
Abstract
Industrial environments can use several layout setups according to their convenience based on item diversity, ways of production and market demand. This work focuses on design of manufacturing cell formation. A well-known type of production layout in industrial engineering that allows meeting a diversity of production requirements and operational flexibility is the cellular manufacturing. Among the various techniques and approaches applied to manufacturing cell formation, this article uses the firefly metaheuristic algorithm as an optimization engine. Such modern stochastic optimization algorithm can tackle non-convex, non-smooth, non-continuous and non-differentiate objective cost functions making them gradient independent and suitable to manage such problems. The adopted methodology relies on comparing the obtained efficiency and efficacy (clustering) parameters in the cell formation layout with several well-established benchmark examples found in the literature. The results show that the use of efficacy parameter is desirable if the focus relies on clustering manufacturing cell formation, however, the use of efficiency parameter can also lead to useful and cost-effective layouts at the expense of cell clustering. Some of the results also indicate improvements in the efficacy parameter relative to the benchmarked examples with a slightly enhanced layout formation that proves and justifies the suitability for the firefly metaheuristic algorithm.
Introduction
The increase in productivity demand and system’s production makes crucial the analysis of layout arrangement, once the physical arrangement of machines in a manufacturing environment may drastically influence the flow of production and consequently its efficiency and cost. Nowadays, most production systems are focused on customers’ needs “just in time” (JIT), because of the avoiding of stocks. This, of course, leads to the use of cellular layouts, which are more suitable to meet this type of demand. Cellular layouts are arrangements widely applied in engineering industry, since they allow good production levels with a desirable operational flexibility. In this context, various methods can be applied to cell formation based on specific techniques. This work aims at studying the firefly metaheuristic algorithm (FMA), which is a modern stochastic metaheuristic optimization algorithm, as a tool optimization for manufacturing cell formation. The use of efficacy and efficiency as objective function for the optimization problem is also investigated in order to decide the suitability for each one in the cell formation. This article makes use of production flow information, with tabulated information for the machine–part incidence matrix. The analyzed matrices are benchmark ones found in the literature according to each specific flow production. The definitions for efficiency and efficacy are applied to optimization problems according to the required features for the cell formation. The objective is to evaluate the suitability of the efficiency and efficacy in the cell formation, analyzing the behavior of each one to a certain group of machines with a production flow associated with these machines.
Designing and planning of an industrial layout
According to Slack et al., 1 the physical arrangement or layout of a production process is related to the physical layout of all the elements needed for the transformation of a specific product.
The importance of planning and decision making in relation to a layout arrangement is fundamental to the company’s strategy since well-designed projects enable a desirable performance. This favours the flexibility of operations, the efficiency of item flows and the rational use of the resources. Thus, it is necessary to adjust the physical arrangement decision in accordance with more competitive strategies of operation. 2
According to Lorenzatto and Ribeiro, 3 a good layout optimization may eliminate many of the shortcomings related to a specific production process, such as reducing the labor time involved in transporting materials, increasing productivity, quality indices and employees motivation.
The cellular layout is characterized by the arrangement of machines in groups of various types. It is not characterized anymore by meeting the production demands of a specific product but a family of parts. 4 That is, in this type of physical arrangement, the resources processed (when they enter the cycle of operation) are selected according to the constructive characteristics of the product, in order to follow a specific flow within a cell, since the materials, workers and equipment (resource transformers) needed for the product processing are available. 1
The manufacturing cell formation is not a new topic and has been investigated by many researchers in the last decades. Several approaches have been used to solve the problem such as procedures based on cluster analysis,5,6 graph partitioning7,8 and mathematical and integer programming. 9 In recent years, the theme has gained interest related to the use of new methodologies that allows enhanced solutions.
Techniques used in the cell formation
Related to the cell formation techniques, the concept of group technology (GT) is essential due to its wide application. When related to manufacturing, it consists in the organization philosophy of grouping the parts and resources. 4
For Groover, 10 there are three general approaches to solve the problem of family of parts grouping. These methods require some time to implement and involve the data analysis by a properly trained staff that will be hereafter presented.
The visual inspection method consists of grouping parts into families, by visual analysis of the similar characteristics of the parts. This is a simple method that does not require large costs for implementation. 10 According to Lorini, 4 this method is less efficient and highly dependent on human experience and is limited by the number of parts that can be physically tested in an acceptable time. Therefore, the application is restricted in the case of small number of parts.
A system of classification aims to implement the coding parts, so the process and geometric attributes are clearly and accurately represented. Thus, once the similarity criteria are established to classify the encoded parts, it is possible to perform clusters. However, this code should not be too complex; otherwise, it may end up hindering the formation of families. 4 According to Groover, 10 the classification and coding system (SCC) consumes more time than visual inspection and techniques related to production flow analysis (PFA).
The PFA consists of a technique where the parts are grouped according to the coincidences of process flows that are set for each component, regardless of size or geometric shape. One way to represent this sequence of operations is using machine–part incidence matrices, establishing the relation part–process in the form of columns and rows of a matrix. This can be represented in different ways using symbols (×, *), binary numbers (“0,”“1”) and real numbers (0.1, 0.2, …) that characterize the processing time for a specific part and machine.
Algorithms can be applied to the matrix in order to highlight which parts present similarities in their processes, characterizing the formation of a “family,” while the group of machines is characterized by the formation of a “cell.” As previously summarized, there are several types of algorithms that can be applied, for example, mathematical programming, hierarchical clustering techniques, techniques based on the arrangement and nonhierarchical clustering techniques (heuristic).
Heuristic techniques, discussed in this, consist of nonclassificatory procedures that use similarity coefficients, and in most of the applications, they use some kind of grouping criterion. The heuristic methods are related to a set of rules aimed at solving problems, and these rules depend on the developer’s decisions or his/her experience in similar cases. However, a heuristic method does not guarantee the attainment of an optimal solution but at least a feasible solution. 11
Singh and Rajamani 12 reported that techniques such as genetic algorithm (GA), tabu search (TS), simulated annealing (SA) and neural networks (NN) are widely used as tools for cell formation. Arkat et al. 13 proposed the study of heuristic models in cell formation, such as branch and bound (B&B) and GA. Arzi et al. 14 proposed an application with GA approaching the analysis of the efficiency and capacity requirements in an environment with irregular demand. Sayadi et al. 15 reported a model based on the FMA. Chan et al. 16 proposed a study based on GA to address the machine–part grouping problem holistically with the considerations of machine flexibility as well as machine aggregation and disaggregation simultaneously. The objective function of this model is to minimize the total intercellular and intracellular part movement. In Songore and Songore, 17 the TS algorithm is presented for resolving the cell formation problem. Bagheri and Bashiri 18 studied a new hybrid metaheuristic approach called genetic imperialist competitive algorithm to designing the cells under indefinite demand values up to the end of previous period. Chang and Wu 19 investigated the water flow-like algorithm (WFA) to solve cell formation, cell layout and intracellular machine layout. In Parika et al., 20 the bat algorithm (BA) is applied for designing cell formation aiming to minimize intercell part movement with a consideration of an alternative route. Nouri and Hong 21 discussed the bacteria foraging algorithm in cell formation problem while considering cell load variations and a number of exceptional elements. Nouri and Hong 22 proposed the bacteria foraging algorithm in cell formation problem meanwhile taking into consideration number of voids in cells and a number of exceptional elements based on operational time of the parts required for processing in the machines. Paydar and Saidi-Mehrabad 23 proposed a linear fractional programming model with the objective of maximizing the grouping efficacy. To solve the model for real applications, a hybrid metaheuristic algorithm (GA and variable neighborhood search) is studied. The present work reports that the method is effective. So, based on these preliminary results, in this article, the FMA is implemented and further investigated for the manufacturing cell formation.
FMA
According to Yang, 24 the metaheuristic algorithms present a similar performance. The advantage of FMA is that it can find the global optima and local optima simultaneously and effectively. A further advantage of FMA is that the different fireflies can work almost independently, and it is thus particularly suitable for parallel implementation.
The FMA was conceived initially by Yang 25 based on observations of flashing behavior of fireflies. Basic literature on this subject can be found elsewhere.24–28 In the FMA algorithm, the bioluminescence effect is the essence of the method. Courtship ritual, prey attraction, social orientation or warning signal to predators are some of the uses for the bioluminescence. Specifically in the case of fireflies, the rhythmic flash, the rate of flashing and the amount of time it remains on form part of the system that brings insects together. In nature, distance plays an important role since it may impair the visibility of other fireflies. This occurs because light intensity decays with the square of the distance. On optimization problems, the cost function is evaluated as the brightness of the fireflies. In the development of the algorithm, some simplifications are assumed such as that all fireflies are unisex, the attractiveness decrease as the distance increases, and a random search is used in the case of no existence of brighter firefly. There is no universal method that provides a best-guaranteed solution for any optimization problem according to Yang 24 and that, in average, all the algorithms will present a similar performance. This is also valid for FMA.
The fact that stochastic test functions with singularities could be handled by the FMA turns it more powerful than ordinary metaheuristic algorithms. 26 However, the proof for this statement needs a theoretical framework.
The motivation for the use of FMA is based on applications related to permutation flow shop scheduling problems. 29 These are well-known non-deterministic polynomial-time (NP-hard) problems where a direct solution is not available, and a metaheuristic approach may be used to find the near-optimal solutions.
Attractiveness, absorption and light intensity
According to Yang
26
and presented in Gomes,27,28 the variation of light intensity and the formulation of the attractiveness are two important issues that should be addressed. As previously said, the objective function
For fixed light absorption coefficient, the light intensity I may be formulated as follows26–28

where

where β0 means the attractiveness at

where the second term is due to the attraction and the third term
The parameter γ characterizes the variation of the attractiveness and determines the speed of the convergence and efficacy of FMA in finding a global optimum. A very similar technique is used by SA to improve the convergence rate. As indicated by Yang, 25 γ ∈ [0, ∞). This parameter typically varies from 0.1 to 10 for normalized cost functions. Figure 1 shows a pseudo-code for the firefly algorithm in minimization problems.
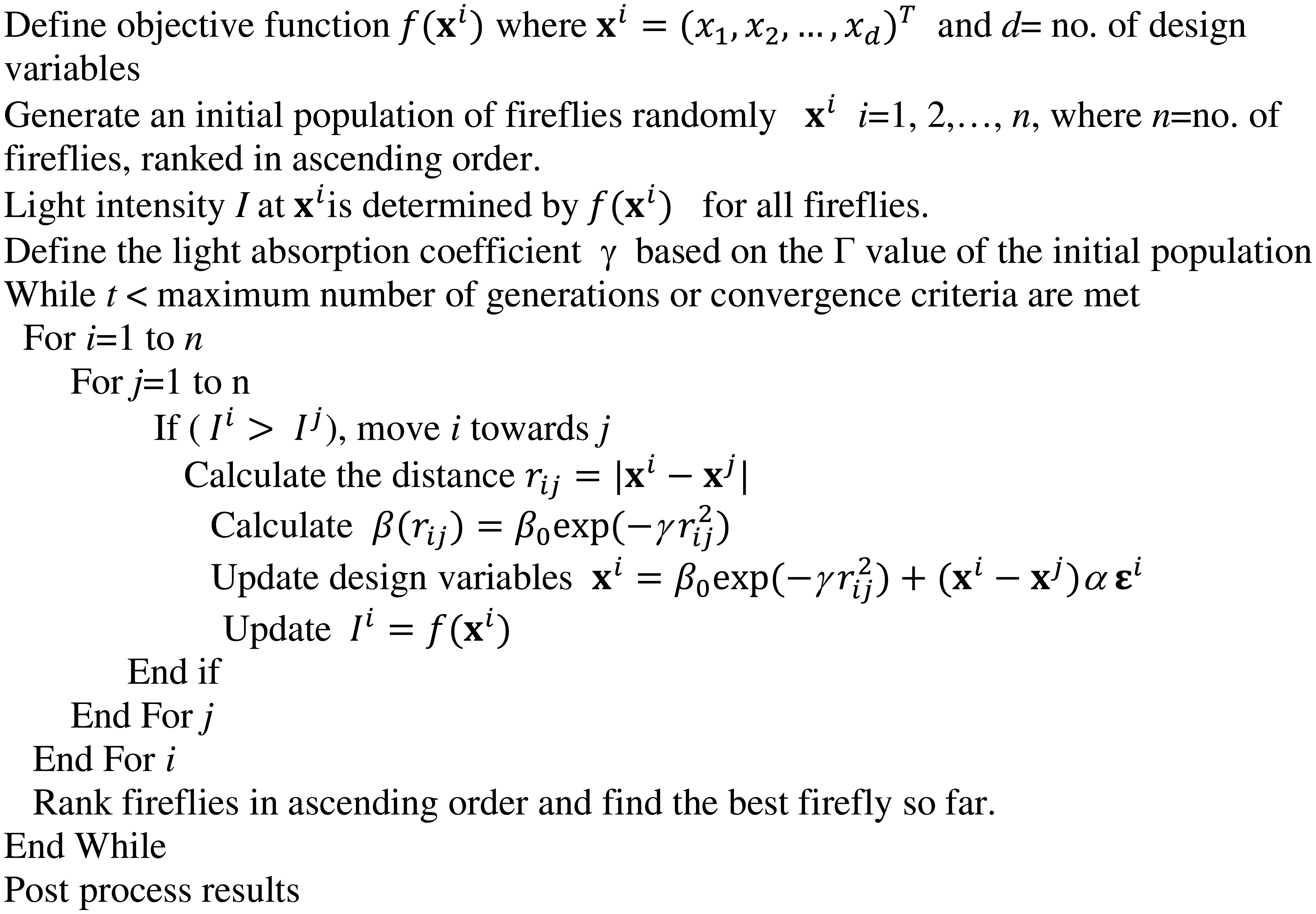
FMA pseudo-code.
In order to compare (when possible) algorithm’s speed and efficiency, the same set of random numbers was used by fixing the seed of the random number generator. For statistical purposes, when comparing accuracy, the random number generator was set free for random independent runs.
Methodology: analysis of efficiency and efficacy grouping with FMA
In the following, it will be presented the way the FMA was linked to the problem of cell formation discussing themes such as generation of the initial population, the representation of the machine–part incidence matrix, the cost function evaluation, the stopping criteria, the convergence of the algorithm and the interpretation of results.
The computational language MATLAB (2011) is used for the implementation of the application. Specific routines for solving optimization problems by FMA and others specific to handle with the problem of cell formation were developed in this language.
Generation of the initial population for cell formation
The population size is set beforehand and may vary according to the size of the machine–part incidence matrix. It is related to the problem complexity and the number of design variables. Initially, the algorithm generates a random population that represents a candidate solution for the problem. This means that each individual is generated in a random way. The individual is composed of as many slots (design variables) as the number of available machines, and this represents a chromosome such as in the GA. Those slot orders represent the machine number, and it may assume a number that represents the cell they belong. In this article, the number of cells that may be used to form arrangements is not set fixed but is the last slot of the individual. Figure 2 illustrates an example of the FMA encoding used in this work in the case of an arrangement with three cells.

Representation of an individual chromosome for cell formation.
The population size is related to the number of individuals, which interact during the iterations of the algorithm (generations). Figure 3 illustrates a population composed of n individuals.
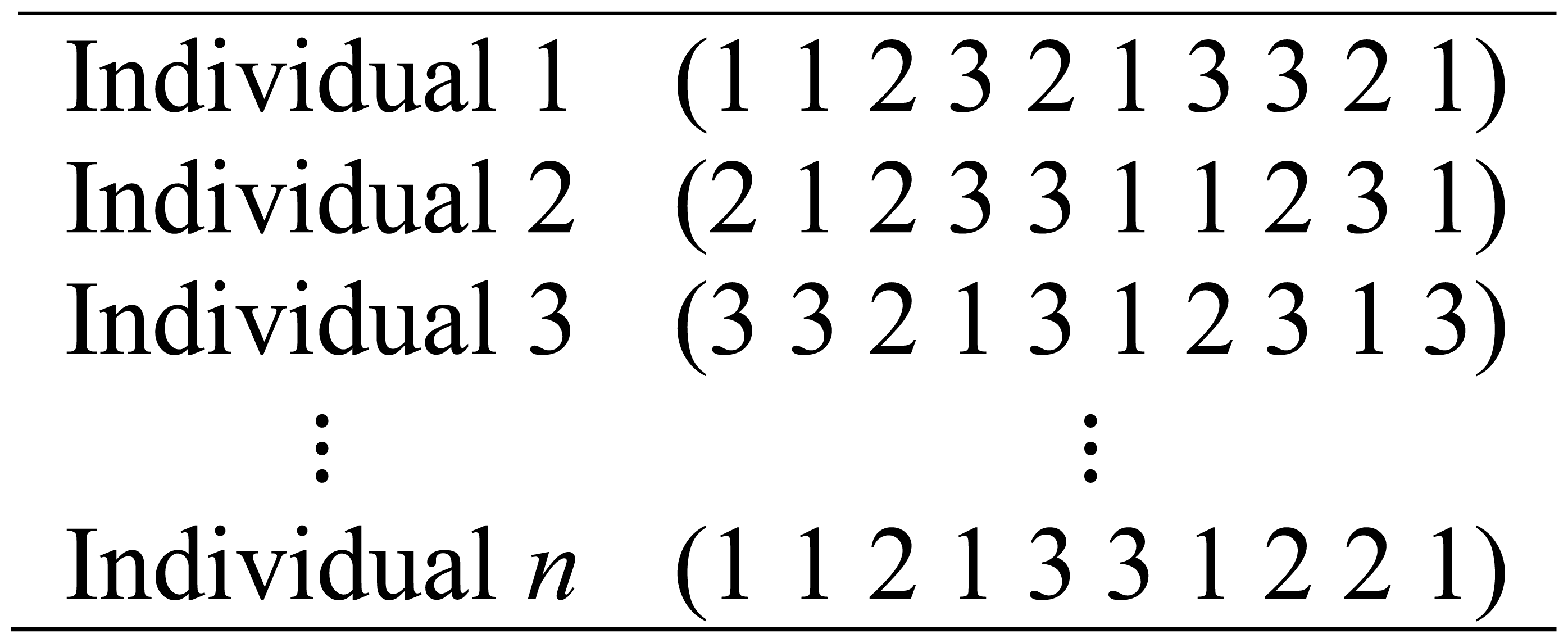
Representation of a population consisting of n individuals.
Objective function
The objective function definition is one of the most discussed items in the literature related to this theme. The idea is to maximize or minimize parameters that are related to the performance of the formed cells.
Case 1: minimizing the efficiency grouping
Vernugopal and Narendran 30 report that there are many goals that are related to the machine grouping problem. However, in the case of cell formation, it is important to work with a reasonable number of goals that should be distinct and measurable. To minimize the efficiency grouping, this article addresses the following objectives:
To minimize the amount of movement between cells: this reduces material handling and significantly simplifies the control of the factory floor, reducing the average flow time and work in process (WIP). This objective function is called hereafter as
To minimize the variation of the total load within the cell: this helps softening the variation among the materials within each cell, leading to a WIP minimization within each cell. This objective function is called hereafter as
The final objective function

where

where

where
Manufacturing cell formation parameters used in this article.
Case 2: maximizing the efficacy grouping
According to Gonçalves and Resende, 32 a drawback in choosing “grouping efficiency” as objective function is the disability to differentiate good quality grouping from bad ones. The effect of intercell moves, when the matrix size increases, may not be reflected in grouping efficiency as well as the effect of 1s in the off-diagonal blocks becomes smaller.
To avoid this problem, Kumar and Chandrasekharan 33 proposed another measure, known as “grouping efficacy.” An advantage of grouping efficacy is that it is insensitive to the size of the machine–part incidence matrix. The following definition for the grouping efficacy is defined in Gonçalves and Resende 32 as

where
Restrictions in the formation of the initial population and the objective function
In this work, in the two cases, there are restrictions in the generation of the initial population that should be satisfied. It should be assured that for each generated individual, there are not identical machines in different cells. Moreover, each cell consists of at least two machines. Figure 4 illustrates the main requirements for the formation of the initial population. In this case, cell 1 is composed of machines 1, 7 and 10; cell 2 of machines 5, 6 and 9; and cell 3 of machines 2, 3, 4 and 8.
Requirements for the formation of the initial population: (a) allowed individual and (b) not allowed individual since cell 3 is formed by only one machine.
The implementation of these constraints in the MATLAB toolbox is performed penalizing individuals. This means that every generated individual is checked in relation to the presence of repeated machines or the existence of a single machine in a cell. So, when an individual is identified with any of these characteristics, the algorithm penalizes its objective function by a very high value, in order to discard this element in future iterations.
Stopping criteria and convergence
The way the algorithm completes the optimization process is based on the defined stopping criteria. In this work, the population diversity, measured by the coefficient of variation (CV) of the objective function from individuals, is used as the main stopping criterion. The Euclidian norm between best solutions found so far in consecutive iterations is also used as a stopping criterion. Finally, the maximum number of iterations is limited in order to assure that the iterations will complete in a feasible time. The process of convergence can be measured by the CV since if a global optimum is found, all the individuals are attracted to that solution, decreasing the CV drastically. If the CV oscillates and does not converge, this may indicate the presence of a Pareto solution that can be verified by inspection or that the FMA heuristic parameters β0, γ and α should be re-tuned for that particular case.
Results
This article aims at comparing grouping efficiency with the grouping efficacy to the manufacturing cell formation. To perform this comparison, it is necessary to implement the efficiency and efficacy metrics to be used as the objective function to be optimized which allows comparisons between methods.
In this article, two cases are defined for analysis: (a) case 1 using grouping efficiency and (b) case 2 using grouping efficacy as objective functions of the proposed algorithm (FMA). Thus, it is possible to evaluate the influence of these parameters on the cell formation. Table 2 shows the results obtained in a suite of benchmark examples found in the literature.
Comparative analysis using grouping efficiency and grouping efficacy as optimization fitness function.
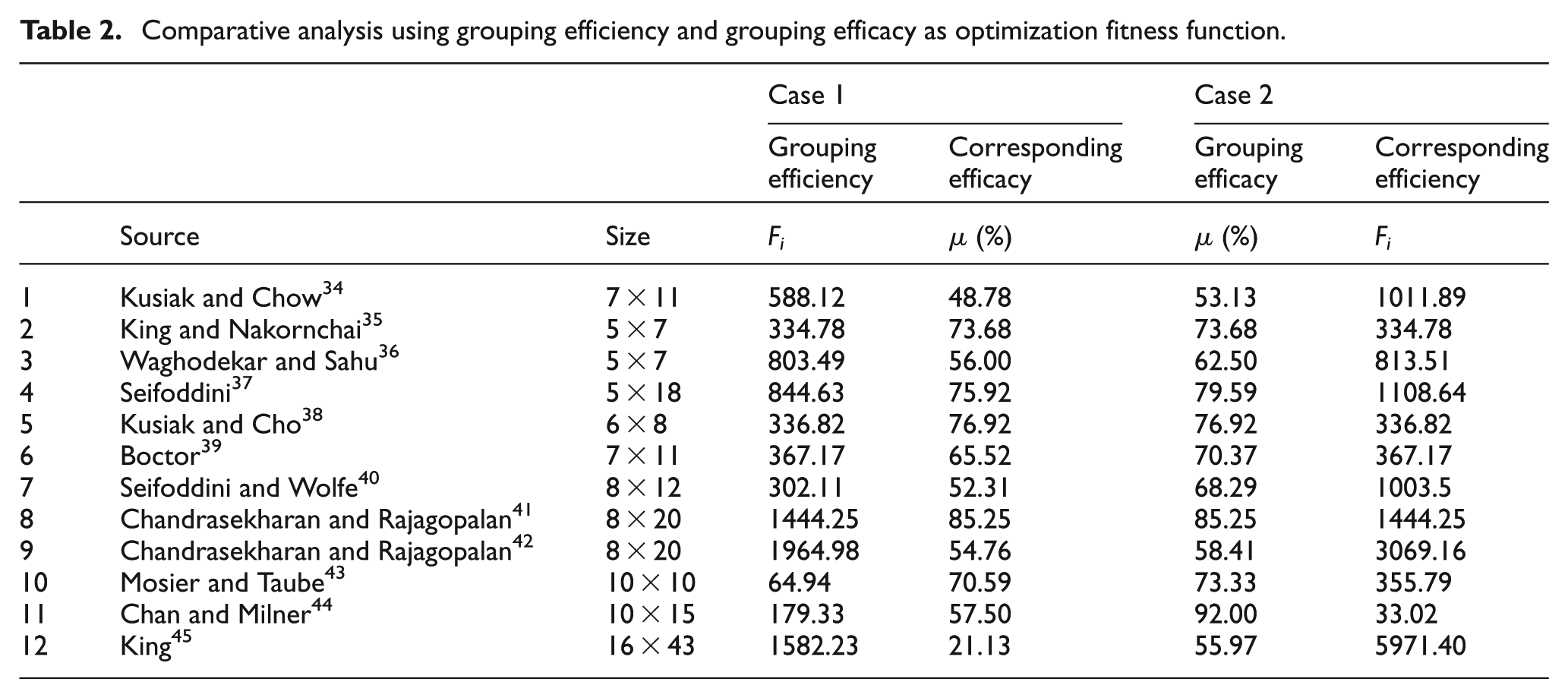
Remembering that high µ values are desirable when concerned with efficacy and low Fi values are desirable when dealing with efficiency of the cell arrangement, Table 2 shows that in all problems, depending on the chosen fitness function, the efficacy or efficiency could be optimized at the expense of the corresponding fitness function pair.
Except for problems 2, 5 and 8, which presented the same cell formation regardless of the used fitness function, the cell arrangements in the other examples followed by elected fitness function requirements indicate that there is no best fitness function to be chosen. For instance, analyzing Table 2, example 3, it is observed that optimizing for efficiency, case 1, the optimized efficiency is 803.49, and the corresponding calculated efficacy is 56%. However, optimizing for efficacy, case 2, the obtained efficacy is 62.50%, and the corresponding calculated efficiency is 813.51 showing that the improvement in the efficacy occurred at the expense of a worsen efficiency and vice versa. This means that for these problems, it is necessary to assess which case is the best proposal in terms of arrangement.
Analyzing problem 1, proposed by Kusiak and Chow, 34 it appears that the efficiency obtained in case 1 is lower than the efficiency on the case 2, while the efficacy is lower in case 1 when compared to the efficacy obtained in case 2. So, case 1 consists of a more efficient but less effective arrangement, whereas case 2 consists of a less efficient but more effective arrangement.
In case 1, the optimized solution presented the formation of two cells as the best configuration for best efficiency. Considering the machines 1, 4 and 7, they belong to cell 1 and machines 2, 3, 5 and 6, they belong to cell 2 (Figure 5(a)). It can be noted that the obtained response has a few number of parts that are not processed in any cell, as well as cells that are not sufficiently “charged.”
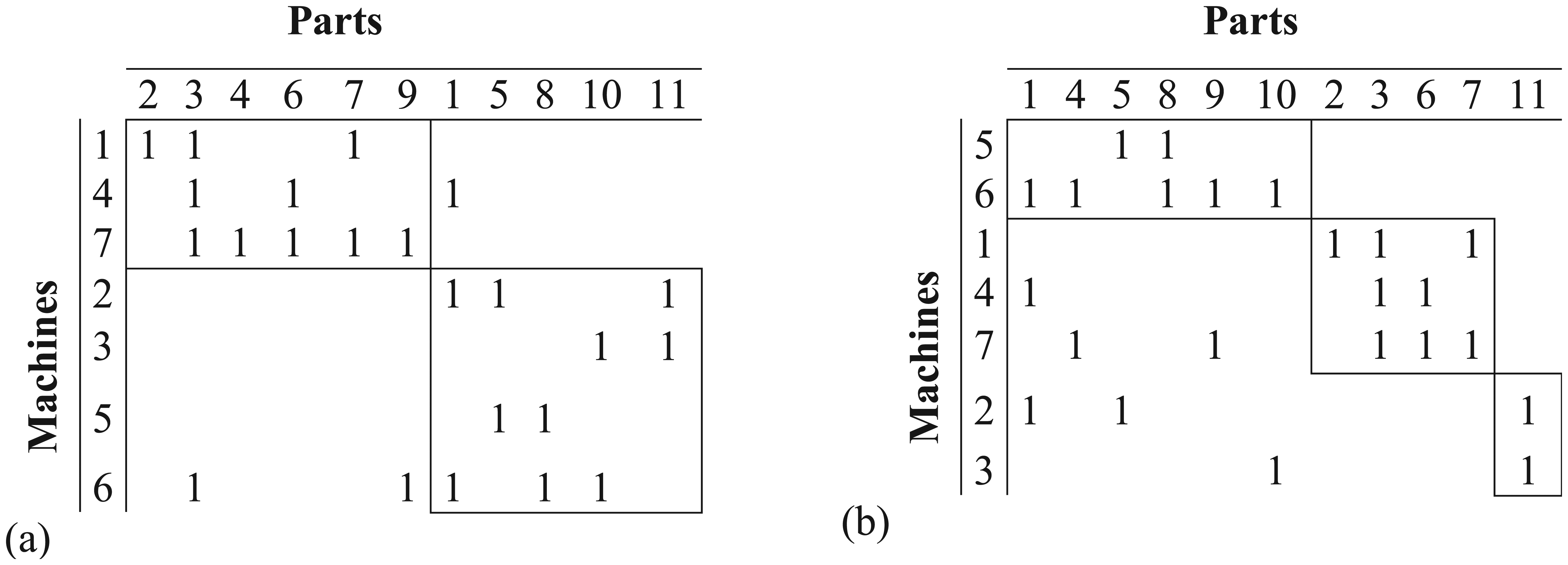
Response of the case: (a) grouping efficiency and (b) grouping efficacy for problem 1.
Differently from the last case, in case 2, the optimized solution presented the formation of three cells as the best configuration for efficacy. In this case, the machines 5 and 6 belong to cell 1; machines 1, 4 and 7 belong to cell 2; and machines 2 and 3 belong to cell 3 (Figure 5(b)). It can be seen that the solution presented a large number of parts that are not processed in the cells, compared with the previous case, and cells that are more “charged” as well. Figure 5 shows the diagonalized matrix for cases 1 and 2. In this example, the mean central processing unit (CPU) time was approximately equal for both cases not exceeding 5 s and the number of function calls around 20,000.
In fact, depending on the designer concern, good arrangements for efficacy may impair efficiency, and the opposite is also true. Then, considering the analysis, it can be said that both efficiency and efficacy are good parameters for a cell formation study. It should be noted that for efficiency concern, it is necessary to determine parameters such as the demands (
Finally, this study suggests that a multi-objective optimization can be cast so that the best arrangement of these problems is dependent on a user-predefined compromise between efficiency and efficacy.
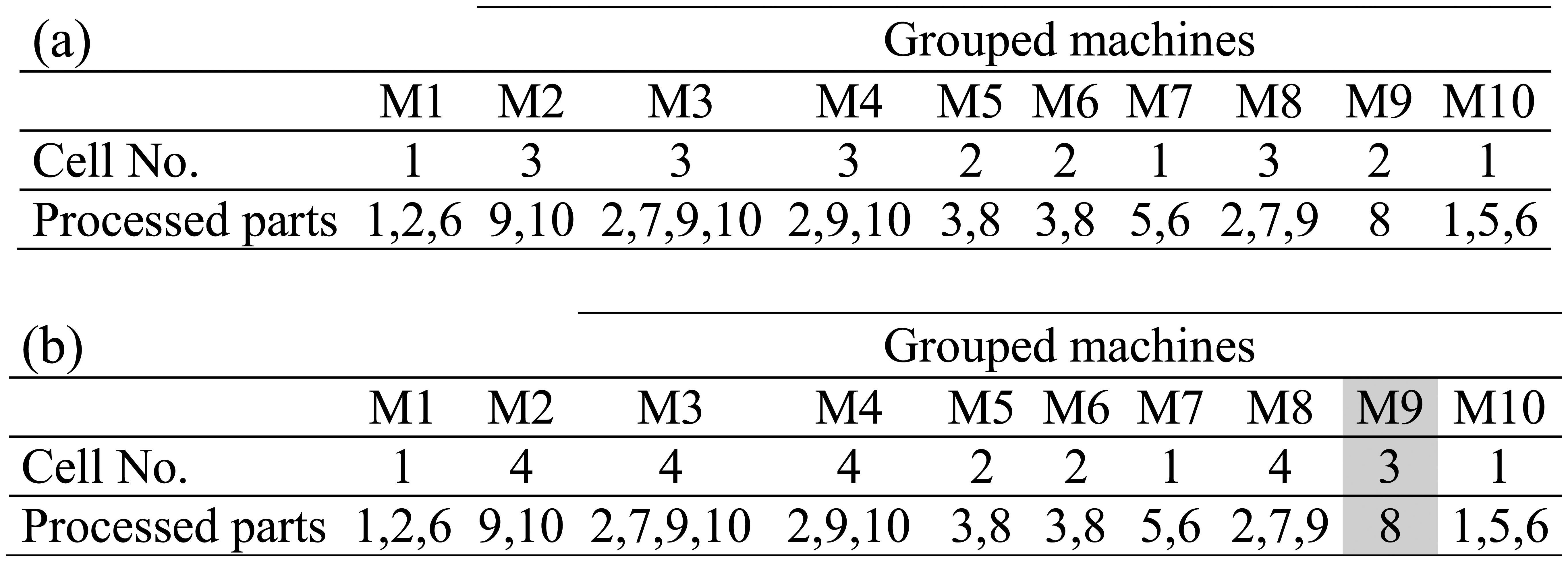
Regarding the accuracy of the algorithm, the obtained results were at least equal or in some cases better than those presented in the literature. This occurred in the examples 10 and 12, where the optimized efficacy obtained by other algorithms showed lower values when compared to those from the literature. Table 3 shows this comparison. Figures 6 and 7 show the corresponding machine–part incidence matrix. For the sake of comparison, in example 10, the mean CPU time was not exceeding 10 s and the number of function calls around 17,500.
Accuracy comparison in efficacy (µ(%)) for examples 10 and 12.
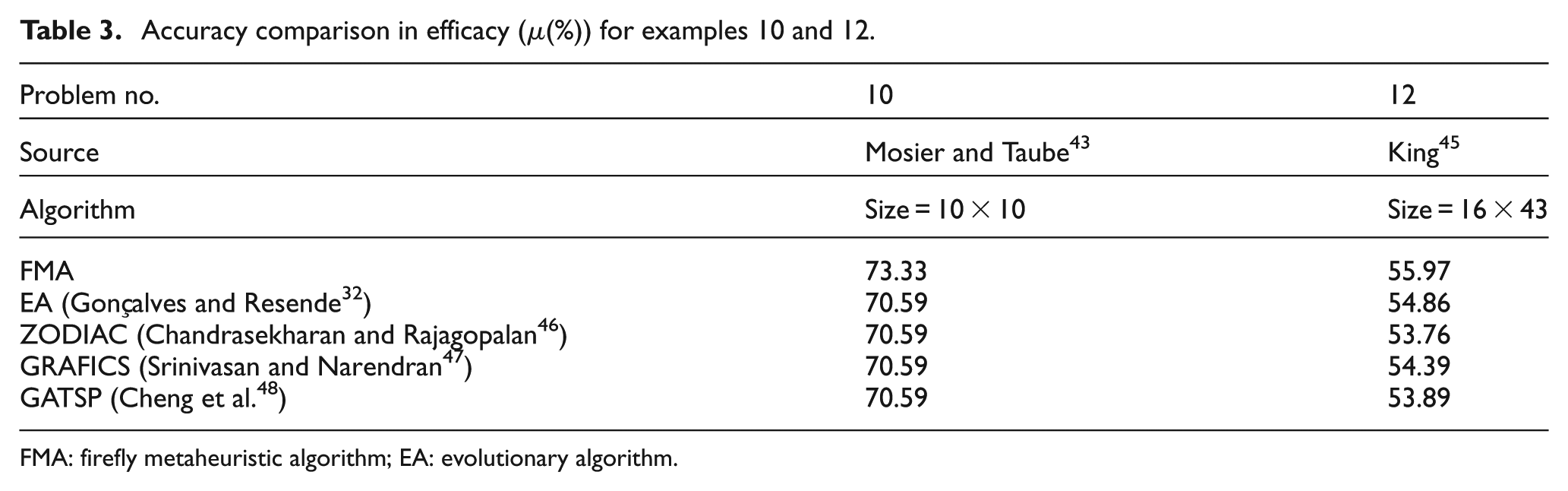
FMA: firefly metaheuristic algorithm; EA: evolutionary algorithm.
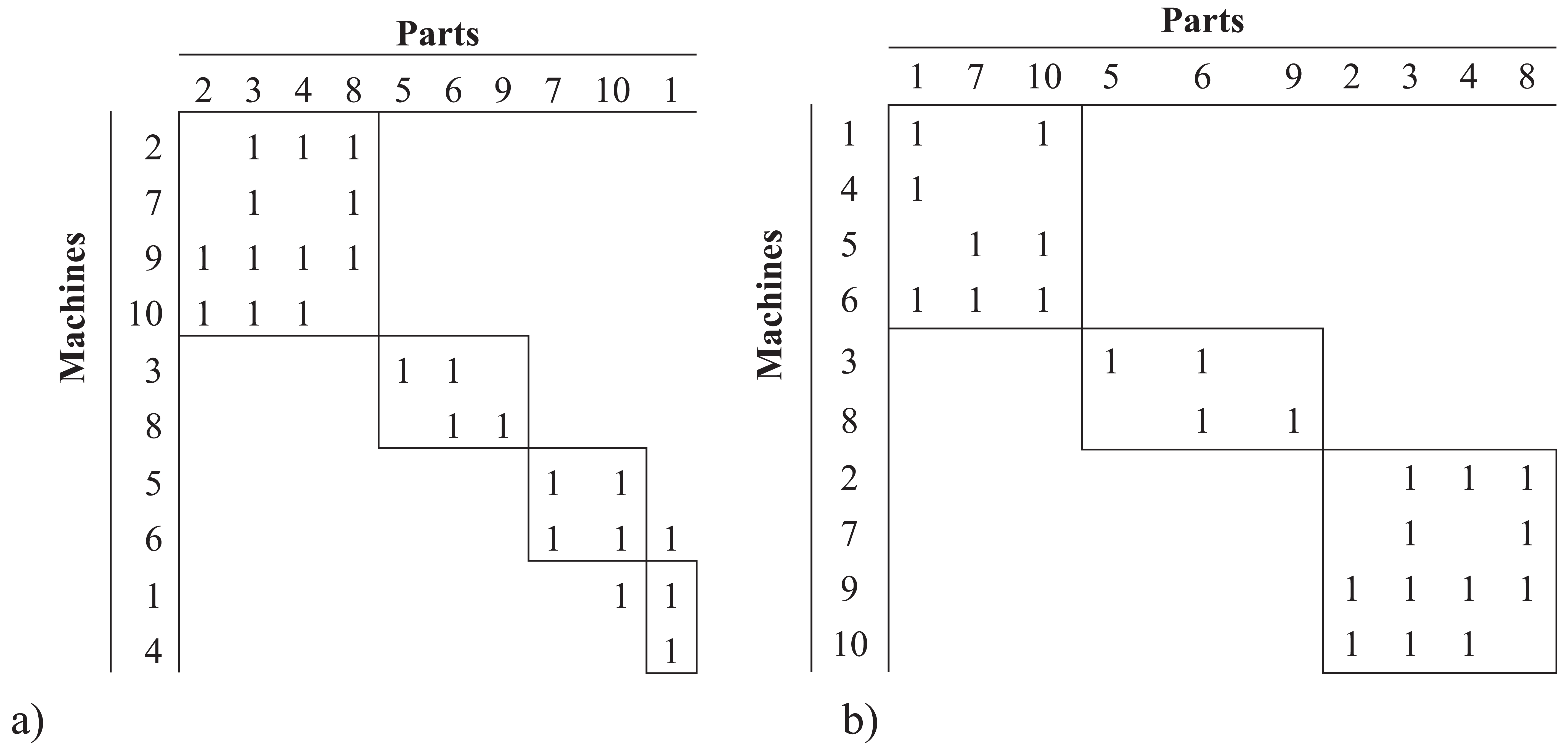
Optimized arrangement, grouping efficacy for example 10: (a) FMA µ = 73.33% and (b) EA µ = 70.59%.
Optimized arrangement, grouping efficacy for example 12: (a) FMA µ = 55.97% and (b) EA µ = 54.86%.
Conclusion
Considering that a model of cell formation layout is most useful when we analyze the work in a manufacturing environment in which production is made by small batches with a high diversity of products, it is expected that this work will provide the final user with an application to assist in the grouping of machines into cells and parts into their respective families. This will provide another tool for analysis, which is an important step in layout design.
Among the various methods that are used in layout planning, heuristic methods have been widely studied. In this context, this study is implemented with FMA, evaluating the influence of efficiency and efficacy in the use of the objective function in manufacturing cell formation. The presented results showed that the algorithm behaved as expected generating solutions that were at least equal to the benchmark problems from the literature. Two of the examples solved by FMA for efficacy presented better values than those from the literature.
If we consider efficiency as an objective function in the formation of cells, it is necessary to consider several process variables, such as market demand and available machine time. A preliminary analysis of the production flow of the manufacturing environment may help to find those parameters for the rational planning of the layout.
This study concludes that there is no better metric for cell formation (efficacy or efficiency) since using either as optimization functions leads to arrangements that only favor each one. In other words, depending on the designer concern, good arrangements for efficacy may impair efficiency, and the opposite is also true.
The concepts of efficiency and efficacy treated in this study naturally guide to a separated analysis of their impact on the characteristics of the formed cells by the proposed optimization algorithm (FMA).
Considering, as a first approach, the several possibilities in the generated grouping results that have operational consequences, the efficiency is associated with the movement between cells and variation of the total load within the cell. However, efficacy is related to the machine grouping quality in the cell formation
Due to the differences between concepts in efficiency and efficacy grouping applied to the optimization algorithm, it is necessary to take into account the cell characteristics generated using each of the concepts. For example, if the algorithm is implemented considering the efficacy grouping, it may be that the obtained result ensures good and appropriate arrangement of cells. However, if we analyze the response using efficiency criterion, it may be that this does not result in a desirable solution because efficiency depends on intrinsic cell factors, such as the parts processing flow and machine demand, just to name a few.
It is important to highlight that the same analysis should be performed if the proposed algorithm is implemented considering grouping efficiency criterion since an adequate efficiency does not mean an adequate arrangement for a specific machine group and part family.
This study suggests that a multi-objective optimization can be cast so that the best arrangement for the problems becomes dependent on a user-predefined compromise between efficiency and efficacy.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.