
Abstract
The material removal process of micro electrical discharge machining is based on the instantaneous ultra-high temperature generated by a series of repetitive discharge pulses. Due to the size effects, the polycrystal cannot be considered as continuous and homogeneous material when machining is in micron scale, and the effects of material microstructure should not be neglected. In this article, the thermoelectric characteristics of grain and grain boundary are discussed, and the influence of grain size on the machining performances in micro electrical discharge machining is researched. Two kinds of austenitic stainless steels (AISI 304) which are different in grain size are chosen as the workpieces in experiments. It is verified by both theory models and experimental results that the smaller the grain size, the higher the material removal rate, under the same discharge conditions. Both thermal conductivity and melting point of the grain boundary are lower than those of the grain because of the grain boundary segregation. The effective thermal conductivity and local effective melting point of polycrystalline materials vary with their grain sizes since the grain boundary volume fractions change. As a consequence, the material removal rate of micro electrical discharge machining has direct relationship with grain size of the workpiece.
Keywords
Introduction
Electrical discharge machining (EDM) is carried out by a series of repetitive discharge pulses produced between the tool electrode and the workpiece. 1 Owing to its unique noncontact machining characteristics, EDM has become one of the most popular micro machining techniques. More and more attention has been paid to micro EDM, especially in the industries of aerospace, die and mold making, automotive, medical and so on.2,3 Micro EDM is capable of machining not only micro holes and micro shafts smaller than 5 µm in diameter but also complex three-dimensional micro cavities.4–8
When the geometrical dimensions of the samples change (up- or down-scaling), unexpected results arise in the processing parameters or the processing or testing results, this phenomenon is described as size effects. 9 Owed to the size effects, factors used to be ignored in the conventional analysis must be considered when machining is under micro machining conditions. Experience gained from macro machining process is not suitable for micro machining. The discharge crater sizes of micro EDM are much smaller than grain size when machining is in the same scale of grain size. It is equivalent to remove material from the grain and grain boundary. As a consequence, workpiece cannot be regarded as continuous and homogeneous material, and the effect of material microstructure must be considered.
Many researchers have found that grain size of workpiece has significant influence on the performances of micro EDM. Lauwers et al. 10 found that because the grains are largely related to the microstructure and properties of workpiece material, a variation in grain size significantly influenced the EDM performances. Kawakami and Kunieda 11 found that the grain size of cemented tungsten carbide influenced the minimum machinable diameter of micro rod by micro EDM. Gadalla and Tsai 12 indicated that during the EDM of WC-Co, the cobalt phase melted first, and WC grains were dislodged by the shock wave appeared when the plasma collapsed. Li et al. 13 found that the machining performances of holes “within grain” and “on boundary” by micro EDM were different because the thermal properties of grain were different from those of the grain boundary. However, since the electrode diameter used was smaller than grain size, the fractions of grain boundary passed through by holes “on boundary” were rather low, and the holes “within grain” may also pass through grain boundary. Therefore, the difference between holes “within grain” and “on boundary” was insignificant. Although the effects of grain and grain boundary on the characteristics of micro EDM have been found, it has not been researched systematically. Therefore, it is necessary to deeply study the influences of the grain and grain boundary on the machining performances of micro EDM.
In this article, two kinds of austenitic stainless steel 304 (AISI 304) which were different in grain size were adopted as workpieces, on which micro holes were drilled under different machining conditions. The different physical characteristics of the grain and grain boundary and their influence on the material removal rate (MRR) were theoretically analyzed. The conclusions of theoretical analysis were in agreement with experimental results.
Heat conduction and thermal properties of two-phase material in micro EDM
In micro EDM, the material melts or vaporizes and is then removed by instantaneous high temperature produced by electrical discharge pulses. The heat conduction into the anode material lies in an unsteady state. The governing partial differential equation that determines temperature distribution is

where
By means of Laplace transformation and Hankel transformation, equation (1) can be solved as 14
where
Heat conduction in solid is thermal energy transfer caused by the kinetic motion and potential interaction of its internal microscopic particles. Thermal energy transfer is dependent on migration of free electrons and lattice vibration. The quantum of lattice vibration energy is known as phonon when lattice vibration is thought to be particle-like phenomenon. Phonon can considerably contribute to the thermal conductivity of alloy due to its electrical resistivity which is quite high compared with simple metal. 15
The expression of the thermal conductivity obtained by kinetic molecular theory is

where c is the phonon-specific heat per unit volume, v is the averaged phonon velocity and l represents the mean free paths (MFPs). Existence of grain boundary and dissolved impurities is the primary difference between polycrystalline and monocrystalline materials. In polycrystal, the finite size of grain would limit MFPs of phonon and thus limit its thermal conductivity. 16 It can be explained by the fact that the free paths of phonons distribute across a wide range of length scales although MFPs of phonon are much lower than the mean grain size.
In the standard Debye phonon model, thermal conductivity can be expressed as 17
where
Phonon scattering processes can be classified as grain boundaries scattering (
Scattering rate for grain boundaries

Scattering rate for point defect

Scattering rate for phonon–phonon

where d is the mean grain size, P is the fraction of phonons specularly reflected by the grain boundary and B and C are constant coefficients. When assumed that all the scattering processes are irrelevant to one another, then from the combined relaxation times, the following can be obtained

Since k, h, v, θ and P are constants, the simplified thermal conductivity equation can be obtained from equations (4)–(8)

where
Grain boundaries are interfaces between adjacent grains which are different in orientations. Due to the stochastic distribution of grain orientations, the atomic arrangements on grain boundaries are irregular (Figure 1), causing great lattice distortion. As a result, grain boundary of polycrystalline material is unique in structure and energy. 18 Compared with a single grain, grain boundary is a three-dimensional surface with a complex geometric shape. In the thermodynamic equilibrium state, solute atoms gather in the grain boundary, and the solute concentration at the grain boundary would be 10–1000 times higher than the average solute concentration of polycrystal; this phenomenon is known as equilibrium segregation. 19 The concentration of impurities leads to a lower thermal conductivity of the grain boundary than that of grain. As a result, the effective thermal conductivity of polycrystalline material would depend on the volume fraction of grain boundary.
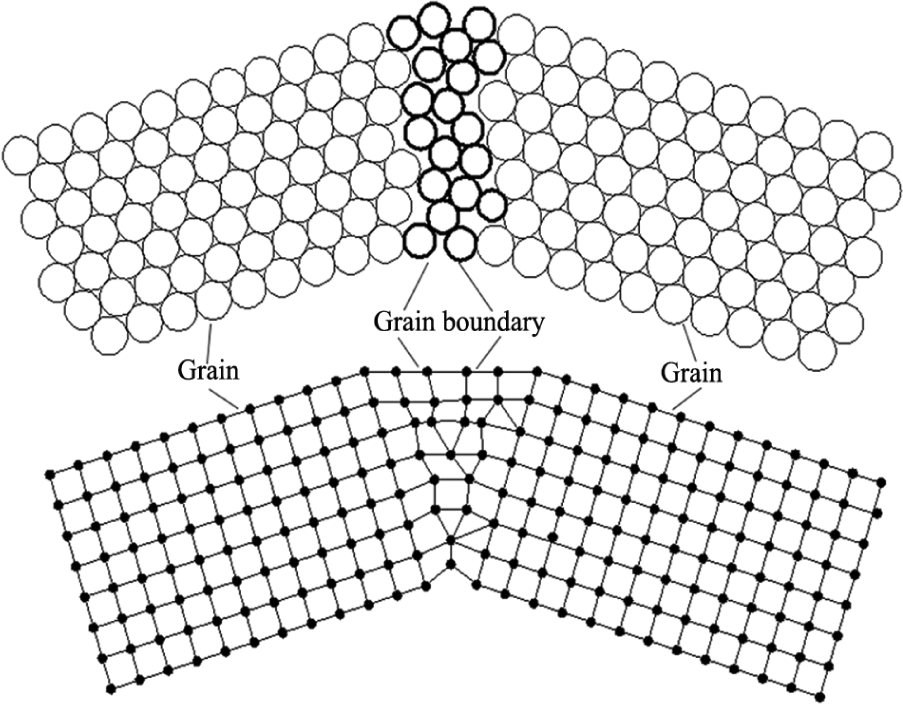
Transitional structure model of grain boundary.
When the grain and grain boundary are regarded as dispersed phase and continuous phase of polycrystalline material, the minimum and maximum effective thermal conductivity can be obtained by series and parallel models, respectively 20


where
If continuous conduction pathways could not be formed in the dispersed phase of material, effective thermal conductivity can be obtained from the two forms of the Maxwell–Eucken model 21
When the thermal conductivity of continuous phase is higher than that of dispersed phase, there is

When the thermal conductivity of continuous phase is lower than that of dispersed phase, there is
The effective thermal conductivity of randomly distributed two-phase heterogeneous material can be represented by Effective Medium Theory (EMT) 22

It can be simplified into equation (15) for
From equations (10) to (15), it can be found that the effective thermal conductivity of material depends on the volume fractions of the grain boundary and grain when the thermal conductivity of grain boundary is different from that of grain. Figure 2 shows the plots of schematic representations of relative effective thermal conductivity (ke/k1) for equations (10)–(13) and (15) for two-phase material (k1/k2 = 20). It is shown that the increment of volume fractions of the grain boundary will lead to a decrement of the effective thermal conductivity predicted by each model. Therefore, the smaller the grain size, the larger the volume fraction of the grain boundary, and the effective thermal conductivity of material would be lower. Thus, the heat generated by discharge pulse would be difficult to transfer to deeper section, and less heat is lost into the space. As a consequence, higher energy efficiency results in that the workpiece material would be easier to be removed by micro EDM.
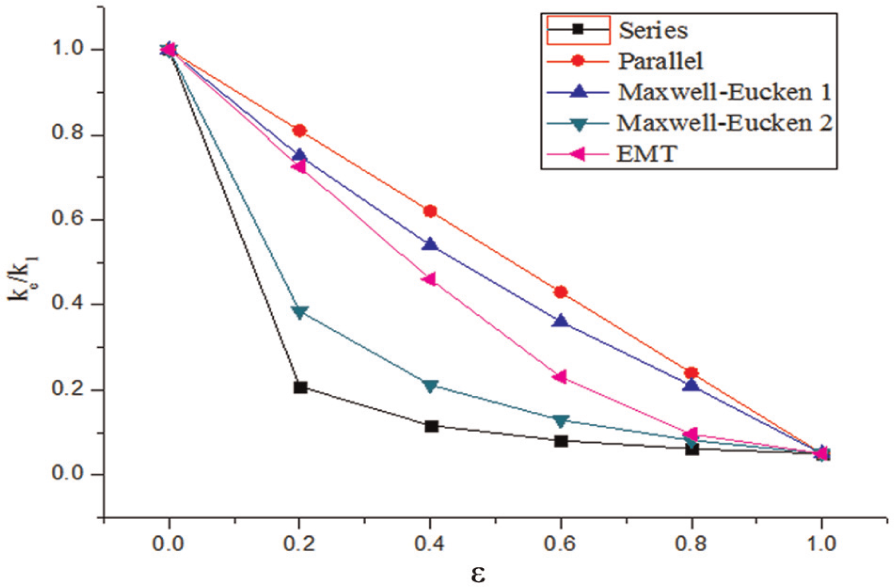
Plot of relative effective thermal conductivity with volume fraction of grain boundary by each model.
Moreover, the melting point of grain boundary is lower than that of grain because the concentration of solute atoms resulted from grain boundary segregation. 23 The higher the solute concentration, the lower the melting point of grain boundary. Therefore, the grain boundary melts prior to the grain during the process of discharge, and the unmelted grain may be ejected from the workpiece by discharge force. Consequently, the thermal conductivity and melting point of grain boundary are lower than those of grain because when the concentration of solute atoms is high, different grain boundary volume fractions would result in different effective thermal conductivities and local effective melting points of polycrystalline material. As a result, the larger the grain size, the lower the grain boundary volume fraction, which would lead to a lower MRR of micro EDM.
Experimental investigation
Experimental equipment
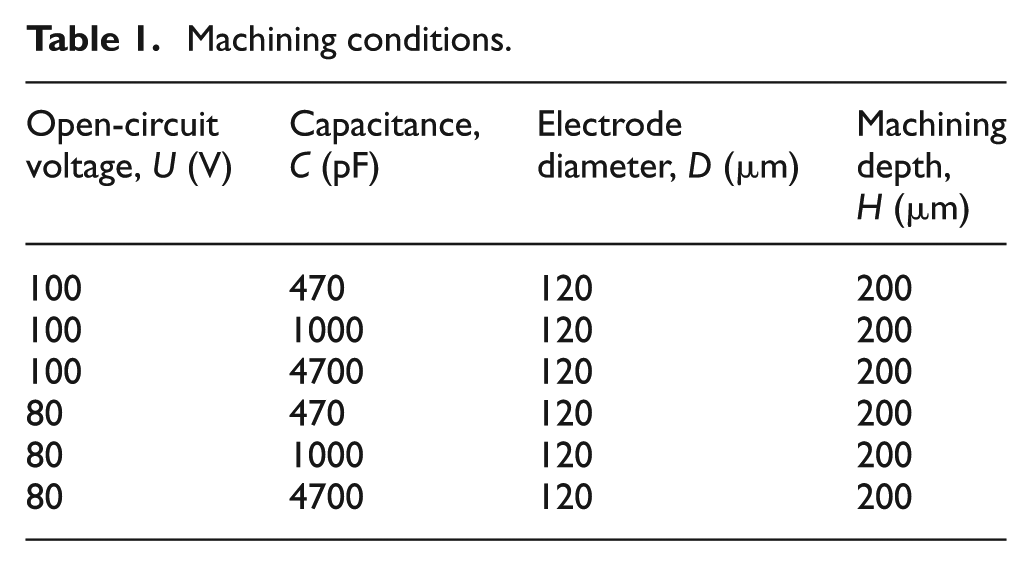
Experiments were carried out by the micro EDM system as shown in Figures 3 and 4. The servo feed system adopted precision direct current (DC) servo motor made by FAULHABER Corp., which was controlled by a controller (C863) with a resolution of 0.2 µm. Resistance capacitance (RC) circuit and DC power supply were adopted to adjust discharge energy. Tungsten rod was used as the tool electrode, and it was fastened to a high-speed spindle. The polarity of the tool electrode was negative, while the workpiece electrode was positive. In order to decrease the effect of parasitic capacitance, worktable was made of marble. Machining was conducted in dielectric oil. To obtain a stable machining process, spindle was rotated to facilitate the EDM debris removal from the gap. The other main machining conditions are shown in Table 1.
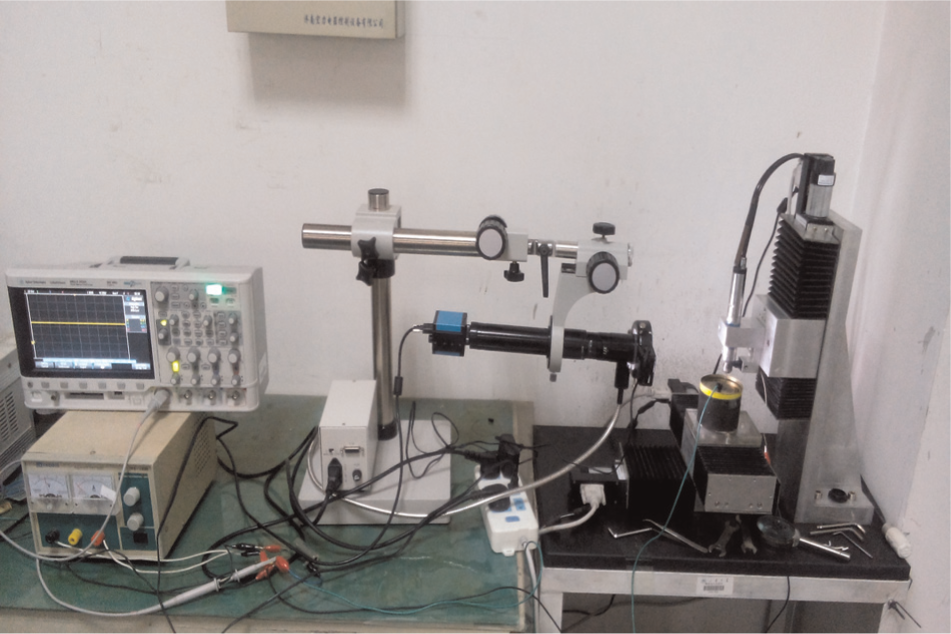
Photograph of micro EDM system.
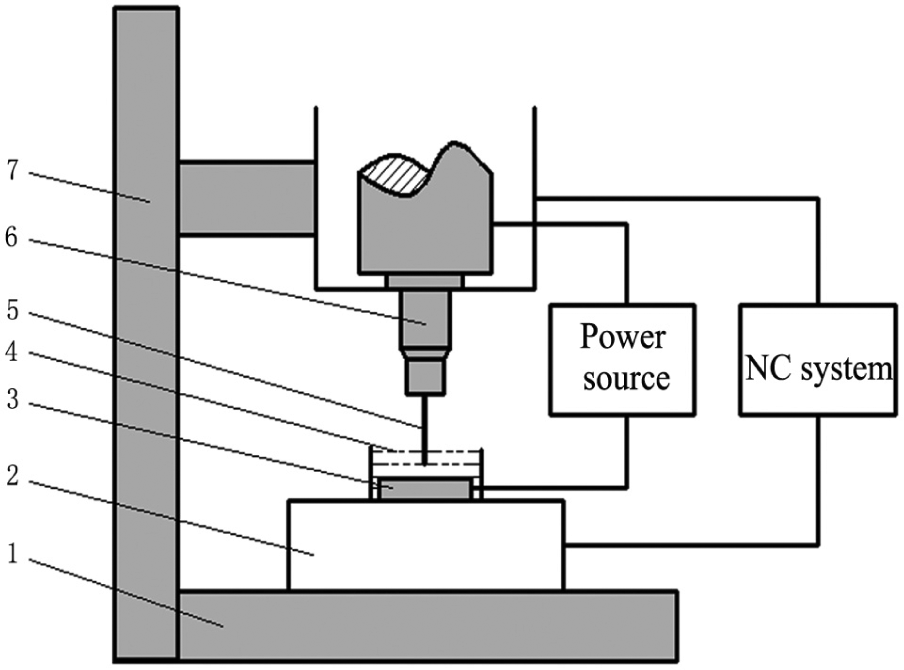
Schematic diagram of micro EDM system.
Machining conditions.
Preparation of workpiece materials
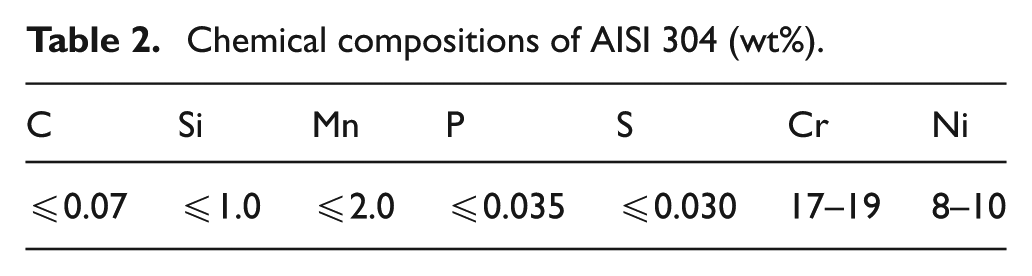
Two pieces of 304 austenitic stainless steels (AISI 304) with a thickness of 0.5 mm were adopted as workpieces, one of which was heated up to 1120 K and then cooled using the stove to enlarge its grain size, while the other one without heat treatment. The chemical compositions of AISI 304 are shown in Table 2. Before experiment, the samples were polished and etched using reagent (CuSO4:HCl:H2O = 2 g:10 mL:10 mL) for 30–60 s. Then, grain structures can be observed clearly by metallographic microscope (Figures 5 and 6). From Figures 5 and 6, it can be seen that the grains of AISI 304 with heat treatment were much larger than those of AISI 304 without heat treatment. The grain size was measured by the linear intercept method. The mean grain sizes of AISI 304 with and without heat treatment were 68.8 and 33.3 µm, respectively.
Chemical compositions of AISI 304 (wt%).
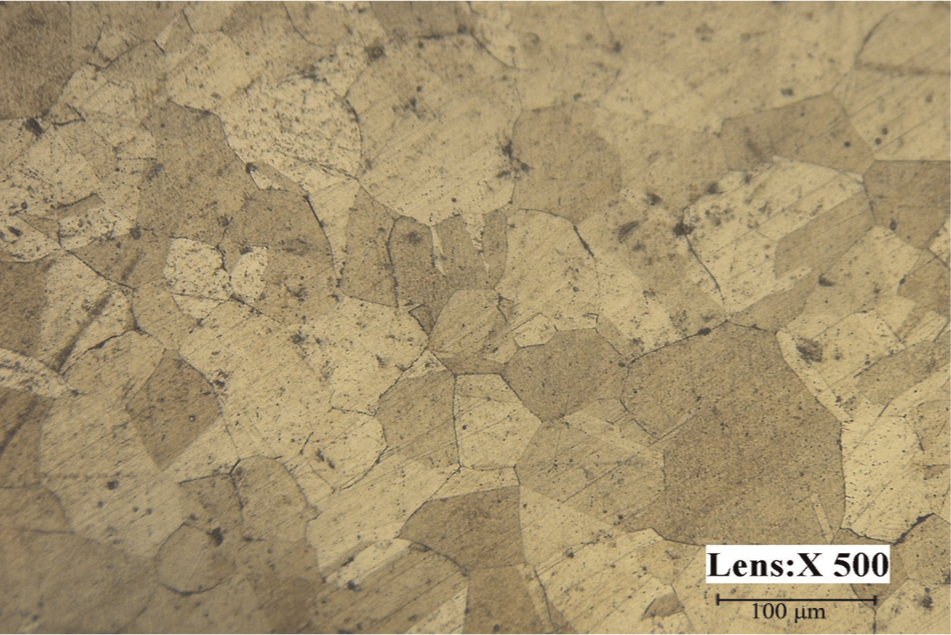
Grain structure of sample (with heat treatment).
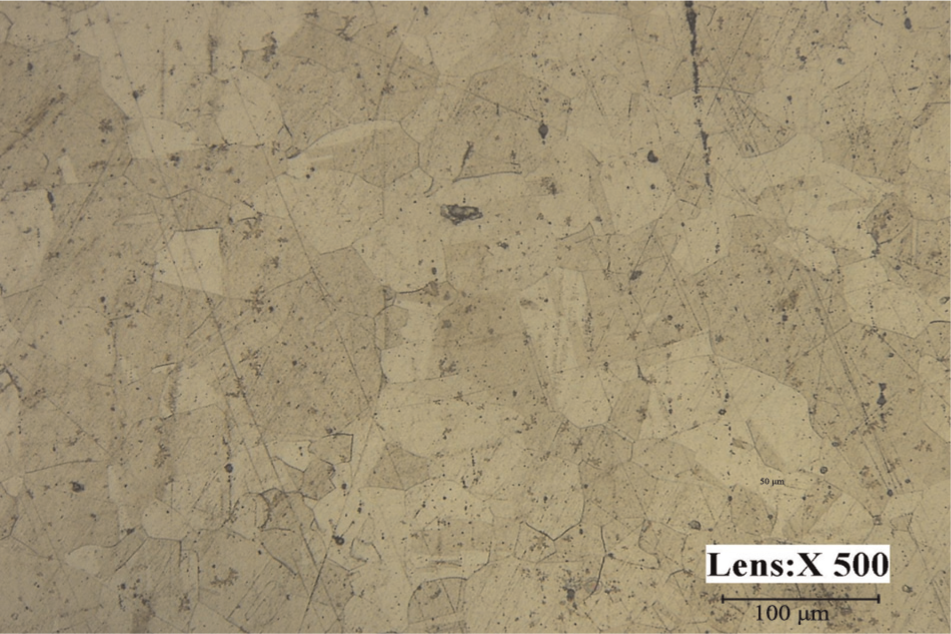
Grain structure of sample (without heat treatment).
Table 3 shows the differences of the measured thermal conductivity and electrical conductivity between AISI 304 with and without heat treatment. It can be seen that the thermal conductivity of AISI 304 with heat treatment is higher than that of AISI 304 without heat treatment, which is consistent with the theory result. However, the volume fraction of grain boundary is still much less compared with that of grain even if the grain size increases twice. Therefore, the thermal conductivity of AISI 304 increases mildly after heat treatment.
Physical characteristics of AISI 304 with and without heat treatment.

From Table 3, it can also be found that the electrical conductivity of AISI 304 with heat treatment is higher than that without heat treatment. This is because the decreasing density of grain boundary leads the obstacle of electron motion to decrease when the grain size increases. As a result, the electrical conductivity of AISI 304 increases with increasing grain size, because the larger the grain size, the lesser the density of grain boundary.
A reference point on the machining surface was selected, which was electrically touched before and after each experiment. The difference of Z-axis coordinates was recorded as the electrode wear length (

where
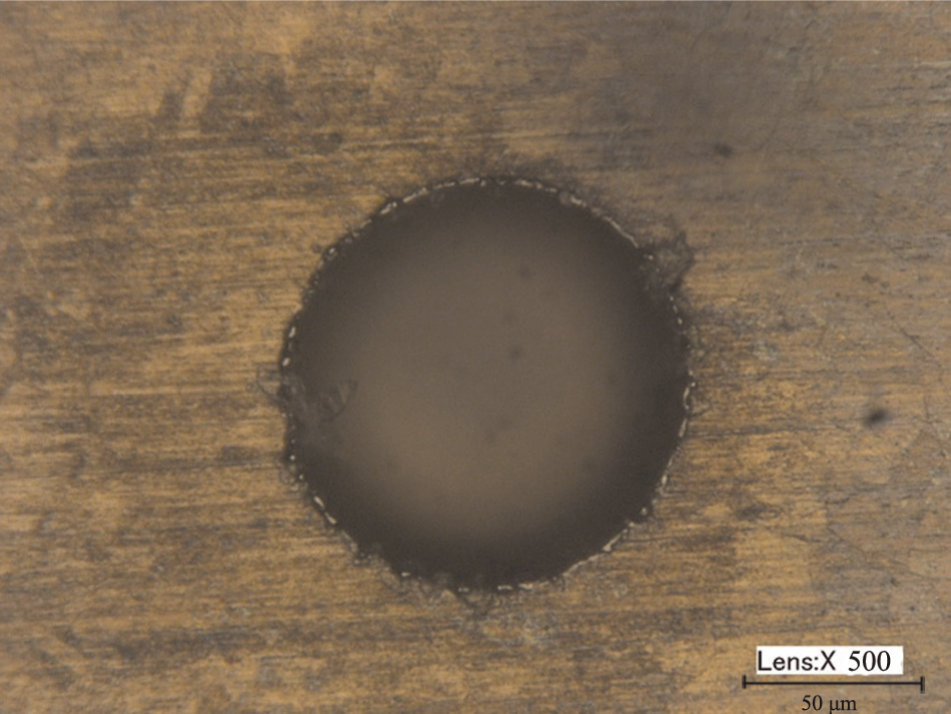
The micro hole machined in the experiment (with heat treatment).
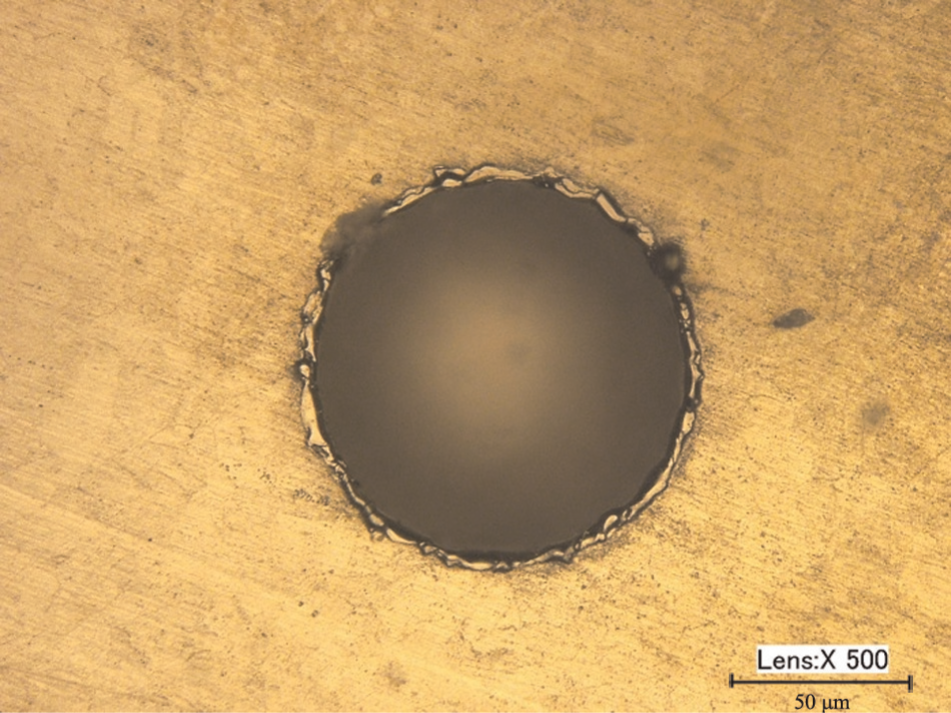
The micro hole machined in the experiment (without heat treatment).
Experimental results and discussion
Figures 9 and 10 show the comparison between the MRRs of AISI 304 with and without heat treatment. It is shown that MRRs of AISI 304 without heat treatment are higher than those with heat treatment, which is independent of machining parameters. It is in accordance with the results of theory analysis. The enlargement of grain size causes the decrease in the volume fraction of grain boundary, which results in the increase of the thermal conductivity and electrical conductivity. As a result, the MRRs of AISI 304 with heat treatment are different from those of AISI 304 without heat treatment. From Figure 9, we can see that the removal rate of AISI 304 without heat treatment is 17.5% higher than that with heat treatment when open-circuit voltage is 80 V and capacitance is 1000 pF.
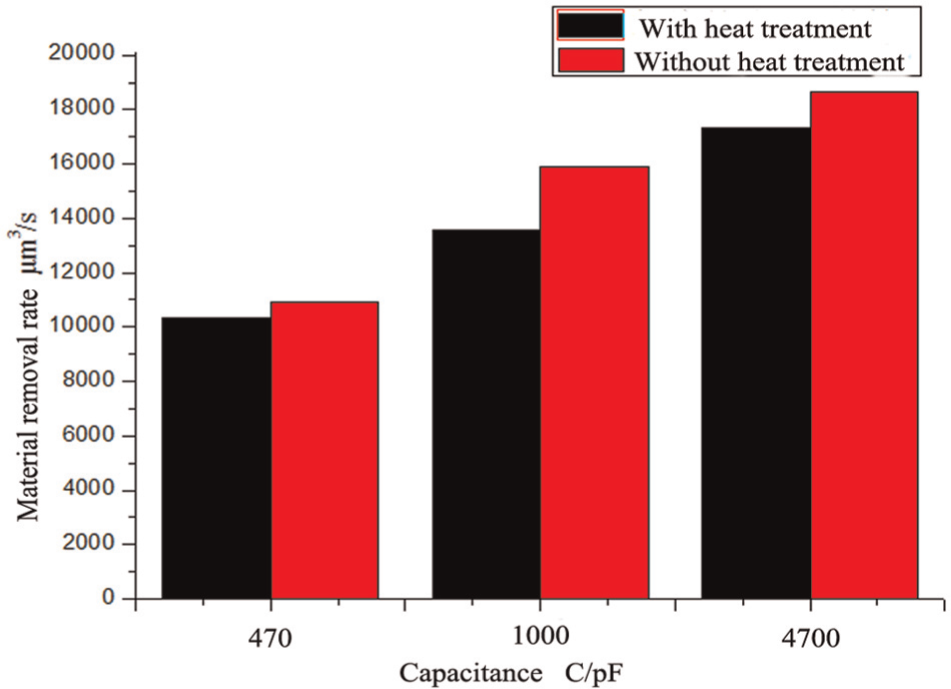
Comparison of material removal rate (open-circuit voltage of 80 V).
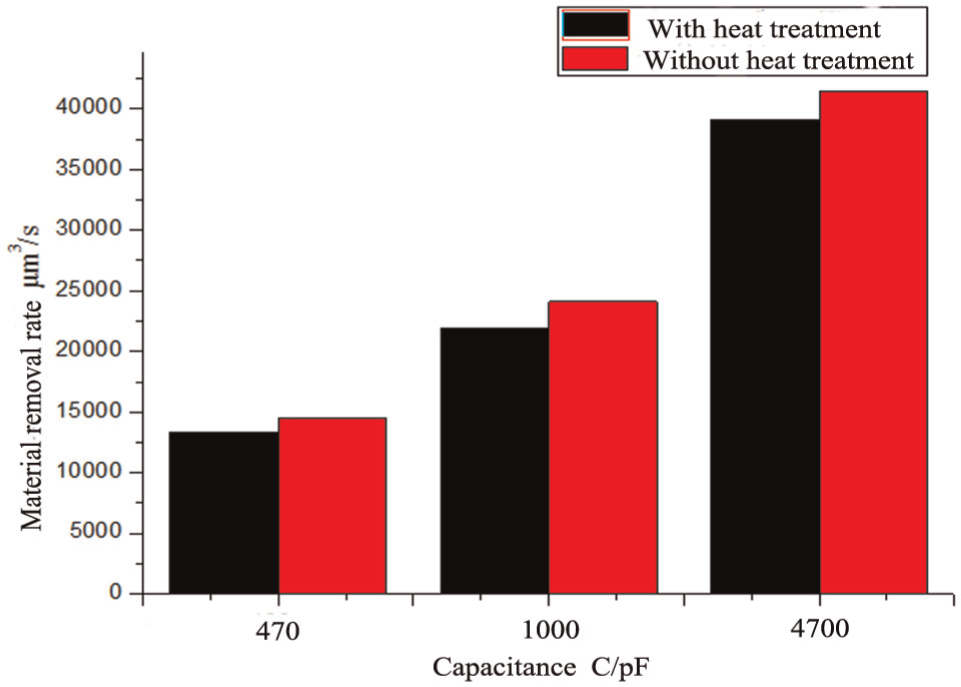
Comparison of material removal rate (open-circuit voltage of 100 V).
On the other hand, the discharge waveforms captured when machining the AISI 304 with and without heat treatment are shown in Figure 11. It can be found that there is no obvious difference between the two discharge waveforms. It is indicated that the influence of difference in electrical conductivities between the AISI 304 with and without heat treatment on discharge waveform is insignificant. But the mean discharge frequency of AISI 304 without heat treatment is higher than that of AISI 304 with heat treatment due to the shorter machining time. Since the machining depth is the same, the shorter the machining time, the higher the mean pulse frequency.
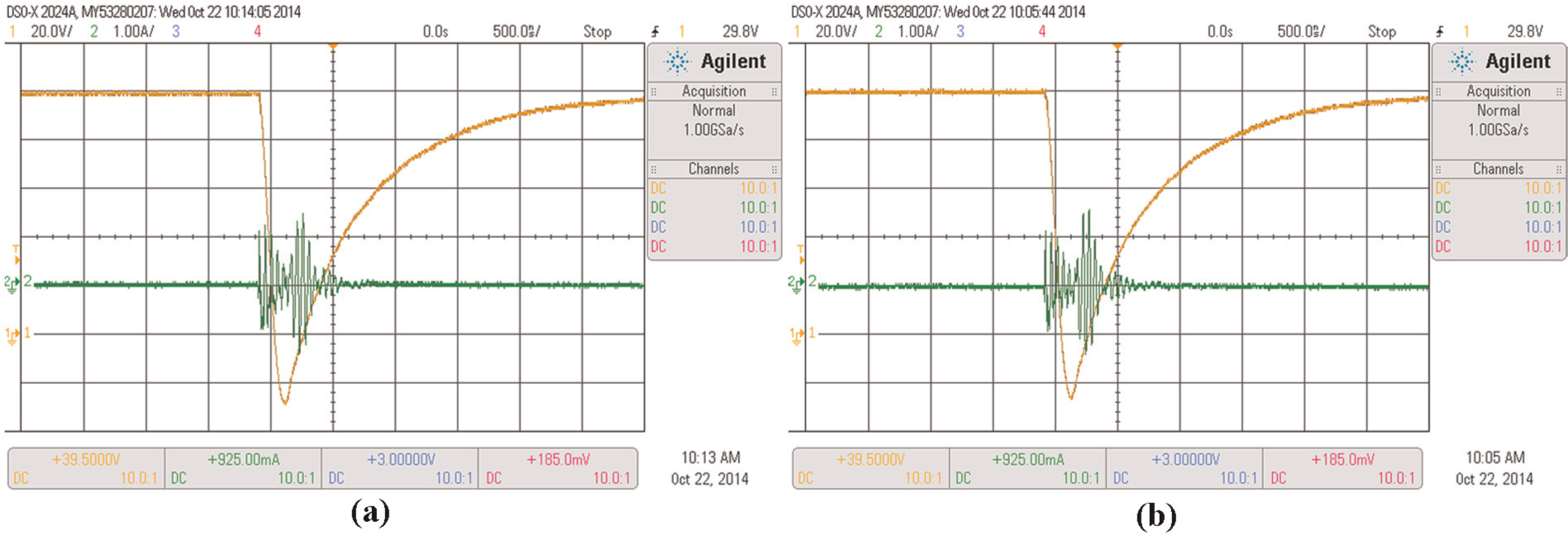
Single discharge pulse for the micro EDM process: (a) with heat treatment and (b) without heat treatment.
After heat treatment, grain sizes of the sample become larger and grain volume fraction increases while the density of grain boundary decreases. Therefore, the effective thermal conductivity of the sample becomes higher owing to the lower thermal conductivity of grain boundary. On the other hand, the decreasing volume fraction of the grain boundary results in increasing local effective melting point of the sample because the melting point of the grain boundary is lower than that of grain. Thus, more thermal energy is diffused by thermal conduction, and the energy efficiency is lower. As a result, the AISI 304 with heat treatment is more difficult to be removed by electrical discharge owing to the higher effective thermal conductivity and higher local effective melting point. It can be concluded that the larger the grain, the lower the MRR of micro EDM.
Conclusion
The research results show that the machining performances of micro EDM are influenced by grain size. This is because polycrystalline materials with different grain sizes are different in effective thermal conductivity and local effective melting point. In micro EDM, attention must be paid to the influence of material microstructure. Some of the important conclusions from this study are summarized as follows:
The thermal conductivity and electrical conductivity of polycrystal change in proportion to grain size when the temperature is kept constant. This is because the grain boundary of polycrystal contains a large quantity of defects and impurities, which have influence on the thermal conductivity and electrical conductivity of polycrystalline material. However, owing to the volume fraction of grain boundary is much lesser than that of grain, the influences on the thermal conductivity and electrical conductivity are limited when the grain size is enlarged.
The grain boundary is easier to be eroded by discharge pulse than grain due to the effect of equilibrium grain boundary segregation. Therefore, the higher the volume fraction of grain boundary, the easier the removal of the material by micro EDM.
In the experiment, it is verified that the larger the grain of workpiece, the lower the MRR, when the discharge parameters are of the same. The maximum difference of MRRs between AISI 304 without and with heat treatment is as high as 17.5%.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by the National Natural Science Foundation of China (NSFC) (grant no. 51375274).