
Abstract
Titanium alloys generally show low machinability ratings. They are referred as difficult-to-cut materials due to their inherent properties such as low thermal conductivity, high chemical reactivity and high strength at elevated temperatures. Cooling strategies play an important role to improve the machining performance of the cutting process. In order to facilitate the heat dissipation from the cutting zone, generous amount of coolant is used when machining highly reactive metals such as titanium alloys. Generally, cutting coolants are nominated as pollutants due to their non-biodegradable nature. This article presents experimental evaluation of a minimal quantity cooling lubrication system. The study investigates a combination of sub-zero-temperature air and vegetable oil–based mist as possible environmentally benign alternative to conventional cooling methods. The results are compared with the dry and flood cutting environments as well. Machinability was evaluated experimentally by considering the surface finish, cutting forces, tool life and their associated tool wear mechanisms. It was concluded from the results obtained from the surface roughness, cutting force and tool life investigation that minimal quantity cooling lubrication (internal) cooling strategy has encouraging potential to replace the conventional flood cooling method.
Keywords
Introduction
Titanium alloys are the fastest growing material used in demanding engineering sectors such as aerospace, automotive, biomedical, power generation, petro-chemical and defence. They provide low mass for the desired strength which attracts most of the designers working on structural components. In addition, titanium alloys offer extraordinary corrosion resistance and high operating temperatures. However, titanium alloys are very difficult to machine due to their inherent characteristics such as highly reactive nature, low thermal conductivity and high hardness at elevated temperatures. 1 Low thermal conductivity of titanium alloys results in poor heat dissipation at the cutting zone. The presence of high temperature at the cutting zone causes variation in dimensions and premature fracture of the cutting tools. High temperature at the cutting zone also facilitates corrosion, oxidation, formation of residual stresses and micro-cracks.2,3
Due to the generation of excessive heat during the machining of titanium alloy, dry cutting is not feasible as it provides very low tool life and poor surface finish. Metal working fluids are used in machining processes due to their several functions such as lubrication, cooling and ease in chip removal. Majority of these metal working fluids are toxic and non-biodegradable in nature. They are generally hazardous in nature and cause problems to the human health by facilitating skin and breathing issues. If their usage is mishandled, they impose serious danger to the soil and water resources as well. Therefore, strict environmental rules and regulations are being imposed nowadays to limit the use of metal working fluid in the manufacturing sector. For example, Germany has introduced technical rules for hazardous substances (TRGS) to limit the usage of hazardous substances. 4 Similarly, Spain is practising a conduct, namely, ‘management of used oil under Decree 259/1998 29 of September’, to regulate the management of used oil. 5 Cost of the cutting fluid is also very significant as the disposal require careful attention. Klocke and Eisenblatter 6 have mentioned that almost 7%−17% of the total machining cost comes due to the usage of cutting fluids.
It means that there is a need to develop a green cooling strategy that has potential to replace the old conventional flood cooling method to minimize the use of metal working fluids in the metal cutting sector. In order to develop such green cooling strategy, many researchers have investigated the machinability of Ti6Al4V using vegetable oil as coolant, near dry or minimum quantity lubrication (MQL) technique, minimal quantity cooling lubrication (MQCL), cryogenic machining and cooled or chilled air supply method in different configurations. In this study, a hybrid concept-based green cooling strategy has been developed. This strategy used vegetable oil–based MQL combined with cooled air at sub-zero temperature to investigate the machinability of Ti6Al4V. In the literature, it is found very rare that vegetable oil–based MQCL has been used to machine Ti6Al4V.
Literature review
Several researchers have investigated the machining performance under different environmental friendly cooling strategies in the past decade. However, the main emphasis was given to the near dry machining or MQL-based techniques. Near dry machining or MQL techniques are used in the cutting processes to encourage sustainable practices in the machining sector. In these methods, high-speed air jet is introduced with micro-drops of vegetable oil in suspension to lubricate the cutting zone. In these techniques, lubricate flow rate is limited to millilitres/hour instead of litre/min such as in flood cooling environment. 7 In order to keep the relation between dry cutting and flood cooling, MQCL is utilized. In MQCL system, compressed low-temperature air is used to act as coolant, and limited biodegradable oil is used in the form of mist to overcome the friction at the cutting zone. 8
Raza et al. 9 investigated tool wear patterns of six cooling strategies. The study considered sustainable cooling strategies consisting of dry, MQL, MQCL, cryogenic and cooled air methodologies when machining Ti6Al4V. The study revealed the potential of vegetable oil–based MQL or MQCL systems for the machining of Ti6Al4V. Encouraging tool wear performance was observed in case of cryogenic machining. Pejryd et al. 10 investigated the machining performance of aero-engine alloys under MQCL. The study was focused on Inconel 718, Waspaloy, stainless steel and titanium alloy (Ti6Al4V) using uncoated carbide and whisker reinforced ceramic-based cutting tools. Ester and fatty alcohol–based cutting fluids were utilized in MQL arrangement, and air with 4 °C was mixed to develop MQCL setting. The study did not observe any remarkable difference in the cutting forces due the application of MQCL. However, tool life was increased when machining titanium alloy using MQCL setting. Ramana et al. 11 performed turning experiments on Ti6Al4V using MQL arrangements. The study focused on the optimization of process parameters using Taguchi’s robust design methodology on the tool wear. The analysis of variance (ANOVA) was also implemented, and it was found that cutting speed is the most dominant variable for the tool wear.
Liu et al. 12 conducted an experimental study using MQL-based arrangements on Ti6Al4V. The study provided methodology to select optimum cutting parameter using coupling response surface methodology (CRSM). To develop the model, Taguchi design of experiments and multiple regression model were used. ANOVA was utilized to find that feed rate was the dominant factor towards surface roughness and cutting forces. Lowest level of feed rate and depth of cut provided lowest surface roughness and cutting forces. Pervaiz et al. 13 performed an experimental study on Ti6Al4V using coated and uncoated tools under dry, flood and MQL environments. The study was focused on the tool wear and power consumption involved. The MQL and flood environments showed equally good results at higher cutting speeds. Liu et al. 14 performed turning test on Ti6Al4V using uncoated carbide and two new nano-composite coatings, namely, (nc-AlTiN)/(a-Si3N4) and (nc-AlCrN)/(a-Si3N4). The study pointed out the importance of proper matching of coasting material with MQL lubricant as the study found that (nc-AlTiN)/(a-Si3N4)-coated tool was more suitable than (ncAlCrN)/(a-Si3N4)-coated tool when cutting titanium alloy. Wang et al. 15 explored the usage of MQL arrangement in continuous and interrupted turning processes using Ti6Al4V. The MQL results were compared with dry and flood cutting environments as well. By analysing the cutting forces obtained during each cooling strategy, mean friction coefficient at the tool–chip interface has been evaluated. The study investigated the cutting forces experimentally and by finite element machining simulations. The study revealed that MQL outperformed flood cooling at higher cutting speeds because of improved lubrication capability. The study also showed that MQL was more effective in the case of interrupted cutting.
Okada et al. 16 utilized a solid and indexable drills with (Ti,Al)N + TiN-coated carbide with two oil holes to perform drilling operation using MQL system. MQL system used vegetable oil and water insoluble to form mist with a supply pressure of 0.5 MPa and a flow rate of 6 and 44 mL/h. The study showed that indexable drill provided low cutting temperatures and tool wear for the machining of Inconel 718 and Ti6Al4V. Rahim and Sasahara 17 investigated the potential of palm oil in MQL system for the drilling of Ti6Al4V. The study compared the results of palm oil with synthetic ester-based MQL, cooled air and flood cooling environments. The study revealed that palm oil–based MQL system outperformed synthetic ester-based MQL and flood environments. Dry air provided the poor results in term of cutting forces, tool life and energy consumption. Zeilmann and Weingaertner 18 used MQL-based system to perform drilling experiments on Ti6Al4V using uncoated and coated drills (TiAlN, CrCN and TiCN). Cutting temperature was evaluated for each cooling strategy. The study revealed that internal MQL performed comparatively better than external MQL system.
Vazquez et al. 19 performed micro-milling experiments on Ti6Al4V under MQL arrangements. Tungsten carbide cutter with two flutes was utilized to perform the cutting process under dry, MQL in feed direction, MQL against feed direction and with jet application. The study measured tool wear, surface roughness, accuracy, geometric shape and burr formation for all cooling strategies. The study revealed error of 20% in case of flood jet cooling that can be linked with the non-uniform heat flux on the cutting tool. Best results for tool life and burr formation were observed in case of MQL. Park et al. 20 performed an experimental study to compare the eco-friendly lubrication options for the face milling of Ti6Al4V. The study considered cryogenic, laser-assisted machining (LAM) and MQL techniques for the present work. All three methods provided encouraging results when compared with conventional flood and dry cutting modes. MQL showed good potential with the advantage of having simple hardware and set-up. Liu et al. 21 performed experimental study on Ti6Al4V using MQL system in external arrangement. The study investigated MQL operating parameters such as air pressure, spraying distance, spraying angle and quantity of oil for the optimum selection. It was found that penetration into the cutting zone can be increased by air pressure and spraying distance. The optimum values of spraying distance and air pressure were found to be 25 mm and 0.6 MPa, respectively. Qin et al. 22 conducted helical milling experiments to study the machining performance of an MQL system using Ti6Al4V. The study evaluated cutting forces, tool wear and wear mechanisms using CrN-coated solid carbide end milling cutters. The MQL performance was found comparable with flood cooling in term of surface roughness and cutting forces. However, tool life was found better than flood cooling.
Cai et al. 23 conducted end milling machining experiments to explore the effects of operating parameters such as oil flow supply, compressed air supply and nozzle orientation. The experimentation was performed using flow rates of 2–14 mL/h. The study exposed that higher diffusion wear was observed for low oil supply rates ranging between 2 and 10 mL/h; however, at 14 mL/h, no diffusion wear was observed. Ahmad Yasir et al. 24 performed milling experiments using rotary physical vapour deposition (PVD)–coated cemented carbide tools using Ti6Al4V under MQL system. The study investigated the machining performance for cutting speed ranging between 120 and 150 m/min and flow rates of 50–100 mL/h. It was observed that mist performed the best at a cutting speed of 135 m/min. At 135 m/min and higher flow supply, enhanced tool life was experienced. It was also observed that MQL system performed better under worn tool conditions. Su et al. 25 investigated the machining performance of dry, conventional flood, nitrogen–oil mist, compressed cold nitrogen gas (CCNG) at 0 °C and −10 °C and compressed cold nitrogen gas and oil mist (CCNGOM) cooling strategies. In order to evaluate the machining performance of each cooling strategy, tool life and tool wear were considered. The study pointed out that CCNGOM cooling strategy performed better than others and provided enhanced tool life. Sun et al. 26 conducted milling experiments on Ti6Al4V using MQL system. The study investigated tool life, wear mechanisms and cutting forces in air, flood and MQL environments. The study revealed that MQL produced low cutting forces at higher cutting speeds. MQL showed better potential at a higher material removal rate (MRR) due to better lubricity as compared to the flood cooling (Table 1).
Summary of MQL or MQCL literature available for the machining of titanium alloy (Ti6Al4V).

MQL: minimum quantity lubrication; MQCL: minimal quantity cooling lubrication; CVD: chemical vapour deposition; PVD: physical vapour deposition.
The extensive literature review section provided in previous discussion shows that many researchers have explored the machinability of Ti6Al4V using dry, conventional flood, mineral oil MQL, vegetable oil MQL, chilled air and liquid nitrogen as cooling strategies. The literature shows that although MQL is considered as strong option to replacing the conventional flood cooling, MQL is mainly developed to facilitate the lubrication process instead of cooling process. Elevated heat generation during the machining of titanium alloy limits the performance of MQL technique due to missing component of cooling in it. There is a need to provide the missing component of cooling in MQL technique using hybrid cooling concepts.
To the best of the knowledge of the authors, it is rarely found in the literature where vegetable oil–based MQCL system has been used for the machining of Ti6Al4V. This study was conducted using cooling strategies of dry, conventional emulsion-based flood, vegetable oil–based mist combined with cooled air (MQCL) system in both internal and external arrangements. In this study, turning experiments were performed on Ti6Al4V using coated carbide tools. All of the experiments were performed using constant depth of cut under three levels of cutting speeds and feed rate. The study contributes towards the feasibility of shifting from conventional cooling strategies (dry and flood) to the environment friendly cooling strategies.
Experimental set-up
Workpiece material
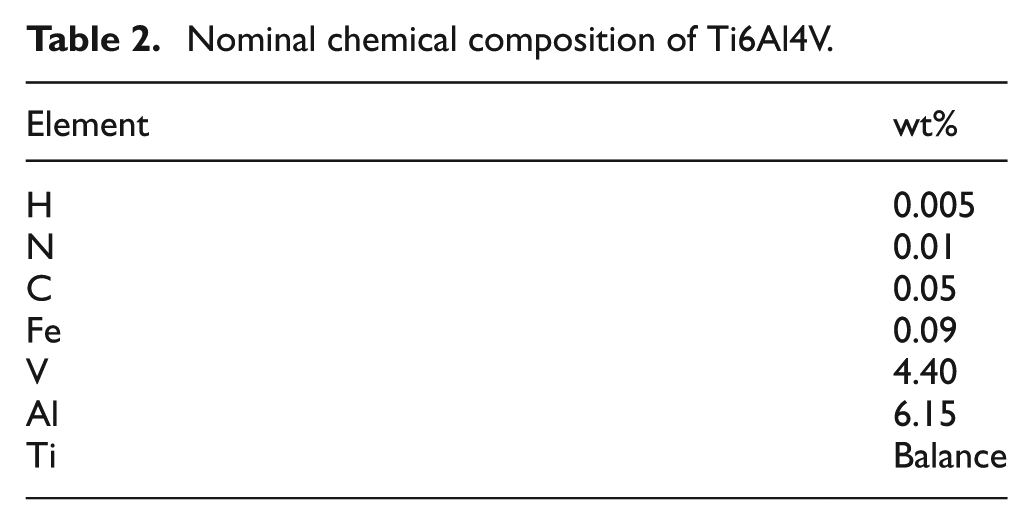
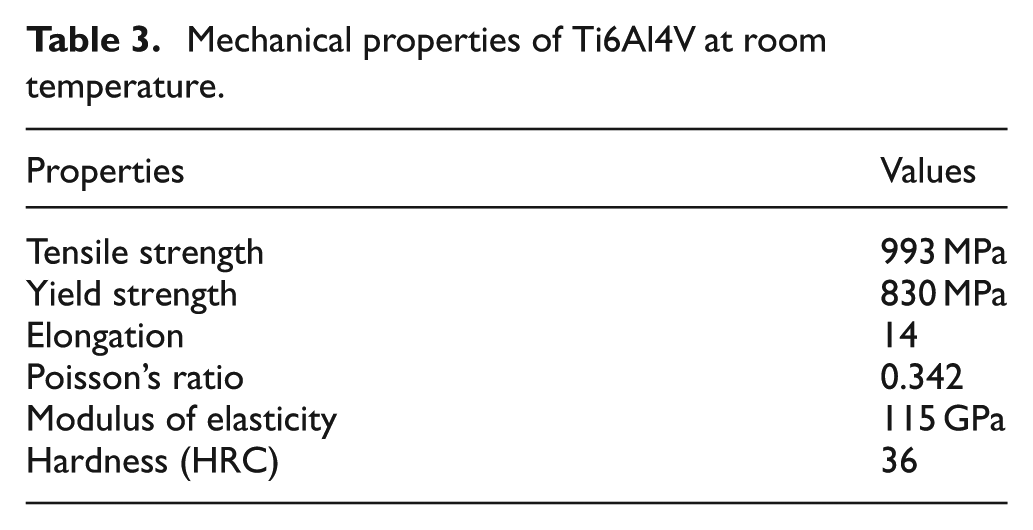
The workpiece material utilized in the machining test was α–β titanium alloy Ti6Al4V. Ti6Al4V is generally the most commonly used alloy among other titanium alloys because of its high strength, formability, high operating temperature and extraordinary corrosion resistance. A general estimate is that more than 50% of the titanium usage is mainly based of Ti6Al4V alloy. Raw material of Ti6Al4V material was used under ASTM B381 standard specifications, in the form of cylindrical rod. The chemical composition (wt%) and mechanical properties of Ti6Al4V are mentioned in Tables 2 and 3, respectively.
Nominal chemical composition of Ti6Al4V.
Mechanical properties of Ti6Al4V at room temperature.
Cutting tool material
In this study, PVD-coated turning inserts (ISO Code: CCMT 12 04 04 MM 1105) 27 were employed in the experimental work. The stated insert was available with two cutting edges. Each cutting edge was used for single experimental run.
Cutting lubricant and MQCL system
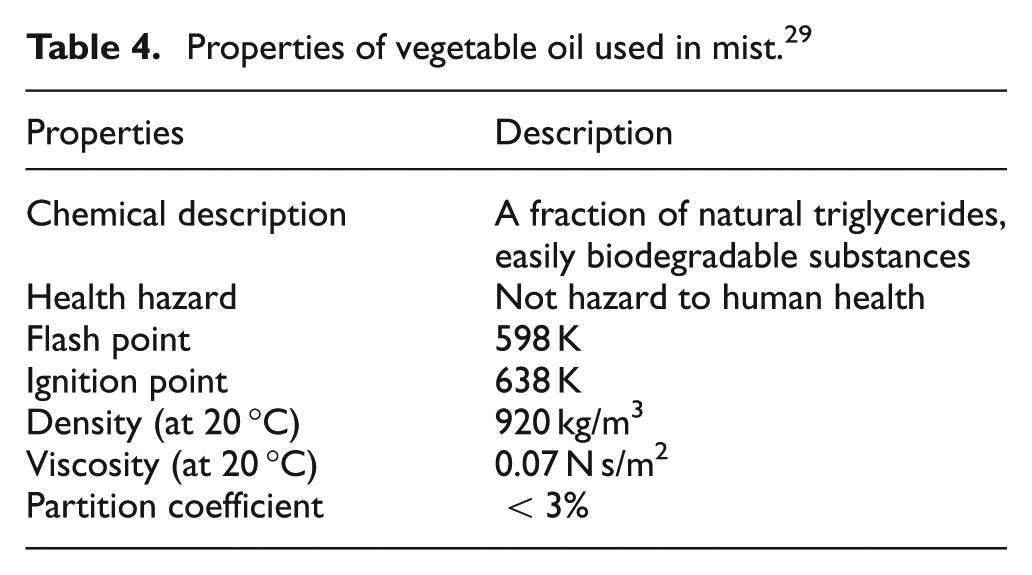
The study utilized different cooling strategies in order to examine the machinability of Ti6Al4V. These cooling strategies were named as dry, conventional emulsion-based flood and combination of low-temperature air (0 °C to −6 °C) with vegetable oil–based mist (MQCL) applied in both external and internal arrangements. Vegetable oil in MQCL was operated at the flow rate of 4 mL/min for both internal and external arrangements. In order to apply MQCL arrangement, internally especially designed tool holder (SCLC R 2525 M12-EB) from Mircona was utilized during this study. Figure 1 shows the tool holder used. The vegetable oil (ECULUBRIC E200L) was supplied by Accu-Svenska AB. The vegetable oil used in this study was mainly based on rapeseed oil. The flow rate of mist was controlled by regulating the low-temperature air and oil supply. The information about the vegetable oil is given in Table 4.
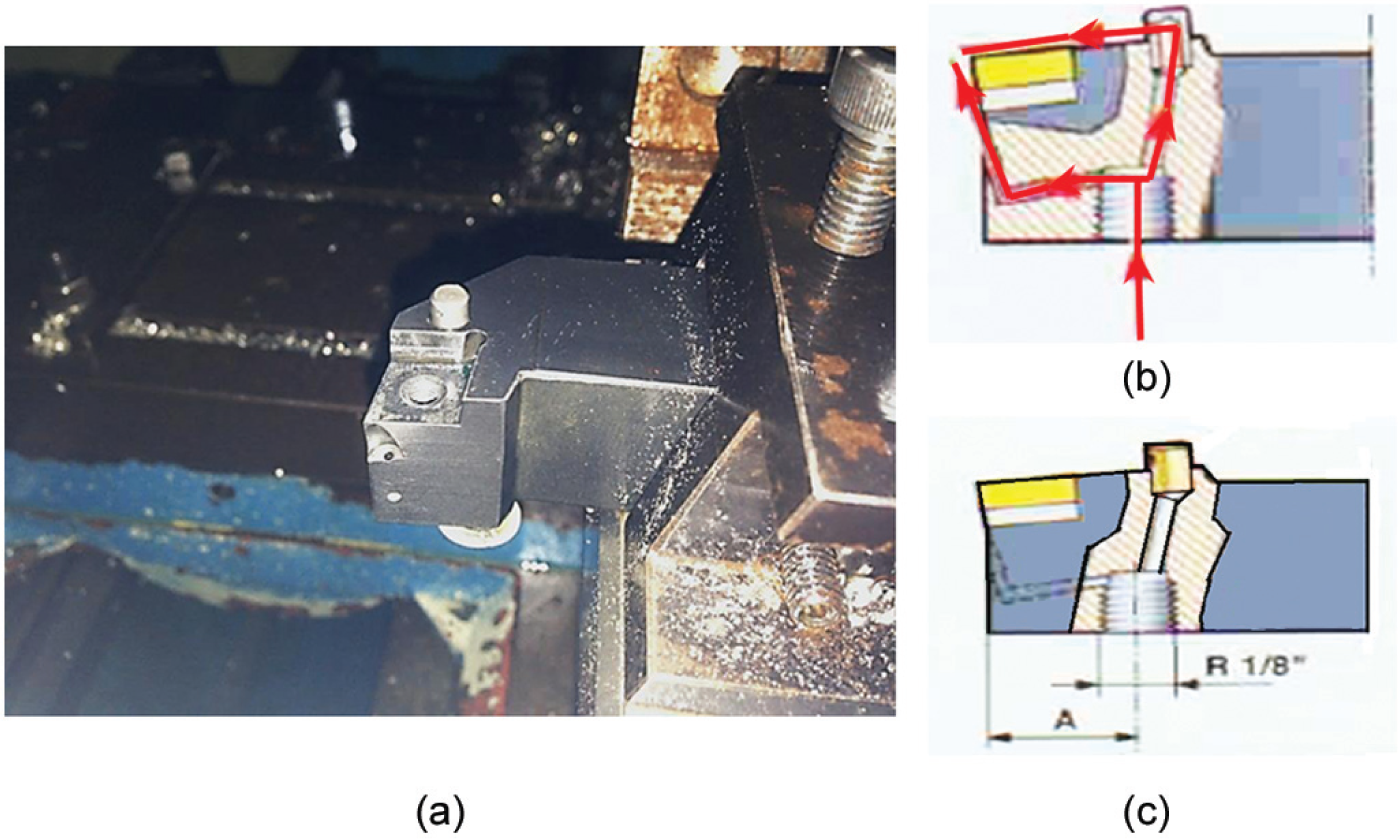
Mircona tool holder to support internal delivery of MQCL system: (a) under experimentation, (b) illustration of internal coolant delivery passage and (c) passage dimensions. 28
Properties of vegetable oil used in mist. 29
Machining tests and cutting parameters
Computer numerical control (CNC) tuning centre was used to perform all machining experiments. In order to monitor and measure the surface finish achieved during experiments, a Mitutoyo roughness tester SJ 201P was employed. Each test was repeated two times to reduce experimental errors. Mitutoyo tool maker microscope was used to measure the flank tool wear. Scanning electron microscopy (SEM) was performed to study the major wear mechanisms. Kistler multi-channel dynamometer was utilized for measuring the cutting forces generated during the machining operations. The study was conducted using three different levels of cutting speed and feed rate as shown in Table 5. Figure 2 shows the experimental set-up.
Machining parameters and their associated levels.
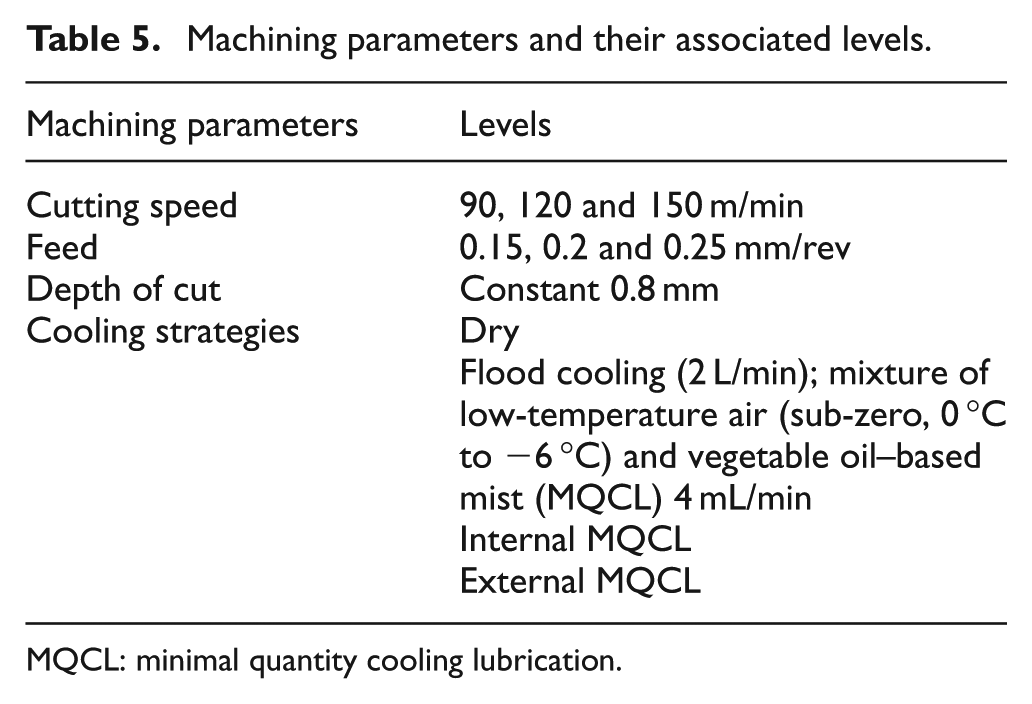
MQCL: minimal quantity cooling lubrication.
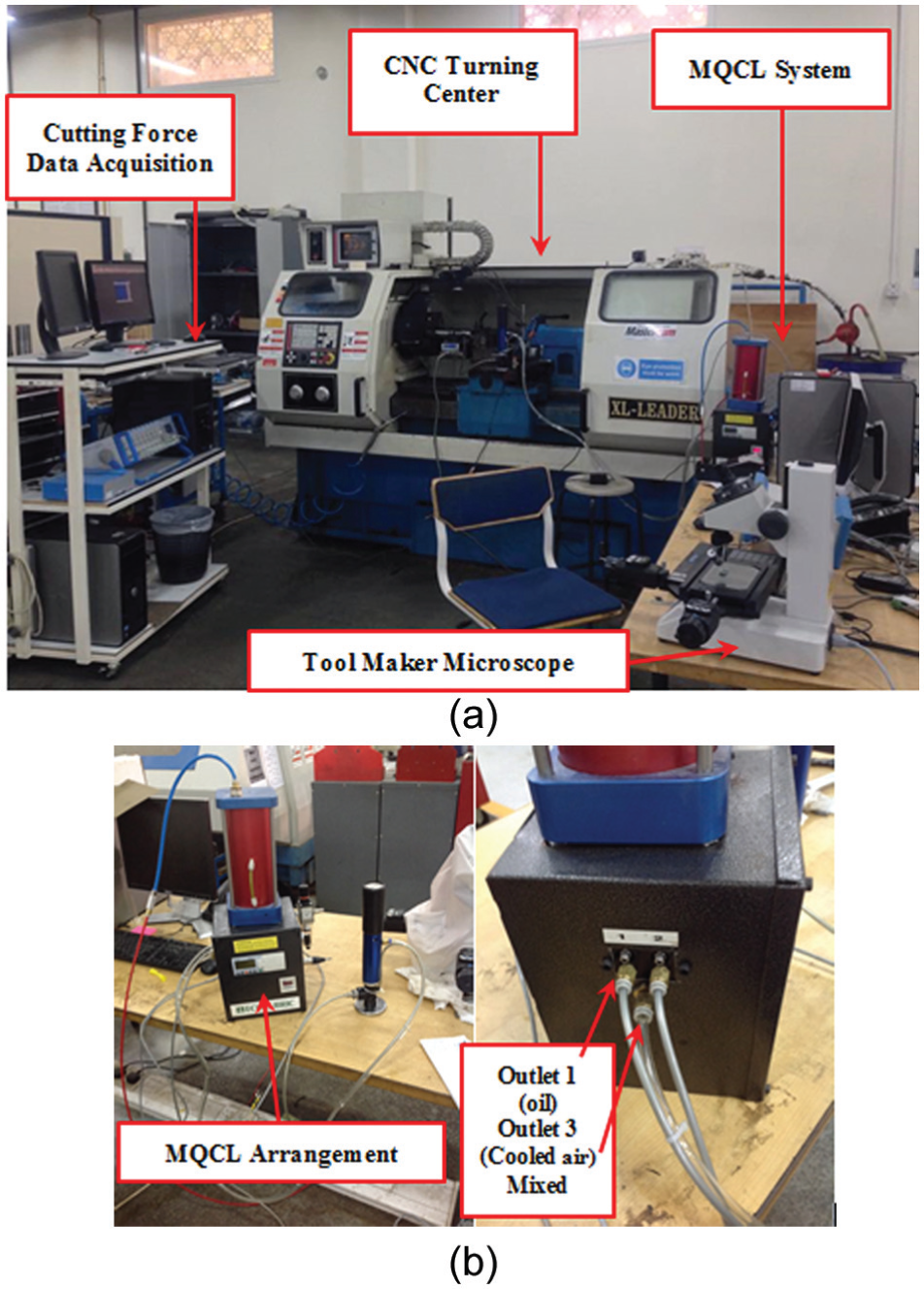
(a) Illustration of experimental set-up and (b) MQCL arrangement.
Results and discussion
Surface roughness analysis
The surface finish of a machined part plays an important role towards the different functional attributes such as friction, light reflection, wear and tear, heat transfer, lubricity and coating holding capacity. Therefore, it is necessary to utilize appropriate machining conditions and cooling strategy to attain desired level of quality on the surface being machined. Surface roughness is very critical for the components manufactured from titanium alloys. As these high performance alloys are used in the demanding sectors, and generally manufactured with very close tolerance. Figure 3(a) shows the surface roughness attained using various cooling strategies at a cutting speed of 90 m/min. The dry cutting condition provided higher surface roughness at feed levels of 0.15 and 0.20 mm/rev. At a higher feed level of 0.25 mm/rev, MQCL (external) provided higher surface roughness. The MQCL (internal) cooling strategy performed better than dry conditions at 0.15 and 0.20 mm/rev and outclassed other strategies at a higher feed level of 0.25 mm/rev. By increasing feed level, surface roughness also increased for all of the cooling strategies.
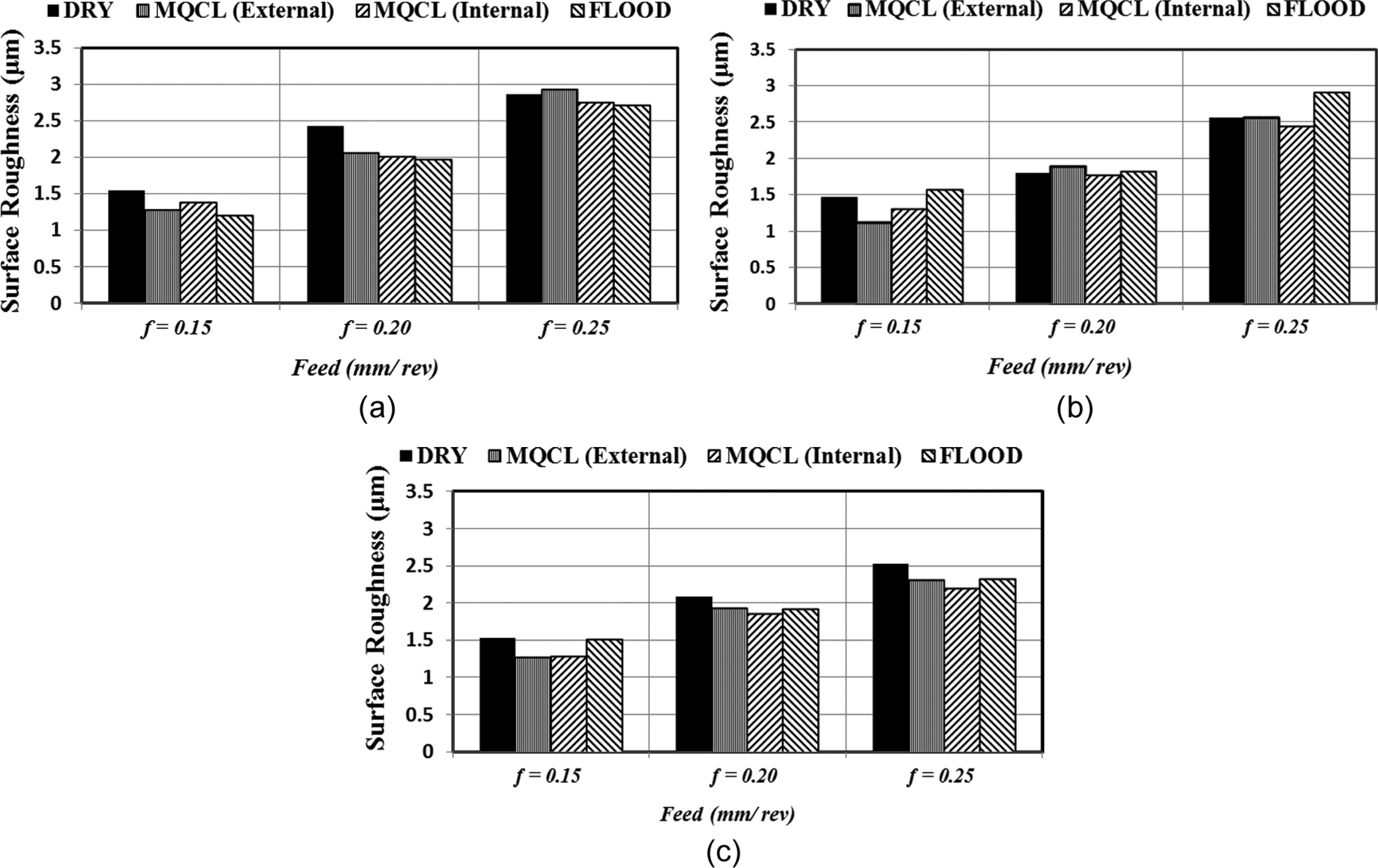
Surface roughness observed under dry, MQCL (internal), MQCL (external) and flood cooling strategies: (a) Vc = 90 m/min, (b) Vc = 120 m/min and (c) Vc = 150 m/min.
Figure 3(b) plots the surface roughness observed for various cooling strategies at a cutting speed of 120 m/min. It was observed that MQCL (external) cooling performed the best at a lower feed level of 0.15 m/rev; however, MQCL (internal) cooling outperformed other cooling strategies at 0.2 and 0.25 m/rev feed levels. Figure 3(c) shows the plots for surface roughness for all cooling strategies at a cutting speed of 150 m/min. The observed surface roughness values were higher for dry cutting for all feed levels. The MQCL (internal) arrangement outperformed other cooling strategies at all feed levels. A possible reason of the MQCL better performance over dry and flood cooling strategies is that it provides lubrication using vegetable oil–based mist and cooling using cooled air at the same time. Lower surface roughness attained during both internal and external MQCL arrangements also points out less tool wear.
Cutting force measurement
The cutting force data were collected using Kistler (model: 9257b) dynamometer. In order to obtain signal, a charge amplifier (model: 5070) was used. The output signals from the charge amplifier were presented on a personal computer using Dynoware software package. The measurement was made with an acquisition rate of 10,000 samples per second. The cutting force signal with respect to time was obtained from dynamometer as shown in Figure 4. The cutting forces were measured with fresh tools. In Figure 4, the central zone between workpiece in and out regions corresponds to the actual cutting regime. The average value of the central cutting zone has been calculated and reported for each cutting test.
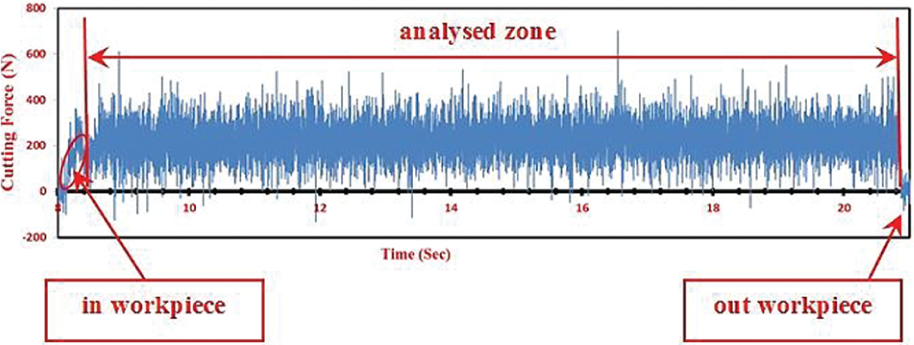
Sample calculation of cutting force average value computation from signal.
Figure 5(a) represents the plot of average cutting forces observed at a cutting speed of 90 m/min at three feed levels (0.15, 0.2 and 0.25 mm/rev). In Figure 5(a), it has been observed that MQCL (internal) cooling was effective at a lower feed level of 0.15 mm/rev, but at a higher feed level of 0.25 mm/rev, cutting forces were higher than other cooling strategies. The lower value of cutting force obtained under lower feed level of 0.15 mm/rev can be attributed to better lubrication ability, whereas dry, flood and MQCL (external) performed in a similar fashion in case of all feed levels. The MQCL (external) performance was found in between dry and flood cooling strategies.
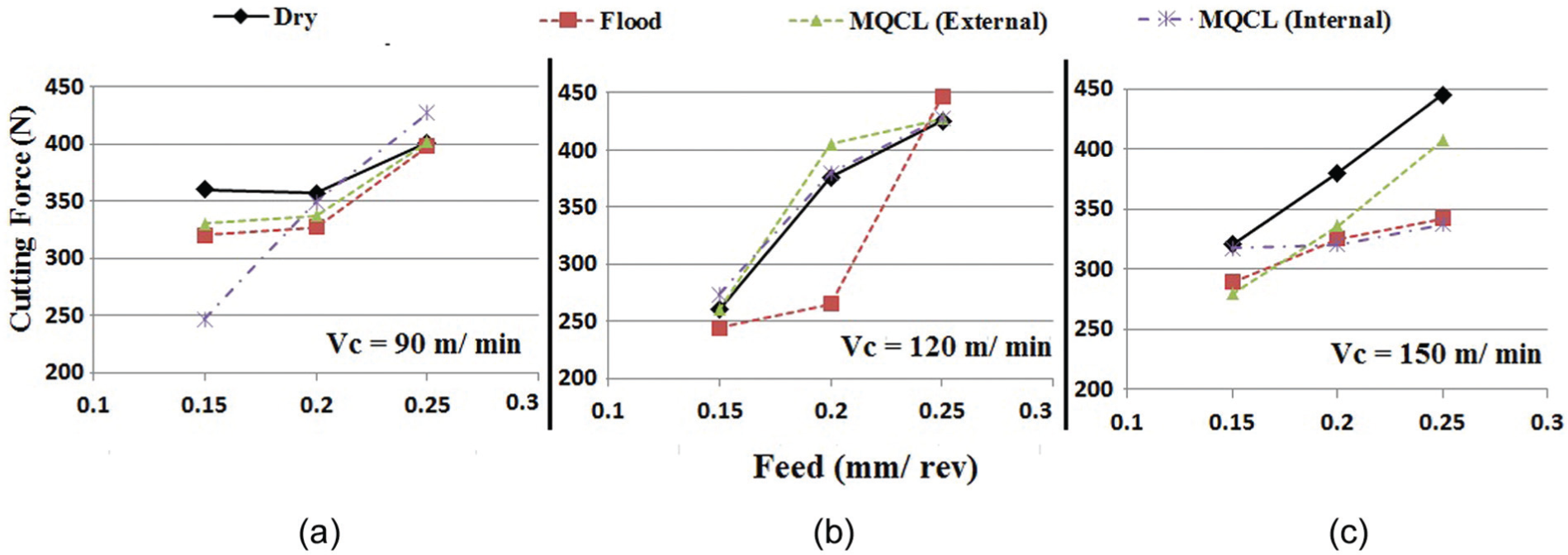
Comparison of cutting force with respect to feed levels: (a) cutting speed Vc = 90 m/min, (b) cutting speed Vc = 120 m/min and (c) cutting speed Vc = 150 m/min.
Figure 5(b) represents the plot of average cutting forces observed at a cutting speed of 120 m/min at three feed levels (0.15, 0.2 and 0.25 mm/rev). It was observed that flood cooling outperformed other cooling modes at feed levels of 0.15–0.20 mm/rev that can be attributed to the better heat dissipation associated with flood cooling method. At a higher feed level of 0.25 mm/rev, other cooling strategies performed comparatively better than flood cooling. A possible reason of this can be attributed to the fact that cooling can also increase the strength and hardness of the workpiece material. Figure 5(c) represents the plot of average cutting forces observed at a cutting speed of 120 m/min at three feed levels (0.15, 0.2 and 0.25 mm/rev). It was observed that dry cutting produced higher cutting forces on all feed levels. Flood and MQCL (internal) cooling strategies produced comparatively lower cutting forces. A general trend of Figure 5(a)–(c) was found in accordance with the general belief that increasing feed results in higher cutting forces because of higher energy requirements with increasing MRR.
The literature30 –33 represents that increase in the cutting speed results in lower cutting forces, which can be attributed to the higher temperature generation in the cutting zone that produces thermal softening effect resulting in smoother chip flow.32,33 However, the literature also supports that cutting force can increase with the increase in cutting force. This is due to the presence of high cutting temperature and chemical affinity between workpiece and tool materials, and built-up-edge (BUE) can form at certain cutting conditions. The BUE can change the effective rake angle of the cutting tool resulting in higher cutting forces.
Figure 6(a) shows the cutting forces at a feed level of 0.15 mm/rev at all cutting speeds (90, 120 and 150 m/min). It was observed that under dry, flood and MQCL (external), cutting force was reduced when cutting speed level was changed from 90 to 120 m/min. This reduction in the cutting force can be attributed to the thermal softening phenomenon.32,33 However, higher cutting forces were observed in the dry, flood and MQCL (external) when cutting speed was changed from 120 to 150 m/min. The BUE formation and change in effective rake angle can be attributed as a reason of higher cutting forces. It was also observed that MQCL (internal) cooling strategy produced lower cutting force even at a low speed of 90 m/min. Figure 6(b) represents the cutting forces at a feed level of 0.20 mm/rev at all cutting speeds (90, 120 and 150 m/min). At this feed level when cutting speed changed from 90 to 120 m/min, cutting force decreased for only flood cooling strategy, whereas cutting force increased for dry and both MQCL arrangements. When cutting speed changed from 120 to 150 m/min, cutting force decreased for both MQCL arrangements and increased for dry and flood cooling strategies. Figure 6(c) represents the cutting forces at a feed level of 0.25 mm/rev at all cutting speeds (90, 120 and 150 m/min). It can be observed that at this feed level, MQCL (internal) performed better at higher cutting speeds of 120 and 150 m/min. However, flood and dry cooling provided higher cutting force at speeds of 120 and 150 m/min, respectively. The increase and decrease in the cutting force can be attributed to the phenomena of thermal softening and BUE formation discussed above.
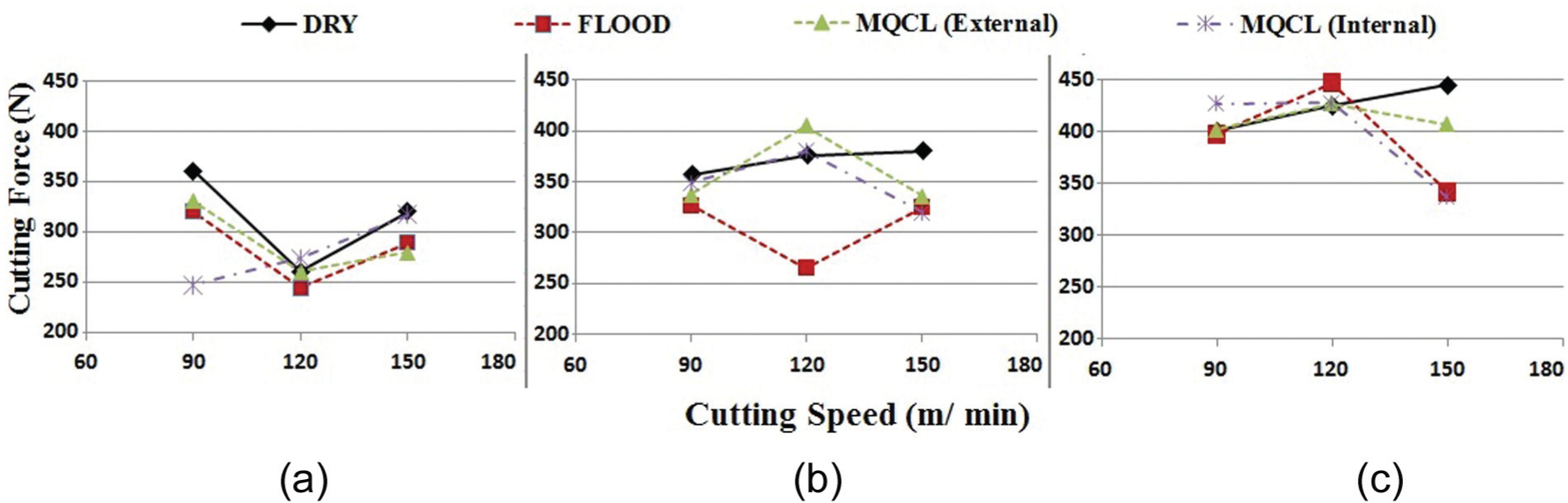
Comparison of cutting force with respect to cutting speeds: (a) feed f = 0.15 mm/rev, (b) feed f = 0.20 mm/rev and (c) feed f = 0.25 mm/rev.
Tool wear analysis
In the cutting operation, the interaction of cutting tool, workpiece and chip generates elevated temperatures in the cutting zone. Different types of cutting tool wear mechanisms initiate due to the excessive rubbing action and presence of elevated temperatures. The literature categorizes tool wear types as adhesive wear, abrasive wear, diffusion wear, edge chipping, fatigue, notch, gross wear and plastic deformation.34,35 As per normal machining conditions, flank wear develops on the flank face and crater wear develops on the rake face. Flank tool wear is of great importance as it has controlling influence on dimensional accuracy, topographic information and surface integrity of the machined surface. Flank tool wear assessment is the most frequently utilized tool life measurement criteria used in the manufacturing industry. Flank tool wear is measured and expressed in terms of the worn out length of the flank of the cutting tool. The amount of tool wear was measured in the machining experiments using standard ISO 3685:1993(E). 36 The average values of the width of the flank wear land were measured during experiments, and average flank wear of 0.3 mm was utilized in all of the experiments as tool life criteria. To investigate the flank wear, Mitutoyo tool maker microscope (model: 510) was used in this research work. In the tool wear graphical plots, machining length was the length of the machined surface.
Figure 7(a)–(c) represents the tool life observed for all cooling strategies at a cutting speed of 90 m/min for feed levels of 0.15, 0.20 and 0.25 mm/rev. It can be observed that at a lower feed level of 0.15 mm/rev, MQCL (internal) cooling strategy provided the highest tool life as shown in Figure 7(a). Tool life was lowest in case of dry cutting at this condition. However, tool life in MQCL (external) and flood was found in between dry and MQCL (internal) settings. It can also be observed that at a cutting speed of 90 m/min and a lower feed level of 0.15 mm/rev, cutting forces and surface roughness value were also low for MQCL (internal). It was observed that at higher feed levels of 0.20–0.25 mm/rev, flood cooling provided the highest tool life as shown in Figure 7(b) and (c). A possible explanation of MQCL performance at a higher feed level can be attributed to the fact that it increases the MRR resulting in insufficient lubrication due to faster machining. At a cutting speed of 90 m/min, MQCL (internal) was found promising at a lower feed level of 0.15 mm/rev, whereas flood cooling performed better at higher feed levels of 0.20–0.25 mm/rev. Figure 8(a)–(c) shows the trend that increasing feed rate reduces the tool life.
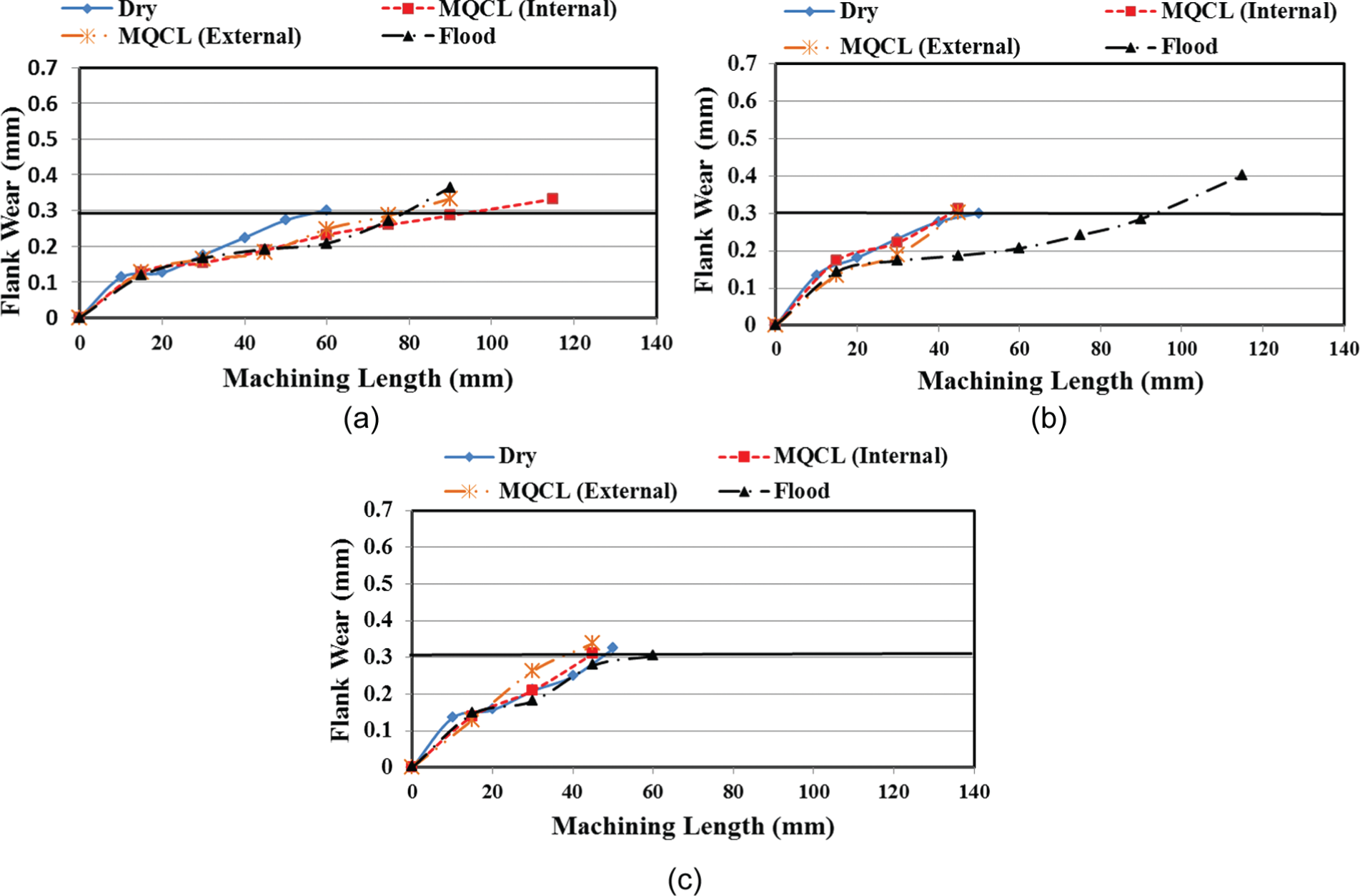
Flank wear measurement at a cutting speed of 90 m/min: (a) feed = 0.15 mm/rev, (b) feed = 0.20 mm/rev and (c) feed = 0.25 mm/rev.
Flank wear measurement at a cutting speed of 120 m/min: (a) feed = 0.15 mm/rev, (b) feed = 0.20 mm/rev and (c) feed = 0.25 mm/rev.
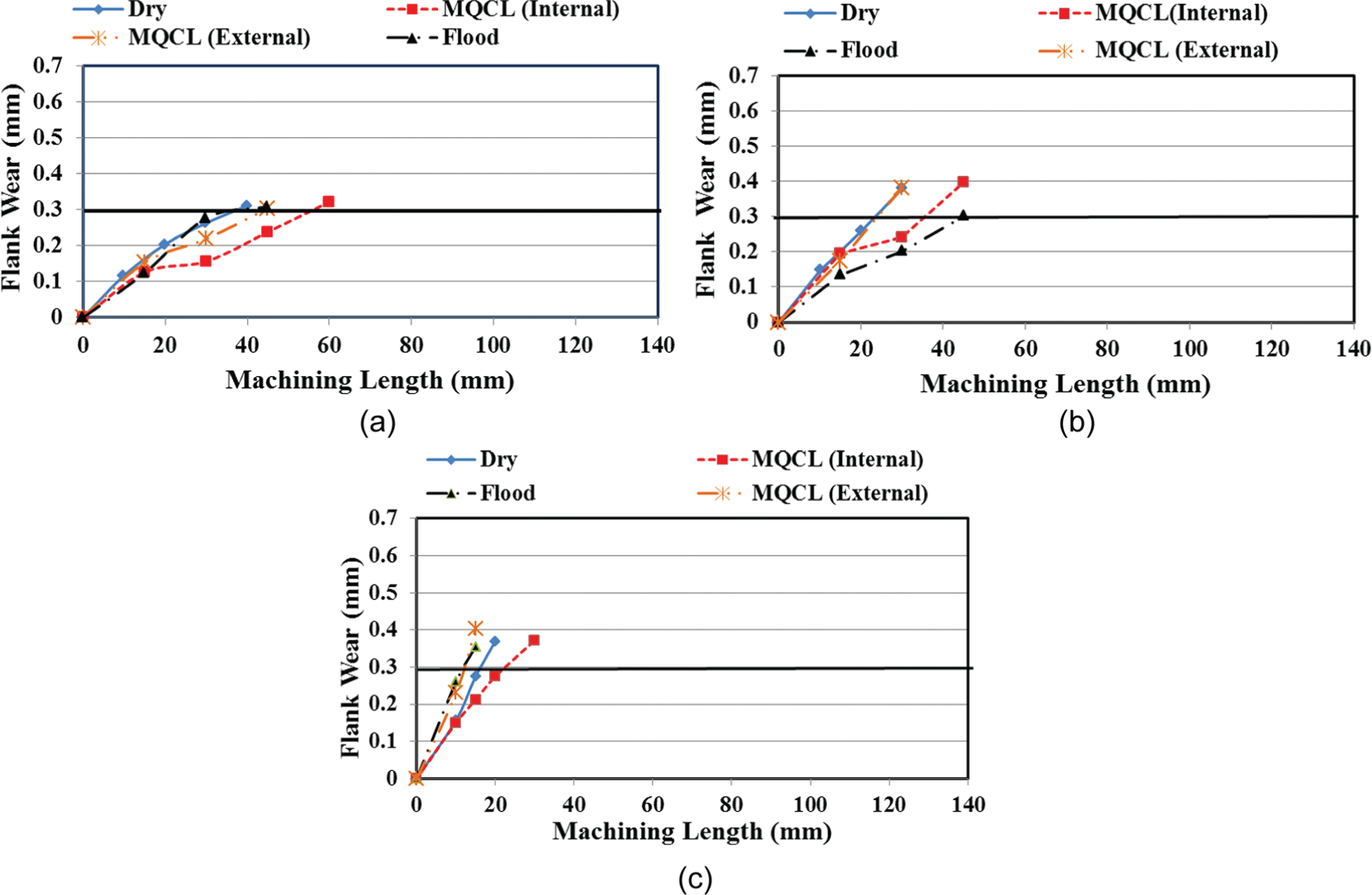
Figure 8(a)–(c) represents the tool life observed for all cooling strategies at a cutting speed of 120 m/min for feed levels of 0.15, 0.20 and 0.25 mm/rev. It can be observed that at a cutting speed of 120 m/min and feed levels of 0.15 and 0.25 mm/rev, MQCL (internal) cooling strategy provided the highest tool life as shown in Figure 8(a) and (c). However, at a feed level of 0.20 mm/rev, both internal and external arrangements of MQCL were found in between dry and flood cooling strategies. Unpredictably, at a higher feed level of 0.25 mm/rev, flood and MQCL (external) strategies performed worst among other cooling techniques. To explain the poor performance of flood cooling, the literature was consulted. A possible explanation can be attributed to the fact that cooling can also increase the strength and hardness of the workpiece material that can result in low tool life. The SEM micrograph extracted for flood cooling at 120 m/min and 0.25 mm/rev also revealed the presence of excessive edge chipping and fracture as shown in Figure 11.
Figure 9(a)–(c) represents the tool life observed for all cooling strategies at a cutting speed of 150 m/min for feed levels of 0.15, 0.20 and 0.25 mm/rev. At this high cutting speed, flood cooling outperformed all other cooling strategies at the feed levels of 0.15–0.25 mm/rev. Dry environment provided the shortest tool life at all feed levels. However, both internal and external MQCL arrangements were found in between dry and flood cooling strategies. The MQCL (external) strategy outperformed other strategies at an intermediate feed level of 0.2 mm/rev. Machining performance of MQCL (internal) and MQCL (external) cooling strategies was encouraging; as in most cases, the tool life was found close to flood strategy or sometimes even better. Generally, MQL system (without cool air) performance is limited due to the evaporation of oil film because of the presence of high temperature in the cutting interface. The cool air mixing was performed in the vegetable oil–based MQL system to provide cooling action and lubrication at the same time. The encouraging tool life results of MQCL arrangements when machining Ti6Al4V pointed out the potential of using it at a lower feed level of 0.15 mm/rev.
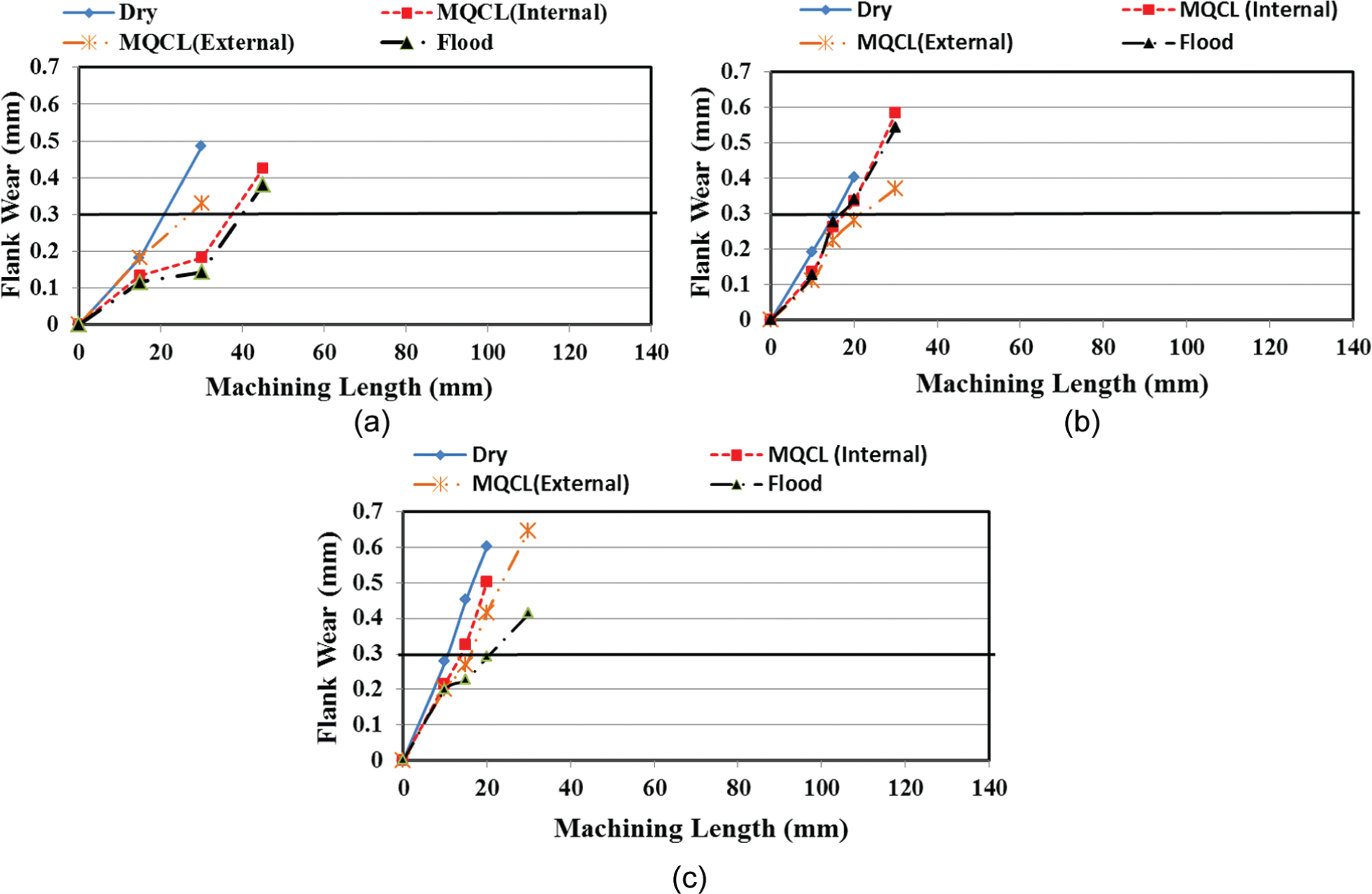
Flank wear measurement at a cutting speed of 150 m/min: (a) feed = 0.15 mm/rev, (b) feed = 0.20 mm/rev and (c) feed = 0.25 mm/rev.
Tool wear mechanisms using SEM analysis
Wear mechanism at a cutting speed of 60 m/min
SEM was used to explore the underlying wear mechanisms present when machining Ti6Al4V. Figure 10 shows the SEM micrographs of tool wear at flank face of the tool under a cutting speed of 90 m/min and a feed level of 0.15 mm/rev using dry, MQCL (internal), MQCL (external) and flood cooling strategies. It can be observed that adhesion and abrasion wear mechanisms were found as the major wear mechanisms in the cutting tools on almost all cutting conditions. In the dry cutting, abrasion wear was quite visible, and the presence of BUE due to adhesion can also be observed. Moreover, edge chipping was also observed at the cutting edge. The presence of BUE on the cutting edge can be a possible cause of high surface roughness and cutting forces as discussed in the previous sections. In case of MQCL (internal) machining, marks from abrasion wear were quite visible. The presence of built-up-layer (BUL) was also observed. In case of MQCL (external) machining, extent of BUL visibility was higher than what was observed in MQCL (internal). As found in the literature, 37 a possible reason of BUL formation can be linked with the BUE formation; when BUE forms, it can be destroyed by the cutting forces resulting from chip, and BUE material can be sheared in the cutting tool creating a BUL. In case of flood machining, edge chipping mechanism was observed. However, gross fracture was found as a major tool failure mode. In the gross fracture failure mode, major part of the edge of the cutting tool breaks due to the presence of high thermal gradient. It is due to the fact that flood cooling can enhance the hardness and strength of the workpiece material being machined that reduces the cutting tool life.
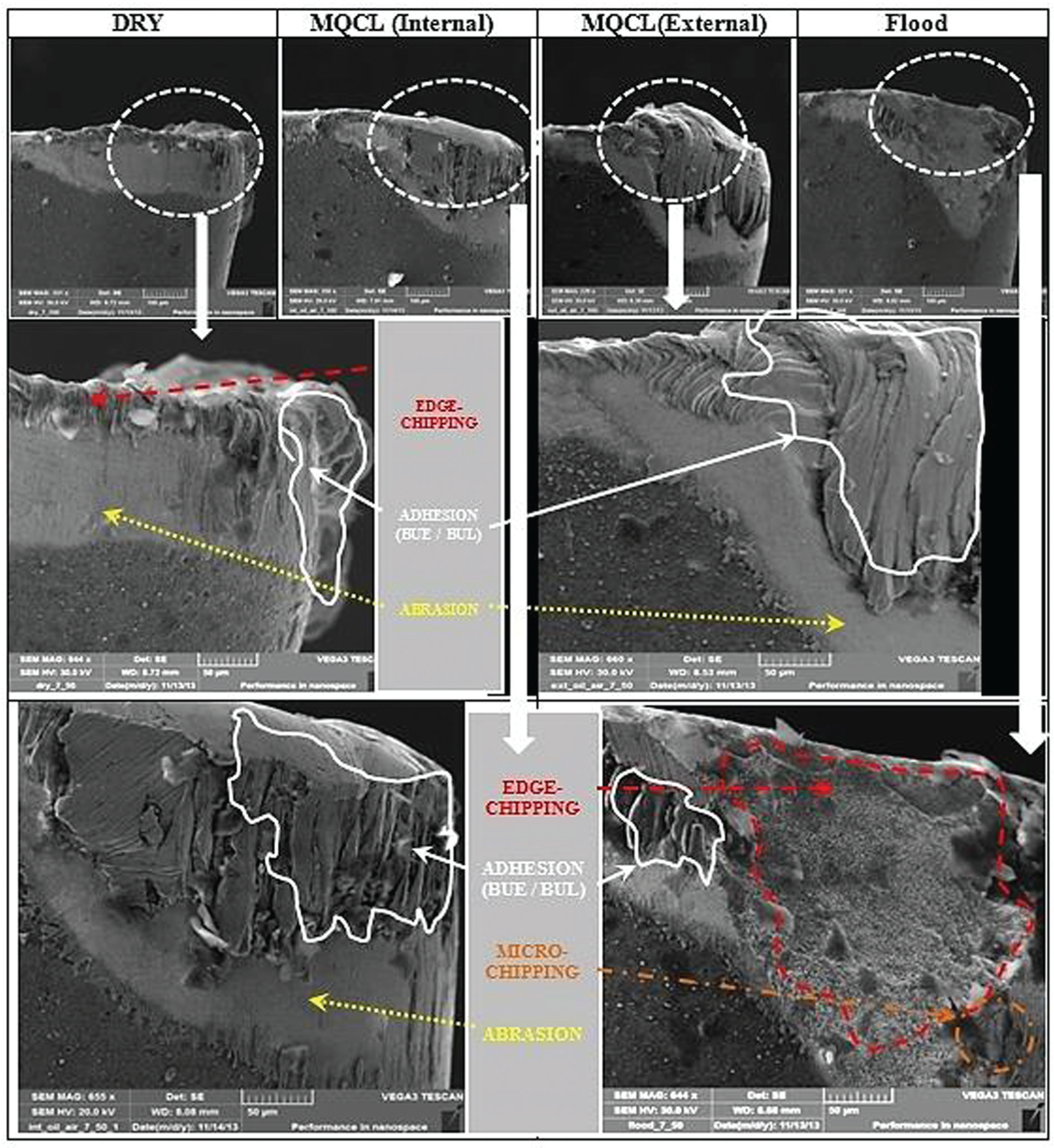
SEM images of the tool wear at a cutting speed of 90 m/min and a feed level of 0.15 mm/rev.
Wear mechanism at a cutting speed of 120 m/min
Figure 11 shows the SEM micrographs of tool wear at flank face of the tool under a cutting speed of 120 m/min and a feed level of 0.15 mm/rev using dry, MQCL (internal), MQCL (external) and flood cooling strategies. In case of dry machining edge chipping, abrasion and BUE were the major tool wear mechanisms. Abrasion and notch wears were observed in the MQCL (internal) strategy. Notch wear appears due to excessive localized failure at both flank and rake faces simultaneously. 38 It appears as a single groove formation in start and then it grows into gross fracture with the passage of time. In case of MQCL (external) machining, abrasion- and adhesion-assisted BUL was found as the dominant wear mechanisms. In flood cutting, chipping at the cutting edge and abrasion were found as the major wear mechanisms. However, adhesion was also found at a small scale.
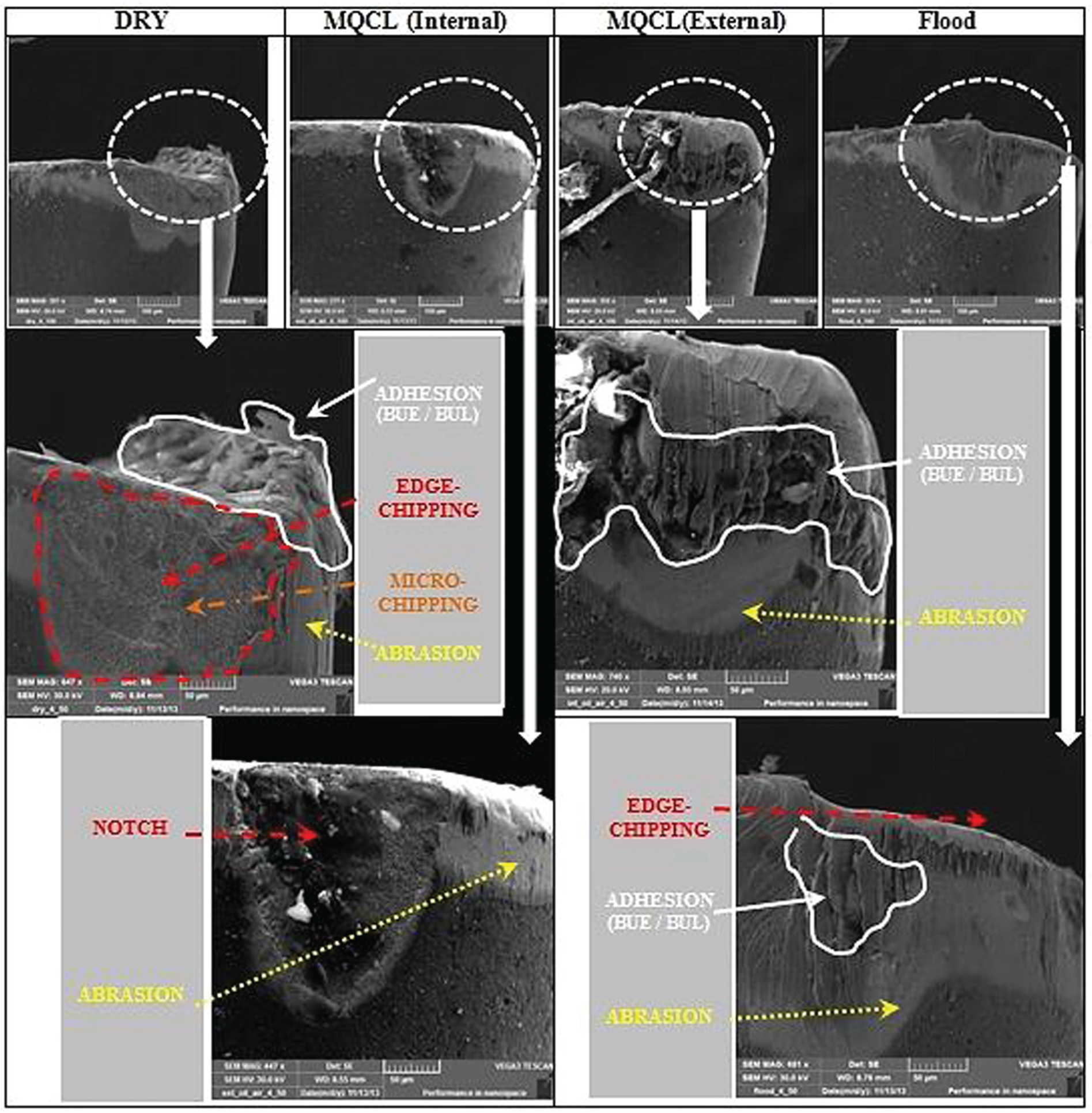
SEM images of the tool wear at a cutting speed of 120 m/min and a feed level of 0.15 mm/rev.
Wear mechanism at a cutting speed of 150 m/min
Figure 12 shows the SEM micrographs of tool wear at flank face of the tool under a cutting speed of 150 m/min and a feed level of 0.15 mm/rev using dry, MQCL (internal), MQCL (external) and flood cooling strategies. Edge chipping–assisted gross fracture at the cutting edge, adhesion and microchipping were observed as the major tool wear mechanisms in case of dry machining.
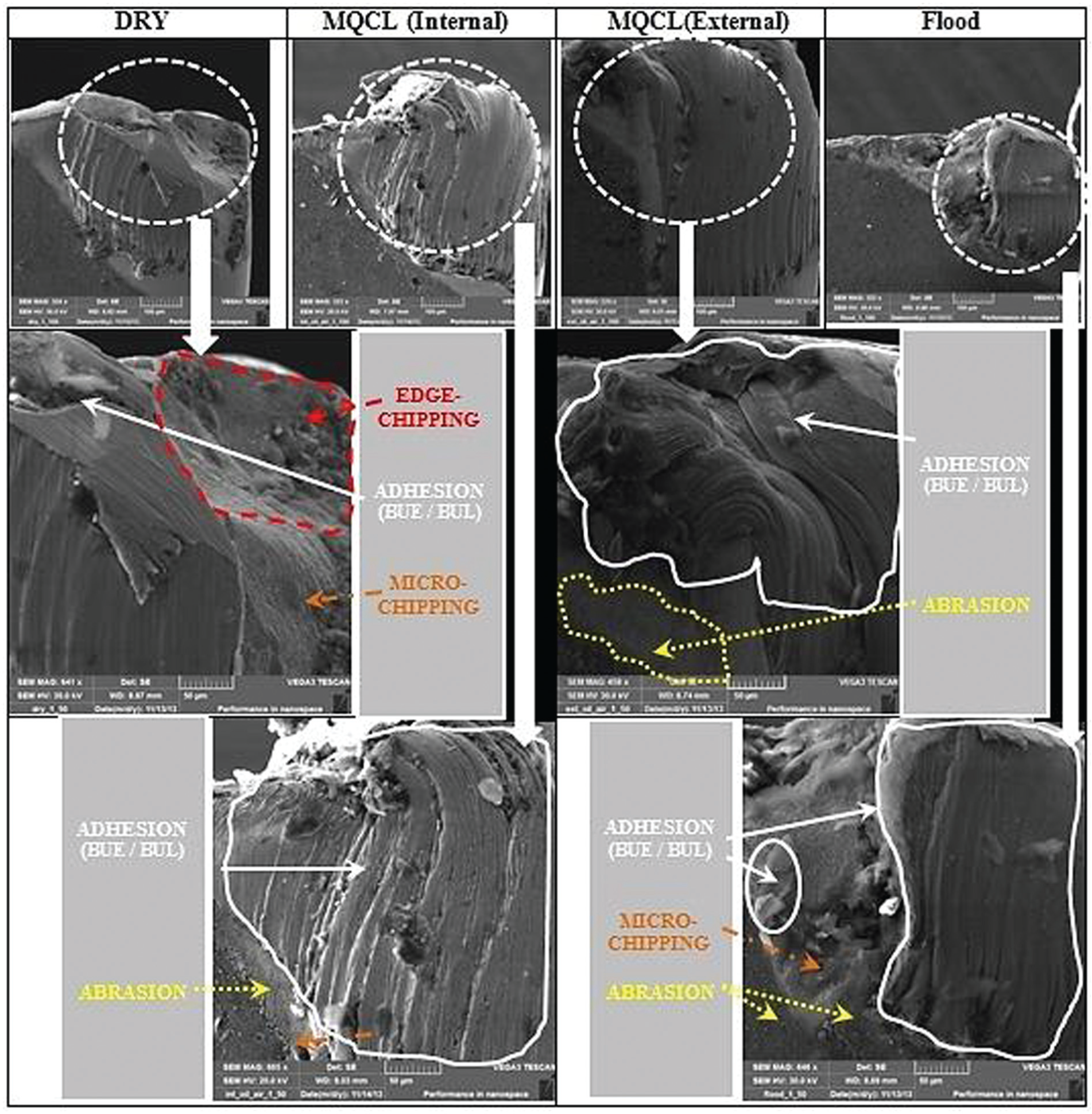
SEM images of the tool wear at a cutting speed of 150 m/min and a feed level of 0.15 mm/rev.
Adhesion-assisted BUL and abrasion were found as the major wear mechanisms in case of both internal and external MQCL cutting strategies. However, the extent of BUL was found large in case of MQCL (external) arrangements. In flood cutting in addition to the BUL and abrasion, microchipping was also observed.
Conclusion
The conclusions drawn from the machining of titanium alloy Ti6Al4V under dry, MQCL (internal), MQCL (external) and flood cooling strategies are as follows:
In general, it can be concluded from the results obtained from the surface roughness, cutting force and tool life analysis that MQCL (internal) cooling strategy has encouraging potential to replace conventional flood cooling methods. MQCL (internal) performed comparatively better at a lower feed level of 0.15 mm/rev on all cutting speeds of 90, 120 and 150 m/min. Better performance of MQCL (internal) at a lower feed level points out that MQCL was efficient and effective when less cutting heat is produced in the cutting operation.
Surface roughness analysis revealed that dry cutting provided the highest roughness in most of the cases, but in few exceptional cases especially at a higher feed level of 0.25 mm/rev, flood environment provided the highest roughness values. SEM-assisted tool wear analysis revealed that edge gross fracture and chipping was the major cause of tool failure in flood cooling at a higher feed level of 0.25 mm/rev. MQCL (internal) cooling strategy showed promising results as it performed better than dry in almost all cases and in some conditions outperformed flood environment as well. A possible explanation of MQCL (internal) encouraging performance can be attributed to the fact that mixing of vegetable oil–based MQL with cool air provides better result as cool air try to reduce cutting temperature facilitating MQL to lubricate properly. The results clearly show the potential of MQCL (internal) cooling strategy as a potential replacement of conventional flood cooling.
It was observed that cutting force increased for all of the cases when feed level was increased as higher energy is required for higher MRR. It was observed that dry cutting produced higher cutting forces on all feed levels. Flood and MQCL (internal) cooling strategies produced comparatively lower cutting forces at 90 and 120 m/min. However, at a higher feed level of 0.25 mm/rev, flood cooling sometimes provided higher cutting forces. A possible reason of this can be attributed to the fact that flood cooling can also increase the strength and hardness of the workpiece material.
It was observed that edge chipping, adhesion and abrasion wear mechanisms were present at the flank face in case of all cooling strategies. However, BUE and BUL were observed in case of both internal and external MQCL cooling strategies at low cutting speeds of 90 and 120 m/min. At a higher cutting speed of 150 m/min, BUL was observed in MQCL (internal), MQCL (external) and flood cooling strategies. A reasonable explanation of BUL formation can be associated with the BUE formation. Generally, force resulting from chip destroys BUE, and BUE material can be sheared in the cutting tool creating a BUL.
The beneficial influence of the MQCL (internal) application method on overall machining performance was more evident at a higher cutting speed of 150 m/min. One reason for this can be due to the short contact length. This is also in accordance with what is found in the literature. As found in the literature, 39 for machining Ti6Al4V, the relation between contact length and cutting speed is different from conventional steels. The study shows that contact length increases first and then decreases in different regimes of cutting velocity and feed. The phenomenon of adiabatic shear banding in Ti6Al4V machining is attributed as the main reason of this diverse behaviour of contact length. This different nature of contact length can also be a reason of diverse nature of results obtained at lower and higher levels of cutting speeds.
The study is encouraging for the researchers in the metal cutting sector to develop environmentally benign cooling strategies based on hybrid cooling and lubrication concepts.
Footnotes
Acknowledgements
The authors would like to thank Mr Milan Martinovic and Accu-Svenska AB for the generous support by providing the MQCL booster system for the study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research and/or authorship of this article: This work was financially supported by National Research Foundation (NRF).