
Abstract
The real contact length during the grinding process is considered as an important subject for researchers, mainly because it reflects the intensity of the responses such as grinding forces and temperature generation. In order to measure and assess the real contact length, many experimental techniques and prediction models are available in the literature. Among all these models, the model developed by Rowe and Qi is being used widely by researchers because of its ability to make close predictions with real values. Rowe and Qi coined the term called roughness factor in their model. This factor varies with grinding environments and wheel–work material combinations. To decide it for a new environment, one has to do the laborious experimental work. In this article, the roughness factor has been analysed from the grinding temperature and the heat partition ratio point of view and expressed so that without experimental work prediction of the roughness factor can be done. For this, a new factor called as the thermal factor has been proposed based on the roughness factor modifications. Its good correlation with dimensionless temperature and heat partition ratio under different grinding environments have been presented and discussed in the current communication. It seems that the thermal factor can be helped in an easy and accurate prediction of the contact length during grinding operations.
Introduction
Grinding is traditionally regarded as a final manufacturing process in the production of components demanding high quality, especially in aerospace and medical fields, where the quality of the machined part is of utmost importance. The quality of the product includes accuracy, surface texture and subsurface integrity. These elements influence mechanical and metallurgical properties of the product. From the grinding kinematics aspect, the contact length between the wheel and the workpiece plays a crucial role in workpiece quality, because the contact area is the one key factor which decides the length of the heat source and wheel–work interface force distribution. The contact length is particularly relevant to the maximum surface temperature of the workpiece, the grinding wheel wear rate, the generation of residual stresses and the attenuation of higher order frequencies of vibration. 1 It has been observed that several authors used to predict contact length values to estimate convective heat transfer coefficient, 2 grinding burn threshold, 3 grind hardening, 4 chip thickness and surface roughness 5 and so on, In grinding process studies, the geometric contact length commonly represents the wheel–work contact length. But it was observed that the real contact length is much greater than the geometric contact length. So the substitution of the real contact length with the geometric contact length will cause a significant error. The ratio between the real and geometric contact length is also not constant and it is a function of grinding conditions. 6 It was also observed that the depth of cut, coolant chemistry and its application method, wheel and work speeds and their mechanical and thermal properties were important groups of parameters that influence the actual contact length. 7 Marinescu et al.8,9 found that grinding conditions and the properties of work material have significant effects on the contact length. Several techniques such as the thermocouple method, the applied power source method, the quick stop device method and two half slot method have been employed to explore the wheel–work contact length experimentally. Every method comprises advantage and disadvantage, listed in the literature.1,6,10–12
It is difficult to measure the real contact length under each and every condition; it is also difficult to examine this problem only by analytical methods because of the process complexity. 1 Despite complications, efforts were made by researchers to investigate this problem by experimental, experimental/analytical and numerical approaches. Recently, Fatima and Mativenga 13 published a review of available models to predict the contact length and also suggested various possibilities to improve their predictability in machining operations. Summary of the available real contact length prediction models’ literature for surface grinding has been given below.
Tsuwa et al. model
Tsuwa et al. 14 observed the variation in contact length along with grinding force due to the wheel and the work elastic deformation during the grinding process. Contact length according to Tsuwa et al. was given as

Kumar and Shaw model
Kumar and Shaw 15 observed that thermal effects are negligible compared to mechanical effects relative to the local wheel–work deflection in the surface grinding. The local deflection of the wheel plays a predominant role than the local deflection of the work. However, this model uses extrapolated results to estimate the elastic deflections of a smooth contact situation. A good agreement was claimed between theory and experiment although contact length found smaller than measurements made by other workers’ contact length according to Kumar and Shaw was given as

Saljé et al. model
Based on the numerous numbers of experiments, Saljé et al. 16 correlated the contact length with speed ratio. They found two different relations


Lindsay and Hahn model
Lindsay and Hahn17,18 calculated the real contact length by assuming that individual grinding wheel grains were analogous to spring systems. But this model fails to take account of the depth of cut. Contact length according to Lindsay and Hahn was given as

where HL is the hardness factor of grinding wheel. (For H, I, J, K, L,... grades, these values are 0, 1, 2, 3, 4,..., respectively.)
Brown et al. model
Brown et al. 19 analysed the influence of elastic deflection on the contact length by separating the elastic deflection into two parts: the wheel body and workpiece deflection and the deflection between an active grain and the workpiece. A contact length model was established using Hertz theory. However, the contact model also did not consider the depth of cut which has a significant influence on the grinding contact length


Sauer and Shaw model
Sauer and Shaw 20 developed the contact model length using the Hertzian’s theory of contact stresses. According to Sauer and Shaw


Brandin model
Brandin 21 proposed a model by considering the workpiece surface roughness. Brandin stated that the difference between the geometric and real contact length was only due to the roughness of the workpiece

Maris model
Maris 22 developed an empirical model by conducting a several number of experiments. But the constants in the equation were chosen as such that this model fits with the measured values

Snoeys and Wang
Snoeys and Wang 23 developed a theoretical contact length expression by considering contact stiffness of the wheel and workpiece, assuming each grain of the surface of the wheel was supported by a single spring


Zhang et al. model
Zhang et al. 7 developed a model under hypotheses of macro-deformation of the grinding wheel. Contact length according to Zhang et al. was given as


Rowe and Qi model
Qi et al.6,24 developed several models to predict the contact length in grinding. All the models indicate that the main parameters influencing contact length were the real depth of cut, the elastic deflection of the wheel and surface topography of the grinding wheel.
According to the surface roughness approach, the contact length was given as


According to contact area approach, the contact length was given as

Qi et al. modified equation
Qi et al. 10 modified equation (13) by considering the spindle power and specific normal force empirical relation. The modified Qi et al. equation was given as

To use most of the above-discussed equations, model parameters, constants and exponents must be known to us for a particular combination. In equation (13), the constants were identified based on the nonlinear curve fit of experimental measurements. Several authors 25 used some of these contact length models in finite element simulations also. Stępień 26 presented an advanced probabilistic model of the grinding process by considering the random arrangement of the grain vertices at the wheel active surface. Horng et al. 27 also developed a contact length model by taking into consideration the plastic deformation and the surface roughness. In a recent work, Pombo et al. 12 estimated the contact length using thermocouple measurement and numerical simulations.
From the above literature, it can be concluded that for the contact length estimation many authors used contact analysis approach by Hertz theory, surface roughness approach and very few authors considered it from the thermal aspect. Among all the above-discussed models, the model developed by Qi et al. 24 has been given wide attention because of its ability to make close predictions with experimentally measure values.
In equation (13), the model parameter ‘Rr’ is the average roughness factor and it was identified based on the nonlinear curve fit of experimental measurements. Based on several experiments, the authors proposed different Rr values for different conditions which were given below:
Rr = 14.7 (wheel − A60L7V, workpiece − En9, dry environment)
Rr = 8 (wheel − A60L7V, workpiece − cast iron, dry environment)
Rr = 23.6 (wheel − A60L7V, workpiece − En9, wet environment)
Rr = 12.4 (wheel − 91ABN200, workpiece − En9, dry environment)
Rr = 25 (wheel − 91ABN200, workpiece − En9, wet environment)
To use equation (13) for a new combination of wheel and work material, there is a need to perform several experiments to determine the individual roughness factor value for each condition, and then the average value for the whole combination. On the other hand, the need of a simple relation between grinding conditions and the contact length turns out to be more apparent since more attention is paid to the analysis of the grinding performance. In this article, the authors propose a new parameter called as the thermal factor, which combines the basic kinematical parameters of a grinding process and the thermal properties of the wheel and work material. It has been observed that the thermal factor relates good to the roughness factor, suggested by Rowe and Qi.
Introduction to the new constant parameter
Grinding is a manufacturing process in which high specific energy is consumed and mostly energy is transformed into heat in the wheel–work interface zone. As explained below, there is a predominance relation between generated temperature and contact length 28



The above maximum grinding zone temperature, equation (16), can be further reduced to


For a combination of wheel and workpiece material, the thermal properties related to the wheel and workpiece will be constant. Hence, the equation can be expressed as given in equation (20)

Above equation (20) indicates that the contact length is a function of generated temperature and heat partition ratio also. Pombo et al. 12 findings also stated that the heat distribution within the workpiece is highly dependent on contact length and energy partition. Moreover, the heat that goes to the workpiece is responsible for the rise in temperature on the ground part. Rowe et al. equation (13) considered only the grinding geometry, grinding force and the roughness of the grinding wheel. Incorporation of additional thermal quantities makes Rowe model more robust. Hence, in this work it has been proposed to add the thermal quantities such as maximum generated temperature and heat partition ratio. To make qualitative analysis, maximum dimensionless temperature has been considered instead of the maximum generated temperature. The combination of dimensionless temperature and heat partition will take care of the quantity of heat generated on the ground surface, despite the wheel and work combinations.
The maximum temperature rise in the grinding process can be expressed in simple terms of dimensionless temperature and Peclet number, suggested by Malkin and Guo 28






Heat partition ratio values for frequent combinations of wheel and work material in both dry and wet conditions can be taken from different standard literature.29–31 It can also be evaluated for the dry condition using equation (24)



The ratio between maximum dimensionless temperature and the heat partition ratio has been proposed as the thermal factor. The average value of individual thermal factors for different kinematic conditions for a particular wheel–work combination has been considered as the average thermal factor, similar to the roughness factor.
On the basis of the available literature24,32 for different wheel materials, work materials and grinding environments, Figure 1 has been prepared to show the closeness of the average roughness factor, thermal factor and the average thermal factor. Grinding conditions and the calculated data for the Figure 1 are given in Table 1. As stated earlier, the variation in the thermal factor with different kinematic conditions and wheel–work combinations can be observed. The proposed thermal factor and roughness factors shows the similar variation with cutting environments and wheel–work combinations.
It can be seen from Figure 1 that the relation between average roughness factor and average thermal factor can be considered linear. It means that the relation between roughness factor, dimensionless temperature and the heat partition ratio can be expressed as follows

Rowe and Qi equation with the thermal factor can be written as

Validation
The proposed equation has been compared with Qi et al. 24 experimental data for validation, and the results showed that the proposed model predicts the contact length with Rowe and Qi formula with reasonable accuracy and the results are given in Figure 3. Additional experiments have also been performed to validate the proposed equation. For this purpose, a series of experiments have been conducted on a Chevalier Smart H1224 CNC surface grinder, and the real depth of cut and the real contact length have been measured using two half slot grinding technique, developed by Gu and Wager. 33 In this method, the wheel was dressed to form two half circle length slots on the wheel circumference with 2 mm width and 0.2 mm depth. After the first pass, the pattern on the work surface has been traced using a surface profilometer and the actual depth of cut and contact length have been measured. The experiments have been conducted with a conventional silicon carbide abrasive wheel on Ti-6Al-4V material. The properties of Ti-6Al-4V workpiece material used for experimental work were as follows: density 4.43 g/cm3, modulus of elasticity 113 GPa, thermal conductivity 5.44 Wm/K, specific heat 526.3 J/kg K and Poisson’s ratio 0.342. The wheel was silicon carbide grinding wheel (CG60K5V8) with modulus of elasticity 25 GPa and Poisson’s ratio 0.22. 34 The size of the workpiece was 60 mm × 60 mm × 10 mm. The size of the wheel was 340 mm × 50 mm × 127 mm. The other conditions taken for experimentation were as follows: speed ratios (Vc/VW) 100, 200, 300 and depth of cut 10, 15, 20, 25 and 30 μm. Before conducting experiments, fine dressing operation has been performed on the wheel with the following parameters: dressing depth 10 μm, dressing lead 10 mm/min and the number of passes were 2. The cutting forces have been measured using a Kistler 9257B dynamometer. Figure 2 shows the slots on the wheel surface and patterns on ground surfaces at different speed ratios.
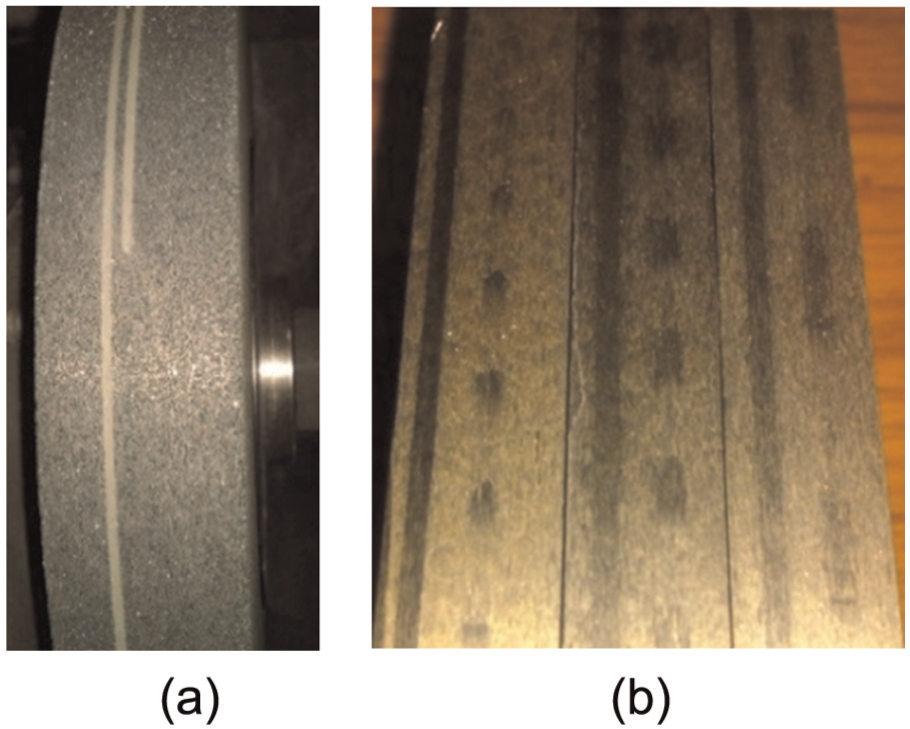
(a) Slots on wheel surface. (b) Pattern on surface after first pass at different speed ratios.
After the first pass, the profile of the surface was traced in lateral and longitudinal directions to measure the real contact length. Figure 3(e) shows the closeness of the proposed model with experimentally measured values.
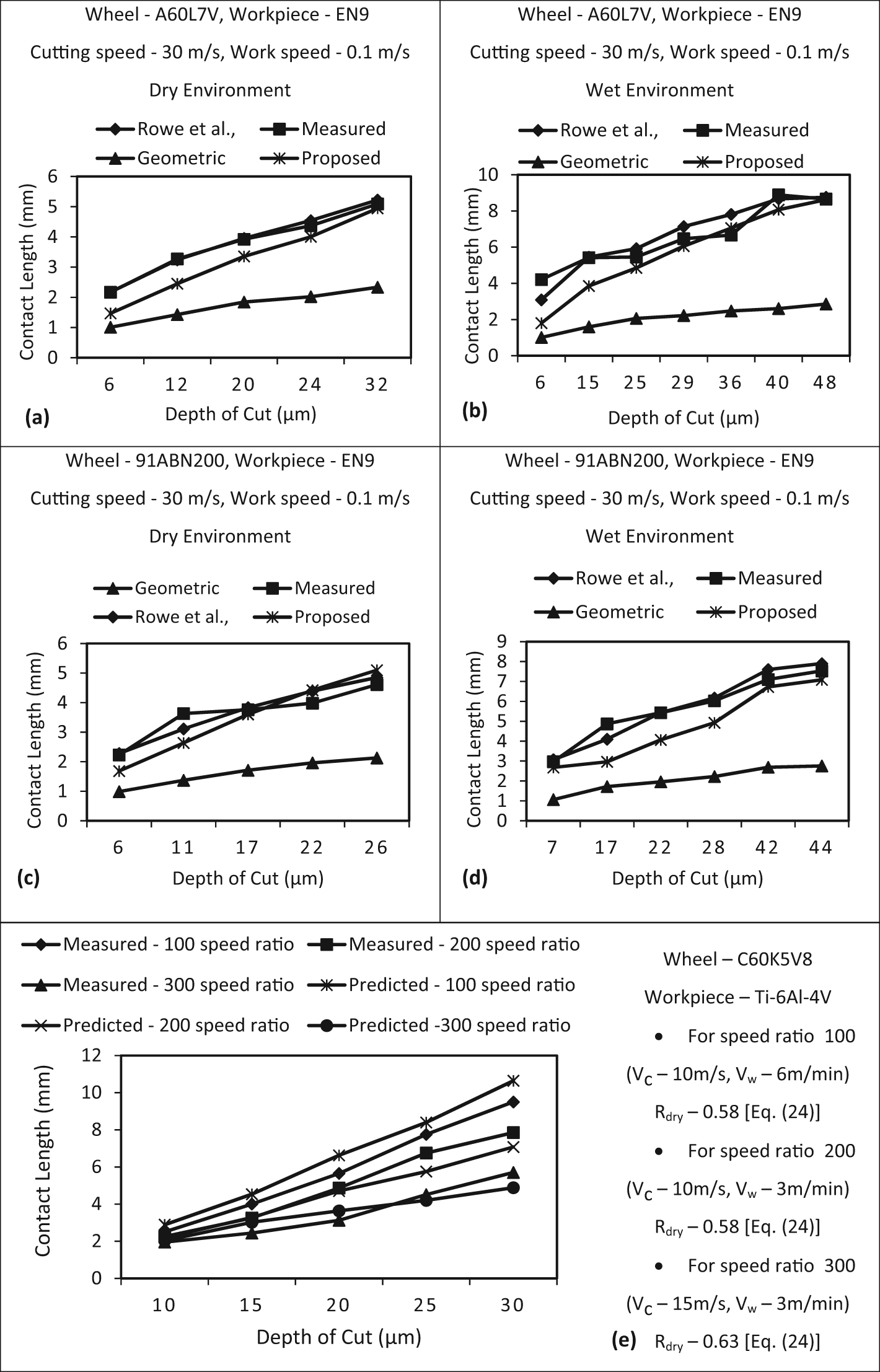
(a–d) Summary of experimentally measured contact length, calculated contact length using Rowe and Qi formula, geometric contact length and calculated contact length using propose formula at different kinematic conditions. (Measured and Rowe et al. data are from Qi et al.6,24) (e) Evaluation of proposed model by additional experiments.
Conclusion
To make the Rowe and Qi model more robust, thermal quantities such as dimensionless temperature and heat partition ratio have been added to the initial one.
The modified Rowe and Qi contact length equation can be expressed as

The results presented in this work show that the new proposed thermal factor can be used to replace the roughness factor in Rowe and Qi’s contact length model.
The proposed model was validated with the available literature data and experiments.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.