
Abstract
In this article, the effect of abrasive types on the abrasive flow machining process was investigated. Four groups of abrasive media were prepared with different types of abrasives: SiC, AL2O3, B4C and Garnet. An experimental study was performed on DIN 1.2379 tool steel. The specimens were cut using wire electrical discharge machining and finished with the abrasive flow machining process. The results show that the white layer that formed during wire electrical discharge machining was successfully removed by abrasive flow machining in a few cycles. Although the surface roughness improves with similar trends for all media groups, the results show that the media prepared with B4C and SiC have more surface improvement than the Al2O3 and Garnet ones. The resulting average surface roughness (Ra) values are comparable to the surface quality of those obtained from lapping and super-finishing. The material removal is directly related to the hardness of the abrasive.
Keywords
Introduction
Despite recent technological advancement, traditional finishing processes are inadequate to finish complex shapes in hard, high-strength, heat-resistant alloys and die steels. Abrasive flow machining (AFM) is a new technique with the potential to provide high precision and economical means to finish inaccessible areas and complex internal and external passages. The AFM process has been applied to improve the surface integrity of the workpiece machined using various machining processes such as milling, turning, grinding and mainly electrical discharge machining (EDM). 1 AFM is used to deburr, polish, radius and remove the recast (white) layer. Applications of AFM include finishing medical implants, extrusion dies, automotive parts and aerospace components.
In the AFM process, a pressurised abrasive medium passes through or over a portion of surfaces to attain the desired surface quality. The abrasive media consist of a type of polymeric carrier and abrasive particles, such as SiC, Al2O3, B4C and diamond. The success of the AFM process depends on the number of process parameters, which belong to three groups: AFM process parameters, abrasive media parameters and workpiece parameters. 2 The AFM process parameters are number of cycles, extrusion media pressure, media flow speed and machining time. The abrasive media parameters are media viscosity, abrasive type, abrasive mesh size and its concentration. The workpiece parameters are mainly type of material (metallic and non-metallic, etc.), shape, hardness and behaviour of the pre-machined surface of the workpiece.
A major experimental study was performed by Jain and Adsul 3 to investigate the effects of AFM process parameters on the performance. They studied the AFM process parameters, such as four types of abrasive mesh sizes and two abrasive concentrations, number of process cycles and different media flow speeds on aluminium and brass workpieces. They concluded that the dominant process parameters were the flow speed of the abrasive media, number of process cycles, abrasive mesh size and abrasive concentration. Rhoades 4 studied the AFM process and evaluated process parameters such as the extrusion pressure, speed and volume of the abrasive media and types of abrasives, which affect the finishing of the workpiece.
Jain et al. 5 studied the AFM media parameters (abrasive mesh size, abrasive concentration, temperature and viscosity) for only one kind of abrasive type and found that the media viscosity increased with increasing abrasive concentration and decreased with the increase in mesh size and media temperature. Higher viscosity results in higher material removal rate (MRR) and better surface roughness. Flether and Fioravanti 6 studied the rheology of polyborosiloxane as a medium and concluded that the abrasive concentration was more dominant than the grain size and polymer media; however, SiC-type abrasive was used. Effects of the other abrasive types had not been indicated.
The effect of temperature on the work efficiency has been studied by Liang Fang et al. 7 using the SiC type of abrasive. They concluded that the media temperature increased with increasing number of cycles, whereas the viscosity and material removal (MR) decreased with increasing media temperature.
Gorana et al. 8 studied the AFM media parameters, such as media pressure, abrasive concentration and mesh size, of silly putty and only silicon carbide SiC was used as abrasive. They measured the acting forces on the specimens during the process and showed the effect of media parameters on the resulting surface roughness. Agrawal et al. 9 used polyborosiloxane as a medium and predicted its viscoelastic properties, such as viscosity, creep compliance and bulk modulus. Dong et al. 10 presented the effects of the viscoelastic medium pressure on the AFM performance parameters of material removal rate and surface quality.
Davies and Fletcher 11 presented a relationship between the number of cycles, pressure and temperature drop across the die for the type of polymer and abrasive concentration. Increase in temperature of media results in a decrease in media viscosity and an increase in the flow rate. As the number of cycle increases, media temperature increases by causing a change in the media viscosity. They concluded that a rise in temperature is due to a combination of internal shearing of the media and finishing action of the abrasive grit.
Loveless et al. 12 compared the AFM process on various machined surfaces that were obtained from grinding, milling, turning and wire electrical discharge machining (WEDM) operations. They reported that the surface quality was best improved on the WEDMed surfaces. Kenda et al. 13 studied the effects of process parameters on the surface integrity of AISI D2 tool steel. They reported that AFM removed the EDM damaged surface, improved the surface roughness and induced high compressive residual stresses.
Sankar et al. 14 studied the effects of AFM process parameters on the metal matrix composite (MMC) workpiece surface. They reported that MMC had different finishing mechanisms and MR from steels. The effects of the AFM process parameters on titanium alloy Ti6Al4V was studied by Howard and Cheng. 15 They developed analytical models and reported the key effects of AFM process on titanium alloy.
Gov et al. 16 studied the effects of the workpiece hardness on the AFM process. They used the WEDM-pre-machined and three-level-hardened AISI D2 tool steel as a workpiece. They concluded that the AFM process performed better on the harder workpiece.
Some numerical studies were performed by the researchers; a finite element model 17 was developed to analyse the flow of the viscoelastic abrasive media in the AFM process. This finite element method was used to predict the MRR and Ra in AFM process and experimental results and numerical results from the finite element analyses were compared. Also a mathematical model 18 was developed to generate the constitutive equations and the equations of momentum and continuity for the AFM process. An optimisation study was performed by Howard and Cheng 19 for AFM process parameters of abrasive medium, geometry and machine. The accuracy, efficiency and AFM process capability were improved by the method.
Some new processes were developed from the traditional AFM process, a rotating centrifugal force–generating abrasive flow machining (CFGAFM) process was identified by Walia et al. 20 to improve the surface roughness. Centrifugal force acts on the abrasive grids normal to the axis of workpiece by aid of a rotating rod to examine the effect of the process parameters on the performance. The results showed that the same surface quality could be achieved with less number of cycles. The significant process parameters were CFG rod speed, abrasive mesh size and extrusion pressure. Centrifugal force–assisted abrasive flow machining (CFAAFM) was studied by Reddy et al. 21 to examine the effects of the process parameters on performance parameters of CFAAFM process. 2014 Al alloy was used as workpiece material, and a higher improved performance of CFAAFM was achieved over traditional AFM in terms of improved surface finish and MR. Some researchers22,23 showed that the magneto-rheological abrasive flow finishing (MARAFM) process provides better surface quality for the non-metallic workpieces. External magnetic field increases the abrasive contact to the workpiece surface and the surface quality is improved.
The literature survey shows that many studies were performed on the AFM process parameters and workpiece parameters. Some abrasive media parameters were also studied such as media viscosity, abrasive mesh size and abrasive concentrations; however, different types of abrasives, the comparison of abrasive types and the usage of Garnet for the AFM process have not been studied. This article focuses on the effect of different types of abrasives on the AFM process and the comparison of the abrasives to each other. Four types of abrasives (SiC, Al2O3, B4C and Garnet) which are mostly used in industrial field to finish the surfaces were selected to prepare the abrasive media. Two-way AFM was performed on DIN 1.2379 tool steel (hardened to 55 HRC), which was cut by WEDM. The surface improvements according to the abrasive types were observed.
Experimental study
Workpiece material
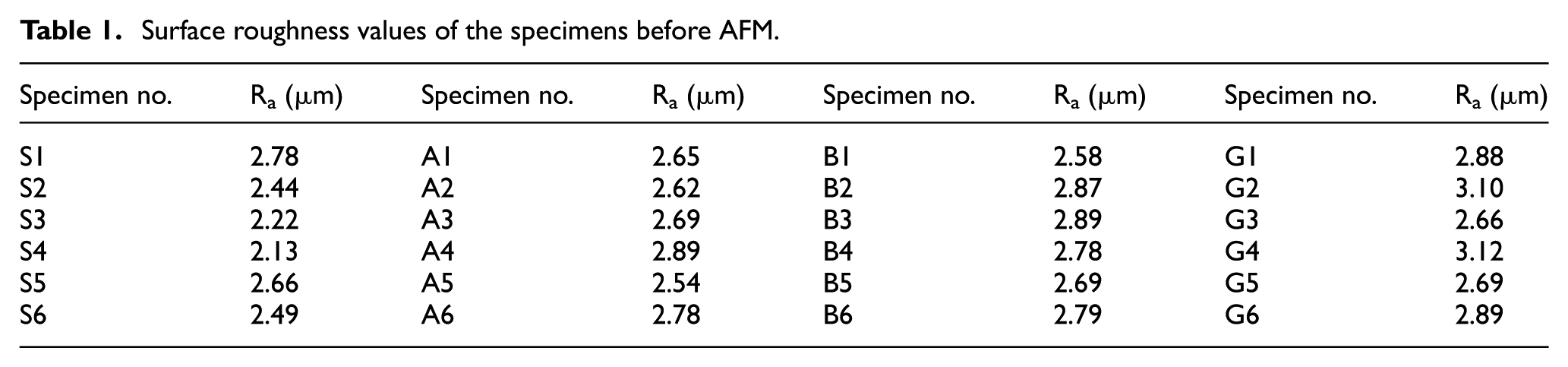
The specimens were prepared from DIN 1.2379 cold-work tool steel. First, 10 mm × 40 mm × 500 mm slabs were cut from the same stock. Then, the slabs were heat treated to 55 HRC and ground. The specimens were cut from the slabs using WEDM to 10 mm × 40 mm × 10 mm. The WEDM parameters remained constant for all specimens to ensure the pre-surface characteristics of the specimens. The Ra values of the specimens after WEDM are provided in Table 1.
Surface roughness values of the specimens before AFM.
Abrasive flow machine
In this study, a two-way AFM with two vertically opposed chambers was used (shown in Figure 1). The machine contains two abrasive media cylinders, four hydraulic clamping pistons, two main actuating (main) pistons, a support and an electronic control unit. A cooling-heating unit, which maintains a constant temperature for the abrasive media, was added to the AFM. The lower chamber with four clamping pistons was held stationary in the machine base, although the other chamber (in the head structure) moves vertically on the guide of the clamping pistons. The media pressure and piston movement were adjusted using the hydraulic unit and the volume of abrasive media, and the number of cycles was set using the control unit. One cycle in the two-way AFM process is composed of the reciprocating movement of the piston ram in the media cylinder. Thus, the cycle time depends on the piston speed, and one cycle in the experimental study takes 2 min.
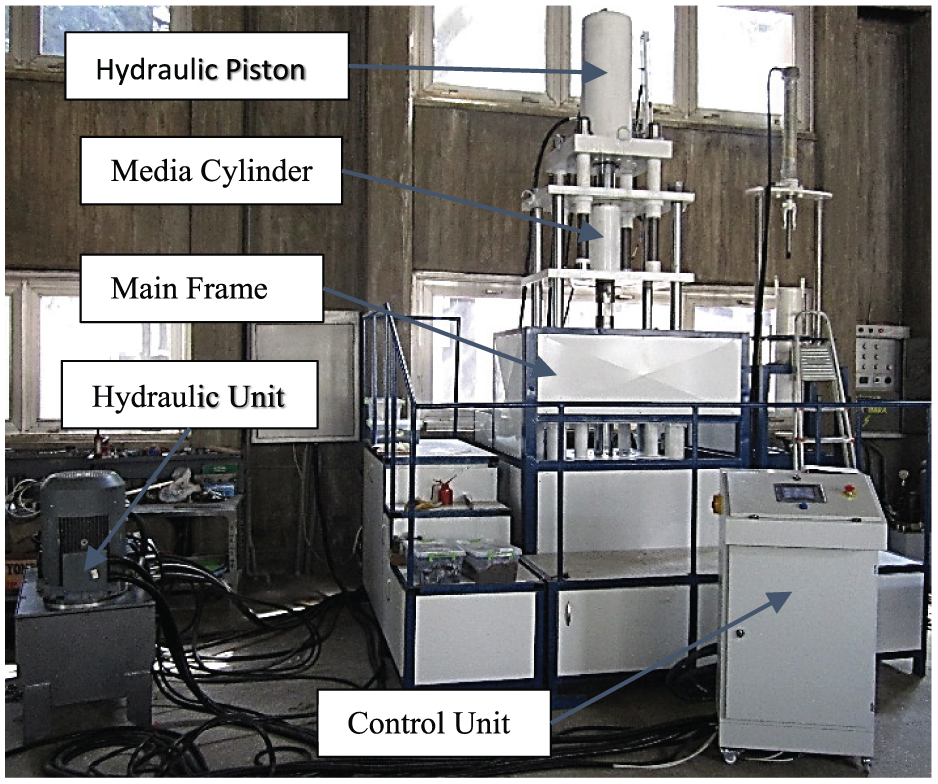
The two-way abrasive flow machine.
Abrasive media
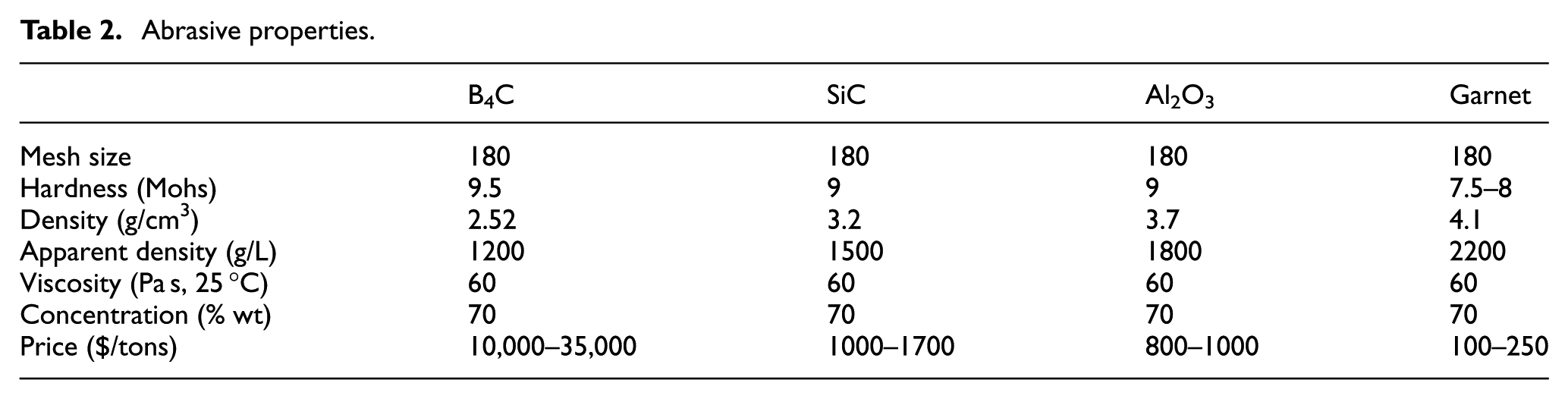
For the experimental studies, the abrasive media is prepared by mixing the polymeric carrier, hydraulic oil and abrasive particles, including silicon carbide (SiC), aluminium oxide (Al2O3), boron carbide (B4C) and Garnet. SiC is the most widely used abrasive in the AFM process because it lasts longer and is cheaper than B4C. Al2O3 is also used in various applications but less frequently than SiC. B4C, which has the highest cost among the four compounds, is only used to machine notably hard materials. Garnet is generally used in abrasive water jet cutting, and its feasibility in AFM is experimentally studied in this article because of its lowest cost. The abrasive particles of a specified mesh size and amount are used to achieve the desired weight ratio. However, the common definition of the percentage abrasive concentration is weight of the abrasive particles × 100/(weight of abrasive media). Before performing the experiments, the abrasive medium was run for three to five cycles with a trial workpiece to obtain uniform mixing. The polymeric carrier has a specific gravity of 1.0 (at 25 °C). The specifications of the abrasive and abrasive media are summarised in Table 2.
Abrasive properties.
Experimental procedure
Experiments were performed on the four groups of specimens. A workpiece holder was used to hold the specimens, which allowed the flow of abrasive media through the WEDMed surfaces with an opening of 10 mm × 20 mm. In all, 12 L of abrasive media was flowed through in each cycle, and the experiments were performed for 1, 3, 5, 10, 20, 50 and 100 cycles. The AFM pressure was 10 MPa, and the flow rate was 10 L/min. The experiments were repeated for three specimens in each condition, and the averages of the five surface roughness measurements were taken using the Mitutoyo SJ 401 surface-measuring machine, with a 0.8-mm cut-off length (ASTM D7127). The specimens were weighed before and after the experiment using a SHIMADZU AUX220 balance to calculate the MR.
Results and discussion
Surface roughness measurements
The experiments were performed to measure the surface roughness value (Ra) and were taken perpendicular to the medium flow directions. Figure 2 shows the change in Ra value with respect to the number of cycles for the four types of abrasives. As observed from the figure, the surface roughness values decreased with the increase in number of cycles for all abrasive types. The results show that the surface roughness of the WEDMed surfaces significantly changed in the first three cycles and gradually settled to a saturated level. The surface roughness slightly decreased after 10 cycles. Although the trends are similar for all abrasive types, the final surface roughness values are slightly different. According to the final result, the abrasive medium that was prepared using B4C had the best surface roughness, followed by SiC, Al2O3 and Garnet-based media. The final Ra values after 100 cycles are 0.066, 0.091, 0.110 and 0.152 µm for B4C, SiC, Al2O3 and Garnet, respectively. The percent improvement of the surface quality is also given in Figure 2. The resulting Ra values are comparable to the surface quality obtained from lapping and super-finishing. 24
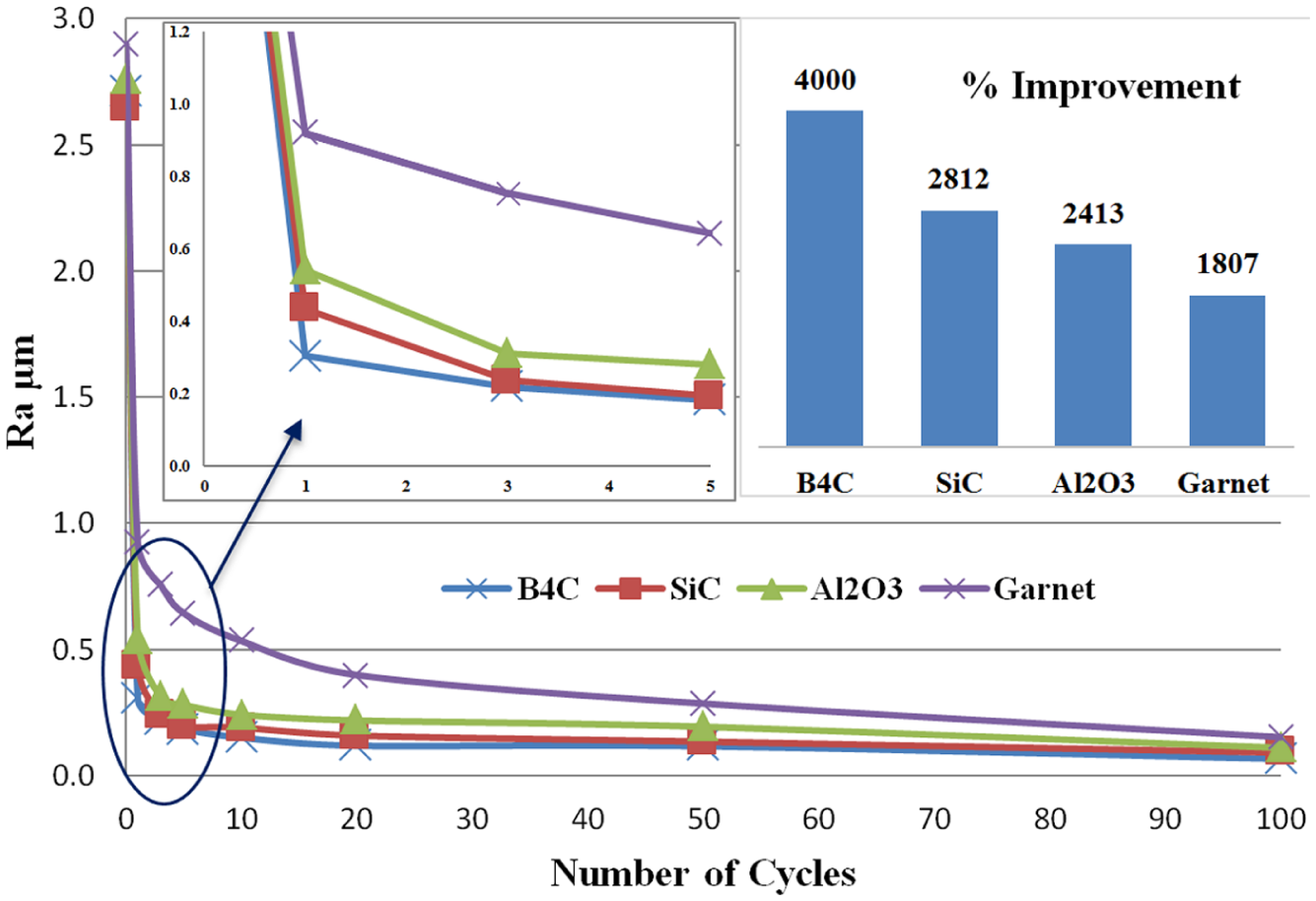
Surface roughness values.
The improvement in surface roughness profile can be observed in Figure 3. The graphs were obtained using the Mitutoyo SJ 401 surface roughness-measuring machine before and after the AFM process, which was examined using the SiC-based abrasive medium.
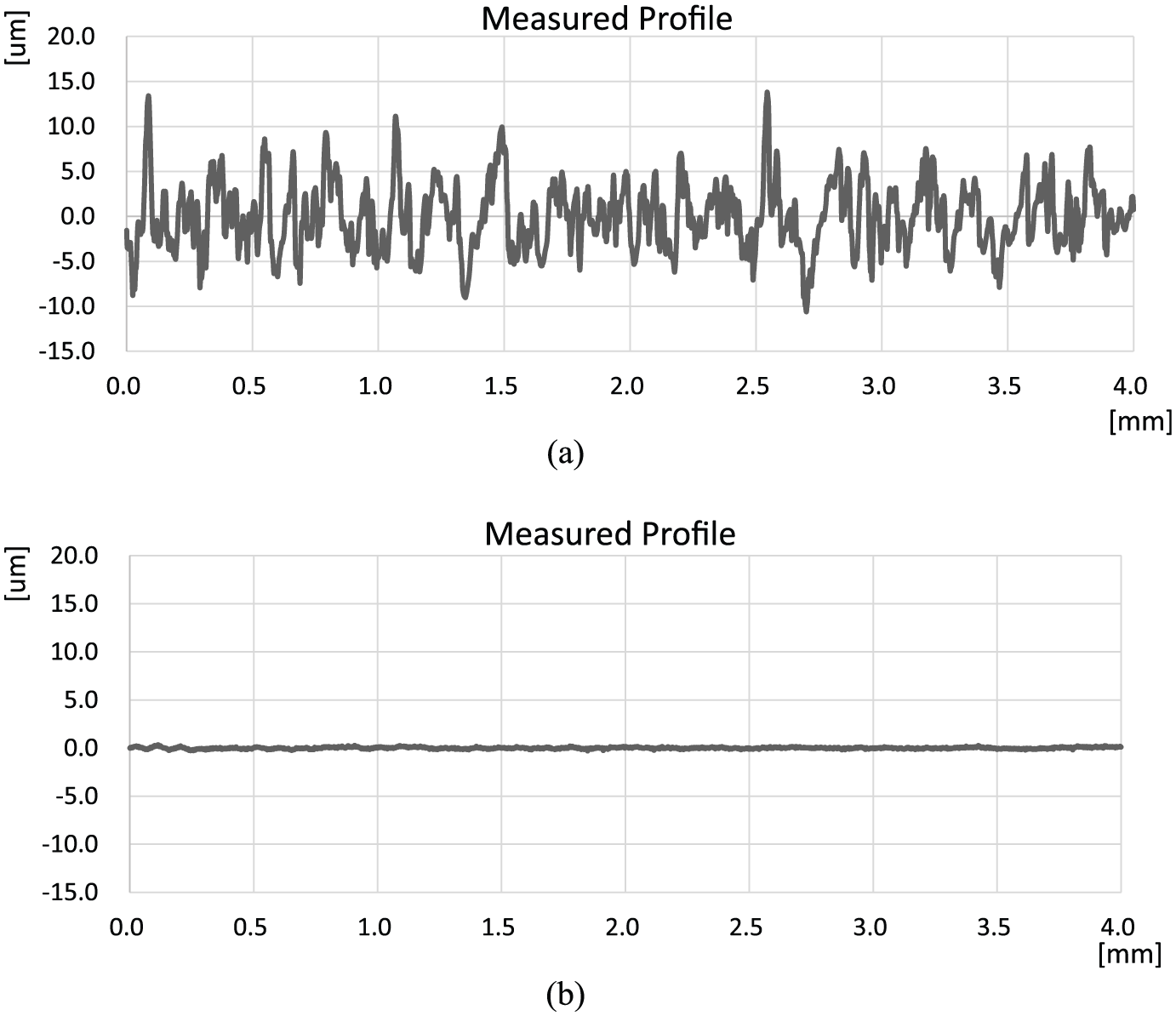
Surface profile (a) before and (b) after AFM.
Material removal
Figure 4 shows that the MR increased nonlinearly with the increase in number of cycles, whereas the rate of MR decreased with the increase in number of cycles. This slight decrease in material removal rate can be explained with the asperities on the workpiece surface before AFM. When the abrasive particles in the media machine the peaks, they become flatter than before, and the MR is decreased in subsequent cycles. Although all abrasive types have similar trends of MR, B4C has the maximum MR, whereas Garnet has the minimum MR. SiC has a higher total MR than Al2O3. These results are consistent with the wear-resistance-to-hardness ratio graph (see Figure 5). 25 Note that the wear resistance is usually defined as the reciprocal of the wear rate. The hardness ratio (workpiece/abrasive) of the four types of abrasives and the corresponding relative wear resistances are provided in Table 3.
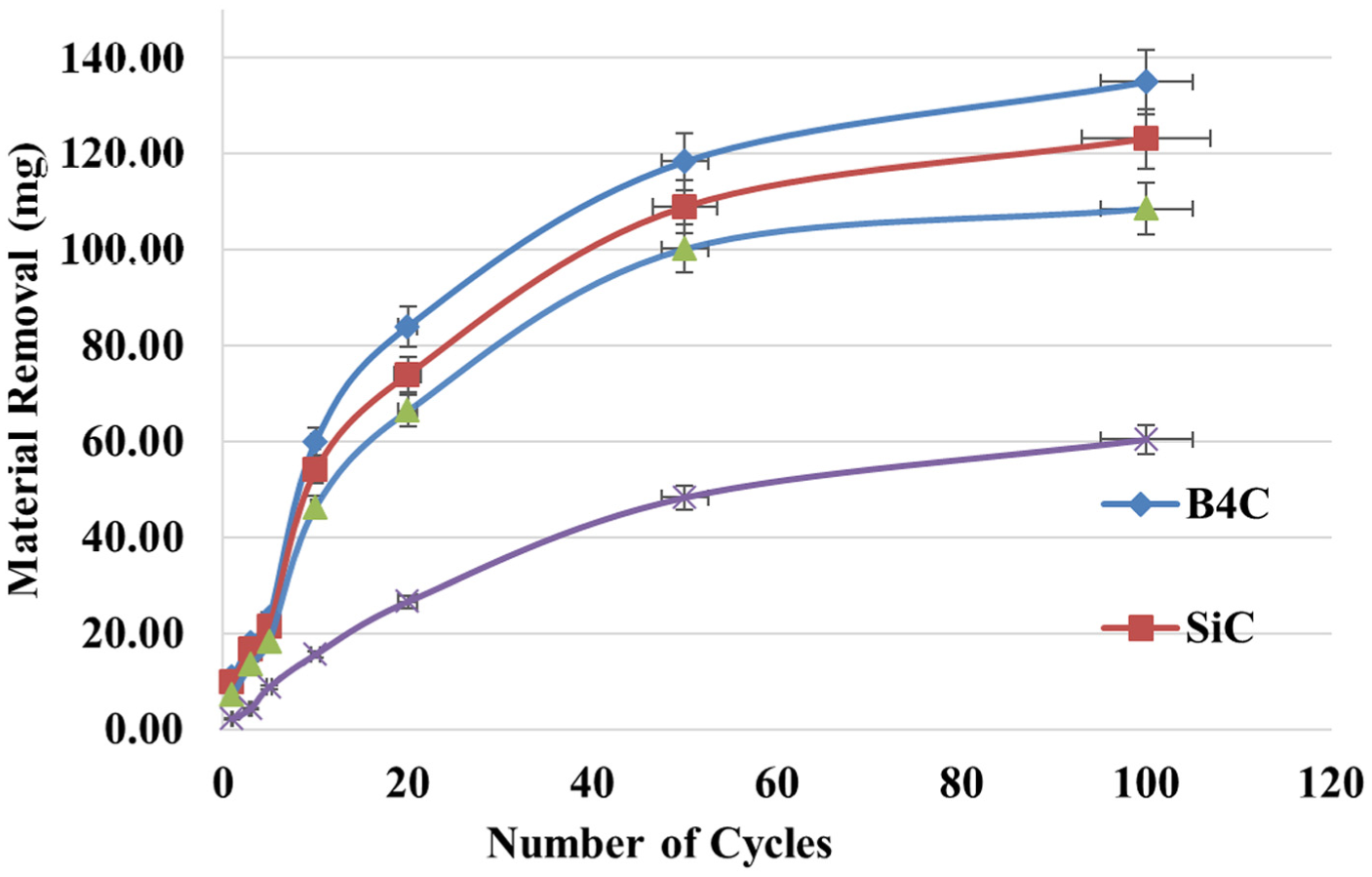
Change in material removal with respect to the AFM cycles.
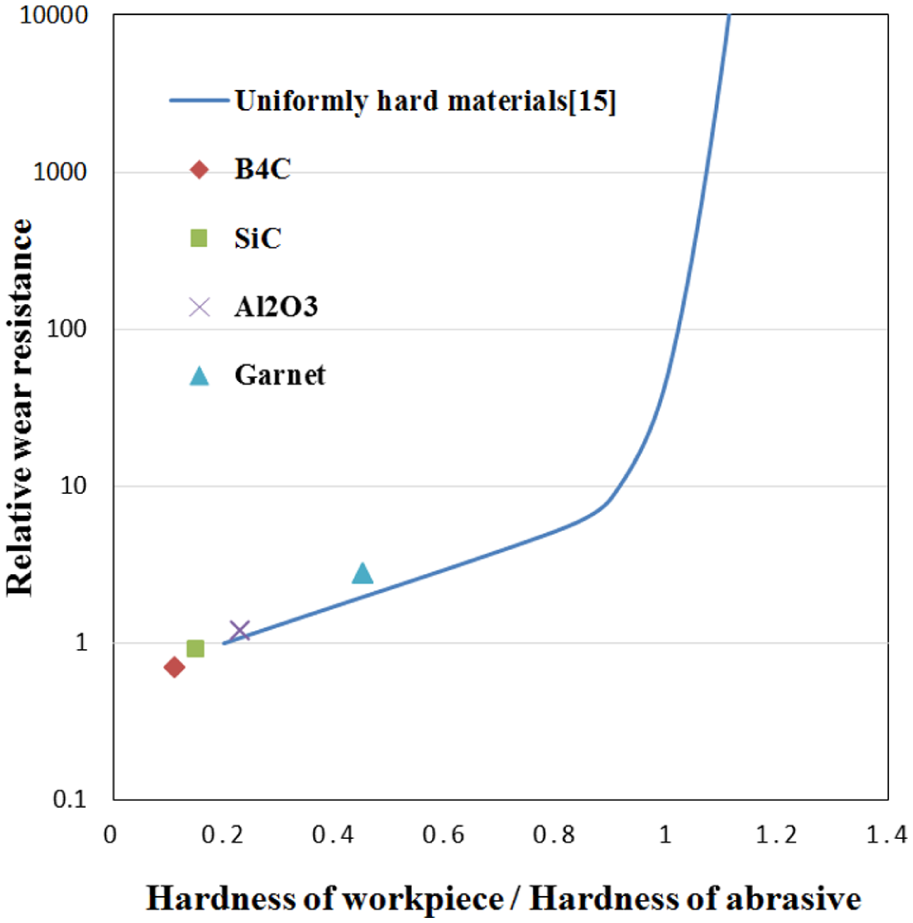
Relative abrasive wear resistance versus hardness ratio.
The hardness ratios and relative wear resistances.

Surface observation
The EDMed surface is unlike any surface produced using other traditional machining processes: it is characterised with globules and random debris of re-deposited and recast material. This recast surface is generally named the white layer because of its appearance in micrographs. Because the white layer is harder than the original workpiece material and contains micro cracks, it must be removed during finishing.26,27 The scanning electron microscope (SEM) images of the surfaces that were finished using different abrasive types are shown in Figure 6. It is clearly seen from Figure 6 that initial EDM surface has many globules and debris for each specimen. Due to the nature of the AFM process, the globules were removed initially and then the debris were removed. The globules and debris were completely removed in the first cycle for B4C- and SiC-based abrasive media; however, 5 and 20 cycles were required to remove the globules completely for Al2O3 and Garnet, respectively. Also, 10 and 50 cycles were required to remove the debris completely for Al2O3 and Garnet. After the white layer was removed, the abrasive behaviours of the four groups were changed according to the relative wear resistance of the abrasives. The specimens that were finished with B4C- and SiC-based media have less smearing and ploughing, no indentations of the abrasive particles to the surfaces were observed, and the final surface roughness were better. For specimens that were finished with Al2O3-based media, the globules were fully removed from the surface in the fifth cycle, but the layer of craters of main material were fully removed after the 20th cycle, and there was less ploughing. For specimens that were finished with the Garnet-based media, the globules were fully removed in the fifth cycle, but the debris was fully removed after the 50th cycle. After 50th cycle, the finishing of main material was started for Garnet-based media. Sectional microscopic views of the white layers for four groups of specimens are shown in Figure 7. The white layers of each specimen were completely removed from the surfaces and the main materials were finished by each type of abrasive media. The SEM images and sectional microscopic views are consistent with the surface roughness measurements in Figures 2 and 7.
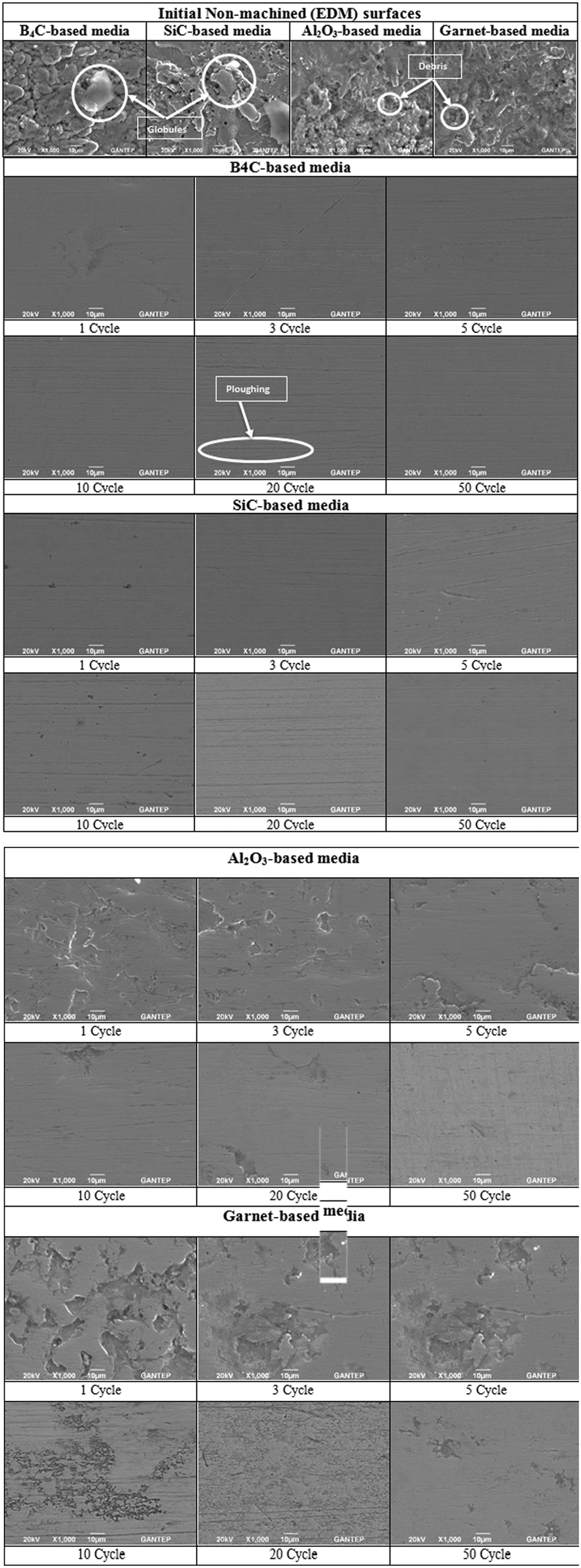
The SEM images of surfaces before and after AFM process.
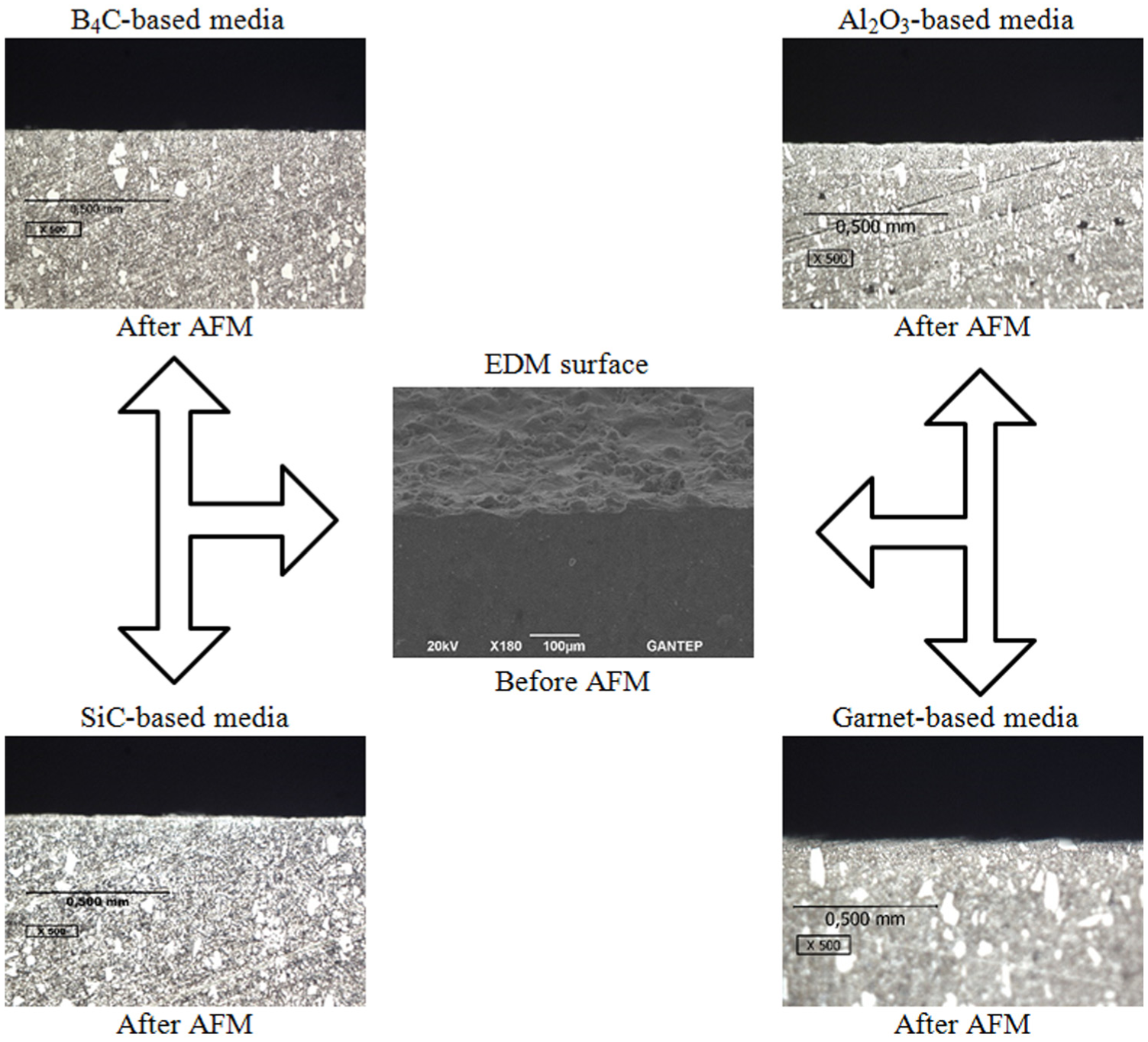
Sectional microscopic views of the white layers for B4C-, SiC-, Al2O3- and Garnet-based media.
Conclusion
The effect of the abrasive types (SiC, Al2O3, B4C and Garnet) of WEDMed DIN 1.2379 cold-work tool steel on AFM was investigated. From the experimental results, the following conclusions have been derived:
The white layer that forms during WEDM is successfully removed using all types of abrasives. The SEM images and sectional microscopic views show consistent results. The white layers were fully removed in the first cycle of B4C- and SiC-based media. For Al2O3- and Garnet-based media, 5 and 20 cycles were required to remove the white layers, respectively.
Although the trends of surface roughness improvements are similar for all media groups, the results show that the media prepared using B4C and SiC have more surface improvement than those using Al2O3 and Garnet. The resulting Ra values are similar to the surface quality obtained from lapping and super-finishing. The surface improvement of AFM process directly related to the abrasive types that is the specified by the relative wear resistance of the abrasives.
The MR is directly related to the hardness of the abrasive. The total MR and the abrasive hardness are in the same order as B4C, SiC, Al2O3 and Garnet (from high to low). From the SEM images, abrasive types affect the MR of the specimen and the amount of ploughing on the surface.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank Gaziantep University Scientific Research Council (BAP) for the financial support for this study. The project No. is MF.12.06.