
Abstract
The main aim of this study is to produce new powder metallurgy (PM) Cu-B4C composite electrode (PM/(Cu-B4C)) capable of alloying the recast workpiece surface layer during electric discharge machining process with boron and other hard intermetallic phases, which eventually yield high hardness and abrasive wear resistance. The surface characteristics of the workpiece machined with a PM/(Cu-B4C) electrode consisted of 20 wt% B4C powders were compared with those of solid electrolytic copper (E/Cu) and powder metallurgy pure copper (PM/Cu) electrodes. The workpiece surface hardness, surface abrasive wear resistance, depth of the alloyed surface layer and composition of alloyed layers were used as key parameters in the comparison. The workpiece materials, which were machined with PM/(Cu-B4C) electrodes, exhibited significantly higher hardness and abrasive wear resistance than those of machined with the E/Cu and PM/Cu. The main reason was the presence of hard intermetallic phases, such as FeB, B4C (formed due to the boron in the electrode) and Fe3C in the surface layer. The improvement of the surface hardness achieved for steel workpiece when using PM/(Cu-B4C) electrodes was significantly higher than that reported in the literature. Moreover, the machining performance outputs (workpiece material removal rate, electrode wear rate and workpiece average surface roughness (Ra)) of the electrodes were also considered in this study.
Keywords
Introduction
In electric discharge machining (EDM) process, small crater pools on both workpiece and electrode surface melt and evaporate during the electric discharge (plasma channel) phase. The plasma channel also decomposes the common hydrocarbon-based dielectric liquid yielding carbon. The eroded electrode materials and the carbon diffuse into the outmost molten work metal (layer in contact with dielectric liquid) and the molten metal re-solidifies very rapidly due to the dielectric liquid in the machining medium forming a very hard layer (commonly called as white layer) on the surface. The thickness of the layer depends on machining settings, dielectric liquid and workpiece–electrode material properties. Some material of the layer (typically the carbon) partially diffuses to the molten base material (zone beneath the white layer) which is not directly in contact with the dielectric liquid. This second layer is also an alloyed zone since some material from the electrode and molten workpiece are reacting during discharges and has a lower hardness than the white layer due to the lower carbon content and the lower rate of cooling. The metallurgical structure of the white layer and the second layer changes significantly with respect to base material due to reaction between dielectric liquid, electrode and base material. Another zone exists between the second zone and base material affected by heat, while the composition generally remained constant with a slight carbon content change. This zone also has different microstructures than the base material due to heating and cooling cycles experienced during discharges.
Powder metallurgy (PM) techniques, although not common in practice, are also in use for the production of EDM electrodes. The PM electrode performance does not meet the desirable standards for use as an economic alternative to the conventional machining electrodes. In addition to chemical composition of PM electrodes, the production technique utilized and EDM parameters affect the performance outputs (especially machined workpiece surface characteristics) of PM electrodes. There are various studies describing the production of PM electrodes in both pure and composite forms and highlighting the corresponding performance outputs. Samuel and Philips 1 reported frequent occurrences of short circuits and arcs during the EDM process when using Cu-Zn (∼1 wt% Zn) PM electrodes which were produced at 62–625 MPa compaction pressure (Pc) and 950 °C sintering temperature (Ts). They described the reason as the decomposition of the electrode depositing large copper powders to the machining medium. The level of contamination of the machining medium, which results in poor workpiece surface roughness, was of course affected by the choice of Pc and Ts. High workpiece material removal rate (MRR) was reported at high discharge current id and long pulse on time ts settings. Higher electrode wear rate (EWR) was observed for low Pc and Ts. The MRR and EWR are defined as the volumetric material removed (eroded) in a unit time from the workpiece and the electrode, respectively. Pantelis et al. 2 reported a WC recast layer on a 1040 steel surface when using the Fe-WC PM electrodes. Zaw et al.’s 3 study revealed the enhancement of EWR, average workpiece surface roughness (Ra) and decrease in MRR with increasing quantity of ZrB2 and TiO powders for Cu-ZrB2 and Cu-TiO PM electrodes. The EDM performances of laser-sintered Cu-TiC-W PM electrodes were compared with the solid Cu-W electrodes in Li et al.’s 4 study. The PM electrodes featured slightly higher density, lower EWR and higher MRR than the alloy electrodes. In Wang et al.’s 5 study, a layer three times harder than the base metal was formed on the surface using Ti PM electrode. The phenomenon was explained by alloying of the material formed on the work surface through the reaction of eroded electrode material with the decomposed carbon of the dielectric liquid at high discharge channel temperature. The study revealed that the alloying of Ti and Fe elements to the surface led to enhancement of the surface abrasive wear resistance. In Simao et al.’s 6 study, the surface of the AISI D2 steel workpiece was alloyed with Ti, W and C using TiC-WC-Co or WC-Co mixed Cu-C PM electrodes. The hardness of machined surfaces alloyed with both the electrodes was ∼300 HK harder than that of machined with the solid Cu electrodes (base material hardness was 800 HK). Furthermore, a reduced amount of alloyed material to the surface with increasing Pc and Ts was reported. Tsai et al. 7 used low temperature (200 °C) and low Pc (10, 20 and 30 MPa) to form Cu and Cu-Cr composite electrodes for machining 1045 steel. The Cu electrodes yielded higher MRR and EWR and lower Ra than the Cu-Cr electrodes. A recast layer with 1350 HK hardness (base material hardness was 650 HK) was detected in Simao et al.’s 8 study during machining of AISI H13 steel with WC-Co PM electrodes when Al, Ni and Ti powders were added to dielectric liquid. An enhancement of recast layer thickness and Ra by increasing EWR was found in Moro et al.’s 9 study, where the TiC PM electrodes were used in electric discharge (ED) drilling operation. The performance tests of SiC PM electrodes in ED finishing revealed that the MRR was found to be strongly dependent (95%) on id and open-circuit voltage Vs parameters. 10 A hard white layer, containing WC and Cu, was detected on C-40 steel workpiece surface in use of Cu-WC PM electrodes in Patowari et al.’s 11 study. In Cogun et al.’s 12 study, although an improvement was observed in the surface hardness of the steel workpieces machined in a medium containing boric acid (B2O3) powder and kerosene dielectric, no significant differences were reported in the Ra, MRR and EWR values when pure kerosene dielectric case was considered. Bai and Koo 13 and Bai 14 used Al-Mo PM electrodes to improve the oxidation resistance of Ni-based superalloy Haynes 230 steel workpiece. Depending on the dielectric types and machining polarities, the metallic and intermetallic phases containing Al, Mo, Cr, Ni and C were detected in the recast layer where hardness was in the range of 720–1138 HK (note that base metal hardness is ∼300 HK). In Ho et al.’s 15 study, the PM and solid Cu electrodes were used to machine Ti-6Al-4V alloy. The recast layer (4–11 µm thickness) hardness was 200–350 HK lower than the base material (∼365 HK base material hardness). About 1100 HK hardness was achieved through the solid electrode due to the formation of TiO2 on the surface. An amount of ∼10% Cu was detected on the surface when using solid Cu electrode, whereas it increased up to ∼78% in Cu PM electrode compacted at low Pc. In Chen et al.’s 16 study, the use of Cu-W PM electrodes in machining of low carbon steel (base hardness 310 HV) resulted in higher MRR and EWR by increasing Vs or id and formation of a recast layer (1200 HV hardness) containing W, C and Fe. In Jahan et al.’s 17 study, W, Cu-W and Ag-W PM electrodes were used in micro-EDM of WC workpiece. The Ag-W electrodes yielded lower Ra since it had better electrical and thermal properties compared to that of W and Cu-W electrodes. On the other hand, the Cu-W PM electrode yielded higher MRR than the others. MRR and EWR were enhanced by increasing Vs and capacitance. In Patowari et al.18,19 studies, a recast layer enriched with W2C, W, Cu and Fe was detected during machining of C-40 carbon steel with W-Cu PM electrode. The thickness of the new layer was observed to raise with increasing ts and id and decreasing Pc. Kumar et al. 20 used Cu-Cr (25 wt%) PM electrode in machining of hastelloy (65% Ni, 16% Cr, 16% Mo and 3% Fe). The increasing id and Vs enhanced the MRR and impaired the EWR. The Ra decreased with id of up to 14 A and Vs of up to 60 V. However, the Ra increased as id and Vs increased beyond these values. In other research work, Ti, C, Cu and Al were detected on the work surface using TiC-Cu PM electrodes during machining of Al workpiece. 21 The hardness of the recast layer was ∼1800 HV (base material hardness was 140–155 HV). It is stated that by increasing id or ts or TiC composition or by decreasing Pc, the hardness and recast layer thickness were enhanced. In machining of WC-Co PM workpiece with Cu-SiC PM electrodes, the higher discharge energy settings resulted in a thicker recast layer (20–70 µm) and rougher surface. 22 The recast layer hardness was 1028–1829 HV (base material had ∼150 HV lower hardness than the recast layer) for the used settings. In Ndaliman et al.’s 23 study, the use of Cu-TaC PM electrode in machining of Ti-6Al-4V alloy in urea solution dielectric resulted in the formation of nitrides, carbides and oxides of Ti and Ta on the work surface. The workpiece surface micro hardness was increased from 316 (base hardness) to 902 HV. In another study of the authors, 24 the urea solution dielectric yielded lower workpiece surface micro hardness and Ra than the distilled water dielectric for Cu-TaC PM electrode and Ti-6Al-4V alloy workpiece. Gopalakannan and Senthilvelan 25 prepared aluminum metal matrix (Al 7075) nanocomposite alloy workpiece (MMNCAW) material reinforced with 0.5 wt% B4C nanoparticles for EDM process. The MMNCAW micro hardness was 35% greater than as cast Al 7075 alloy. The tensile tests of MMNCAW material yielded 52% and 34% higher ultimate tensile strength (UTS) and yield strength values than as cast Al 7075 alloy, respectively. Although this alloying case was not directly related to the workpiece surface modification technique using PM electrode in EDM, at least it supports the possibility of increase in surface hardness and wear resistance by the existence of boron-based hard compounds on the workpiece surface even for the slightest boron addition. In Gulcan et al.’s 26 study, Cu-Cr (15–35 wt% Cr) PM electrodes were used to machine 1040 steel. The increasing amount of Cr powder impaired the MRR, reduced the EWR and enhanced the Ra. The electrolytic Cu electrode yielded higher MRR, lower EWR and lower Ra than the PM electrodes.
Purpose and scope of the study
Unfortunately, there is only a limited number of research studies on EDM electrodes produced by the PM technique containing ceramic-based powders, which can enhance the hardness and abrasive wear resistance of the recast workpiece surface layer. Although various ceramic powder concentrations were tested in the published studies, no study so far has focused on maximizing the amount of ceramic powders used in the PM electrodes. Moreover, the boron-based ceramic powders, which would possibly form extremely hard surfaces when reacting with molten crater pool, have not been used in manufacturing of copper-based PM composite electrodes yet. To the best of the authors’ knowledge, this study is the first attempt to use B4C powder along with Cu powder to form a PM electrode for EDM die-sinking operation. Moreover, the surface abrasive wear characteristics of a workpiece machined with a PM electrode were mentioned only in Wang et al.’s 5 study. Any reliable hardness measurement is highly difficult on an extremely hard as well as extremely thin surface layer with low indentation loads due to barely detectable indentation geometries. Therefore, we assumed that quantifying the abrasive wear behavior will be highly enlightening about the hardness and depth of the surface layer formed as a result of the reaction among electrode, dielectric and base material. At the initial stage of our study, PM electrodes with different B4C and Cu powder proportions were produced to determine the maximum B4C composition, which yields sufficient rigidity and electrical conductivity to be used in the EDM process. The PM electrodes made out of pure Cu powder (PM/Cu) and the solid electrodes made out of electrolytic Cu (E/Cu) were also produced to compare their effects on workpiece surface characteristics, namely, workpiece surface layer thickness and composition, workpiece surface hardness and workpiece surface abrasive wear resistance, with the PM/(Cu-B4C) electrodes. The machining performance outputs (MRR, EWR and Ra) of the electrodes were also compared in this study.
Experimental
Raw materials and production of electrodes
Basically, two manufacturing routes were followed in the production of electrodes, namely, machining and conventional PM technique. Both electrolytic Cu powder (99.995% pure) and B4C powder used in the production of electrodes via conventional PM techniques had average particle sizes of ∼70 µm. The copper bar used in machining operation had 99.999% purity.
The E/Cu electrode, used as a reference, was machined (turned) from round bar to manufacture electrodes with 25 mm diameter. In the production of PM/Cu electrodes, pure Cu powder was mixed with a polymeric binder called PEG 4000 (0.8 wt%) in a three-dimensional (3D) Turbula mixer for 45 min. Then, the mixture was compacted in the SAE 4340 steel die (having 24 mm die cavity diameter) under 1215 MPa pressure for 5 min by DARTEC RF tension–compression machine. The green compacts were heated to 450 °C for 15 min for removal of the binder. Afterward, the compacts were heated to 950 °C and left 60 min for sintering under high purity argon gas. Finally, the sintered samples were allowed to cool in the furnace at a cooling rate of 10 °C/min. The same processing routes were followed in the production of PM/(Cu-B4C) electrodes. The composition of the PM/(Cu-B4C) electrode, containing a maximum quantity of B4C, was determined as 20 wt% B4C and 80 wt% Cu after a number of trials. The 20 wt% B4C was the highest possible quantity in the electrode satisfying the green strength requirement for sintering, electrical conductivity and rigidity requirements. The electrodes used in the experiments are shown in Figure 1.
Electrodes used in the experiments: (a) E/Cu electrode, (b) PM/Cu electrode and (c) PM/(Cu-B4C) electrode.
The starting microstructures of as-manufactured electrodes are presented in Figure 2. The E/Cu electrodes were observed to contain equiaxed grains with an average grain size of around 150 µm (Figure 2(a)). However, the PM/Cu electrodes were observed to have sintered density of 7.05 g/cm3 and composed of sintered powders with homogeneously distributed micro pores (Figure 2(b)). Similarly, micro pores and sintered Cu powder grains were detected in the microstructure of PM/(Cu-B4C) electrodes in addition to acicular B4C powder particles (Figure 2(c)). Only ∼1 vol% reduction was detected in the electrodes after sintering due to high compaction pressure (1215 MPa) utilized and presence of B4C particles which prevent further densification. The density of the PM/(Cu-B4C) electrodes after sintering was 5.15 g/cm3.
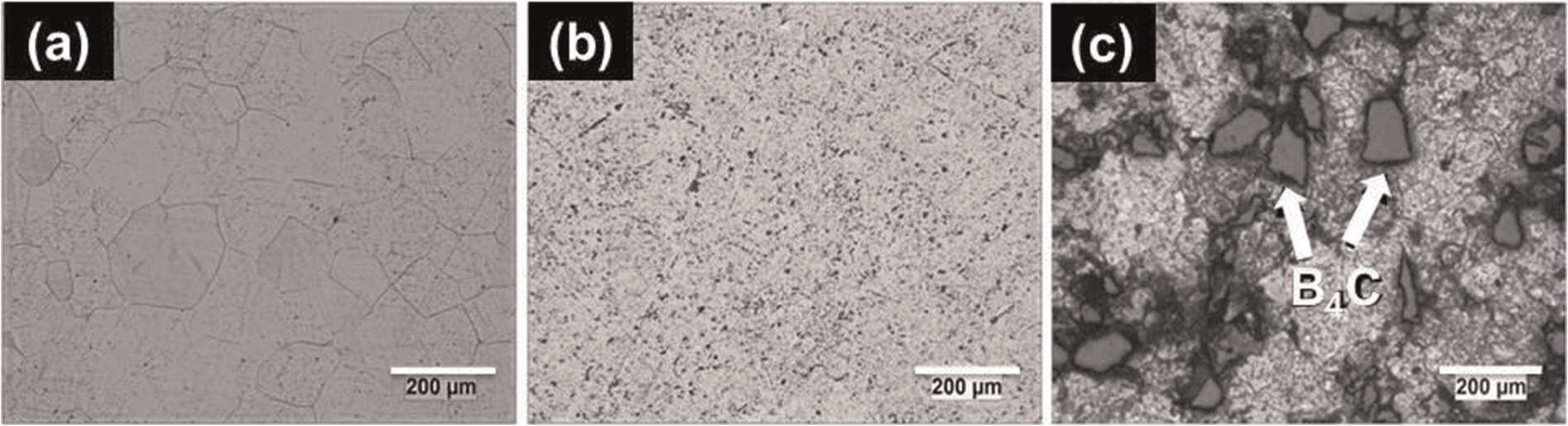
Starting microstructures of electrodes: (a) E/Cu electrode, (b) PM/Cu electrode and (c) PM/(Cu-B4C) electrode.
The electrical property measurements of the PM/(Cu-B4C) electrodes was conducted using KEITHLEY 2400 direct current electrometer by four-point contact (pin) method, which revealed electrical resistance (R) and electrical conductivity (σ) of 0.483–0.505 Ω and 133-141.1 S/m, respectively. The electrodes with ∼1 Ω and above value of R (in cases of B4C powder, amount was higher than 23 wt%) did not even start the EDM process.
The SAE 1040 steel (98.2% Fe, 0.37% C, 0.21% Si, 0.74% Mn, σy = 361 MPa, σUTS = 585 MPa, ρ = 7.85 g/cm3) workpieces with 68 × 68 × 9-mm final dimensions (all surfaces ground) were used in the experiments. The starting underlying microstructure of workpieces was observed to contain an equilibrium structure, which is composed of primary ferrite (αp) regions and pearlite consisting of lamellar cementite (Fe3C) and ferrite (α) phase regions (Figure 3). Sample workpiece surfaces after machining are shown in Figure 4. The MRR and EWR values were calculated using the following equations
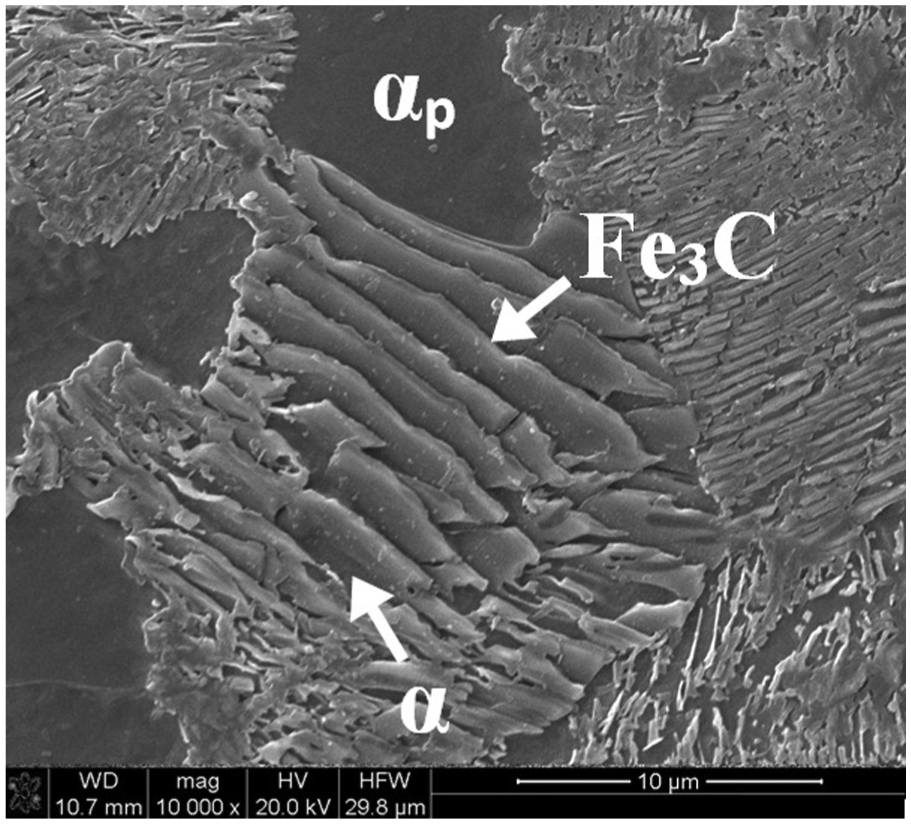
Starting microstructure of SAE 1040 steel workpiece.
Sample machined workpiece surfaces using (a) E/Cu electrode (3 A, 25 µs), (b) PM/Cu electrode (6 A, 50 µs) and (c) PM/(Cu-B4C) electrode (6 A, 25 µs).
Machining parameters
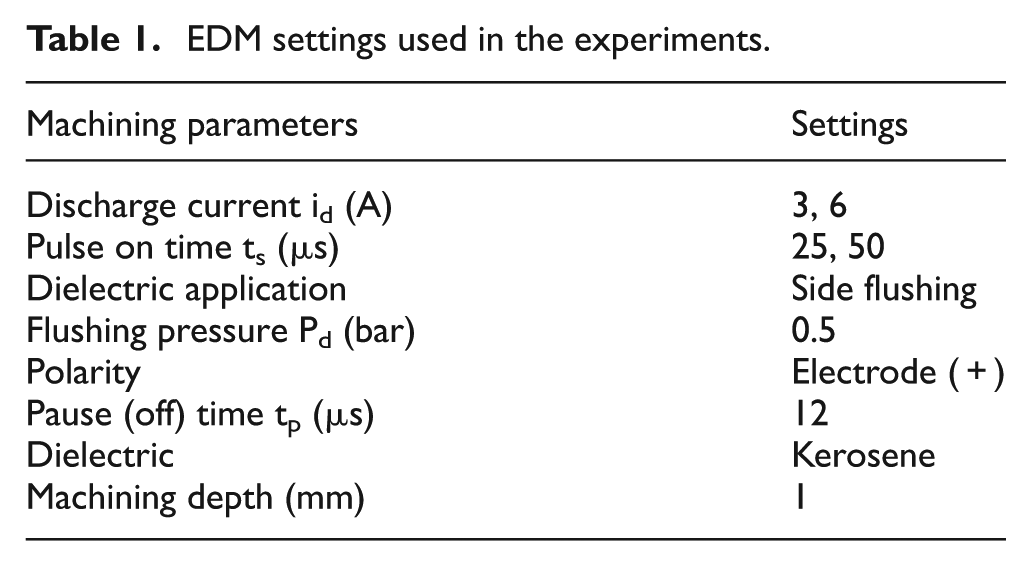
In the experiments, a Furkan EDM M50A-type EDM die-sinking machine was used. The EDM settings used in the experiments were presented in Table 1. Every experiment was repeated twice, and the average of the measurements taken from the two specimens (MRR, EWR, Ra, surface hardness and abrasive wear) was determined.
EDM settings used in the experiments.
Characterization of surface layers
Tests were carried out to understand the presence of electrode materials (their elements and/or compounds) at the workpiece surface and their effects on workpiece surface characteristics. Hardness measurements were conducted via MHV2000 micro hardness tester equipment using Vickers Hardness Scale 1 (HV1; 9.8 N force). The measurements were repeated 10 times, and the average of the measurements was taken for each workpiece.
The abrasive wear resistance of the work surface layer was found using rotating abrasive disk test. The prepared pin-type wear specimens with 10 mm diameter were tested under dry conditions by pressing the specimen with 30 N force to the rotating (100 rev/min) disk coated with 80 mesh SiC emery paper. The specimens were fed in radial direction, providing a total of 50 m contact distance. The wear specimens were weighed before and after the tests using a balance with an accuracy of 1 mg to find the wear mass.
Microstructural analysis and examination of the surface layers have been done across the cross sections of mounted samples in epoxy resin. Field emission scanning electron microscope (FE-SEM; FEI 430 nano scanning electron microscope) equipped with energy dispersive spectroscopy (EDS) detector was used for morphological and chemical analysis of the surface layers. The main phases present on the surface layers of the processed workpieces were identified by means of X-ray diffraction (XRD; Rigaku D/Max 2200/PC) analysis, operated at 40 kV, between 30° and 80° 2θ angles using a Cu-Kα radiation source.
Results
EDM performance outputs
Comparison of MRR values
The E/Cu electrodes yielded higher MRR than the PM/Cu or PM/(Cu-B4C) electrodes for all the machining settings used (Figure 5). The lowest MRR values were experienced for PM/(Cu-B4C) electrodes. In a number of studies,1,3,9,26 the reported workpieces’ MRR values were comparatively lower in the case of machining by PM electrodes. In contrast to most of the studies, a study conducted by Li et al., 4 in which Cu-W electrodes were used, workpieces machined with PM electrodes exhibited higher MRR compared to that of parts machined with alloy electrodes of the same composition.
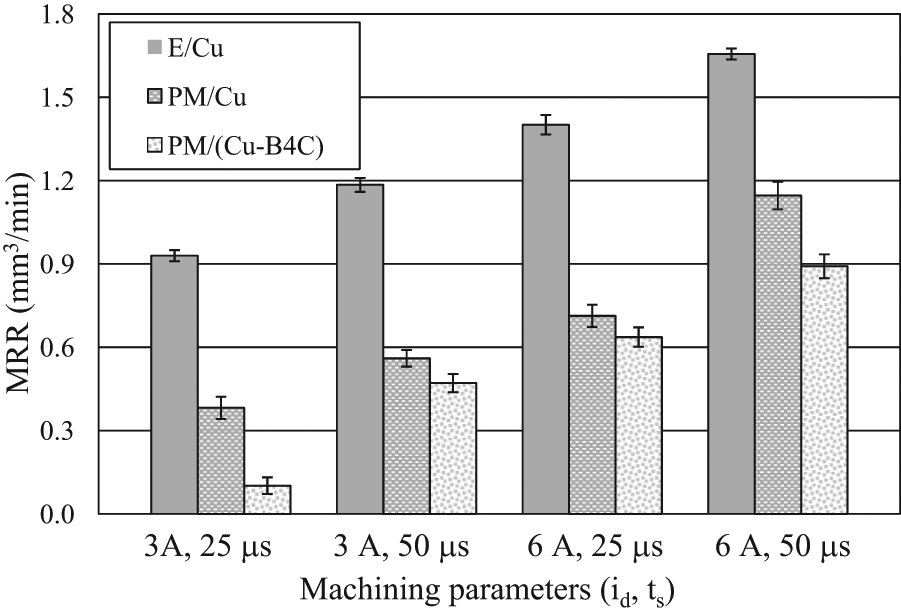
Variation of MRR with machining parameters and electrode types.
In this study, the increasing values of ts and id were found to enhance MRR for the three types of electrodes. E/Cu electrodes featured 1.44–2.43 times and 1.85–9.11 times higher MRR values than the PM/Cu and PM/(Cu-B4C) electrodes, respectively. The PM/Cu electrodes yield 1.11–3.74 times higher MRR than the PM/(Cu-B4C) electrodes. In the literature, the MRR performance of the PM electrodes were reported to enhance by increasing id,1,10,16,20 ts,1,18,19 Pc, 7 Vs,10,16,17,20 capacitance 17 and by reducing amount of poor electric conductive powder(s) (such as ceramic powders) in the PM electrode. 3
The MRR increased 1.78 times for E/Cu, 3 times for PM/Cu and 8.74 times for PM/(B4C-Cu) electrodes with increasing id from 3 to 6 A and ts from 25 to 50 µs (i.e. discharge energy per pulse is quadrupled). It is evident that the PM/(Cu-B4C) electrode exhibited much higher improvement in MRR compared to other electrodes by increasing id and ts. Yet, at high id and ts settings, much frequent ED machining instabilities were observed during the experiments due to rapid decomposition of electrodes causing clogging of the machining gap. The machining instabilities were also mentioned in Samuel and Philips’s 1 study when using the PM electrodes produced at low values of Pc, Ts and at large Cu powder size. In Jahan et al.’s 17 study, the occurrence of short circuit and arc pulses causing instabilities in machining regime and poor surface roughness at low Vs were reported.
Comparison of EWR values
The experiments indicated an enhancement of EWR with increasing ts and id settings for the three types of electrodes. Additionally, the type of electrode was observed to have significant influence on the EWR values such that PM/(Cu-B4C) electrodes yielded higher EWR values compared to PM/Cu and E/Cu electrodes (Figure 6). For example, the calculated EWR values were 0.22, 0.07 and 0.03 mm 3 /min for PM/(Cu-B4C), PM/Cu and E/Cu electrodes, respectively, for id and ts settings of 6 A and 50 µs. For the machining settings used, the addition of B4C powder to the Cu powder PM electrode dramatically increased (114%−214%) the EWR of the electrode. The addition of B4C powder to the Cu powder PM electrode reduced the electrical conductivity and physical strength (rigidity) of the electrode. Similarly, the use of a PM/Cu electrode instead of an E/Cu increased the EWR by 86%−134% at different machining settings. The PM electrode unfortunately decomposed much faster than the E/Cu electrode under the destructive effects of successive electric discharges. A higher EWR for the PM electrodes compared to solid electrodes was also reported in other research works.1,3,7,9,16,26 However, for the TiC-W-Cu PM electrode, a reduction in EWR together with an increase in MRR as compared to alloy Cu-W electrode was reported. 4 In this study, no special effort was spent to reduce the EWR values of the PM/(Cu-B4C) electrodes since a high EWR (means more material erosion of the electrode) may play a positive role in the formation of an alloyed layer on the workpiece surface which is the main goal of this research. It is seen clearly in Figure 6 that increasing id is more effective than increasing ts of EWR for all types of electrodes.
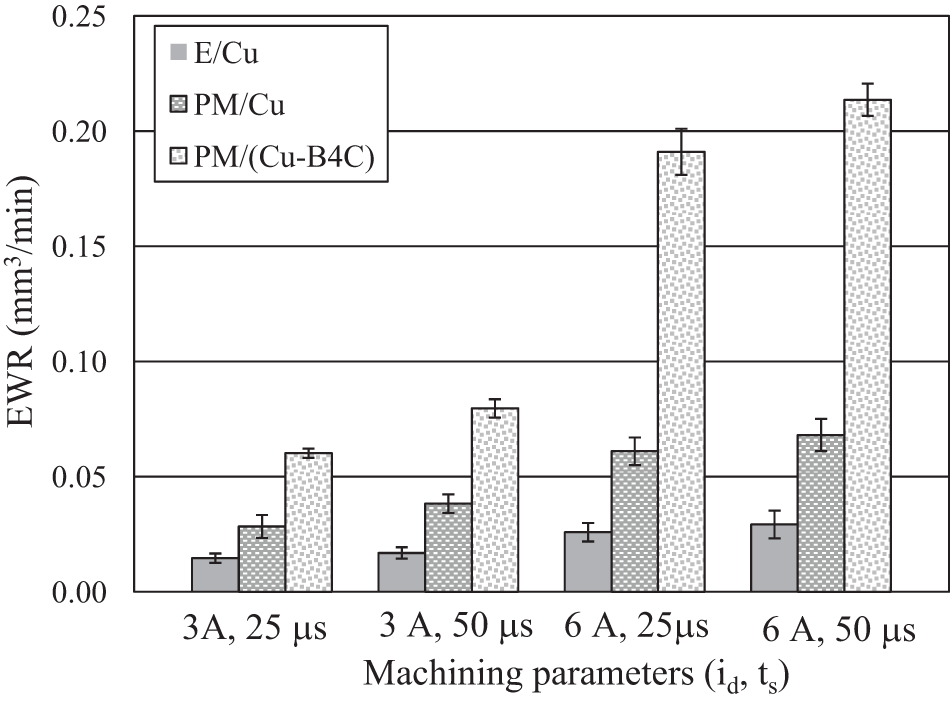
Variation of EWR with machining parameters and electrode types.
Characteristics of surface layers formed by EDM
Structure and chemical composition
In this study, three different zones, namely, zone A, zone B and zone C, were observed in the surface layer of the substrate which is formed by reaction of electrode, substrate and dielectric during EDM. As can be seen in Figure 7(a) and (b), the thickness of zone A (white layer), the outermost region of the surface layer, was observed to change between 1 and 5 µm, when coupled variables, id and ts, varied between 3 A, 25 µs and 6 A, 50 µs. Zone B (the second layer) was thicker compared to zone A in all cases. In contrast to zone A, no cracks have been detected in this layer. Moreover, zone B was well bonded to workpiece substrate material (Figure 7(a)). However, zone C was neither alloyed with electrode materials nor in contact with dielectric liquid. As shown in Figure 8(b), while the as-received workpiece contained alternating layers of white cementite and gray ferrite regions, the heat-affected zone C underneath zone B (Figure 8(a)) was observed to contain divorced pearlite in which lamellar structure has completely disappeared due to overheating.
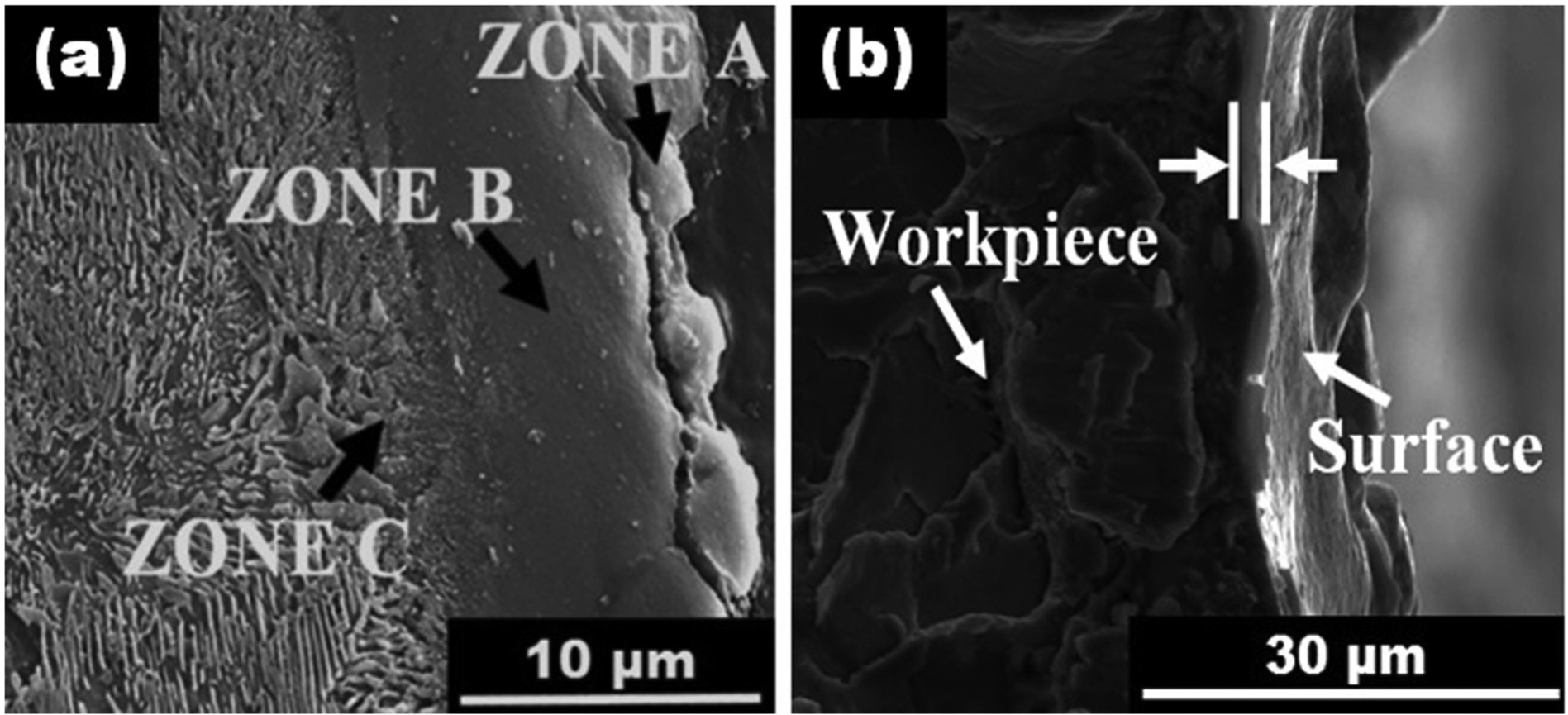
SEM micrograph of machined samples with E/Cu electrode (6 A, 50 µs) showing (a) different zones across the etched cross section and (b) fracture surface containing zone A which forms the top surface layer of the material.
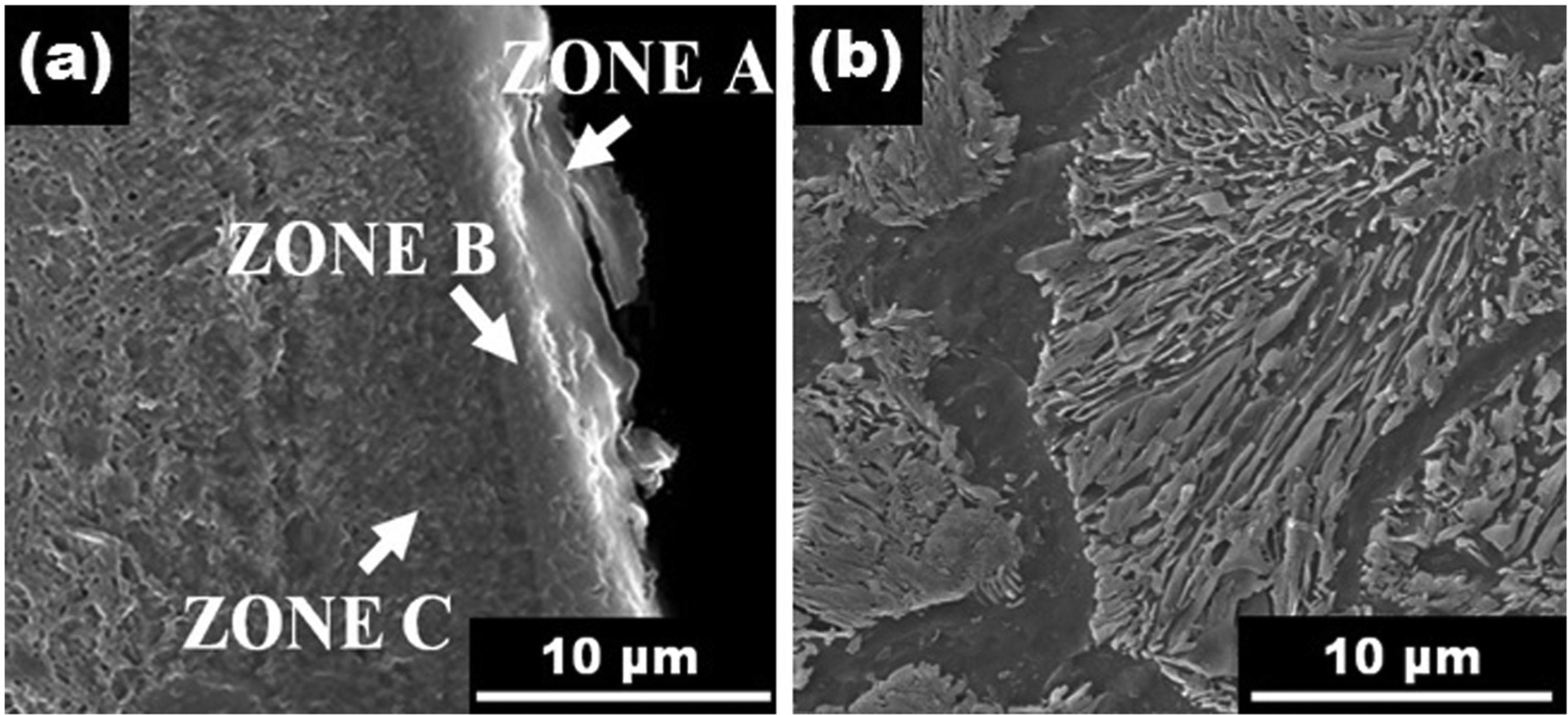
Microstructures of (a) zones A–C and (b) substrate material containing lamellar pearlite (ferrite + cementite) and primary ferrite (gray regions) (samples machined with PM/(Cu-B4C) electrode (3 A, 25 µs)).
The thickness, structure and chemical composition of zones A–C are crucial for the workpiece surface mechanical properties. The layer composed of zones A and B may be characterized as “alloyed surface layer” (shortly surface layer) since some material is added as a result of reaction between workpiece and electrode materials and workpiece and dielectric liquid due to formation of discharge (plasma) channels during EDM. The experiments demonstrated an enhancement of surface layer thickness by increasing discharge energy (i.e. with increasing id and/or ts settings) per pulse but not in a linearly proportional manner. Moreover, machining experiments have also revealed that once formed, the thickness of the alloyed surface layer does not increase in time. Conversely, the thickness is highly dependent on the machining settings. As can be seen in Table 2 and Figure 9, the average thicknesses of the layers increased from around 3 to 9 µm by increasing id and ts for the samples machined with any type of electrode. Increasing the id–ts couple from 3 A, 25 µs to 6 A, 50 µs resulted in a layer thickness enhancement by three times, whereas the pulse discharge energy was quadrupled. The improvement of surface layer thickness by increasing discharge energy per pulse was because of the formation of a deeper molten crater when higher energy discharge pulses were applied. Although time does not have a strong influence on the thickness of the modified surface layer, the effective machining time may vary depending on the machining settings to reach the same machining depth. For instance, at the lowest discharge energy settings (id = 3 A and ts = 25 µs), machining takes 2–6 times longer than for the highest energy settings (id = 6 A and ts = 50 µs) for the three types of electrodes used in this study. However, the thickness of zone C was observed to change between 5 and 25 µm. For samples machined with Cu-based electrodes, the zone thickness was relatively small (between 5 and 10 µm), whereas it was around 10–25 µm for samples machined with PM/(Cu-B4C) electrodes. In the literature, the alloyed workpiece surface layer thicknesses reported are in the range of 4–70 µm,8,13–15,22 which is consistent with our experimental findings, except the 785-µm upper value reported in Patowari et al.’s 18 study (uncommon for EDM applications).
Surface layer (zone A + B) thickness values for various machining settings and electrode materials.
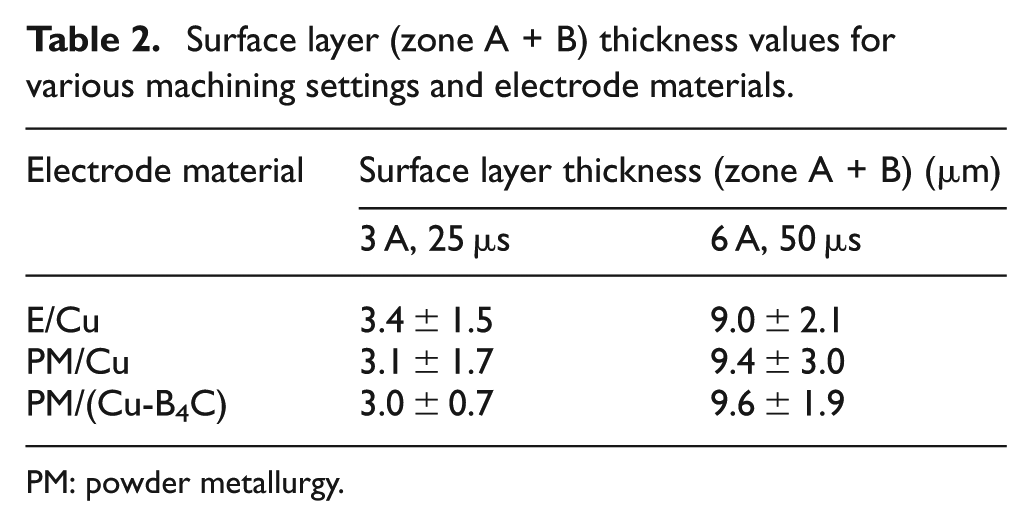
PM: powder metallurgy.
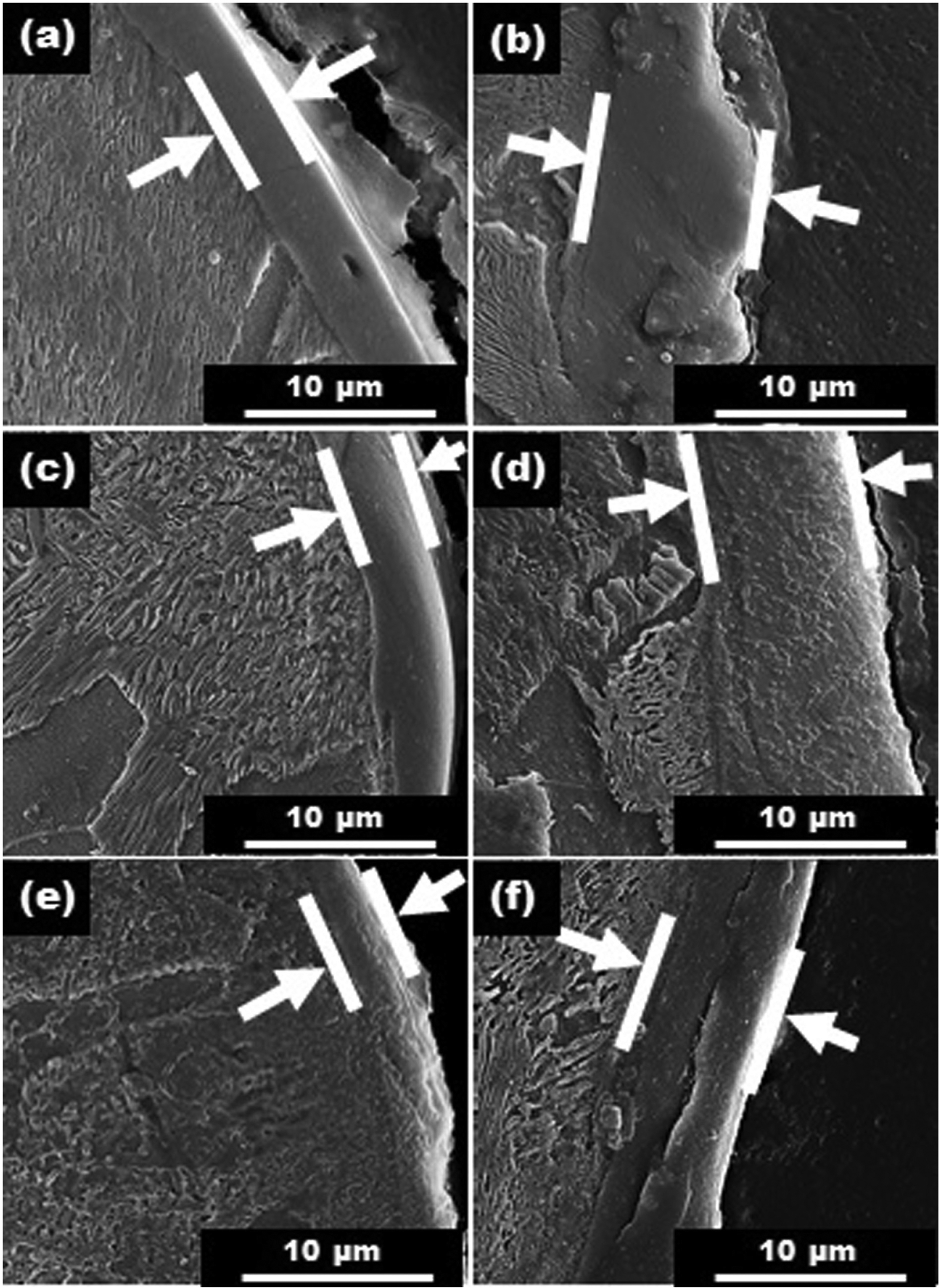
SEM micrographs showing surface layers (zone A + B) along the cross sections of the samples machined with (a) E/Cu electrode (3 A, 25 µs), (b) E/Cu electrode (6 A, 50 µs), (c) PM/Cu electrode (3 A, 25 µs), (d) PM/Cu electrode (6 A, 50 µs), (e) PM/(Cu-B4C) electrode (3 A, 25 µs) and (f) PM/(Cu-B4C) electrode (6 A, 50 µs).
For all machining settings, the thickness of zone B was homogeneous, and it was well adhered to zone C. No porosity or cracking was detected in zone C (Figures 7 and 8). The structures and chemical compositions of the workpiece surface layers are at least as important as the thickness and adhesion characteristics of the layers in determining the final hardness and thus wear resistance of the surface. XRD studies revealed various phases formed on the surfaces of workpieces machined with different electrodes. Typical XRD patterns of the surface layers machined with three different electrodes, E/Cu, PM/Cu, PM/(Cu–B4C), are presented in Figure 10. As can be seen, Fe (probably alpha iron), CuO and FeCu4 phases were identified as the main phases on the surfaces of the samples machined with E/Cu and PM/Cu electrodes. FeCu4 phase was probably formed as a result of the plasma channel formed between Cu electrode and steel workpiece, while CuO is present mainly due to oxidation of molten Cu (eroded from the electrode) in dielectric liquid. The oxide layer was supposed to form just at the top surface of the layer since oxygen was detected by EDS analysis taken only from top surface of the layers (Figure 11(a) and (b)). However, the XRD pattern for sample machined with PM/(Cu-B4C) (Figure 10(c)) was different from that of copper electrodes such that B4C, FeB and Fe3C phases were detected in addition to Fe and FeCu4 phases. It is interesting that a new phase (FeB), which is known to be hard and brittle, was formed probably by the interaction between boron carbide (in the PM electrode) and steel workpiece. Even though boron was reacted to form FeB phase, still some B4C can be identified in the XRD chart possibly due to incomplete reaction. Additionally, hard and brittle cementite (Fe3C), which is one of the main constituents of the substrate (Figure 3), was also clearly identified with high intensities, while it could not be observed on the samples machined with pure copper electrodes. The X-ray primarily collects signals from the top layers of the materials. So, it becomes difficult to detect phases in the substrate material as the layer on the substrate becomes thicker. Therefore, strong signals from a phase can only be collected as long as the layer is enriched with the phase under investigation. Based on the fact that detection of strong Fe3C signals on the surfaces of samples machined with PM/(Cu-B4C) was attributed to the enrichment of the surface layer with Fe3C phase as a result of the reaction between base material, B4C and dielectric liquid. Similarly, the existence of carbides (WC, W2C, TiC, Cr23C6, Al4C3 and TaC), oxides (TaO and TiO2), nitrides (TiN and TaN), elemental alloys (NiAl, Al8Mo3, Al3Mo8 and AlMo3), and directly the elements (Ti, W, C, Cu, Al, Mo, Cr and Ni) of the PM electrode powders were also reported in the literature.2,5,6,11,13–16,18,19,21,23
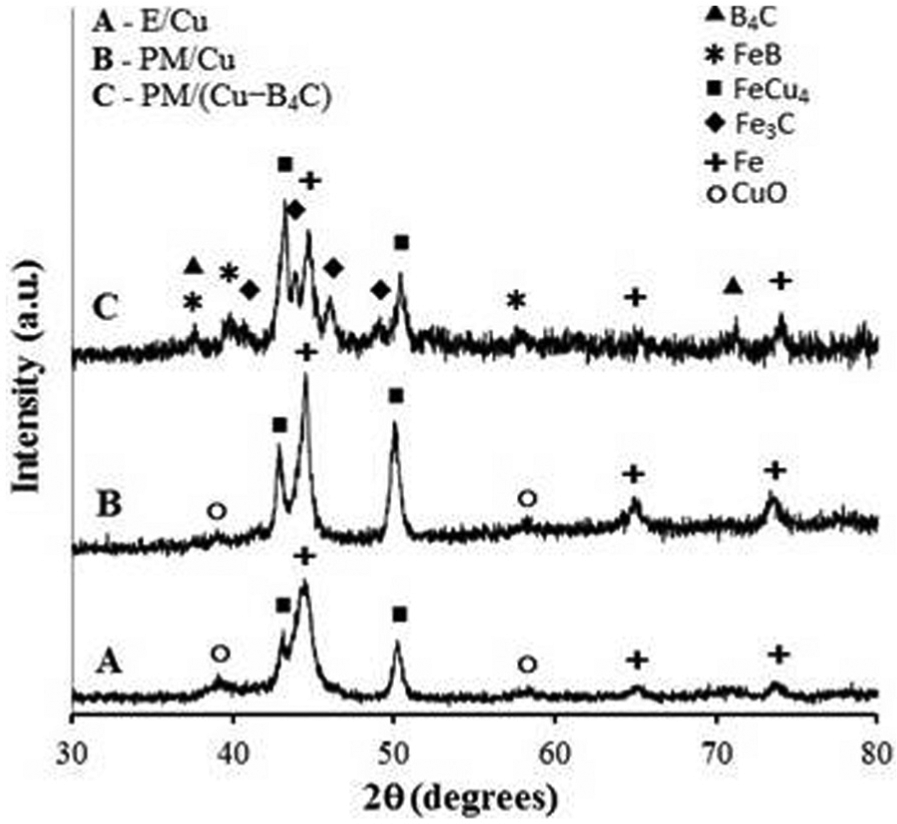
X-ray diffraction patterns of samples machined at 6 A, 50 µs setting with (a) E/Cu electrode, (b) PM/Cu electrode and (c) PM/(Cu-B4C) electrode.
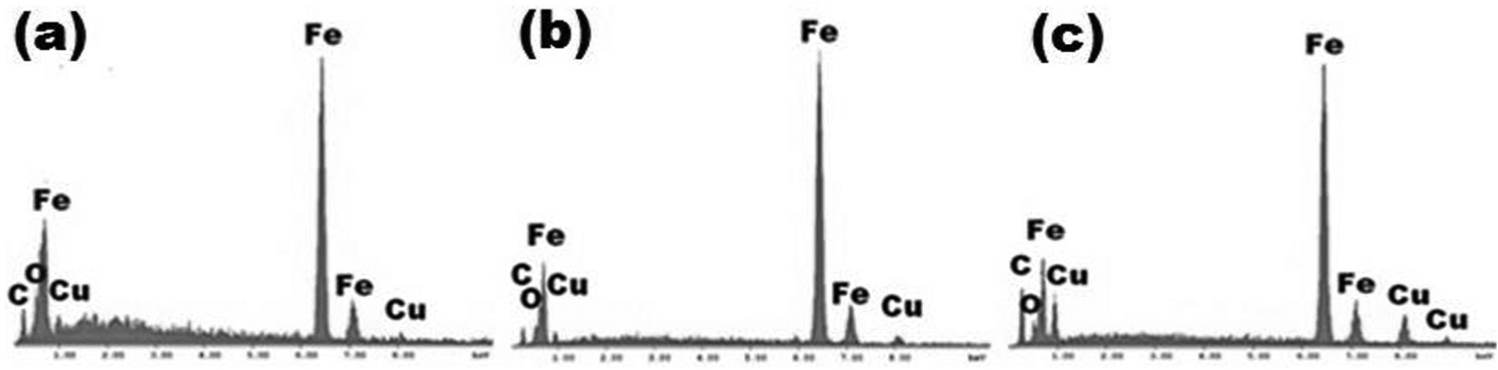
EDS analysis of surface coating layers of workpieces machined at 6 A, 50 µs setting with (a) E/Cu, (b) PM/Cu and (c) PM/(Cu-B4C) electrodes.
It is known that the formation of such hard and brittle intermetallic phases increases hardness and wear resistance; however, they have different thermal expansion coefficients and may develop high tensile stresses during solidification and cooling. Noncontinuous short surface cracks parallel to surface were observed only in some regions of zone A and the interface of zones A and B containing such intermetallic layers (Figure 9(f)). Cracking was observed rarely and only in some regions of the samples’ surfaces, in which thick layers around 9 µm were formed as a result of machining with PM/(Cu-B4C), while the samples with thin layers around 3 µm thickness were free of cracking, although the same type of electrode had been used.
The experiments performed in this study showed that at least 15 min of machining is required to provide a parallelism between the tool electrodes and the workpiece surfaces and to reach a stable machining regime to form the modified surface layer. Even at the end of this short period of time, the volume of the modified surface layer (zone A+B) constitutes 10–20 vol% of the workpiece removal amount whereas the deposited electrode and dielectric materials constitute less than 15 vol% of the modified surface layer. Hence, the deposited amount of materials to the workpiece surface was not taken into consideration for calculating the MRR values.
Comparison of Ra values
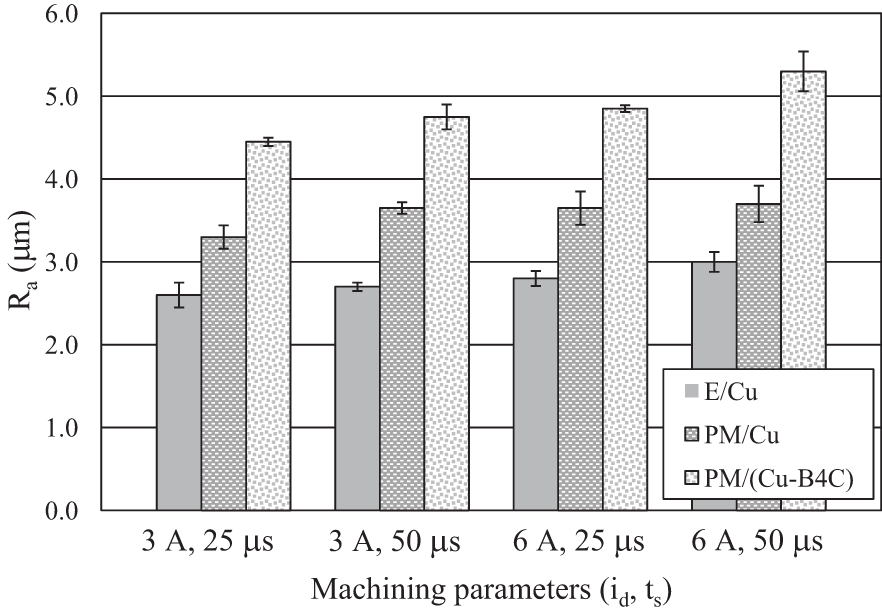
EDM with various electrodes changed the surface morphology of the workpiece and induced formation of shallow craters (Figures 4 and 12). The samples machined with PM/(Cu-B4C) electrodes featured higher Ra values than all other types of electrodes for the machining settings used (Figure 13). The finest Ra values were obtained for workpieces machined with E/Cu electrodes. The Ra value (Ra = 2.9 µm) obtained with E/Cu electrodes was much better than the Ra achieved (Ra = 4.46 µm) with PM/(Cu-B4C) electrodes. In the literature, the Ra values obtained using PM electrodes were in the range of 2.5–15 µm.13,14,18–20,26 The increase in id and ts settings increased the Ra values (poor surface quality) for all electrode types. The Ra values increased by 12%−19% when the ts = 25 µs and the id = 3 A values were doubled (i.e. a pulse discharge energy is quadrupled). The increase in Ra by increasing discharge pulse energy, which was also reported in Das and Misra 21 and Kumar et al. 22 studies, can be attributed to the higher energy per electrical discharge resulting in larger melting crater (higher diameter and depth) on the work surface.27–29
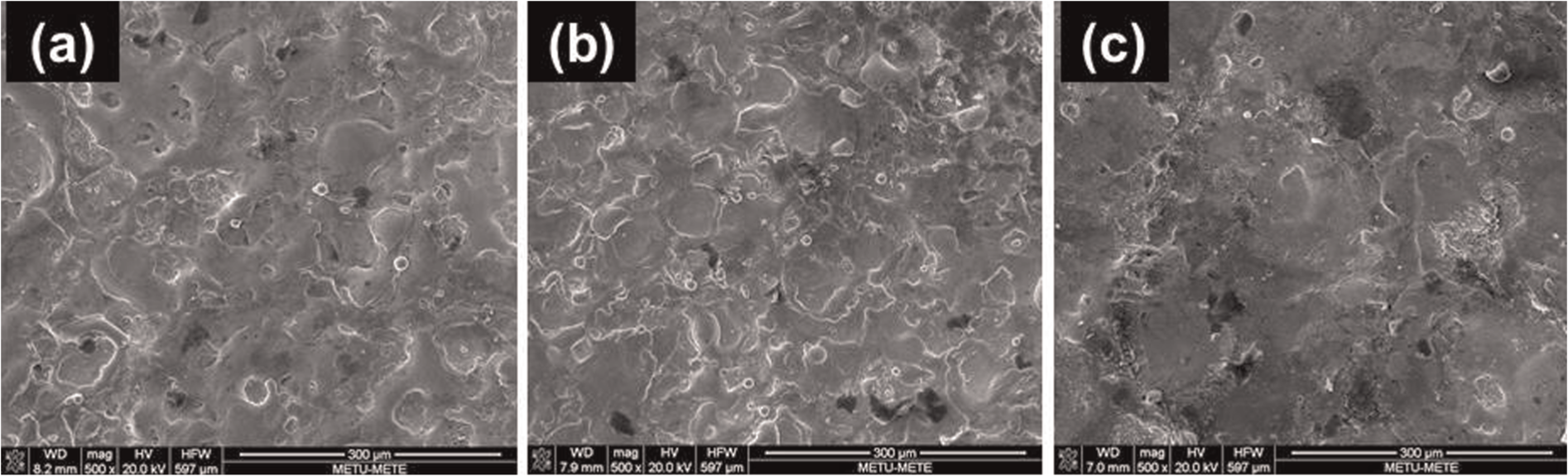
Surface morphology of machined workpieces at 3 A, 25 µs setting with (a) E/Cu, (b) PM/Cu and (c) PM/(Cu-B4C) electrodes.
Variation of Ra with machining parameters and electrode types.
Comparison of hardness values
For any chosen id and ts combinations, we observed that the surface hardness of the workpieces machined with B4C added electrodes was higher compared to copper electrodes. This is attributed to the presence of hard intermetallics (FeB, Fe3C and B4C (Figure 10, X-ray diffractograms)) on the surface when machined with PM/(Cu-B4C) electrodes. Moreover, the surface hardness was also observed to depend on the machining settings but not as strongly to the type of phases formed on the surface. The highest hardness value of 1194 HV1 was obtained at id = 6 A, ts = 50 µs setting (the highest discharge energy per pulse setting) for PM/(Cu-B4C) electrode. As seen from Figure 14, the hardness increase was limited by ∼5% even when quadrupling the discharge energy per pulse for workpieces machined with PM/(Cu-B4C) electrodes. The lowest hardness values of 764 and 759 HV1 were measured for workpieces machined with E/Cu and PM/Cu electrodes at the lowest discharge energy per pulse setting (i.e. id = 3 A, ts = 25 µs). The maximum hardness values of 800 and 796 HV1 were experienced in the highest discharge energy per pulse setting (id = 6 A, ts = 50 µs).
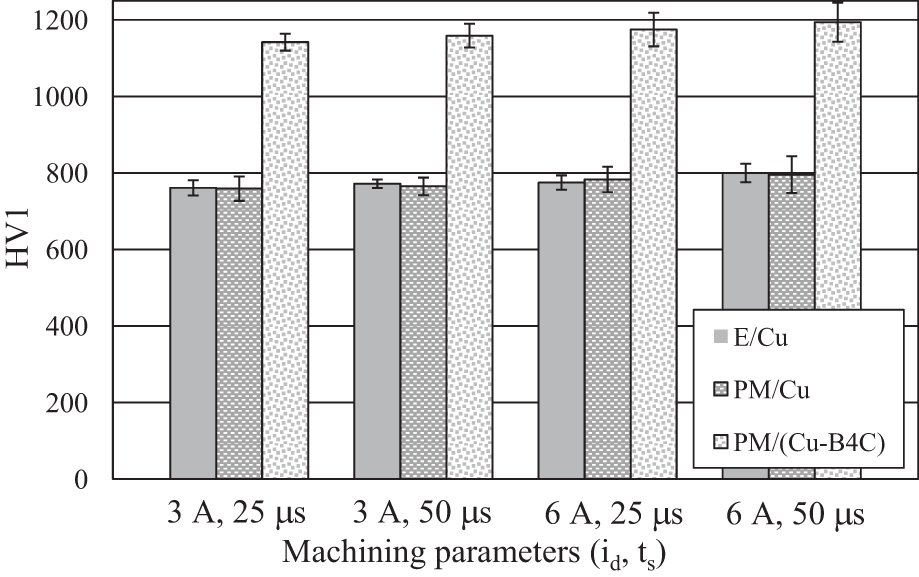
Variation of HV1 with machining parameters and electrode types.
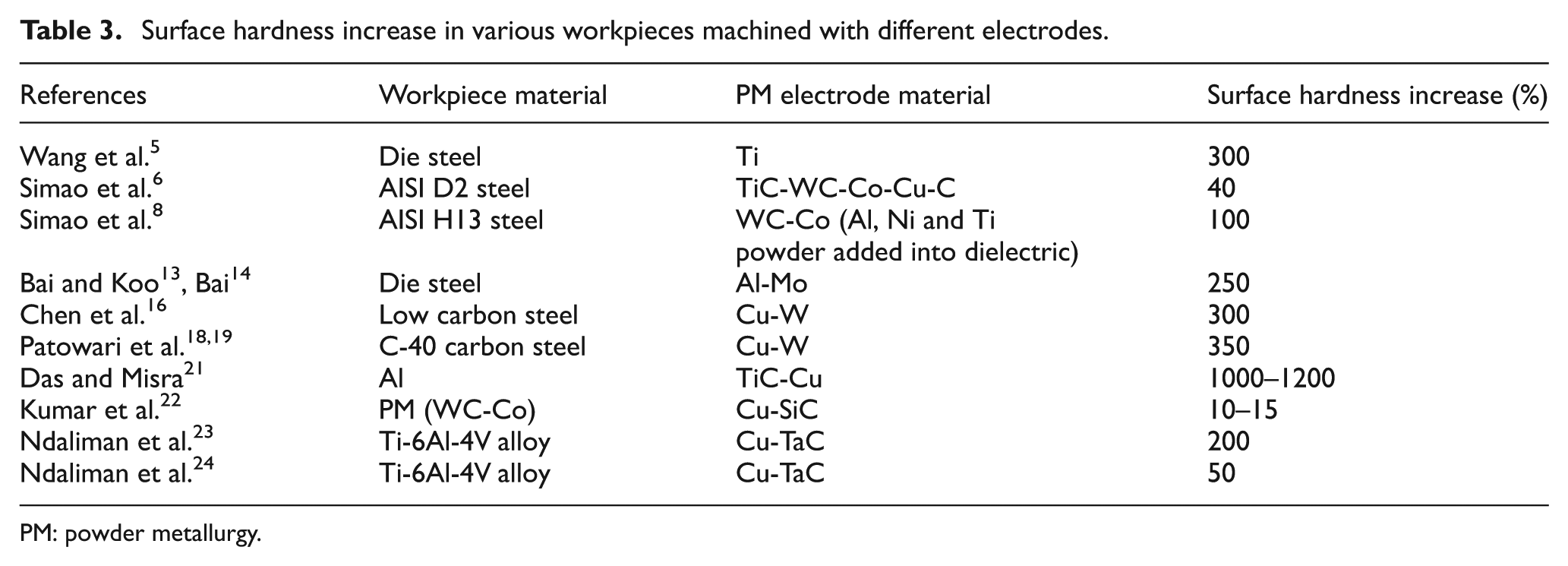
A comparison of the reported surface hardness increase for various types of machined workpieces in literature is given in Table 3. In our study, the workpiece’s initial (before machined) hardness value was 225 ± 11 HV1. Compared to the initial surface hardness, the surface hardness when machined with copper electrodes (E/Cu and PM/Cu) was 200%−250% higher. With B4C added copper electrodes (PM/(Cu-B4C)), it was 400%−430% higher. Therefore, the hardness increase achieved in this study was significantly higher than the other studies reported in which steel and other types of workpiece materials were used, with an exception of Das and Misra’s 21 study in which Al workpiece was used.
Surface hardness increase in various workpieces machined with different electrodes.
PM: powder metallurgy.
Comparison of workpiece surface abrasive wear
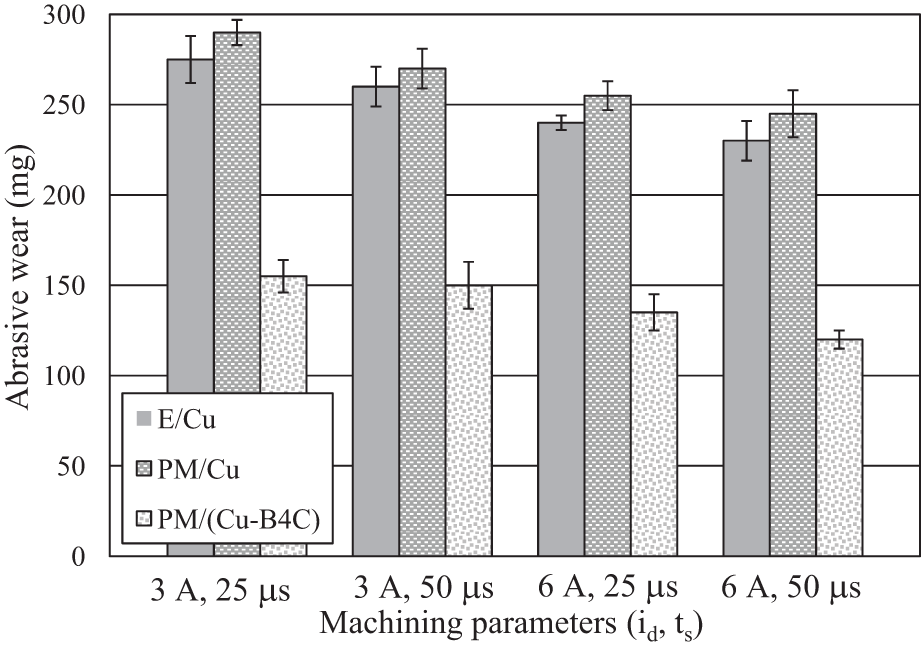
The abrasive wear of workpiece surfaces machined by the copper electrodes was about 1.6–2 times higher than that of B4C added copper electrodes (PM/(Cu-B4C)) for the used machining settings (Figure 15). Also, when the ts and id values were doubled, the wear slightly decreased. The low wear (or high wear resistance) of surfaces machined with PM/(Cu-B4C) electrode was attributed to the presence of hard intermetallics (FeB, Fe3C and B4C) on the surface. However, produced by PM/Cu and E/Cu electrodes, relatively softer machined surfaces lacking such intermetallics resulted in comparatively higher wear (lower wear resistance).
Variation of abrasive wear of workpiece surfaces with machining parameters and electrode types.
The lowest wear was detected for surfaces machined with PM/(Cu-B4C) electrode at the highest pulse energy setting (id = 6 A, ts = 50 µs). At this setting, the highest amount of electrode erosion (EWR) and the thickest zone (A+B) were realized.
The workpiece’s initial (before machined) abrasive wear was 490 ± 16 mg. Therefore, the abrasive wear resistances of workpieces machined with copper electrodes (E/Cu and PM/Cu) were almost doubled. However, the B4C added copper electrodes (PM/(Cu-B4C)) increased the abrasive wear resistance of the initial workpiece surface threefold to fourfold, depending on machining settings. The abrasive wear resistance of the machined surface with a PM electrode was only mentioned in Samuel and Philips’s 1 study, where a TiC layer formed on the steel workpiece, resulting in 3–7 times increase in abrasive wear resistance, was reported.
Relative importance of id and ts on machining performance outputs and workpiece surface characteristics
The relative importance of the machining parameters used in this study (id, ts) to the machining performance outputs and machined workpiece surface characteristics (MRR, EWR, Ra, HV1 and abrasive wear) was tested through the statistical analysis of variance (ANOVA) and F-test methods.30,31 The results of ANOVA and F-test for machining performance outputs and surface characteristics demonstrated low-level experimental errors (maximum of 4.4%) for all the conducted experiments. Table 4 gives the ANOVA results based on the % contributions of id and ts on machining performance outputs and surface characteristics for all electrode types. The conclusions drawn from ANOVA and F-test are as follows:
Results of ANOVA for the machining performance outputs and surface characteristics.
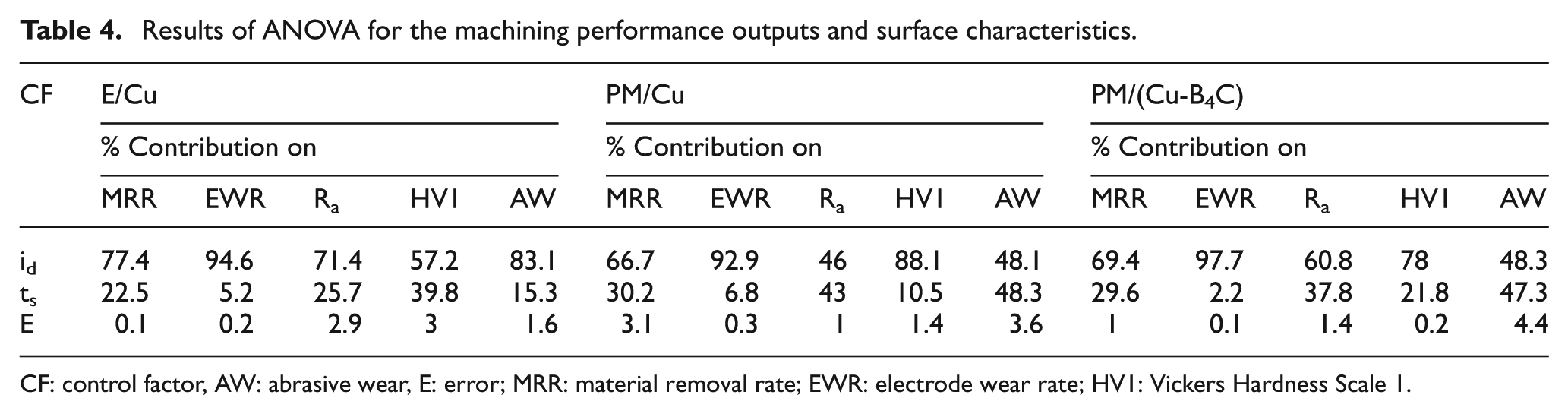
CF: control factor, AW: abrasive wear, E: error; MRR: material removal rate; EWR: electrode wear rate; HV1: Vickers Hardness Scale 1.
The MRR, EWR, Ra, HV1 and abrasive wear values for E/Cu electrodes were heavily affected (57.2%−94.6% contribution) by the variation of id settings;
The MRR, EWR and HV1 values for PM/Cu electrodes were heavily affected (66.7%−92.9% contribution) by the variation of id settings. The id and ts setting variations played an almost equal role on the Ra and abrasive wear variations;
The MRR, EWR, Ra and HV1 values for PM/(Cu-B4C) electrodes were heavily affected (60.8%−97.7% contribution) by the variation of id settings. The id and ts setting variations played an almost equal role on the abrasive wear variations.
ANOVA results exhibited that the id parameter had an utmost importance on the variation of machining performance outputs and surface characteristics, whereas the importance of ts was relatively low. The id and Vs (among id, ts, Pd, Vs and tm parameters) in Luis et al.’s 10 study and the id and ts (among id, ts, Pd and electrode rotation speed) in Kanagarajan et al.’s 32 study were found to be the most significant parameters affecting the MRR.
Conclusion
In this study, Cu-B4C composite electrodes containing the highest possible amount of B4C powder (20 wt%) were produced by the PM technique. These electrodes satisfied the green strength requirement for sintering and final strength and the electrical conductivity requirement for EDM. The proposed PM/(Cu-B4C) electrode was promising in forming hard intermetallic phases in the recast work surface layer to obtain extremely high hardness and abrasive wear resistance. For the used machining settings, the surface hardness and abrasive wear of workpieces machined withPM/(Cu-B4C) electrodes were 4–4.3 times higher and 65%−78% lower, respectively, than the initial workpiece values. The steel workpiece, machined with the PM/(Cu-B4C) electrode, was significantly higher than that of machined steel workpieces reported in the literature.
The key conclusions drawn from the experimental EDM performance output comparisons of the PM/(Cu-B4C) electrode with the E/Cu and PM/Cu electrodes are as follows:
For all three electrodes, increasing id and ts settings improved the MRR and Vickers micro hardness (HV1) and impaired the workpiece Ra.
The E/Cu electrodes featured the highest and the PM/(Cu-B4C) electrodes yielded the lowest MRR values. Furthermore, the high EWR experienced in using PM/(Cu-B4C) electrodes was regarded as an advantage in forming work surface layers enriched with hard intermetallic phases.
The finest Ra values (minimum 2.6 µm) were observed for work surfaces machined with E/Cu electrodes, while the highest values (maximum 5.3 µm) were experienced in use of PM/(Cu-B4C) electrodes.
The average thicknesses of the recast surface layers (zone A+B) machined with any type of electrode were enhanced from around 3 to 9 µm when increasing id and ts. The thicknesses of zone A+B have not changed significantly at the same machining settings for the different types of electrodes. The α-Fe, CuO and FeCu4 phases were detected on work surfaces machined with E/Cu and PM/Cu electrodes, whereas additional hard intermetallic phases such as B4C, FeB and Fe3C were detected on surface layers machined with PM/(Cu-B4C) electrodes. Such phase and chemical composition changes on the machined surfaces altered hardness of the starting substrate material. Around 2–2.5 and 4–4.3 times hardness increases were detected on the starting materials machined with copper electrodes (E/Cu and PM/Cu) and Cu-B4C composite electrodes, respectively. Similarly, there was a net increase in the workpiece abrasive wear resistance as a result of the machining; however, the abrasive wear resistance of surfaces machined by PM/(Cu-B4C) electrode was about 1.5–2 times higher than that of copper electrodes mainly due to the presence of hard intermetallics formed during EDM;
Based on the ANOVA and F-test, id was determined to be a highly effective parameter on the variations of performance outputs (MRR, EWR, Ra, HV1 and abrasive wear), whereas ts was determined to be much less effective for all three types of electrodes tested.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.