
Abstract
Minimum quantity lubrication is an alternative to realize machining titanium alloys both economically and ecologically. In order to apply minimum quantity lubrication more efficiently, an investigate of the effects of the operating parameters involving oil supply, compressed air supply, and nozzle orientation is required. This article focuses on the oil supply rate of minimum quantity lubrication and aims to identify the effects of the minimum quantity lubrication applications with different oil supply rates in high-speed end milling of Ti–6Al–4V. The experiments were conducted by adjusting the oil supply rate from 2 ml/h to 14 ml/h, and cutting force, surface roughness, tool wear and failure mode, and tool wear mechanism were discussed. The results indicate that the increase of the oil supply rate effectively reduces cutting force and surface roughness, but after 10 ml/h the reduction is no longer significant. Increasing oil supply has growing penetration depth along the cutting edge, and by increasing the oil supply rate the length of the chipping edge can be notably reduced. For an insufficient oil supply rate (2 ml/h∼10 ml/h) chipping on the cutting edge introduced by diffusion wear is the main tool rejection reason, but at 14 ml/h no diffusion wear is found and the uniform flank wear is dominant, owing to reduced cutting temperature.
Introduction
Manufacturing costs incurred by cooling lubricants have been increasing, especially since environmental considerations and job satisfaction became a legislative issue.1–3 Dry machining and minimum quantity lubrication (MQL) are key technologies to reduce the amount of cooling lubricants,1,2 with which the relevant costs, including lubricant consumption, recycling, disposal, etc. could be saved. Further, ecological problems and labor safety caused by flood coolant are significantly improved.1,2 As to high-speed machining of difficult-to-machine materials, like titanium alloys, severe thermal fatigue wear also makes it unsuitable to use flood coolant.1,4
However, with the absence of flood lubrications, the heat and friction generated during cutting may directly result in high cutting temperature and forces in the cutting area. For titanium alloys, this situation may be further impaired, owing to their high temperature properties, such as high strength at elevated temperature, low thermal conductivity, high friction coefficient, low modulus of elasticity, and strong inclination to react with all tool materials chemically, etc.5–8 Without cooling and lubrication effects of flood lubricants, severe adhesion and diffusion wear under high temperature can be anticipated to occur on the cutting tool edge,1,4,9 and accordingly tool life and cutting productivity are greatly reduced. Dry cutting is not efficient for titanium alloys. Klocke and Eisenblätter 1 recommend that MQL should be employed to achieve better tool life in discontinuous high-speed milling of titanium alloys and other superalloys.
From past years, there is already a collection of experimental works applying MQL in high-speed machining materials that have difficulties with completely dry cutting. The effects of MQL in reducing friction and temperature and prolonging tool life have been confirmed by the experimental results of many researchers.10–17 In these works, it is claimed that MQL is capable of delivering oil mist into the tool–chip and tool–workpiece interface. By spraying ultra fine oil droplets transported by compressed air at a high velocity, the oil mist can penetrate into the interface, which hardly works for flood coolants when cutting at high speed. Thus, the contacting areas with lubrication in the interface are remarkably increased by the MQL technology, and then friction and temperature are both reduced to some extent. The small oil droplets into the interface may evaporate rapidly and take away cutting heat from the interface, and hence, the cutting temperature can be further reduced. With MQL working in this way, the machining processes in these literatures produce improved cutting forces, cutting temperature, tool life, surface roughness, chip formation, burrs, etc. It can be inferred that the oil mist of MQL must have adequate penetration ability into the tool–chip and tool–workpiece interface so that efficient lubrication and cooling effects can be formed.
The droplets and distribution of the oil mist-formed MQL determine its efficiency of penetrating into the tool–chip and tool–workpiece interface.18,19 Meanwhile, the droplets and distribution are directly determined by the operating parameters of the MQL system, including oil supply rate, pressure and flowrate of compressed air, nozzle position and distance. Consequently, in order to have a better understanding of MQL machining, it is of great importance to study the effects of the operating parameters of a MQL system.
In recent years, several researches have gradually begun to conduct studies around the operating parameters of MQL. Yan et al. 19 discussed the effects of nozzle position and distance, oil supply rate, and air pressure, respectively, on tool wear and surface roughness in milling of 50CrMnMo forged steel, and the optimal operating parameters of MQL was achieved. López de Lacalle et al. 20 investigated the influences of the relative position of the nozzle with respect to tool feed direction and the oil consumption on penetration ability of the oil mist in the inner zones of the tool edges. With the spindle rotational speed setting at a really high level of 25,000 r/min, the efficiency of MQL and the inefficiency of emulsion techniques were emphasized strongly by both numeric simulation and experimental results. Liu et al. 21 experimentally studied the effects of MQL parameters (air pressure, quantity of oil consumed, and position of the nozzle) in end-milling titanium alloy (Ti–6Al–4V) in terms of cutting forces and cutting temperatures. The amount of oil delivery was found to be the most important parameter of MQL application in reducing friction and temperature, and after the amount increased beyond the optimal level, the efficiency of MQL was no longer improved. Gaitonde et al. 22 attempted to select an optimal combination of three machining parameters, including the amount of MQL, cutting speed, and feed rate by a multi-response optimization method, aiming to minimize the surface roughness and specific cutting force simultaneously during turning of brass. By analysis of variance (ANOVA), the interaction effects of the oil supply amount of MQL and the cutting parameters were found.
From the literature reviewed above, it is fairly clear that the penetration efficiency of MQL into the cutting interface does vary when the operating parameters of MQL are different. Researchers proposed to select optimal parameters of MQL for different machining applications, so as to achieve better penetration efficiency. However, as to machining of titanium alloys with MQL, there are few works focusing on this issue. Considering the urgent need of adequate lubrication and cooling in titanium alloys machining, there is a need to have intensive understandings of the effects of the operating parameters of MQL. Especially for tool wear modes, tool wear mechanisms and their evolution with MQL parameters changing, there is almost no relevant work. Among all parameters (oil supply rate, pressure and flowrate of compressed air, position and distance of nozzle), the oil supply rate is reported to be the most influential one.
The objective of this article is to present an experimental investigation to evaluate the effects of the oil supply rate of MQL in high-speed end milling titanium alloy Ti–6Al–4V, in terms of cutting forces, surface roughness and tool wear, and failure mode. The oil supply rate of MQL is adjusted from 2 ml/h to 14 ml/h. The other MQL parameters concerning the compressed air supply and nozzle orientation were predetermined by the optimal experiments in Liu et al. 21
Experiments
The workpiece material used in experiments was Ti–6Al–4V, with a chemical composition of 5.5∼6.8% Al, 3.5∼4.5% V, 0.3% Fe, 0.1% C, 0.05% N, 0.015% H, 0.2% O, and balance Ti (wt%), and it was prepared in 30 × 60 × 100 mm blocks. Ti–6Al–4V, an α+β phase titanium alloy, accounts for more than 50% of the total titanium alloy consumption. 9
All machining tasks were carried out on a MAHO 600C milling machine employing a spindle with a maximum speed of 6300 r/min and a drive motor rated up to 25 Kw. The Kennametal ED.T1805 type indexable cutting tool with two flutes was used throughout the experiments, and the cutting diameter was 25 mm. The coating of inserts was Kennametal KC522M (TiAlN by PVD), which was designed to provide better performance in machining of high-temperature alloys. The MQL equipment was a Blube FK type MQL system with one external nozzle, and the MQL oil was Blube LB-1 vegetable-based oil, which is dedicated for difficult-to-machine materials.
The experimental set-up scheme is shown in Figure 1, and an external supply MQL system was added to a milling machine to realize machining with just minimum lubrication instead of flood coolants. In the experiments, dry cutting and MQL conditions with different oil supply rates were conducted, and the detailed machining conditions are given in Table 1. The cutting parameters, which could be taken as high-speed machining for titanium alloys, were kept constant throughout all experiments, and the oil supply rate was changed at four levels. The other operating parameters of the MQL system, including air pressure, air flow rate, nozzle position, and nozzle distance, were predetermined by optimal experiments in Liu et al., 21 and they were also kept constant.
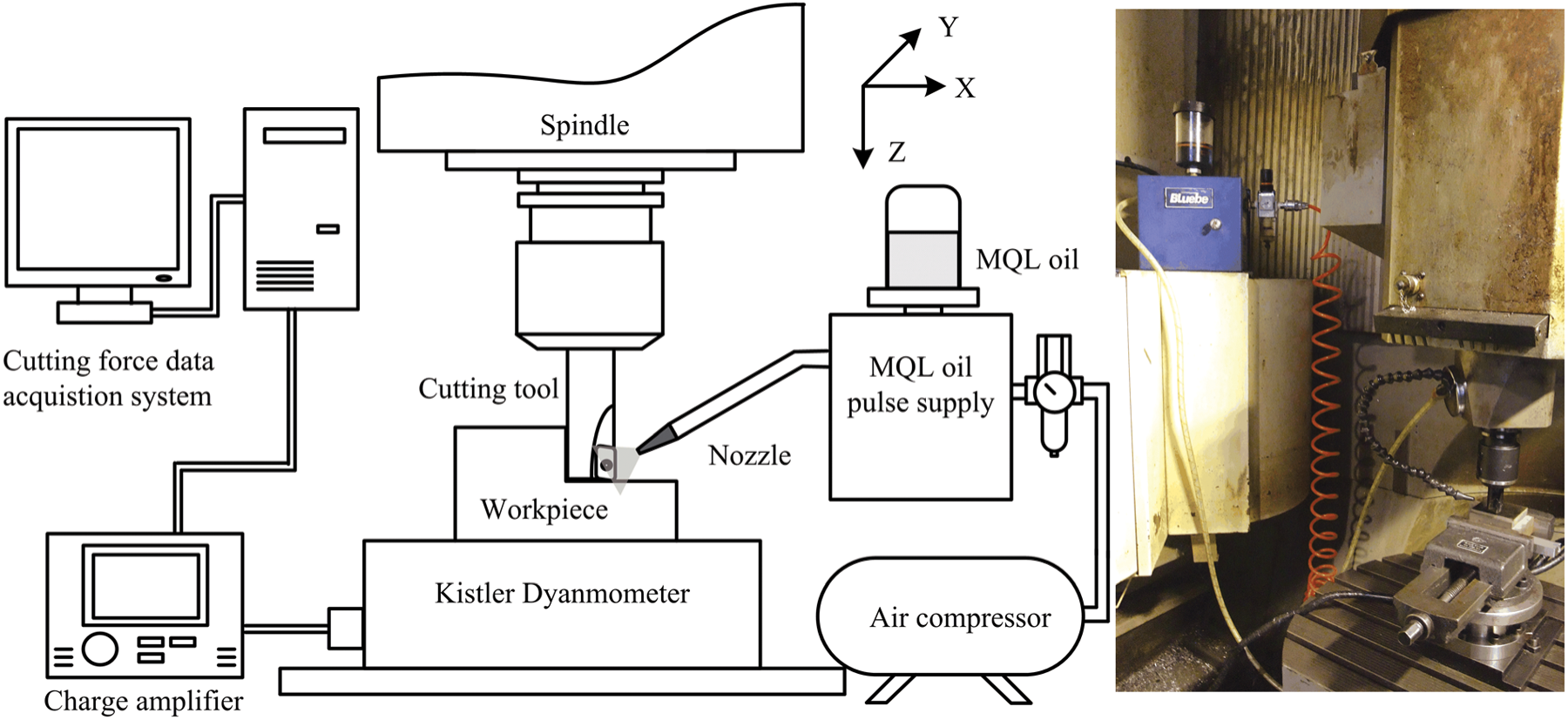
Experimental set-up.
Machining conditions of experiments.
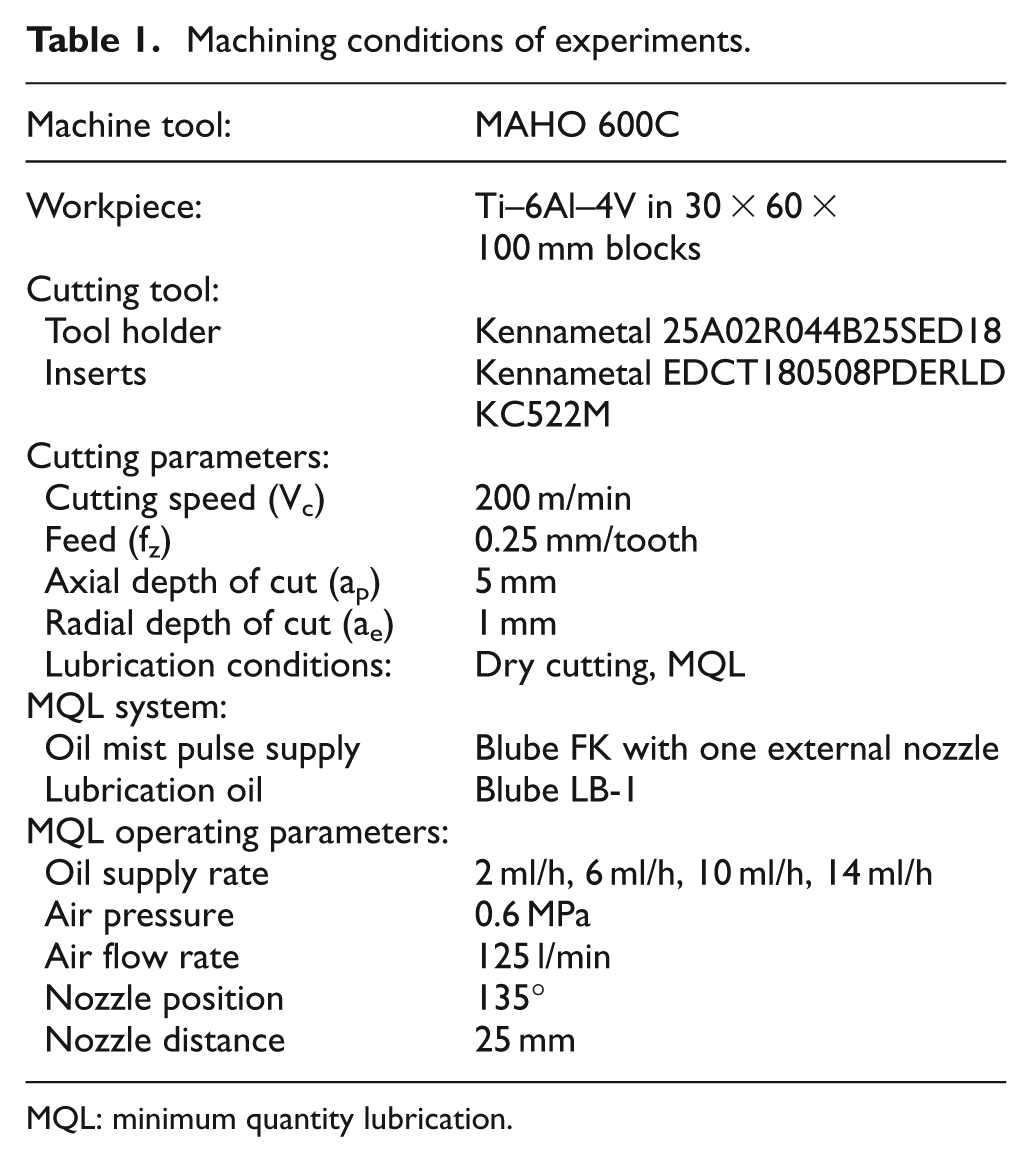
MQL: minimum quantity lubrication.
Kistler dynamometer 9272 and charge amplifier 5017B were used to record cutting forces during experiments. After machining tasks, a Mitutoyo SJ-201 surface roughness tester was employed to measure the average Ra, and the cut-off distance was adjusted to 0.25 mm. The Ra values were measured in two directions parallel and perpendicular to the feed, and in each direction measurements were taken three times to calculate the average value. Tool wear and failure modes were observed by a Keyence VW6000 microscope. Scanning electron microscopy (SEM) and energy dispersive X-ray analysis (EDAX) were used to examine and analyze tool wear mechanisms.
Results and discussions
Cutting force
The experimental results of cutting forces under different lubrication conditions are given in Figure 2, and the effects of the oil supply rate on the maximum cutting force are compared respectively in three directions (Fx, Fy and Fz). Dry cutting obviously generates the highest cutting forces in all three directions, while with MQL applied the cutting forces are notably reduced. Together with the oil supply rate increasing from 2 ml/h to 14 ml/h, the cutting forces decrease accordingly. However, the decreasing tendency becomes slow after the oil supply rate reaches 10 ml/h, and the reducing of forces is not significant any more. This tendency is also in good agreement with the previous work. 21
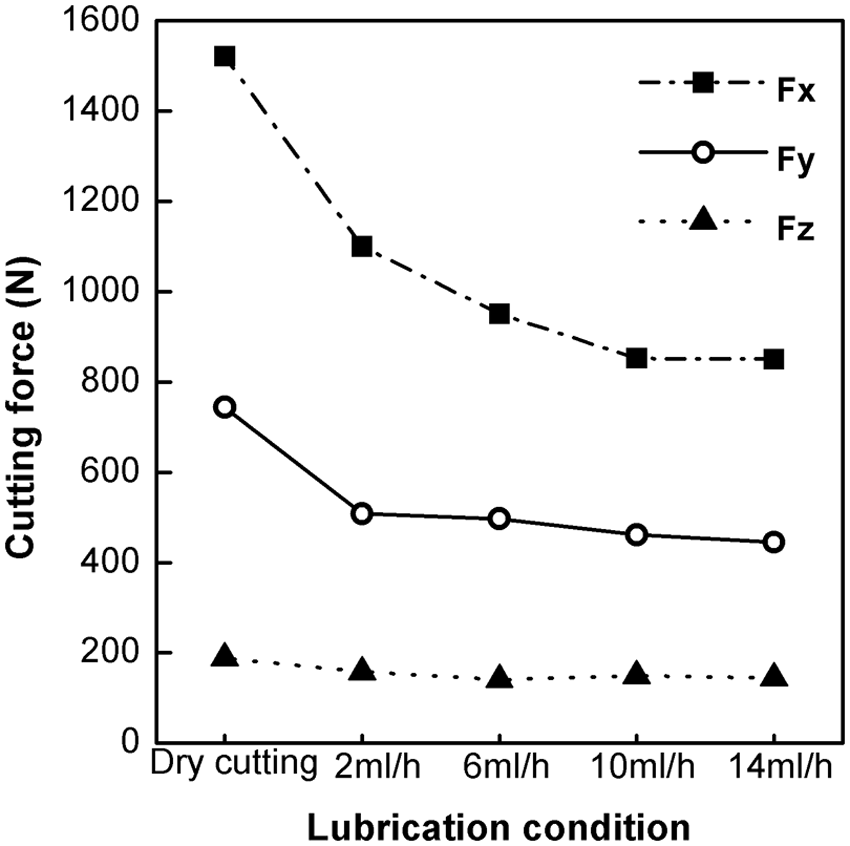
Effects of the oil supply rate on cutting forces.
From the cutting force results, it can be found that the MQL oil mist indeed penetrates into the cutting area and works as a lubrication media to reduce friction force. Compared with dry cutting, the lowest oil supply rate of 2 ml/h reduces Fx, Fy, and Fz, respectively, by about 28%, 32%, and 16%, while the 10 ml/h does by about 43%, 38%, and 21%, and the highest 14 ml/h does by about 44%, 40%, and 24%. Thereby, in terms of friction reduction, the penetration efficiency of MQL is strong even when the oil supply is of low level (2 ml/h). When the oil supply rate increases, the penetration efficiency improves simultaneously. But when reaching to a relatively high level (10 ml/h), the effects of the oil supply rate on cutting forces are no longer significant and it is no longer efficient to reduce friction by increasing the oil supply rate.
Surface roughness
As shown in Figure 3, the surface roughness Ra values under different lubrication conditions are compared in both directions parallel and perpendicular to feed. Dry cutting still produces the worst results in both directions. The effects of the oil supply rate on Ra are obviously positive, and with the rate increasing from 2 ml/h to 14 ml/h the surface roughness Ra values rapidly drop in both directions. When the oil supply rate reaches 14 ml/h, the Ra values decrease slightly compared with 10 ml/h. Similar to cutting forces, after reaching a relatively high level, the oil supply rate effects on surface roughness is no longer significant. Yan et al. 19 obtained similar surface roughness results when milling 50CrMnMo forged steel with MQL.
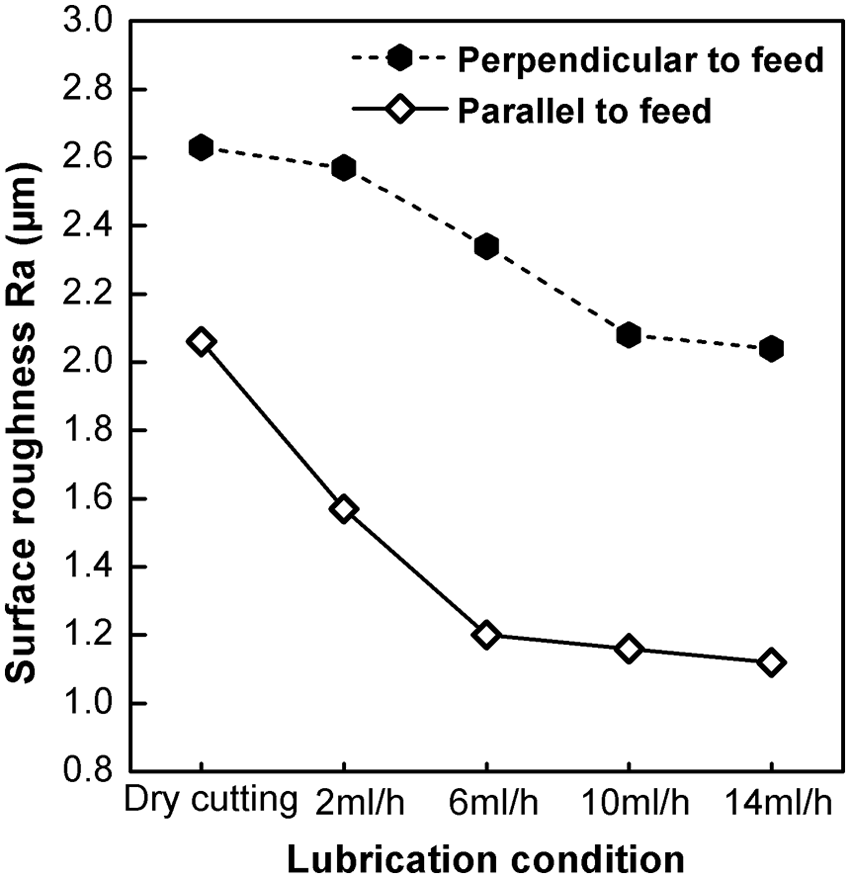
Effects of the oil supply rate on surface roughness.
The MQL mist is capable of penetrating into the tool–chip and tool–workpiece interface so that better lubrication conditions are achieved on both the rake face and flank face. For titanium alloys machining, the phenomenon of workpiece materials sticking to the cutting edge and then adhesion being formed on the rake face or flank face is quite common, and this is the main mechanism to impair the surface roughness.6,19,23 With the rake face and flank face lubricated, the formation of adhesion can be reduced, which can directly improve the finished surface roughness. The sliding and contacting between the tool flank face and the machined surface of the workpiece can be relieved, and hereby a better surface roughness can be finished.
Tool wear and failure observation
Tool wear and failure modes in high-speed milling titanium alloys under different cooling/lubrication conditions have been observed in experiments conducted by a great many researchers.4,10,24–29 Tool wear in machining titanium alloys is found to be quite severe and has the following wear and failure modes.
Wear occurs mainly on the flank face of the cutting tool in the formation of non-uniform flank wear and notch wear at the depth of cut.
Brittle fracture on the cutting edge in the formation of chipping, flaking, and cracking is the dominant tool failure mode.
Owing to a small chip–tool contact area of titanium alloys (about one-third that in the case of steel 26 ), crater wear on the rake face is hardly reported in literature.
It is noticed that different cooling/lubrication conditions significantly affect tool performance and could lead to totally different tool wear and failure modes. Su et al. 4 observed different wear and failure modes under different cooling/lubrication conditions in high-speed milling of Ti–6Al–4V. Flank wear was found to be the dominant failure mode under dry, nitrogen–oil-mist, compressed cold nitrogen gas (CCNG) and compressed cold nitrogen gas and oilmist (CCNGOM). Excessive chipping at the cutting edge and fracture on the flank face were responsible for tool failure under flood coolant conditions. Sun et al. 10 observed tool wear and failure results under dry cutting, flood cooling, and MQL techniques in end milling Ti–6Al–4V. MQL achieves the best lubrication effect and the longest tool life. Against dry cutting and flood cooling, MQL applications essentially avoid catastrophic fracture. However, these works did not take into consideration that MQL applications with different oil supply rates could have different efficiency in reducing tool wear and prolonging tool life. What this article tries to contribute is to identify the effects of the oil supply rate and predetermine the most economical MQL application parameters. With this purpose, tool wear must be compared in terms of the oil supply rates experimentally.
As shown in Figure 4, after 15 min machining under the same cutting parameters (Vc = 200 m/min, fz = 0.25 mm/tooth, ap = 5 mm, and ae = 1 mm), the tool wear patterns differ from each other obviously. In order to illustrate tool wear morphology clearly, a new tool is also given in Figure 4(a). Under dry cutting condition (Figure 4(b)), chipping and catastrophic fracture have already taken place through the whole cutting edge from nose to the depth of ap and even extended beyond the depth of ap to form a chipping edge length up to 5.8 mm. Obvious notch wear is also observed on the flank face. It can be seen that, without lubrication and cooling, the tool wear and failure mode of dry cutting is catastrophic fracture.
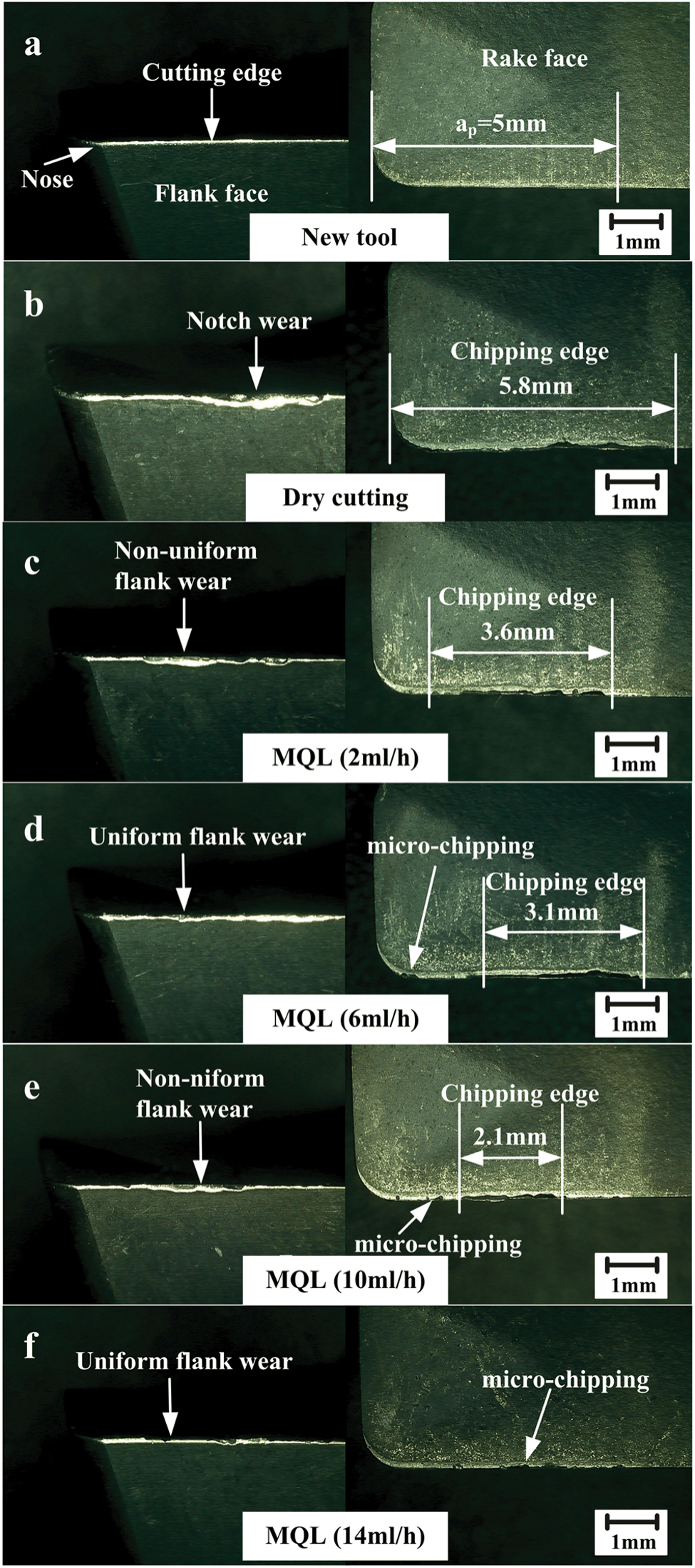
Effects of the oil supply rate on tool wear (after 15 min).
With MQL applied at 2 ml/h (Figure 4(c)), the chipping edge length is reduced to 3.6 mm, at tool nose no chipping/flaking is found, and further chipping does not extend beyond the depth of ap. On the flank face, non-uniform flank wear is the dominant wear mode. It can be claimed that MQL with 2 ml/h has already had limited lubrication and cooling effects, and the oil mist formed by 2 ml/h is capable of penetrating into the areas on the boundaries (tool nose area and depth of cut area). But for the middle part of the cutting edge, chipping phenomenon still occurs, which can be attributed to inadequate lubrication and cooling. After the oil supply rate increases to 6 ml/h (Figure 4(d)), the chipping edge length continues to decrease to 3.1 mm, except for micro-chipping near the nose. Uniform flank wear becomes the dominant wear mode on the flank face, which indicates that the penetration of the MQL oil mist has gradually reached the middle part of the cutting edge. When the oil supply rate increases to 10 ml/h (Figure 4(e)), although non-uniform flank wear and micro-chipping take place slightly, the chipping edge length is further reduced to 2.1 mm. The location of chipping is in the middle part of the engaged cutting edge, and at boundaries notch wear and nose wear are almost eliminated. It can be confirmed that adequate lubrication and cooling has been established at the boundaries of the cutting edge. Lastly, with a 14 ml/h oil supply rate applied (Figure 4(f)), the chipping on the cutting edge is completely avoided, and only some micro-chipping is observed. On the flank face, uniform flank wear has become the dominant wear mode. It can be seen that with 14 ml/h MQL supply, the wear and failure mode has been changed to uniform flank wear instead of cutting edge chipping/fracture, notch wear or non-uniform flank wear.
Overall, MQL indeed reduces tool wear, chipping, and catastrophic fracture in high-speed end milling of Ti–6Al–4V, and with an appropriate oil supply rate the tool wear and failure mode can be changed to smooth flank wear. With different oil supply rate, it is found that the penetration ability of the oil mist reaching the cutting edge engaged in cutting is different. With a low oil supply rate (2 ml/h), the lubrication and cooling is mainly realized only at the boundaries of the cutting edge (tool nose and the depth of cut). When increasing the oil supply rate, the area with lubrication and cooling is gradually expanded from the boundaries into the middle part of the engaged cutting edge. After reaching 14 ml/h, it can be observed that the whole cutting edge, from nose to the depth of cut, is well lubricated. In other words, the oil supply rate of MQL in end milling should be determined by the axial depth of cut ap. For a long engaged length ap, the oil supply should accordingly be increased to provide adequate lubrication and cooling.
Analysis of tool wear mechanisms
Tool wear mechanisms that are responsible for the observed tool wear and failure modes in high-speed milling of titanium alloys have also been discussed a lot by researchers. For carbide cutting tools, strong adhesion and high cutting temperature are found to be the main causes that lead to severe tool wear and the final tool failure.4,10,24–31 Adhesion is formed by workpiece materials welding onto the tool edge, and after these materials being hit and squashed by the tool re-entry into the workpiece, the chipping is initiated, which is classified as adhesion wear.10,27 A high cutting temperature provides an ideal environment for diffusion of tool material atoms across the tool–workpiece interface, and thus by weakening the bonding strength in the tool materials the diffusion wear is formed.4,24–29 Coating delamination (when using coated carbide tools),27,29 plastic deformation,10,26,27 and thermal crack,4,27,28 which are all caused by a high cutting temperature, are employed to explain the tool wear mechanisms.
Obviously, reducing the adhesion and cutting temperature by an appropriate lubrication and cooling condition is a direct way to control tool wear/failure and prolong tool life. Su et al. 4 reported that, by applying a nitrogen–oil-mist, CCNG, and CCNGOM to lubricate and cool the cutting tool, chipping and fracture formed by severe thermal fatigue were avoided against flood lubrication, and diffusion wear was found to be the dominant wear mechanism. Sun et al. 10 reported that MQL improved tool wear and tool life by reducing adhesion and thermal cracks. Rahim and Sasahara 31 utilized both synthetic ester and palm oil as MQL, and uniform flank wear was observed against tool chipping under flood lubricated and dry cutting. As a supplement, tool wear mechanisms under MQL with different oil supply rates are necessary to discuss to understand the tool wear and failure modes better.
Figure 5 shows the tool wear results under dry cutting condition and MQL with a 6 ml/h oil supply rate. In accordance with the results in Figure 4, under dry cutting (Figure 5(a)) chipping and catastrophic fracture dominate the nose and the cutting edge. It can be noticed that, under dry cutting conditions, adhesion is already found on the WC substrate of the coated carbide tool. This means the coating has already been worn and the tungsten carbide (WC) substrate is exposed to adhesion, which will further lead to severe chipping and fracture when the adhered materials are hit and torn off the WC substrate of the tool.
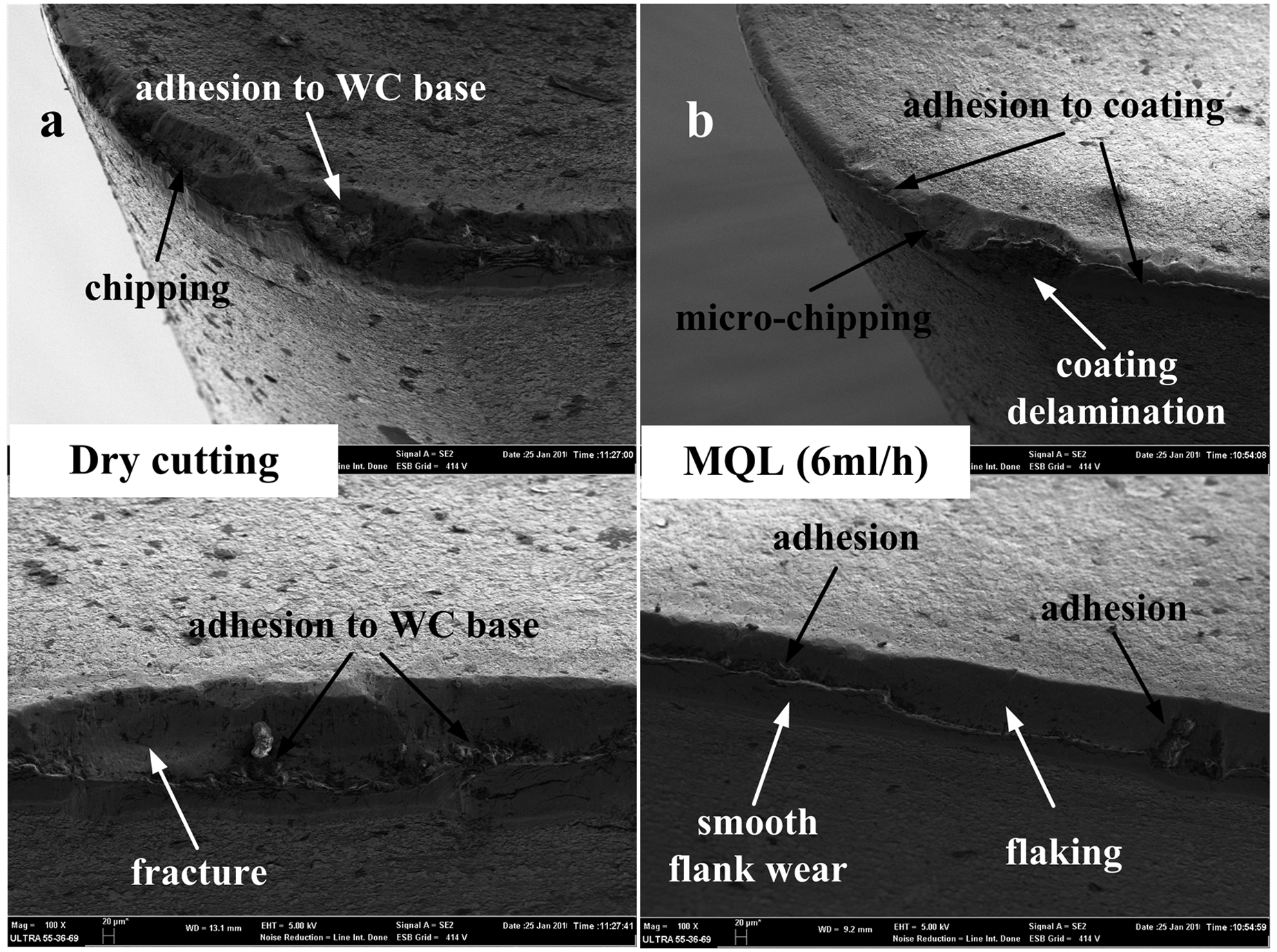
SEM photos of tools under dry cutting condition (a) and 6 ml/h MQL (b).
Meanwhile, with the help of 6 ml/h MQL (Figure 5(b)), only micro-chipping and slight coating delamination occur at the nose. The adhesion onto the tool nose is also quite slight and just adhered to the coating. This indicates that at the nose location the MQL (6 ml/h) application has established lubrication and cooling, by which the coating still essentially works. On the flank face, smooth flank wear mainly takes place instead of fracture. Extra flaking occurs on the smooth flank wear zone at some locations along the cutting edge. It is noticed that after flaking on the newly exposed face, adhesion is easy to form, as shown in Figure 5(b). Thus, chipping and un-uniform flank wear can be anticipated later. The lubrication and cooling formed by 6 ml/h MQL at these locations are still limited.
The tool wear results under MQL with 10 ml/h and 14 ml/h are respectively shown in Figure 6. Obviously, both oil supply rates produce satisfied nose wear with just slight adhesion, which can firmly ensure the excellent lubrication and cooling effects of MQL on the tool nose when the oil supply rate is beyond 10 ml/h. On the flank face, smooth flank wear is prevalent, and chipping under 10 ml/h MQL (Figure 6(a)) and micro-chipping under 14 ml/h (Figure 6(b)) are noticed. Where the chipping and micro-chipping are found, coating delamination and adhesion have already taken place. The adhesion materials under 10 ml/h (point A in Figure 6(a)) and 14 ml/h (point B in Figure 6(b)) are respectively examined by EDAX, as shown in Figure 7. W and Co elements from the tool substrate are found in the adhered workpiece materials under 10 ml/h (Figure 7(a)), which proves the presence of diffusion wear. In contrast, no such diffusion is found in the adhered materials under 14 ml/h (Figure 7(b)), which can be assumed that diffusion hardly occurs. Given that diffusion is mainly introduced by high temperature, it can be claimed that the cutting temperature under 14 ml/h MQL is lower than 10 ml/h.
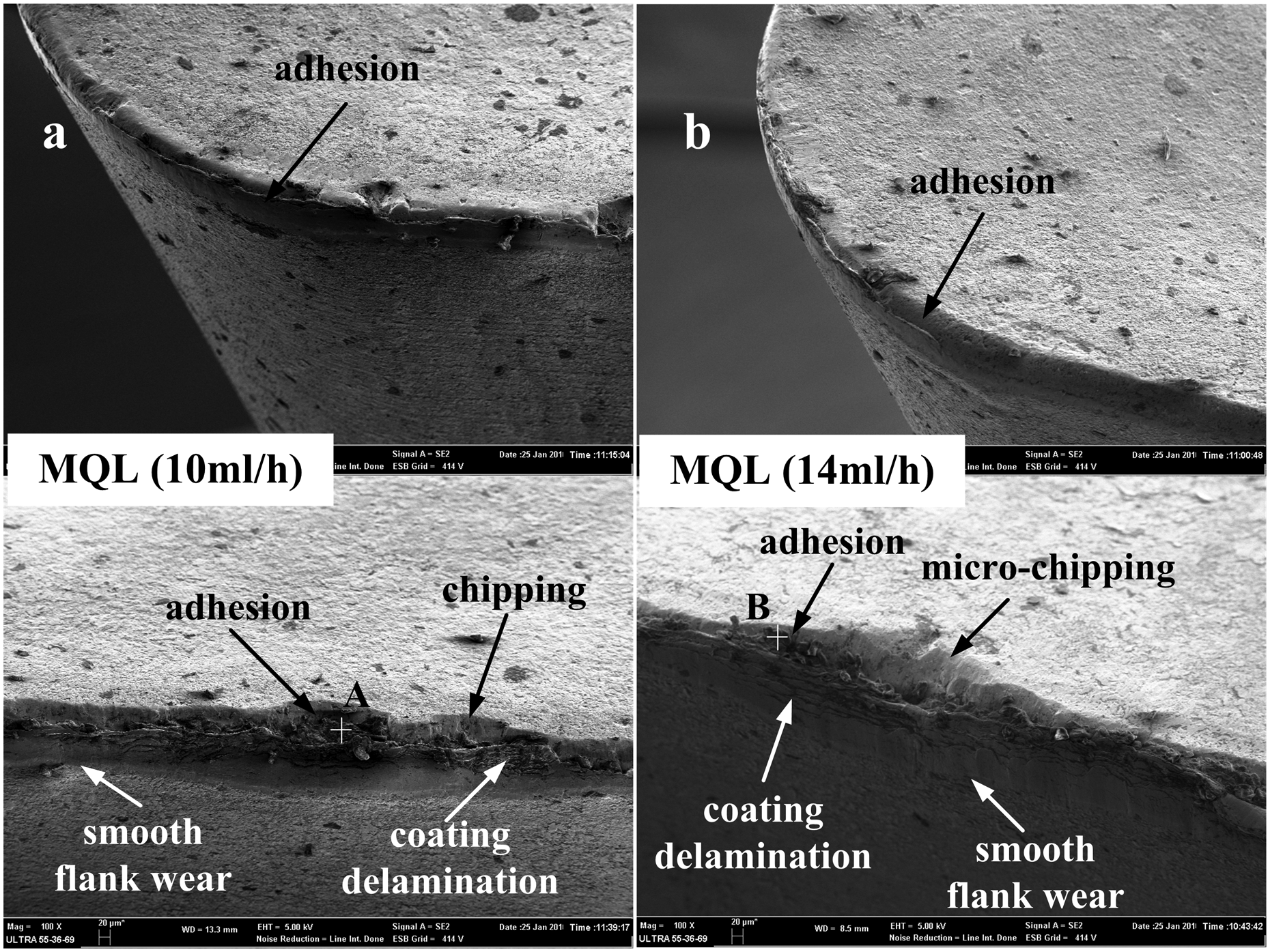
SEM photos of tools under MQL 10ml/h (a) and 14ml/h (b).
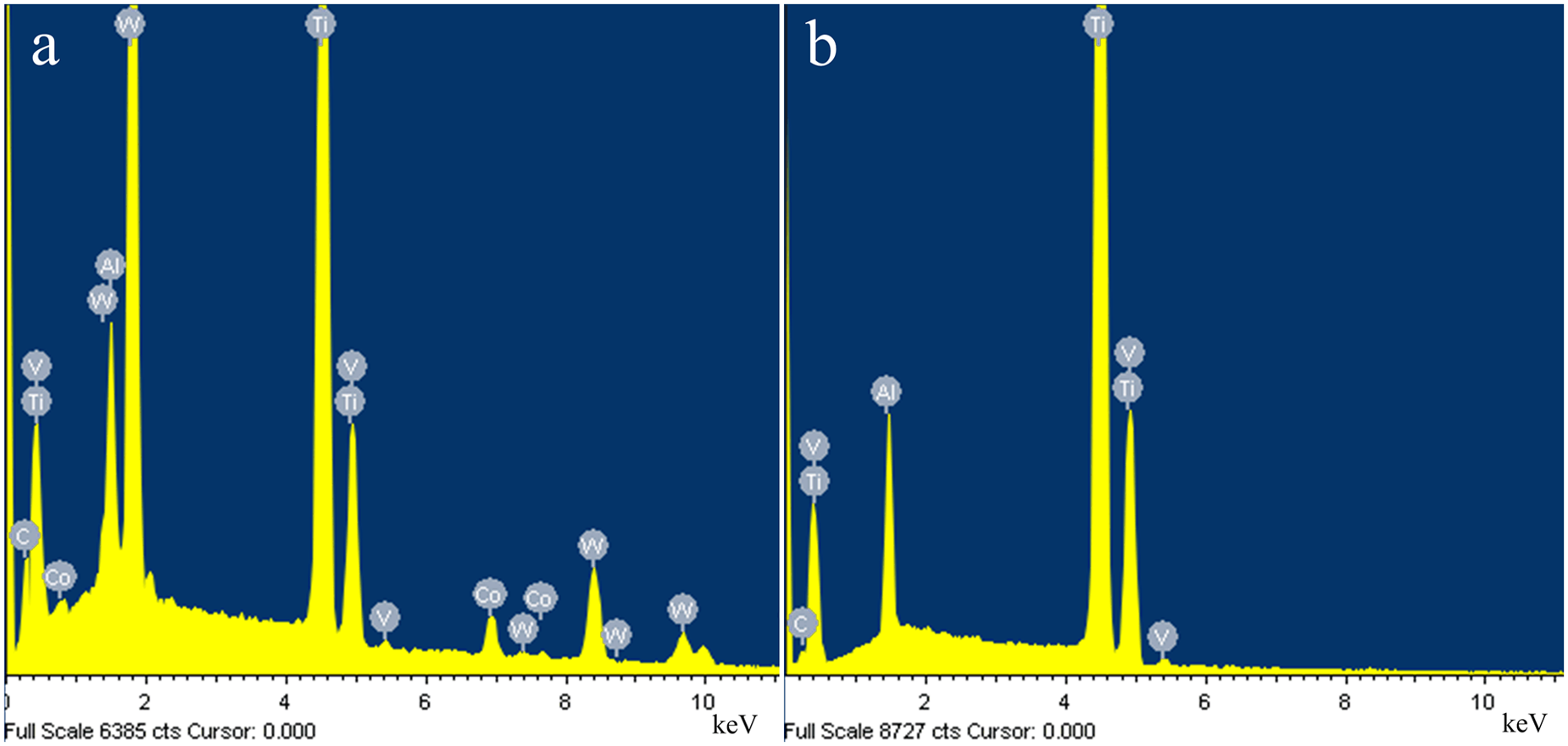
EDAX analysis of the adhesion materials under 10 ml/h (a) and 14 ml/h (b).
The chipping/flaking within 10 ml/h, which leads to the final tool rejection, can be explained by that coating delamination is the initial wear mechanism. Once coating delamination occurs on the flank face, adhesion is easy to form where the delamination locates, as shown in Figure 6. After adhesion has been hit and torn off the tool, micro-chipping on the cutting edge is generated and the substrate of the tool is exposed. When the adhesion of workpiece materials to the newly exposed WC substrate is on the way, diffusion wear will occur between the tool substrate and the adhered materials under high temperature, and the rapid flank wear and chipping can be expected to follow. After the oil supply rate growing to 14 ml/h, the dominant wear mechanism is uniform flank wear. Though coating delamination and micro-chipping emerge at some locations along the cutting edge, owing to low cutting temperature, no significant diffusion wear is found, by which chipping is eliminated.
However, different results are received when using flood coolant as the lubrication/cooling media in literature. Coating delamination, as the initial wear mode of a coated carbide tool, was reported to occur just after a few seconds of cutting time. Jawaid et al. 27 observed coating delamination after 10 s of cutting, and Nouari and Ginting 29 also found it after just a few seconds. Consequently, with MQL application, a better lubrication and cooling condition can be achieved on the cutting edge, and the coating of the tool can be expected to work for a longer time than both flood coolant and dry cutting. The coating works for a longer time and thus the time of chipping emerging on the cutting edge can also be postponed. Thereby, improved tool wear and tool life can be achieved with the help of MQL.
Conclusions
This article focuses on the effects of a MQL oil supply rate in high-speed end milling of Ti–6Al–4V, and cutting force, surface roughness, and tool wear and failure mode are investigated experimentally. Some conclusions can be drawn in the following points.
MQL oil mist is capable of penetrating into the cutting area and working as a lubrication/cooling media to reduce cutting forces and surface roughness. MQL applications with different oil supply rates have different penetration abilities.
With the oil supply rate increasing from 2 ml/h to 14 ml/h, the cutting forces and surface roughness Ra are both reduced accordingly. When the oil supply is beyond 10 ml/h, the reductions are no longer significant.
MQL can effectively reduce the length of the chipping edge. When increasing the oil supply rate from 2 ml/h to 14 ml/h, the chipping length of the cutting edge gradually decreases. At 2 ml/h, the chipping length grows up to 5.8 mm. At 14 ml/h, the whole cutting edge from nose to the depth of cut is well lubricated, and only micro-chipping occurs.
The successful penetration of MQL takes place first at the boundaries (tool nose and the depth of cut). By increasing the oil supply rate, the lubricated area is expanded from the boundaries into the middle part of the engaged cutting edge. For a long engaged length ap, the oil supply rate should accordingly be increased to provide adequate lubrication and cooling in the middle of the engaged cutting edge.
With an insufficient oil supply rate (2 ml/h10 ml/h), coating delamination is the initial wear mechanism to form diffusion, and diffusion is the dominant wear mechanism to result in chipping, which finally leads to tool rejection. At 14 ml/h, owing to a reduced cutting temperature, no diffusion wear is found and the uniform flank wear is dominant.
Under MQL, the coating of the tool works for a longer time than flood coolant before coating delamination occurs. Thereby, improved tool wear and tool life can be achieved.
Footnotes
Funding
The work is supported by the Important National Science and Technology Specific Projects [2012ZX0 4003-051, 2012ZX04012-021, and 2011ZX04015-031] and National Key Basic Research Program [2010CB73 1703 and 2011CB706804].