
Abstract
This article presents a multi-objective formulation of a tolerance allocation model for interchangeable assembly of pin and hole to complement the need of small-scale industries where there exists two categories of machines, one for pin production and other for hole production. The two objectives considered in this article are minimum total cost of assembly and minimum clearance variation. The problem is formally defined as the determination of optimal Pareto set of tolerances for pin and hole for minimum total cost and minimum clearance variation of a hole and pin assembly, given the design clearance, the process capability of the machines defined with their standard deviations and the mean diameter of either pin or hole. An iterative search algorithm is proposed to explore the entire decision space and evaluate and obtain the Pareto optimal front. This article also presents how the optimal Pareto front of the model can be utilized by the manufacturer to set the optimal tolerances according to demands of the customers. Besides, the effect of process capabilities of pin and hole manufacturing machines on the optimality is discussed to understand their criticality in decision-making.
Keywords
Introduction
Assembly is a process of joining a number of components to make an integrated and complete product in which relative motion is observed. The function of an assembly is to transform one kind of motion into another kind of required motion of its interconnected parts. The relative motion between a shaft and a hole is either longitudinal or circumferential, or a combination of both. The sliding motion is purely longitudinal if the cross section is non-circular. The sliding motion is both circumferential and longitudinal if the cross section of the part is circular. Machine elements, namely, a piston in a cylinder, a shaft in a bearing, a pin of a fixture, an axle in housing, a cylindrical pin used to connect the piston and connecting rod, and a spindle of a lathe are a few examples for assemblies with circular cross section and is referred generally as pin–hole assembly. The relative motion of a pin–hole assembly is influenced by the degree of tightness between the parts. For example, in a radial ball bearing, the shaft fits into the inner race maintaining an interference fit. The type of fit maintained in an impeller shaft and sleeve of an oil pump is preferably clearance fit. In a pin–hole assembly, various fits, namely, running fit, location fit, force and shrink fit or an interference fit are obtained by appropriate selection of the hole size that correlates with diameter of the pin. The clearance or interference is important as it decides the two important quality attributes, namely, the performance and the life of the assembled product. In practice, the selection of hole size for a given pin diameter is achieved either by interchangeable assembly process or selective assembly process.
In an assembly, the clearance or interference depends solely on the manufacturing tolerances of the hole and the pin. Tolerance is an allowable deviation from a specified value, reasonably non-harmful to the functioning of a product over its life cycle. 1 Tolerance allocation is an approach that judiciously distributes the assembly tolerance among the individual component dimensions considering the functionality requirements. 2 According to Chase et al., 3 the assembly tolerance is known from design requirements, and the tolerance is distributed or allocated among the components in some rational way. But it affects the fit and function of the final product. For instance, high tolerances lead to poor performance and dissatisfaction among customers. In short, tolerance affects every aspect of the product life cycle. 4 As tolerance has enormous impact on quality and cost, it is important to design the tolerance so as to achieve high quality at low cost. The successful operation and performance of the mating parts of an assembly depend upon the tolerance allocation on individual components. Tolerance allocation is an important step in the initial period of product development that directly affects the total cost and quality level of the product. Thus, the functional performance and the manufacturing cost of an assembled product are directly influenced by the individual component tolerance. 5 The product component tolerances must be set to assure that the resulting assembly meets the design specification. When the tolerances of the mating parts are closer to match design (nominal) value, the clearance (or interference) variation is minimal and the motion is transmitted effectively. This leads to improved performance of the assembly and increased life of the assembly. These improvements in the attributes improve the overall quality of the product. Tolerance allocation is one of the main considerations for deciding the quality. In order to achieve the desired level of quality as defined by clearance variation, it becomes essential either to select a high-precision process, where manufacturing cost is high or to fix the limits narrowly in the low-precision processes that would lead to more number of rejections. Hence, tolerance allocation influences the total cost of an assembly which mainly includes the manufacturing cost, rejection cost and quality loss cost (QLC). On the above considerations, the tolerance allocation approaches are attempted focusing on manufacturing and quality costs.
Methods focusing on manufacturing provide a means to select suitable manufacturing processes or machines based on the process capabilities. Literature shows a number of articles that discuss the selection of a suitable manufacturing process which yields optimal tolerance with minimum total cost. Chase et al.
3
allocated the tolerance to components of a mechanical assembly considering different processes to minimize total cost. Different cost models are discussed, namely, linear, reciprocal and reciprocal square. Dong et al.
6
discussed the need for using the various types of cost-tolerance models and introduced the new production cost – tolerance models for tolerance synthesis, such as hybrid model and polynomial model. They demonstrated the curve fitting technique for the existing cost-tolerance model as well as the new production cost-tolerance model. They considered a design of rotor assembly. Singh et al.
7
dealt with tolerance synthesis problem with alternative manufacturing processes. They considered alternative machining processes to get minimum manufacturing cost under setup reduction constraints. They allocated the optimal tolerance for piston and cylinder assembly. Kopurdekar and Anand
8
briefly discussed various tolerance allocation methods such as simple division, proportional scaling and tolerance allocation using optimization techniques and the limitations of commonly used assembly model including the statistical model. They demonstrated the tolerance allocation to a three component assembly with three available machines. Singh et al.
9
proposed the manufacturing design tolerance with availability of alternative machines. They considered the machine selection as a discrete variable and tolerance as a continuous variable. Few researchers have used rejection cost in place of manufacturing cost. Rejection cost is the cost incurred due to the fraction of the number of components that get rejected, as they do not fall within the design tolerance limit. The fraction of rejection is determined by considering the statistical normal distribution of component dimension and using the
Methods focusing on quality mostly use quality loss function defined by Taguchi, the cost associated with the deviation of a dimension from its target. The method emphasizes the loss incurred due to deviation of dimension from its target, although the parts lie within the limits. Huang and Shiau 11 obtained the optimal tolerance allocation for a sliding vane compressor. Asymmetric quadratic quality loss model is used to calculate quality loss caused by the deviation and the mean shift distributions. Such methods are based on the overall ‘cost incurred by the society’ rather than solely on the cost incurred by manufacturer. Asha et al. 12 discussed QLC and loss per assembly; Kannan et al. 13 discussed a total cost which includes a fixed cost and a variable cost per assembly. However, tolerance allocation with quality cost alone is rarely addressed.
Methods focusing simultaneously on manufacturing and quality have been gaining importance in the recent years. Evans 10 is one of the earliest works which discussed the tolerance allocation considering the rejection rate and its salvage (cost) value. He emphasized the advantage of using statistical approach to assigning component tolerances over the worst case approach. He used the normal distribution to represent the rejection rate. He showed graphically the decreasing trend of raw cost with increasing standard deviation. He demonstrated the presence of a minimum real cost for an optimal tolerance limit, which includes the raw cost and salvage. Wei 14 developed a model to combine manufacturing cost and scrap cost. To find scrap cost, he used normal distribution and compared his model with traditional model. He took quality loss as the manufacturing cost times the scrap rate. Weiss 15 gave a detailed account of various scientific methods for allocating manufacturing tolerances. He discussed some of the basic methods such as worst case method, proportional scaling method and constant precision scaling method. Also, he discussed the statistical method and optimization tools to allocate the manufacturing tolerances to individual parts of an assembly. He showed graphically that the scraping cost drastically increases with decreasing tolerance, which adds to manufacturing cost. He also discussed the use of QLC. Ye and Salustri 16 developed a new method called as simultaneous tolerance synthesis method. Design function is considered as one-dimensional in their method. The products are normally distributed within six sigma limit. Their objective is to reduce the total cost of the product, which is the summation of manufacturing cost and QLC. As manufacturing cost decreases with increasing tolerance, QLC increases with increasing tolerance. They obtained a minimum total cost and increased service life of the product. Design tolerance and process tolerance were taken as the two variables. Here, manufacturing cost is a function of process tolerance and quality loss is a function of design tolerance. Tolerance allocation is considered by taking into account both process and machining allowance. They compared the new method with Zhang’s method, wherein the manufacturing cost is low, but QLC is high. Singh et al. 17 developed a new methodology to allocate the tolerance with stock removal allowance. They allocated the tolerance based on the assembly dimension. As there are different processes for a single product, they determined the better process. Their aim is to minimize the manufacturing cost and QLC. They have taken the quality loss as a quadratic function. Sivakumar et al. 18 considered the following objective functions for optimization, namely, tolerance stack up, total manufacturing cost and QLC for clutch assembly and knuckle joint with three arms.
Ruiz and Forero 19 described multi-objective optimization problem with the following two concurrent objective functions: loss of quality and manufacturing cost. The concurrent engineering approach seeks a balanced single set of tolerances for the two functions by simultaneous analysis of the effect of tolerances in both design and manufacturing. Andolfatto et al. 20 described the method to select the appropriate assembly technique based on quality and cost. They proposed and solved a multi-objective optimization problem to minimize cost and maximize quality.
Quite a few literatures included a variety of parameters that are indirectly related to the assembly besides manufacturing and QLCs. Jeang 21 developed a tolerance allocation model with the total cost expressed as the summation of setup cost, inventory cost, QLC and tolerance (i.e. manufacturing) cost. Moroni et al. 22 proposed an approach for inspection cost evaluation assuming process capabilities and costs are known. The inspection cost will be influenced by the inspection system and tolerance value. They considered measurement cost and inspection error cost to find the inspection cost.
There are methods which ignore both the manufacturing cost and QLC but consider other parameters such as process capability. Kumar et al. 23 discussed the use of asymmetric quality loss function approach with a rotor key assembly as an example. Jeang 24 developed a new method to find the best process means and process tolerance. He considered the quality loss due to the differences those exist between process mean and design target. They considered process deterioration to find optimal tolerance. Swift et al. 25 developed a new methodology to allocate the tolerance considering manufacturing risk and assembly risk. In their model, the tolerance allocation is based on the process selection and process capability index for centred distribution and shifted distribution. They aimed at achieving low standard deviation for the largest possible component tolerances. They did not consider manufacturing cost and QLC. Terry 2 described the method of allocating the tolerance based on process capability. However, a wide literature is found on selective assembly which is the most preferable method for high-precision assemblies, wherein the optimization is used to obtain the minimum clearance variation coupled with minimum number of classes.
Krogstie et al. 26 designed and conducted survey to map the organizational perception on its tolerance engineering (TE) practice. The results demonstrate that employees recognize the importance of TE in order to develop products with appropriate limits on specification. Hernandez and Tutsch 27 proposed a statistical dynamic specifications method for allocating tolerances. Observation points are introduced in the middle of assembly line to retrieve measured value of first component to make corrections in the parameters to obtain better tolerances of remaining component.
The salient points observed with various tolerance allocation models of interchangeable assembly are as follows:
The major concern in the literature on tolerance allocation is the determination of optimal tolerance that minimizes the cost;
Manufacturing cost has been primarily considered as the tolerance cost. The concern for tolerance allocation decisions in earlier days is based on this tolerance cost. In this approach, tolerance cost for various processes is arrived using tolerance cost versus tolerance data. Tolerance is used to select appropriate manufacturing processes or machines from alternative processes;
Later on, the focus has shifted towards the simultaneous consideration of manufacturing and quality in which Taguchi’s quality loss function is used extensively to assess the quality cost; this method gives importance for minimizing variation in quality (i.e. fit), in which total cost function involving manufacturing and QLCs is primarily adopted to fix processes and their tolerance bands;
Rejection cost has not been given due consideration, and it was neglected on the assumption that the tolerance limits of the matching parts are fixed at
It is validated that the influence of inspection and other costs is marginal in tolerance allocation decisions in interchangeable assembly; however, they are identified as significant in selective assembly;
The other quality aspect in assembly ‘clearance variation’ has been given little consideration in interchangeable assembly;
Most of the works attempted to integrate quality and manufacturing cost. In these works, a combined total cost function is used for the evaluation and fixing the tolerance.
The review on interchangeable assembly reveals that the rejection cost is ignored and is not included with other tolerance costs such as manufacturing cost, quality cost and inspection cost. Also, consideration for variation in quality due to rejection cost is ignored. This necessitates a general tolerance allocation model connecting cost and quality to assist the manufacturer for fixing the manufacturing tolerances accordingly to varying needs of customers. Besides, tolerance allocation is a key decision in small-scale industries that operate with few manufacturing facilities and need to meet different customer tolerance specifications. Considering the above two points, this article presents a multi-objective formulation of a tolerance allocation model for interchangeable assembly of pin and hole to complement the need of small-scale industries where there exists two categories of machines, one for pin production and other for hole production. The two objectives considered in this article are minimum total cost of assembly and minimum clearance variation. The first objective of minimization of per unit cost of assembly takes care of rejection cost, QLC and inspection cost in addition to the cost of manufacturing. As the manufacturing scenario considered here is fixed manufacturing facility, the cost of manufacturing becomes constant. Besides, the environment warrants cent percent inspection, and hence, the first objective is formulated with rejection and quality costs. The second objective is minimization of clearance variation. The attribute that indicates the variation in quality of assembly is written as a function of maximum variation of clearance from the design fit. The constraints that govern the solution are the
Model formulation
The problem under consideration is a manufacturing tolerance allocation for an interchangeable assembly of pin–hole system to the given mean diameter of the pin or hole and the design specification fit

The tolerance model considers a manufacturing environment of small-scale industries where there is a need to fix tolerances in accordance with the process capabilities of their available manufacturing facilities. The model takes into account the quality loss, rejection, inspection and manufacturing costs as the parameters influencing the tolerance allocation decisions. This section delineates the mathematical formulation of the problem describing its environment, objectives and constraints.
Manufacturing environment
This research work considers a manufacturing environment in which production facility possess the following features: the production of both pin and hole follows normal distribution defined with their mean




Cost elements of a pin–hole assembly
QLC
The design of any class of fit (clearance fit has a positive clearance and interference fit has a negative clearance) should meet the required performance (reliability) for the desired life and this is often referred as design clearance. However, maintaining the clearance or interference exactly to the design value of mating parts is highly difficult to be achieved or costly due to manufacturing constraints. The actual value of the fit (C) depends on the manufacturing processes and the resultant dimensions of the pin and hole. Hence, the variation of C from

where
With respect to the pin–hole assembly, QLC for the pin–hole assembly can be expressed as the function of actual clearance C and design clearance

However, the pins and holes are manufactured in bulk and accepted within certain specific tolerance limits in interchangeable assembly. Under this circumstance, the value of C is not a constant and varies from pair to pair. Here, C can be assumed as an average value

where
The

The proportionality constant K depends on the factors influencing performance, and it can be defined as a ratio of cost of assembly (A) and maximum permissible clearance variation



Manufacturing cost
The manufacturing cost of assembly is the total cost of manufacturing the components of the assembly. It is the summation of manufacturing cost of the hole

Cost of rejections
Whatever be the production method, the dimension/size of the manufactured component follows normal distribution with the mean ‘μ’ and standard deviation ‘σ’. When the components are accepted in
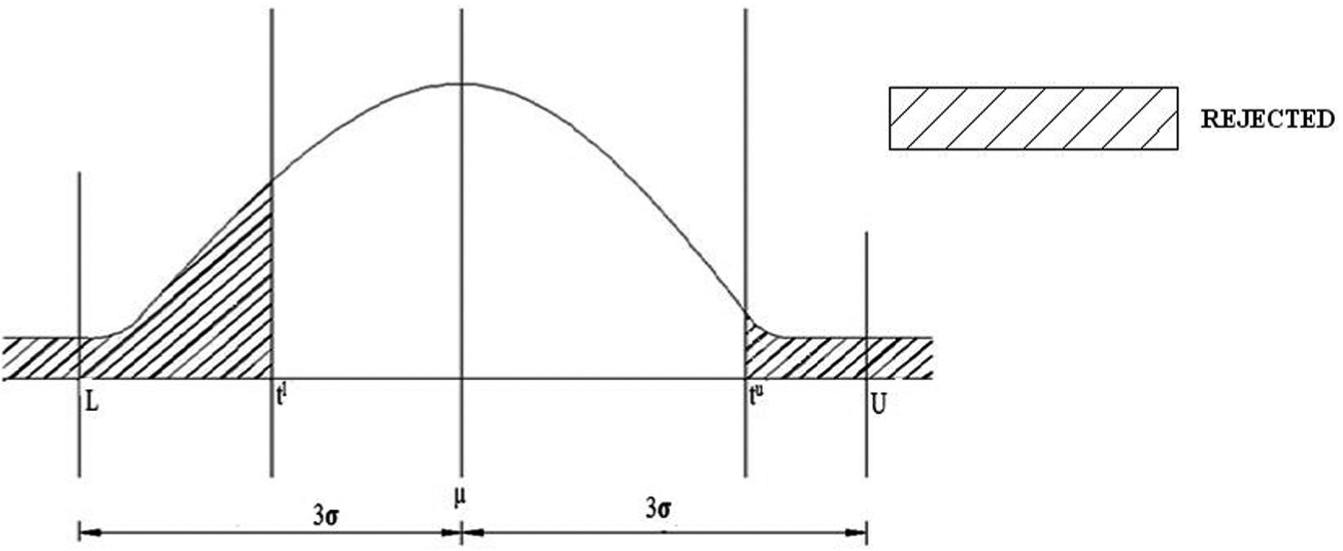
The rejection percentage – limit on tolerances within
The general expression for the percentage of rejection (%R) of components that are manufactured in the process that follow normal distribution is given in equation (12)
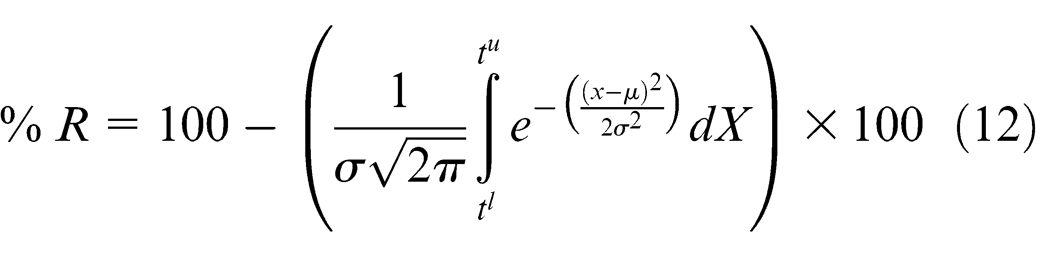
where X is the dimensional value in the range of
The integral in equation (12) is calculated numerically using trapezoidal method by dividing the range
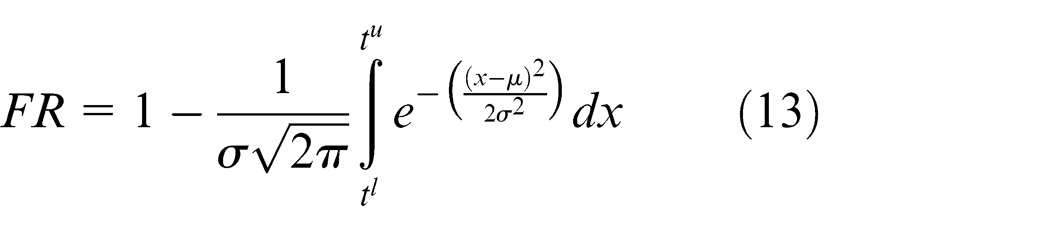
For the pin-hole assembly under consideration, the fractional defectives of pin
where
The cost of the rejection is calculated by multiplying the fraction of rejection with the cost of production. Equations (16) and (17) provide the costs due to the rejection of pin and hole.
Rejection cost of the pins
Rejection cost of the holes
The cost rejection for an assembly is the summation of the rejection cost of the hole and rejection cost of the pin, which is expressed in equation (18)
Rejection cost of an assembly

Cost of inspection
The cost of eliminating the rejections depends on type of inspection, that is, 100% inspection or sampling inspection. Sampling inspection of components may lead to some of the assemblies that deviate from the limits. On the other hand, cent percent inspection can assure cent percent fit assembly. The problem under consideration does not permit more than the limit given for the application as the quality loss would be very high above that limit. Hence, cent percent inspection with gauges is considered here. Let per unit cost of inspection for pin and hole be

Total cost of a pin–hole assembly
Equation (20) expresses the total cost (TC) function for the cost-tolerance model, which is the summation of quality loss, manufacturing, rejection and inspection costs

Clearance variation in a pin–hole assembly
The clearance variation

Problem definition
The problem is formally defined as the determination of Pareto solution set of tolerances for pin
Mathematical model
As the model considers predetermined manufacturing processes and cent percent gauging method of inspection, their cost elements do not influence optimal tolerance decisions, and hence, the total cost minimization objective defined in equation (20) can be reduced by neglecting manufacturing and inspection cost elements. Under this line of reasoning, equation (22) becomes the first objective function of this model. The second objective function is same as given in equation (21) and is stated here as a minimization criterion as equation (23). Equation (24) represents that the lower dimensional limit of the pin is always above the minimum size of the pin at
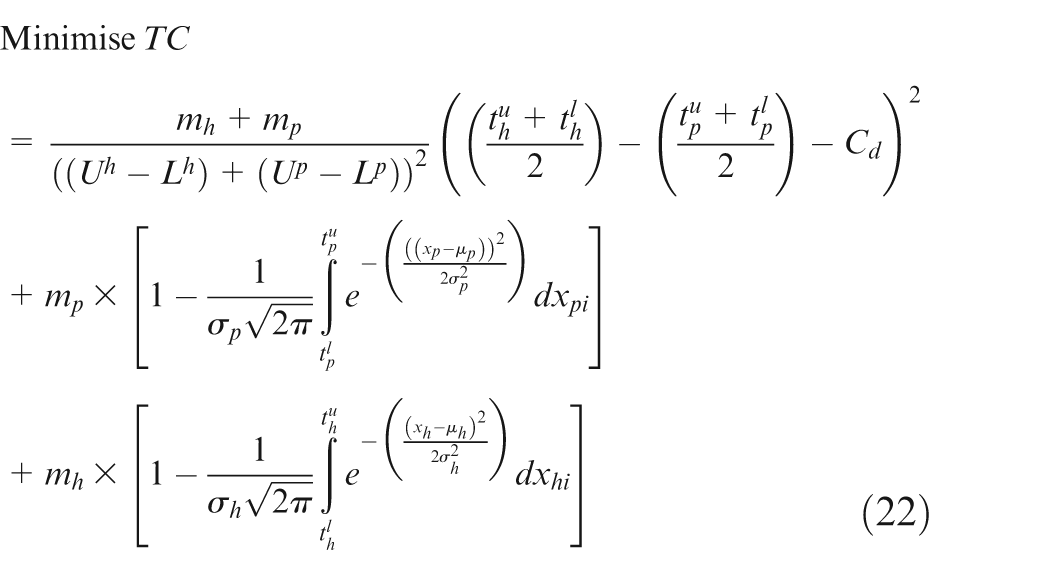

Subjected to the manufacturing constraints






Solution methodology
The tolerance allocation model under study belongs to constrained non-linear multi-objective problem involving integrals in its objective functions. The decision variables are continuous in its solution space constrained with upper and lower limits. Ryu et al. 29 proposed a method for approximating the Pareto front of a multi-objective simulation optimization problem. In their article, the weight on each single objective function is determined by accessing newly introduced points at the current iteration and the non-dominated points so far. Legriel et al. 30 proposed a general methodology for approximating the Pareto front of multi-criteria optimization problems. This article presents an ISA to explore the entire decision space. The decision variables are defined in this space using the specified levels of precision (Δx and Δy). The decision space is then transferred to the objective space so as to evaluate and obtain the Pareto optimal front. This method, although time consuming, is capable of capturing Pareto front with reasonable accuracy. Figure 2 outlines the procedural steps of the proposed ISA in the form of pseudo code. This section delineates, with a numerical illustration, the different modules of ISA, namely, data input module, initial size allocation module, evaluation module, design space exploration module and Pareto front determination module.

ISA pseudo code.
Data input module
The data that govern the problem given in Table 1 are the input to the ISA and used for illustration.
Sample input data.

INR: Indian Rupee.
Initial size allocation module
The total cost of the assembly TC defined in equation (22) and its corresponding objective function




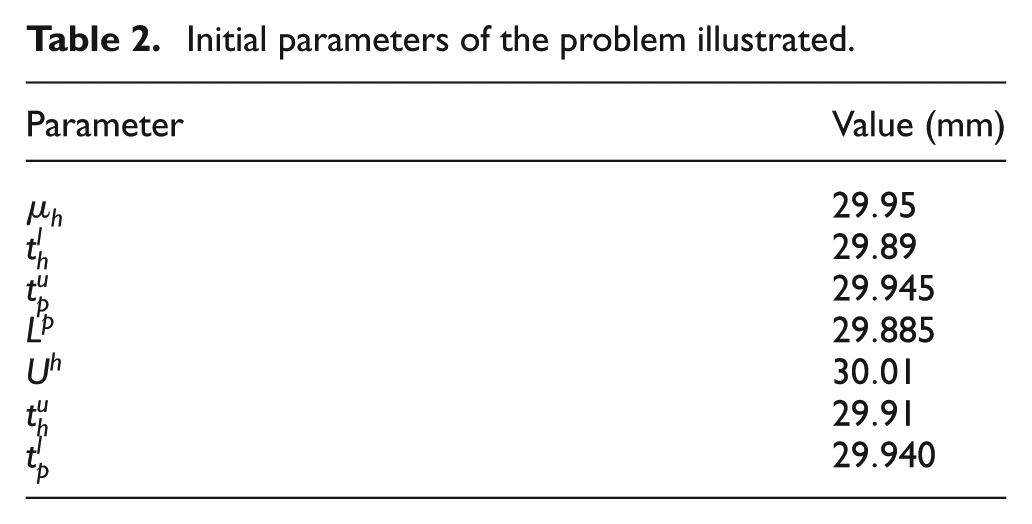
The corresponding values for the illustrative example are shown in Table 2.
Initial parameters of the problem illustrated.
Iterative search and evaluation module
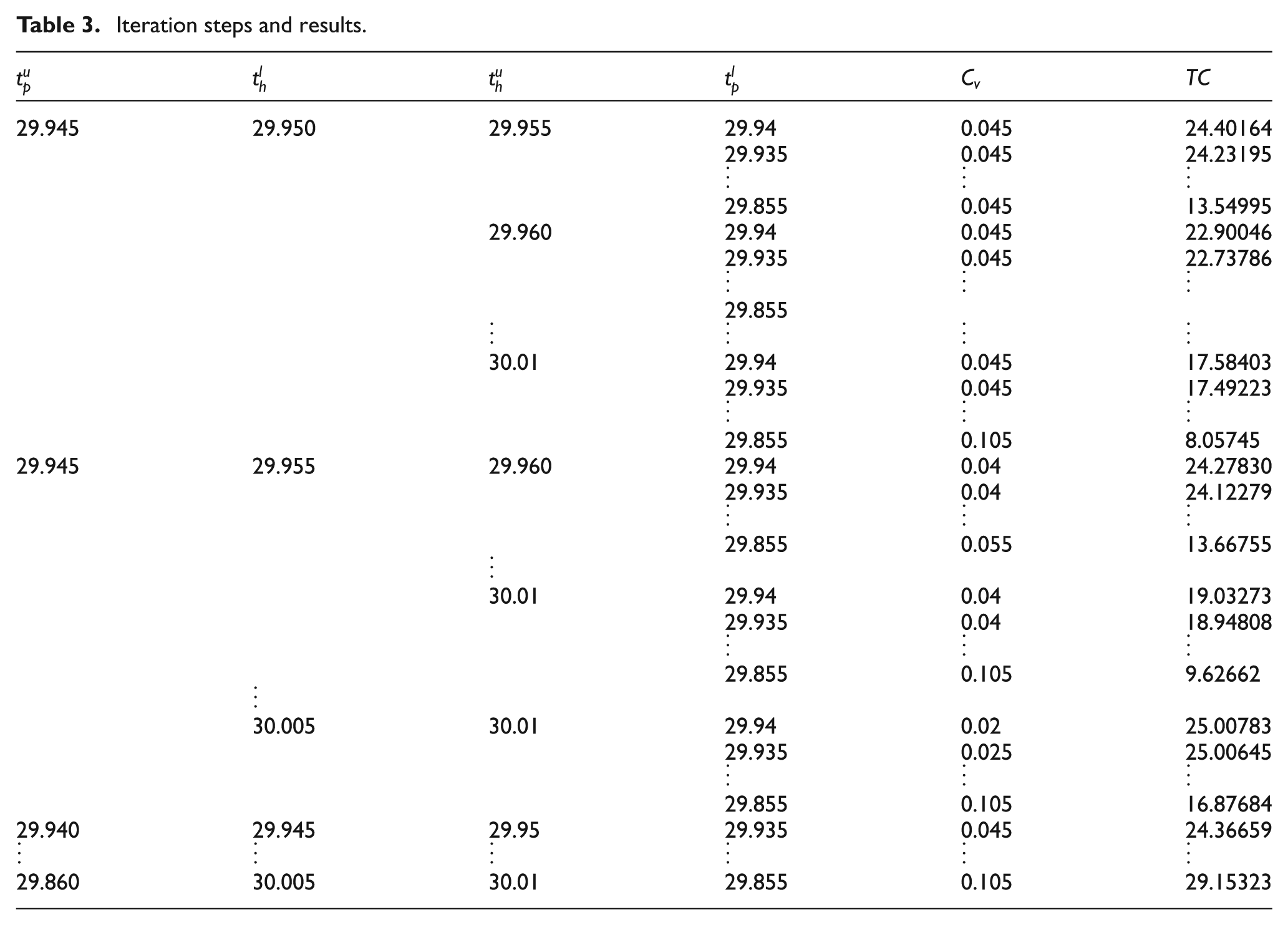
The entire design space is explored by incrementing the hole dimension and decrementing the pin dimension. The pin dimension is decremented by ‘Δy’ which is the precision level of the pin manufacturing machine. The hole dimension is decremented by ‘Δx’ which is the precision level of the hole manufacturing machine. The manufacturing constraints are ensured through equations (24)–(29). This module calculates the total cost TC (using equation (22)) and clearance variation
Iteration steps and results.
Pareto front determination module
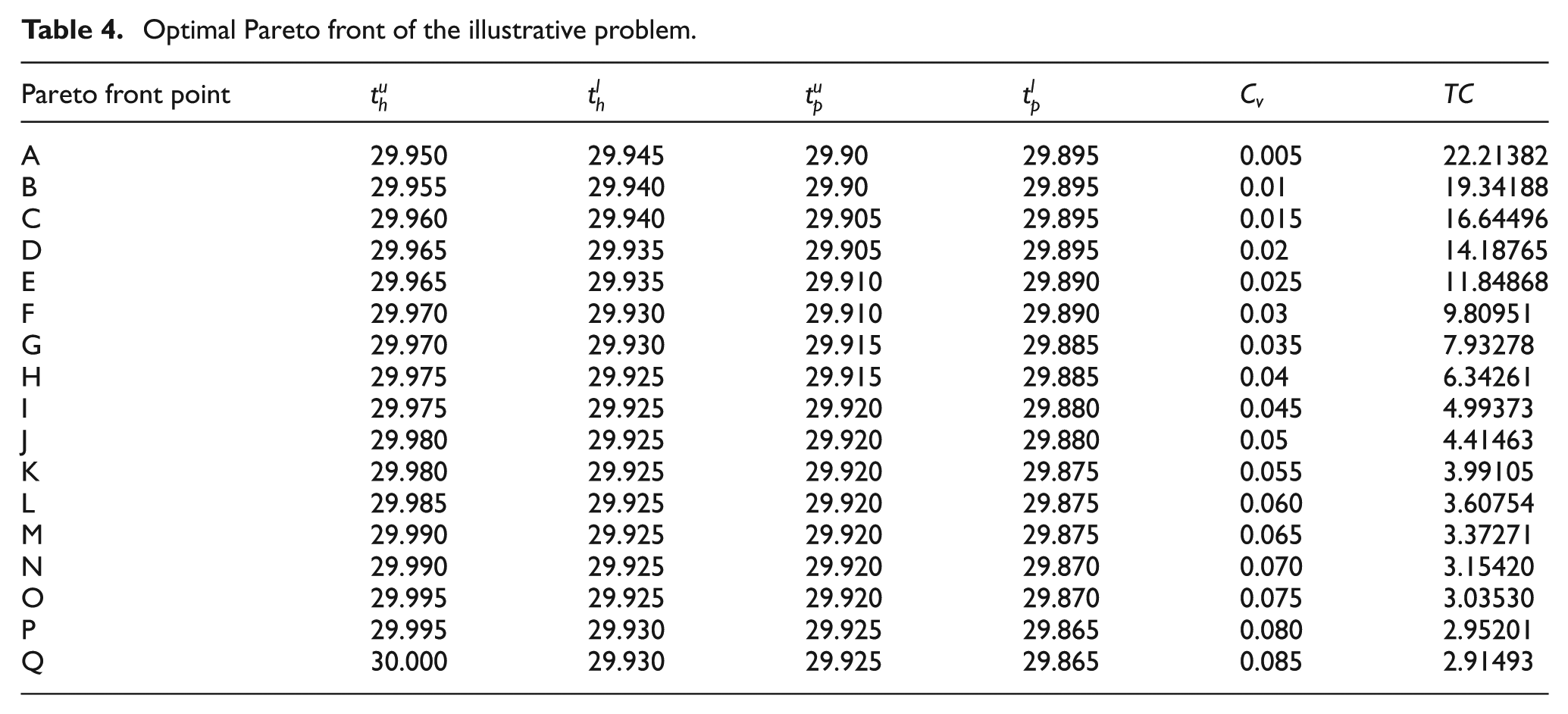
The obtained
Optimal Pareto front of the illustrative problem.
Model utility
Customer’s preferences on the objectives vary depending upon their capabilities and requirements. The manufacturer is bound to find manufacturing solution according to the needs of the customer. This section presents how the optimal Pareto front of the model can be used by the manufacturer to determine the optimal tolerances to the following demands of the customers: (1) minimum clearance variation with cost constraint, (2) minimum cost with limitation on clearance variation and (3) restriction on both cost and clearance variation. Figure 3 demonstrates all the above cases using the optimal Pareto front of the example problem discussed in the ‘Solution methodology’ section. Tolerances corresponding to point D is the choice of the manufacturer when he is constrained to produce under the TC of INR15 (shown as line 11), the cost evaluated to satisfy the demand of customer cost. Under this cost restriction, the manufacturer can commit clearance variation to the extent of 0.02. Whereas tolerances corresponding to point N is the solution for the customer who imposes higher limit on
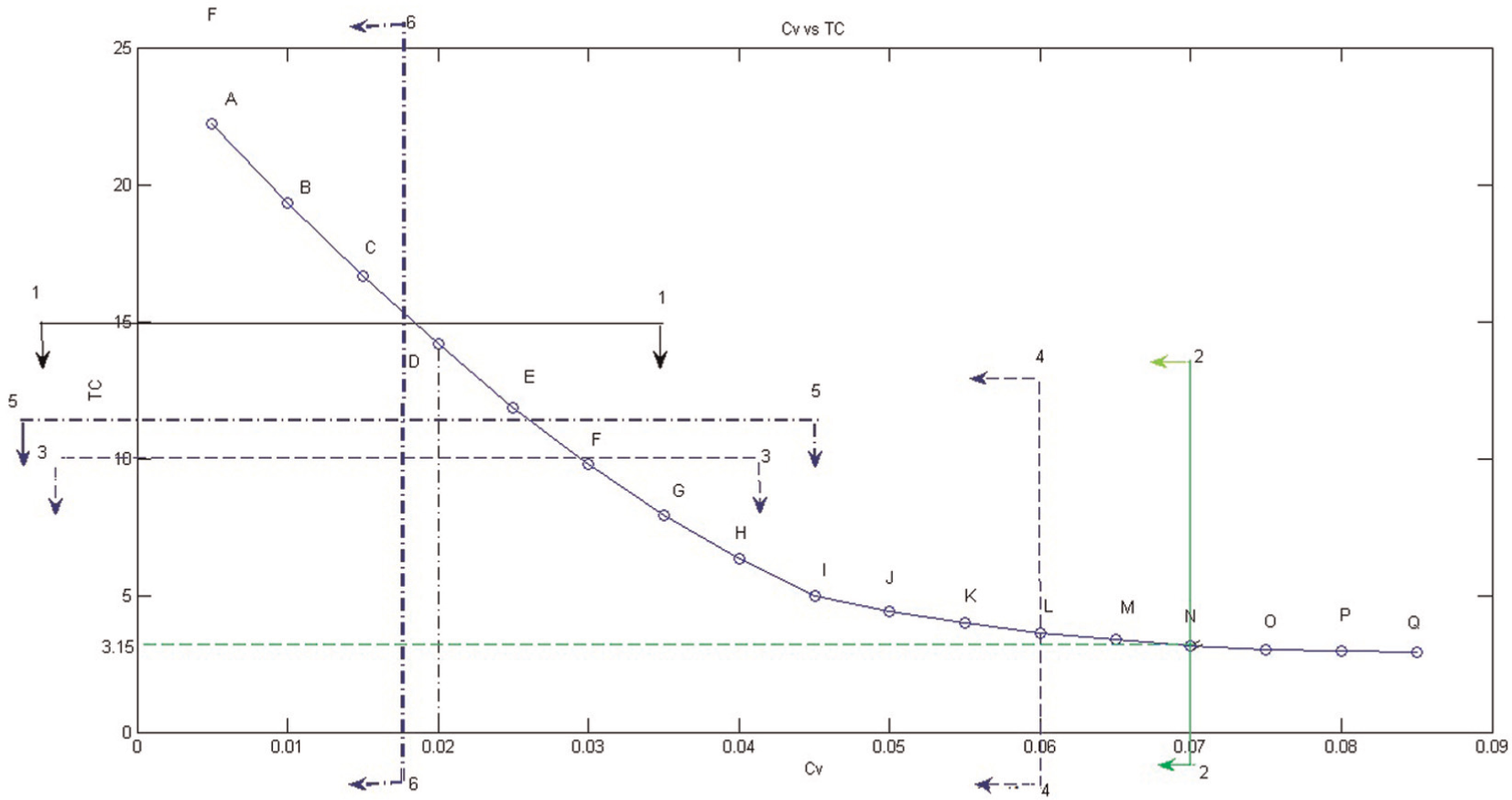
Pareto front and model utility demonstration.
Model sensitivity studies
The model developed and illustrated is confined to a specific manufacturing scenario defined with capabilities of the processes (
Effects of process capability
The effects of process capability of manufacturing facility (pin and hole) are discussed in this section. Figure 4 shows the Pareto front obtained by varying
Number of Pareto solutions increases with increase in
Difference in TC is marginal at lower values of
As
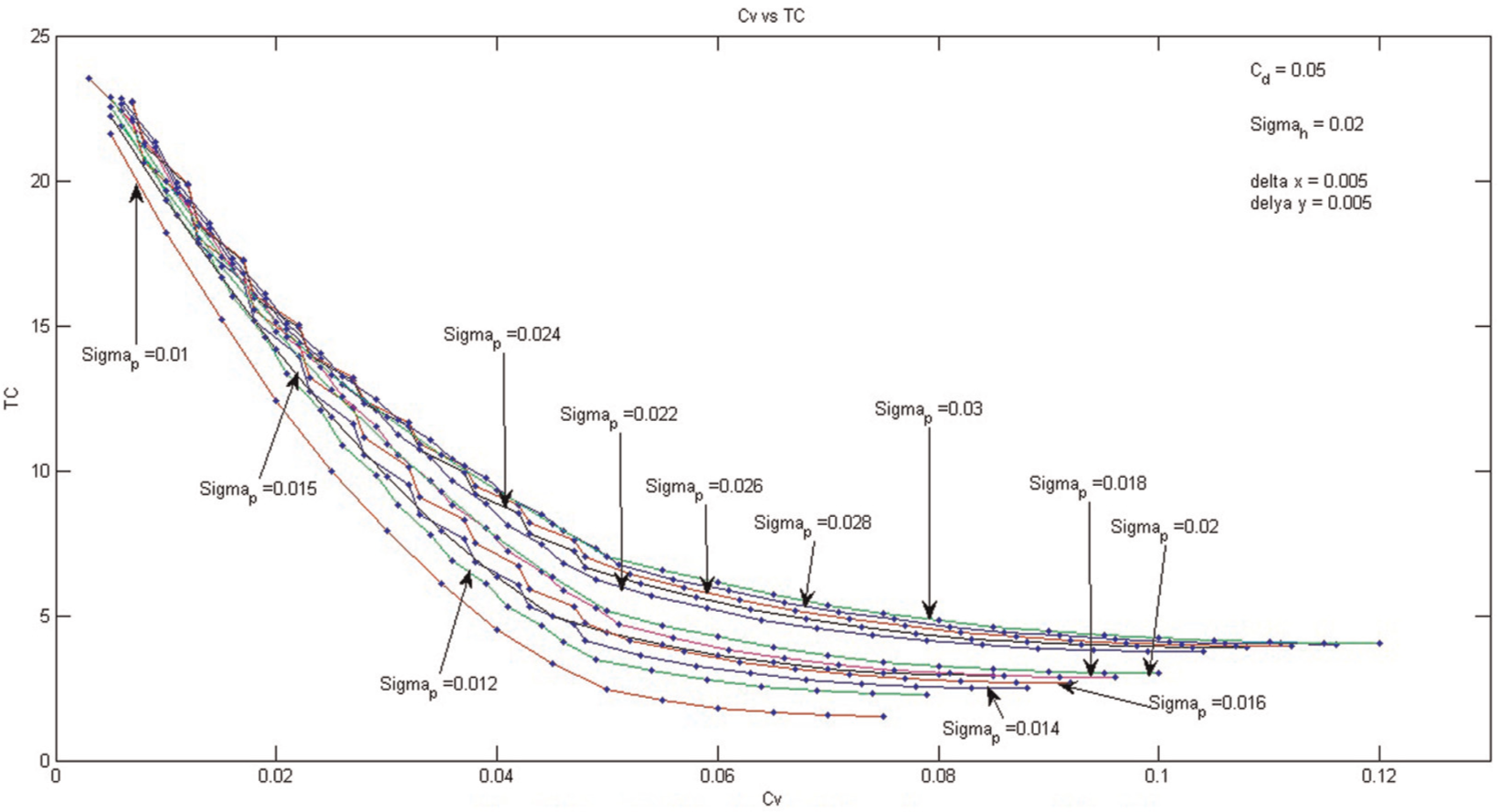
Pareto front plot of
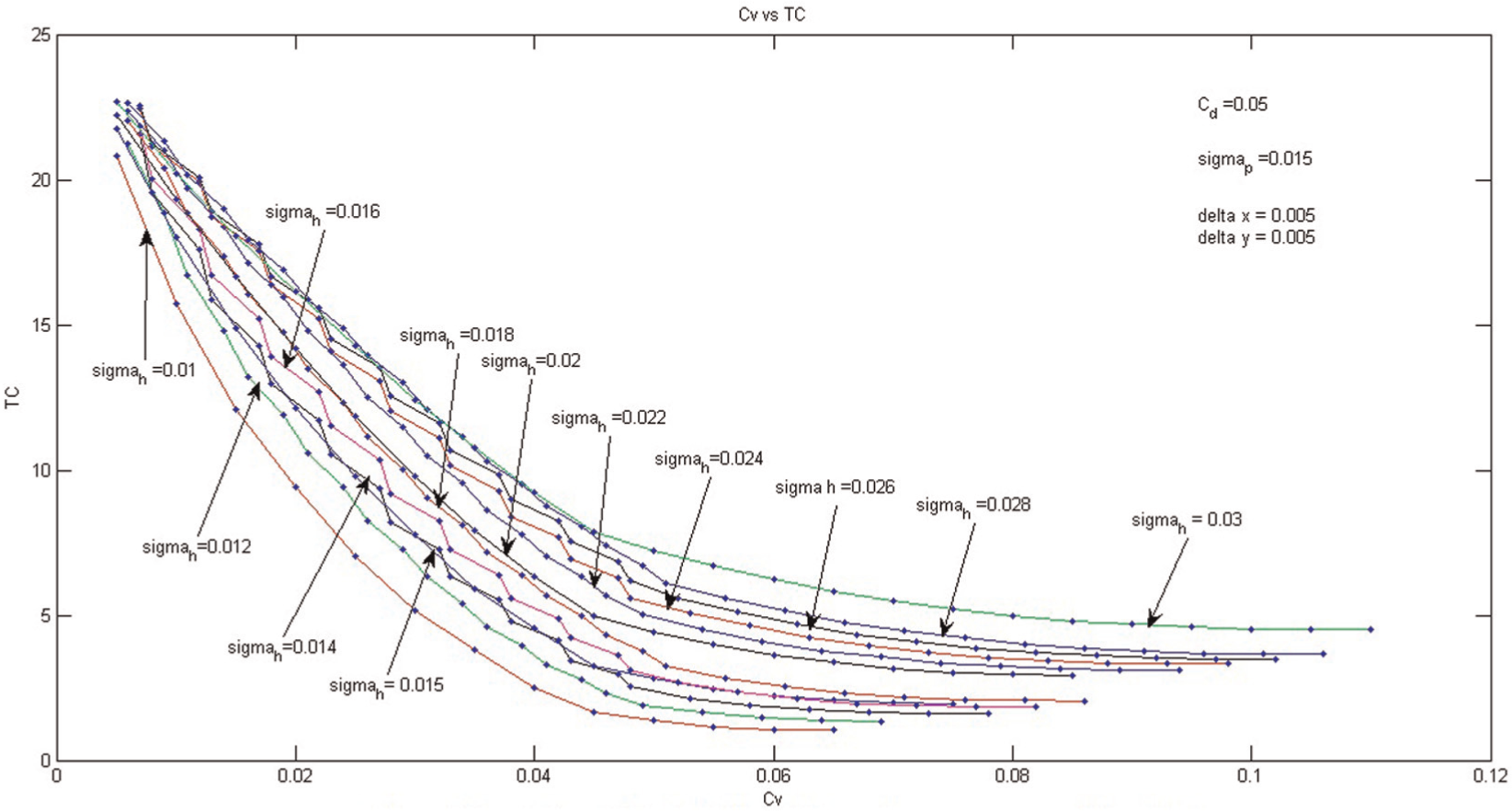
Pareto front plot of
Effects of precision level
The machining accuracy plays slender role in allocating tolerance of the pin and hole. The effect is studied by varying uniformly Δx and Δy in the range from 0.004 to 0.02 while keeping other parameters same as that used in illustration. Figure 6 shows the Pareto front obtained for different precision level. It is observed from Figure 6 that higher the precision level, smaller the number of Pareto solution, and there is no much significant variation in their Pareto front.
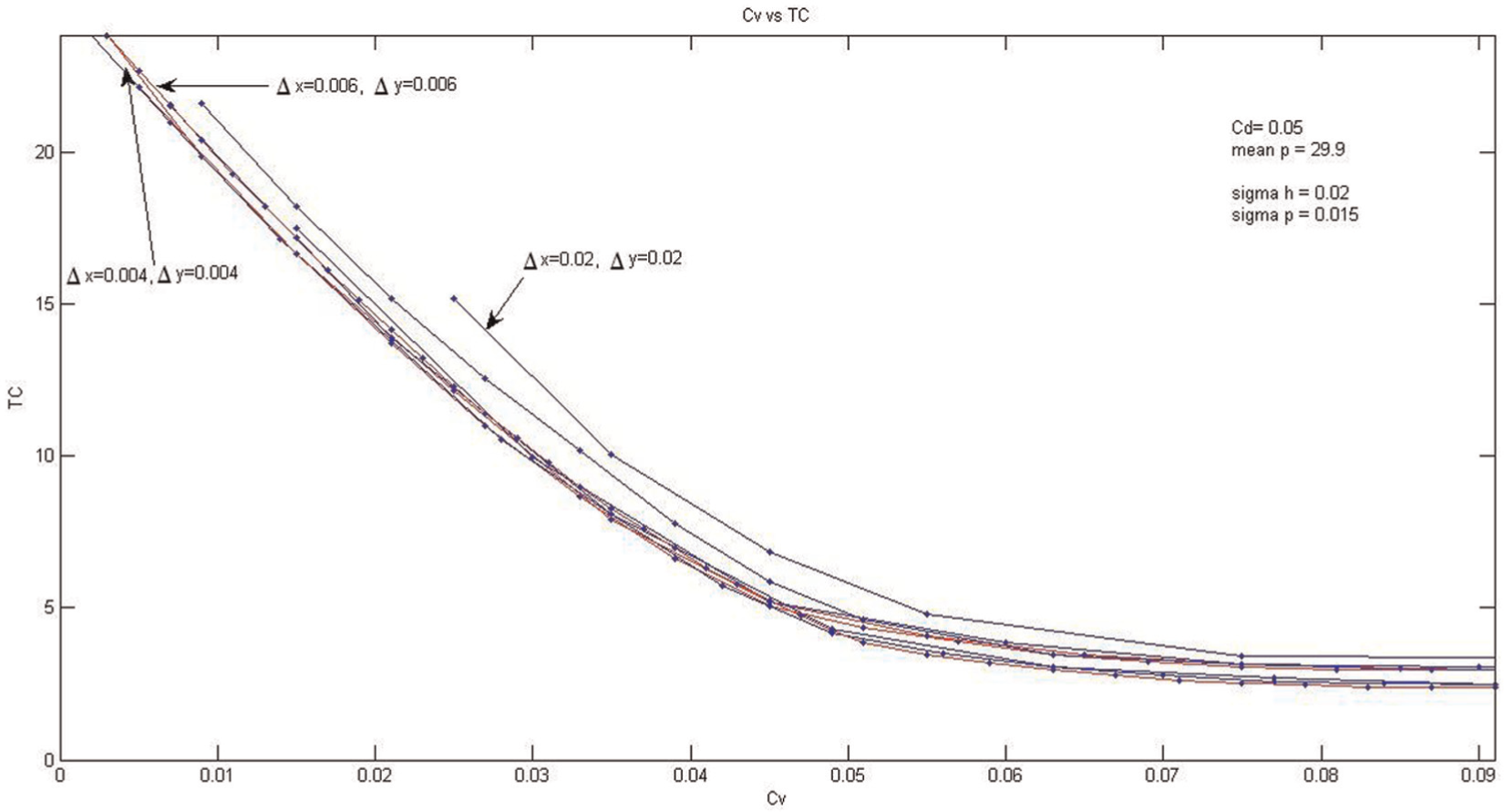
Plot of
Conclusion
In this article, a bi-objective (‘minimum cost and minimum clearance variation’) manufacturing tolerance allocation model for an interchangeable assembly of pin and hole is formulated to complement the need of small-scale industries where there exists two categories of machines, one for pin production and other for hole production. An ISA is proposed to obtain a Pareto optimal tolerance set for the objectives of non-dominated minimum cost and minimum clearance variation, and illustrated with a sample data set. The usefulness of the Pareto front in manufacturing tolerance allocation decisions is demonstrated with different customer requirement scenarios that reveal its application domain. Besides, the Pareto front may assist the customer to know the clearance variation that is possible to get for the cost he or she could invest. Besides, the discussions on the effect of process capabilities of pin and hole manufacturing machines on the optimality pave for understanding their criticality. However, the model is limited to a set of manufacturing facility, one for pin and one for hole, a typical case of small-scale industries. However, the model can be extended to medium-scale industries, where there will be variety of facilities (different capabilities, models, types) for both pin and hole. Under the diverse manufacturing scenario, the decision space would comprise the combination of manufacturing facilities and decisions for allocating the tolerance. The tolerance allocation is furthermore challenging, and hence, the intelligent search heuristics such as genetic algorithm, simulated annealing algorithm, bee colony algorithm, ant colony algorithm and particle swarm optimization may be considered as the solution methodology alternative to the ISA.
Footnotes
Appendix 1
Acknowledgements
The authors thank the managements of Thiagarajar College of Engineering, Madurai and SACS M.A.V.M.M Engineering College, Madurai for providing necessary facilities to carry out this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.