optimized parametric conditions for MRR and CS.
Experimental results for MRR and CS at optimized setting and point predictions.
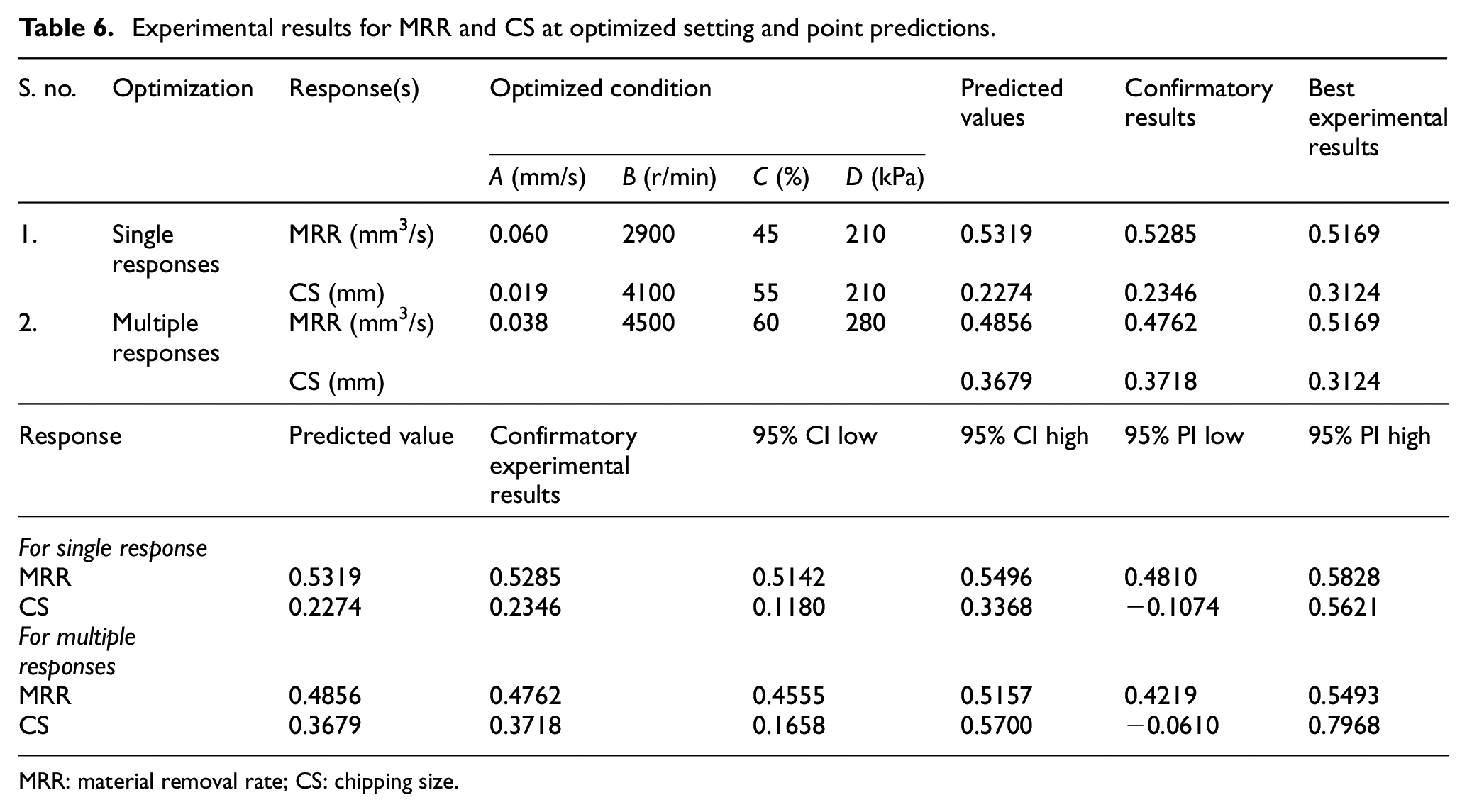
MRR: material removal rate; CS: chipping size.
Multi-response optimization (for MRR and CS)
In RUM process, the responses, that is, MRR and CS are of highly conflicting nature. Higher MRR and lower CS cannot be attained concurrently for an individual parametric situation. For tackling real-life industrial issues, it becomes quite exigent to acquire those machining extrications that could optimize the compound objectives concomitantly. To look upon this, desirability approach has been used for multi-response optimization. For multi-response optimization (MRR and CS), the optimized parametric setting is as follows: feed rate of 0.038 mm/s, spindle speed of 4500 r/min, ultrasonic power at 60%, and coolant fluid pressure of 280 kPa. The overall desirability index of 0.937 is attained at optimized condition. The optimized setting of process variables after rounded-up is detailed in Table 6. At optimized parametric setting, the MRR and CS values were observed to be 0.4762 mm3/s and 0.3718 mm, respectively. The confirmatory results for MRR and CS have been found to vary from predicted values with the variation of 1.94% and 1.06%, respectively. The confirmatory experiment results have also been found within the 95% CI.
Conclusion
The following major inferences can be drawn from the present experimental investigation:
The tool feed rate has been revealed as the most influential variable for both the considered responses in RUM of Macor ceramic. All the explored process variables were observed to be significant for MRR; however, for CS, feed rate and spindle speed were found to be significant. The lowest CS was achieved at combination of low feed rate, high spindle speed, and ultrasonic power.
Higher feed rate gives the best solution with respect to MRR. This can be concerned to the improvement in the indentation depth of diamond abrasives which occurred with an enhanced feed rate. An incremented spindle speed level also causes an enhancement in the volume of indentation proportionally, which further reported elevated MRR.
Lower feed rate offers most complimentary results in terms of CS because the stress generated at the contact region between tool and workpiece decreases with reduced feed rate. The parametric combination of lower feed rate and higher level of ultrasonic power, spindle speed, and coolant pressure reported the most constructive solution for CS.
The best possible parametric combination for MRR was devised as follows: feed rate of 0.060 mm/s, spindle speed of 2900 r/min, ultrasonic power at 45%, and coolant pressure of 210 kPa. The best parametric combination for CS was obtained as follows: feed rate of 0.019 mm/s, spindle speed of 4100 r/min, ultrasonic power at 55%, and coolant pressure of 210 kPa.
In RUM of Macor ceramic, crack propagation is often observed, since the work surface under processing is getting stressed cyclically. As the penetration depth of abrasives increases (at higher feed rate), the proportion of the brittle mode deformation has been revealed to increase. A parametric combination possessing feed rate at a lower level and spindle speed at a higher level offers more favorable conditions for the plastic mode deformation to occur in RUM of Macor ceramic, as for this setting, the indentation depth of diamond abrasives reduces considerably. The tool wear has been revealed to take place owing to the grain fracture, grain pullout, and binder failure.
For the multi-response optimization, the parametric combination has been attained as follows: feed rate of 0.038 mm/s, spindle speed of 4500 r/min, ultrasonic power at 60%, and coolant pressure of 280 kPa. The values of confirmatory experiments for MRR and CS acquired with the optimized setting are 0.4762 mm3/s and 0.3718 mm, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.