
Abstract
Servo presses have recently come into prominence for sheet metal forming operations due to their flexibility, controllability, and simplicity. Minimum energy consumption and maximum tool life are their significant characteristics, leading to considerable reductions in manufacturing costs. This article presents technological review on design and applications of servo presses. The characteristics of servo presses are described and compared to conventional and hydraulic presses. Mechanisms used in servo presses and their motion concepts are evaluated with design features. The industrial background of mechanisms is reported with typical examples from leading press manufacturers. A new classification of the servo presses is presented according to mechanisms and drivers. Besides, ranking of press types according to power control and mechanisms is determined. Servo presses with slider-crank mechanism design are preferred due to their distinctive characteristics.
Introduction
Sheet metal forming has been applied for about 6000 years. It is one of the oldest manufacturing processes which were started by hand using hammers.1,2 Although history of press machines dates back for a long time, evolution of presses has been very slow. Press technology was first used to extract oil from olive and stum from grape in 600 BC by Greco. 3 Later, Heron of Alexandria has proposed the idea of first screw-type press in his book. 4 There was a transition period between 13th and 15th centuries that maille was reinforced or replaced by sheet metal armor. 5 Earliest rolling mills as a sheet metal forming operation were slitting mills, which were used in 1590 from Belgium to England. 6 Hydraulic press as a controllable metal forming bench was constructed in 1795 by British scientist Joseph Bramah. 7 Later, hydraulic press machines were equipped with electric motors to accomplish the desired pressure.
Evolution of presses has been completed with the improvement of dies within their mechanism. 1 Studies on press machines were expeditiously enhanced between 19th and 20th centuries. Slide motion and driving mechanism of such presses have not shown appreciable advancing in the last 40 years. In 1960s, link-motioned mechanisms were introduced throughout the technical collaboration of European and American scientists. 8 In today’s industrial foundation, sheet metal working with dies and press machines serves as one of the most advantageous manufacturing systems for production of sheet metal components. 9
Sheet metal forming involves a variety of integrated techniques. Such operations are facing several difficulties such as forming of materials with high strength and low ductility, requirement of high precision, improvement of productivity, and assessment of low energy consumption. Servo presses offer promising characteristics for future developments in sheet metal forming. They have significant features over conventional press machines, namely, improved tool life, processing accuracy, increased productivity, reduced noise and vibration, low energy consumption, and short processing times. Use of servo presses has been proved to be successful for difficult-to-form materials such as high-strength steel, aluminum alloy, and magnesium alloy.9,10
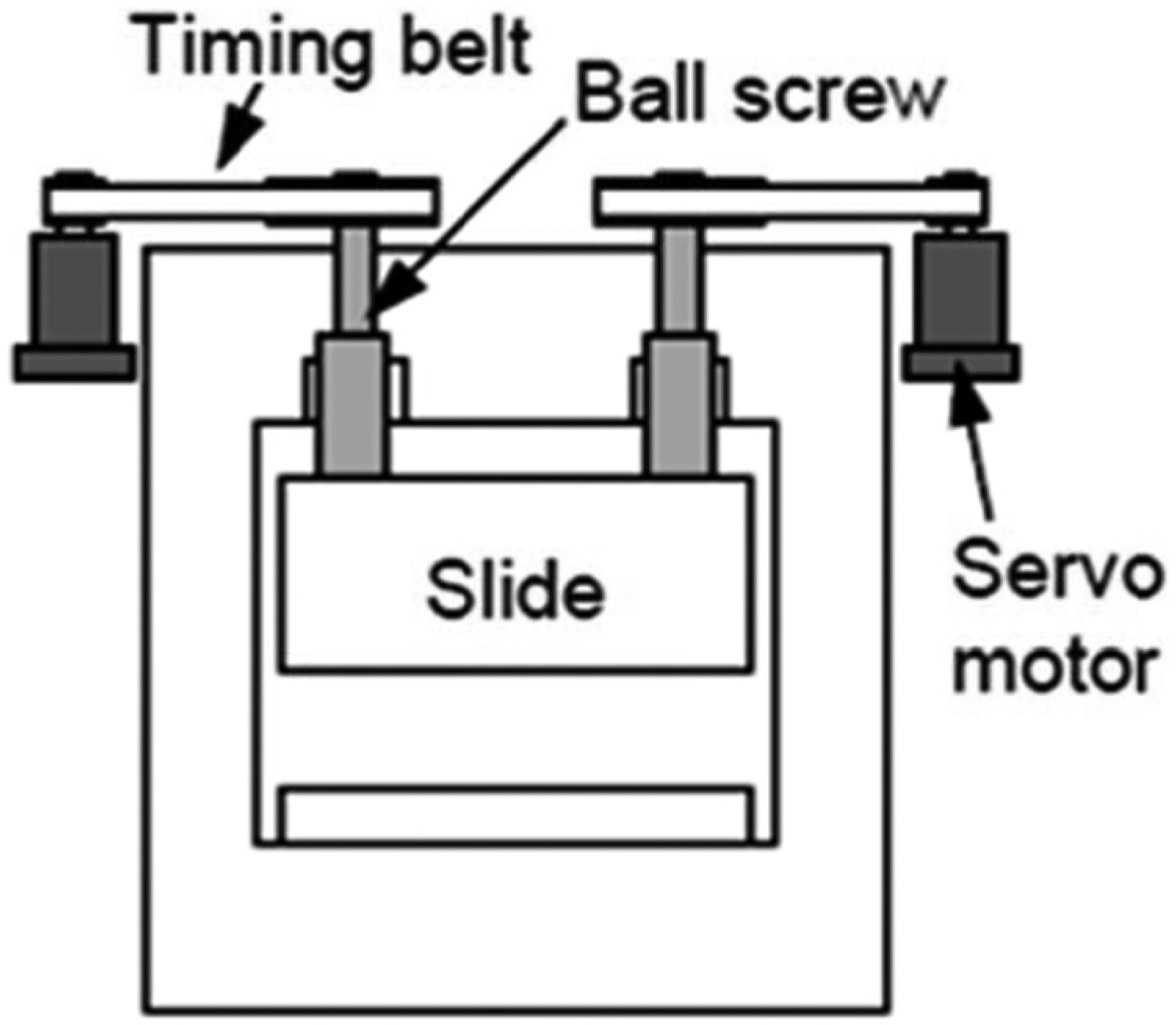
Although cutting machines were actuated by servo motors in 1950s, servo motors were not used on sheet metal forming presses until 1980 as their torque and power were not sufficient for huge forces required during operation. After that AC servo motors of high power were started to be used together with developments in strong magnets. 11 In 1987, Toyokoki 12 has developed the first commercial servo press for bending, having the capacity of 100 kN and driven by AC servo motor. In 1998, Komatsu HCP3000 13 with load capacity of 800 kN was transmitted through two ball screws. In a screw press, the energy is stored in flywheel when the slide stops. Use of linear motors in small servo presses has commenced by 2000. These motors are mainly used in high-speed punching presses for metallic foils and polymer tapes. They are also applied in precision coining presses and micro-forming presses.14–16
High energy consumption is a significant problem in press industry. Servo presses are not suitable for use at huge working energies due to the fact that they do not incorporate energy storage devices such as an accumulator in a hydraulic press or a flywheel in a mechanical press. 8 Therefore, studies have been focused on increasing the actuator power capacity of controllable servo presses. Tokuz and Jones 17 and Kutuk and Dulger 18 proposed a hybrid actuator, composed of a servo-driven actuator and a conventional motor with constant velocity. Servo motor was used for controlling the system while the necessary torque was provided by conventional motor. Their work is considered as the first implementation of hybrid actuator system in servo presses. Another alternative for enhancing the torque capacity in servo presses is to use a dual servo actuator. In 2004, Komatsu 19 has produced the first modular servo-controlled multi-slide transfer press, rated at 4200 ton. The press features independent slide motion control for each of seven slides. Over 2800 Komatsu AC servo presses are available in different production capacities ranging from 35 to 4000 ton. Low-speed and high-torque servo motors are preferred for direct drive of crank and eccentric mechanisms in order to increase controllable torque.20,21
The establishment of faster manufacturing lines is accomplished by servo press builders, providing low energy consumption, high productivity, and improved precision. In 2009, HONDA in collaboration with AIDA Engineering constructed a servo press line for deep drawing operations on automotive body panels. 22 The line, operating at 18 spm, was optimized for panel conveyor motions and press forming requirements, and the presses of high precision and efficiency with unparalleled short startup lead times were used. Dynamic drive chain (DDC) technology of ABB uses servo motors in order to decrease operation times. Such technology can be adapted to existing lines, reducing risks and protecting the customer. 23
Servo presses
Characteristics of servo presses
As an alternative to conventional and hydraulic presses, servo-drive presses have been used in sheet metal forming (i.e. bending, stamping, deep drawing, and shearing). From technological viewpoint, servo presses offer several advantages. Hydraulic presses have programmable stroke so that they can develop full tonnage at any speed and at any point in stroke. Furthermore, the slide can reverse or dwell at any point in stroke. Despite not being controllable and working with a constant motion data, speed of forming in conventional mechanical presses is faster than that in hydraulic presses. 24
In general, mechanical presses exhibit lower energy consumption as compared with hydraulic presses. Servo presses incorporate the most remarkable characteristics of hydraulic presses (i.e. flexibility and full tonnage at any time) and conventional mechanical presses (i.e. accuracy and reliability). In addition, they have simpler structural features and provide noiseless working environment. Their production rates are higher than hydraulic and conventional mechanical presses.25,26 In a servo press, energy is only consumed when the press moves. This is an advantage over a conventional press in which, even when press in not operating, energy is consumed for rotating the flywheel to obtain the inertia. On the other hand, servo-driven presses have a drawback as they require high amount of electric power during deep drawing operations. 23
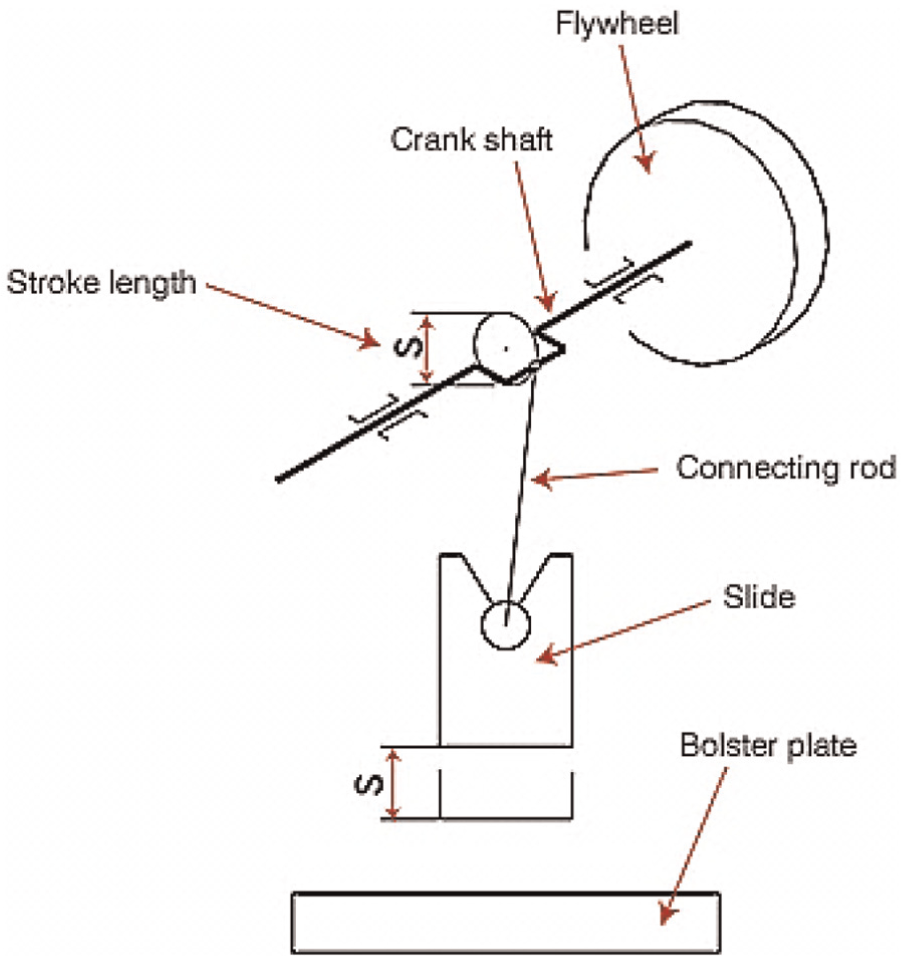
Motor in conventional mechanical presses is mounted to pinion gear via flywheel, clutch, and brake, as shown in Figure 1. In servo presses, motor can be directly mounted to pinion as servo motors are controllable, providing any torque at any point.
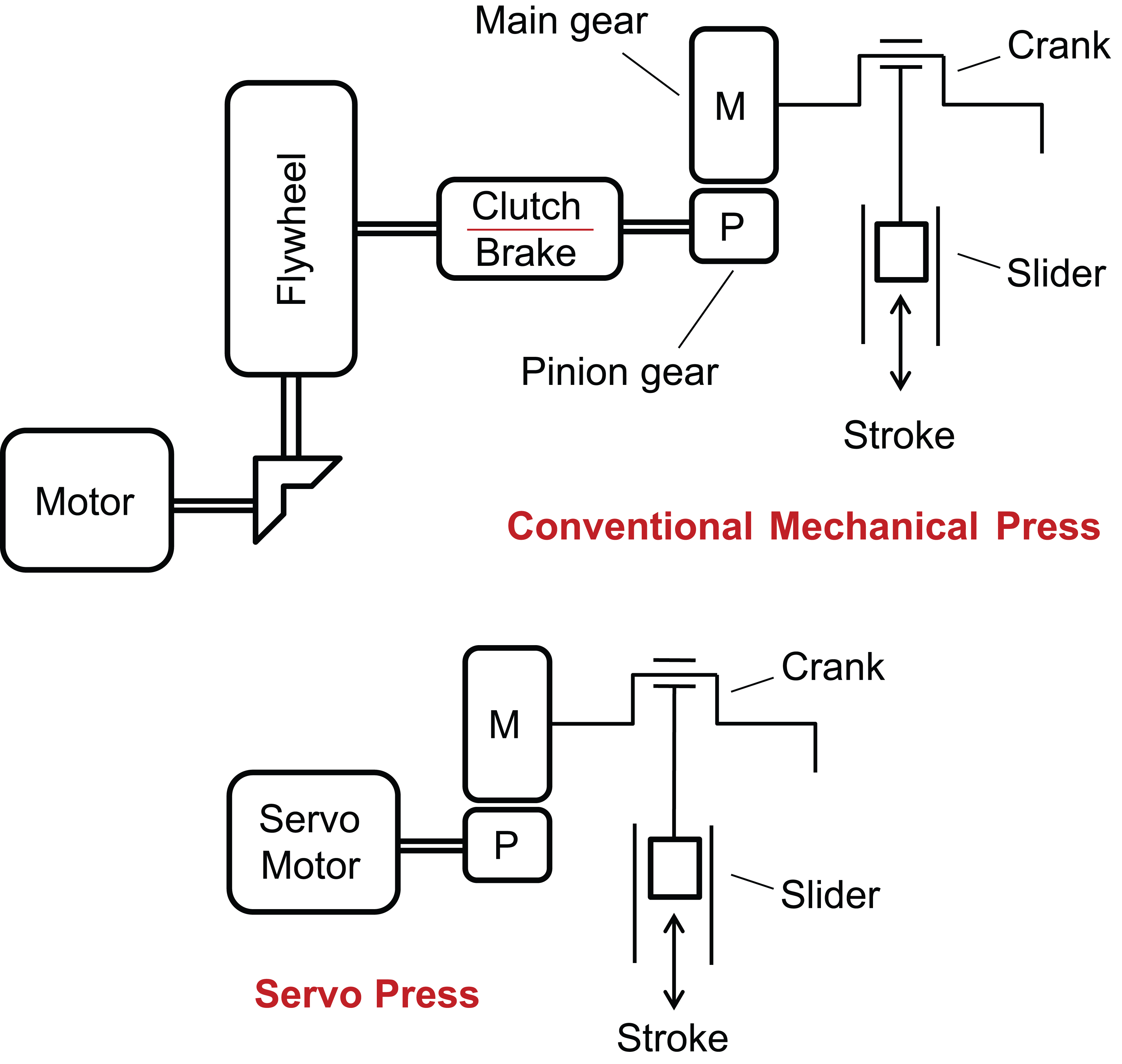
Structures of conventional mechanical press and servo press.
The capabilities of existing mechanisms in conventional mechanical presses (i.e. screw, crank, linkage, and knuckle joint) are intensified in servo presses.9,25–27 This results in operational advantages in aspects of working times and quality of operation:
Lubrication is provided at necessary time via control units;
Impact loading is reduced by controlling touching speed;
Noise is reduced by means of suitable lubrication, minimum impact, and stopping slide motion;
Working range can be extended using the desired slide motions (i.e. pulsating or oscillating);
Vibration in sheet metal operation can be reduced by stabilizing the sheet metal or optimizing the slide motion;
Accuracy of the product can be improved by establishing the optimum motion characteristics and slide motion control;
Operational area (i.e. structural volume) of a servo press is smaller than other press types;
Servo presses for particular product lines can be operated as synchronized.
Financial advantages in using servo presses are of great importance:
Tool life is extended due to suitable lubrication and minimum impact conditions;
Scrap is reduced as the accuracy of the product is improved;
Higher productivity at minimum working time in the shortest cycle is possible by increasing the return velocity and synchronizing the product line;
Energy consumption can be controlled and reduced when motor is stopped with control of the slide motion (start–stop).
Motion concepts in servo presses
In metal forming operations, flexibility in press motion is a functional feature for obtaining the desired accuracy. Servo presses are preferred for their flexible motion characteristics, which come from programmability of motion, slide position, and speed at any point and any torque. 25 Their motion characteristics involve reverse motion of slide, variable-speed slide function (acceleration and deceleration), stationary function of slide at the bottom dead center (BDC), and incorporating die cushion. 27 Figure 2 shows the comparison of motion characteristics of a conventional mechanical press and a servo press. 28 For instance, there can be four stages in one forming stroke. 29 This can be easily achieved via servo presses.
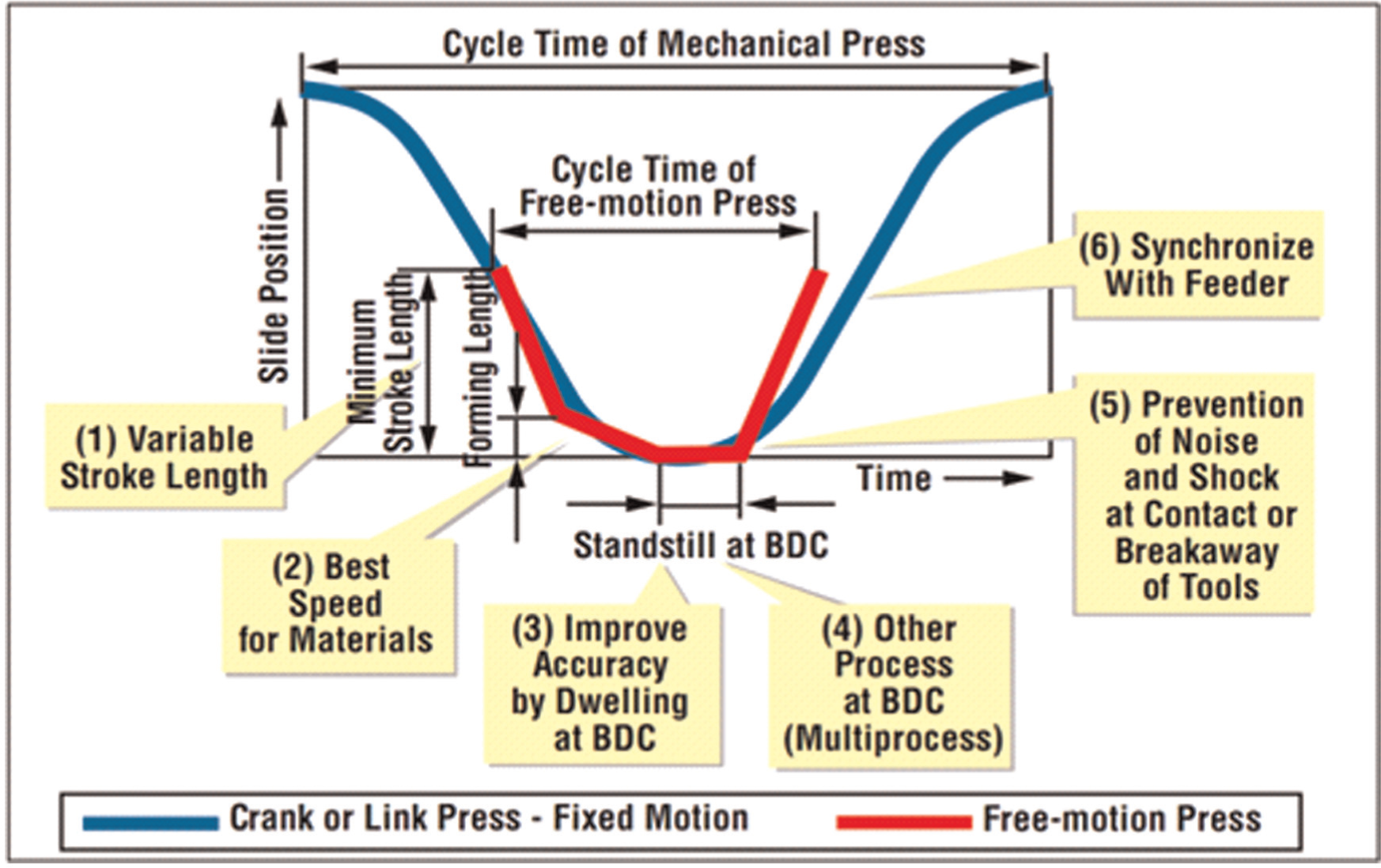
Motions of conventional press and servo mechanical press. 28
Motion selection screen in SDE servo presses of Amada (Figure 3) provides selection of various motions for crank, soft, link, pulsating, programmable, pendulum, coining, and iterative. 30 Flexible motion of servo presses is presented as free-motion concept stated by Miyoshi. 8 AIDA’s ServoPro press31,32 has knuckle and crank motion, slow down at top of stroke, short stroke, and dwell at BDC curves. Knuckle motion provides a slow touch, which increases working time without lowering production rate and provides longer die life due to less impact. During tool setting, time is gained by hand-crank motion and an operation can be performed under full capacity. Thus, setup time is considerably reduced and the part accuracy is improved.
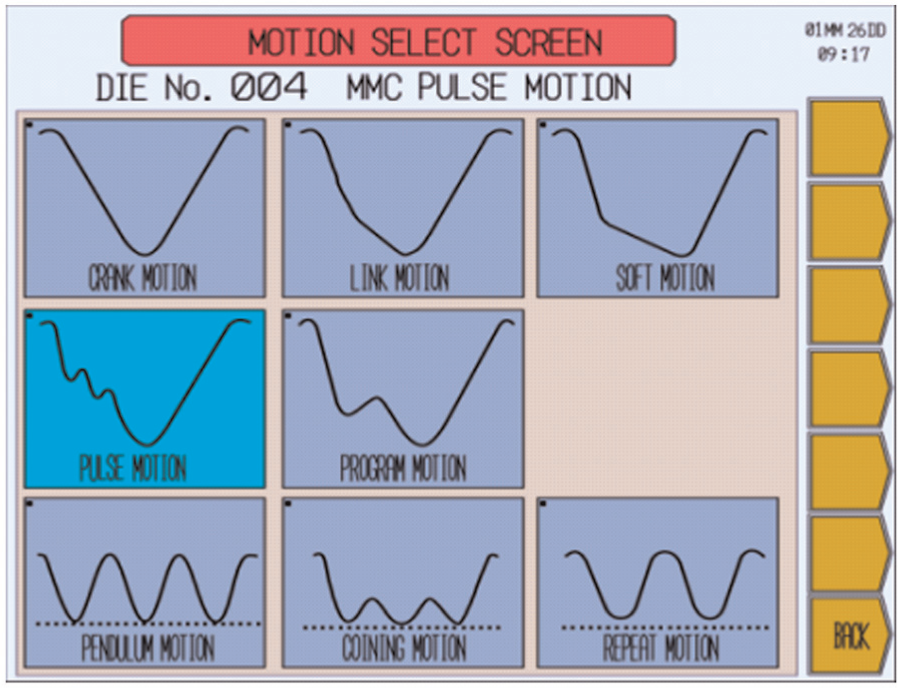
Slide motion selection screen of SDE servo press. 30
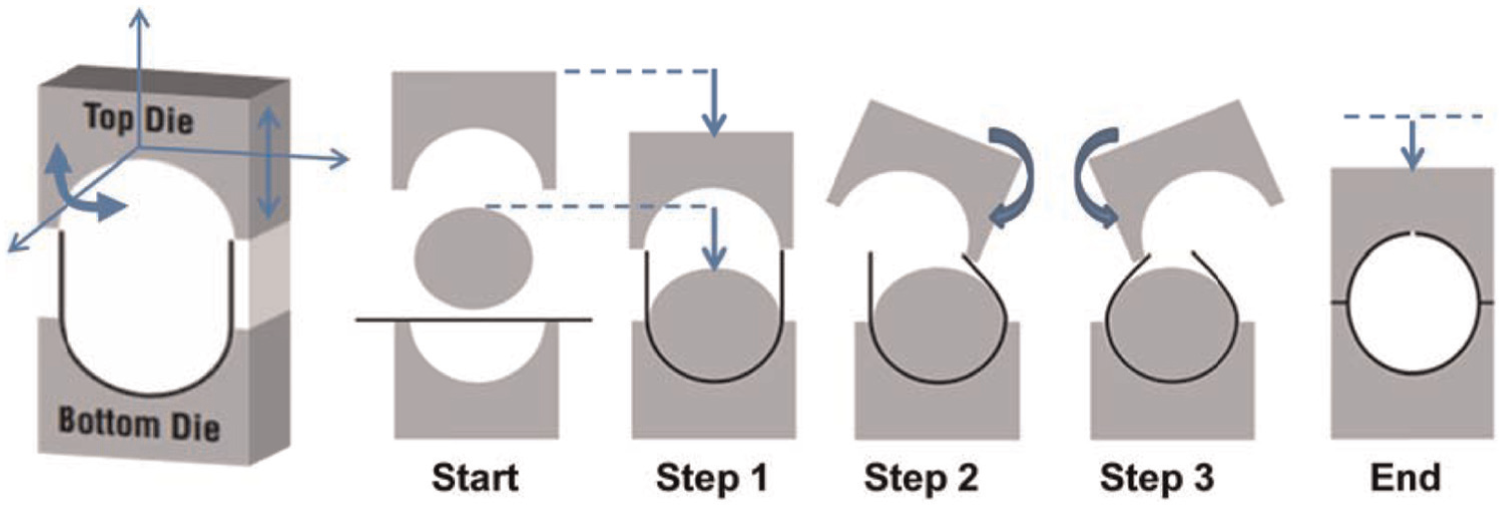
Groche and Scheitza 33 developed a servo press that can apply three-axis orbital-swinging-vertical motion when three independent servo-drive systems are mounted. A more recent two-axis motion supports the forming applications to improve productivity in practical applications. They designed a more flexible three-dimensional (3D) servo press, 34 which provided a flexible ram motion with various number of degrees of freedom (DOFs; Figure 4). Nibbling, plane rolling, and profile rolling can be done at same time. Groseclose 35 reported an application of a cylindrical bending punch for O-profile, as illustrated in Figure 5.33,35 The O-profile is obtained at four steps: punching for U-profile (step 1), swinging (steps 2 and 3), and punching for O-profile (step 4). Figure 6 shows a turret-changing punch system by Muratec, 36 which is used for flexibility of punching in sheet metal forming. The turret system integrated with CNC servo press offers great flexibility in a single machine.
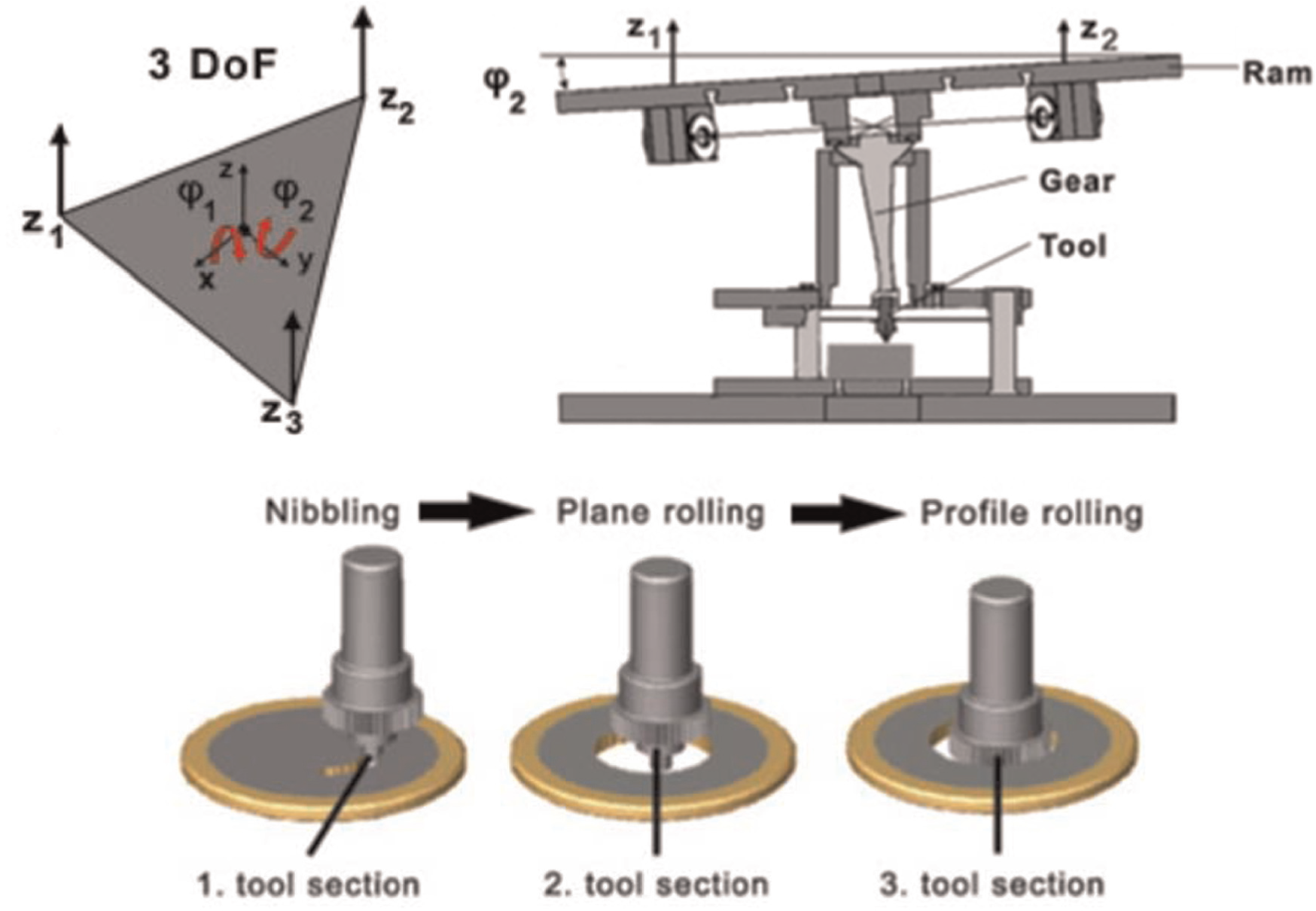
Motion characteristics of a flexible 3-DOF servo press. 34
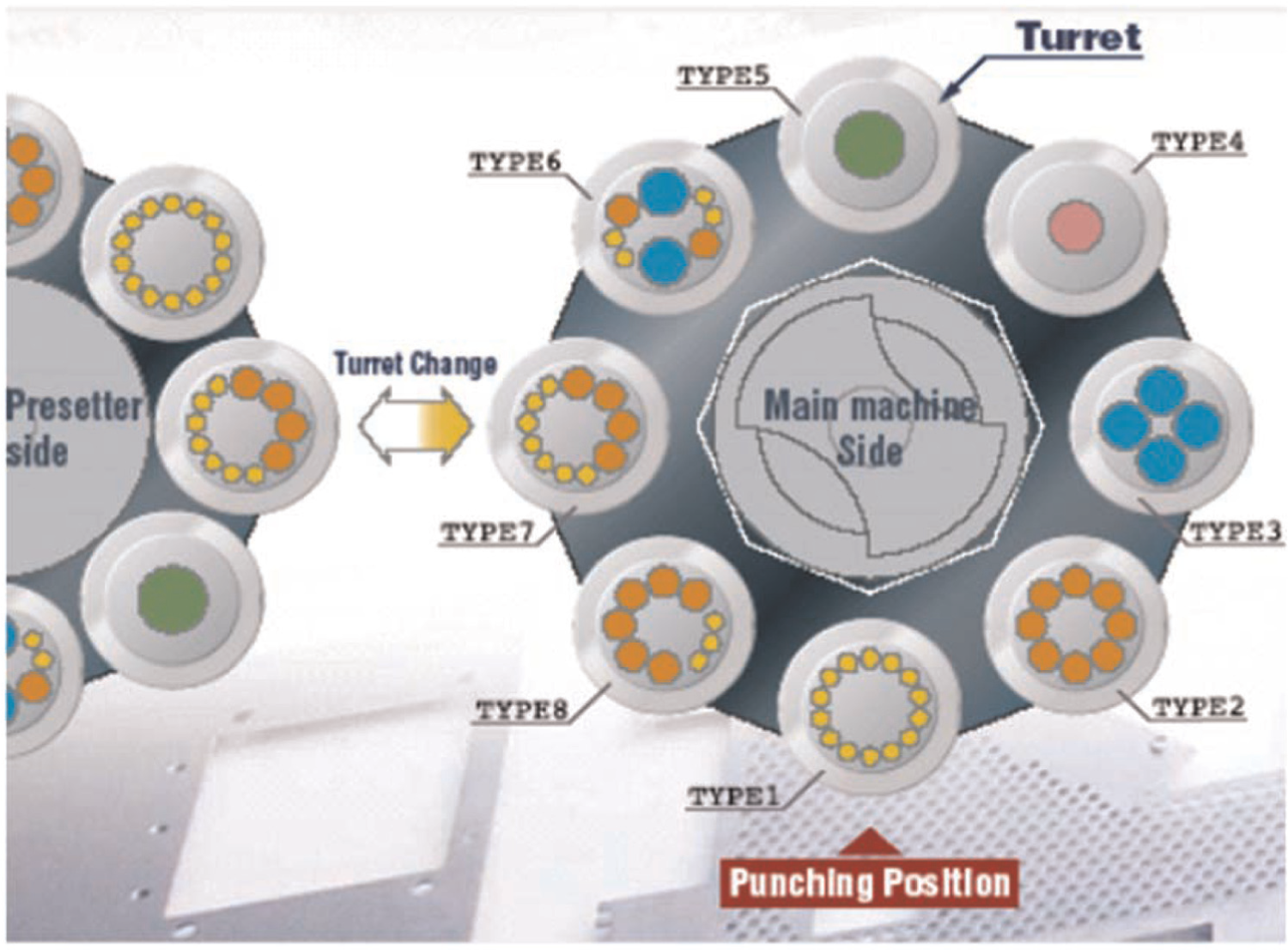
Turret tool positions of Muratec press. 36
Mechanisms used in servo presses
Typical mechanisms of fundamental press types are given in Figure 7. Conventional presses are classified as:38,39
Movement constrained. Crank and eccentric press, knuckle and toggle press, wedge press, and linkage press.
Energy constrained. Screw presses and hammers.
Force constrained. Hydraulic press, pneumatic press, and mechanical press.
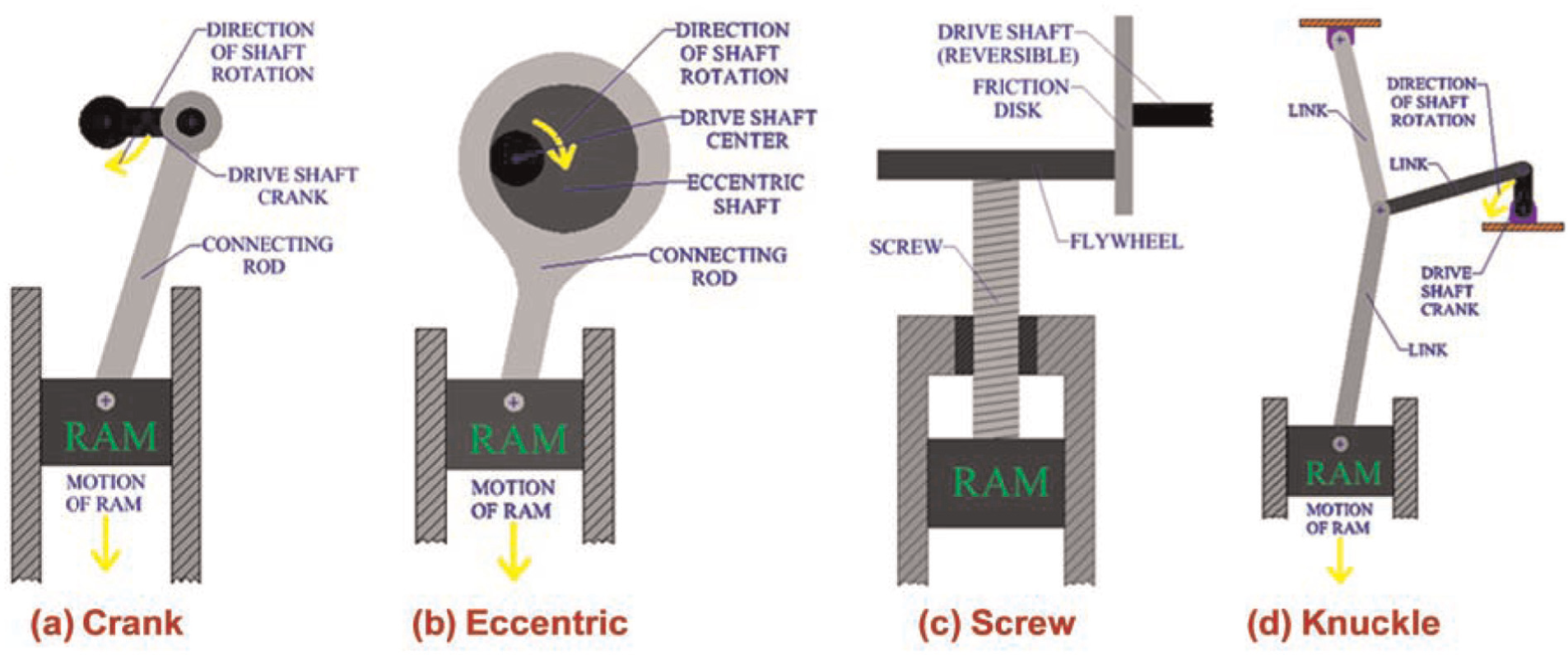
Typical press mechanisms: (a) crank, (b) eccentric, (c) screw, and (d) knuckle. 37
Crank and eccentric mechanisms
Crank and eccentric presses, with use of either a crank link, crank (eccentric) shaft, or eccentric gear, are the most commonly used press types due to advantages of simplicity, high production, and accuracy.40,41 They can be designed as inline and offline slider-crank mechanisms (Figure 8). Crank press allows relatively long distances for stroke. 37 Crank mechanism can be used as direct drive or indirect drive. Lower speed and higher torque servo motors provide direct drive without belt, linkage, or ball-screw drives. 20 Servo crank presses are used in extrusion, deep drawing, bending, swaging, blanking, and coining.
Crankshaft-slider mechanism (inline). 40
Knuckle-joint and toggle mechanisms
Knuckle-joint presses are similar to crank presses where the crank force is transferred to slider by adding a knuckle joint in the crank mechanism, as illustrated in Figure 9. In general, they are used for operations requiring high forces and short strokes, such as coining, sizing, backward pancaking, and extrusion. 42 Knuckle-joint press mechanisms are actuated by servo motors as servo-knuckle-joint presses. Knuckle-joint linkage is characterized by a fixed joint and a bed plate unit where one of the joints moves the slide at press frame.37,43 Due to the deficient force–displacement path with conventional knuckle-joint presses (with one joint), the toggle press (with drive by two joints) was developed as seen in Figure 10. Motion time in a toggle press is higher at BDC. Servo-knuckle-joint and toggle presses have smaller stroke lengths. 42
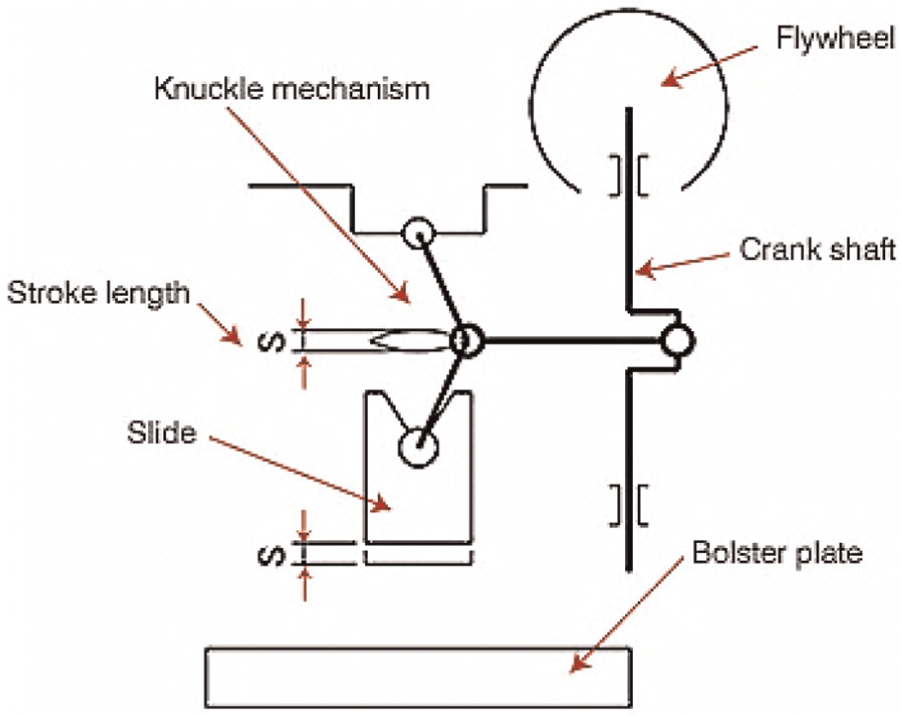
Knuckle press mechanism. 40
Toggle press mechanism. 43
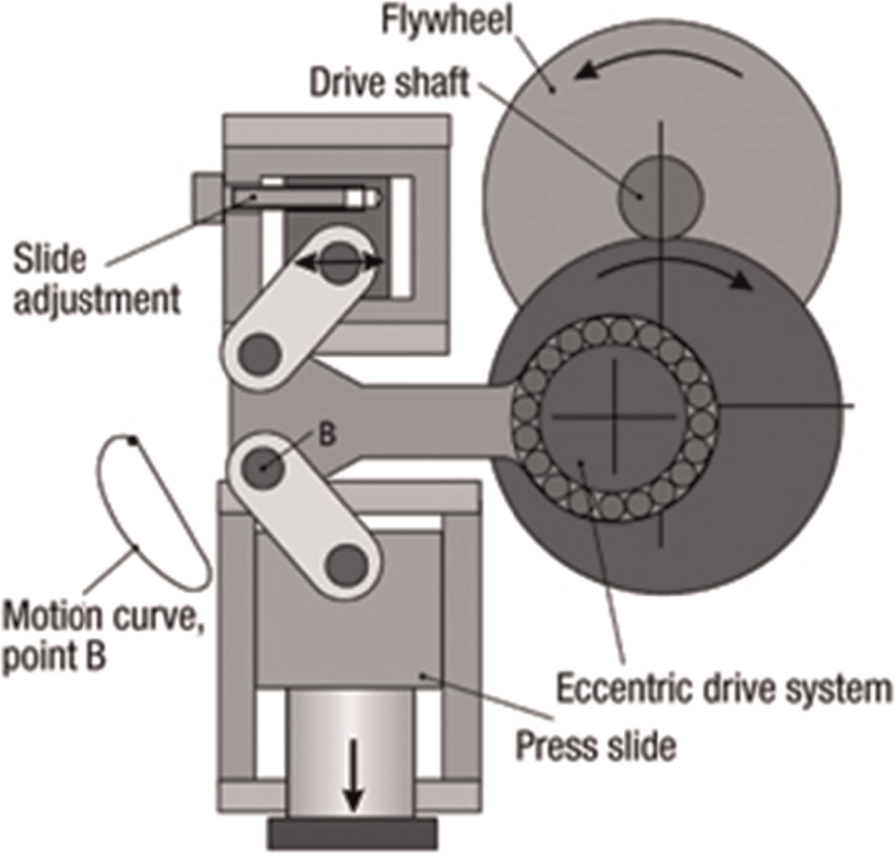
Linkage mechanisms
Linkage is a mechanism formed by connecting two or more links together. Linkages can be classified as simple planar linkages and more complex specialized linkages. Straight line generator linkages (like stroke generator linkages of Watt, Scott Russell, Peaucellier, and Tchebicheff) are convenient for the concept of linkage press. 38 A typical example of linkage press is presented in Figure 11. 44 The stroke in servo linkage presses is actuated and controlled by a servo motor, which enhances their flexible motion characteristics. In contrast with crank and eccentric presses, speed of slide in linkage press can be reduced during drawing operation. 43 Knuckle and link-drive mechanisms provide slide motions on a growing number of mechanical presses while stroke length has been limited primarily to high speeds of 200 spm or above. 45
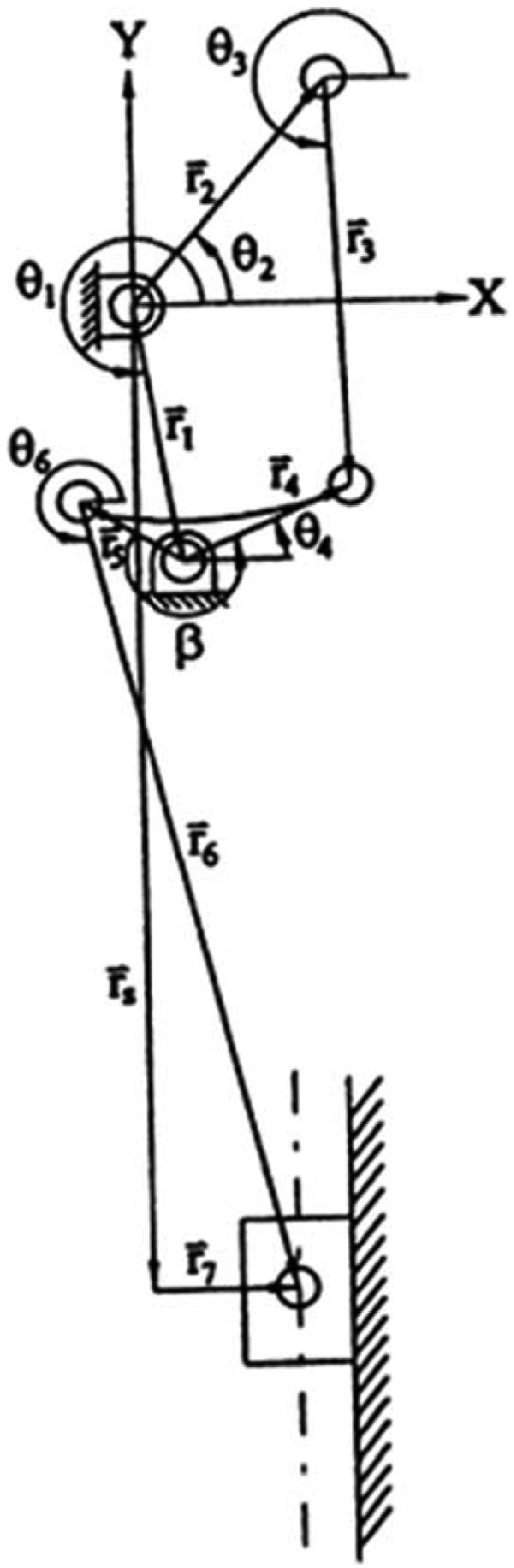
Amada TPL-150L Watt drag-link-type punch press mechanism. 44
Screw mechanisms
Screw press (Figure 12) is an energy-constrained forming machine. Screw presses use rotational energy of the motor. A friction disk is used to transform the force from driver to screw, and the screw pushes the slider ram. Screw presses are relatively slow, and they require a longer contact with the work and produce constant force over long stroke. 37 Servo motors can be mounted on screw presses and provide useful stroke control. Ball-screw presses are expensive, and hence crank presses are manufactured as servo presses such as gap (C frame) presses developed by AIDA, Amada, and Komatsu. 9
Komatsu HCP3000 servo screw press. 8
Hybrid driver mechanisms
A hybrid machine is a mechatronic device that can be used to generate combinatorial motions via a mechanical linkage mechanism or a gear system using large constant-speed motor and small servo motor. The term “hybrid actuation” or “hybrid machine” comes from architecture of such actuation system.18,46
Industrial examples of servo press mechanisms
Typical examples of servo-driven press mechanisms developed by leading press manufacturers, as given in Table 1, are as follows:
HSK 47 has produced high-precision forming presses of 39–4900 kN with direct acting servo screw (ZEN forming). The press has four synchronized parallel moving axes for providing required power (Figure 13).
Kraft 48 has developed servo presses with four spindles. Their servo press has independent screws paralleled with press ram and table.
Komatsu8,49 has three main press mechanisms (Figure 14), namely, screw press HCP3000 (A Type), screw-knuckle press H2F and H4F (B Type), and crank-knuckle press H1F (C Type). Press capacities can be up to 10,000 kN with slide parallelism accuracy of ±10 µm. Type A is the first developed press type, and its capacity is limited by the strength of ball screw and the power of servo motor. Type B is a hybrid mechanism (screw and knuckle), providing a larger press capacity. Due to the linkage mechanism adapted on screw press, the load changes according to the slide position. Motion flexibility of Type A and Type B for the slide is similar to each other. Type C mechanism (eccentric and knuckle) is different from Type A and Type B in which the slide can be moved up and down via the eccentric shaft without reversed servo motor operation. Figure 14 also presents a dual eccentric servo press (H2W) that has been designed as straight-side power press. Over 2800 Komatsu AC servo presses have been produced with capacities ranging from 35 to 4000 ton.
AIDA 50 has manufactured servo presses of up to 300 ton per drive for which the power consumption is comparable to conventional mechanical presses. AIDA’s ServoPro technology (Figure 15) features a high-speed, low-torque press. As ServoPro has larger capacity than straight-side presses, multiple servo motors can be used independently in the drive system. The press is a direct drive system without clutch brake, flywheel, and belts. The system provides the maximum torque rating and stroke length. Energy is not related to the speed in mechanical presses; thus, the stamper has full energy to use even at very low velocities. 51 When servo motor in ServoPro is idle, energy is stored at large capacitors so that they can provide energy support when the motor is loaded. Their highest capacity press (23,000 kN) is powered by four servo motors. 45 For a large-scale press, multiple motors are attached to crankshaft. 52 When the torque of motors is transmitted via gears, energy loss increases.
Schuler 53 has been working for automated servo presses providing high torques since 2007. Direct drive systems with crank mechanisms are applied on servo motors in blanking and forming presses for configuration of power and time as required via ram stroke. Schuler has developed and patented an energy management system, which works by storing the electrical energy generated during braking in a converter DC bus and reusing it in the next acceleration or forming cycle. Schuler has also developed a fully automated system for forming wider parts at high production rates (Figure 16). Their recent presses have capacities from 2500 to 30,000 kN.
Burkhardt 54 has developed a servo press with different drive systems. Ebu Umformtechnik of Burkhardt has three servo-drive concepts, as presented in Figure 17. Ebu Servo-1 comprises a drive equipped with very low inertia mass, which is accelerated and decelerated very quickly by a strong servo motor during eccentric shaft revolutions. The operator can easily adjust the speed. Flywheel, well-known as an energy saver, is connected to the drive during the forming sequence. Such synchronization allows the coupling sequence to be completed without wear. In Ebu Servo-2, in order to avoid current peaks caused by large servo drives, a second servo drive of the same size is installed. In this patented system, the existing flywheel is also used to make high power available for short periods of time. Ebu Servo-3 has a more flexible direct drive system that directly drives the eccentric shaft via a planetary gear. A capacitor is used as an energy buffer instead of flywheel.
SEYI 55 has developed a servo press (200 ton) for stamping operation, which is equipped with an updated servo control technology. The motor has a torque three times higher than others in industry. Later, SEYI named their presses as SD1 (80–300 ton) and SD2 (160–500 ton), as presented in Figure 18. The presses have strokes of 180–350 mm with velocities of 40–80 spm.
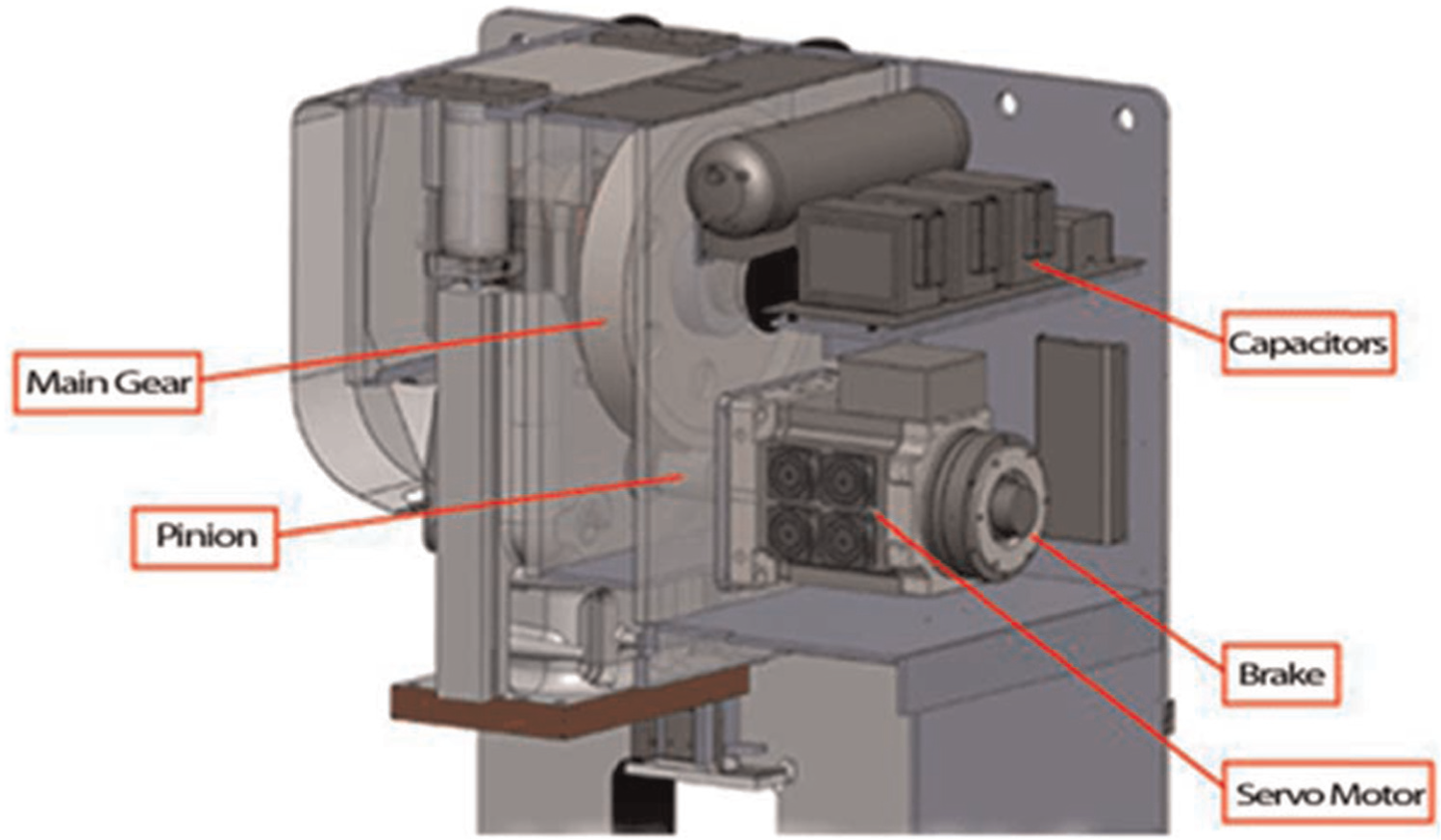
Amada 30 has produced a direct drive digital electric servo press, namely, SDE (Figure 19). The maximum intervals for stroke and velocity are 140–250 mm and 97–150 spm, respectively. They can offer servo-driven gap frame presses of single-point models (80–300 ton) and two-point straight-side presses (200–300 ton).
ANDRITZ Kaiser 56 has developed stamping and metal forming presses for large-scale productions. These presses operate with stroke frequencies of 60–450 per minute at pressing forces of 630–25,000 kN. They also have servo presses, named KSTU. The press specifications are load capacity of 250–800 ton, velocity of 15–60 spm, and stroke of 200–400 mm. Motors, controlled by direct drive, are mounted either laterally with a planetary gear or centrally with a wheel gear, as demonstrated in Figure 20.
IHI 57 is a manufacturer of linkage servo presses with link drive and high-torque motor to serve a high-speed, high-response, and high-acceleration press providing ideal motion characteristics. They can be made for applications to improve formability. A typical example is a two large-sized crossbar-transfer presses for producing automobile panels. AC servo-driven crossbar-transfer presses coupled with an automated pallet system represent a state-of-the-art in their press technology.
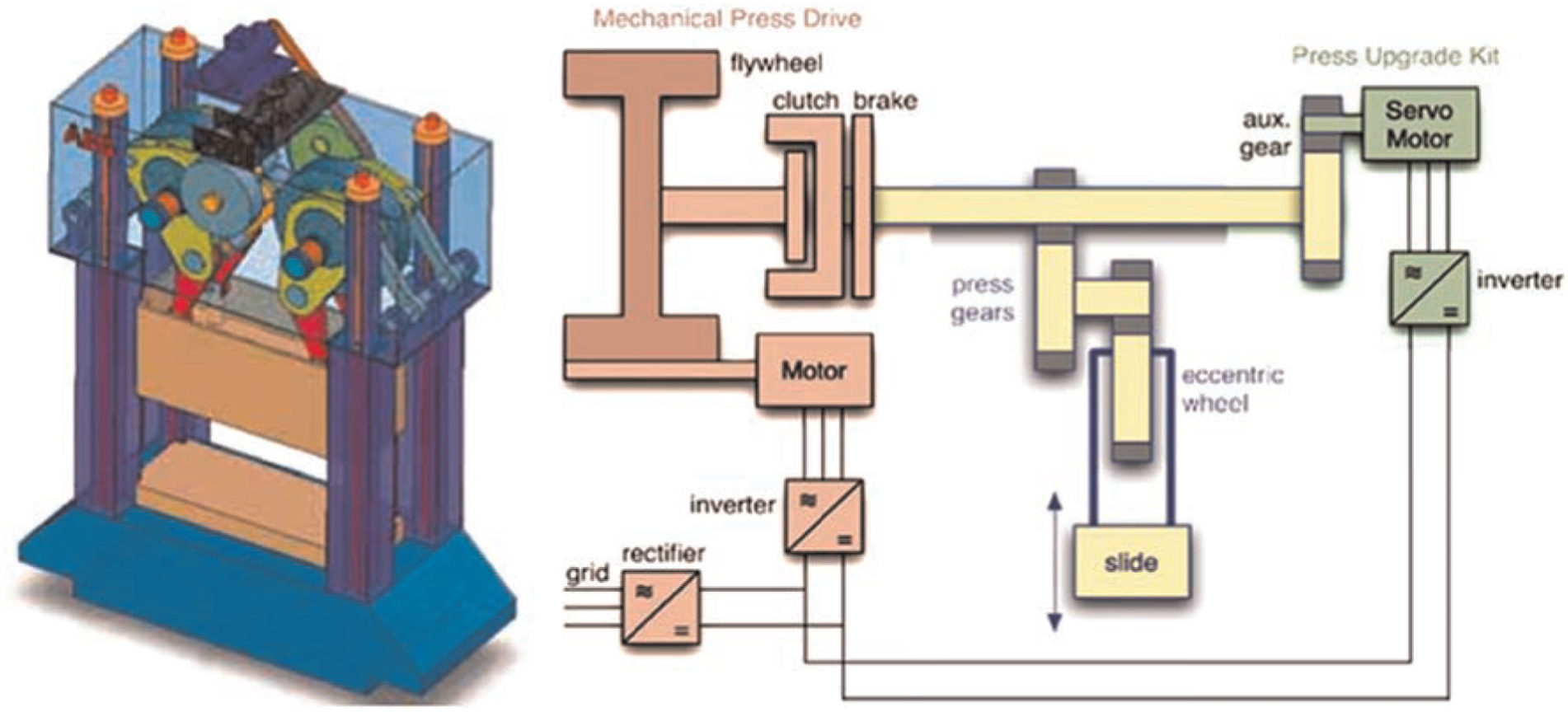
Fagor cooperates with ABB16,23,58,59 to manufacture servo presses with capacities of up to 2000 ton. ABB’s DDC technology provides the desired power levels (low-peak) without modifying factory’s power mesh. Such technology offers a smooth acceleration–deceleration in their press without clutch and break. Their first model of hybrid mechanical servo press drive is presented in Figure 21. The mechanism is eccentric and link drive with flywheel. Fagor also manufactures servo link and crank presses without flywheel and clutch. One model is a straight-side mono-block-type press with two suspension points, load capacity of 400 ton, and stroke of 400 mm motor using and a servo motor of GE Fanuc (250 kW, 3000 Nm). Another model is a servo transfer press having an upright frame with four action points, four servo-drive motors, 1200 ton load capacity, 600 mm stroke, and 60 spm speed.
Muratec 36 produces three types of punching presses, namely, turret punch press, laser punch combination machine (LPCM), and press brake. Turret punch presses provide flexibility with turret-changing system. NPS series have multiple die sets and turret system. They provide continuity during operations without stopping, and hence working time is decreased. Motorum series (Figure 22) has adapted a Muratec ram drive with a toggle mechanism, actuated by a servo motor for optimized control of high speed and low noise. LPCM is Muratec’s hybrid series for integrated cutting–punching and forming–topping. Capacity of turret punch and LPCM presses is restricted to 20–30 ton. Muratec has also developed a dual drive press (BH series) and ball-screw press (BB series), as seen in Figure 23, for serving high speed, high productivity, and high capacity. In dual drive system (BH series), AC servo motors separately control high-speed movements of ball screw and hydraulic pressure. Capacity of BH series presses is 80–250 ton. Muratec ball-screw press brake (BB series) is actuated by only AC servo motor. It has high-speed movement at 100 mm/s and consistent repeat/stop accuracy via ball-screw machine and AC servo motor.
Coskunoz Metal Form 60 has been working on various press manufacturing and metal forming applications. Their presses have different drivers such as hydraulic, conventional mechanical, and servo mechanical with a capacity of 180–2000 ton. They also have manufactured a hybrid crank servo press with a cardan gear system. It is driven by conventional (asynchronous) and servo motors that are synchronized by means of a planetary gear system, 61 as shown in Figure 24.
KLP 62 has hydraulic and mechanical press machines with capacities ranging from 45 to 8000 ton. Their mechanical press types are crank and knuckle-joint presses. They also have been working on crank and knuckle-joint servo presses.
Highlights of servo presses by manufacturers (in alphabetical order).
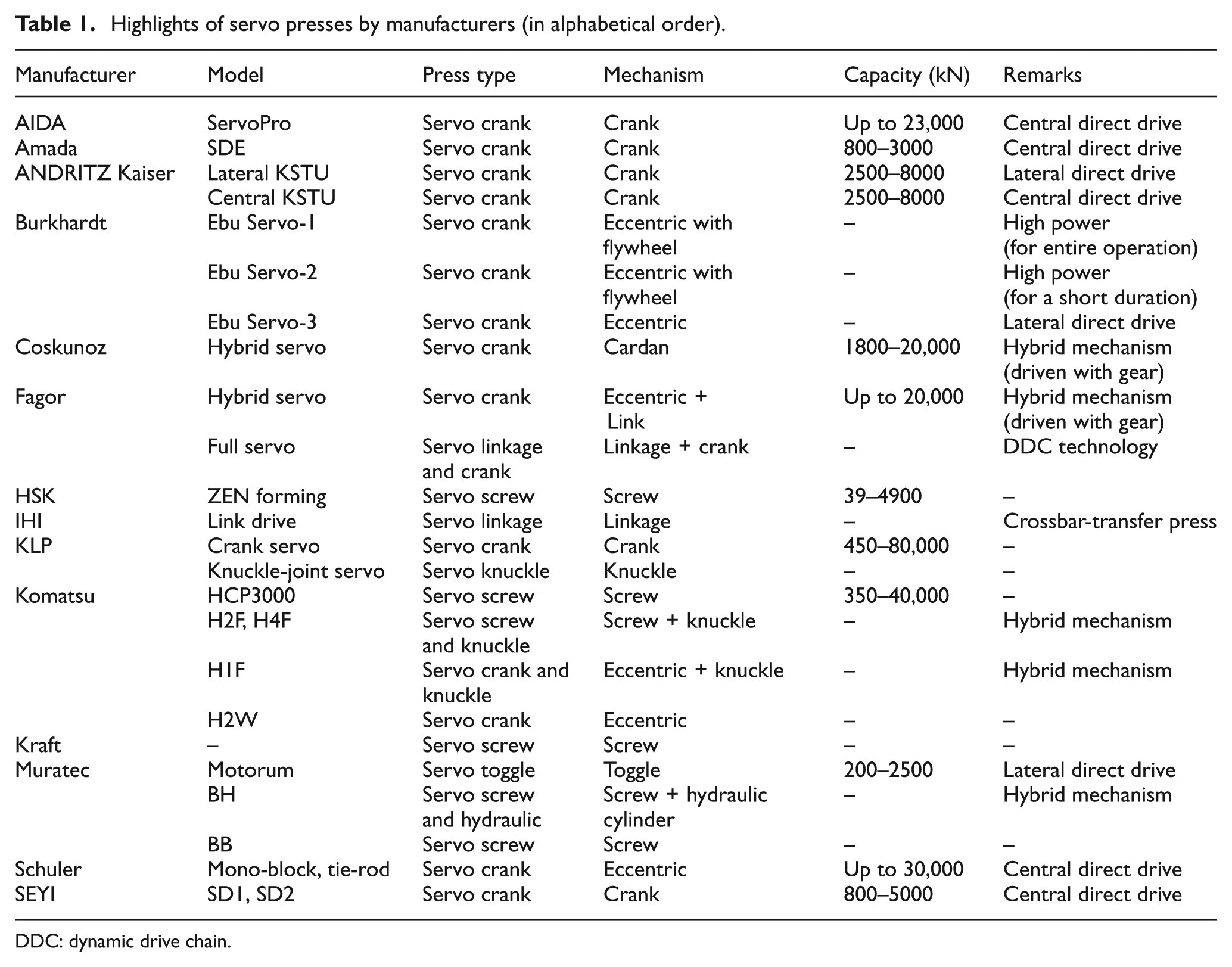
DDC: dynamic drive chain.
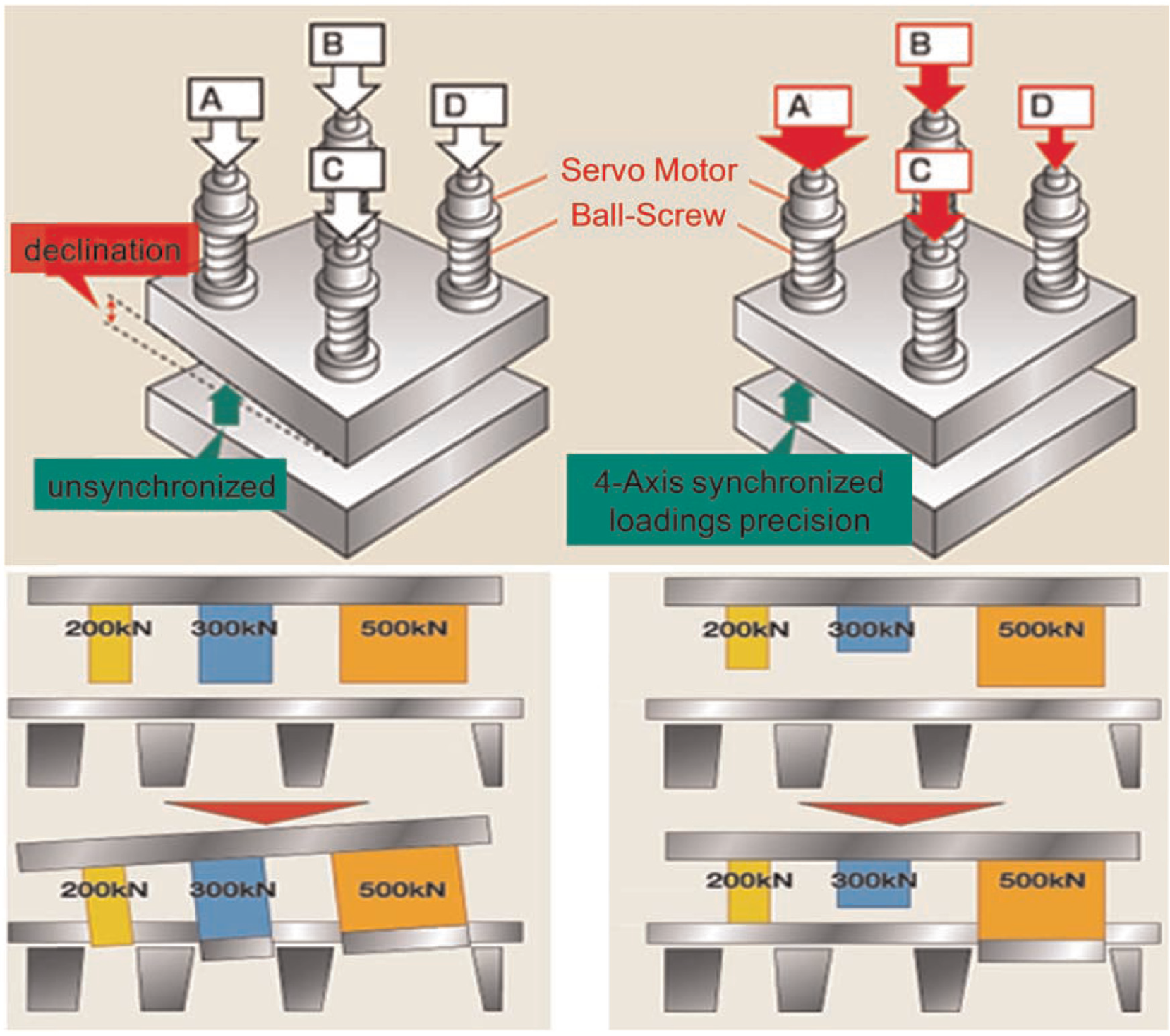
Servo screw press with four servo motors (unsynchronized vs synchronized). 47
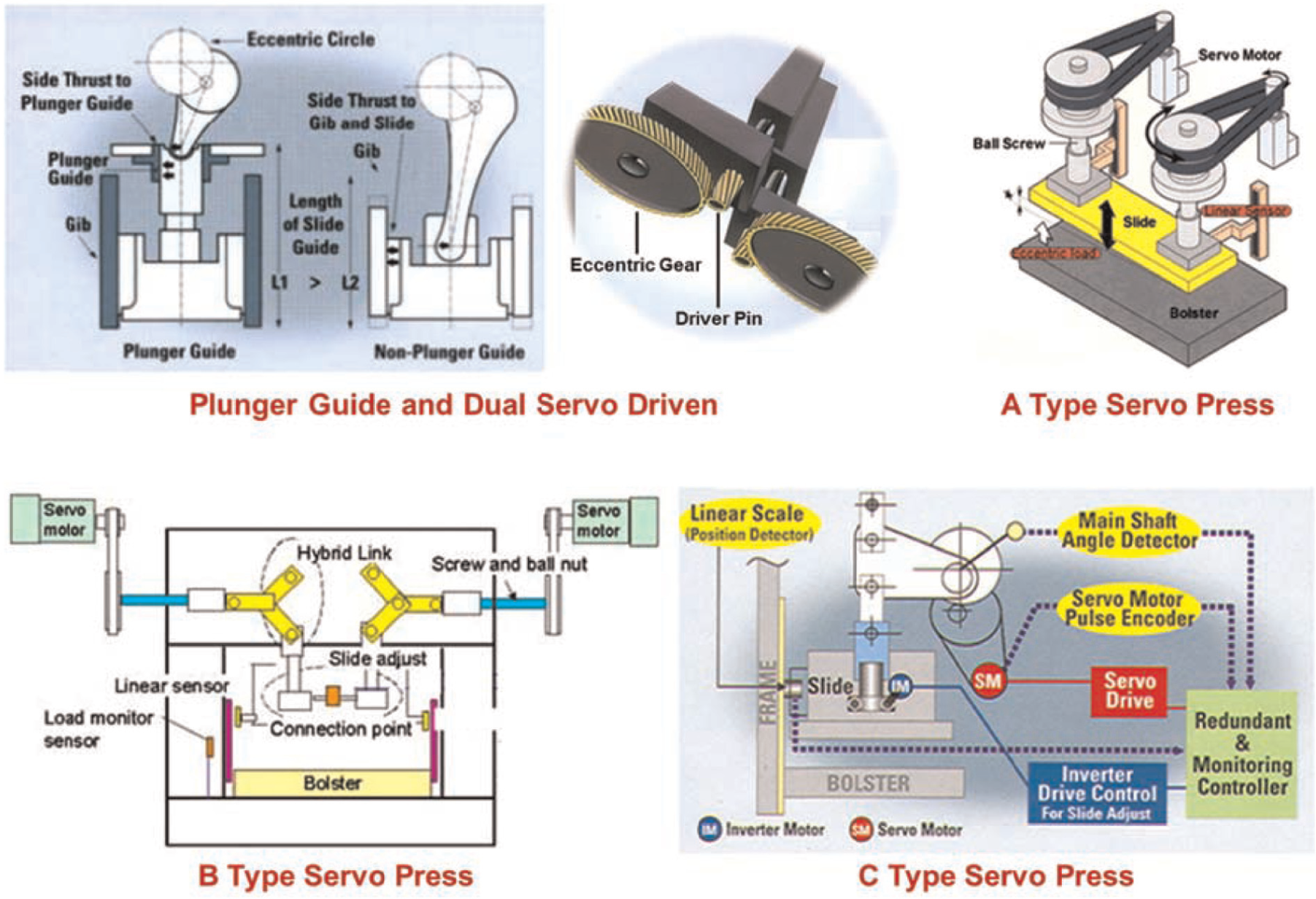
Komatsu servo presses and plunger-guided dual eccentric servo driven by Komatsu’s H2W servo presses. 49
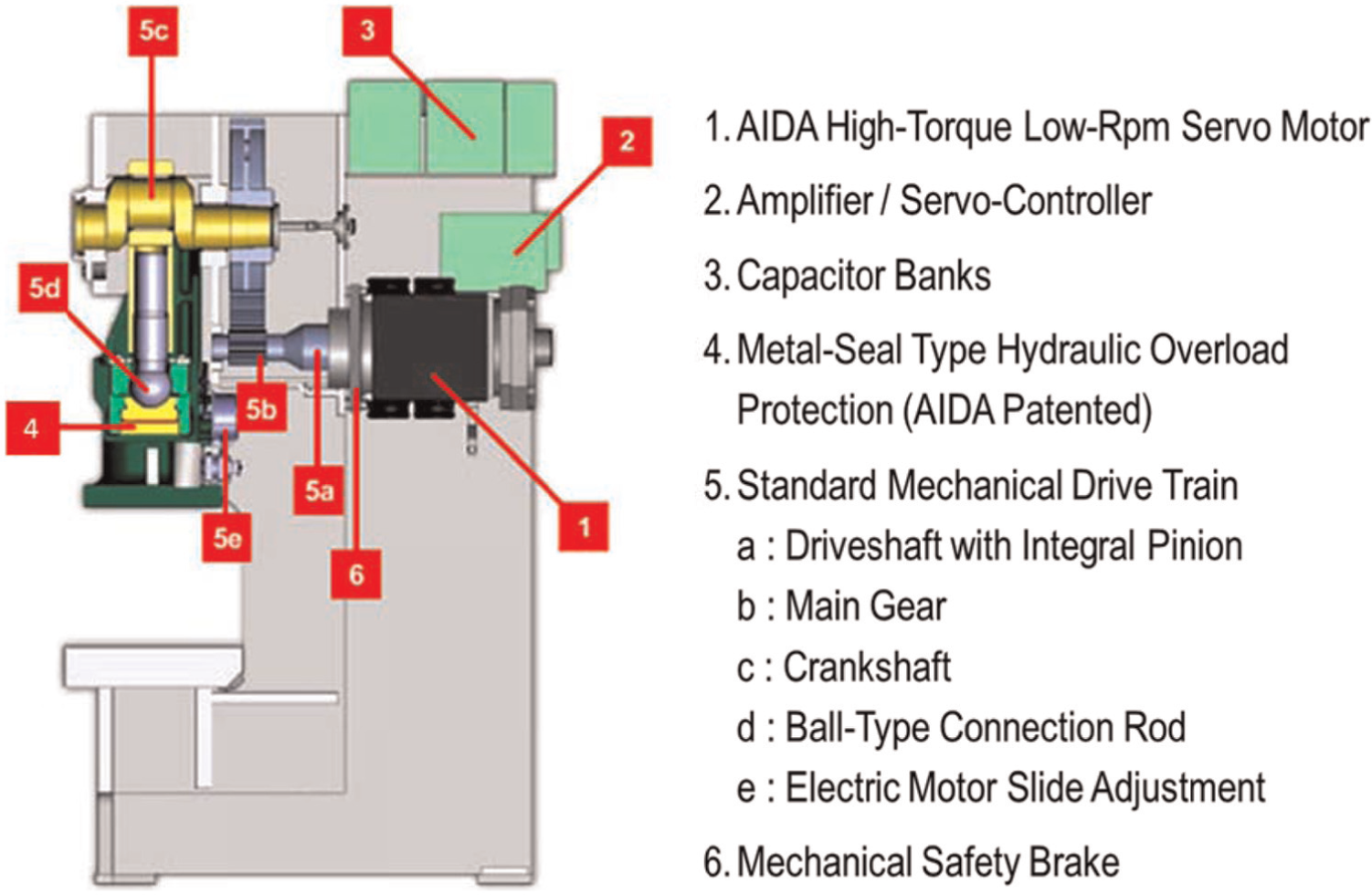
AIDA ServoPro direct drive press. 50
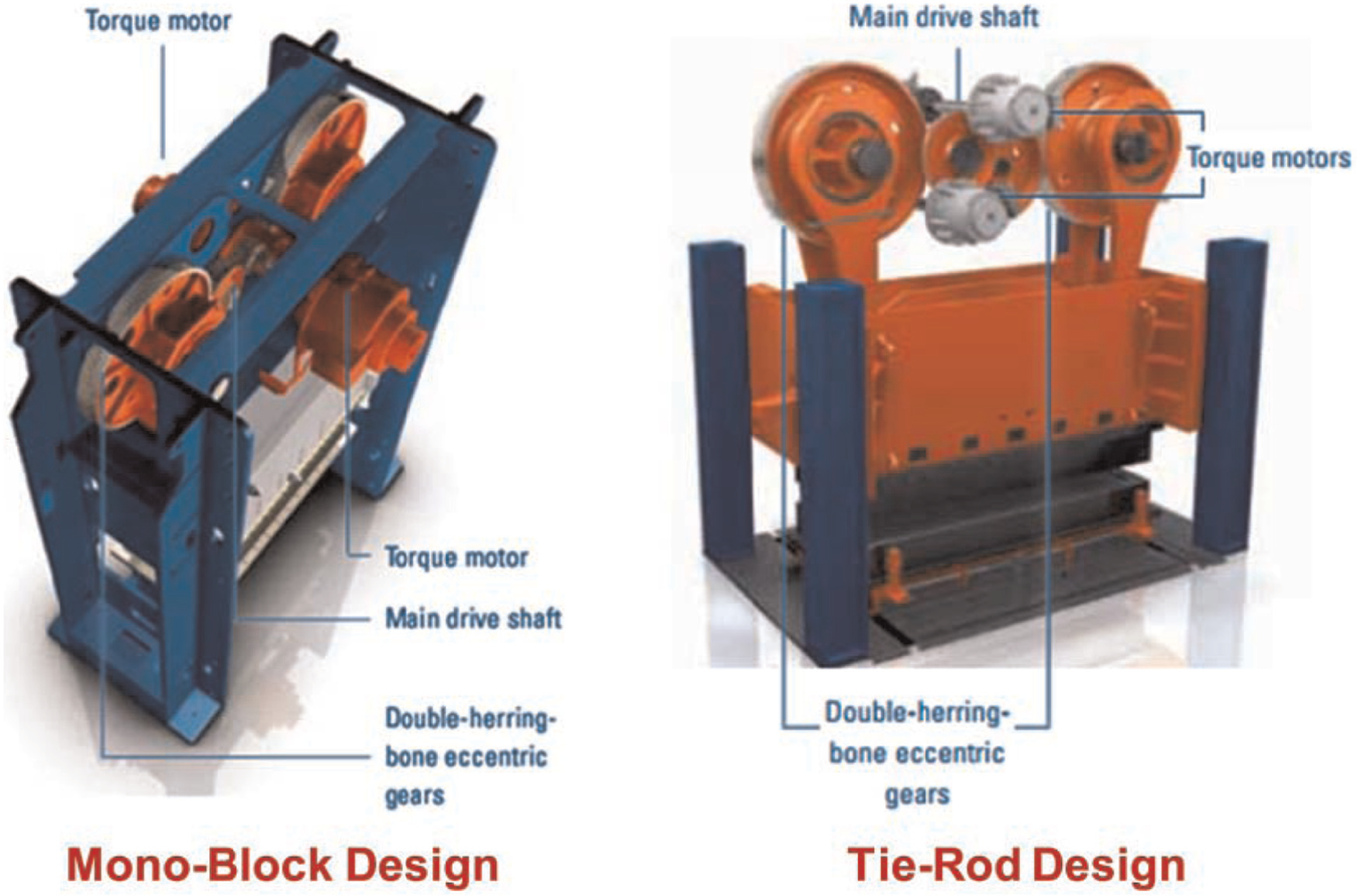
Schuler mono-block and tie-rod servo presses. 53
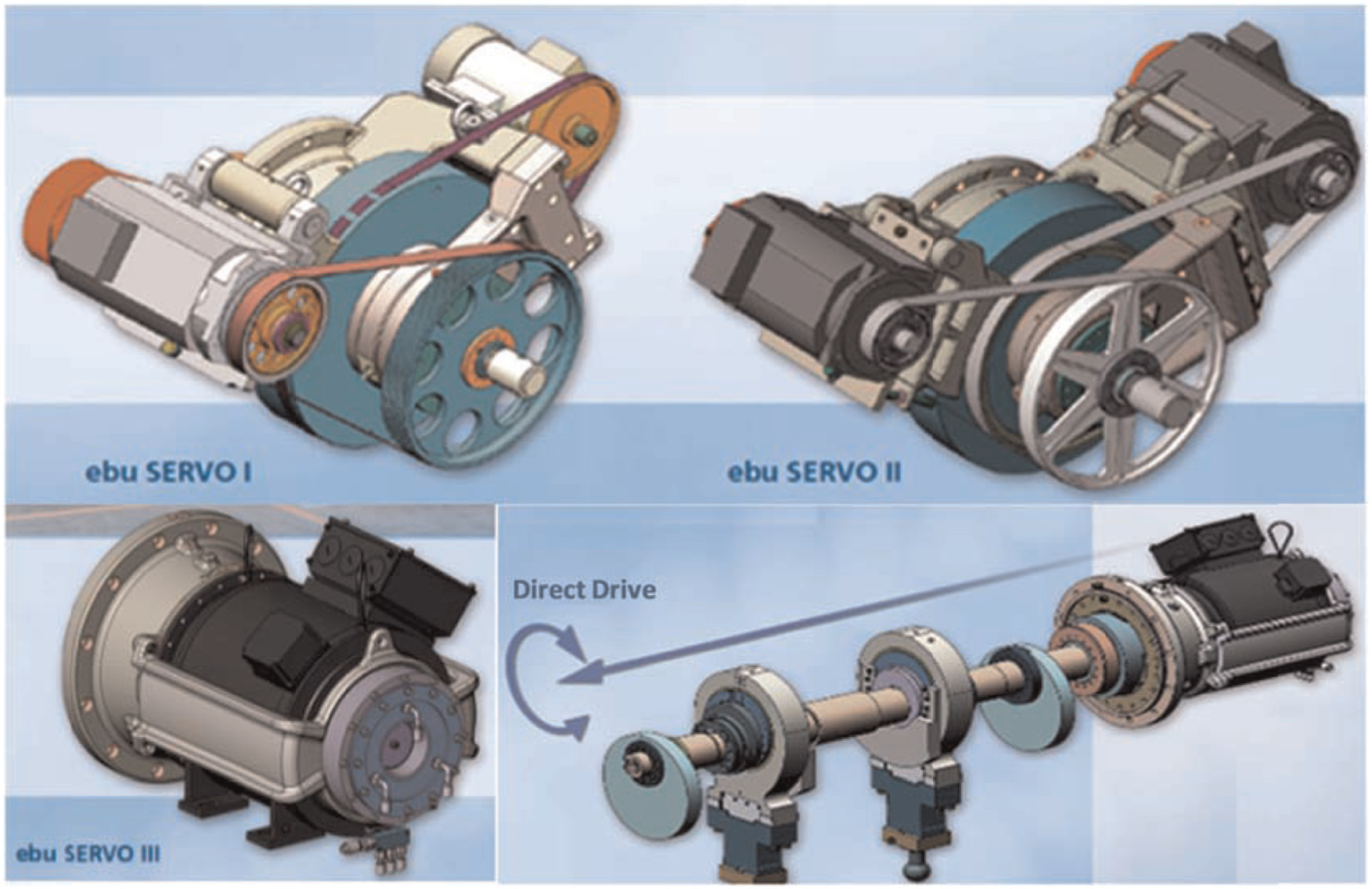
Ebu servo presses. 54
SEYI direct drive crank press. 55
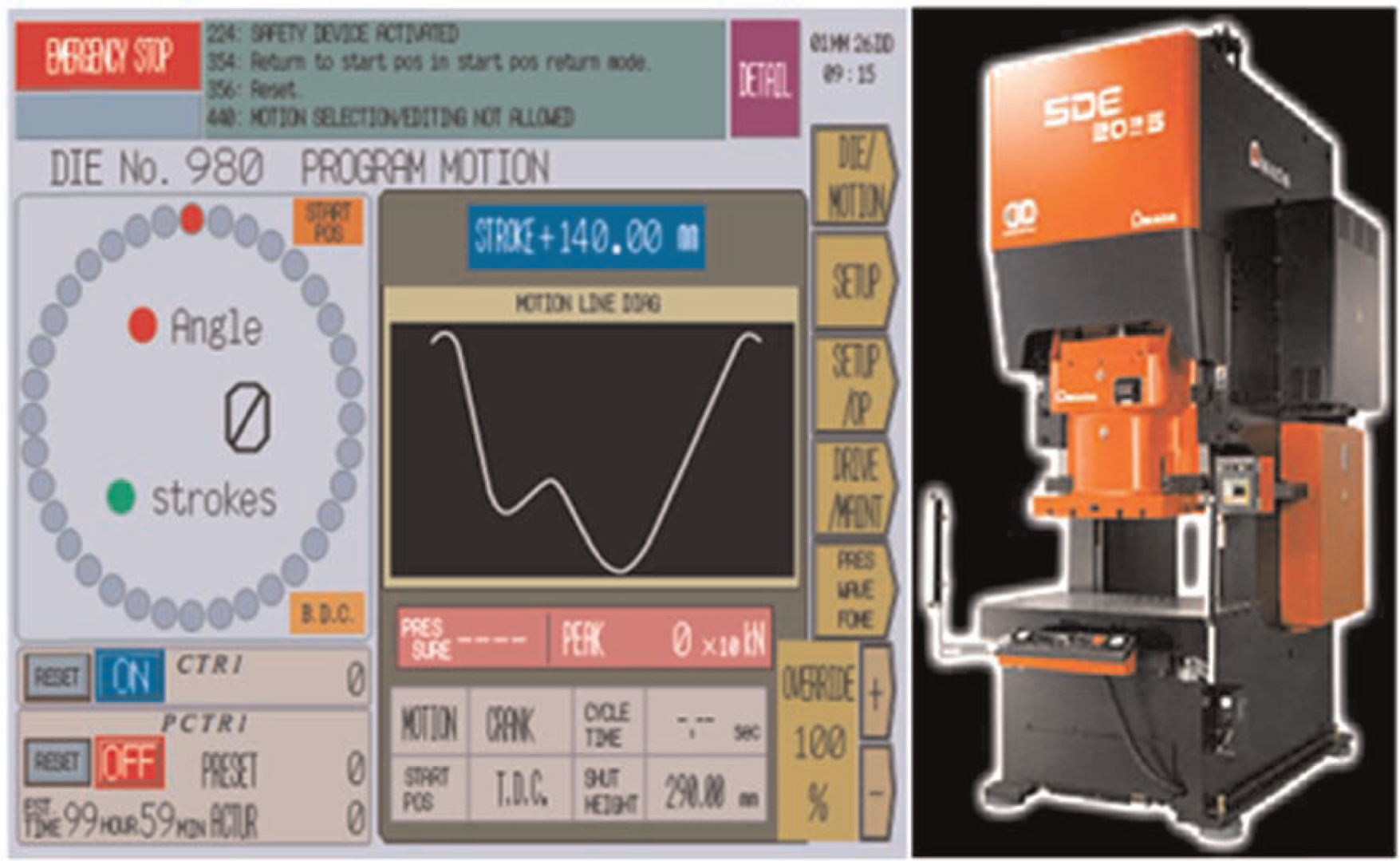
Control screen of Amada SDE press. 30
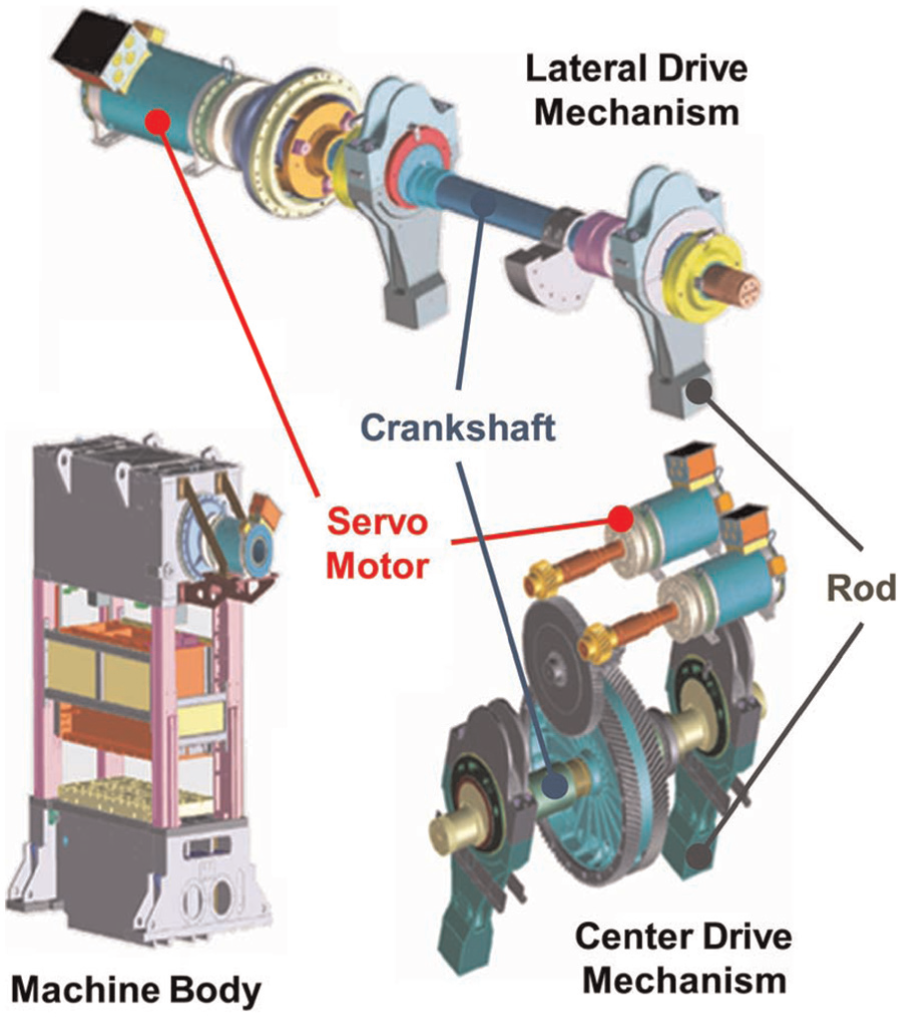
ANDRITZ Kaiser servo press with lateral- and center-drive mechanisms. 56
Fagor hybrid (driven with gear) servo press. 23
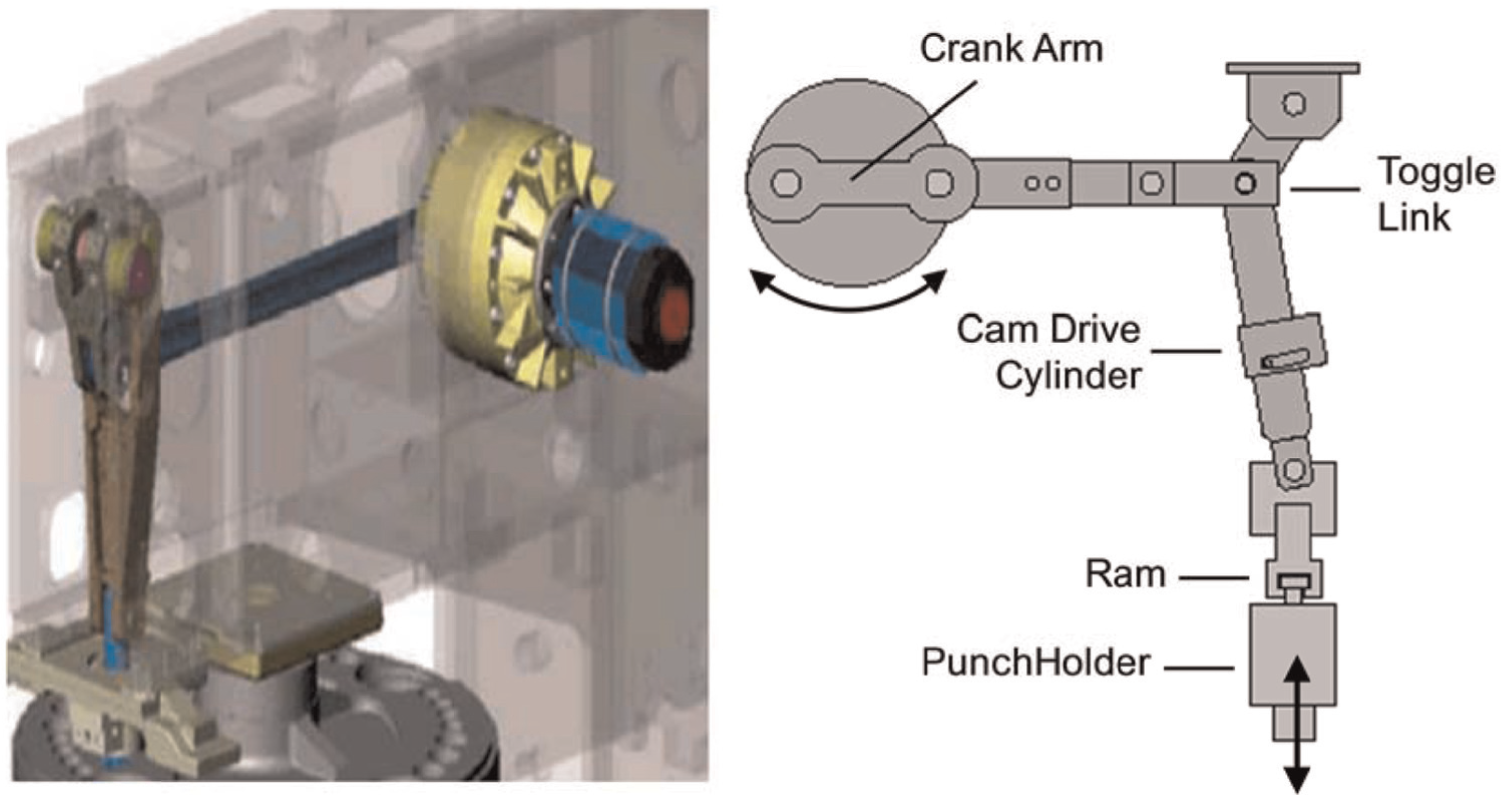
Muratec Motorum series toggle servo press. 36
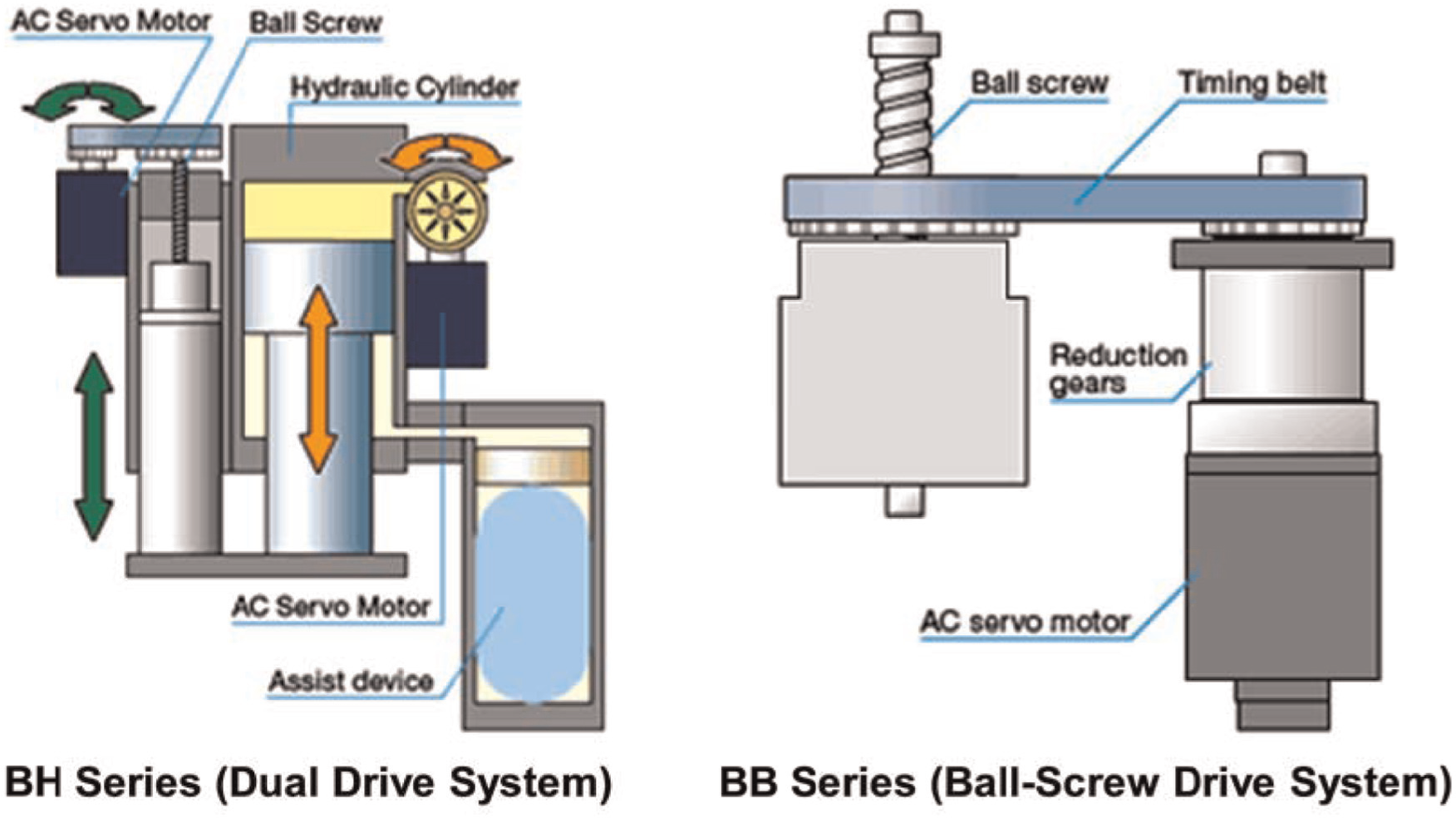
Muratec dual and ball-screw drive system servo presses. 36
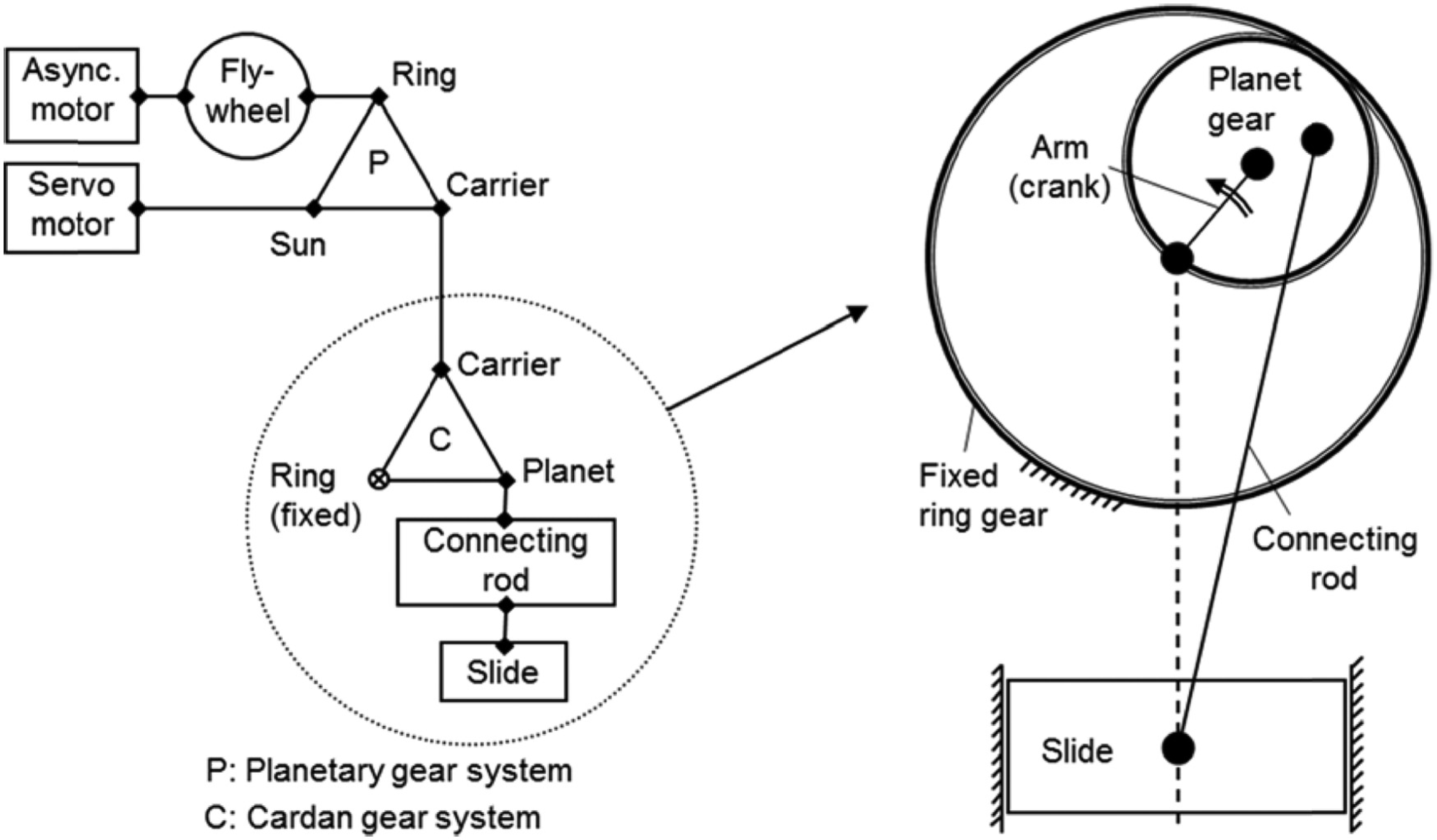
Coskunoz hybrid drive servo press. 61
Discussions
Figure 25 presents the classification of the literature on press technology based on history and evolution of presses, power and drive systems of presses, press mechanisms, and leading press manufacturers. There are mainly three press types according to power controls: a hydraulic press, a conventional mechanical press, and a servo mechanical press. Table 2 presents a comparison of their capabilities based on certain press characteristics. Each press type was graded with respect to its corresponding characteristic, and the average grade was determined as the ratio of total number of characteristics (i.e. 15) to the sum of grade of each press type. It is revealed that servo presses are the most favorable due to their highest grade among others.
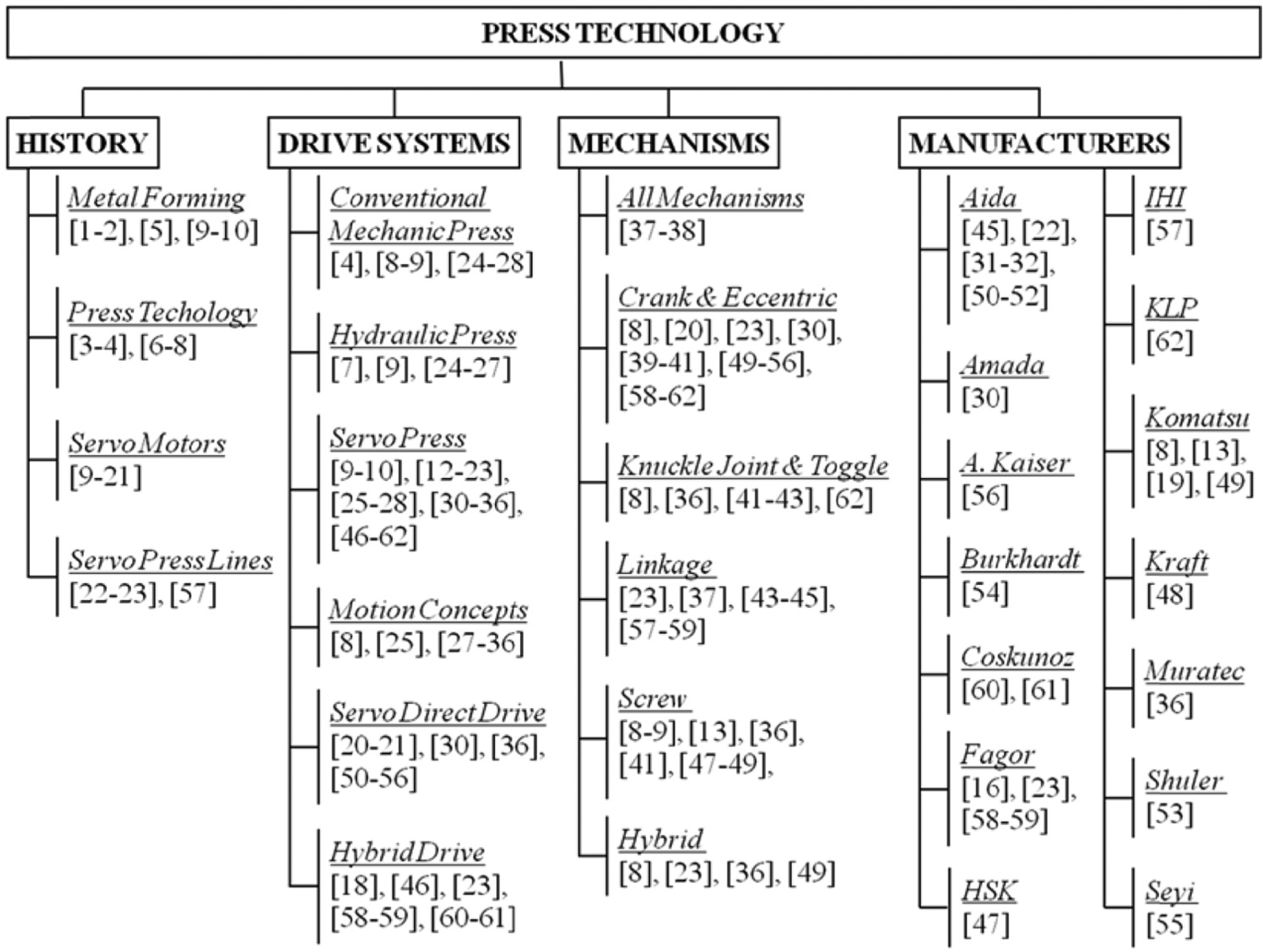
Summary of the literature on press technology.
Ranking of press types according to power control.
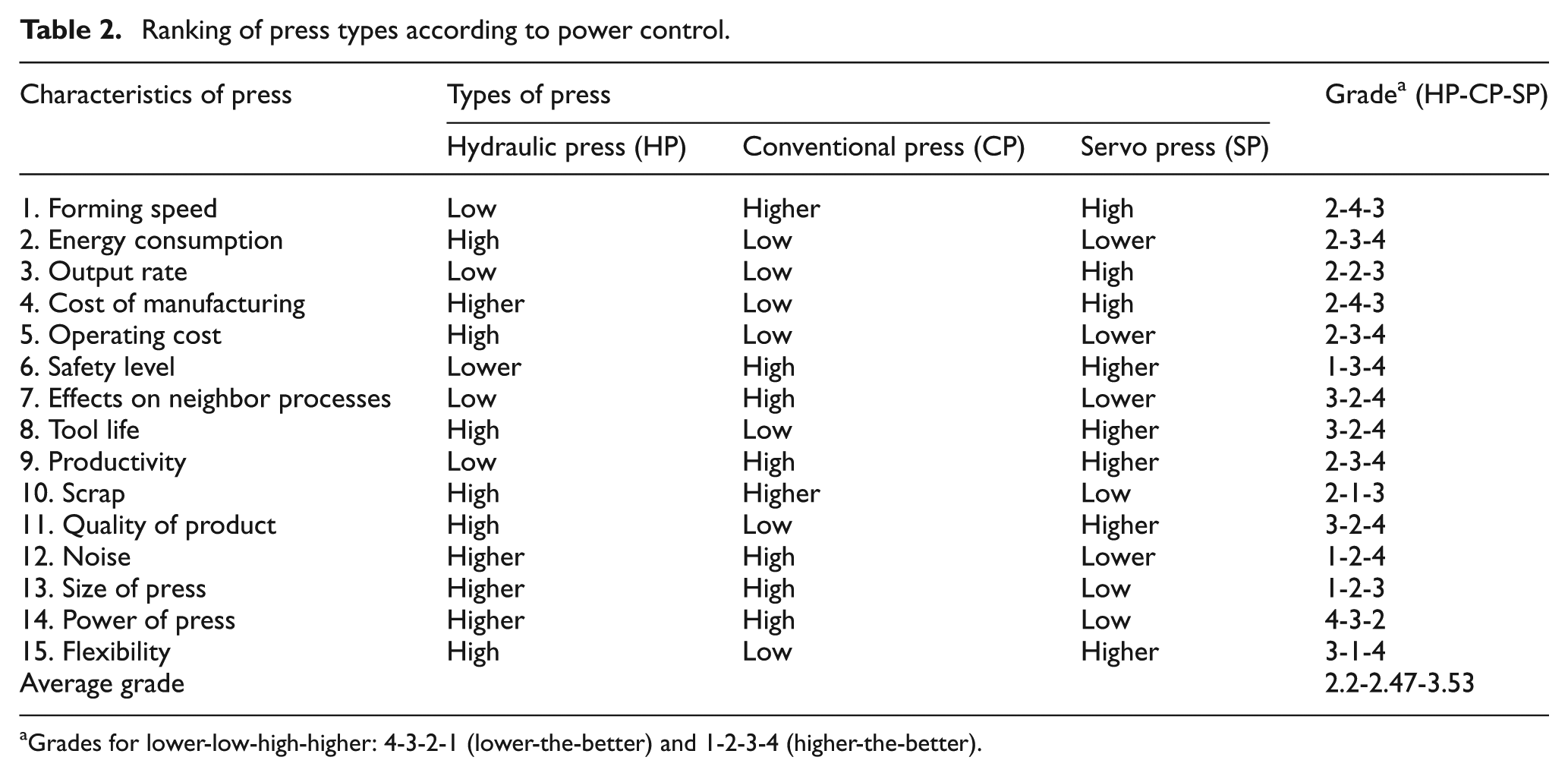
Grades for lower-low-high-higher: 4-3-2-1 (lower-the-better) and 1-2-3-4 (higher-the-better).
Servo presses can be classified based on mechanisms and drive systems (Figure 26). Crank, screw, linkage, knuckle joint, and toggle are the mechanisms used in servo press mechanisms, from which hybrid mechanisms can be achieved. Drive systems in servo presses are classified as direct (lateral and central) and indirect drive, and hybrid drivers can also be used by means of gears (direct) and links (indirect). Similar ranking has also been carried out for the mechanisms used in servo presses: crank/eccentric (C), linkage (L), knuckle/toggle (K), and screw (S). As seen in Table 3, the most favorable mechanism is crank (eccentric) mechanism.
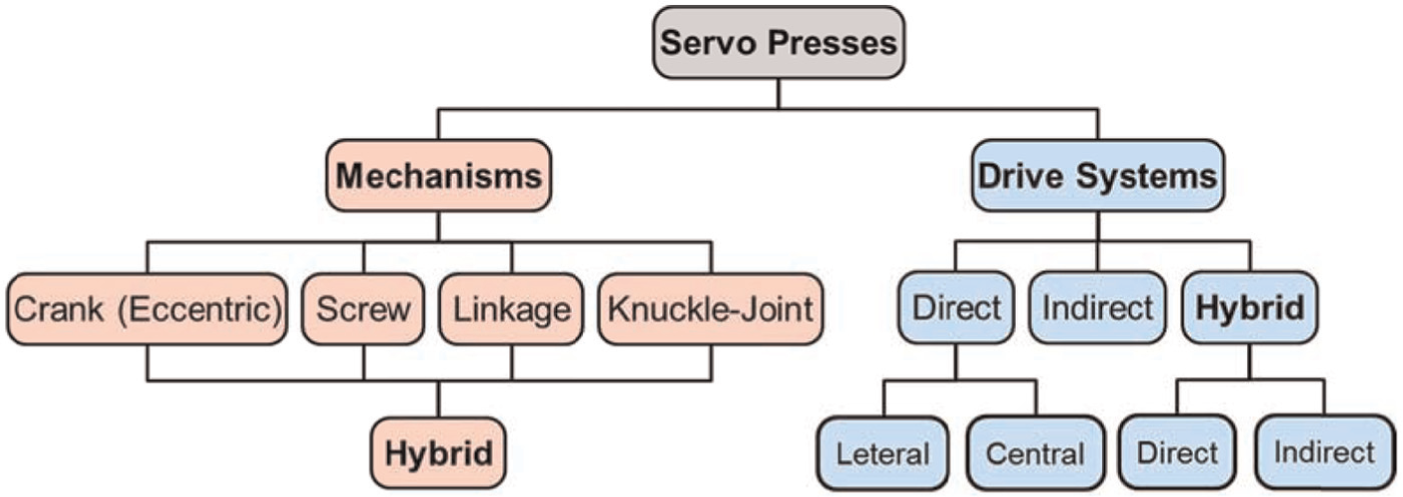
Classification of mechanisms and drive systems in servo presses.
Ranking of servo press mechanisms.
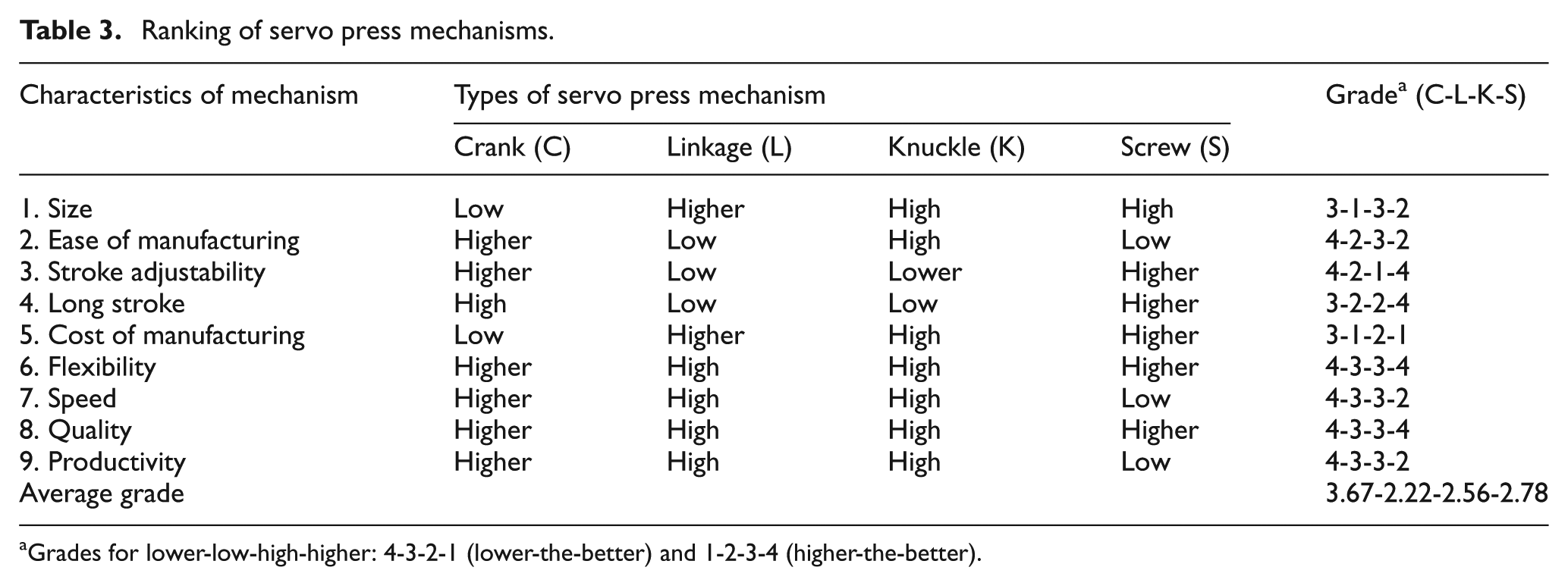
Grades for lower-low-high-higher: 4-3-2-1 (lower-the-better) and 1-2-3-4 (higher-the-better).
In summary, recent trends show that servo crank presses are of great preference due to convenient size, ease of manufacturing, long and adjustable stroke, low manufacturing cost, high speed, and improved productivity. Such presses have direct and indirect drive systems in practical applications.
Conclusion
This article presents a comprehensive review on motion concepts, mechanisms, and classifications of servo presses based on 62 references in related literature and industry. The highlights of servo presses manufactured by 14 press manufacturers are reported.
Press types according to power control (hydraulic, conventional mechanical, and servo presses) are compared with each other. In addition, mechanisms of servo presses (crank, linkage, knuckle-toggle, and screw servo presses) are compared with each other. Some relative grades are given to power control presses and mechanisms of servo presses. Servo presses are observed as more advantageous, and their new classification is given as mechanism and drivers. Although different press mechanisms are seen in the literature and industry, the most common one is slider-crank mechanism. Servo crank presses are preferred generally because of their suitable sizes, ease of manufacturing, long and adjustable strokes, and cheapness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This study was financially supported by the Ministry of Science, Industry and Technology of Turkey under SANTEZ Project (no. 01422.STZ.2012-I).