
Abstract
Due to the high power consumption of machine tools in the manufacturing plants, study of the energy efficiency of machine tools has been the urgent need for sustainability. This article is focused on a comprehensive literature review about energy-efficient machine tools, including the analysis of energy loss, the modeling, and evaluating of energy efficiency of machine tools. These techniques are applicable for the design of new machine tools, and the analysis or redesign of the existing machine tools. Furthermore, some limitations and barriers of the previous studies on reducing machine tool energy consumption are discussed and outlined. The significant potential toward improving the energy efficiency of machine tools is presented, and some challenges are identified and summarized.
Introduction
Energy is an essential resource for machining operations. According to Jeswiet and Nava, 1 in machining process, 10% of industrial energy consumption is attributed to the use of compressed air, approximately 50% may be attributed to electrical drives, and the remaining 40% of this industrial energy consumption may be accounted for by heating and lighting. Meantime, manufacturing processes release solid, liquid, and gaseous waste streams. It causes land, air, and water pollution problem. Nowadays, manufacturing industries are facing increasing pressure to reduce carbon footprint due to rising in energy cost and relating to climate change. Actually, the productive energy usages in a variety of material removal processes are related to the machine tool and the overall production system. It is important to minimize the indirect energy consumption, in relation to the direct machining energy consumption. The indirect energy cost is the electricity use to operate a production machine. Therefore, the energy-efficient manufacturing is an essential consideration in sustainable manufacturing. On the one hand, improving the energy efficiency of a manufacturing process can reduce the use of feedstock energy. It means more products will be produced by using the same amount of energy. The electricity power use of manufacturing processes directly impacts the dependence on imported coal and alleviates the pressure on increasingly scarce natural gas supplies. On the other hand, the efficient use of energy has positive impacts on the environment because the reduction in fuel use is directly related to fewer emissions of criteria pollutants such as sulfur oxides, nitrogen oxides, and greenhouse gases—carbon dioxide.
Increasing cost in energy use and environmental constraints lead to an increasing pressure on manufacturing companies to decrease energy consumption. It has been commonly accepted that sustainable development should include three pillars: economical, environmental, and social issues. 2 Energy-intensive production will increase the product costs from both energy use and carbon dioxide emissions. As most major equipments of a manufacturing system, the machine tools consume more than 90% total energy. Many efforts in manufacturing economic models have been paid in the last decades,3–6 but the issue of manufacturing affecting aspects like resource efficiency and environmental issues have rarely been given much attention.
To support machine manufacturers to take energy consumption systematically into account during machine design, many efforts need to be further paid, including (1) finding energy-efficient methodologies and concepts for new machine design and (2) studying the power consumptions of related physical components of a machine tool. These physical components include bearings, feed axes, hydraulic losses, electrical drives, cooling systems, spindles, and so on, and (3) developing some energy efficiency-oriented software, such as numerical controllers and machine peripheral modules. The controllers do not directly consume energy themselves, although, however, as it dominates the behavior of the machine, it has a significant impact on the energy consumption.
The motivations of this article focus on reviewing the existing works related to reducing the energy use of machine tools, discussing the future challenges toward energy-efficient machine design, and identifying the major barriers for the improvement in machine tool energy efficiency.
Energy monitoring techniques
Energy monitoring is essential to get an insight on how energy is flowing in an existing machine, to understand which components should be focused on to reduce energy consumption, and construct reliable energetic models for them. Normally, there are three basic energy flows in a machine tool and its components, which include spindle or axis drives, peripherals, and compressed air. A very common technique to monitor the energy consumption of a machine tool is to measure its cutting power with torque sensors or dynamometers. A software-based approach for automated energy reasoning for a three-axis precision milling operation was proposed by Vijayaraghavan and Dornfeld, 3 in which energy monitoring and analysis were implemented by complex event processing techniques. The advantage of the approach is that it can be expanded and applied to analyze other types of environmentally pertinent data streams in manufacturing systems, to make decision for machine tools to improve the environmental performance. To monitor the energy consumptions in turning process under various cutting conditions, an empirical model was proposed to predict the total energy usage of the machine tool. 4 Since the process parameters were determined based on the energy monitoring data from different cutting conditions, the model could be used to precisely predict the energy consumption of the machine tool in a specific machining process. The main advantage is that this model could be expanded and applied to other machine tools and other manufacturing processes, for example, as an enabler to promote energy efficiency in production processes. Considering that a machine tool consists of many energy-consuming components, approaches to model the energy consumption per component were proposed by He et al. 5 The total energy consumption of the machine tool could be calculated by considering the energy-consuming components. At the same time, several important conclusions were obtained. For example, the energy consumption of a machining tool depended significantly on the operational states of energy-consuming components controlled by numerical control (NC) codes; the total energy consumption of NC machining depended on the energy consumptions of the energy-consuming components; and the tool energy consumption of a machine tool could be estimated by summing up the energy consumption of each component controlled by the corresponding NC files. The optimization of machining parameters for minimal energy consumption in the roughing and finishing in multi-pass turning operations was studied based on nonlinear programming. 6 Several practical constraints, including parametric constraints, tool-life constraints, and operational constraints, were defined for the optimization procedure of the energy function. The advantage of the approach is that optimization of the machining parameters is, respectively, performed according to different machining tasks. Furthermore, several criterions to optimize machining parameters were defined for the different machining operations. For example, the optimal feed rate should be constant up to a certain threshold value of depth of cut and then decrease in roughing process, while the high material removal rate (MRR) in finishing pass should be used to decrease the energy consumptions of the machine modules.
To reduce the number of sensors required for the energy monitoring of a manufacturing process, a real-time energy data processing algorithm was proposed to identify different operational states. 7 The finite-state machines are used in the operation process. Based on machine operational states, a framework was developed for the online classification of real-time energy measured data, energy audit, and machine scheduling. A novel approach was proposed for the estimating the energy usages of energy-consuming components. 8 They divided the machining process into two states: steady state and transient state. The methodology had been used in the energy monitoring of spindle and feed axes for 2.5 dimensional machining.
An online energy monitoring system was proposed for the energy monitoring of machine tools. 9 In which, the overall energy consumption of a machine tool is divided into two parts: constant energy consumption and variable energy consumption. The former is identified offline and stored in database, and the latter is derived from cutting power.
A systematic method was proposed for the modeling of energy consumption of various types of machine tools. 10 The advantage of this approach is that both the machine and its energy-consuming components are carried out under realistic, real-life load conditions, while these conditions might be difficult to reproduce on dedicated test setups. However, not all physical entities like torque and flows could be monitored on the system level. It still is very difficult to analyze how the energy flows in a machine tool, and how much energy is consumed per components or modules. Currently, the difficulty of energy monitoring techniques mainly focuses on how to obtain much information from the existing monitoring system without increasing the number of sensors or modifying the machine tool.
In this research, an experimental setup is built for the monitoring of energy efficiency of machine tools and the default diagnosis. An overview of the experimental setup is given in Figure 1. Considering current has been successfully used for the measurement of cutting forces in previous research,11,12 it is selected as measurement signal in this scheme, and the current data will be acquired with NI-DAQ simultaneous sampling card. A four-axis milling/turning center, as shown in Figure 2(a), installed with Sinumerik 840D is selected as testing machine. The current measuring devices are shown in Figure 2(b). The currents of both X-axis feed motor and Y-axis feed motor are measured asynchronously. To estimate the cutting force from the feed motor currents, the inertial and frictional effects need to be eliminated, that is, the tooth-passing frequencies should be below the current sensor bandwidth.
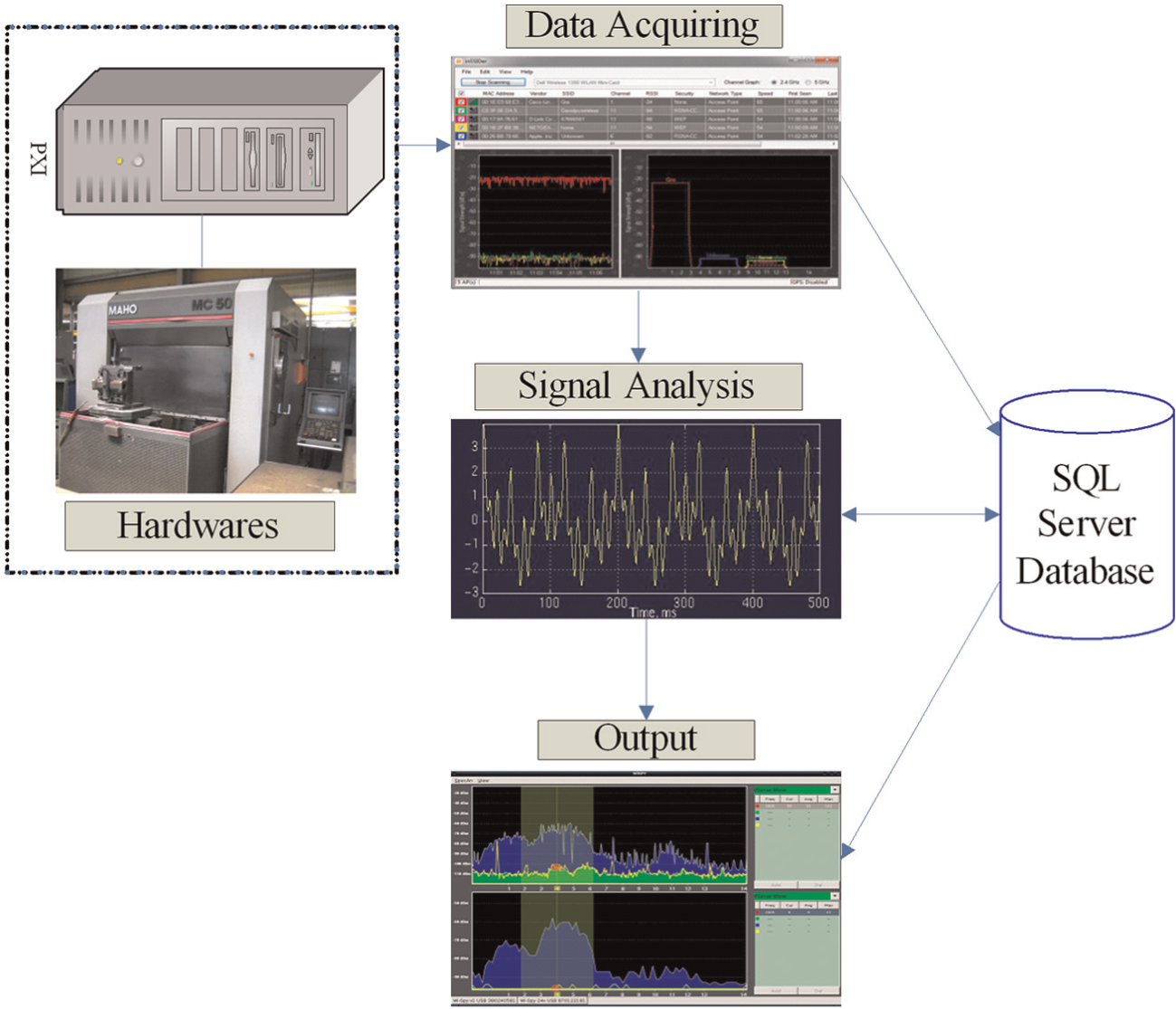
Flowchart of the experimental system.
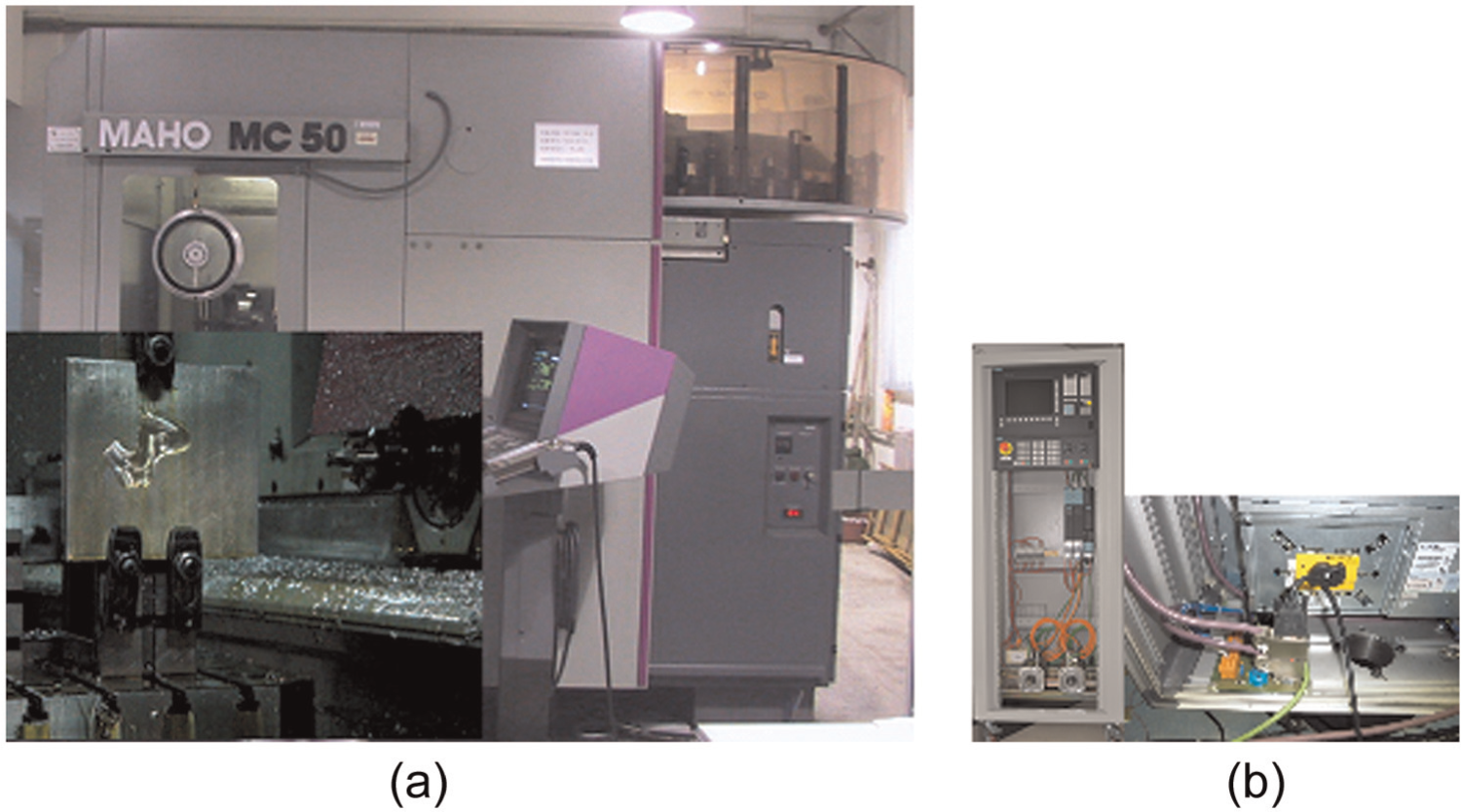
(a) The four-axis milling/turning center and (b) the current measurement setup.
The parameter settings of this experiment are power rating of 48 kW, rated revolution of 6500 r/min for milling spindle. The cutting conditions are as follows: axis depth of cut 3 mm, radial depth of cut 15 mm, spindle speed of 800 r/min, feed rate of 300 mm/min, and four flute end mill with diameter 20 mm. The sampling frequency is 2 Hz. After the data of feed motor currents are acquired, spectral analysis needs to be carried out for the extraction of the cutting force signal. Furthermore, the main component, the current signal in frequency domain, is found out to determine the relationship between current and cutting force. 11
Figure 3 shows the spectral analysis and profiles of the current and cutting force. As shown in Figure 3(a), the cyclic variations of the current signal are caused by frictional torque and the torque variation generated by the cutting force. It can be clearly seen in frequency domain, the current signal composes of several components: 28 Hz, 100 Hz, 168 Hz, and so on. They can be classified as general component and unusual components, and these unusual components usually are generated by the frictional torque, the run-out variations among cutter inserts, noise, and so on. The unusual components are different from the general component in the magnitude of frequency. The general component is governed by a component of the tooth-passing frequency, as shown in Figure 3(b).
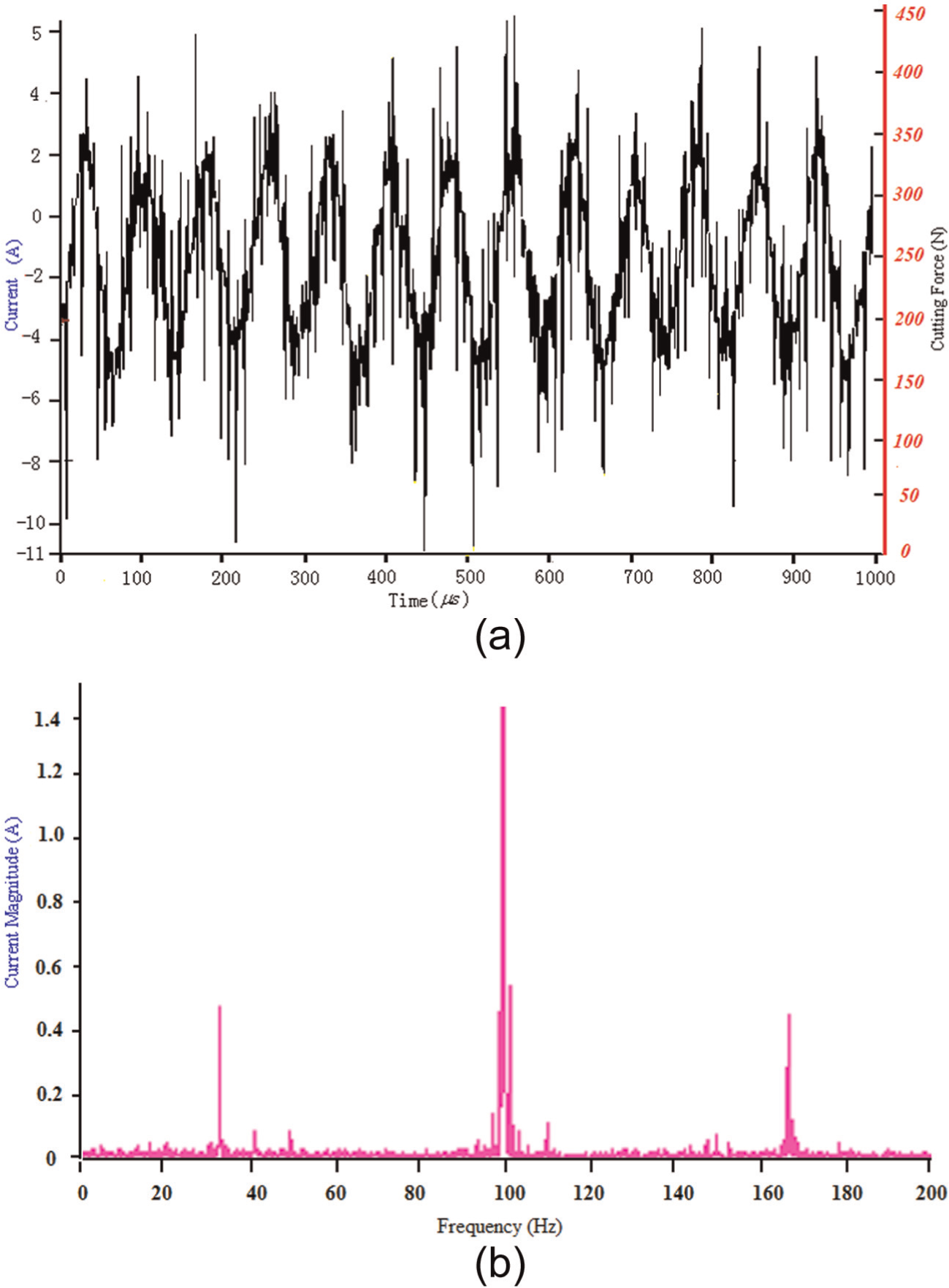
Experimental results: (a) the current signal and the corresponding cutting force and (b) tooth-passing frequency.
Energy demand modeling
To reduce the total energy consumption of a machine tool, it is very important to analyze its energy loss. From the energy loss point of view, all energy-consuming components of a machine tool should be considered together for estimating the energy use and loss. Numerous energy models have been developed in both theory and practice in last years. 13
Energy demand analysis
The energy-consuming components of a machine tool include numerous drive motors and auxiliary components. Energy requirements vary significantly under different operation conditions. One of the energy demands comes from the machine tool base load, which is determined substantially by the machine’s auxiliary components. To decrease this energy consumption, the energy-efficient motors can be used for these components, or these energy-consumers are switched off by the machine control devices during nonproductive phases. The other energy demands depend on the major motion components of the machine tool, including drive component efficiency, regenerative supply modules, deactivation of auxiliary components, and measuring servo-controlled motors.
Generally, spindle and feed-axis motors are the major components of a machine tool, which convert electrical energy into mechanical power. Their energy consumptions are dependent on the ratio of delivered power to consumed power. As a comparison, the feed drives have lower energy consumption, while the spindle has considerable energy consumption. In fact, the energy consumption per component of a machine may vary significantly, but more than 95% energy is consumed by supply modules and drive modules. Therefore, spindle selection will significantly affect energy required. If the consumed power of a spindle drive is far lower than its rated power, the drive’s intrinsic losses will increase in proportion, which has negative effects on the energy balance. To this end, the synchronous motor may be selected to replace asynchronous motors in new machine design.
Consider that a braking process is necessary to every drive’s acceleration for return, and in this process, the energy from the drives’ moving masses is largely reconverted to electrical energy. Since kinetic energy released by braking will be converted to heat by the braking resistors in a non-regenerative supply module, a regenerative one can return this energy for reuse. Although energy loss increases slightly even if the energy is not reused, a regenerative supply module will be very efficient if the reused energy more than compensates the higher energy loss.
In nonproductive phases, the machine’s base energy consumption will be greatly reduced if the auxiliary components like pumps in the coolant and lubricant circuit are turned down. To implement this, necessary delay times may be assigned so that motors can be locked and disconnected from current after standstill. Functions of deactivation of various auxiliary devices should be studied for next generation machine tools. In addition, the interpolation error from a position encoder will generate additional current components, which result in additional energy consumption. The additional energy is converted into heat that is typically dissipated by a motor cooling system, which itself consumes energy. Since more motor energy loss will be caused by using an encoder with low signal quality, the encoder with high-quality signals should be selected to increase the energy efficiency of motors.
Theoretical modeling approaches
Generally, the energy consumption of a machine tool in a cutting process includes not only the energy consumption of the cutting tool for material removal but also the energy consumption of auxiliary equipments. To model these energy usages, an abundant amount of work had been performed.14–17 Some of them focused on reducing the energy requirements of both operating and standby modes for the energy intensive production. Other efforts focused on modeling the energy usages based on the chip formation theory. They thought that cutting and chip removing machineries provide a broad space for the improvement of energy efficiency of machining processes. For example, if the specific energy required for cutting is known, the direct energy required of a cutting process could be determined by thermodynamics. Gutowski et al., 14 presented a mathematical model to calculate the total electricity requirements of manufacturing processes. The electrical power consumption of a machine tool can be described as

where
As shown in equation (1), the overall power consumed in the machining process depends on the base power demand and the specific power required in the cutting operations. The idle power is the base power demand of equipment features that support the machine tools, such as, power to start-up the computer, motor, coolant pump, and so on. Furthermore, the power consumption of machining processes can be deduced by converting the power equation (1) into the power equation (2), as follows
where
Modern NC machine tool is a mechatronic system, including mechanical as well as electronic components and computerized control systems to enhance functionality, flexibility, and performance. All of these components and system can be considered together for estimation of its energy consumption. Currently, many efforts have been paid for the modeling of energy usage of these components.15,16 The aim is to seek feasible energy efficiency increasing techniques for these energy-consuming components, so that the total energy consumption could be decreased. Based on this idea, the overall energy consumption of the machine tool in a specific machining operation could be defined as

where
Various techniques have been developed to model the energy consumption of energy-consuming components or peripheral equipments of a machine tool.17,18 There are two kinds of energy demand states (operating with or without load) for most of the energy-consuming components or peripheral equipments during machining process. An open problem is how to improve them in hardware and/or software to minimize the energy demand within the load-free state.
In total, the energy consumption of a machine tool is very complex to model. Since there are a variety of energy-consuming components and peripheral equipments, such as the hydraulic unit, cutting oil pumps, cooling devices and peripheral devices such as a controller unit, and so on, all of these have to be traded off for the improving of energy efficiency of machine tools.
Experimental modeling approaches
The experimental modeling approach of energy consumption of machine tools was presented by Balogun and Mativeng. 15 The input data, involved in various operations, were gathered from 10 different numerically controlled machine tools. The experimental results showed that the installed power was never fully exploited, and the mean power was quite less than half the power available. The reason is that a rate of 60% of the total time spent as a productive time. Considering that the difference of energy consumption of a machine tool in the state of load-free and that of cutting load, a statistic model was constructed for analysis. 18 The energy consumption of machine tools in cutting processes was estimated by response surface methodology (RSM) based on experimental data. In which the energy consumption of cutting processes was assumed to be a function of cutting power, machine tool efficiency, and MRR. Another practical approach to determine the energy consumption of machine tools was proposed. 19 The energy consumption activity was decomposed into three sub-activities: constant start-up operation, run-time operation, and material removal operation. It was shown that the total energy consumption of a machine tool is related to its automation level. The reason is that the actual cutting consumed much less energy than those of the other components.
To model the energy losses of components of a machine tool, the following steps are performed, as shown in Figure 4:
Step 1. Define an evaluation criteria based on energy-based performance objectives. To determine the evaluation criteria, one needs to characterize the current situation and to identify most relevant phenomena for the energy consumption of components under various operation conditions. Then, both the energy flows of machine tools and the localization of losses are determined according to their energy consumptions. The key element with the highest loss is found out for the redesign or improvement. Finally, the energy-based performance objectives are obtained and applied to the optimization procedure. The optimal strategy can be achieved and utilized for the redesign.
Step 2. Determine the adaptive model structure for the system. To evaluate different design schemes of a machine tool according to energy consumption, an energetic model has to be constructed for a complete machine tool. As those mentioned in the following section, some of them could be used to model for the energetic behavior of standalone individual components. After the energetic models per component are determined, their energy flows can be analyzed in detail. Typically, the energy flows should be analyzed for various operating cases.
Step 3. Determine an appropriate energy monitoring approach to acquire the necessary data. Actually, the energy monitoring approaches described in the previous section can be selected for this purpose. Online monitoring approach may be used to identify further details for understanding the relevant phenomena and possible improvements in design
Step 4. Match the selected model structure to the data acquired from energy monitoring. Once the components with considerable energy losses have been discovered, one needs to seek ways to minimize the losses, for example, alternative designs from the designers’ experience or improvement or reconfiguration of machine tools by replacing the high energy-consuming components with energy-efficient ones. After the energy consumptions of different design modifications are analyzed and compared, the optimal design is represented by the energetic model of the machine or the modules. Furthermore, effects on the energy consumption of the machine tool need to be evaluated by using simulation techniques.
Step 5. Validate the model by experiment testing and energy data analysis. Once an energy-efficient model of a specific machine tool is obtained, its effectiveness should be evaluated.
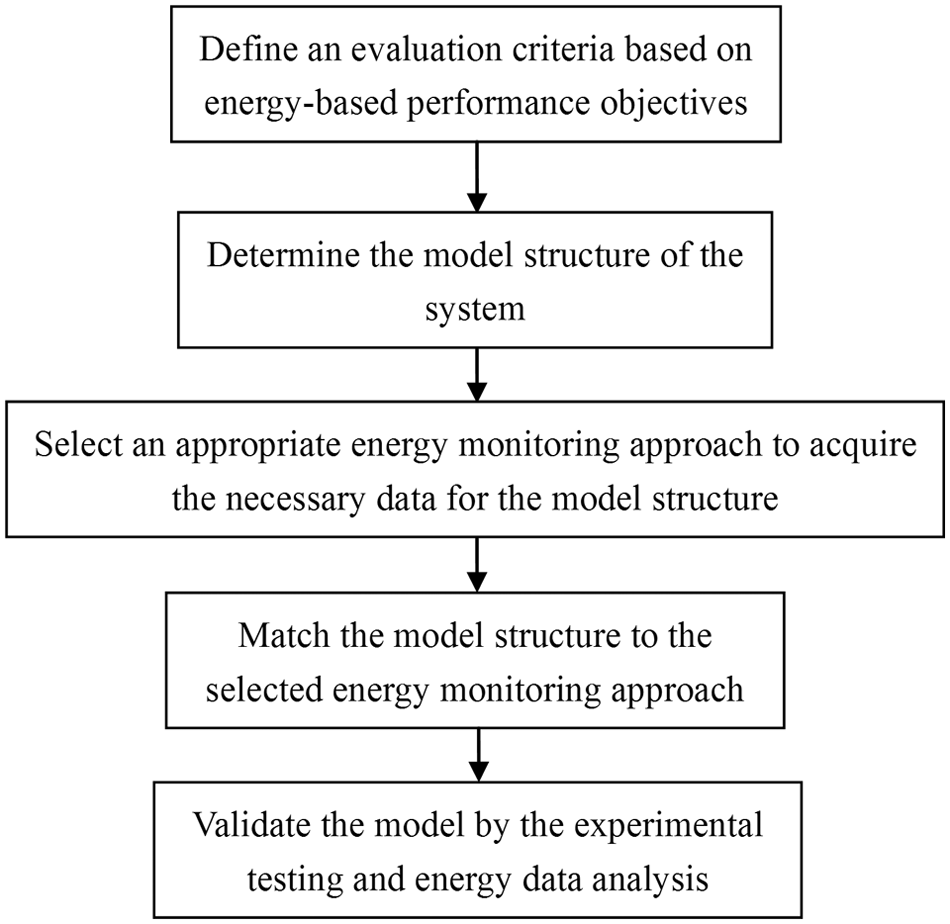
Flowchart of energy loss modeling for components.
Energy saving strategies
In the previous works, the efforts on the energy efficiency increasing of machine tools have been paid in a variety of aspects. These techniques can be classified into three groups: the improvement of function of machine tools, the selection of alterative machine tools for specific operation tasks, the optimization of machine parameter settings in the motion control code, or in the control system for specific machining conditions.
Optimizing machine tool structure for energy efficiency
Optimizing machine structure is an important way to reduce energy losses and improve energy efficiency. The machine tool manufacturers contribute to this issue by the improvement of energy efficiency of components. These components include gear transmissions; worm gears transmissions; bearings; machine feed axis and their transmissions; hydraulic systems; electrical motors; machine tool cooling systems; the machine tool technological actuator—the main spindle; and the peripheral modules (chip conveyer, lubro-refrigerant system, dust vacuum, other equipment systems such as tool changing system and pallet changing system).
Micro-factory can be constructed by using small machine tools, which reduce not only the space occupied by the machine but also energy consumed in the cutting process. 20 In fact, a conventional milling machine consumes 800 times more energy as much as a micro milling machine. A power saving strategy was reported for five-axis machining center by the inclined cutting. 21 The optimal inclined angle with minimal energy consumption was found out by experiments, and several important conclusions were obtained. For example, when an inclined surface is being machined, the power consumption varies with different inclined angles used. The optimum inclined angle is 15° for ball end milling.
In this research, a case study is presented for manufacturers to make the eco-design modification of a turning machine. First, multichannel measurement equipment is used to monitor the electrical power consumption of the motion components. As shown in Figure 5, several energy flows are taken into account to estimate the energy profile of the machine.
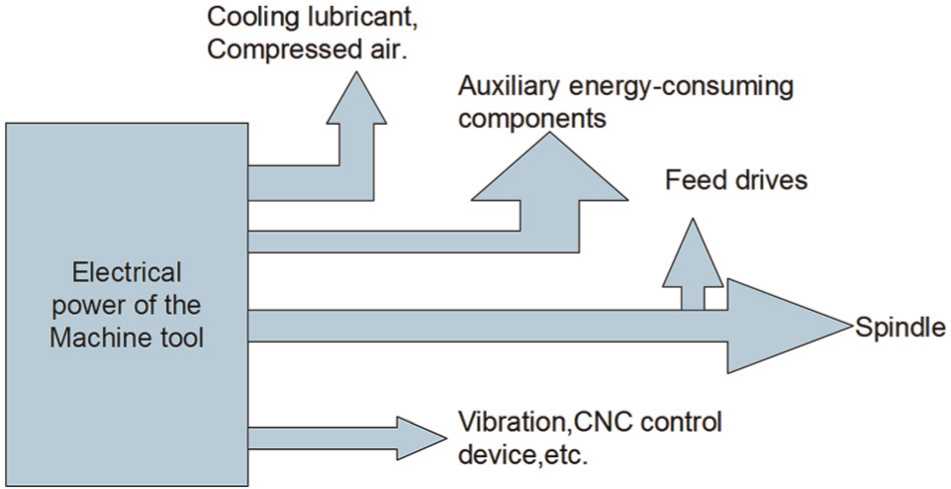
Energy flows of a turning machine.
As described in section “Energy monitoring techniques,” the power consumption of NC drivers is monitored by current transducers, which record the currents from the direct current (DC) line to inverters. Electrical power consumptions of the cooling and compressed air are measured by flow, temperature, and pressure sensors. By analyzing the data of the energy flows obtained, it is shown that the peripherals consume much more energy. However, most of them depend on the types of machining process and ambient conditions. For example, the coolant and lubricants in machining operations have high energy consumption. The use of drying cutting may be a possible solution for this issue. Thus, this saving may be compensated by the greater cost of tooling due to the increase in tool wear.
In addition, the spindle has considerable energy loss. The reason is that the turning spindle and its drive like transmission and bearings are inefficient, and specific consumed energy (necessary cutting power) is far lower than consumed power. To improve machine tool efficiency, one of the strategies is to replace the traditional spindle by a spindle with direct drive motor. To ensure the performances of the machine tool after this modification, some constraints or restrictions, such as accuracy and reliability should be complied with. For this purpose, the virtual prototype of a machine tool system needs to be constructed for the simulation and analysis purpose. To do this, a three-dimensional geometry model for a machine tool system needs to be constructed. Then the multi body modeling software such as LMS Virtual Lab product is applied to the simulation and analysis. The simulation verifications include the energy consumption of the machine tool and other performances such as vibration, accuracy, reliability, and so on. For this purpose, the power usage of the machine tool is broken up into several parts: the electrical powers required for external processing equipments (cooling lubricant and compressed air), auxiliary energy-consuming components, feed drives, spindle, NC control device, and the electrical power consumption caused by the vibrations. The vibrations in a machine tool system will cause many machining problems and higher energy consumption. In order to accurately predict the performances of a whole machine tool system, a dynamic model, including all components in the machine tool loop should be established by LMS Virtual Lab software. Then, the finite element method is adopted for the analysis with reasonable accuracy. The dynamic model and the corresponding dynamic analysis results are given in Figure 6. The vibration errors, as shown in Figure 6(b), could be used to evaluate the system performances. Furthermore, the optimum machine tool structure can be obtained by the iteration with modifying, analyzing, and evaluating based on analysis result.
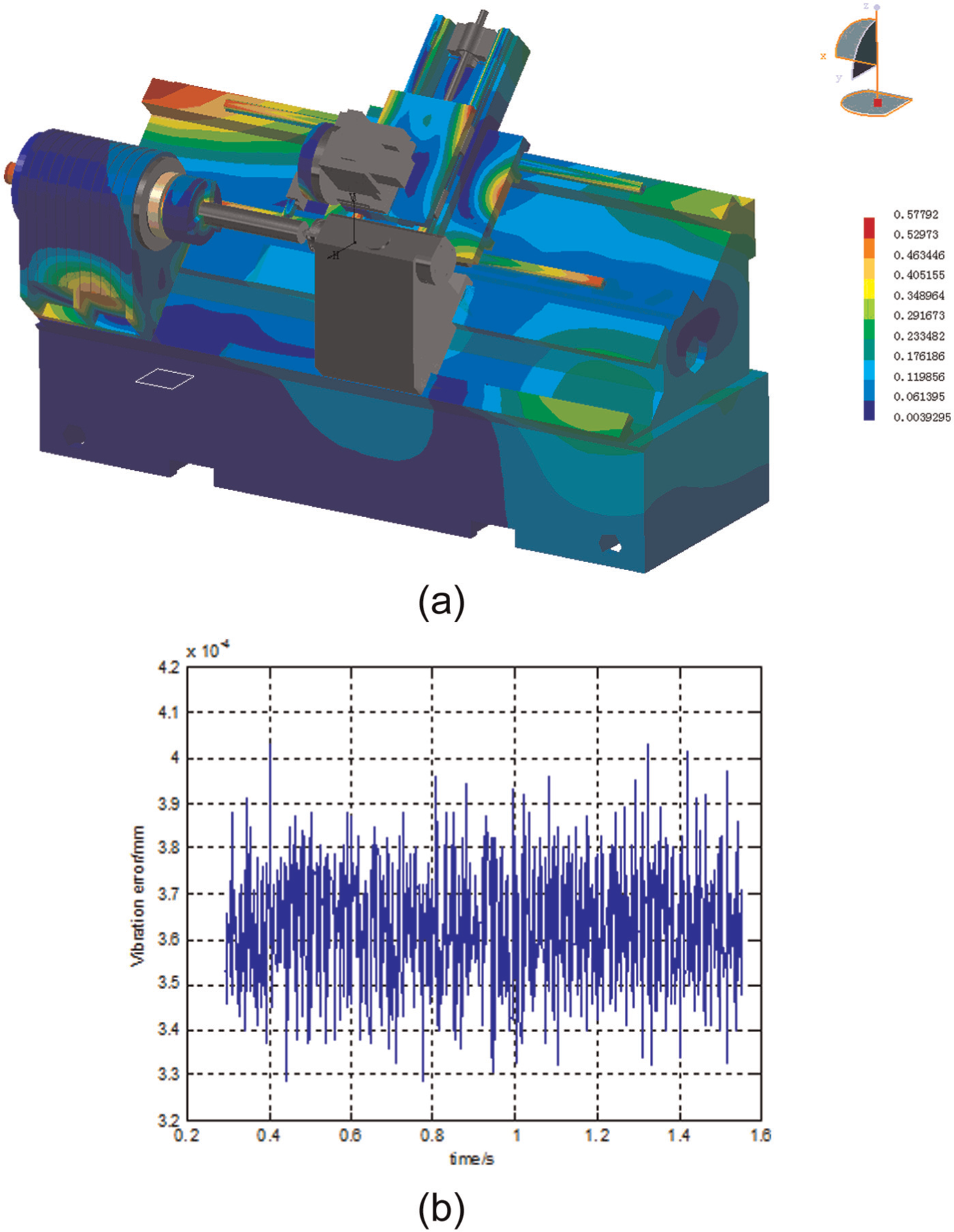
Results obtained by the dynamic model of the machine tool system: (a) magnitude of the system translational displacement and (b) vibration errors.
Even if the modification of the machine tool is completed, it still is difficult to make a comparison in the energy usages between the modified machine and original one. It is due to the fact that the machining condition has been changed as the direct drive spindle is adopted. The energy efficiency weakness in the modified machine is different from that of the original one.
Optimizing cutting parameters for energy efficiency
One way to increase the energy efficiency of machine tools is to optimize machine parameter settings such as cutting parameters in the NC-program or in the control system for a specific task. However, determining the optimal parameter settings through trial and error testing is impractical in the general case.
Traditionally, the optimization of cutting parameters focuses on objectives such as the maximum production rate and the minimum machining cost. In the context of energy efficiency, the energy demand of machine tools in this stage should be added as an objective function. Many efforts have been paid on this issue in recent years.22–28 Aiming at maximum production rate, general milling operations and multi-pass milling operations were modeled to determine the optimal cutting parameters.25,26 The optimal cutting parameters under various machining conditions were solved by geometric programming algorithm. Several studies had been performed for the modeling of turning processes.27,28 Compared to the traditional heuristic methods such as artificial neural networks, simulated annealing, and Lagrangian relaxation algorithms, a genetic algorithm is robust, global, and may be applied generally without recourse to domain-specific heuristics. Therefore, genetic algorithm usually is used to analyze the surface roughness data from a rough turning process or finish turning process.
Generally, energy loss will be serious due to the use of unreasonable cutting parameters. Since cutting parameters are primary factors that influence the machine tool on production rate and production cost, they always need to be correctly selected for the optimization of cutting processes. Practically, cutting parameters can be independently determined according to metal cutting principle. The concept of the optimization of cutting parameters was first introduced by Liu and Xu. 29 A combination model that includes detailed energy and environmental considerations was presented for the estimation of energy consumption of machine tools. 30 In which the energy stream of cutting process is modeled by the energy flow of machine tools. Consequently, the optimal cutting parameters could be determined by minimizing energy consumption. In addition, green manufacturing is an important concept that affects the economics of a product, which is combined with energy and environmental considerations. As its major equipment, green machine tools were introduced by Rusinko. 31 Compared with conventional machine tools, the energy consumption of green machine tool can be reduced up to 30%.
To estimate the energy demand of a machine tool, one has to understand all kinds of factors that lead to energy varying in machining process. As known above, the cutting parameters are most important factors. A heuristic algorithm was developed for determining the optimal cutting parameters under certain constraint conditions. 32 These constraints include the maximum tangential force to tool breakage, the maximum feed rate, the maximum depth of cut, and so on. Following the work by Chen et al., 32 an algorithm was developed to determine the optimum pair of tools for specified milling features. 33 The cutting parameters are selected based on the minimum cost criterion. In order to optimize multistage turning operations, a model was derived from polynomial networks. 34 In which the relationship between cutting parameters and cutting performance like surface roughness, cutting force, and tool life, can be determined by the polynomial network. The optimal cutting parameters are obtained based on maximum production rate or minimum production cost. According to Dahmus and Gutowski, 19 the energy loss of the machine outside of chip formation is very large. Comparing the energy demand in material removal process, 15% of total energy is consumed by an automatic machine tool. It is important to go beyond the tool-chip interface to understand the energy consumption of the machine. By establishing a tool-life equation from experimental data and adhesion wear model, a new approach was proposed for the optimization of cutting parameters and the improvement of cutting tool life. 35 Optimum cutting tool life is achieved under conditions of a constant metal removal rate throughout the cutting process. The experimental results show that the cutting tool life is increased up to 30% by using the optimal cutting parameters. Note that heuristic methods have been successfully applied in solving the optimization problem of cutting parameters when the process parameters are selected in computer numerical control (CNC) machining. Optimization of machining parameters in end milling by using genetic algorithm was studied under the constraint conditions, including maximum allowable cutting force, machine power, available rotational speed, and required surface finish. 36 Coupled with computer-aided process planning, a new approach was proposed for the determination of machining parameters in multi-pass turning, 37 where the optimal cutting parameters are determined based on the minimal production cost and the shortest machining time. An approach based on minimum energy criterion was proposed for the determination of optimal machining parameters. 38 Several important conclusions were obtained as follows: (1) different types of workpieces require diverse energy consumptions during machining, and the energy footprint is dependent on the properties of the workpiece materials. For example, compared with other materials like aluminum and steel, tougher material like titanium alloy requires higher energy in machining process; (2) more than 50% of the overall energy was consumed in non-cutting operations in terms of distribution of energy. One of the solutions is by using less power spindles to reduce energy loss in non-cutting period. Alternatively, the time spent on non-cutting period could be minimized by optimizing machining process to reduce the energy waste. Since the non-cutting period consumes most of the energy, keeping machines powered up but not cutting would contribute to energy waste; and (3) the energy efficiency could be improved by high-speed cutting. Currently, high-speed machining has been an important strategy to reduce total energy consumption during machining. It is shown that the selections of suitable machines and machining conditions could reduce the energy consumption of machining process. Based on the existing literatures, it can be concluded as follows: energy consumption would be lower if depth of cut and cutting velocity were diminished, and feed rate were increased; a high cutting velocity would increase energy consumption. Therefore, cutting velocity must be kept at a lower level for reducing energy consumption and avoiding excessive tool wear; a higher feed rate can reduce the time required in material removing operation, which leads to a lower energy consumption. Minimum cutting velocity is necessary for reducing energy consumption in the cutting operation.
As known in previous studies,19,35–37 MRR is a major evaluation criterion from a quality and economic points of view. To reduce the energy consumption of a machine tool, higher MRR or shorter machining time should be kept by using reasonable machining parameters. The range of applied cutting speed, feed, and depth of cut depends on workpiece material, cutting tool material, and the machine tool, which is related to the machine power, stability, tool life, and the machining accuracy required. Large cutting force will lead to quickly tool wear and the accuracy loss due to vibrations. To ensure a reasonable tool life and machining accuracy, in this research, the maximal cutting force is defined as a bounded variable for the optimalizing.
As known, all the cutting force under a variety of conditions could be modeled as a function of cutting speed, feed rate, and depth of cut by empirical approach. However, in practice, the selection and the use of depth of cut are often bounded by the remained material and the surface roughness required. Therefore, in most cases, it is nonsense to optimalize depth of cut. So, in this experiment, depth of cut is assumed to be a constant when cutting parameters are optimalized for energy savings. Only the cutting speed and feed rate are selected as controlling factors, and maximum MRR is used for the optimalizing.
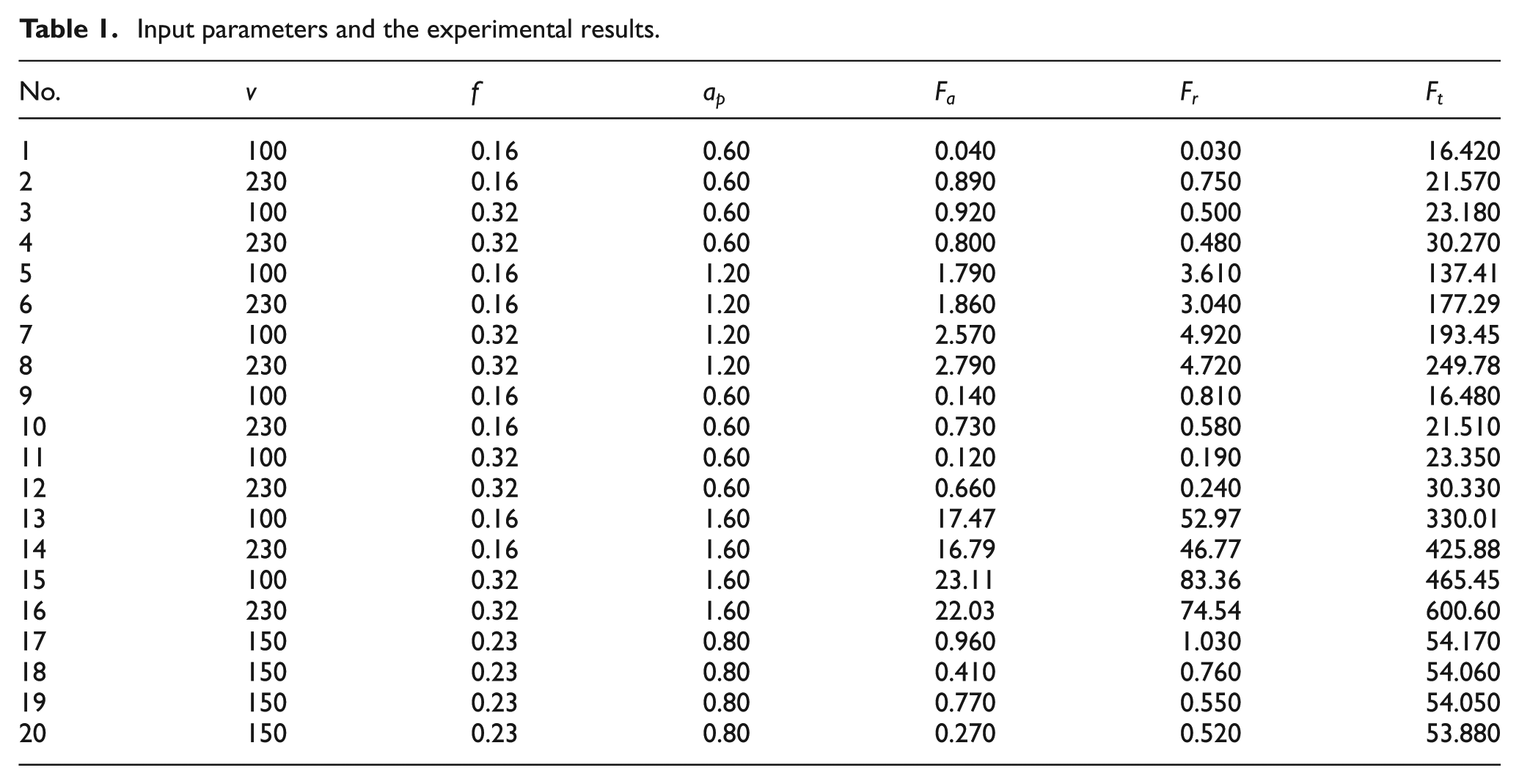
In this experimental setup, three-force component analogue dynamometers (type DJ-CL03A-20111123) are installed on a testing lathe (type CA6140) to measure cutting forces. A computer is connected and calibrated for data acquisition. The cutting tool material is YT15, and its geometry parameters are top rake angle 12°, front clearance angle 11°, end relief angle 10°, side cutting edge angle 90°, end cutting edge angle 5°, and back rake angle −1°. The testing workpiece is a C45 steel bar with 60 mm in diameter and 600 mm in length. The MRR (m3/s) is calculated by
where

where
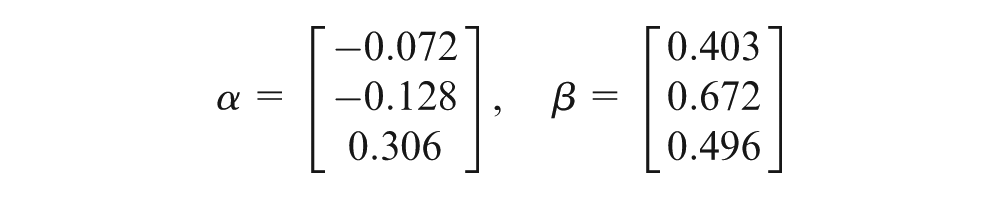
Resolution of equation (5) from the acquired experimental data is shown in Table 1. The magnitudes of
Input parameters and the experimental results.
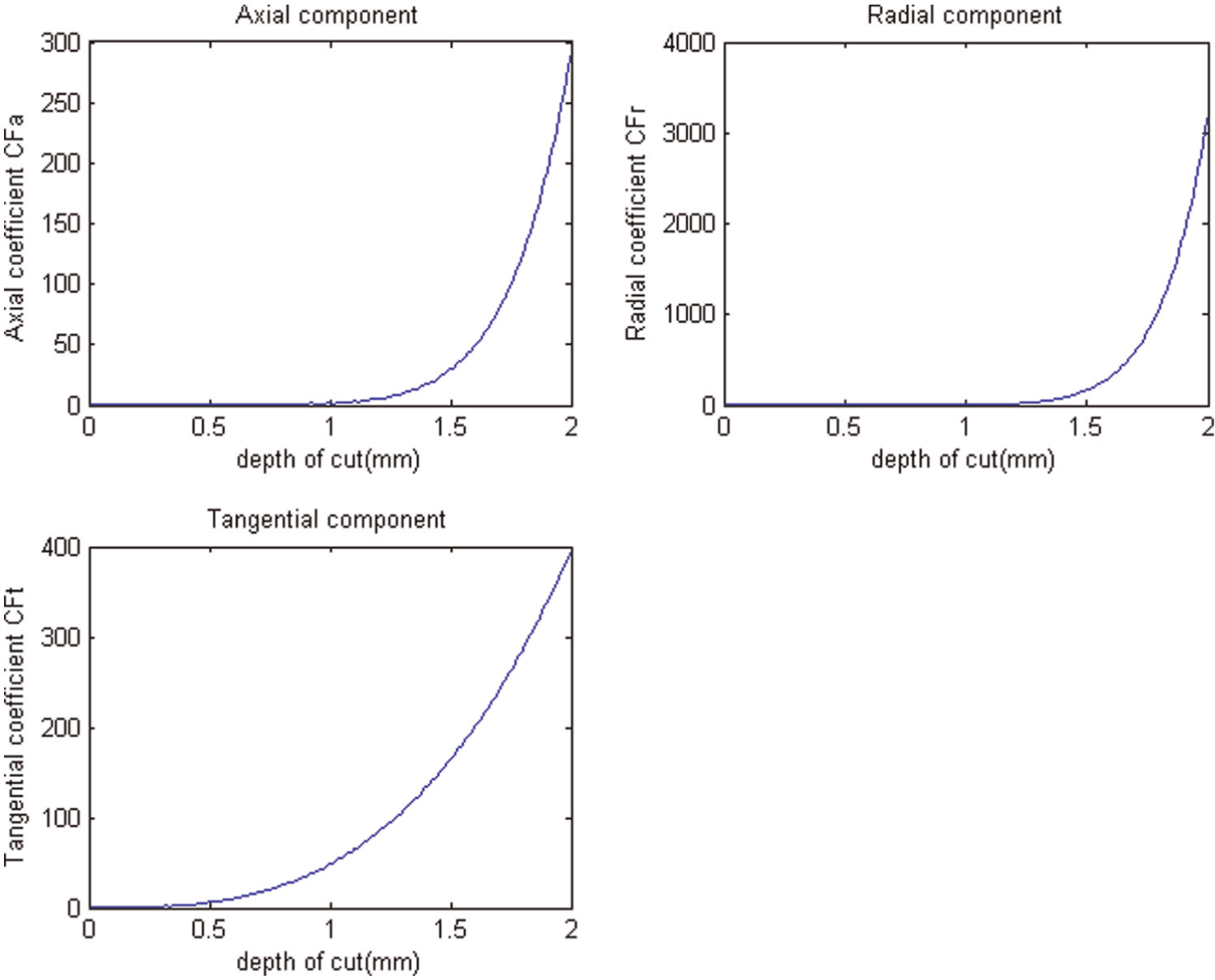
Relationship between the efficient
The algorithm of determining the optimal cutting parameters can be outlined as follows. First, the vector
In summary, once the parameters
Reconfiguring for energy efficiency
In last years, the improvement of functionality and performance of machine tools has been primary objective with a secondary concern on energy consumption. However, as energy costs have been rising in recent years, energy efficiency has become important criteria to design for. Reconfigurations of machine tools are based on modular hardware and software. They could quick change in capacity or functionality to meet various requirements.
Nowadays, many researchers pay attention to the issue of reconfigurable machine tools.39–41 Techniques to reconfigurable machine tools and machining system can be traced to 1999. Of reconfigurable machine tools, many components are typically modular (e.g. machines, axes of motion, controls, and tooling), 42 and the machines can be reconfigured to meet various requirements. The flexibility of reconfigurable machine tools allows manufactures to change the functionality and kinematics of the equipment, to meet new requirements, and amendments at any time.
Reconfigurable machine architecture is an emerging technology that offers promising advantages, such as increased flexibility and reduced time-to-market for machine tool applications. However, to meet the strong energy budget constraints, the existing techniques to reconfigurable machine tools need to be improved to take into energy efficiency consideration. For this purpose, first, the location of energy loss and energy-consuming components need to be identified. Then, he or she should seek ways to improve and optimize these components toward energy efficiency. These approaches include evaluating the overall effect after replacing the high energy-consuming components by more energy-efficient ones, evaluating different topologies (with or without energy storing elements, machines with central or distributed actuation), and optimizing machining parameters for energy efficiency.
The objective of reconfigurable machine tools does not require developing a new, more energy-efficient components although, the evaluation results will lead toward new insights in the design of new components with respect to the energy efficiency attributes. For instance, more energy-efficient components will be selected as a replacer if the energy losses are concentrated on one component. Thus, a new trade-off has to be made if there are multiple components to be changed for improving energy efficiency. Since various manufacturing requirements could be met by using reconfigurable machine tools, it is very prospective to study the energy efficiency of reconfigurable machine tools.
Challenges and research trends
Since a modern NC machine tool is a very complex mechatronical system, which consists of numerous energy consumption components and software system, for example, spindle, hydraulics, motors, cooling systems for cabinet and drives, and so on. To assess energy consumptions of a complete machine tool, there are a vast number of challenges to be addressed. These issues could be described as follows:
Issue to reduce the energy loss of machine tools. Energy-consuming components of a machine tool include machinery transmission systems such as gears and worm gears transmissions; the sealing devices such as bears, coolant system, and hydraulic system; the spindle and feed motors; and so on. The energy losses of these components have a significant influence on the energy efficiency of the machine tool, but few efforts were made in this area.
Issue to develop energy consumption map for various types of machines, which could be used as a standard for the energy efficiency evaluation in machine design stage, and helps to select spindle and machine modules for minimizing the energy losses in non-cutting stage. Traditionally, a machine is designed according to performance criteria and productivity, but the new goal is to find the most efficient, economic, and competitive solutions.
Issue to develop advanced intelligent machine that can adaptively adjust machining parameters to reduce machining time and energy waste. These parameters include feed rate according to cutting tool, workpiece material, spindle speed, axial and radial depth of cut, and so on.
Issue to optimize machine parameter settings such as cutting parameters in the motion control code or in the control system for each specific workpiece, so that the resource consumption is reduced throughout the whole use phase. Incorporation of computer simulations and numerical optimization to find optimal parameter settings is a good way of implementing this objective. A challenge is how to construct adaptive virtual prototypes and develop associated algorithms for a specific system.
Issue to study reconfigurable machine tools for energy efficiency. Reconfigurable machine tools are studied in past decade for seeking a rapid and cost-effective method. However, the energy efficiency of reconfigurable machine tools is rarely taken into consideration. To improve energy efficiency, the energy efficiency of reconfigurable components or modules also should be studied further.
Issue to study “bolt-on” technologies or intelligent interface cards for old generation machines that make them smarter and saving energy. Since there still are many older machine tools being used, the machine tools were developed when energy usage and greenhouse gas emissions were not a concern.
Issue to develop novel hardware- and software-based systems to recognize different machining processes, and store lifetime-relevant and cost-effective properties. It is due to the fact that modern CNC machine tools are integrated with sensory and intelligent components, which allow the machine running with the maximization of performance.
Issue to assess energy efficiency of a machine tool or its components. There are no generic evaluation approaches available for all types of machines and components. Since the energy efficiency weaknesses of different machine tools are different.
To address all of these issues, extending criteria should be studied so that a synergy between minimum cost and minimum energy solutions could be obtained.
Conclusion
This article presents an overview of the state of the art for increasing energy efficiency of machine tools. The literature review indicated that despite decades of improvement of machine tools based on cost and productivity, the issue about energy efficiency had not received significant attention. Machine tools are used extensively throughout their functional life. Consequently, they consume valuable natural resources and emit harmful pollutants. Growing social awareness of the energy problem (e.g. limited availability of energy resources, global warming, etc.), reducing energy usage in manufacturing domain has been given much more attention.
In recent years, various techniques in energy modeling, evaluating, and analyzing have been reported in the literature for reducing energy consumption of machine tools. However, enough work has not been done on increasing energy efficiency of machine tools. To evaluate energy efficiency, the energy consumption of various configuration schemes of the machine tool needs to be estimated and compared. It is necessary to develop new energy monitoring approach to predict the behavior and performance of a machine tool in various operation conditions, to optimalize machining parameters for minimization of waste. In addition, in this review, the major barriers and limitations of existing techniques are identified, and the potential toward increasing energy efficiency of machine tools is presented. Some current challenges in this area are presented.
Footnotes
Appendix 1
Declaration of conflicting interests
The author declares that there is no conflict of interest.
Funding
This work was supported by the Major National Science & Technology Program (Top-grade CNC machine tools and basic manufacturing equipment) under grant no. 2011ZX04016-101.