
Abstract
Aluminum alloys, due to lightweight, are widely used in aerospace and automotive industries. However, the low strength of aluminum has hindered its application. The strength of aluminum can be improved in many ways. One of them is decreasing the average grain size of metal by applying sever plastic deformation methods. Equal channel angular pressing is the most functional technique of sever plastic deformation producing ultra-fine-grained metals. Using post-process methods such as electrical discharge machining to manufacture industrial parts of ultra-fine-grained material is very conventional. The recast layer which is the consequence of electrical discharge machining process may cause undesirable influence on the surface of ultra-fine-grained aluminum. In this article, the recast layer and the heat-affected zone of electrical discharge machining of ultra-fine-grained aluminum are investigated. The thickness of recast layer, heat-affected zone and micro-cracks is observed using scanning electron microscopy and optical microscopy. In addition, the phase composition and the hardness of the recast layer and heat-affected zone are investigated by applying X-ray diffraction technique and micro-hardness test. These experiments are also repeated for the coarse-grain aluminum, and the results are compared with ultra-fine-grained aluminum. Results show that the electrical discharge machining deteriorates the surface integrity of the ultra-fine-grained aluminum rather than coarse-grain aluminum.
Keywords
Introduction
Aluminum alloys are lightweight and are widely used in the industries despite their low strength. By decreasing the grain size of the materials, the boundaries become kind of barriers to dislocations and prevent their mobility, thus increasing the strength. 1 This is according to Hall–Petch’s relation, which is defined as

where
Figure 1 shows the ECAP die and two geometrical parameters, channel angle (Φ) and corner angle (Ψ). 6 The cross-sectional area of billets can be rectangular or circular. Usually, the angle Φ = 90° and two channels are perpendicular and Ψ = 20°. 4
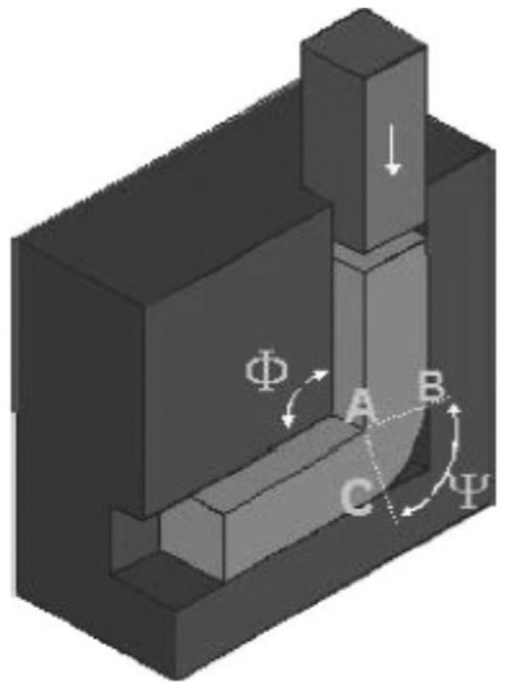
Geometrical parameters of ECAP die.
The total equivalent strain after N passes is calculated from equation (2) 7
By increasing the ECAP passes, the total equivalent strain rises because of locking the dislocations. In consequence, the strength of material increases until the saturation state occurs. After that the strength of the material will be constant.8,9 Although the strength of the material improves by increasing the number of passes, the elongation decreases. Figure 2 shows the change in tensile stress and elongation by increasing the number of passes at aluminum.10–12
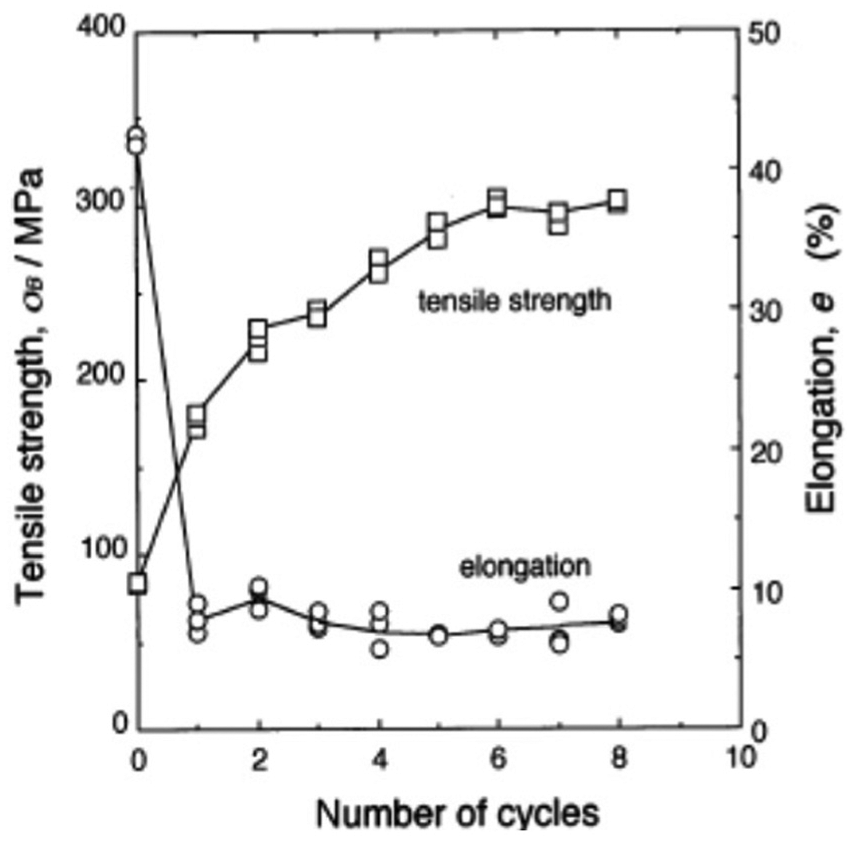
Tensile stress and elongation by increasing the number of passes at aluminum. 10
Stolyarov et al. investigated the routes of ECAP process. They showed that ECAP route has significant effects on the micro-structure, micro-hardness, surface quality, thermal stability and tensile properties of billets. 10 Figure 3 shows the common ECAP routes. In route A, the billet is not rotated between passes. In route BA, the billet is rotated 90° clockwise and 90° counter clockwise alternatively between successive passes. In route BC, the billet is rotated 90° clockwise, and in route C, the billet is rotated 180° between successive passes. According to Stolyarov’s study, route BC is the most effective route to reach proper characteristics of the workpiece. The post-processing operation such as conventional and modern machining is indispensable to manufacture the final product. Morehead et al. 13 studied conventional machining and machinability of ultra-fine-grained (UFG) copper. They found that the machining process influences the micro-structure and surface integrity of UFG copper. Electrical discharge machining (EDM) as well as conventional machining affects the micro-structure and surface integrity of the materials.
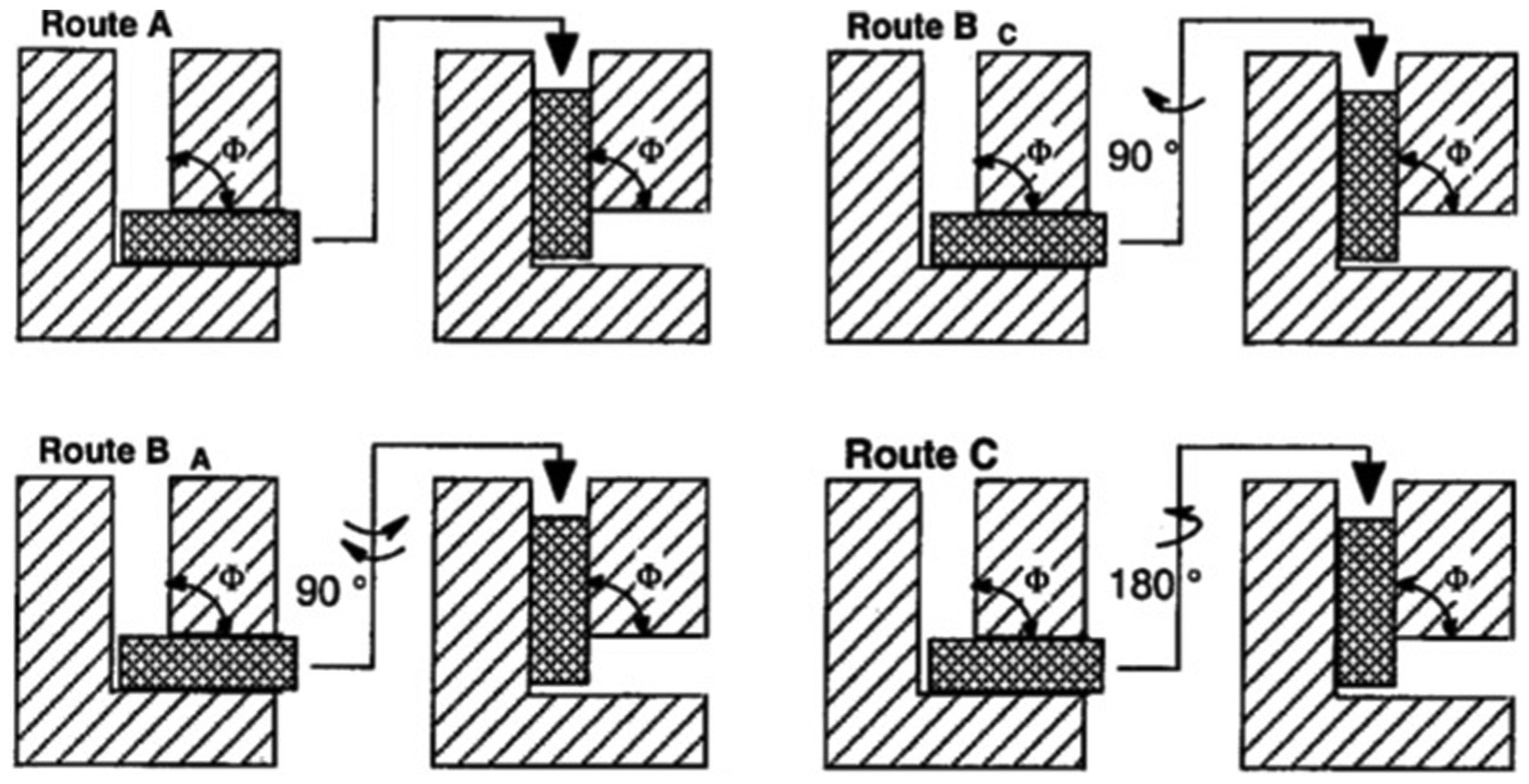
ECAP routes.
EDM is a suitable technique for machining all electro-conductive materials regardless of their hardness and other physical properties. By means of EDM, the complex shape and geometry parts are able to be manufactured. 14 Therefore, EDM is a very applicable method and plays a significant role in the manufacturing process of industrial parts. EDM is a thermo-electrical process, shaping parts by successive sparks that occur between the electrode as tool and workpiece. 15 Due to the high temperature of discharges, the surface of the material melts. A portion of molten metal is flushed away by dielectric liquid and shapes the favorite geometry and the remained metal, solidifies and forms recast layer. 16 Because of the high energy release during EDM process, the recast layer and the heat-affected zone (HAZ) have different metallurgical structures and properties in comparison with the base metal. 17 The recast layer is very hard and brittle containing many micro-cracks and voids. The HAZ also has cracks. The existence of the recast layer and HAZ results in undesirable effects such as reducing the fatigue strength and deterioration of the surface integrity.18,19 Thus, many studies have investigated the characteristics of the recast layer and prevented the subsequent devastating effects.18,20–25 Many attempts have been made to improve the surface quality and material removal rate (MRR). Using metallic powder additive in the dielectric liquid is a proper procedure to enhance the surface quality.26–29 The other methods used to increase the surface quality are magnetic-field-assisted and ultrasonic-assisted EDM.30,31 The UFG materials, due to the high-energy grain boundaries, are more prone to structural changes in recast layer and HAZ in EDM. The characteristics of the recast layer and HAZ are investigated in our study.
In this article, first, the grains of aluminum alloy 2017 are refined by ECAP method. Then, UFG and coarse-grain samples are electrical discharge machined and the recast layer thickness and the micro-cracks are observed by scanning electron microscopy (SEM) and optical microscopy. The micro-hardness of the recast layer and HAZ are measured by micro-hardness tester; in addition, the composition of the recast layer and HAZ are identified via X-ray diffraction (XRD) and energy dispersive spectroscopic (EDS) techniques.
Experimental procedures
In this study, aluminum grade 2017 is used. The chemical composition of working samples is showed in Table 1. Alloy Al-2017 contains large number of alloying elements such as Cu and Mg. These elements play a significant role in grain refinement during ECAP process.32,33 The samples were annealed at 415 °C for 3 h. The dimensions of the samples are 20 mm in diameter and 60 mm in length. All samples are ECAPed for four passes through route BC at room temperature and at processing rate of 1 mm/s with molybdenum disulfide (MoS2) as lubricant. The inner and outer angles of the ECAP die are Ψ = 30° and Φ = 90°, respectively. Figure 4 shows the used ECAP die and a billet in process.
Chemical composition of Al 2017.


Used ECAP die and a billet in process.
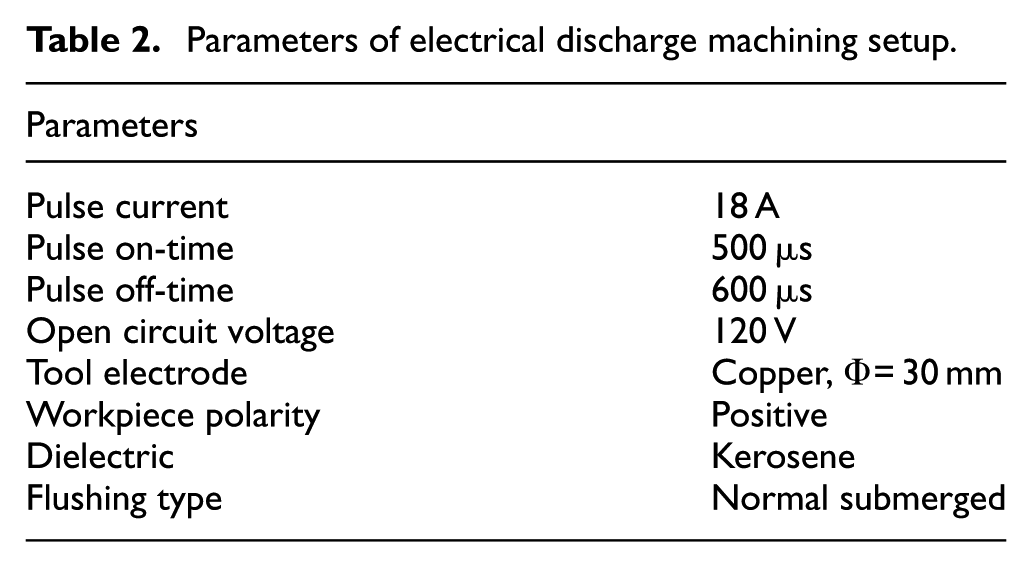
Then, the UFG samples are machined with a Charmilles Robofil 2000 wire cut and EDMed with a die-sinking EDM machine–type Charmilles Roboform. A cylindrical copper shaft (Φ = 30 mm) is used as the tool electrode and kerosene as the dielectric. The samples are immersed in dielectric to a depth of 15 mm. To have enough thickness of recast layer, EDM should be done in high current and pulse on-time (roughing mode) condition. From this point of view, 1 mm of the samples is EDMed. Table 2 shows the parameters of EDM.
Parameters of electrical discharge machining setup.
Then, the samples are cold-mounted in epoxy resin and carefully polished up to grade 3000 sand paper and then analyzed via an optical microscopy of the Olampiyus Co. and a SEM of VEGA\\TESCAN Company with RONTEC analyzer. Figure 5 shows two samples before and after mounting.
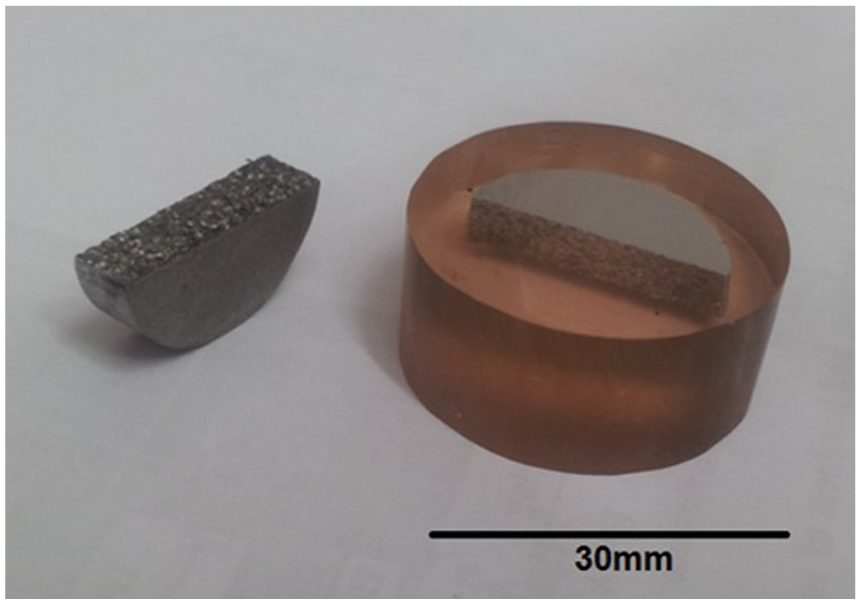
Two aluminum alloy samples.
To determine the composition and grain size of the samples, XRD technique is used. The diffraction patterns were measured from 10° to 100° for 10.3366 s per step with a step of 0.017° and then analyzed by the X’Pert High Score Plus program. The composition has been recognized from the PDF-2 databases.
The hardness of the samples is measured by a Buehler micro-hardness tester. The load was 0.01 kg, and the imposing load time was 10 s. Note that the samples were carefully polished and prepared before the micro-hardness test.
Results and discussion
Thickness of recast layer and HAZ
Figure 6 shows the recast layer and HAZ of UFG and coarse-grain aluminum after EDM. In this study, more than 20 UFG and coarse-grain samples were EDMed, and the thickness of the recast layer was measured and averaged in several sections. The results are demonstrated in Figure 7. Results show that, meanwhile, the machining parameters such as pulse current, pulse on-time and pulse off-time have the most significant influence on the thickness of the recast layer and HAZ,34,35 and the grain size also affects the recast layer. The UFG aluminum has thicker recast layer and HAZ rather than the coarse one. Determination of the border between the HAZ and the base metal is difficult. However, by comparing the HAZ of the UFG sample with that of the coarse-grain sample (Figure 6), it is obvious that the UFG samples have thicker HAZ than the coarse-grain ones.
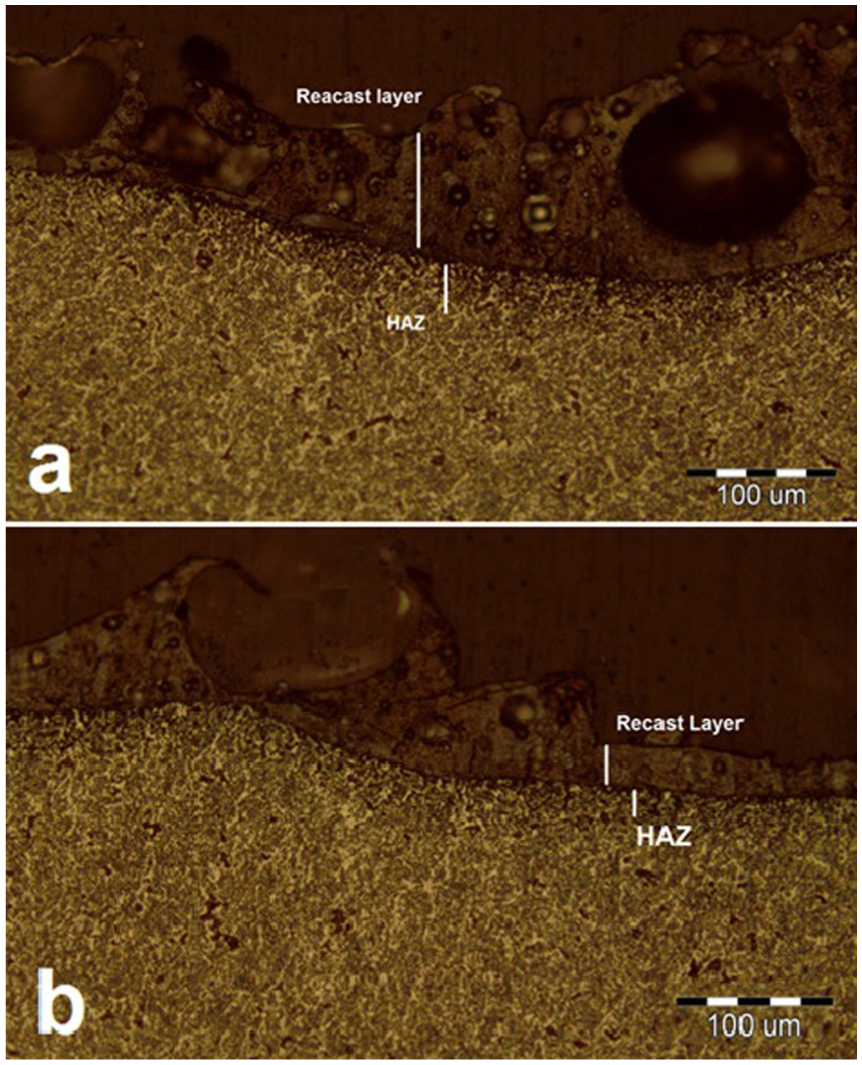
(a) Recast layer and HAZ of the UFG aluminum and (b) coarse-grain aluminum.
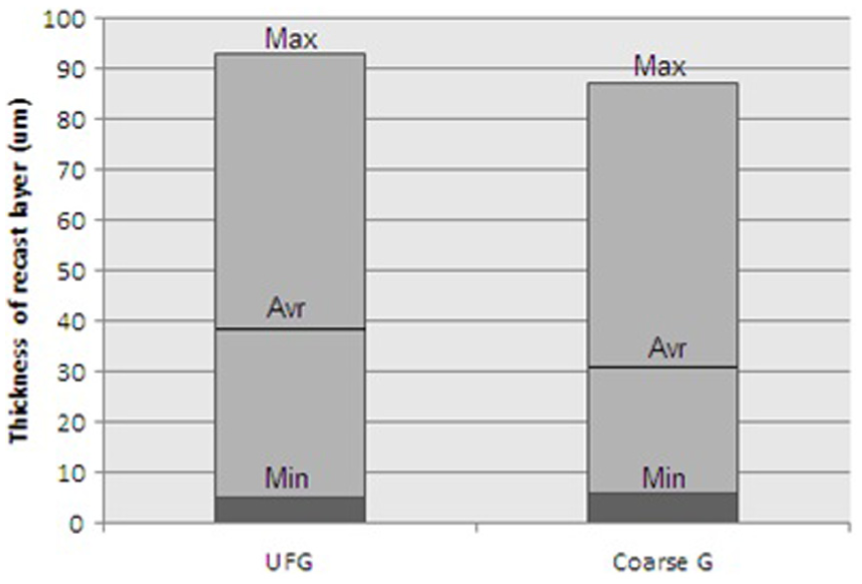
Thickness of the recast layer.
In UFG materials, the high-angle grain boundary and non-equilibrium grain boundary form as the result of imposing high strain rate. For more information about non-equilibrium grain boundary study, see the work of Nazarov et al. 36 and Sauvage et al. 37 High density of non-equilibrium grain boundary and dislocations in the UFG materials result in high-grain boundary energy. This excess energy makes the UFG materials thermodynamically unstable and prone to phase transformation.37,38 Hence, phase transformation occurs (especially at eutectic point) at lower temperature in comparison with the coarse-grain materials. In addition, the recrystallization and grain growth happen at lower temperature as well. 39 Furthermore, in the EDM process, HAZ is the transformed phase of the base metal as the result of heat transfer from the melt pool to the sublayers. 40 Consequently, the HAZ area of the UFG materials is wider in comparison with the coarse-grain materials. The thickness of the recast layer as well as HAZ in the UFG materials slightly increased. This phenomenon can be explained by the fact that the grain refinement reduces the melting point of the metals. In addition, the volume of the melted material in the EDM process of the UFG materials due to lower melting point is wider than the coarse-grain materials in the same machining condition (same discharge energy). Besides, the capacity of the molten materials flushed away by the dielectric is constant because of the same machining condition. 41 Consequently, in the UFG materials, the portion of the melted metal remaining in the melt pool is greater rather than the coarse-grain materials. Thus, the recast layer is slightly thicker.
Composition of recast layer and HAZ
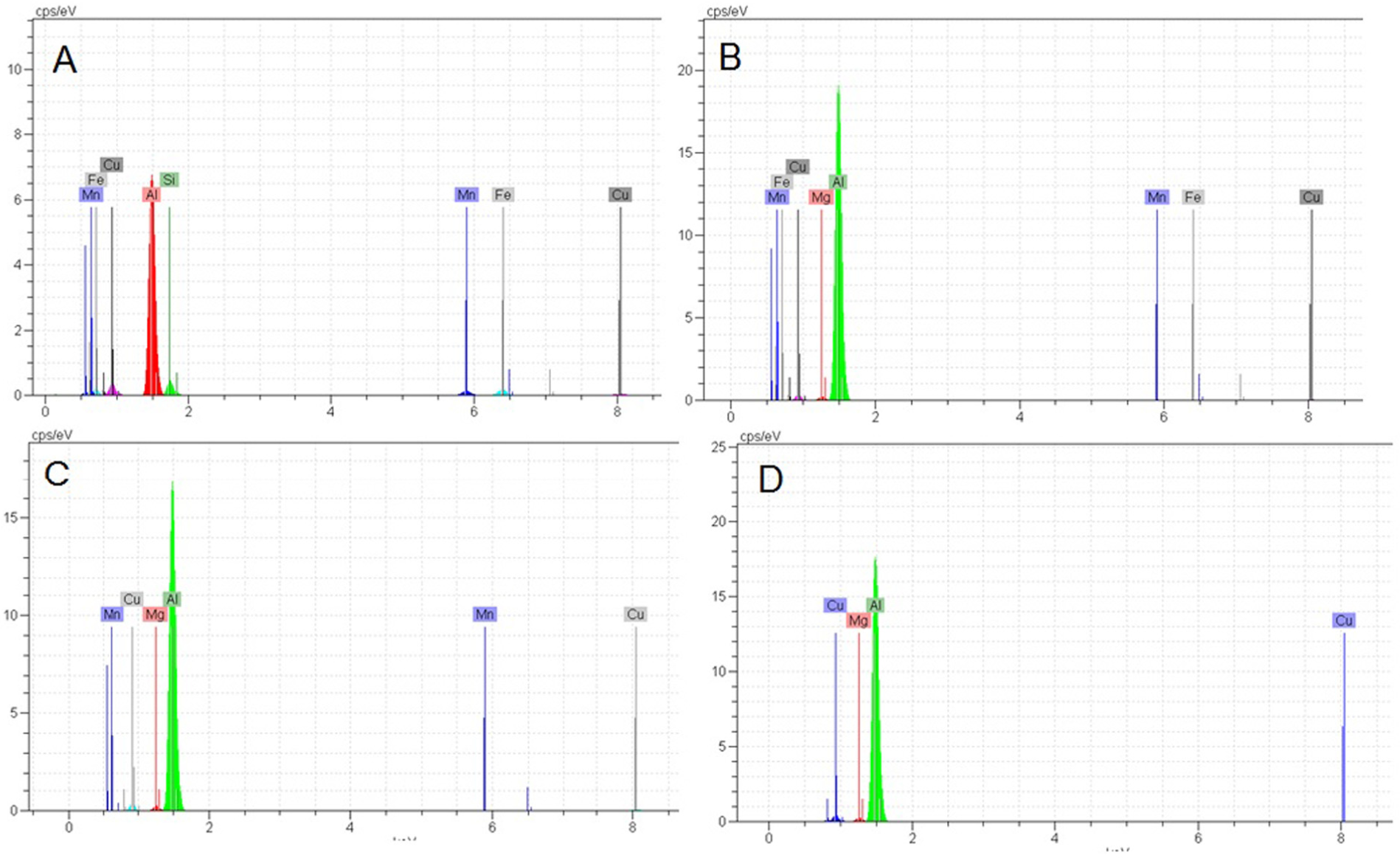
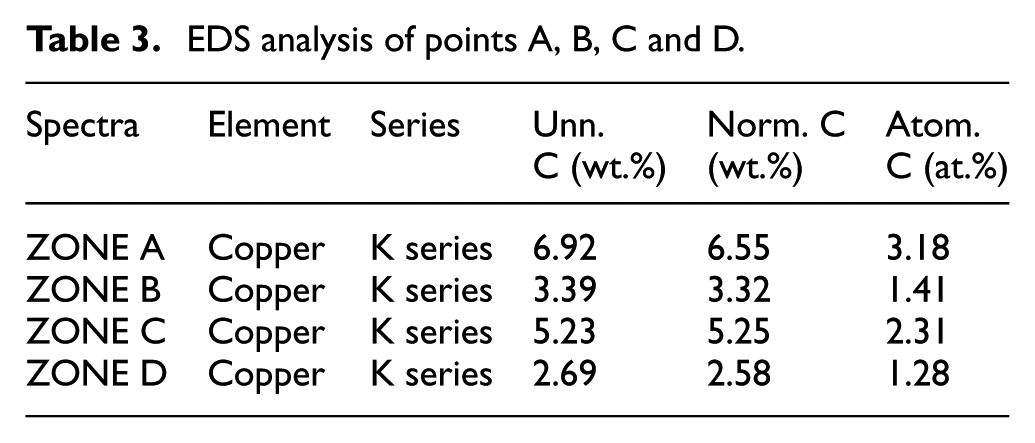
The composition of the surface of an EDMed UFG sample was measured by XRD technique. Figure 8 shows the XRD profiles of the surface of an EDMed UFG sample. According to Figure 8, Cu-Al2 exists in the sample surface. Probably, this composition was the product of the chemical reaction between the copper electrode and the aluminum workpiece. 42 The weight percentage of Cu element was analyzed by the EDS method in two points of an EDMed UFG sample and an EDMed coarse-grain sample. One point is at the bottom of the recast layer and another point is in the HAZ. The locations of these points are marked at the SEM photograph of samples (Figure 9). The EDS analysis of these points is shown in Figure 10. Considering the EDS analysis (Table 3), the weight percentage of Cu at points A and C is more than points B and D. Copper can diffuse from the tool electrode to the aluminum workpiece. 43 According to Fick’s laws of diffusion, the diffusion decreases by increasing the distance from the surface of separation. 44 Thus, the weight percentage of Cu decreases by traveling through depth. Consequently, the weight percentage of Cu at points A and C is more than points B and D. It should be noted that the weight percentage of Cu in the UFG sample is more than the coarse-grain sample. It can be explained by the fact that the UFG materials have high-grain boundary energy. Then, the diffusion conducts faster in comparison with the coarse-grain materials. 4
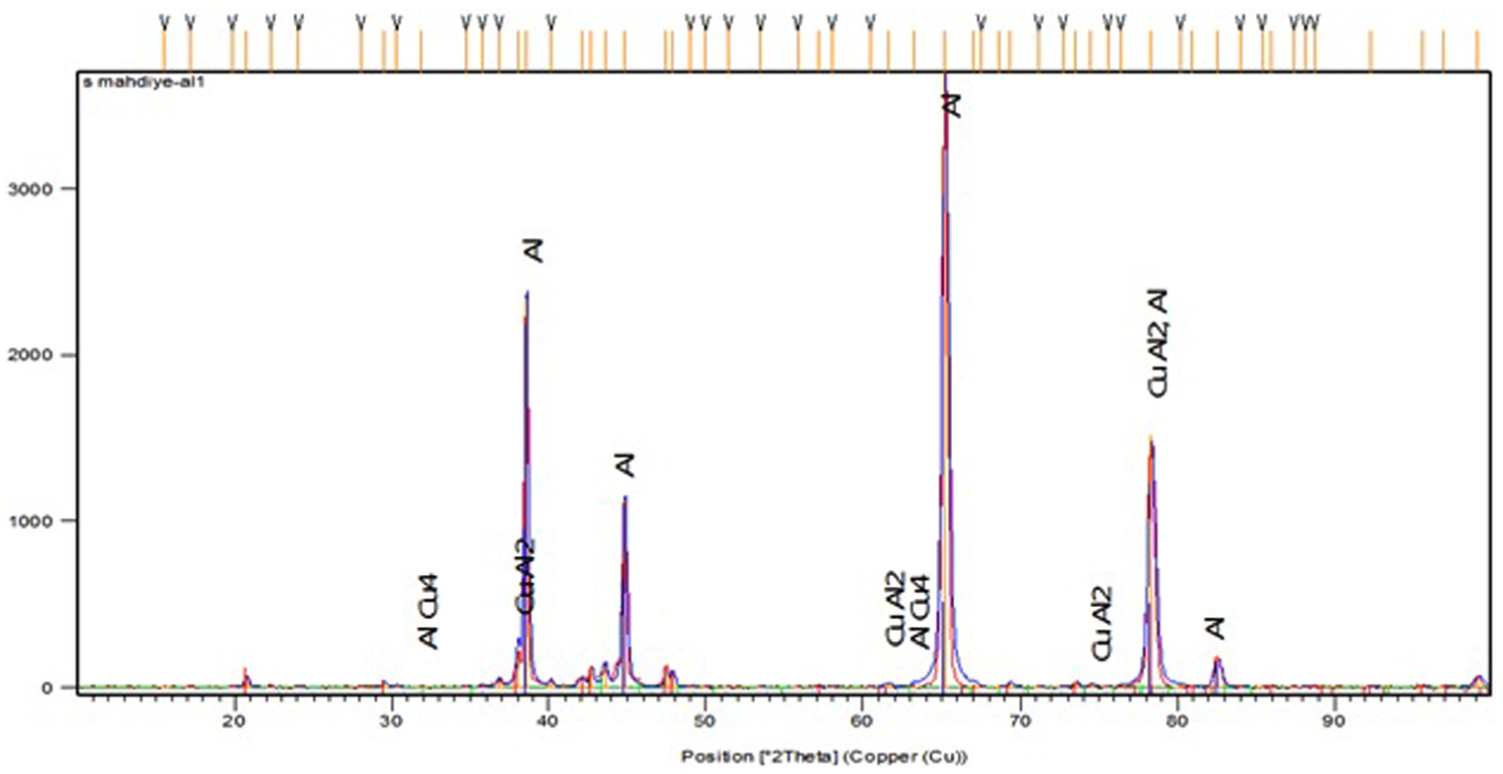
X-ray diffraction profiles of the surface of EDMed UFG Al.
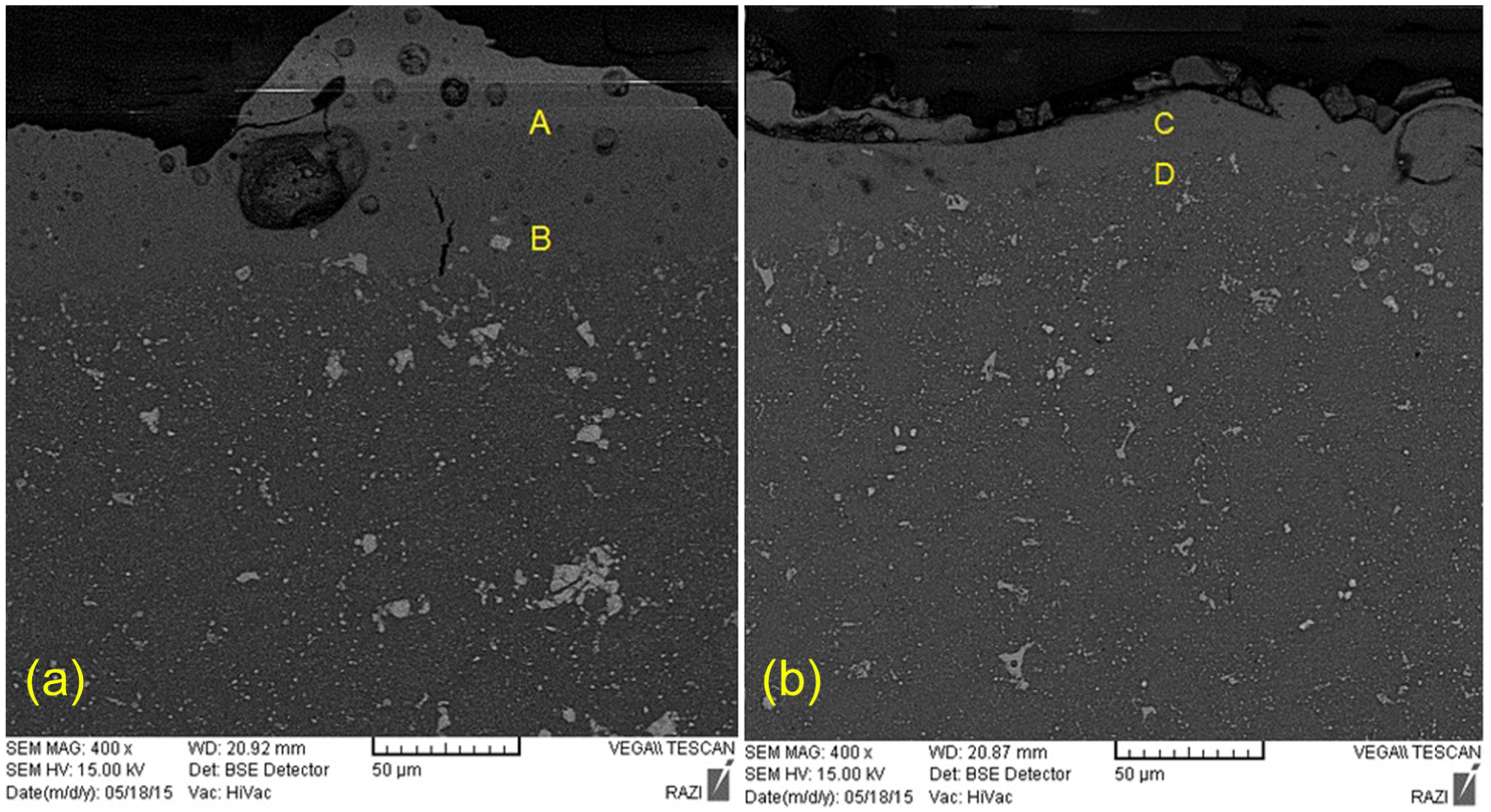
Locations of the points for EDS analysis: (a) UFG sample and (b) coarse-grain sample.
EDS analysis of points A, B, C and D.
EDS analysis of points A, B, C and D.
Cracks
According to Ekmekci’s 17 survey, three types of cracks are formed in the EDM process: surface cracks, penetrating and globular cracks. The surface cracks initiate in the surface of the recast layer and perpendicularly propagate down through the recast layer and finally terminate at the interference of the HAZ and recast layer. The penetrating cracks travel down to the HAZ or even base metal. And globular cracks form round crater rims on the surface with very low penetration. The crack formation and propagation relate to the machining parameters and physical properties of material. Machining parameters such as pulse current and pulse on-time, respectively, influence the density of the cracks and length (depth of penetration) of the cracks. 45 In this work, the EDM process was done with high pulse current and pulse on-time; so, several cracks exist in the recast layer and HAZ of the UFG and coarse-grain aluminum as shown in Figure 11. Figure 12 shows a SEM photograph of the cracks in a UFG sample. Certainly, the density of the cracks can reduce with lower pulse current and pulse on-time (finishing mode). Not only machining parameters but also the physical properties of the material such as hardness and thermal conductivity influence the formation of the cracks.41,45 Here, the effect of the grain size on the cracks has been investigated.
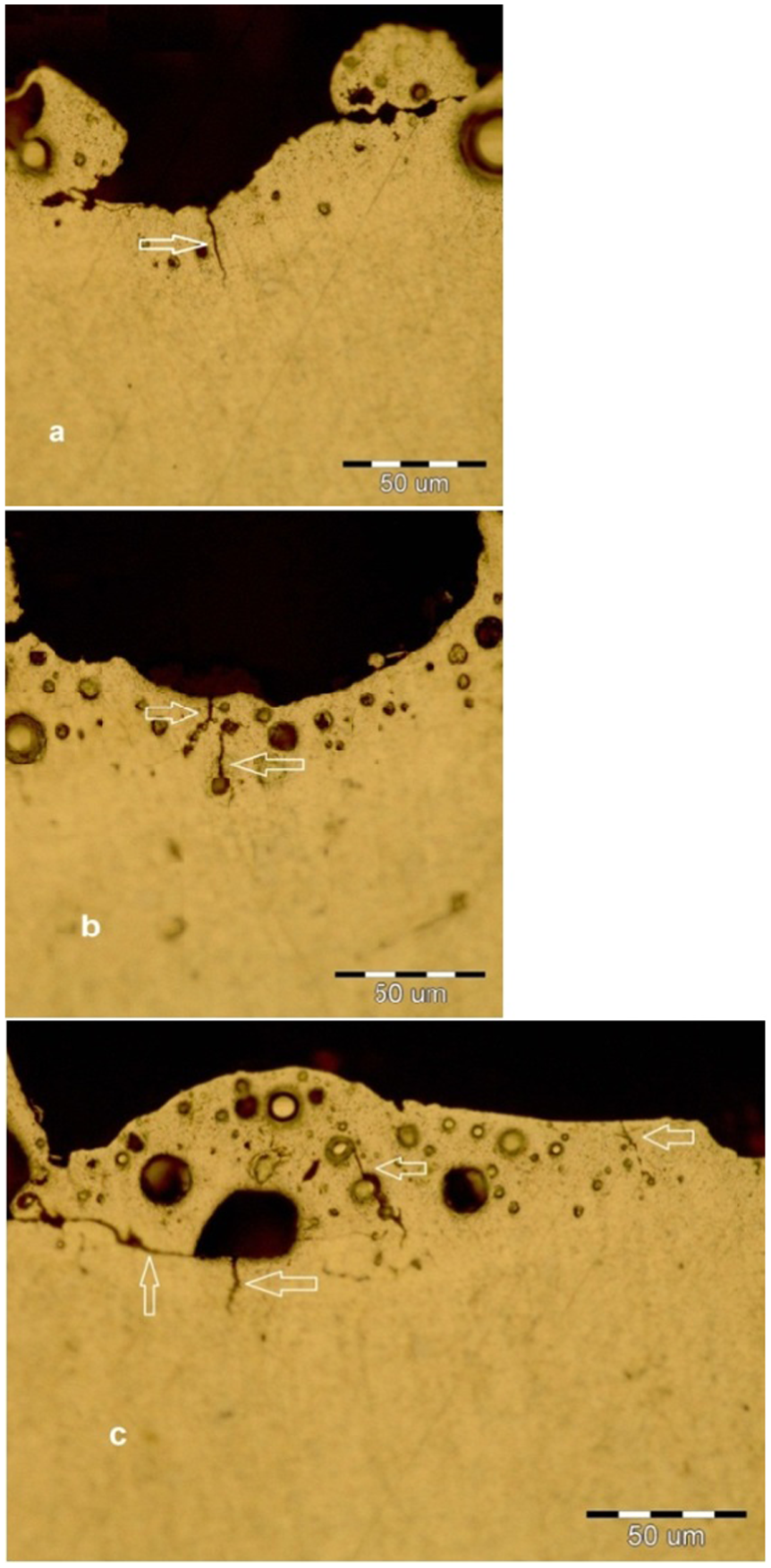
(a) Cracks in a coarse-grain sample and (b, c) two UFG samples.
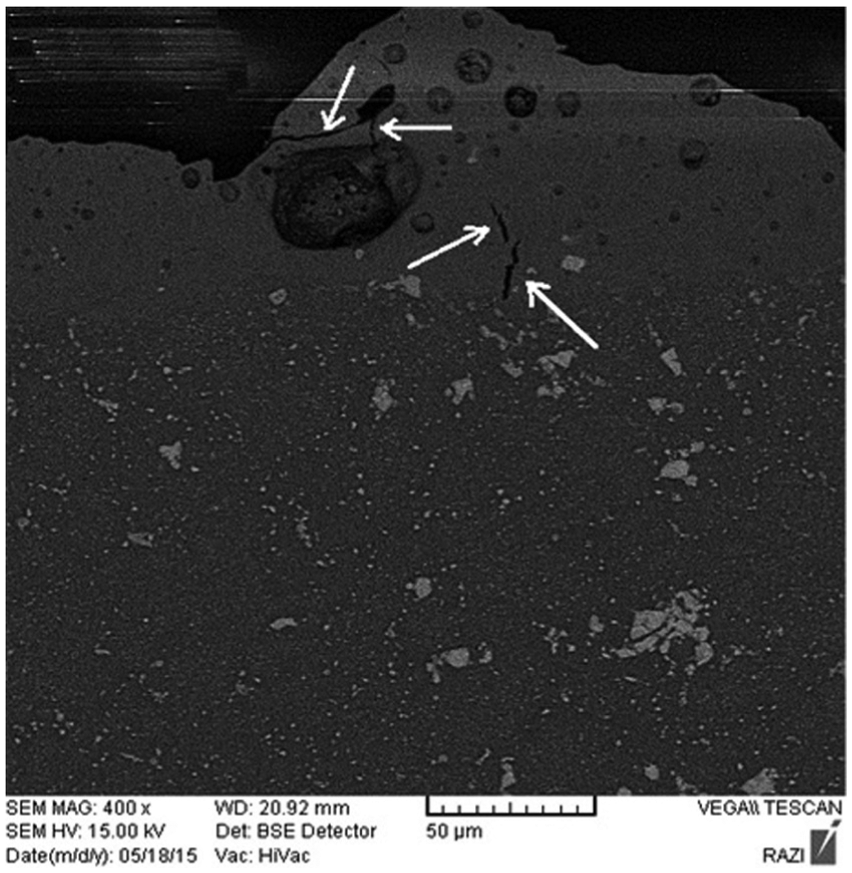
SEM photograph of the cracks in a UFG sample.
The total length of cracks (µm) in a unit area (µm 2 ) is a common formula to quantify the density of the crack.41,45,46 In this study, the recast layer and HAZ of more than 20 samples of EDMed UFG and coarse-grain aluminum were carefully polished and mounted, and then they were observed by optical microscopy. Finally, the density of the cracks was calculated. The average of the crack’s density of the UFG samples and coarse-grain samples is shown in Figure 13.
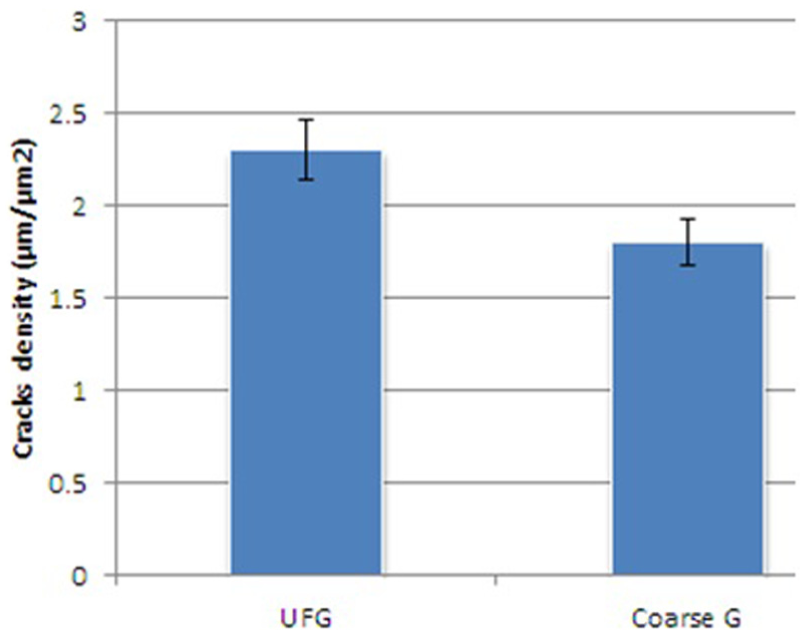
Crack density of UFG and coarse grain.
Figure 13 shows that the crack’s density of the UFG aluminum is more than the coarse-grain samples. This phenomenon is explained by the fact that the ductility and elongation decrease by grain refinement and cold working. 4 Therefore, the UFG materials are more brittle in comparison with coarse-grain materials. In addition, the cracks initiate and propagate quickly in the brittle materials. Consequently, the crack’s density in the UFG samples is more than coarse-grain samples.
Micro-hardness
The micro-hardness of a sample before and after ECAP was measured in several points. The average of micro-hardness of the coarse-grain sample was 37.8 HV which increased up to 49.3 HV after ECAP. Because, the hardness of the materials increases with grain refinement. 4
The micro-hardness of both the UFG samples and the coarse-grain samples after EDM was measured. To depict the hardness profile, several points from the surface of the specimen to the depth, in cross section of 10 samples, were selected and their micro-hardness was measured. The hardness profile of the UFG and coarse-grain aluminum is shown in Figure 14. In addition, Figure 15 shows a series of indentations on the cross section of a UFG sample. The hardness profile in this article is in accordance with the results of Gostimirovic et al. 47
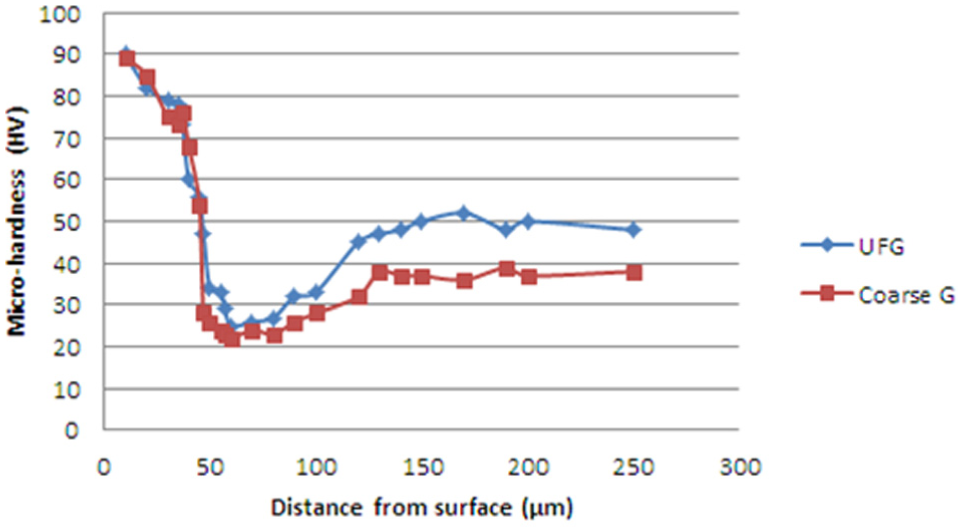
Hardness profile of UFG and coarse grain.
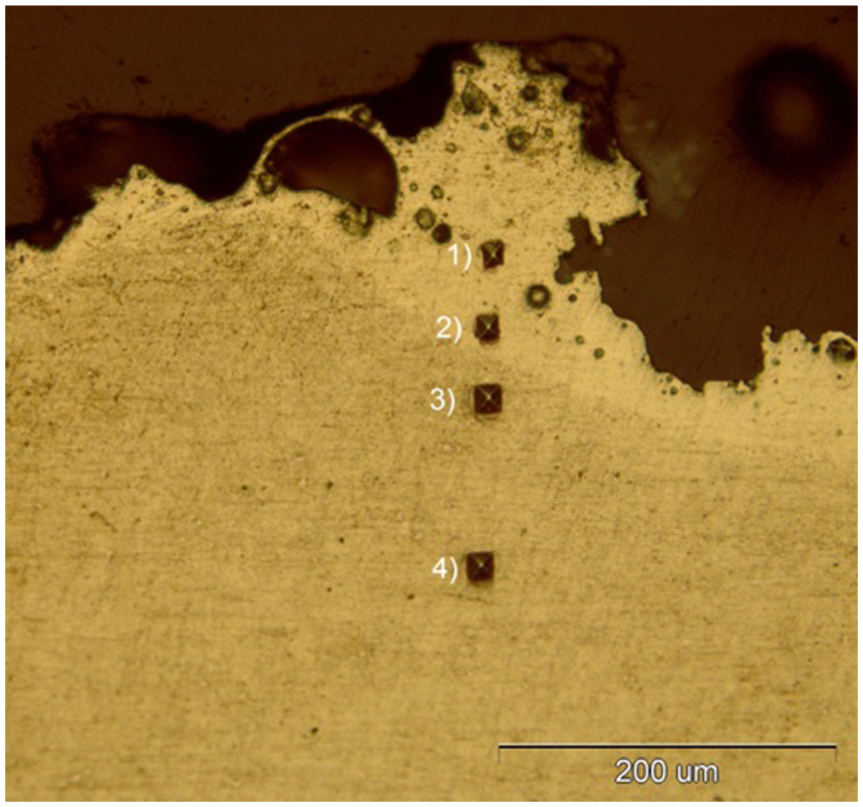
Series of indentations on the cross section of a UFG sample: (1) recast layer, (2) HAZ and (3, 4) base metal.
The maximum point in the hardness profile belongs to the area of the recast layer. The recast layer has a brittle and hard structure. 15 The hardness of the recast layer in both the UFG and coarse-grain samples are approximately the same. It shows that the hardness of the recast layer is independent of the grain size. Since the recast layer forms of the melted material, the structure of the melted liquids of both the UFG and the coarse-grain metal is similar; thus, the structure of the recast layer of both the UFG and the coarse-grain aluminum is the same in the identical machining condition.
The minimum point in the hardness profile belongs to the HAZ. The hardness of the HAZ is even under the hardness line of the base metal. This tangible decrease is due to the recrystallization and grain growth happening in the HAZ. 47 The hardness of the base metal is constant and is higher in the UFG samples than the coarse-grain samples. The difference between the hardness of the HAZ and the base metal is more in the UFG specimens than the coarse-grain samples. The results show that the destructive influence of the EDM on the structure of the UFG materials is considerable and should be controlled.
Conclusion
This article investigated the effects of the EDM process on the UFG aluminum. The results are shown below:
The thickness of the recast layer and HAZ in the UFG aluminum at the identical machining conditions is more than the coarse-grain aluminum.
The diffusion of copper from the electrode in UFG aluminum is faster than the coarse-grain aluminum.
The density of the crack in the recast layer and HAZ of the UFG samples is much more considerable in comparison with the coarse-grain samples.
The reduction in the hardness of HAZ in the UFG specimens is much more notable rather than the coarse-grain specimens.
At the end, the EDM has destructive effects on the structure of the UFG materials. Thus, to properly EDM the UFG materials, the machining parameters should be controlled. Machining parameters should be set at the finishing mode (low pulse current and pulse on-time) to reduce the undesirable effects of EDM.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.