
Abstract
This study focused on the optimization of micro-milling parameters for two extensively used aerospace materials (titanium and nickel-based superalloy). The experiments were planned using Taguchi experimental design method, and the influences of spindle speed, feed rate and depth of cut on machining outputs, namely, tool wear, surface roughness and cutting forces, were determined. Tool wear, surface roughness and cutting forces measured in micro-milling of Ti6Al4V titanium alloy and Inconel 718 workpiece materials were optimized by employing Taguchi’s signal-to-noise ratio. The percentage contribution of micro-milling parameters, namely, spindle speed, feed rate and depth of cut, on tool wear, surface roughness and cutting forces was indicated by analysis of variance. The regression models identifying the relationship between the input variables and the output responses were also fitted using experimental data to predict output responses without conducting the experiments. Efficiency of regression models was determined using correlation coefficients, and the predicted values were compared with experimental results. From results, it was concluded that the established regression models could be employed for predicting tool wear, surface roughness and cutting forces in micro-milling of Ti6Al4V titanium alloy and Inconel 718 workpiece materials.
Introduction
Micro-machining especially micro-milling has found widespread application areas in recent years in many industries such as electronics, optics, aerospace, medicine and biotechnology. Micro-milling not only makes the manufacturing of complex two-dimensional (2D) and three-dimensional (3D) shapes possible but also manufactures a great variety of engineering materials successfully.
Some superior properties such as the high strength-to-weight ratio, excellent physical and mechanical properties and superior corrosion resistance of titanium and nickel-based superalloy materials have induced in widely employing areas in the aerospace and aircraft industries. High biocompatibility of titanium alloys allows them employing in implants. Nickel-based superalloys protect their mechanical properties even at higher temperatures; therefore, these alloys are also extensively employed in gas turbines and nuclear reactors. However, it is not easy to machine these materials efficiently due to their work hardening and low thermal conductivity; therefore, machining parameters should be selected properly for improving the micro-machinability of titanium and Inconel materials. To solve the problems experienced during the micro-milling of titanium and Inconel materials, machining parameters should be optimized. However, very few studies concerning optimization of machining parameters in micro-milling were reported in the literature. Kuram and Ozcelik 1 optimized the tool wear, cutting forces and surface roughness in micro-milling of AISI 304 stainless steel using Taguchi method. Sreeram et al. 2 used genetic algorithms to optimize the cutting parameters in micro-milling of steel materials. The surface roughness in micro-milling of Al 2011 aluminium alloy was optimized by Cardoso and Davim. 3 Natarajan et al. 4 employed response surface methodology to maximize material removal rate and minimize surface roughness in micro-milling of aluminium material. The effects of speed, feed rate, depth of cut, cutting tool diameter and number of flutes on burr formation in micro-milling of Al2124 aluminium alloy and AISI 304 stainless steel were investigated with Taguchi method by Lekkala et al. 5 Kuram and Ozcelik 6 utilized Taguchi-based grey relational analysis to minimize tool wear, cutting forces and surface roughness simultaneously in micro-milling of Al 7075 aluminium alloy. Piquard et al. 7 obtained optimal strategy, depth of cut, cutting speed, feed per tooth and width of cut to minimize burr in micro-milling of an austenitic and a martensitic NiTi.
The literature studies concentrated on the micro-milling of only titanium8–16 or Inconel, 17 and each study employed a different machining parameter and cutting tool geometry; thus, it was difficult to compare the micro-milling performance of titanium and Inconel using data in the literature. Therefore, this research focused on the micro-milling performance of not only Ti6Al4V titanium alloy but also Inconel 718 workpiece materials at the same conditions. Selecting the same experimental conditions helped a comparative study of micro-milling performance between Ti6Al4V titanium alloy and Inconel 718 materials, and this allowed to determine the most appropriate machining conditions for each workpiece material. To the best of our knowledge, this was the first study using the same machining conditions in order to compare the micro-milling performance of Ti6Al4V titanium alloy and Inconel 718 materials with Taguchi method. The micro-milling experiments were performed with Taguchi experimental design, and the changes in the tool wear, surface roughness and cutting forces were analyzed according to various spindle speed, feed rate and depth of cut. Optimal micro-milling conditions for tool wear, surface roughness and cutting forces were determined for both Ti6Al4V titanium alloy and Inconel 718 workpiece materials. Additionally, the mathematical models based on regression analysis for predicting of output responses were established in this study.
Methodology used
The methodologies used in this study were explained in the following paragraphs.
Methodologies for modelling
Taguchi methodology
Taguchi methodology was utilized for planning the experiments and for modelling. Taguchi methodology uses a specially designed experimental matrix known as orthogonal array.18,19 The main aim of Taguchi methodology is to find the optimal level of input parameters within the ranges taken into consideration.
The desirable effect for the output characteristic is called as ‘signal’, and ‘noise’ means the undesirable effect for the output characteristic. Signal-to-noise (S/N) ratio is the quality characteristics deviating from the desired values, and higher S/N ratio represents the optimal level of the control parameters. In machining, the aim was to minimize the tool wear, surface roughness and cutting forces; therefore, the smaller-the-better S/N quality characteristic was employed in the current study. Quality characteristic of the smaller-the-better S/N is computed using the following equation
where yi is the ith measured results in a run or row and n is the number of measurements in each test trial or row.18,19
Regression analysis
Regression analysis is a statistical method, which is utilized for modelling purposes. To find the relationship between independent and dependent variables, regression analysis was used, and the general form of the first-order model is given in equation (2)
where β is a coefficient of each term, k is a number of independent variables and ε is an error. The validity of developed first-order model was evaluated by correlation coefficient (R2). Higher R2 implies that relationship between the micro-milling parameters and the results obtained from experiments is high.
Experimental
Materials
The micro-milling experiments were performed at DECKEL MAHO DMU 60 P computer numerical control (CNC) milling machine. In the experiments, Ti6Al4V titanium alloy with a hardness of 35 HRC and Inconel 718 with a hardness of 43 HRC were selected as workpiece materials. Both workpiece materials were prepared at the dimensions of 15 mm × 10 mm × 20 mm (Figure 1). Before micro-milling experiments, the surfaces of workpieces were machined by milling to provide flatness of the workpieces. Two-flute flat end mill with a diameter of 800 µm (Union Tool, CER SP C/R 2008-005) was employed in the micro-milling experiments, and the scanning electron microscope (SEM) view of a micro cutting tool is shown in Figure 2. A new micro cutting tool was employed for each experiment to diminish the influence of the tool wear on the experimental results. Overhang length was set constant as 20 mm during all experiments in order to eliminate the deflection and runout effect and to control the dynamics of micro cutting tool. Before starting each experiment, the static runout of cutting tool was measured at the shaft region of cutting tool via dial gauge, and the average values of runout were found to be smaller than 3 µm. To diminish the differences obtained at the experiments, the workpiece materials and cutting tools from the same production batch were employed in the micro-milling experiments. In the experiments, down-milling method was used to machine the workpiece surfaces, and the experiments were performed under dry conditions. Each experiment was conducted on 15 mm × 10 mm blocks twice. Thus, the length of cutting path was 3000 mm for each experiment.
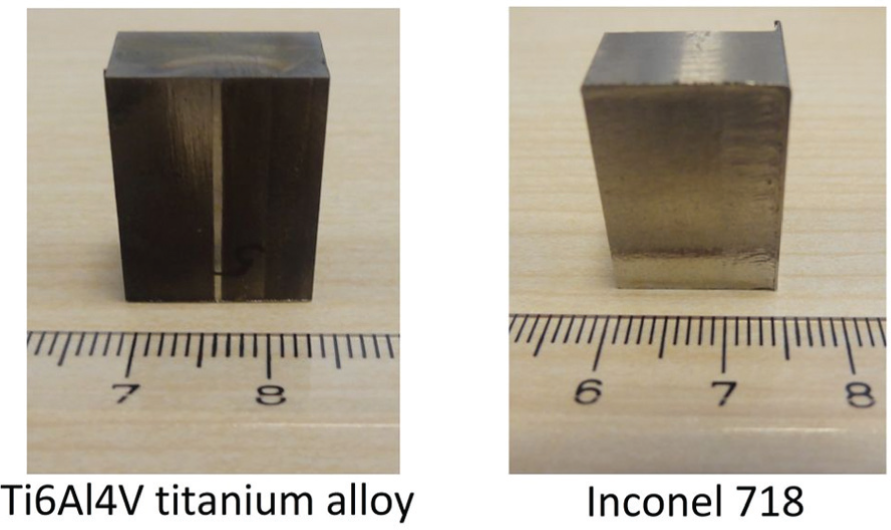
Workpiece materials.
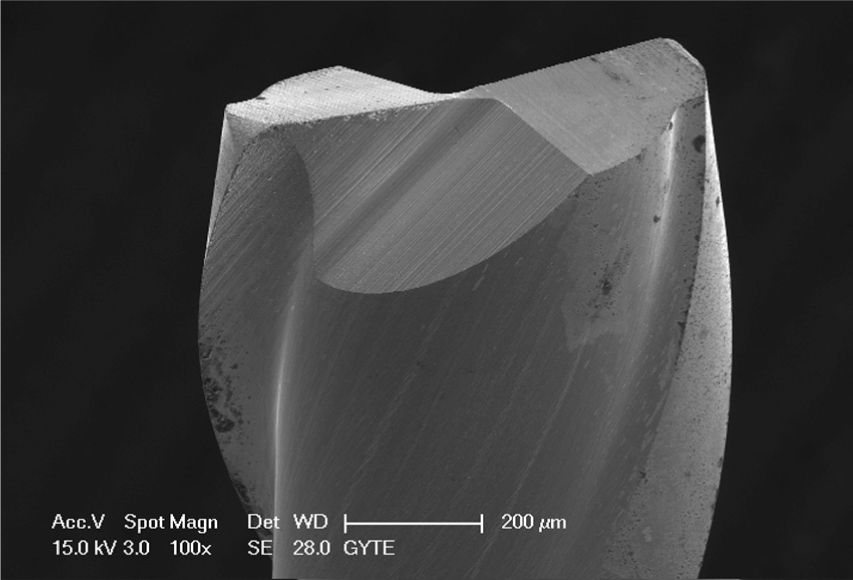
SEM view of 800-µm-diameter two-flute flat end mill.
Measurements
Tool wear, surface roughness and cutting forces were measured, and the results of these machining outputs were presented in this study. SEM (Philips XL30) was used to measure the tool wear and to determine the tool wear mechanisms. After each experiment, tool wear measurement was carried out at 500× magnifications. Workpiece surfaces were inspected by SEM at 50× and 250× magnifications. Cutting forces were measured on-line with a dynamometer during micro-milling experiments. Fx and Fy forces were taken into consideration in the analysis of cutting forces. In this study, the average of peak-to-valley (P-to-V) force was considered as cutting forces in the analysis. P-to-V force is the amplitude between maximum and minimum values. Workpiece was clamped on the vise, and the vise was attached to the dynamometer (Figure 3). Force data obtained from dynamometer were analyzed with Dynoware software. The surface roughness of workpieces was measured by Mitutoyo Surf Test 301 profilometer after the surface was machined, and average surface roughness (Ra) was employed as a roughness parameter. Before carrying out the surface roughness measurements, the calibration of profilometer was conducted with a standard calibration block. The surface roughness was measured 10 times, and average values were considered for further analysis.
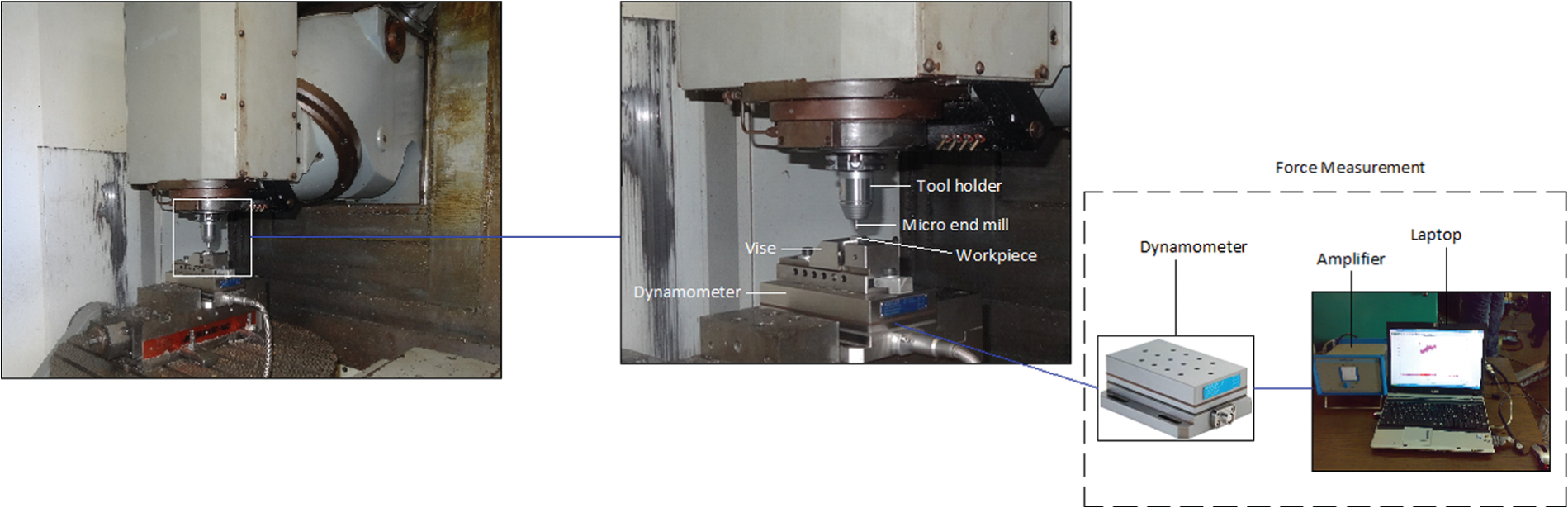
Experimental set-up.
Design with Taguchi method
In this study, micro-milling experiments were organized with Taguchi experimental design, and Taguchi’s L9 orthogonal array was used. Spindle speed, feed rate and depth of cut were selected as micro-milling parameters, and tool wear, surface roughness and cutting forces were considered as output responses. The micro-milling parameters and their levels are presented in Table 1, and the experimental plan is given in Table 2. Spindle speed, feed rate and depth of cut changed in three levels; however, the width of cut (step over) was set constant as 100 µm for both workpiece materials.
Control parameters and their levels.
Taguchi’s L9 (33) orthogonal array.
Results and discussion
Some examples of used micro end mill are given in Figures 4 and 5. For cutting tool used in micro-milling of Ti6Al4V titanium alloy, no adhesions could be observed on the cutting tool (Figure 4). Tool wear was located at the corners. In general, the cutting tools were still capable for further micro-milling process, and this result was valid especially for Experiment 4. For cutting tool employed in micro-milling of Inconel 718 material, tool wear was located at the corners (Figure 5). Corner chipping was observed in some experiments. A high reactivity between the cutting tool and the workpiece material resulted in chipping. The reason for chipping formation may be also due to impact and stress concentration.
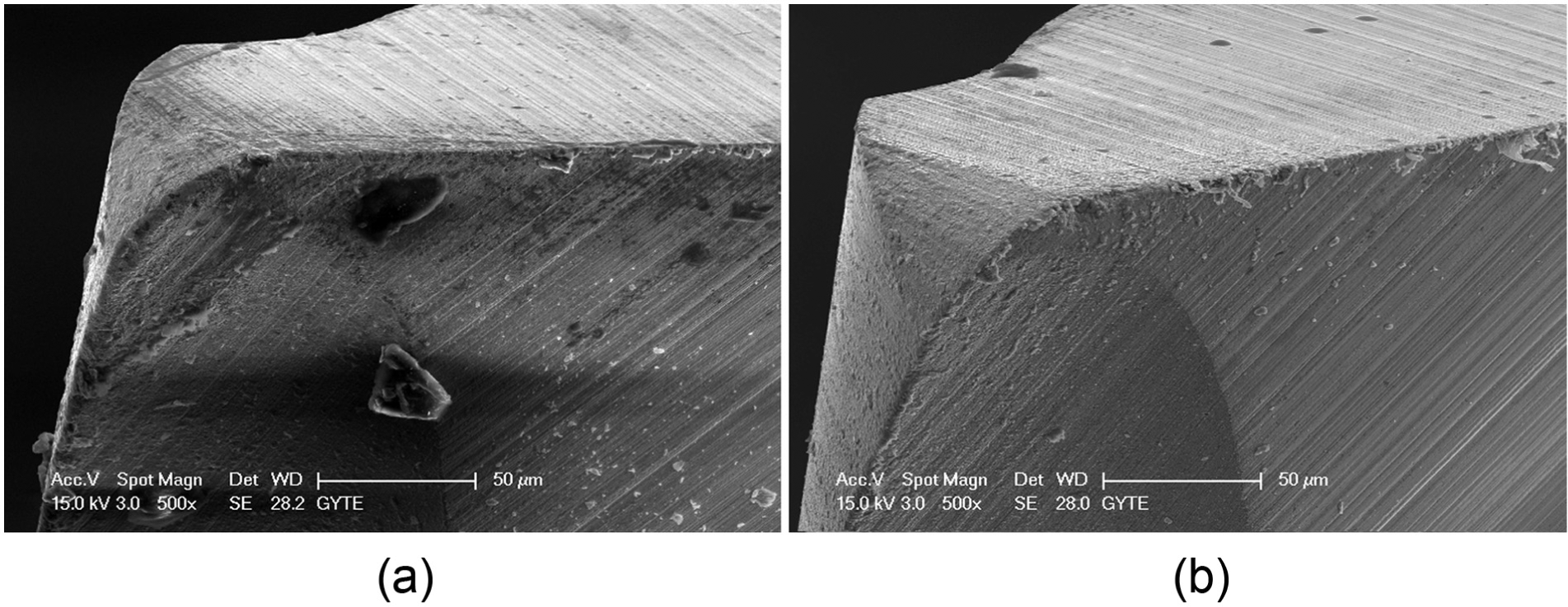
Example tool wear results in micro-milling experiments for Ti6Al4V titanium alloy: (a) Experiment 2 − spindle speed of 10,000 r/min, feed rate of 75 mm/min and depth of cut of 75 µm and (b) Experiment 4 − spindle speed of 11,000 r/min, feed rate of 50 mm/min and depth of cut of 75 µm.
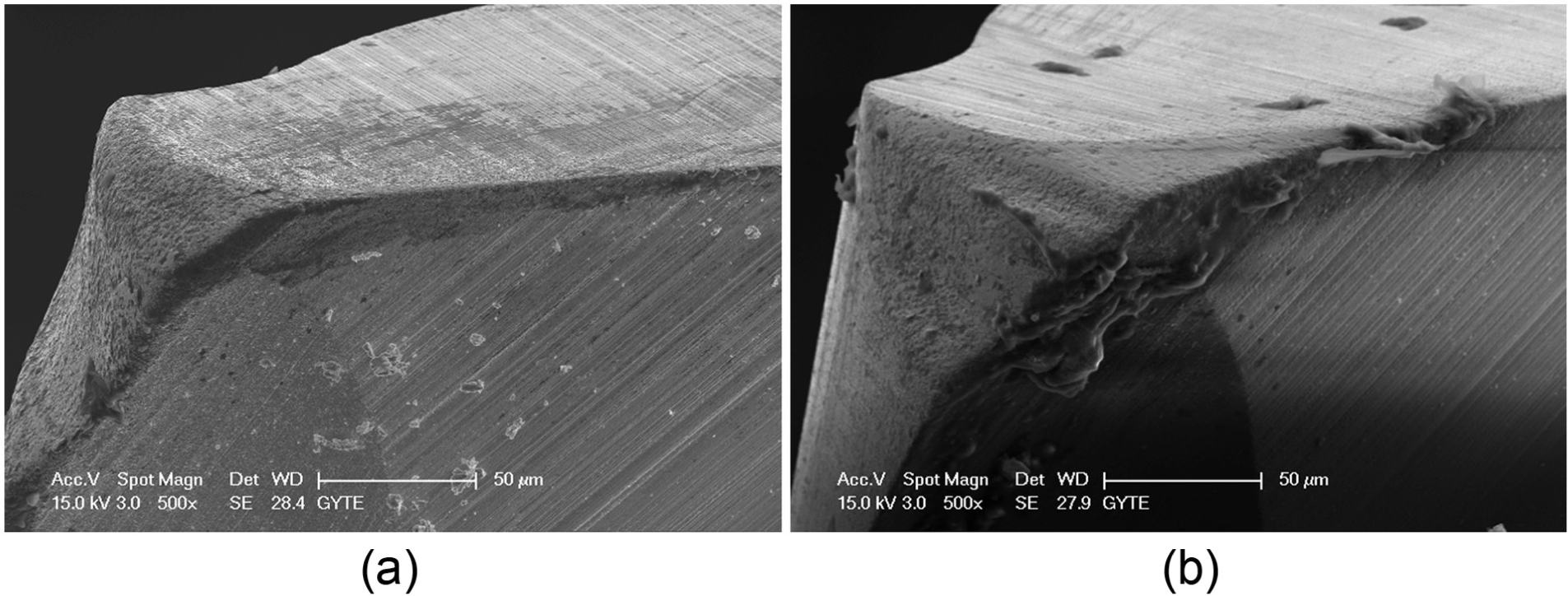
Example tool wear results in micro-milling experiments for Inconel 718 material: (a) Experiment 2 − spindle speed of 10,000 r/min, feed rate of 75 mm/min and depth of cut of 75 µm and (b) Experiment 8 − spindle speed of 12,000 r/min, feed rate of 75 mm/min and depth of cut of 50 µm.
It was observed in Figure 6 that cutting forces were fluctuated between positive and negative values. It was also found that the magnitude of cutting forces was very small as compared to macro-milling operation.
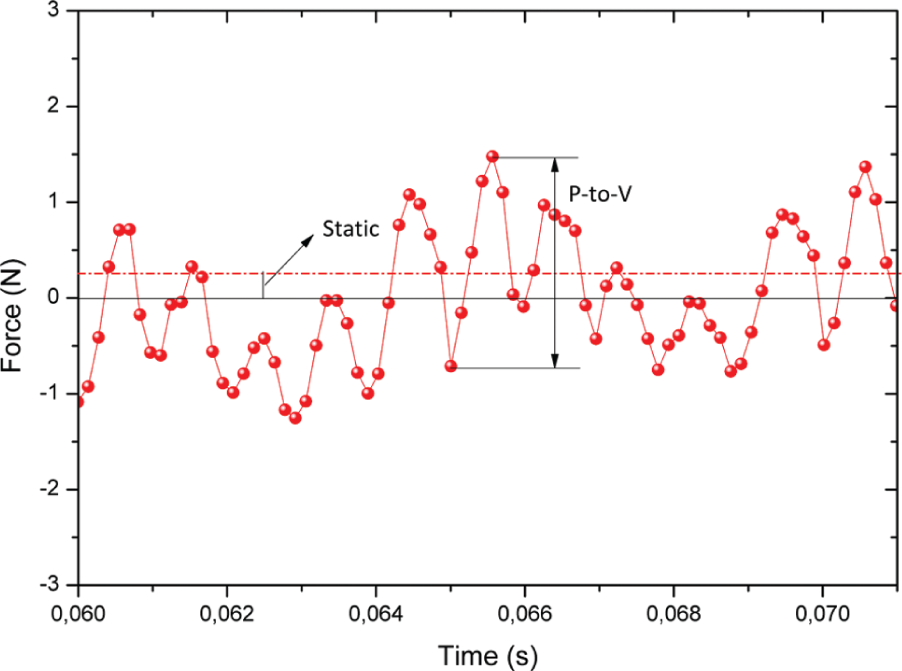
Sample force–time graph.
SEM was also employed in order to analyze machined workpiece surfaces, and some surfaces are presented in Figures 7 and 8. Cutting tool and step over traces were clearly observed on the surface textures. No accumulations of plastically deformed material were seen on the workpiece surfaces for both Ti6Al4V titanium alloy (Figure 7) and Inconel 718 (Figure 8) materials. It was also seen that the surface in Figure 7(a) was found to be rougher than that in Figure 7(b).
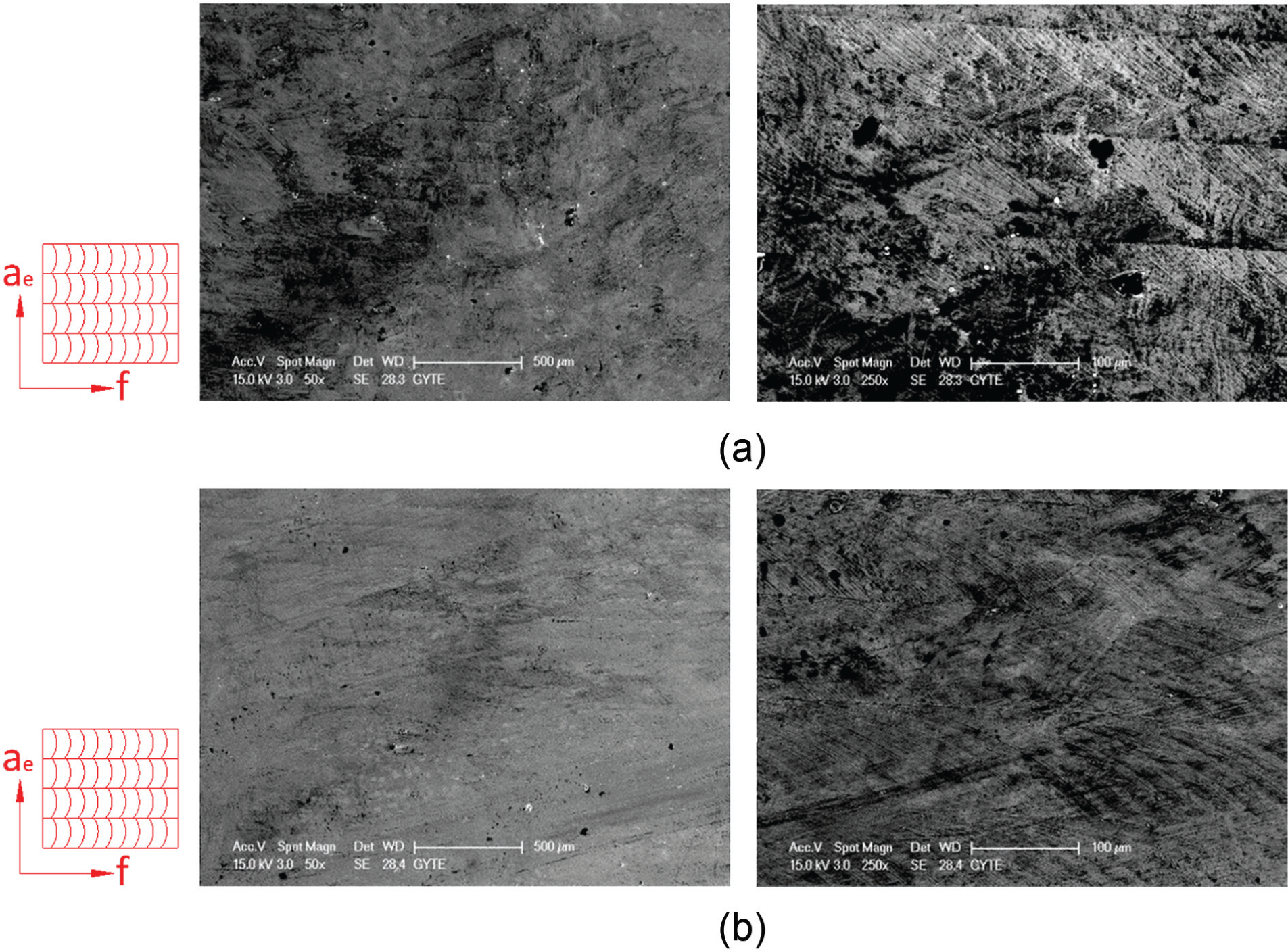
SEM view of workpiece surfaces for Ti6Al4V titanium alloy: (a) Experiment 2 − spindle speed of 10,000 r/min, feed rate of 75 mm/min and depth of cut of 75 µm and (b) Experiment 4 − spindle speed of 11,000 r/min, feed rate of 50 mm/min and depth of cut of 75 µm (ae is step over and f is feed).
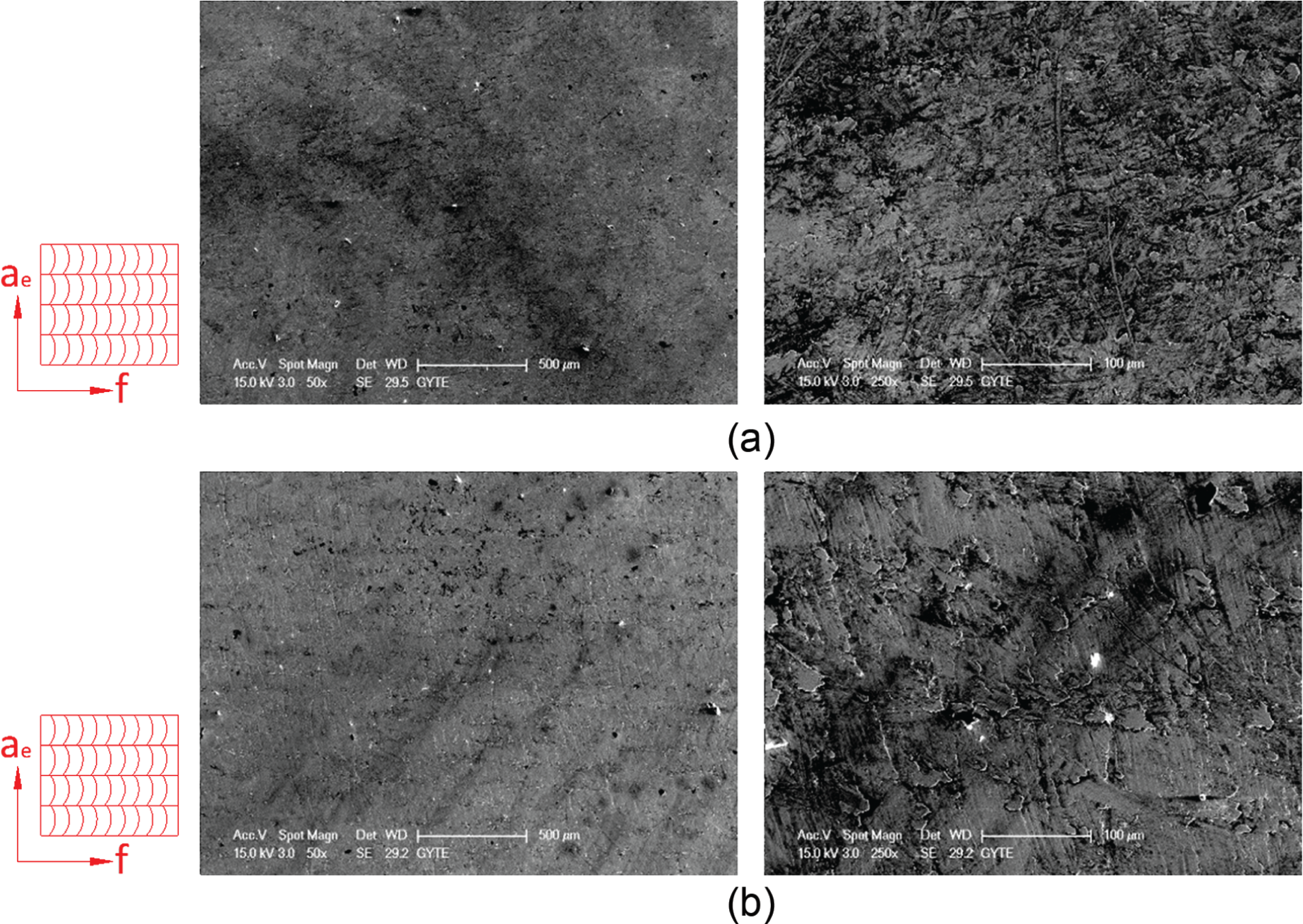
SEM view of workpiece surfaces for Inconel 718 material: (a) Experiment 2 − spindle speed of 10,000 r/min, feed rate of 75 mm/min and depth of cut of 75 µm and (b) Experiment 8 − spindle speed of 12,000 r/min, feed rate of 75 mm/min and depth of cut of 50 µm (ae is step over and f is feed).
Selecting the ranges of spindle speed and feed rate less than minimum value increases the machining time; however, selecting them greater than maximum value increases the tool wear, cutting force and risk of cutting tool breakage.
S/N analysis
For Ti6Al4V titanium alloy and Inconel 718 materials, the experimental results and the S/N ratio values computed by employing equation (1) are given in Table 3. At low spindle speeds, it was found that tool wear for Ti6Al4V titanium alloy was higher than that for Inconel 718 material. Tool wear in micro-milling of Ti6Al4V titanium alloy could be higher or lower than in micro-milling of Inconel 718 material, depending on the cutting conditions. Similar results were also reported in other studies. In the literature, it was concluded that tool edge wear in high-speed machining of Ti6Al4V developed more rapidly than in high-speed machining of Inconel 718. 20 In another study, Inconel 718 material caused much more wear than Ti6Al4V due to the high strength of Inconel 718 and its huge number of included hard particles in the matrix. 21 For all experiments, both Fx and Fy forces were higher in micro-milling of Inconel 718 material than in micro-milling of Ti6Al4V titanium alloy. The higher forces for Inconel 718 than that for Ti6Al4V could be due to the higher hardness value of Inconel 718. At higher hardness, more energy was required for the formation of chip, and this was the reason why forces increased with the increase of hardness. Similar to the result of our study, it was reported that the cutting force was higher in machining of Inconel 718 than in machining of Ti6Al4V.20,22 This phenomenon was explained with higher strength of Inconel 718 than that of Ti6Al4V titanium alloy. 22
Experimental and S/N results.
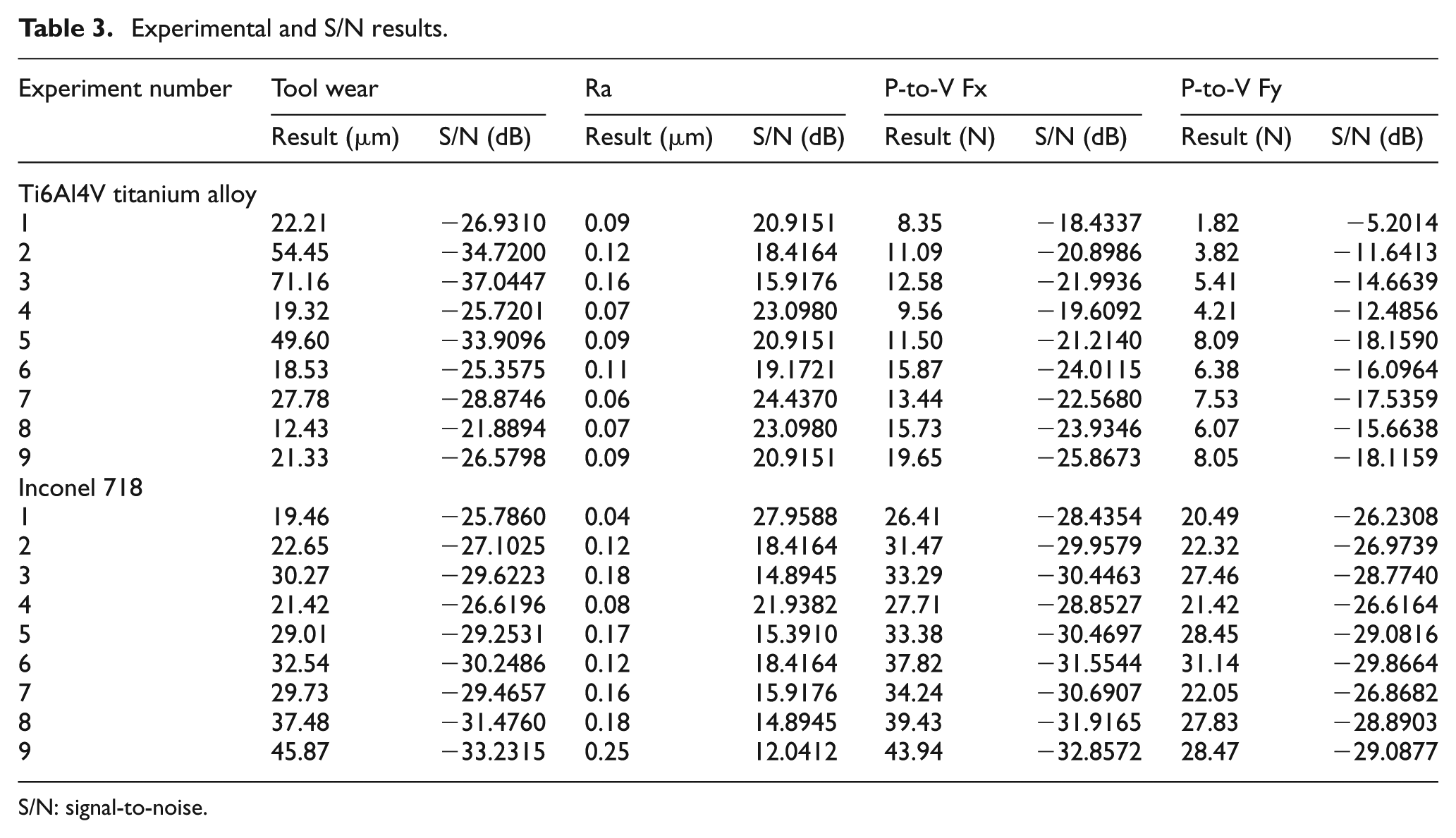
S/N: signal-to-noise.
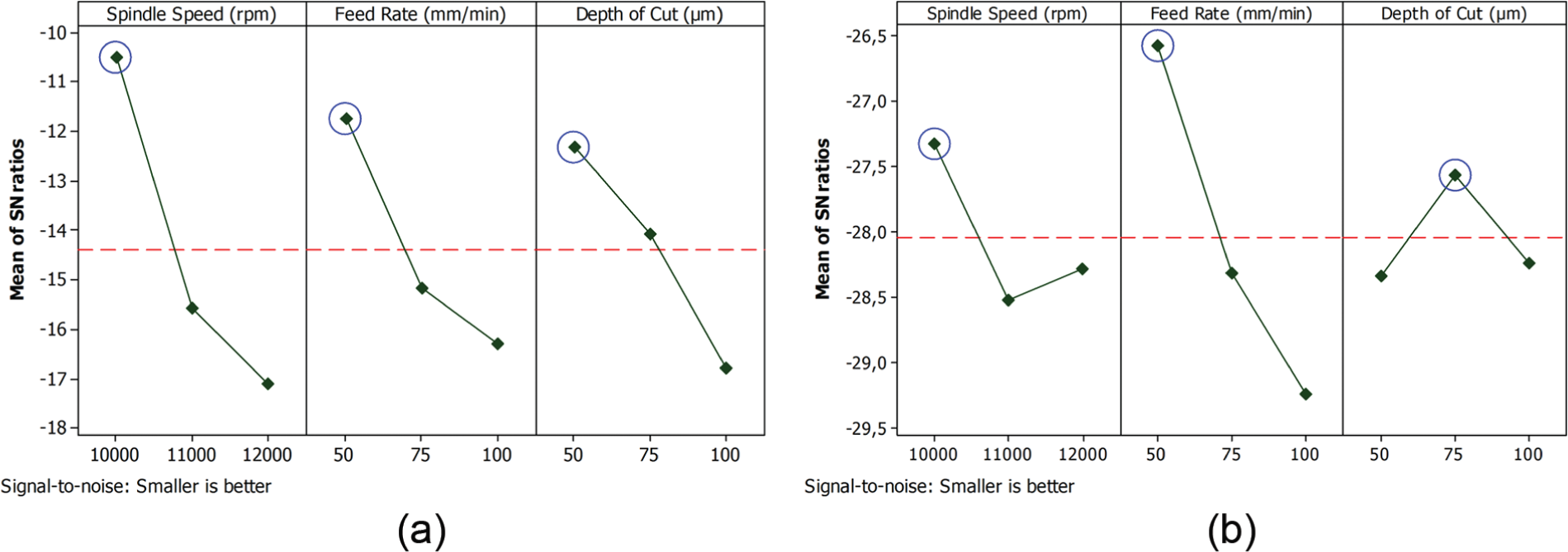
Main effects plot of S/N ratios are shown in Figures 9–12, and the optimal micro-milling parameters are highlighted in circles in these figures. The highest S/N ratio means the optimal level. Thus, the optimum parameter setting for the tool wear was A3B1C1 during micro-milling of Ti6Al4V titanium alloy (Figure 9(a)). To minimize the tool wear during micro-milling of Ti6Al4V titanium alloy, spindle speed of 12,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm were selected. Tool wear during micro-milling of Ti6Al4V titanium alloy decreased with an increment of spindle speed and, in general, increased with an increment of feed rate and depth of cut. The optimal combination setting for the tool wear of Inconel 718 material was found as A1B1C2 (Figure 9(b)). The combination values for minimizing tool wear were spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 75 µm. For Inconel 718 material, tool wear increased with an increment of spindle speed and feed rate. The increment of tool wear with increasing spindle speed was seen in the literature, 23 and we found similar increasing trend. Temperature at the tool–workpiece contact area increased when spindle speed was increased, and the higher cutting temperature caused the tool to lose its strength. Therefore, higher spindle speed resulted in the increment in tool wear. It was found that tool wear was smaller at a low feed in the micro-milling, 24 and similar result was found in our study. The increment of depth of cut initially decreased tool wear, but as depth of cut was further increased, tool wear increased. However, the effect of depth of cut was very small.
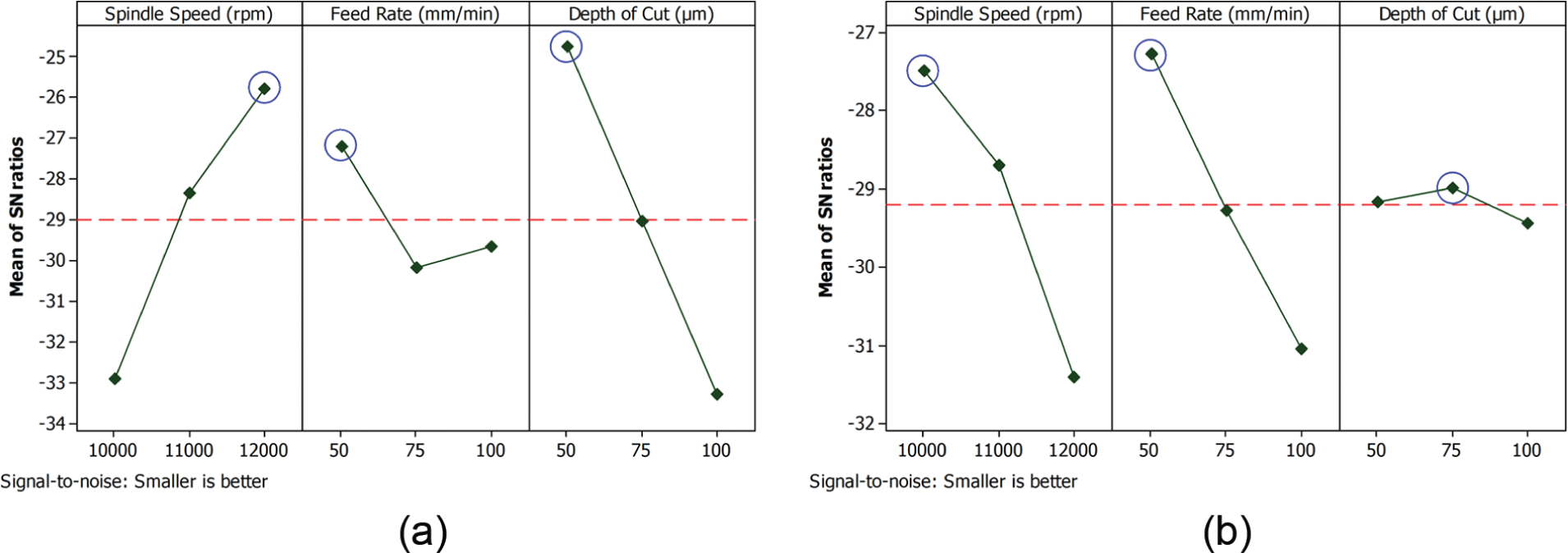
Main effects plot of S/N ratios for tool wear during micro-milling of (a) Ti6Al4V titanium alloy and (b) Inconel 718 materials.
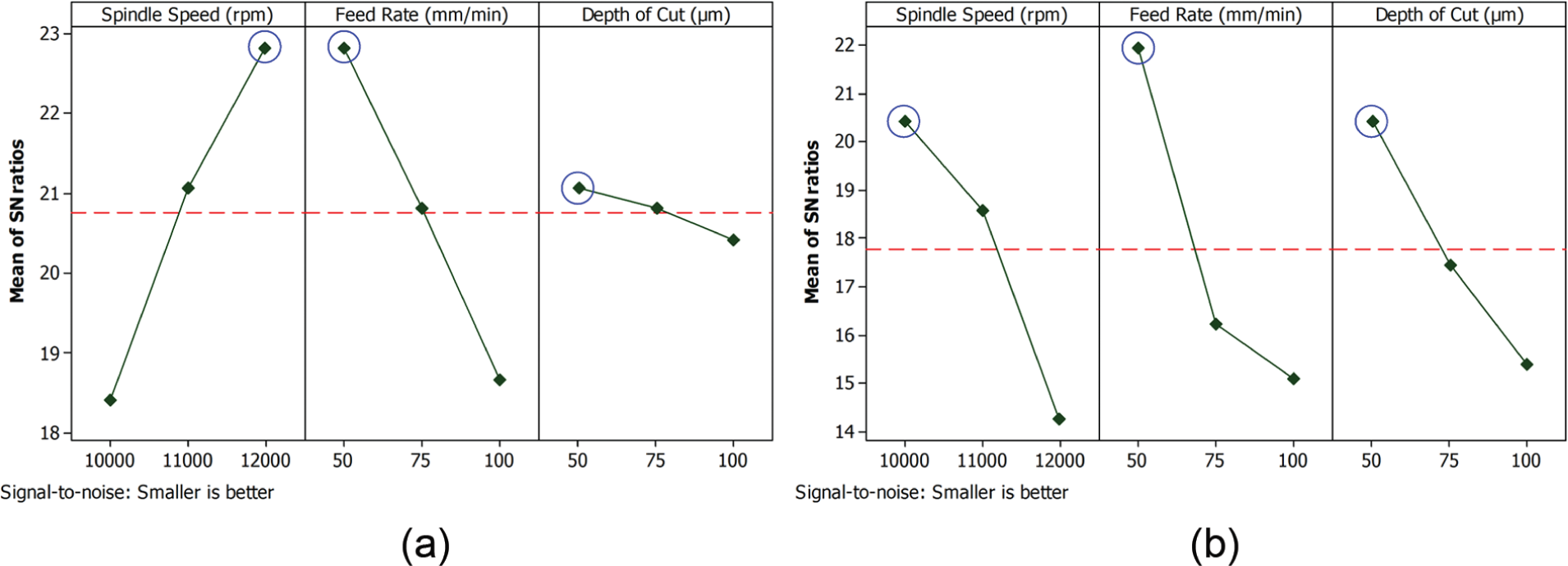
Main effects plot of S/N ratios for surface roughness during micro-milling of (a) Ti6Al4V titanium alloy and (b) Inconel 718 materials.
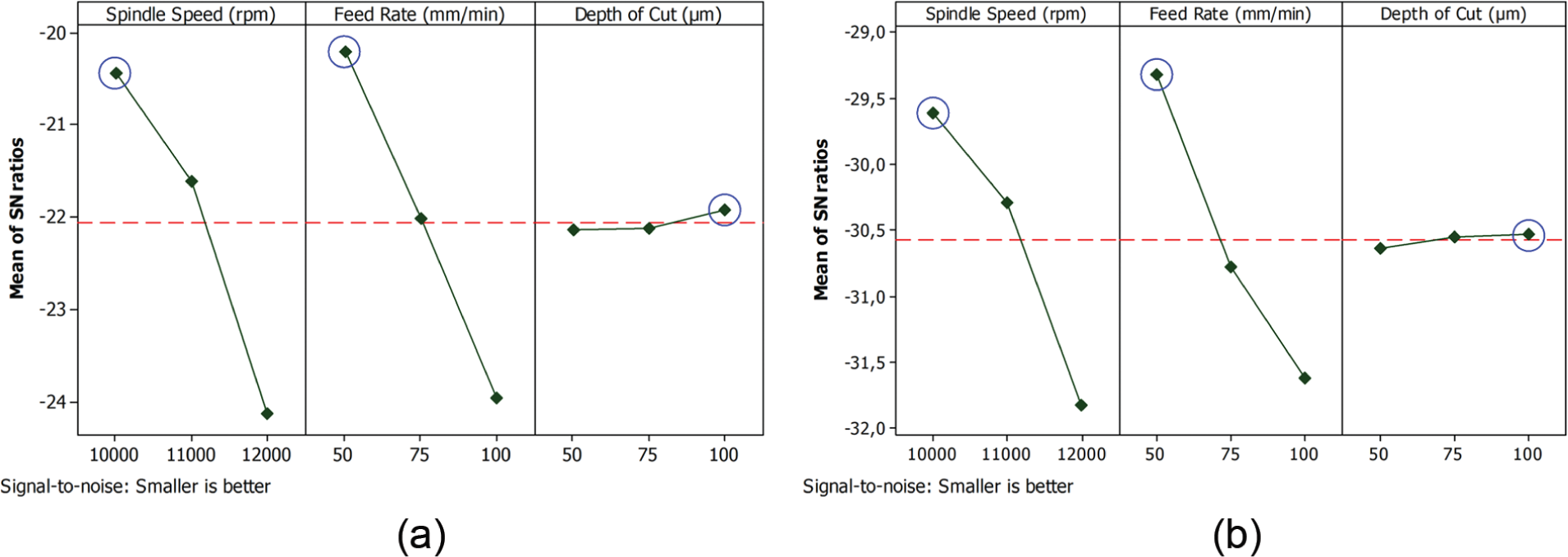
Main effects plot of S/N ratios for P-to-V Fx during micro-milling of (a) Ti6Al4V titanium alloy and (b) Inconel 718 materials.
Main effects plot of S/N ratios for P-to-V Fy during micro-milling of (a) Ti6Al4V titanium alloy and (b) Inconel 718 materials.
The optimum combination of parameters for surface roughness during micro-milling of Ti6Al4V titanium alloy was A3B1C1, namely, spindle speed of 12,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm (Figure 10(a)). Surface roughness decreased with increasing spindle speed and increased with increasing feed rate and depth of cut for micro-milling of Ti6Al4V titanium alloy. The results showed that the optimum combination for surface roughness during micro-milling of Inconel 718 was A1B1C1, namely, spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm (Figure 10(b)). It was found that surface roughness increased with an increment of spindle speed, feed rate and depth of cut. In micro-milling of Ti6Al4V titanium alloy, it was stated that surface roughness was minimized by a lower depth of cut, 8 and we found similar result. The increase in surface roughness with increasing feed rate was due to the increase in friction between workpiece and cutting tool.
The optimal combination was A1B1C3 for P-to-V Fx during micro-milling of Ti6Al4V titanium alloy (Figure 11(a)). The optimum micro-milling conditions were found as follows: spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 100 µm. P-to-V Fx increased with spindle speed and feed rate and decreased with depth of cut. A1B1C3 was the optimum setting for lower P-to-V Fx during micro-milling of Inconel 718 material (Figure 11(b)). The optimum parameters were as follows: spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 100 µm. The increment in P-to-V Fx was observed with an increment of spindle speed and feed rate. It was found that P-to-V Fx decreased with increasing depth of cut.
P-to-V Fx and P-to-V Fy increased with an increment of spindle speed and feed rate for both workpiece materials. Similar to the result of our study, it was observed that Fx and Fy forces increased with feed value, 24 spindle speed 25 and depth of cut 26 in the literature. Park et al. 27 explained the increment of Fx and Fy forces when feed per tooth increased with an increment in chip cross-sectional area. When feed rate was increased, the amount of material in contact with the cutting tool increased. This meant that the increase in tool–workpiece contact area and increased contact length induced the increase in cutting force values. 28
The optimal P-to-V Fy value for micro-milling of Ti6Al4V titanium alloy was obtained at A1B1C1 combinations, namely, spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm (Figure 12(a)). P-to-V Fy increased with increasing spindle speed, feed rate and depth of cut. The optimal process parameter setting for P-to-V Fy during micro-milling of Inconel 718 material was found as A1B1C2 (Figure 12(b)). Hence, the best combination values for minimizing P-to-V Fy were spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 75 µm. P-to-V Fy increased with increasing spindle speed and feed rate. The increment of depth of cut initially decreased P-to-V Fy; however, as depth of cut was further increased, P-to-V Fy increased.
Analysis of variance
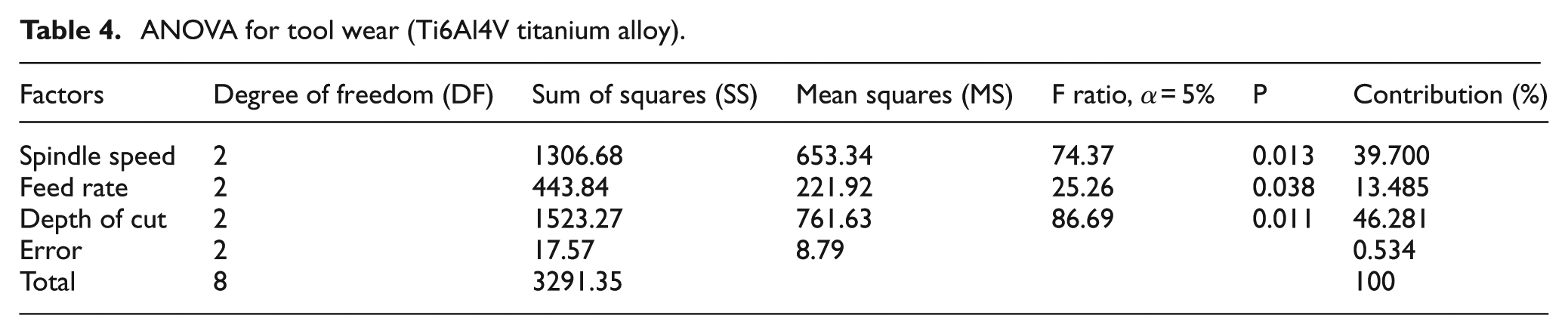
The statistically significant factors affecting the output responses in micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials and percentage contribution of each control factor on output responses were indicated using analysis of variance (ANOVA). ANOVA results carried out at the level of confidence 95% are given in Tables 4–11. For micro-milling of Ti6Al4V titanium alloy, spindle speed, feed rate and depth of cut influenced the tool wear value by 39.700%, 13.485% and 46.281%, respectively (Table 4). All parameters had statistical and physical significance on the tool wear due to the fact that P value was lower than 0.05.
ANOVA for tool wear (Ti6Al4V titanium alloy).
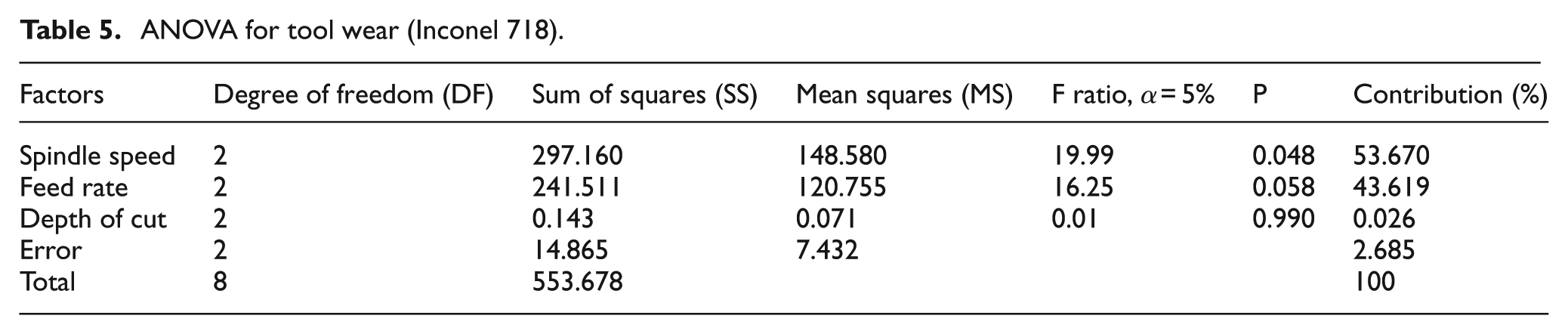
ANOVA for tool wear (Inconel 718).
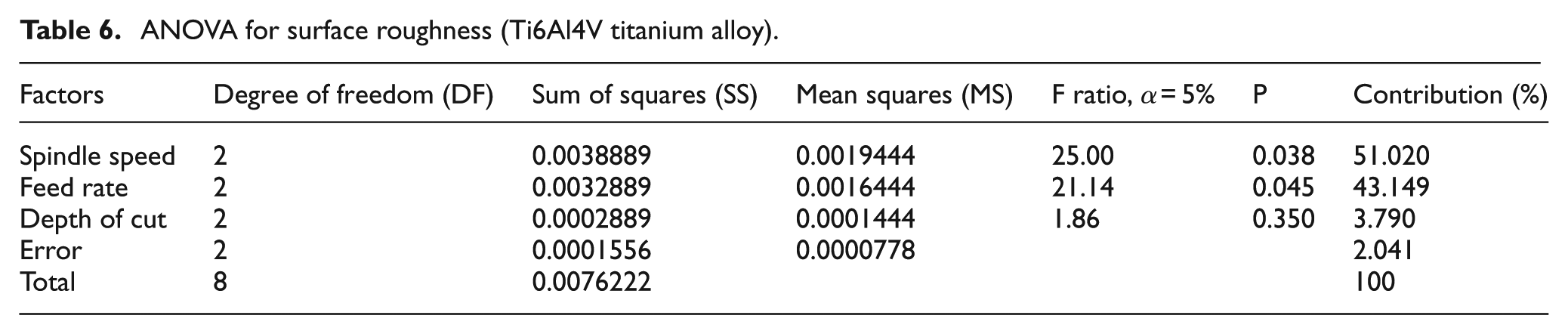
ANOVA for surface roughness (Ti6Al4V titanium alloy).
ANOVA for tool surface roughness (Inconel 718).
ANOVA for P-to-V Fx (Ti6Al4V titanium alloy).
ANOVA for tool P-to-V Fx (Inconel 718).
ANOVA for P-to-V Fy (Ti6Al4V titanium alloy).
ANOVA for tool P-to-V Fy (Inconel 718).
The most influential parameter for tool wear during micro-milling of Inconel 718 material was the spindle speed with a contribution of 53.670% and followed by feed rate with a contribution of 43.619% (Table 5). However, depth of cut contributed to tool wear value only 0.026%, which could be neglected. It was concluded that spindle speed had statistical and physical significance on tool wear due to the fact that P value was lower than 0.05.
The most significant factor for surface roughness during micro-milling of Ti6Al4V titanium alloy was the spindle speed with a contribution of 51.020% (Table 6). The second most influential factor was found as feed rate (43.149% contribution). However, depth of cut had negligible influence on the surface roughness, and this result was also found in other studies.17,29 It was concluded that spindle speed and feed rate had statistical and physical significance on surface roughness.
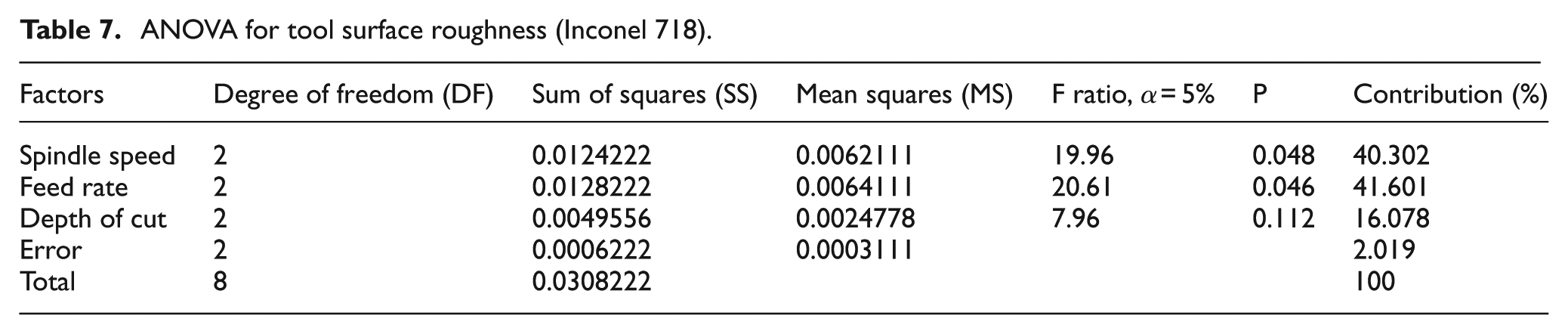
It was found that the most important parameter influencing the surface roughness during micro-milling of Inconel 718 material was feed rate with a contribution of 41.601% (Table 7). Spindle speed and depth of cut affected the surface roughness value by 40.302% and 16.078%, respectively. From the results, it was concluded that spindle speed and feed rate had statistical and physical significance on surface roughness.
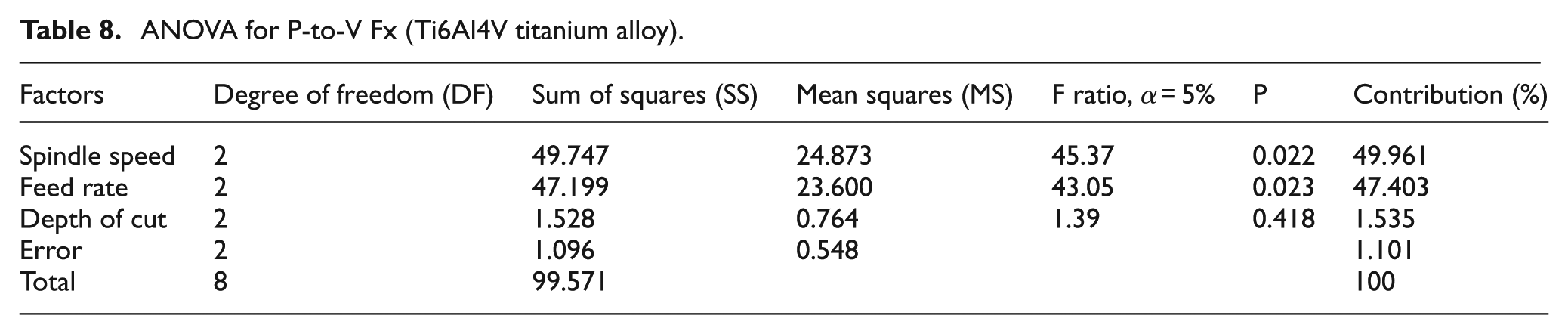
P-to-V Fx force was mainly affected by spindle speed during micro-milling of Ti6Al4V titanium alloy (Table 8). Feed rate and depth of cut influenced P-to-V Fx value by 47.403% and 1.535%, respectively. From the results, it was found that spindle speed and feed rate had statistical and physical significance on P-to-V Fx.
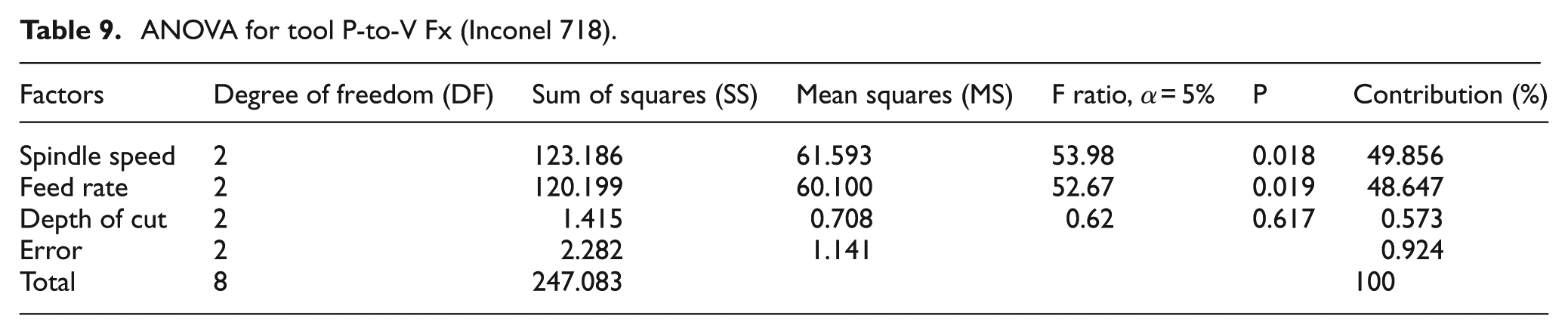
It was concluded from ANOVA table that the spindle speed was the most significant parameter affecting P-to-V Fx value for Inconel 718 material (Table 9). The contribution of the feed rate on P-to-V Fx was found as 48.647%. Effect of depth of cut on P-to-V Fx was 0.573%, which showed that it had hardly any influence on reduction of P-to-V Fx value. It was found that spindle speed and feed rate had statistical and physical significance on P-to-V Fx. The effect of depth of cut on P-to-V Fx force for both materials was found insignificant, and similar observation was seen in the literature. 24
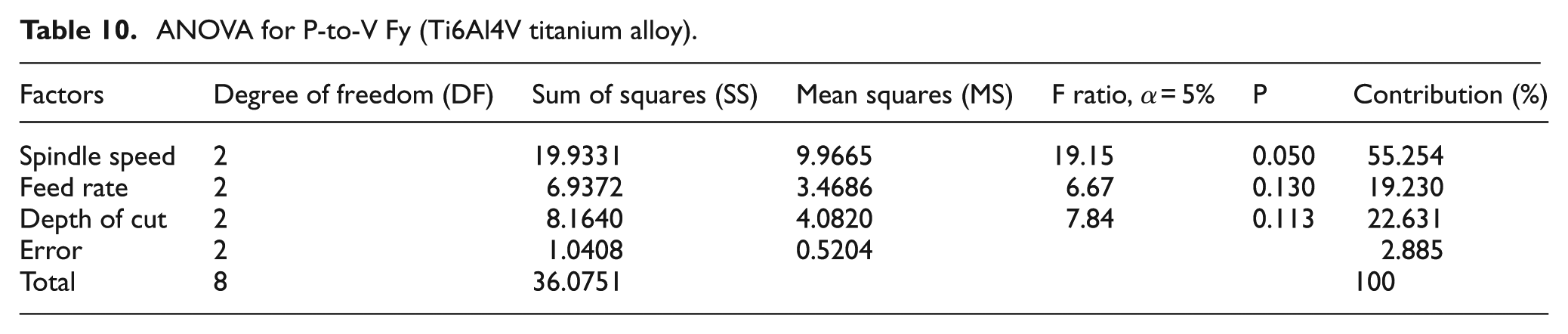
The most important parameter for P-to-V Fy during micro-milling of Ti6Al4V titanium alloy was spindle speed, and its contribution was achieved as 55.254% (Table 10). The contributions of feed rate and depth of cut on P-to-V Fy were found as 19.230% and 22.631%, respectively. It was concluded that spindle speed had statistical and physical significance on P-to-V Fy.
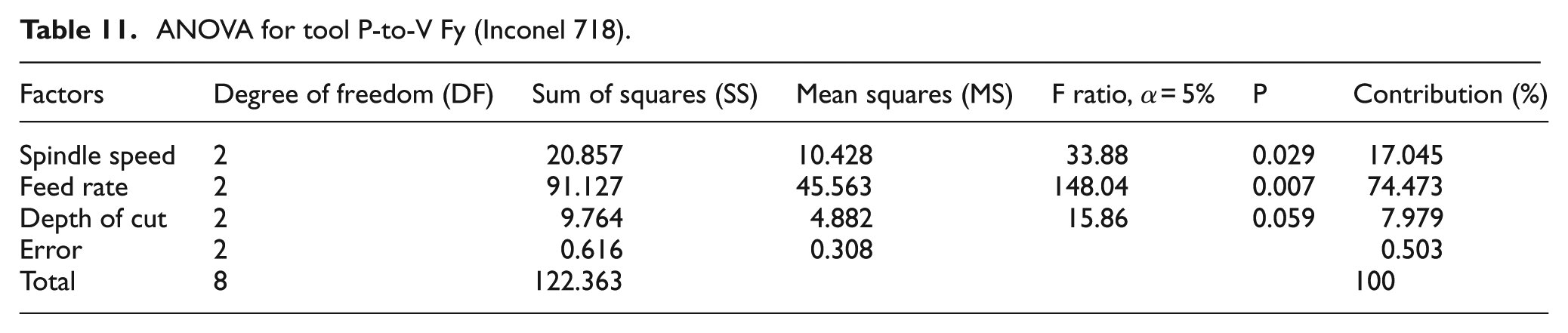
For P-to-V Fy, contributions of spindle speed, feed rate and depth of cut were found as 17.045%, 74.473% and 7.979%, respectively, during micro-milling of Inconel 718 material (Table 11). It was concluded that spindle speed and feed rate had statistical and physical significance on P-to-V Fy.
Regression analysis
In this study, tool wear, surface roughness and cutting forces were selected as output responses, whereas spindle speed, feed rate and depth of cut were considered as input parameters. Minitab 16 statistical software was used to establish the mathematical models, and the first-order models were as follows
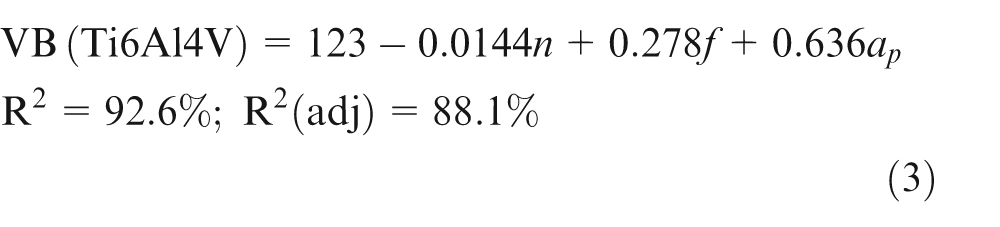
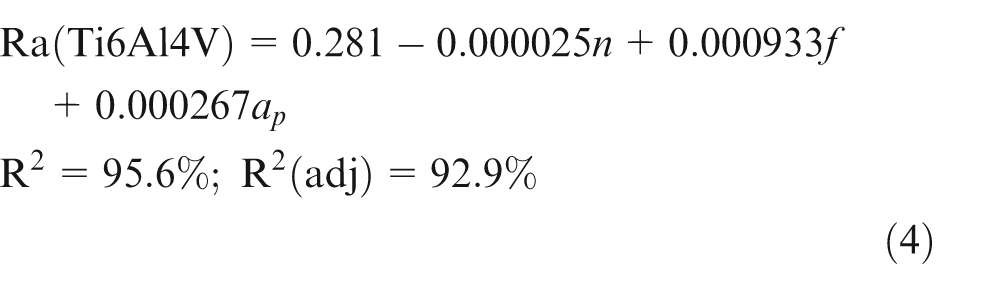
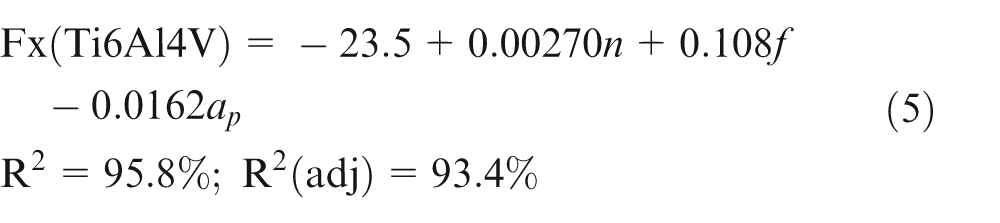
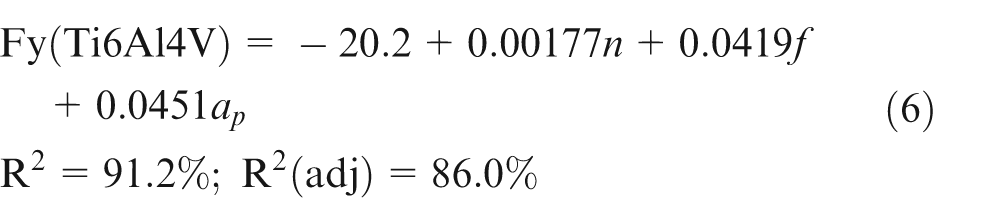
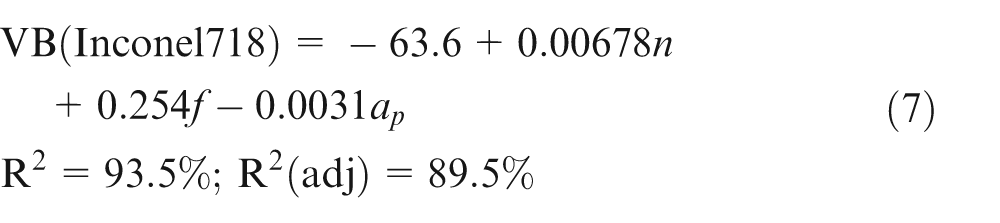
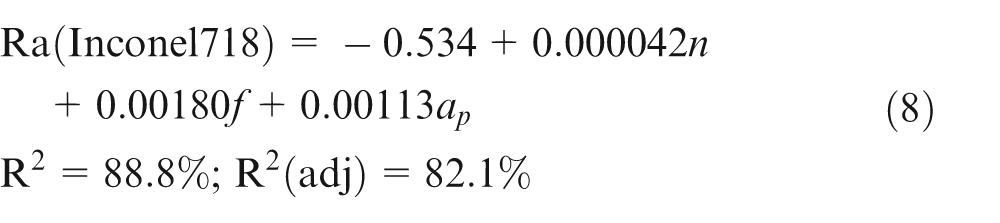
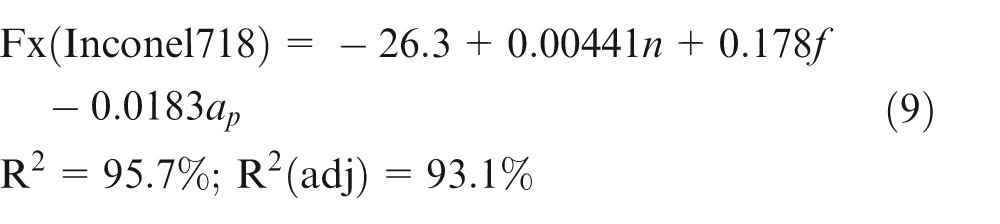
where n, f and ap are spindle speed, feed rate and axial depth of cut, respectively.
In this study, established regression models were consistent with experimental values since R2 values were high, and these mathematical models could be employed to estimate tool wear, surface roughness and cutting forces in micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials.
Confirmation experiments
The last step of Taguchi method is to validate the output responses conducting additional experiments. The confirmation experiment was performed to predict the output responses, and the confirmation experiment for Ti6Al4V titanium alloy was conducted at the optimal parameters for P-to-V Fx. The results of confirmation experiments for Ti6Al4V titanium alloy are given in Figure 13. The predicted results for tool wear (Figure 13(a)), surface roughness (Figure 13(b)), P-to-V Fx (Figure 13(c)) and P-to-V Fy (Figure 13(d)) were very close to the results of confirmation experiments. In A1B1C3 confirmation experiment, average percentage errors for tool wear, surface roughness, P-to-V Fx and P-to-V Fy were 19.61%, 8.77%, 2.07% and 3.41%, respectively. It was also found that P-to-V Fx improved by 13.41% as compared to the value of initial setting (A1B1C1) (Table 12). The confirmation experiments for Inconel 718 material were carried out at the optimal parameter setting achieved from P-to-V Fx and P-to-V Fy. The results of confirmation experiments for Inconel 718 material are shown in Figure 14. The predicted results for tool wear (Figure 14(a)), surface roughness (Figure 14(b)), P-to-V Fx (Figure 14(c)) and P-to-V Fy (Figure 14(d)) were very close to the results of confirmation experiments. In A1B1C2 confirmation experiment, average percentage errors for tool wear, surface roughness, P-to-V Fx and P-to-V Fy were found as 17.24%, 4.07%, 0.32% and 1.14%, respectively. In A1B1C3 confirmation experiment, average percentage errors for tool wear, surface roughness, P-to-V Fx and P-to-V Fy were 0.48%, 7.88%, 2.35% and 1.23%, respectively. It was also concluded that P-to-V Fx and P-to-V Fy improved by 7.99% and 1.90%, respectively, as compared to the values of initial setting (Table 13).
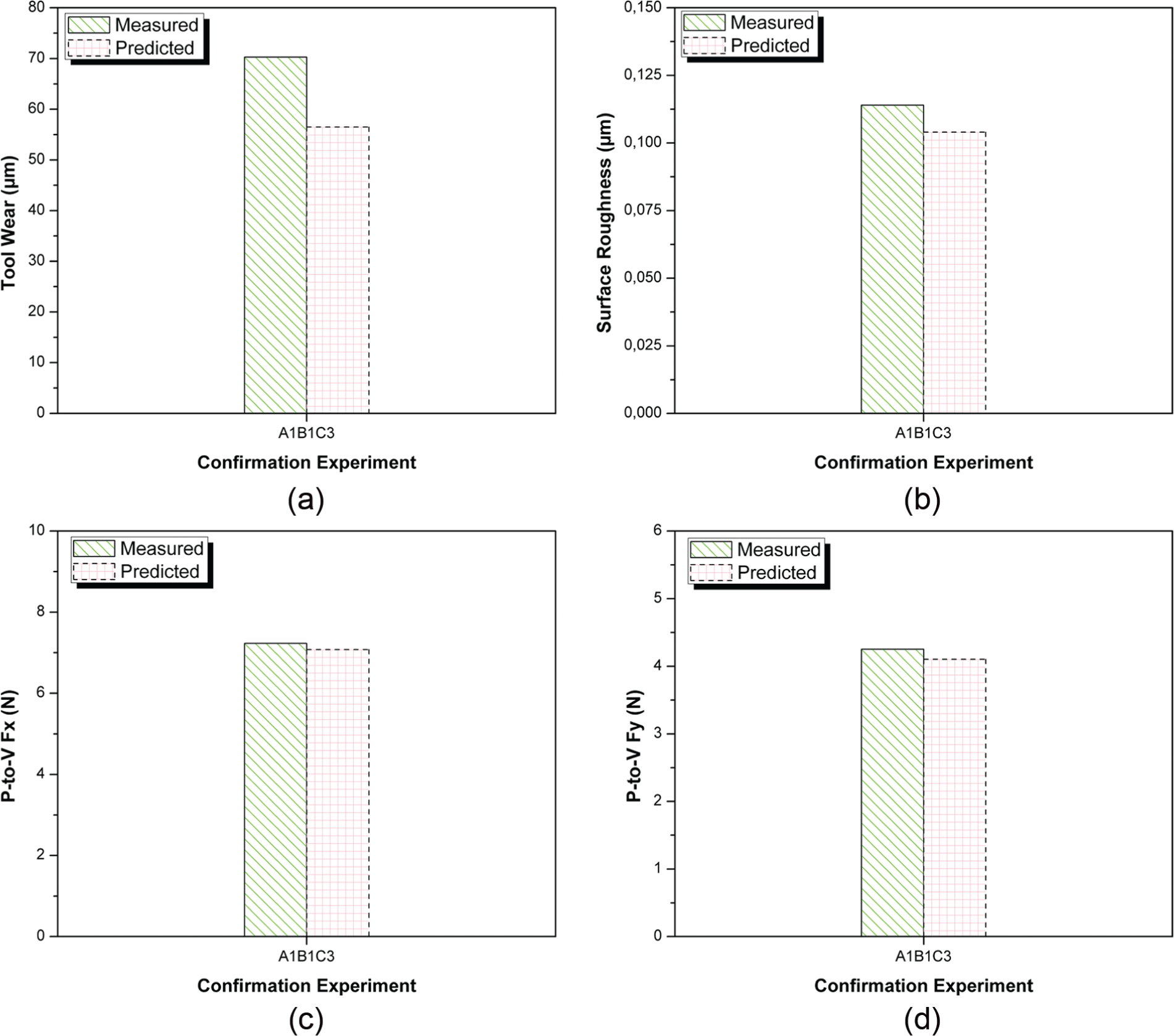
Results of confirmation experiments for Ti6Al4V titanium alloy: (a) tool wear, (b) Ra, (c) P-to-V Fx and (d) P-to-V Fy.
Results of confirmation experiments for Ti6Al4V titanium alloy.

Results of confirmation experiments for Inconel 718.

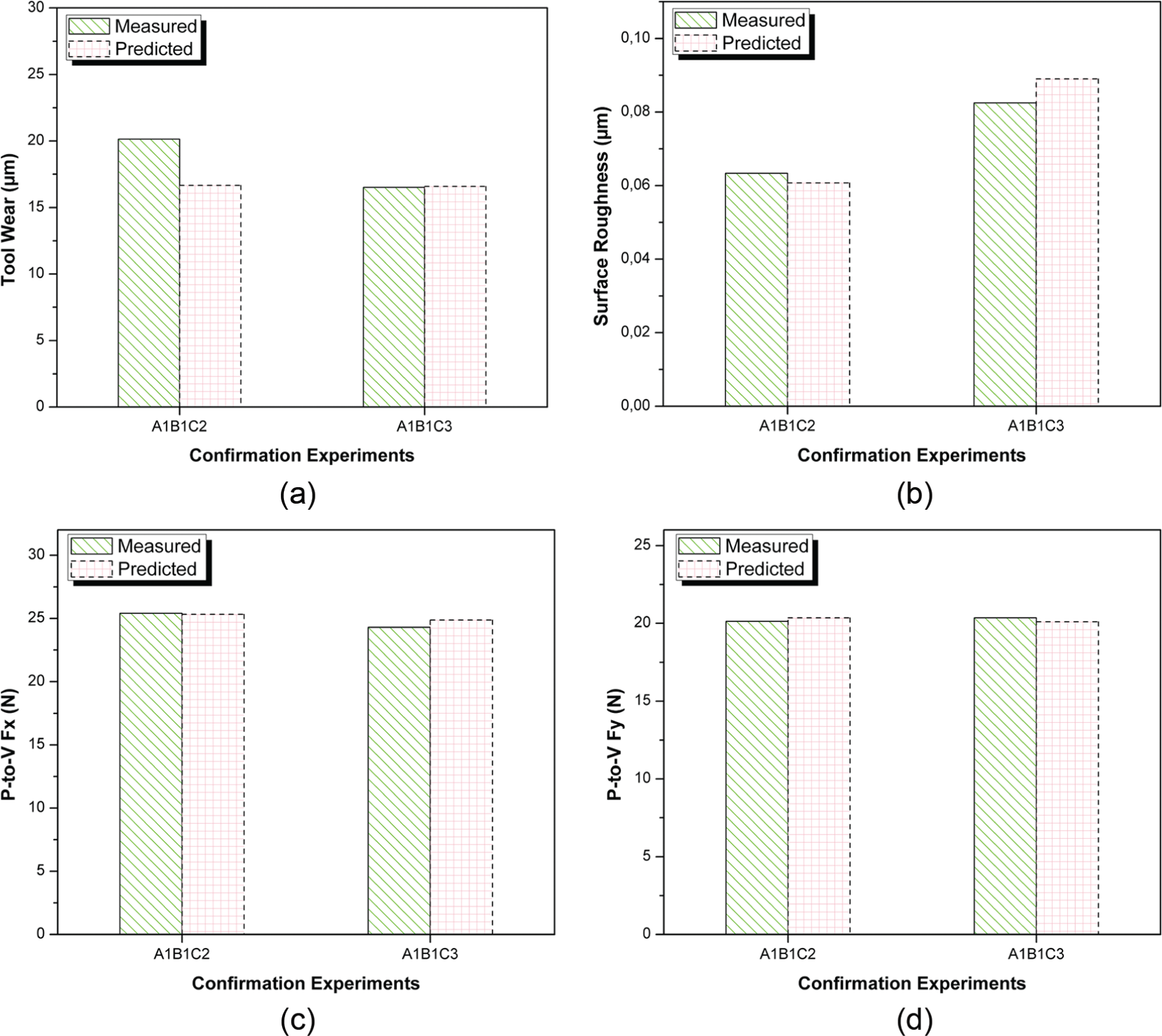
Results of confirmation experiments for Inconel 718: (a) tool wear, (b) Ra, (c) P-to-V Fx and (d) P-to-V Fy.
It was concluded that the predicted values were very close to the results obtained from experiments; thus, the developed mathematical models could be employed for prediction of tool wear, surface roughness and cutting forces in the micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials.
Conclusion
Influence of various micro-milling parameters, namely, spindle speed, feed rate and depth of cut on the tool wear, surface roughness and cutting forces, was analyzed via Taguchi method. Taguchi’s S/N ratio was employed to optimize the micro-milling parameters, and the effect of micro-milling parameters on output responses was investigated by ANOVA. From S/N analysis, it was concluded that the optimum values for minimizing tool wear in micro-milling of Ti6Al4V titanium alloy were spindle speed of 12,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm, and for Inconel 718 material, the optimum values were spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 75 µm. For Ti6Al4V titanium alloy, the optimum combination set of surface roughness was spindle speed of 12,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm. The results showed that the optimum combination for surface roughness during micro-milling of Inconel 718 was spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm. In micro-milling of both materials, optimum parameters were spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 100 µm for P-to-V Fx. For P-to-V Fy, optimum parameters were found to be as spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 50 µm in micro-milling of Ti6Al4V titanium alloy. The optimal process parameter setting for P-to-V Fy during micro-milling of Inconel 718 material was found as spindle speed of 10,000 r/min, feed rate of 50 mm/min and depth of cut of 75 µm.
The most important parameter affecting tool wear was depth of cut for Ti6Al4V titanium alloy. The most important parameter influencing tool wear was found to be spindle speed for Inconel 718 material. It was concluded that surface roughness and P-to-V Fy were mainly affected by spindle speed during micro-milling of Ti6Al4V titanium alloy, while for Inconel 718 material, the most important parameter affecting surface roughness and P-to-V Fy was feed rate. For both materials, P-to-V Fx force was mostly influenced by spindle speed.
Tool wear and surface roughness in micro-milling of Ti6Al4V titanium alloy could be higher or lower than in micro-milling of Inconel 718 material, depending on the cutting conditions. For all experiments, both P-to-V Fx and P-to-V Fy forces were found to be higher in micro-milling of Inconel 718 material than in micro-milling of Ti6Al4V titanium alloy.
In this study, the mathematical models were also developed using regression analysis. Thus, it was possible to predict the tool wear, surface roughness and cutting forces without conducting the experiments. The prediction capability of these developed models was determined by correlation coefficients. The results showed that the tool wear, surface roughness and cutting forces in micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials could be predicted by regression modelling.
Footnotes
Acknowledgements
Emel Kuram was awarded PhD scholarship by the TUBITAK–BIDEB and is grateful to TUBITAK–BIDEB.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The authors thank Gebze Technical University for supporting this project (Project Number: BAP 2013-A22).