
Abstract
Metal-cutting process deals with the removal of material using the shearing operation with the help of hard cutting tools. Machining operations are famous in the manufacturing sector due to their capability to manufacture tight tolerances and high dimensional accuracy while simultaneously maintaining the cost-effectiveness for higher production levels. As metal-cutting processes consume a great amount of input resources and generate some material-based waste streams, these processes are highly criticized due to their high and negative environmental impacts. Researchers in the metal-cutting sector are currently exploring and benchmarking different activities and best practices to make the cutting operation environment friendly in nature. These eco-friendly practices mainly cover the wide range of activities directly or indirectly associated with the metal-cutting operation. Most of the literature for sustainable metal-cutting activities revolves around the sustainable lubrication techniques to minimize the negative influence of cutting fluids on the environment. However, there is a need to enlarge the assessment domain for the metal-cutting process and other directly and indirectly associated practices such as enhancing sustainability through innovative methods for workpiece and cutting tool materials, and approaches to optimize energy consumption should also be explored. The aim of this article is to explore the role of energy consumption and the influence of workpiece and tool materials towards the sustainability of machining process. The article concludes that sustainability of the machining process can be improved by incorporating different innovative approaches related to the energy and tool–workpiece material consumptions.
Keywords
Global drivers for sustainable manufacturing
The Intergovernmental Panel on Climate Change (IPCC) 5th assessment report has identified the major global drivers affecting our societies. These global key drivers consist of human population, food security, energy security, resource depletion, emissions and associated climate change, community safety, transportation and economic globalization (Figure 1). 1 The research and development of machining technology has been highly influenced by these mentioned global drivers. For example, the current population of world is 7 billion, which is expected to increase by 9–11 billion by 2050. 2 The uneven distribution of population also has a strong influence on manufacturing sector in the longer term. The European countries, with ageing population and low fertility rates, will require more manufacturing products related to life style and healthcare. The South Asian and sub-Saharan African countries, with rapidly growing population, will require more agricultural and food related products. To cater the needs of this 28%–57% increase in total population, sustainable manufacturing has to provide items of common use and artefacts. 3 At the same time, hazardous effects of climate change in the shape of droughts, storms and heat waves pose treats of food security. Increasing population demands will couple with depletion of water and food-based resources (crop land and fisheries) to make the situation worse.
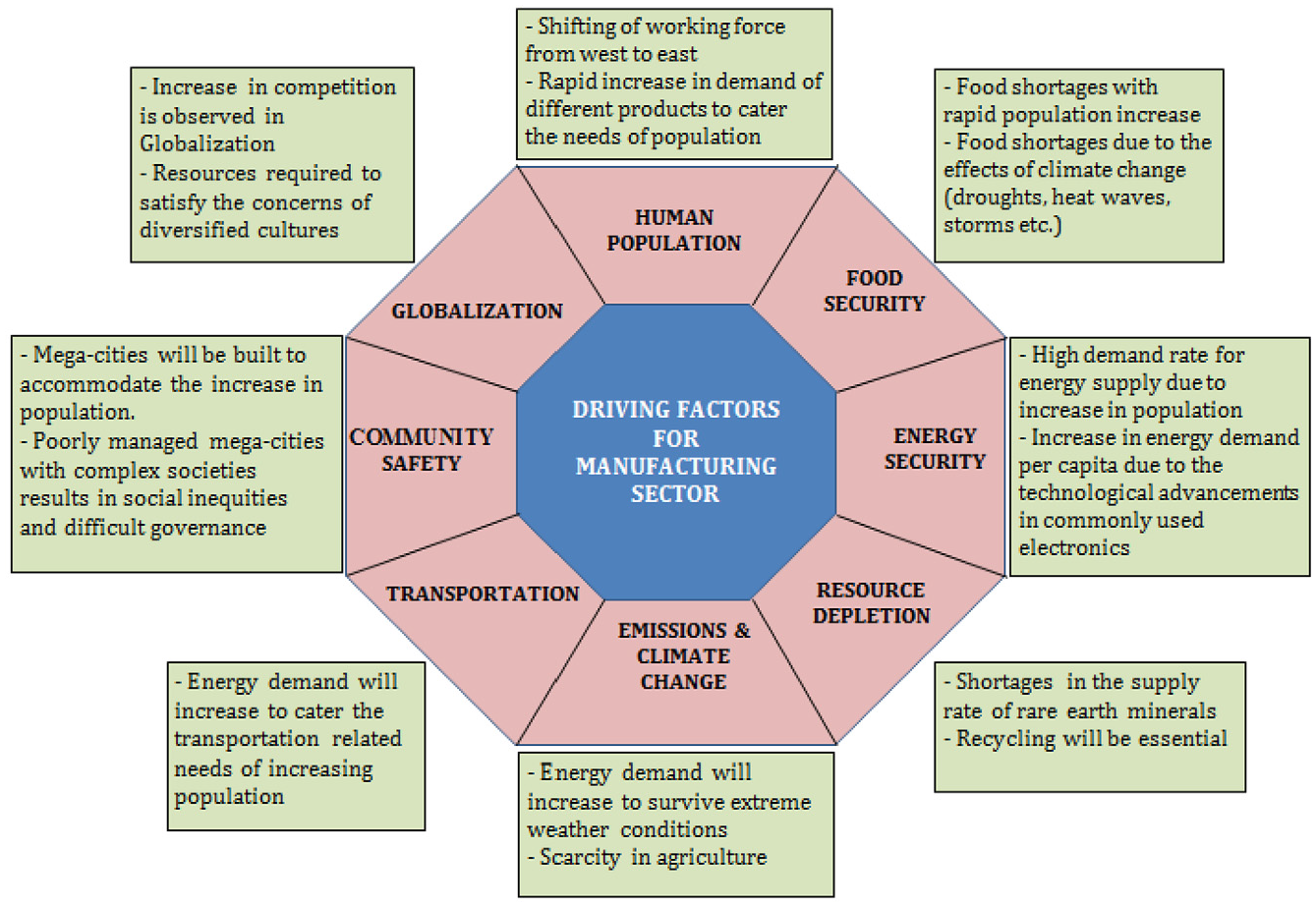
Global driving factors for manufacturing sector.
In order to achieve sustainable development of local and global societies, importance of energy consumption is increasing. 4 The manufacturing sector is considered to be essential when it comes to the implementation of sustainability. In the metal-cutting sector, several practices related to the input supplies and generated waste streams are being questioned due to their negative impact on the environment. At the same time, strict environmental rules and regulations are also being developed and implemented to encourage sustainability in the metal-cutting sector. These environmental laws and regulations are forcing manufacturers to integrate sustainability into their corporate strategy to motivate both profits and growth. Performance of a corporate is no longer represented in profitability only; the environmental and social performances are also considered to evaluate the overall performance of the corporate. McKinsey & Company 5 conducted a survey related to different stages (definition, management, engagement and assessment of engagement) of incorporating sustainability in to the corporate strategy. Different corporates were involved in the survey to compare the priorities of different sectors (telecom, finance, energy and manufacturing). The reflection provided in Figure 2 shows the sustainability prioritization trends with respect to different industrial sectors. All sectors including manufacturing sector, prioritized sustainability as a major factor towards the corporate or brand reputation. The manufacturing sector also highlighted sustainability concerns towards new product development (NPD) process.
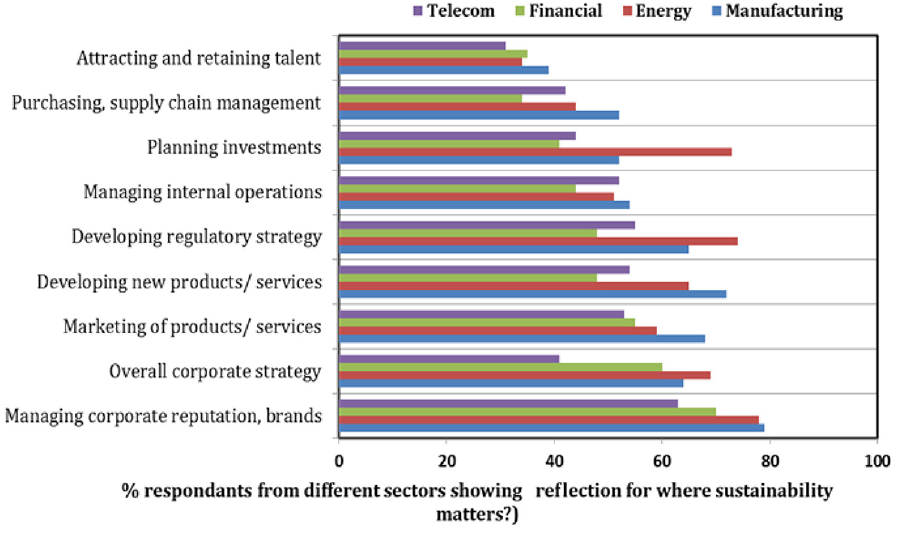
Sustainability prioritization reflection with respect to manufacturing, energy, financial and telecom sectors. 5
In literature, it is mentioned that sustainability is built on three pillars namely environment, economy and society also known as triple bottom line (TBL) approach.6–10 The key drivers that play a vital role in supporting these three pillars are energy and resource efficiencies. 11 Gupta and Laubscher 12 provided detailed insight about the key drivers with respect to the three pillars of sustainability. The study pointed out energy, cost, resources, waste reduction and management, health and safety as key drivers to maintain three pillars of sustainability.
Sustainability indicators for manufacturing sector
Measurement of sustainability has always been a complex question for manufacturers. In literature, several efforts have been made to measure the sustainability of manufacturing sector by devising different set of indicators, indices and frameworks.13–16 Figure 3 shows the categorization of indicators provided by the National Institute of Standards and Technology (NIST) using five dimensions of sustainability.
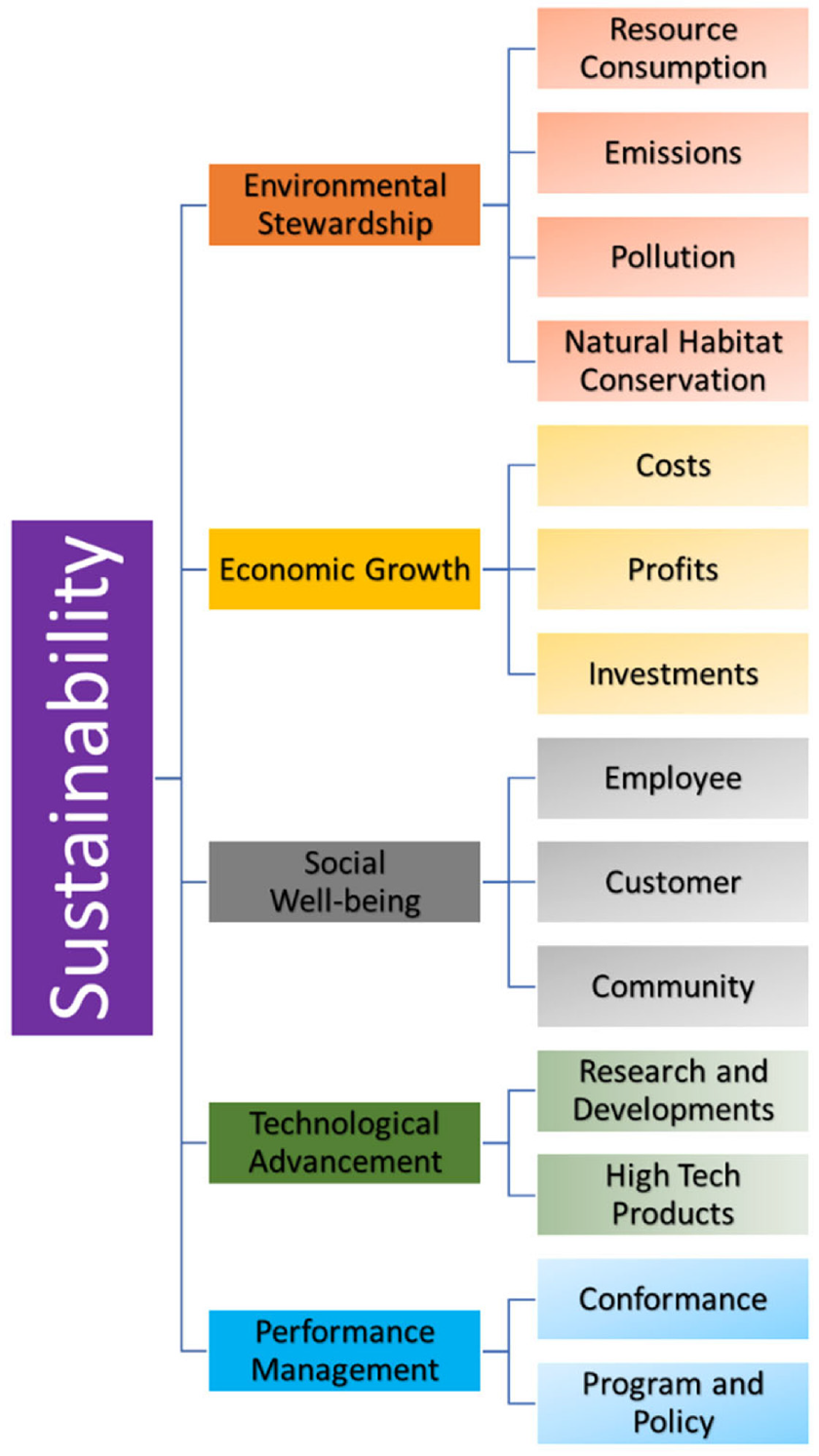
Sustainability characterization provide by the NIST using five dimensions.
Kim et al. 13 provided an extensive review about the measurement of sustainability indicators for the discrete manufacturing. The study concluded that for metal-cutting sector, seven major sustainability indicators are used in literature. These indicators are energy utilization, material, solid waste, air emissions, coolant, lubricant and cutting tools. The work also pointed out at the importance of modelling the sustainability. Feng and Joung 15 developed the infrastructure for the sustainability measurement of a life cycle of product. To address the entire life cycle following phases such as raw material, manufacturing, distribution, use and post use were included. The work recommended formation of indicators repository with enough information data. Then there is a phase of sustainability measurement. Sustainability measurement phase links measurement process with the measurement purpose. The last phase is about analysis and reporting tools to provide useful evaluation to access performance. Singh et al. 16 pointed out at the fact that sustainability indicators and composite index provide useful information to facilitate policy making about the corporate. They also provide a way to access the environmental, economic, technological and social performances. The article also pointed out that poorly designed indicators can mislead the decision-making process.
Environmental impact of metal cutting
The main aim of the metal-cutting process is to transform raw material into finished product. The transformation process consumes different resources as an input and generates different waste streams as output. Figure 4 shows the flow diagram of the metal-cutting process, where energy and material flows at input and output streams have been illustrated.17,18
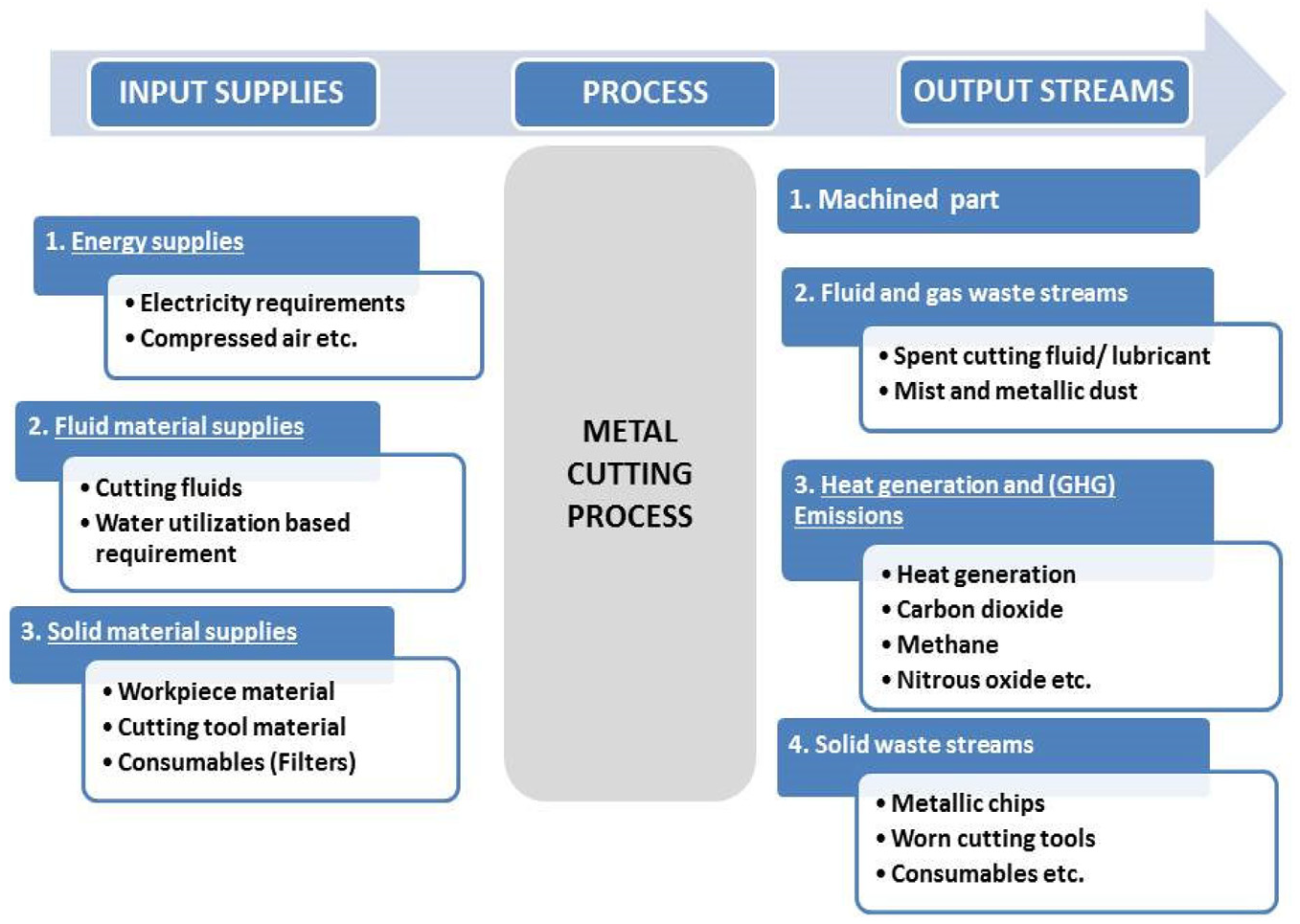
Overview of the metal-cutting process.
The energy flow is mainly in the form of electricity at the input of the process that provides the energy required for the shearing of the material during the metal-cutting process. Similarly, solid and liquid materials flow in the form of workpiece, cutting tool and cutting fluids through the process at input and generate waste streams. It is also important to keep track on the amount of greenhouse gas (GHG) emissions being generated during the metal-cutting process, as it will play key role towards the assessment of environmental impact. When it comes to the sustainability perspective of the metal-cutting process, there are concerns of resources depletion at input level and generation of waste streams at output level.
Energy-based considerations
Environmental governing bodies have introduced very strict rules and regulations to control the global carbon dioxide (CO2) emission level.19,20 Figure 5 shows different portions of energy consumption with respect to the utilization by end users. The energy utilized in the industrial sector has direct impact on the global CO2 emission level. Industrial sector has been emerged as a major consumer of energy. The reflection represented in Figure 5 points out that approximately 51% of the global energy has been consumed by the industrial sector. Schipper’s reports pointed out that manufacturing sector (petroleum refining, metals and non-metals processing, chemical processing and paper production) is very energy demanding in nature, as it consumes almost 90% of the industrial energy and is responsible for 84% of industrial CO2 emission.
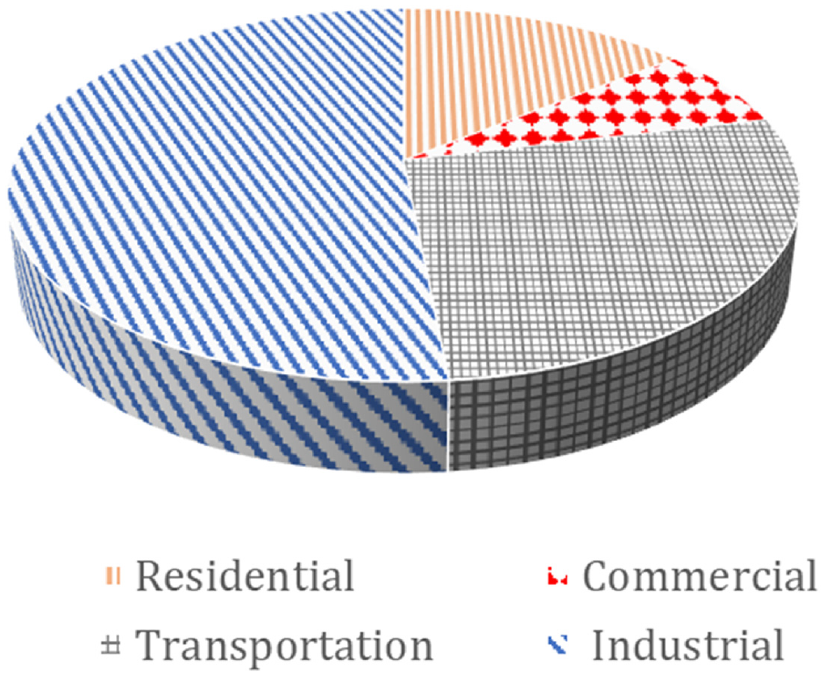
End users of global energy consumption (residential = 14%, commercial = 7%, transportation = 27% and industrial = 51%). 11
In material-processing industry, metal-cutting sector is a major shareholder. In Figure 6, a reflection about the end users of electricity consumption in the United States has been reported. The industrial sector in the United States accounts for 31% of the total electricity consumption. It can be observed from the reflection that approximately 75% of electricity consumption is being generated from the metal-cutting sector. Electrical energy is one of the major resources for a machining process. Therefore, it is worthy to study different methodologies to reduce energy consumption in machining that will also reduce the generation of CO2 emissions. 22
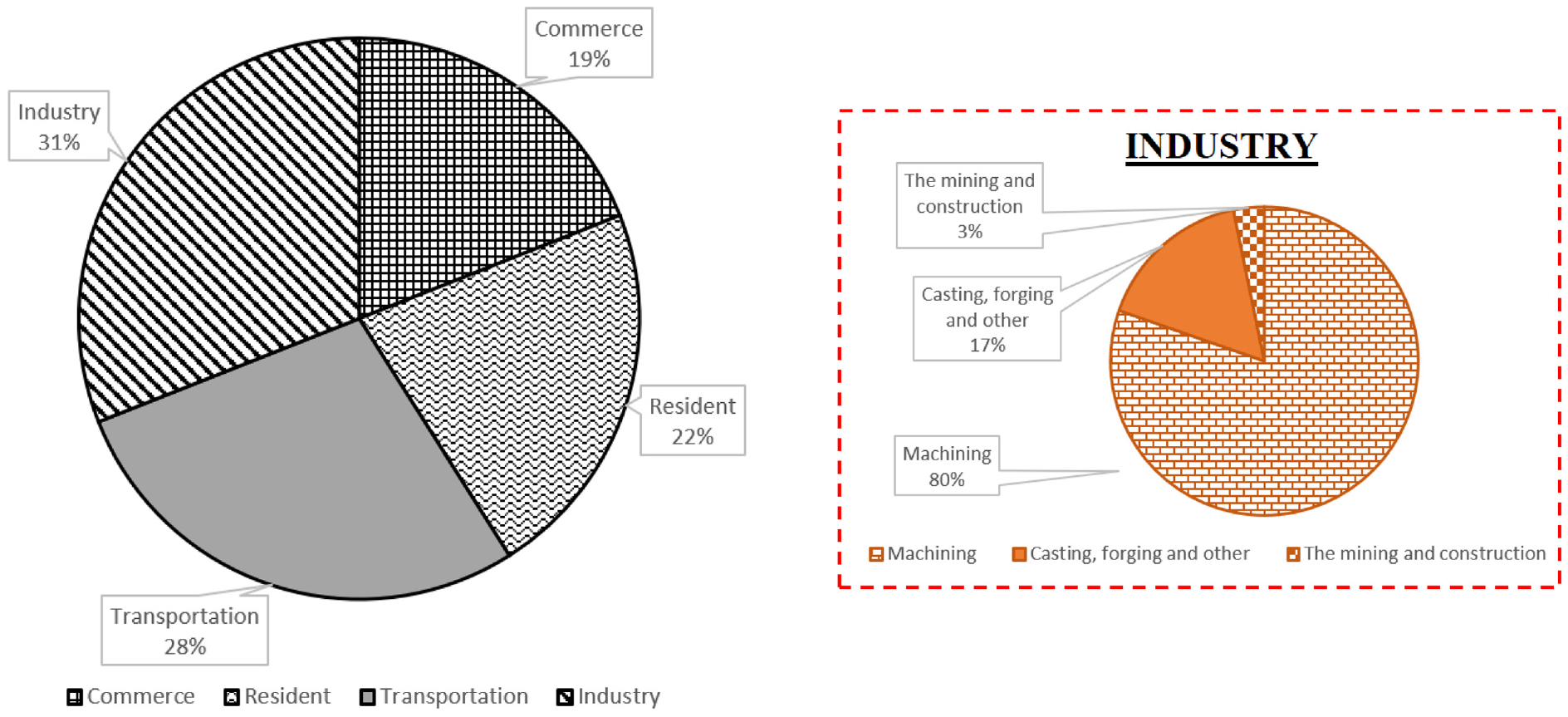
Reflection of electricity utilized by different sectors in the United States. 21
Another aspect of energy consumption involved in the metal-cutting process is linked with the primary source of energy utilized to generate electricity as shown in Figure 7. The CO2 emissions involved in the machining task can be very high if the primary source of energy generation is from the fossil fuels (coal, heavy oil and diesel). The amount of CO2 emissions can be significantly reduced by carefully selecting the geographic location with green energy mix. Table 1 shows the lifecycle estimates of gCO2e/kWh involved in diverse types of primary energies.

Illustration of power generation from different primary energy sources.
Lifecycle estimates of gCO2e/kWh for electricity generation procedures. 23
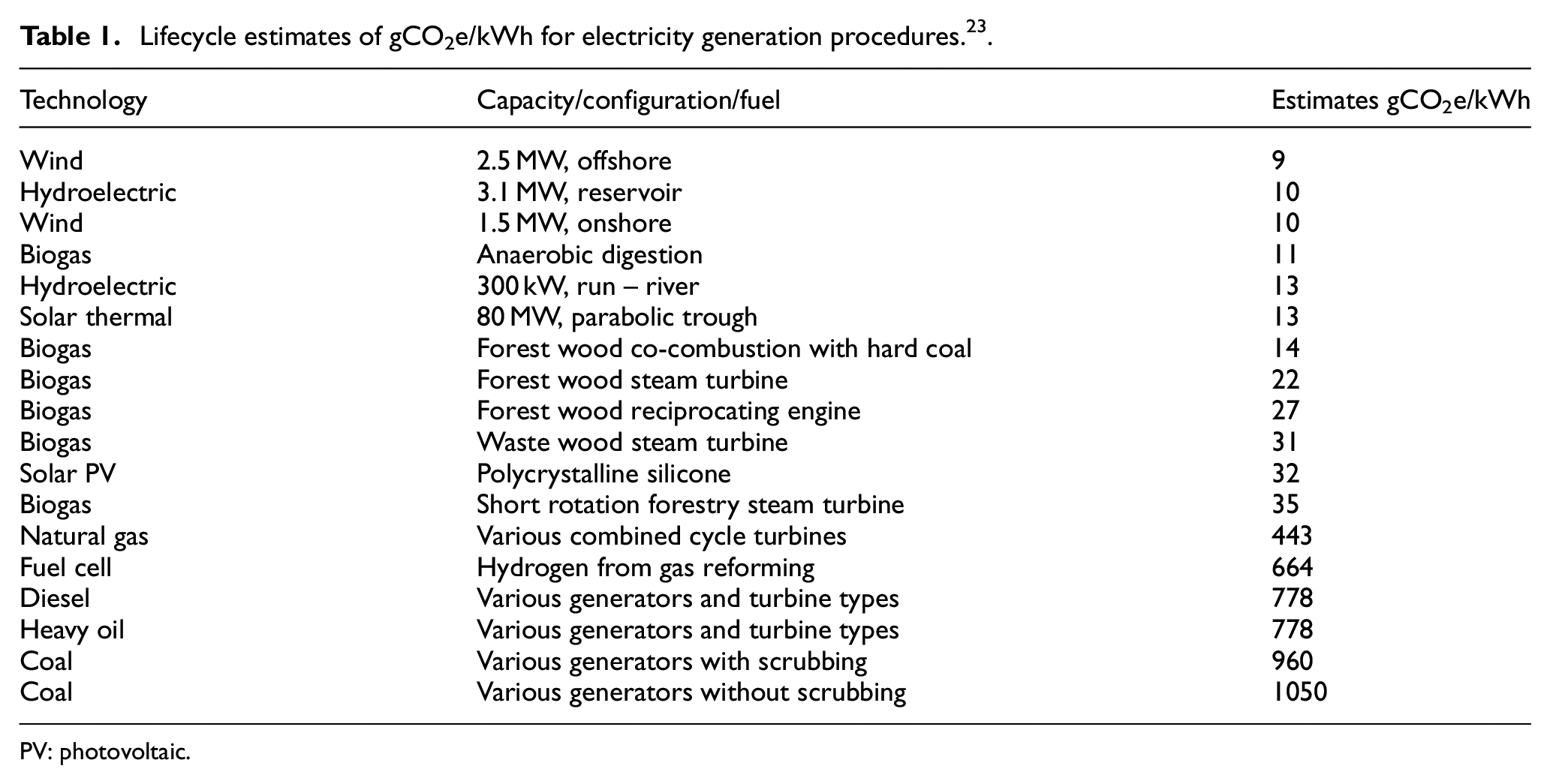
PV: photovoltaic.
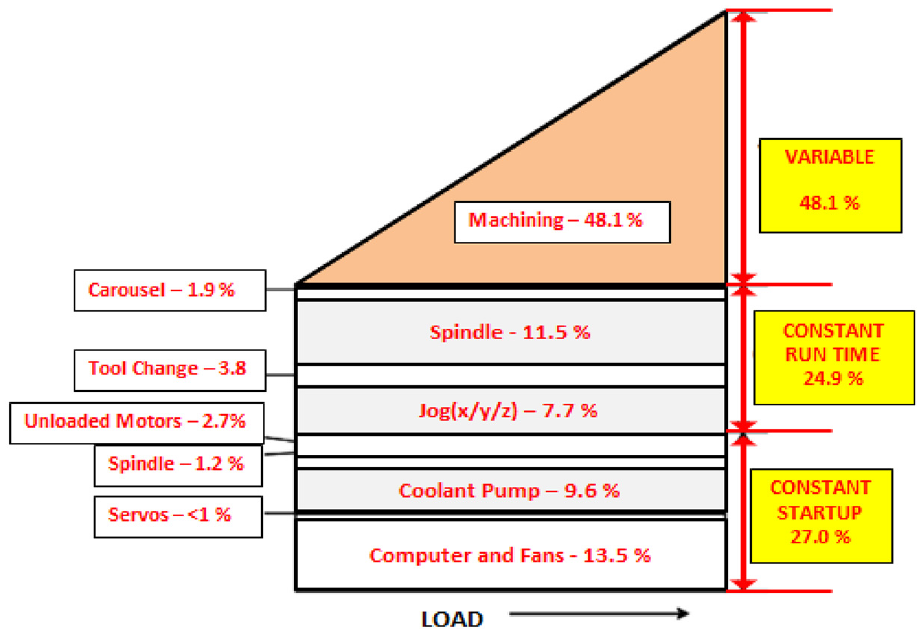
During the machining process, electrical energy as input source is required to perform several functions such as plastic deformation in shearing, chip formation and momentum change, friction, ploughing and energy losses throughout the machine tool.9,10 In order to estimate the total amount of energy consumed in the real production process, several researchers have focused their research work to experimentally and numerically determine the specific cutting energy requirements. Figure 8 represents the energy breakdown of a milling machine. Majority of these studies are focused towards the tip energy requirements. The specific cutting energy is mainly dependent on the mechanical properties of workpiece and cutting tool materials, cutting tool geometry, cutting environment and cutting conditions. 24 Table 2 shows the value of specific cutting energy for different engineering materials. In addition of the tip energy requirements, machine tool also consumes energy to support auxiliary tasks related to the chip evacuation, lubricant or coolant pumping, computer numerical control (CNC) controller and material-handling systems. Several studies provide the amount of energies required by the auxiliary equipment. Kordonowy 26 monitored the cutting and auxiliary energies breakdown of different milling machines. The study was conducted using 1985 Bridgeport (manual), 1988 Bridgeport (automated) and 1988 Cincinnati (automated) milling machines. The study revealed that during the metal-cutting process, the total energy consumed by a machine tool can be composed of low cutting energy and higher constant energy resulting from the auxiliary equipment.
Specific cutting horsepower of different materials. 25
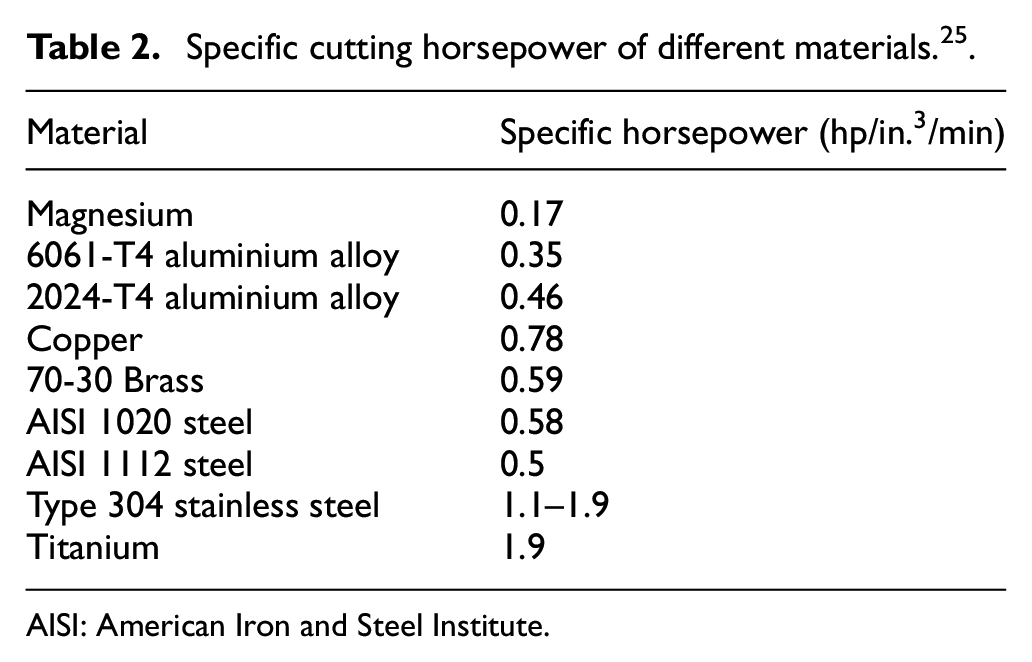
AISI: American Iron and Steel Institute.
Balogun and Mativenga 27 investigated the energy consumption of a machine tool during the cutting process by developing a model. The model divided the total energy consumption into three phases (basic, ready and cutting). The study utilized an intermediate state (ready) between the basic (start-up) and cutting (actual machining) phases. The ready state was based on the energy requirements once the machine starts up and gets ready to perform machining operation. The study utilized three different machine tools (MPH CNC Lathe, MAC-V2 Takisawa and Mikron HSM 400 Milling machine) to study the ready phase. The study revealed cutting fluid pumping as a major consumer of energy during machining operation, which can be reduced with efficient redesigning. Fixed energy consumption of a machine tool can also be used to investigate energy consumption. 28 Fixed energy consumption means the energy required to activate all machine components just before the actual machining process starts. The study analysed six different machine tools as shown in Figure 9. The study proposed that the use of energy-efficient auxiliary equipment can reduce fixed energy consumption component. The study revealed that by incorporating an efficient lubrication system, 58% of the fixed energy can be saved. Shokrani et al. 29 investigated the energy consumption during the machining of Ti6Al4V. Arif et al. 30 developed a model for the minimum energy consumption using optimal cutting conditions. He et al. 31 developed an energy-consumption model on the basis of numerical coding. Lv et al. 32 developed an energy-efficient model on the basis of power loss during the cutting process because of the cutting load. Warsi et al. 33 constructed an energy consumption map when machining Al 6061-T6.
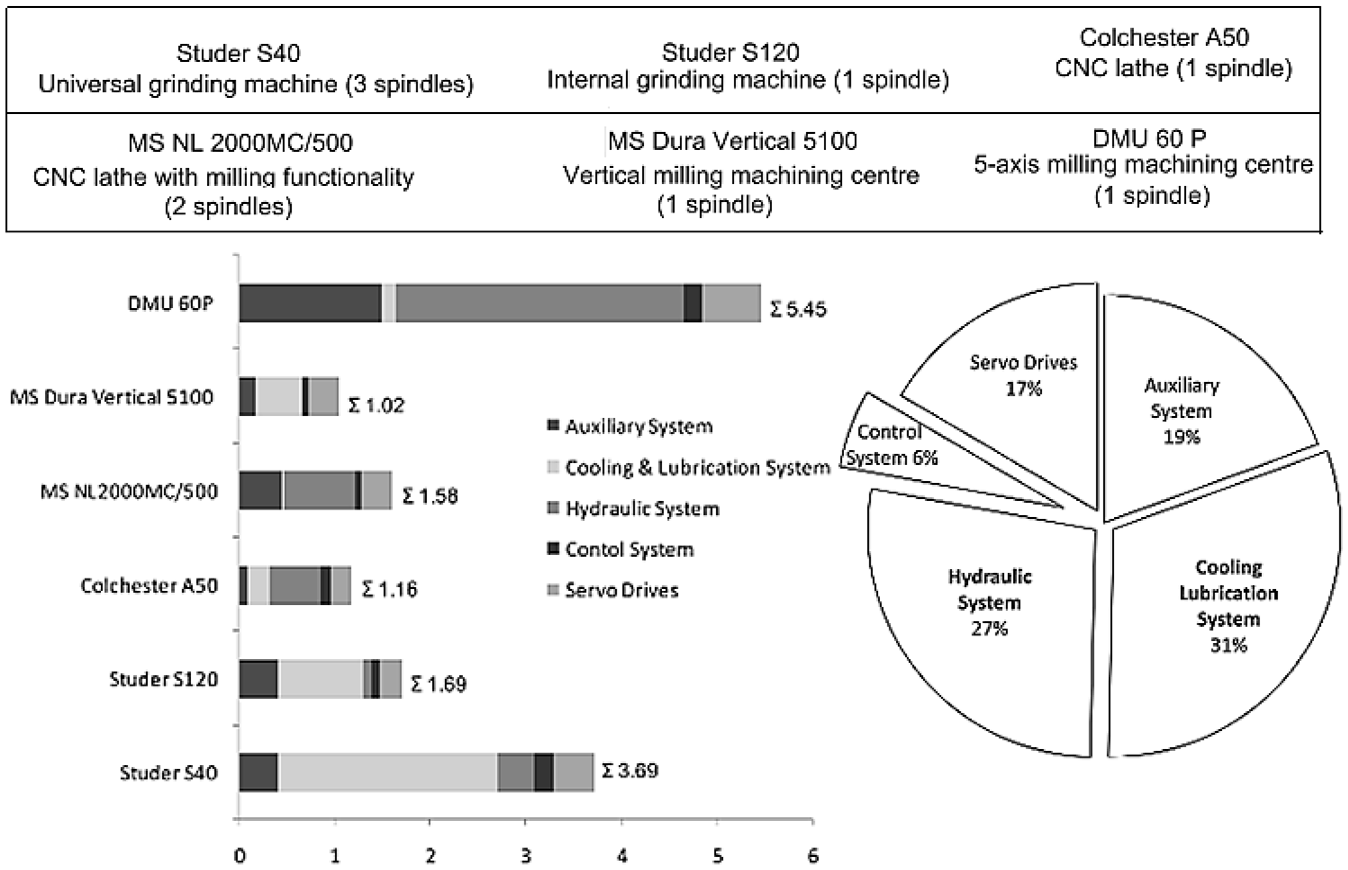
Energy breakdown analysis of six different machine tools. 28
Hu et al. 34 developed an online approach to monitor energy efficiency of a machine tool. The study divided the energy into two parts of constant and variable energies. To compute the constant energy part, a database has been developed, whereas variable power was estimated using an online approach. The online approach utilized power balance equation and additional load loss function to predict energy involved in cutting. Rajemi et al. 35 performed an experimentation to optimize the processing parameters for minimum energy-based considerations. The study used economic tool life–related criterion with respect to the minimum energy-based considerations. In another study, Mativenga and Rajemi 36 investigated the optimum cutting conditions–based minimum energy criterion with respect to the minimum cost and minimum energy perspective. The study revealed that when material resource efficiency is considered for the cutting tool–based footprints, both cost and energy have similar trends towards reduction. Approximately 64% of the energy was reduced using the optimized cutting conditions as recommended by the minimum energy-based approach.
Neugebauer et al. 37 performed a study to reveal the importance of cutting tool selection in a sustainable machining perspective. The study revealed that large base load on machine in the ready phase; material removal rate (MRR) and processing time are very critical parameters towards energy consumption. At the same time, the study revealed that selection of high-performance cutting tools results in better overall sustainable solution as shown in Figure 10. Pervaiz et al. 38 performed an experimental study to analyse the energy consumption involved in different tool path strategies for an end-milling pocketing operation. The study utilized zigzag, constant overlap spiral, parallel spiral and one-way tool path strategies to study the involved energy consumption.
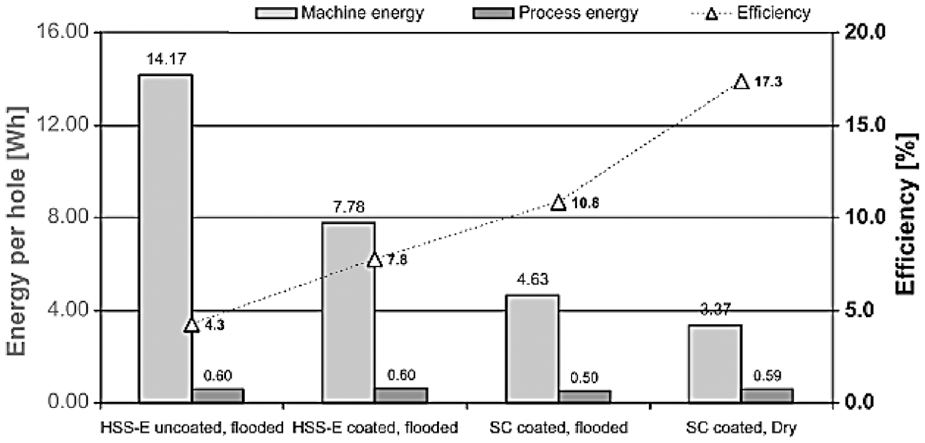
Energy consumed by different types of cutting tools. 37
Gutowski and colleagues24,39,40 investigated the relationship of energy consumption with respect to the MRR. The total power consumed during the machining process was separated into idle and cutting powers. Their work lead into the following equations for the specific energy in cutting (SEC) representation as shown in equations (1) and (2). P represents total power, Po represents idle power, and k × MRR is the power in material removalk was constant related to the cutting mechanism


Kara and Li 41 provided another model based on empirical approach to relate power involved in machining using MRR as shown in equation (3). The study revealed that Co and C1 coefficients are specific to the machine tool. The model tested for both turning and milling operations. The work pointed out difference in C1, when cooling strategy was changed from dry cutting to fluid cooling. In another work, Li and Kara 42 enhanced the empirical model further using spindle rotation





Majority of the research work performed to predict the total energy consumption involved in the machining process was based on decomposing the machine tool systems, operational phases, energy characteristics, energy utilized by components and functional activities. 21 Most of these studies developed models for energy consumption using empirical formulation founded on few factors only. 43 However, recent modelling trends towards energy consumption in machining operation are based on the kinematic structure of the machine tool and incorporation of other important factors (tool wear rate, workpiece and tool material properties) is required. Bi and Wang44,45 conducted a case study to reveal the energy-saving potential of parallel kinematics–based machine tools. The study utilized an Exechon AB 46 machine tool to demonstrate the proposed modelling approach. The modelling approach optimized the machine setup to reduce the involved energy consumption. The simulated outcomes revealed that a 67% energy saving can be obtained in conventional drilling method. Figure 11 shows the Exechon machine gantry structure and a tool holder based on hybrid serial–parallel kinematics.
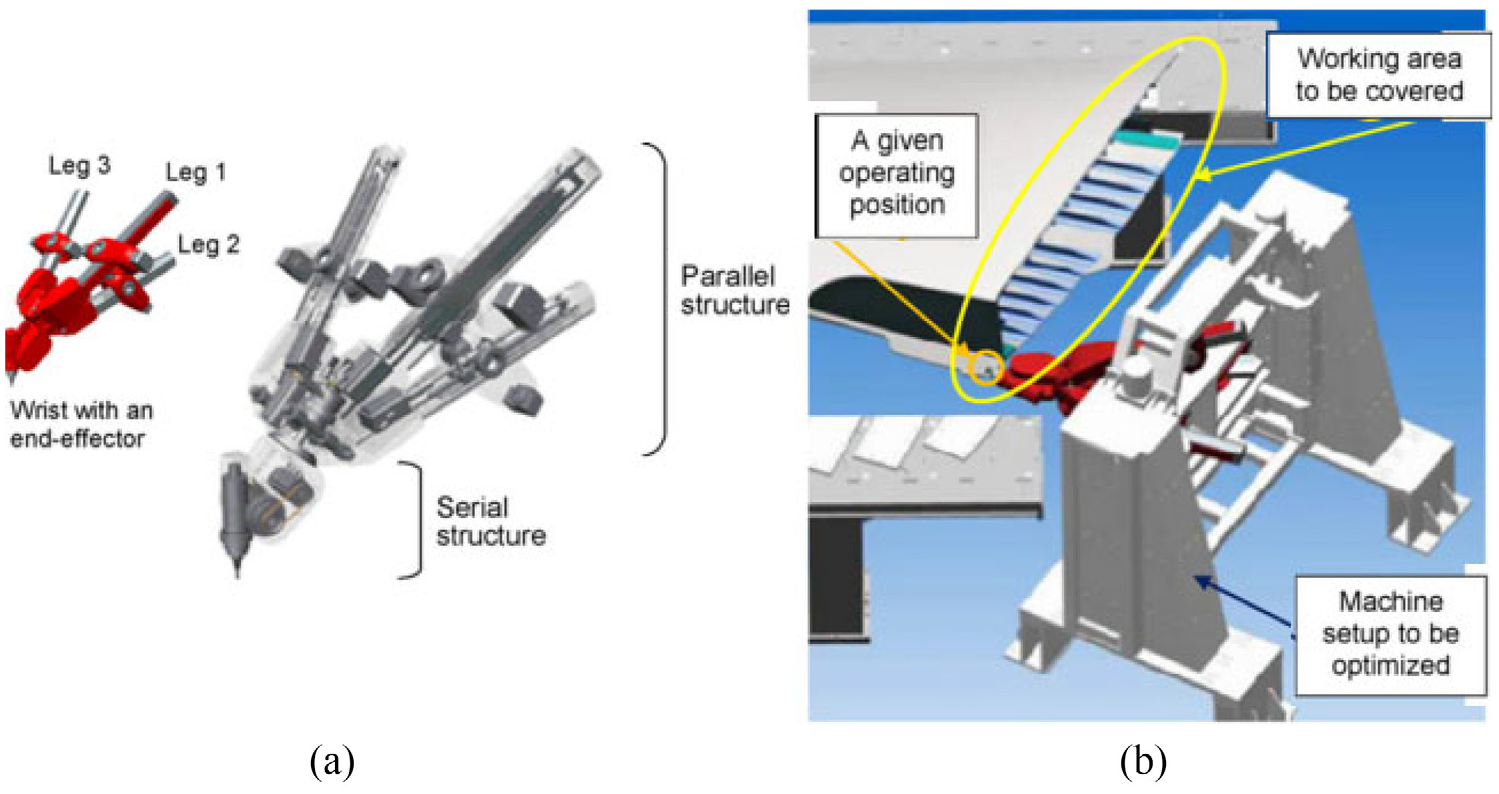
(a) Tool holder based on hybrid serial–parallel kinematics and (b) Exechon machine tool gantry. 41
Pervaiz et al. 47 conducted another experimental and numerical study to explore the potential of finite-element (FE) modelling for the prediction of energy consumption in machining. The study computed energy involved in cutting using FE model, and idle energy was computed using energy involved in air cutting. The FE modelling–based approach provided flexibility to incorporate other important cutting parameters (tool wear rate, workpiece and cutting tool material properties). The experiments were conducted to validate the proposed modelling approach, and the simulated results were found to be in good agreement with the experiments as shown in Figure 12(b). Figure 12(a) shows the FE model utilized to compute cutting energy.
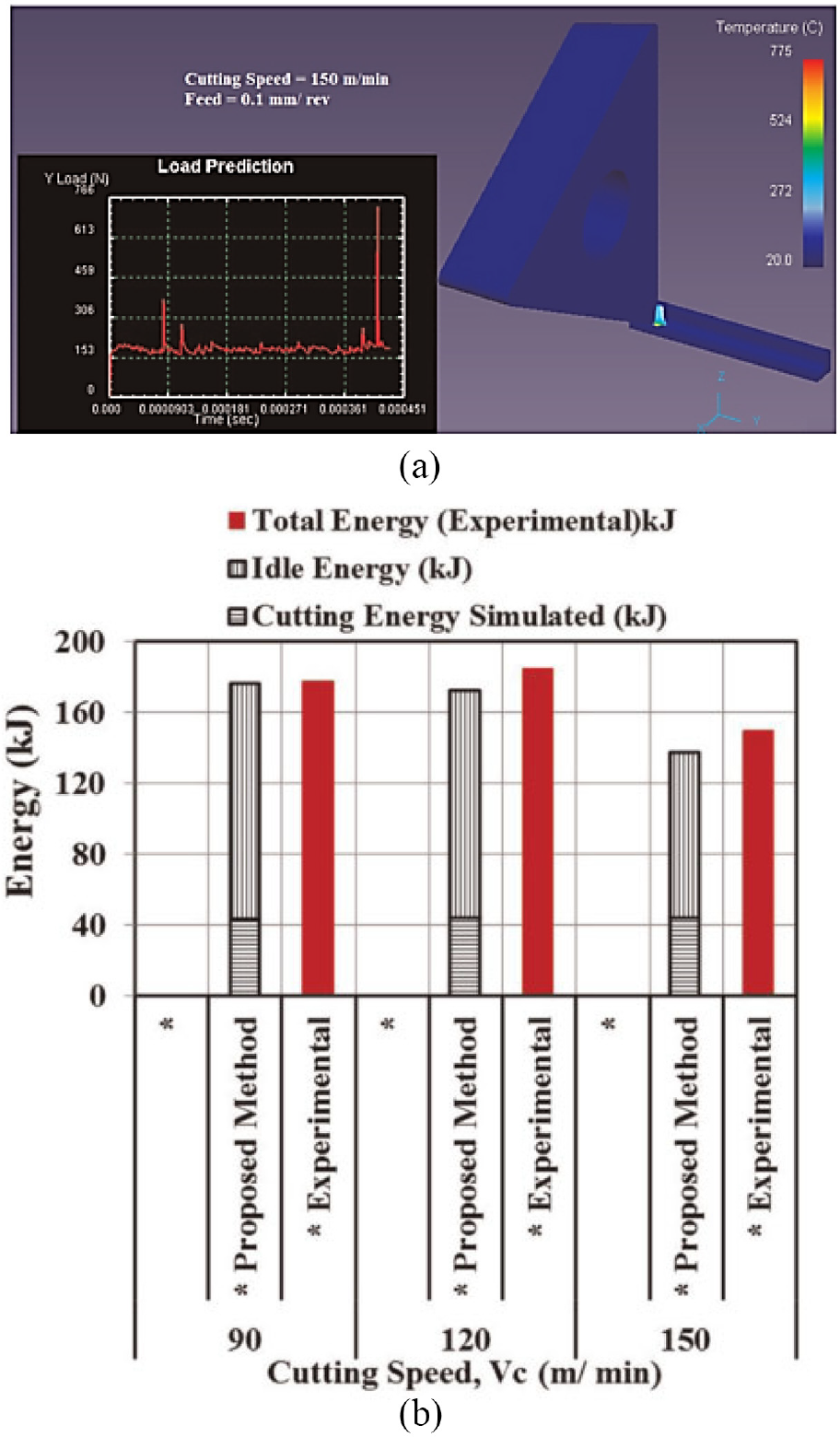
(a) Finite-element model for machining simulation to compute cutting energy and (b) comparison of proposed method with experiments. 43
In summary, it is possible to predict precisely the energy consumption in the metal-cutting process. However, regarding the current available models for energy consumption, there is a need to develop models which can incorporate important cutting parameters such as tool wear rate and properties of workpiece and cutting tool materials. The energy model should also handle the parameters for a variety of supporting equipment such as pumps and ventilation used during the metal-cutting operation.
Workpiece material–based concerns
The basic concepts of the sustainable manufacturing deal with the different stages of product’s life cycle. Most of the previously discussed concepts were focusing the manufacturing or processing phase of the product. Considering the input and output material flow, there are also some other considerations which can play a significant role towards the sustainability of metal-cutting process. These considerations are mainly based on the lean practices to eliminate scrap and rework and methodologies to address recycle, remanufacture and reuse.
Elimination of waste and rework
Rework in manufacturing stands for repeating a process or activity that was erroneously performed in the first attempt. 48 Minimizing the rework-related queries and scrap generation can result in overall improved and green process. Lean practices towards the elimination of rework and reduction of scrap result in making the process more efficient in nature. Increasing the efficiency of the process also results in improved environmental burden and supports the concept of sustainable manufacturing. Dües et al. 49 describe that ‘lean serves as a catalyst for green, meaning it facilitates a company’s transformation towards green’. Mostafa and Dumrak 50 proposed a framework to reduce waste in the manufacturing sector. The study provided the framework of waste elimination based on documentation, analysis and removal phases as shown in Figure 13. The study has identified nine different types of manufacturing waste to implement sustainability concepts.
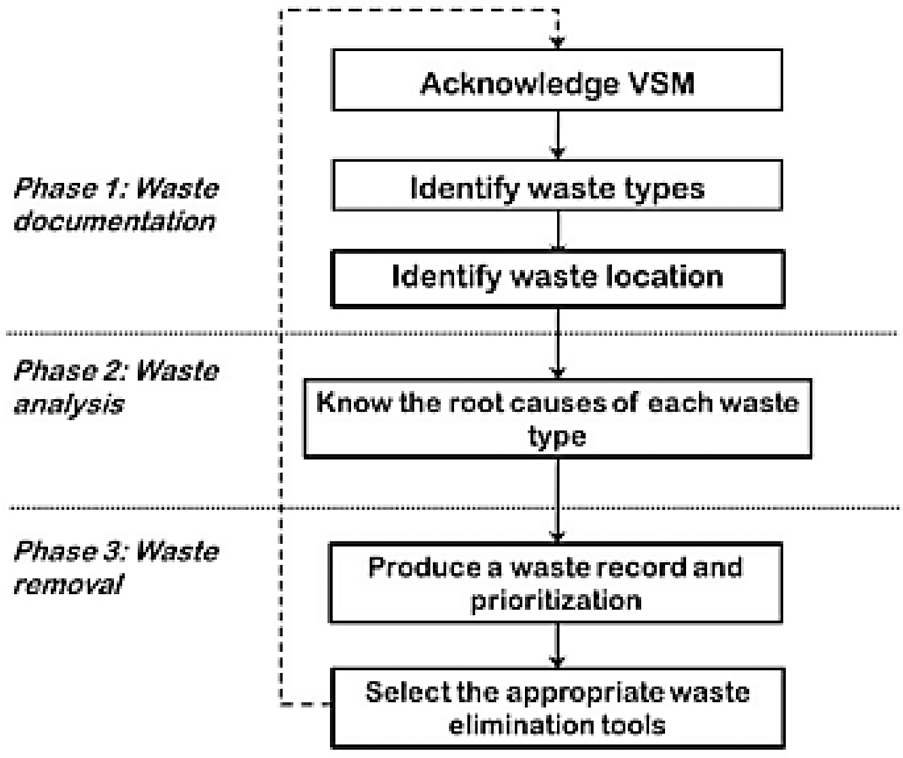
Waste elimination framework. 50
Carvalho and Cruz-Machado 51 has also pointed out at the synergistic relationship of lean and green practices. The idea of synergy is generally represented by 1 + 1 = 3 equation, it represents that some practices when used in combination provide greater benefit than when used separately. The common attributes of lean and green approaches and their associated functional overlapping can be observed in Figure 14. It can be observed that the main theme of both lean and green practices deals with the concept of eliminating waste in the operational processes. For lean approach, elimination of waste results in improved profit margins, whereas for green approach, it reduces environmental burden.
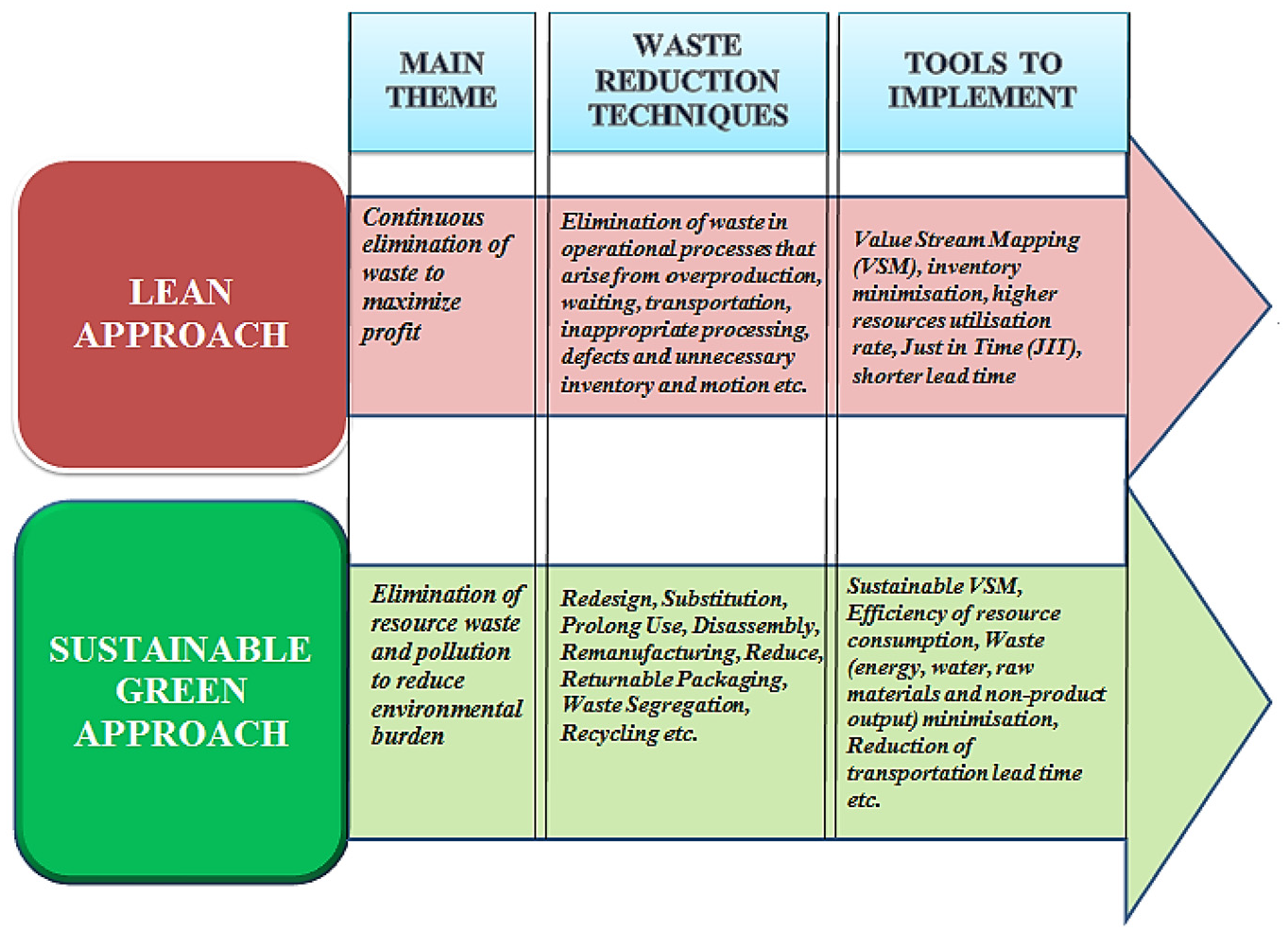
Common attributes of lean and sustainable green approaches.
Several researchers are investigating how sustainable and lean domains interact and complement each other.52–54 In a previous study, Vinodh et al. 55 thoroughly discussed the implications of lean initiatives to enable sustainability in the manufacturing sector. The study also provided an insight that implementing the lean practices can improve the overall sustainability concerns especially in reducing material usage, energy consumption, harmful waste and water usage. Literature 55 also reports different case studies, where lean practices have been implemented in the industry and the outcomes maximized both profit margins as well as green sustainable benefits. For example, General Motors Corporation (GM) has incorporated different lean initiatives in to its manufacturing strategy that resulted in very encouraging outcomes. GM implemented Kanban approach in Saturn’s Spring Hill automotive manufacturing plant, which resulted in the saving of 17 tonnes/year air emissions and 258 tonnes/year of solid waste. In another example at GM’s Fairfax assembly plant, booths in the paint shop were being cleaned every other day to avoid the interaction of old paint waste with the new parts. Lean investigation of the process revealed that cleaning is required only once a week with modified floor design. Using this new cleaning schedule, volatile organic compound (VOC) emissions (from the purge solvent) were minimized by 369 tonnes only in the first year. 56
6R (recycle, remanufacture, recover, redesign, reduce and reuse) methodology
The advent of innovative design practices, manufacturing strategies, smart engineered materials in combination with the concept of multiple life cycle products enabled researchers to use the concepts of reuse, recycle and remanufacture to improve environmental performance. The integration of 6R methodology– (reuse, recover, recycle, redesign, reduce and remanufacture) based opportunities with the product life cycle has been shown in Figure 15. Figure 15(a) shows that previous understanding of green manufacturing was limited to the 3R (recycle, remanufacture and reuse) concepts. But the innovative thinking in sustainable manufacturing track has replaced 3R concepts to the 6R (reuse, recover, recycle, redesign, reduce and remanufacture) methodology to enhance performance. Keeping in view the under-consideration metal-cutting sector, the important concepts in 6R methodology are the concepts of recycling and remanufacturing. Some commonly used engineering materials are energy extensive when whole life cycle including extraction phase is considered. For example, if extraction and processing steps are considered to produce 1 kg of aluminium, then 15 kg of equivalent CO2 emissions are also produced. 58 Recycling of the metallic chips is one of the major concerns of metal-cutting experts and environmentalists. The main approach is to melt and process it for further usage that is quite an expensive and energy-demanding solution. 59
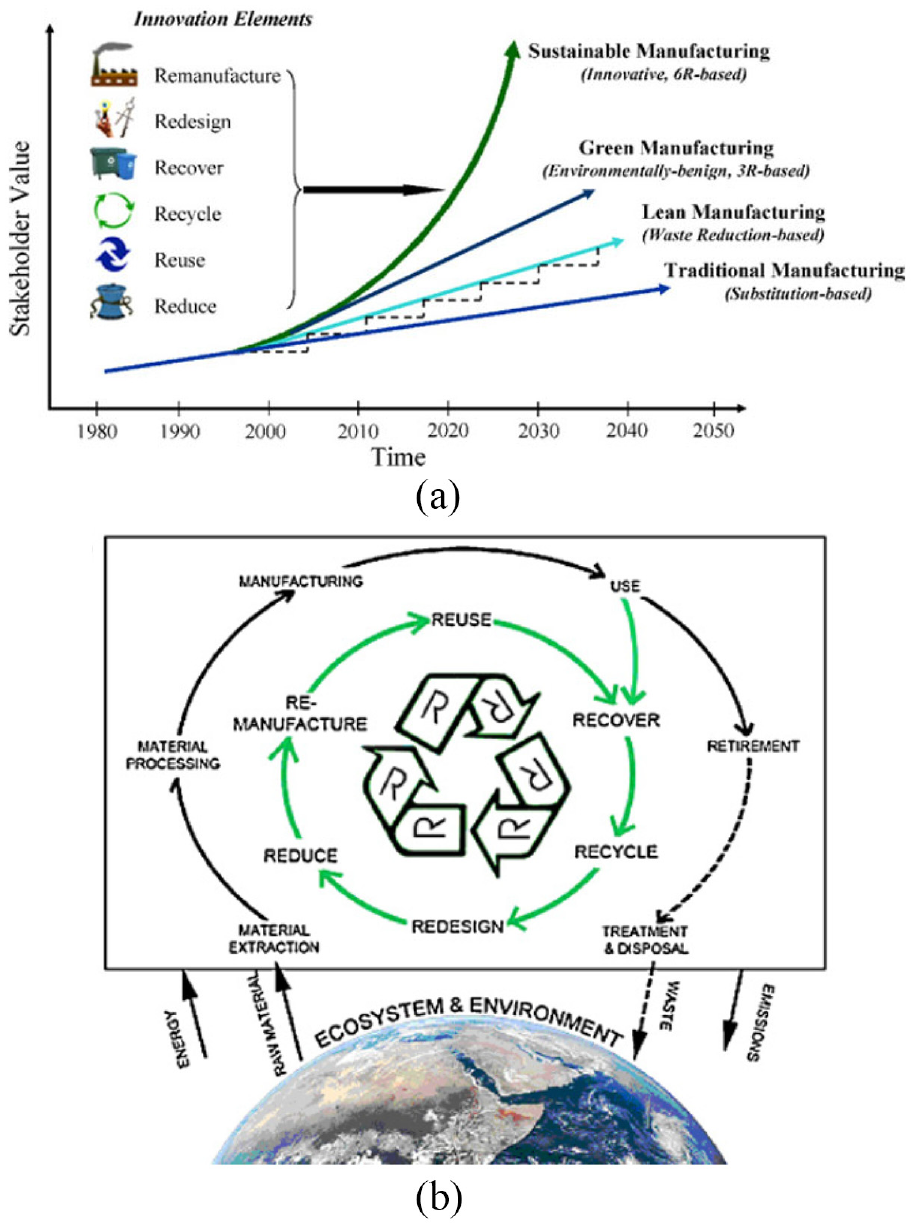
(a) 6R methodology and (b) integration of 6R methodology in product life cycle. 57
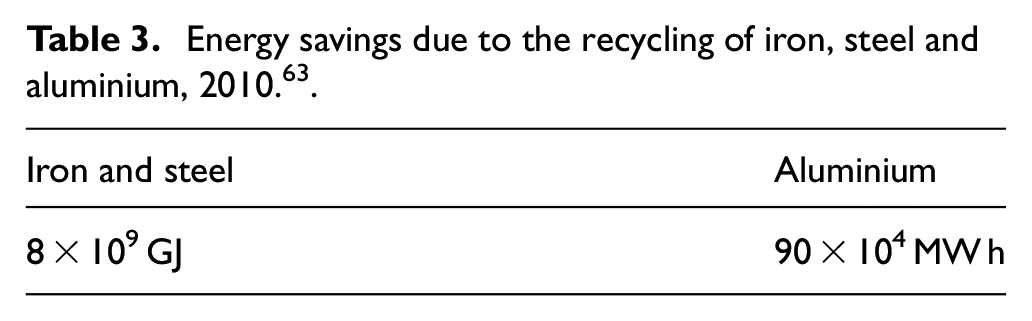
Several researchers have focused their research work in the technological developments to make swarf recycling procedures less energy intensive. The energy is generally utilized in the form of primary source (coal, gas, petrol and fossil fuels) and secondary source (electricity). Mabuchi et al. 60 recycled machined chips using hot extrusion process and avoided the re-melting procedure to conserve energy. Samuel 61 suggested another cost- and energy-efficient direct-conversion technique to recycle metallic chips. Gutowski 62 suggested that in this case, recycled material can significantly reduce the energy requirements. In order to produce 1 tonne of steel, 28–30 GJ energy is required. In case of recycled scrap, this energy can be minimized to 9–12 GJ. 63 Chapman and Roberts 64 also revealed that energy involved in recycling is only 5% for aluminium and 30% for steel when compared with their virgin counterparts, respectively. It has also been reported 65 that recycling of steel scrap results in the reduction of CO2 emissions by 900 million tonne (Table 3).
Energy savings due to the recycling of iron, steel and aluminium, 2010. 63
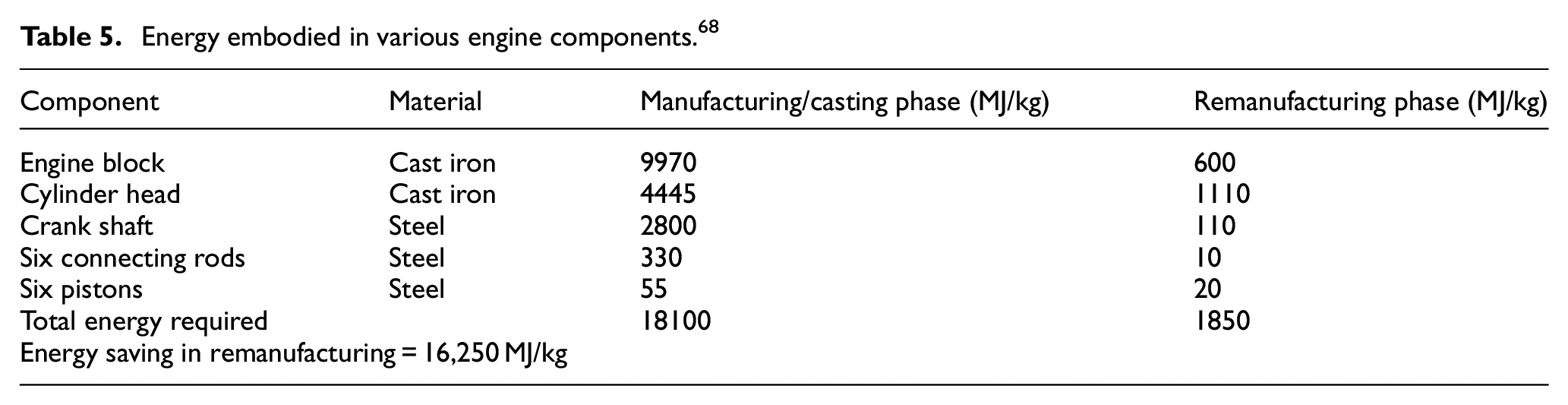
Remanufacture stands for extending the service life of a degraded product by repairing it. Remanufacturing can compose of disassembling, cleaning, refurbishing, replacing, reprocessing and reassembling of any engineering product and then using it again as a new one. Industries have reported a wide scope of energy saving using the remanufacturing technique; the difference of energy consumption of a new product and a remanufactured product can be up to 85%. 66 In another reflection, it has been reported that remanufacturing activity in an automotive sector only can save the energy equivalent to five nuclear power plants. 67 Remanufacturing activity related to the diesel engine revealed that there is a huge opportunity of energy, waste and cost savings. 68 Tables 4 and 5 reveal the potential of remanufacturing activity in terms of energy saving.
Energy demands in manufacturing and remanufacturing. 68

Energy embodied in various engine components. 68
Cutting tool material–based concerns
Over all sustainability of the metal-cutting process can be enhanced by considering different aspects related to the cutting tool performance. These considerations are mainly based on the practices to enhance cutting tool utilization, pre-treatment of cutting tools, surface texturing, resharpening and reconditioning of the cutting tools.
Enhancing cutting tool utilization
Environmental burden of the metal-cutting process can be reduced by increasing the utilization of the cutting tool. However, it is important that quality and surface integrity of the workpiece is acceptable. Generally, for the machining of most of the conventional metals, tool life is long and the associated environmental burden per part is minor. However, with the advent and development of new high-performance materials, short tool life for different cutting tool materials has been observed. 24 Process-optimization techniques also have potential to increase tool utilization by maintaining the surface quality. 69 Therefore, sustainability of a machining process can be improved by manipulating the machining parameters. Another concept that can also increase the utilization is presented as rotary cutting tools. In rotary cutting tools, the cutting edge of the tool rotates around its axis during the cutting process. The cutting process using rotary cutting tool allows the cutting edge to be cooled during the engagement and hence improves cutting performance and tool life. The working principle of rotary cutting tools has been illustrated in Figure 16. It has been observed that tool life was significantly increased to 1.7 times when compared with stationary tooling. 70 The tool life observed in the study is reported as under in Figure 17.
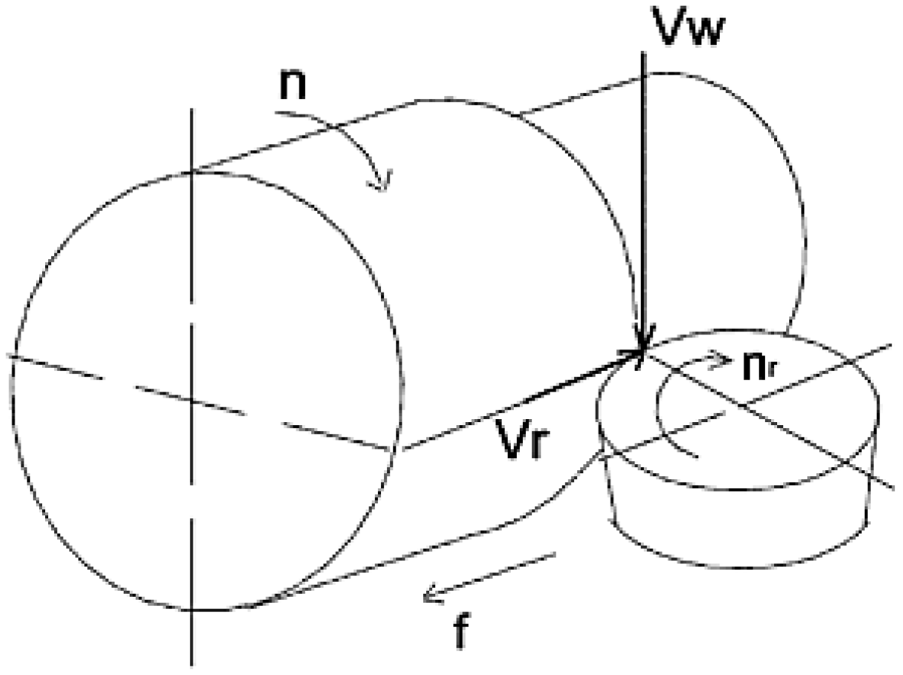
Schematic illustration of the rotary cutting tool. 70
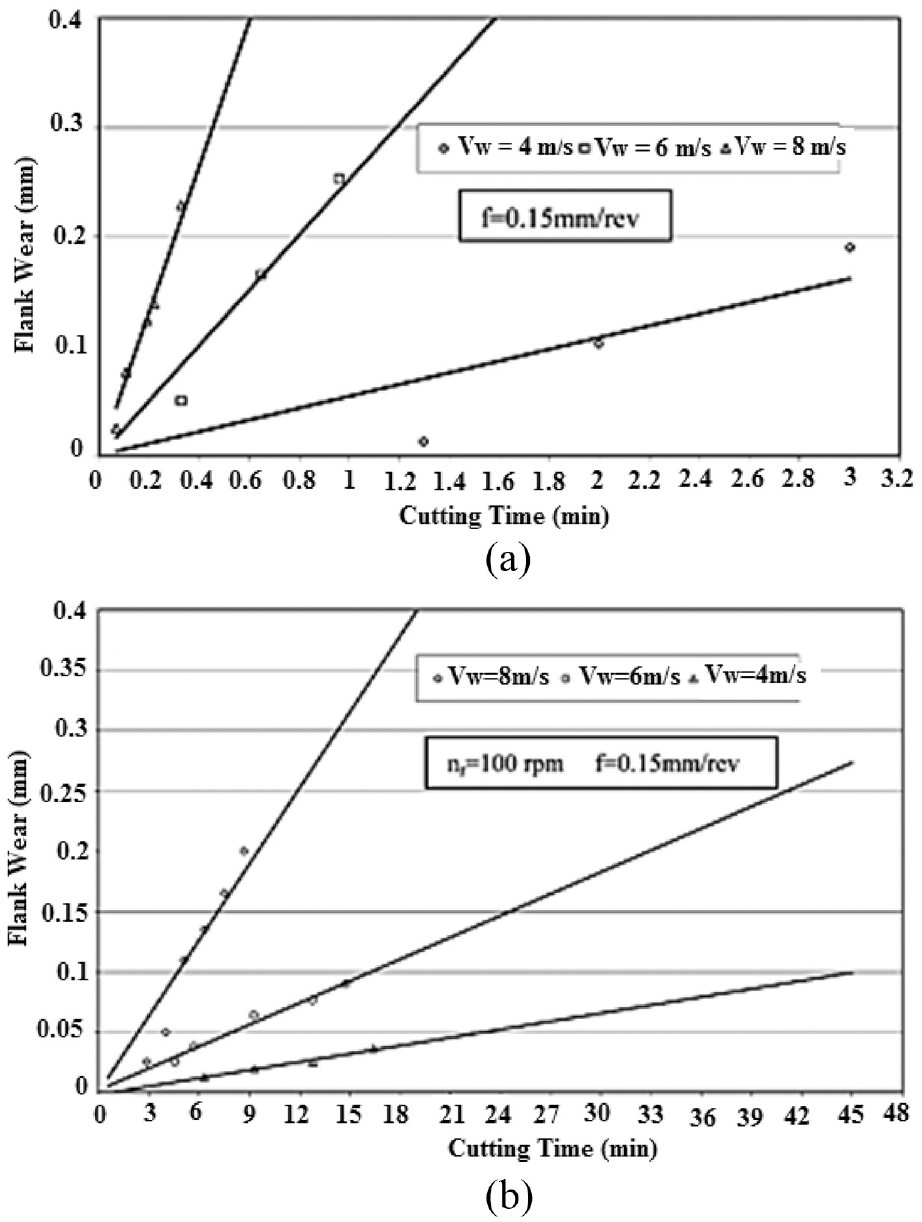
Tool life (a) stationary cutting tool and (b) rotary cutting tool with 100 r/min. 70
Schultheiss et al. 71 conducted an interesting study, and the concept of improved cutting tool utilization was explored. The study proposed a methodology of using both major and minor cutting edges by reversing the direction of the process. The study utilized the proposed concept to both arrangements of turning and milling operations. Figure 18(a) and (b) provides the experimental configuration of the proposed methodology for turning and milling process, respectively. As shown in Figure 18(c), the proposed methodology improved the cycle time and energy consumption per part.
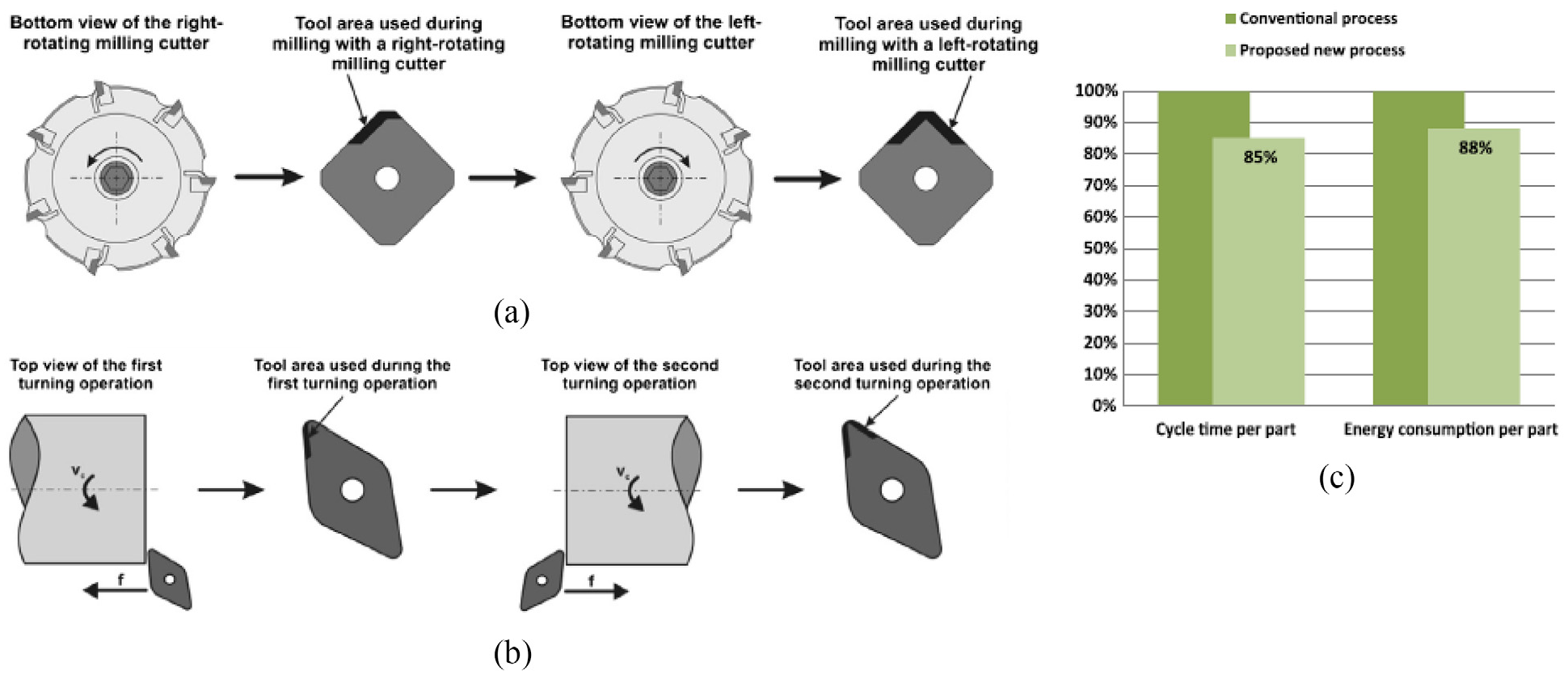
Proposed methodology to improve tool utilization (a) for milling process, (b) for turning process and (c) comparison of cycle time and energy consumption for the conventional and proposed method. 71
Pre-treatment of cutting tools using cryoprocessing
Cryogenic treatment is a well-known method to enhance the mechanical properties of the engineering materials. 72 Cryogenic treatment for the cutting tool results in better tool wear resistance, hardness and strength. 73 Several researchers have investigated the influence of cryoprocessing with respect to the different cutting tool materials. The application of low temperature on tungsten carbide cutting tools revealed that ɳ phase particles increased by lowering temperature to sub-zero that resulted in improved mechanical properties. 74 For cryogenically treated high-speed steel tools, tool life under drilling operation was improved to 65%–343%. 75 Figure 19 shows tool wear micrographs for both cryogenically and conventional-treated twist drills.
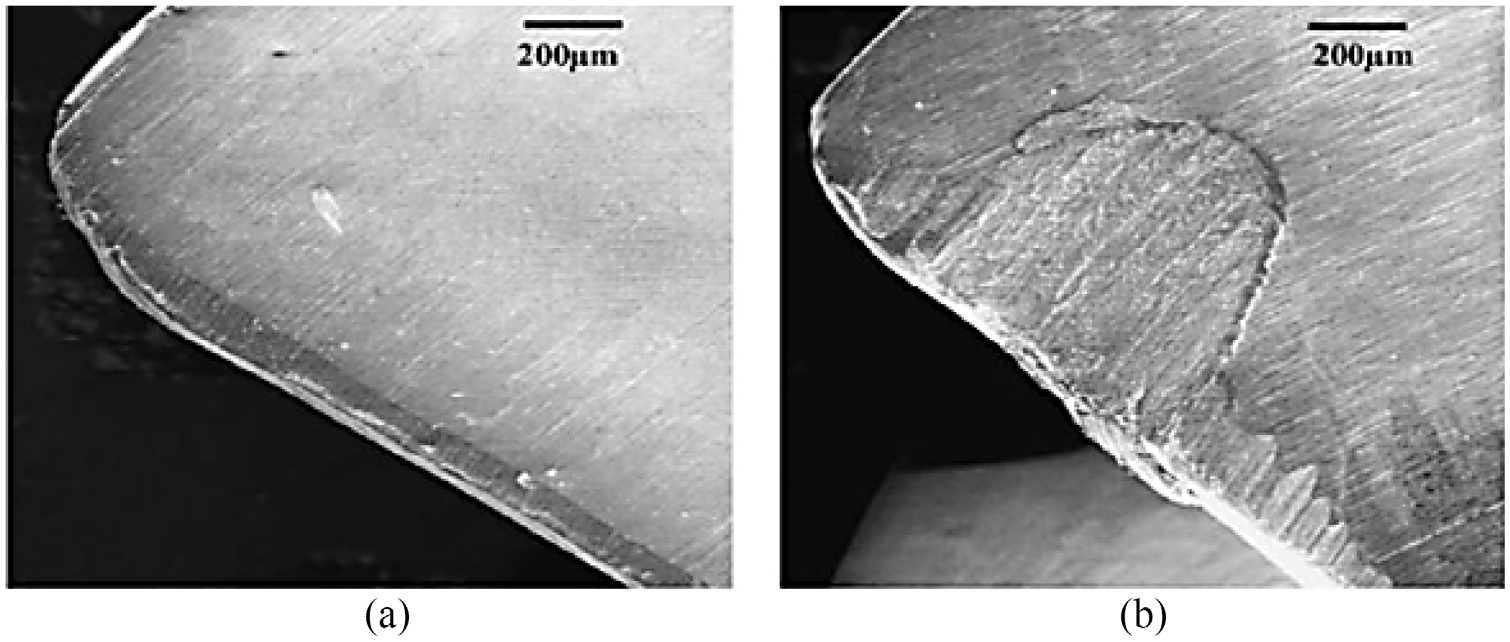
Tool wear progression (a) cryogenically treated HSS drill and (b) conventional treated drill. 75
Several researchers have also investigated the influence of different cryoprocessing cycle parameters (soaking time period and temperature, rate of cooling and tempering temperature) on the cutting tool performance. Cooling rate has a strong influence on the mechanical behaviour of the cryoprocessed cutting tool. Molinari et al. 76 reported that cooling rate should not be higher than 30° C/h in order to attain good mechanical properties. Literature reports that soaking temperature is strongly linked with the wear resistance property of the cutting tool. Babu et al. 77 investigated the influence of soaking temperature on different tool steels. The study revealed that different soaking temperatures increase the wear resistance by 315%–382%. Several studies 78 have revealed that at higher cutting speeds, cryogenically treated cutting tools did not provide any different machining performance than the conventional cutting tools. It revealed that at higher cutting temperatures, these treated tools did not provide extended tool life.
Surface texturing of the cutting tools
Literature,79–85 has reported that texturing on the tool surface can improve the machining performance of the cutting tools. Micro/nanomachining capabilities have enabled the cutting tool developers and researchers to control the tribological characteristics of the surface. Low friction surfaces can be manufactured to assist the lubrication at the tool–chip contact length in cutting zone, and machinability can be enhanced. Kawasegi et al. 79 performed micro/nanotexturing on the cemented carbide cutting tools using femtosecond laser. The machining experiments were conducted on Aluminium alloy A5052 using MQL arrangement. Figure 20 shows the specifications of mirco/nanotexturing performed on the cutting tools and the different patterns created to investigate the machining performance.
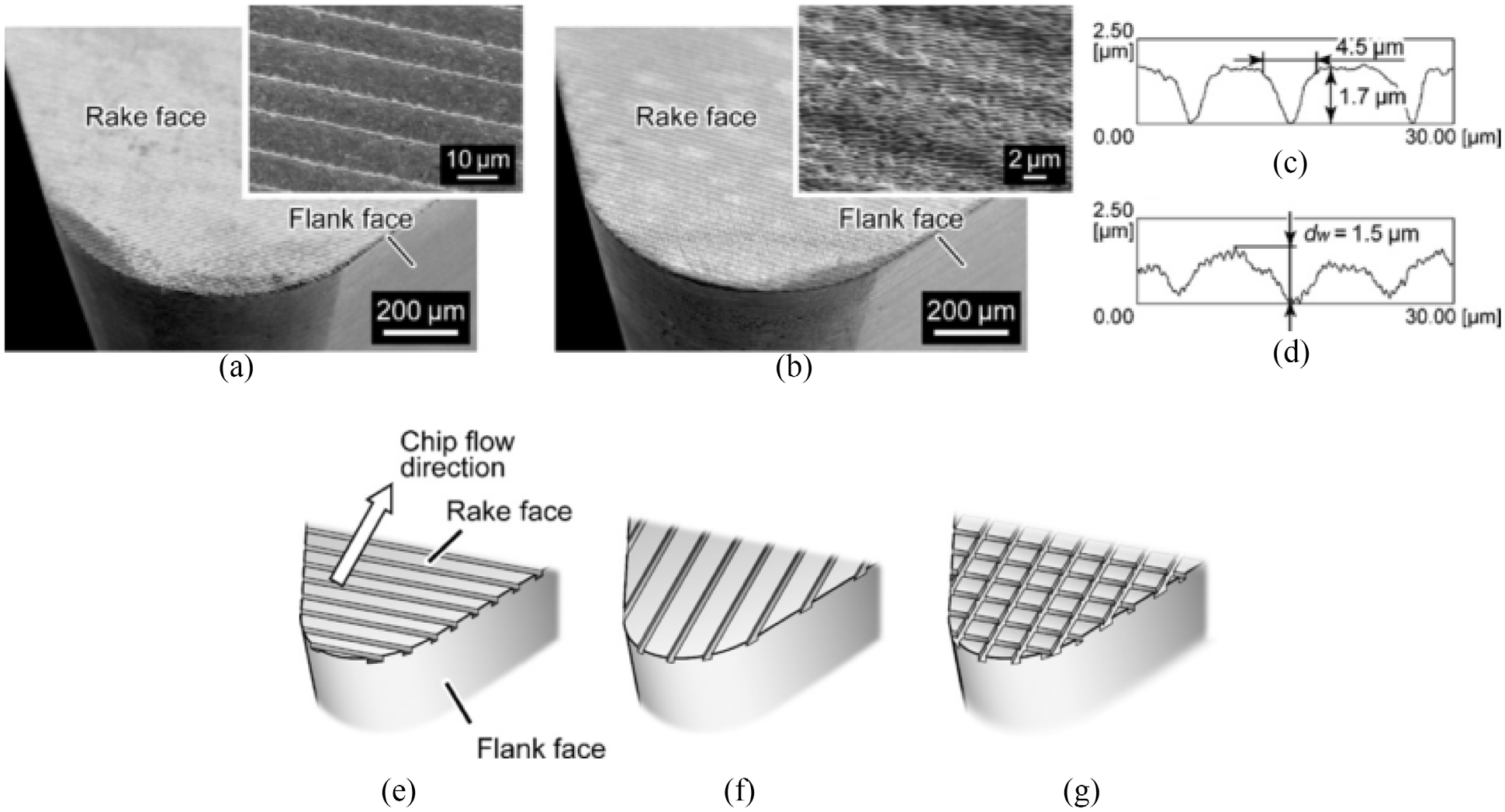
(a) SEM micrographs of microtexture tool, (b) SEM micrograph of nanotexture tool, (c) sectional trace of microtexture tool with pitch 10 µm, (d) sectional trace of nanotexture tool with pitch 800 nm using atomic force microscope, (e) texture produced in direction perpendular to chip flow, (f) texture produced in direction parallel to chip flow and (g) texture produced in cross-pattern. 79
The texturing pattern and waviness were perpendicular for both textured cases. Significant amount of thrust and feed cutting forces were observed in case of textured tools. However, slight decrease was observed for principal cutting force component. Nanotexturing was found more efficient than mircotexuring. The cutting forces observed in case of microtextured tool under different patterns with respect to chip flow. It was found that perpendicular direction is the most efficient pattern for better machining performance.
It was also observed that micro-grooved cemented carbide cutting tools enhanced lubricity and decreased friction at the tool–chip contact area. 80 The micro-grooving process improves lubricity and anti-adhesive properties at the tool–chip contact length. Obikawa et al. 81 also studied the four diverse types (parallel, perpendicular, pit or dot) of microtextured cutting tools to machine aluminium alloy A6061-T6. The study reflected that performance of textured tool improves by decreasing the pattern size and increasing the depth of texture. Improved results were obtained when concepts of textured tooling and solid lubrication were combined. 82 The texture at rake face using molybdenum disulphide (MoS2) can be observed in Figure 21.
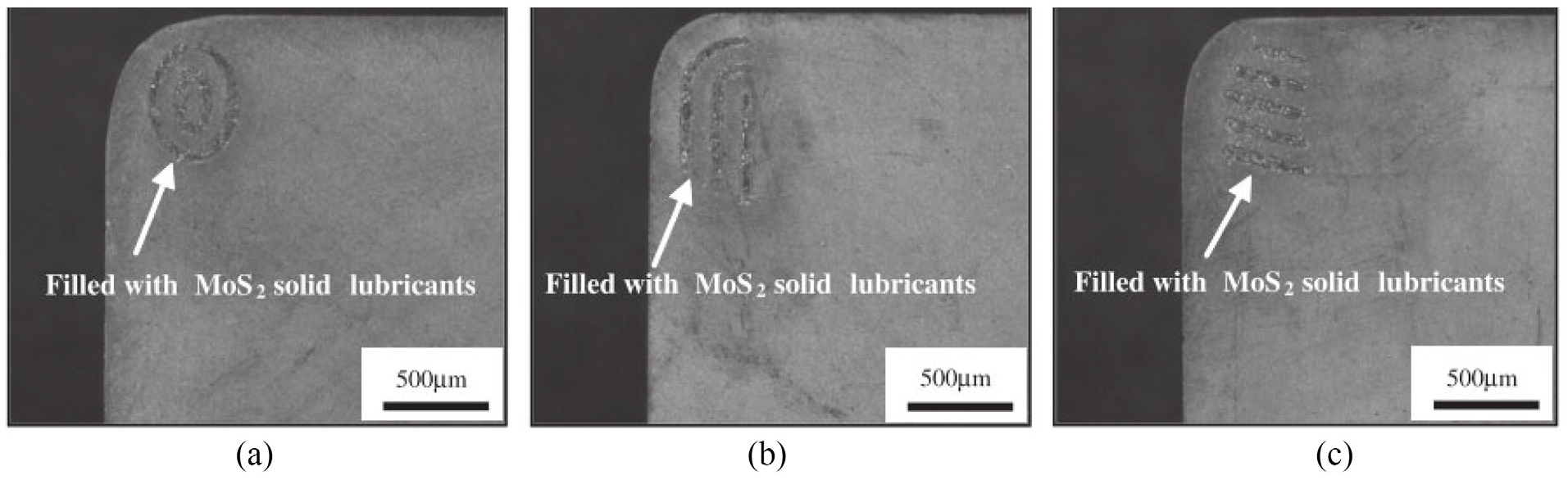
Solid lubricant filled on the rake face (a) elliptical textured tool, (b) parallel textured tool and (c) linear textured tool. 82
The elliptical textured tool outperformed others. The better performance of elliptical textured tool was attributed with the short tool–chip contact length in the cutting zone and formation of low shear strength lubricating film at the tool–chip interface. Koshy and Tovey 83 also studied the performance of textured tools as shown in Figure 22(a). Texturing was produced by electric discharge machining. The study revealed that force reduction can be improved by generating texture a distance (de) away from the cutting edge as shown in Figure 22(b) and (c). This distance is linked with the feed rate. In intermittent cutting favourable outcomes were observed at low speeds.
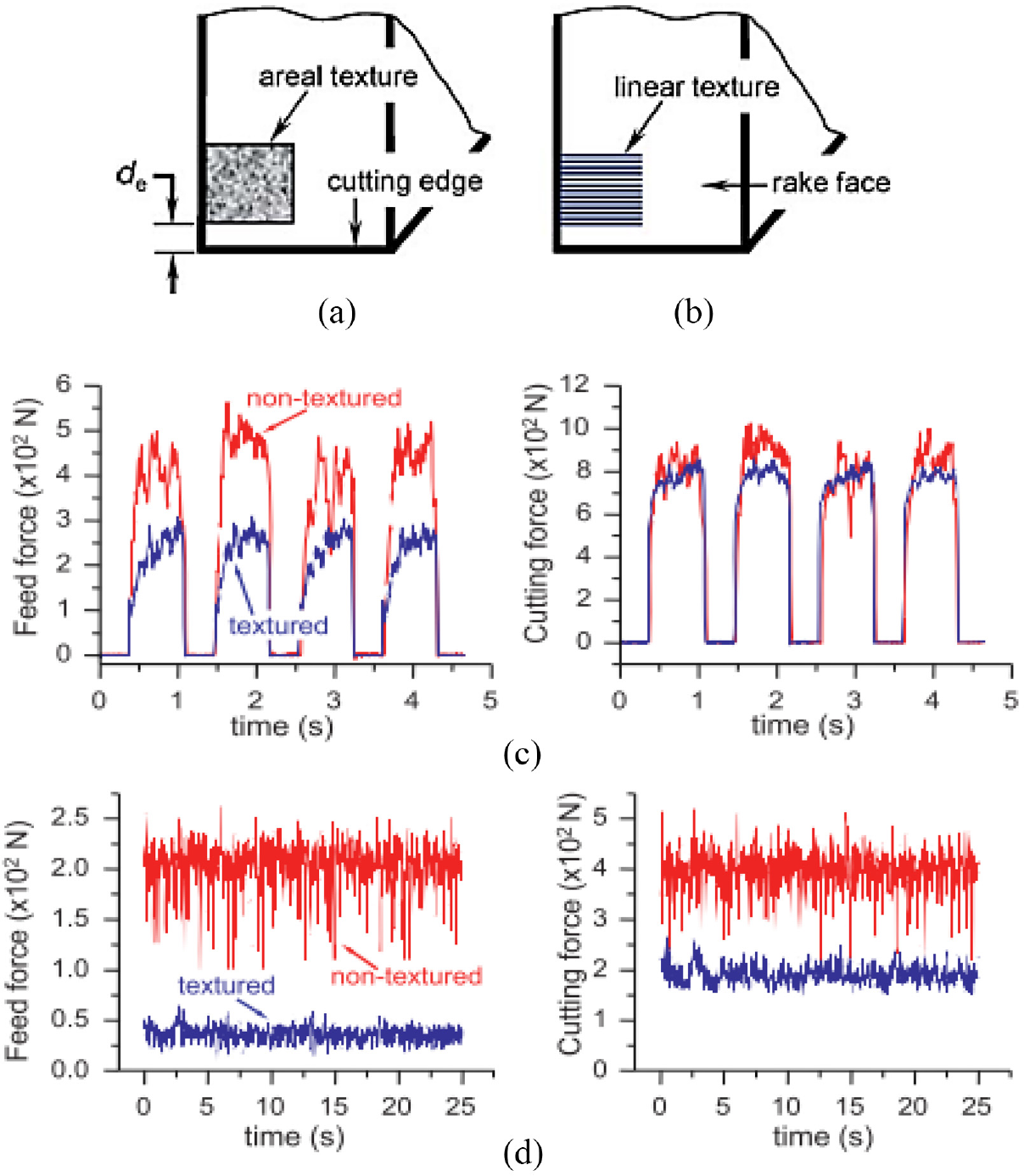
(a) Two different textures produced using EDM, (b) cutting forces in intermitted cutting of steel and (c) cutting forces in continuous cutting of aluminium. 83
Resharpening and reconditioning of the cutting tools
The concept of reconditioning of the cutting tool is gaining attention among tool-manufacturing industries. The most evident advantage of reconditioning activity is linked with the cost and resource savings. These activities can improve the environmental performance of overall metal-cutting process. Several approaches have been devised by the cutting tools manufacturers to support the idea of reconditioning of the tools. The industry reflects that cutting drills are the most favourable tools for reconditioning activities because the diameter is least affected for drills. 86 For example, Seco Tools (Sweden) has developed Crownloc drill series with exchangeable cutting drill tips of various materials and geometries for different engineering applications as shown in Figure 23.
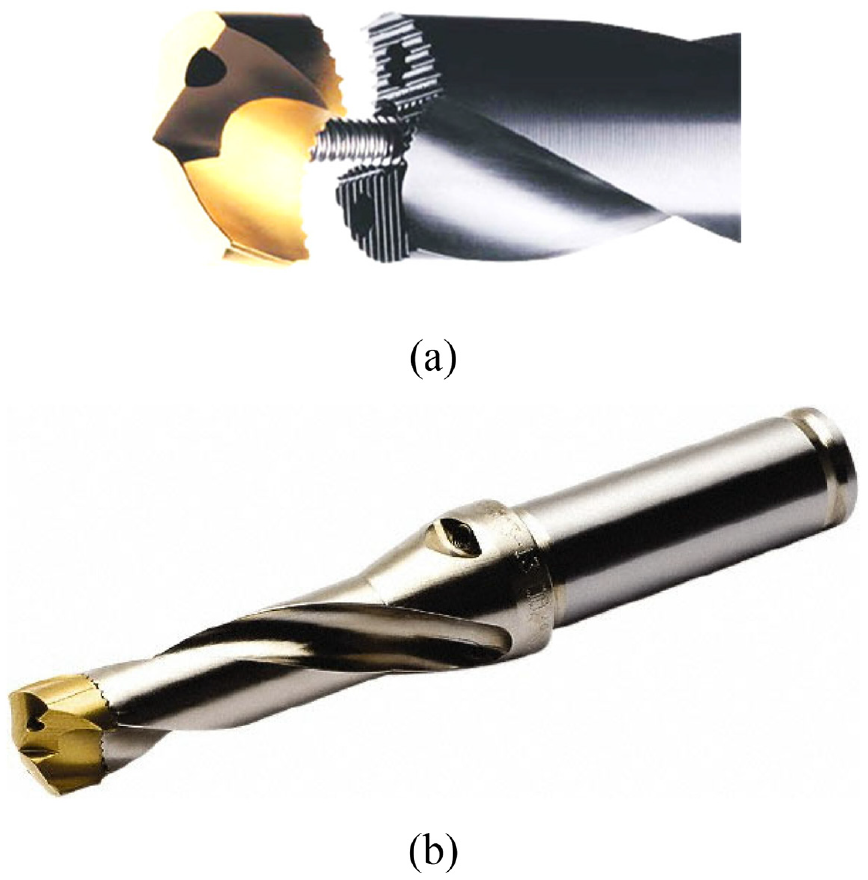
(a) Exchangeable drill tip and (b) Crownloc drills. 87
Several researchers have also focused their work to attain on-machine solutions for resharpening and reconditioning of the cutting tools. Machine vision–based resharpening process for the micro-drills has also shown good potential. 88 The suggested methodology utilized double-wheel grinding mechanism to achieve the aim of resharpening. On-machine tool resharpening process to assist the machining of aluminium alloys has also been explored. 89 Machining aluminium alloys is a difficult task because it produces layers of adhered workpiece material in the form of built-up-edge (BUE) on the cutting edge. BUE formation results in poor surface quality and tool failure. The method of liquid metal embrittlement (LME) was proposed to remove adhered layers of workpiece materials. LME is a process in which specific ductile metal experiences drastic loss in ductility by the application of liquid metal. Generally, liquid gallium is used to embrittle aluminium alloys. Gallium was deposited using ultrasonic vibrator as shown in Figure 24(b). After the embrittlement process, machining was performed using chemical wood on the CNC machine as illustrated in Figure 24(a). Chemical wood is an ideal material to machine that also helps in damage-free removal of adhered aluminium material.
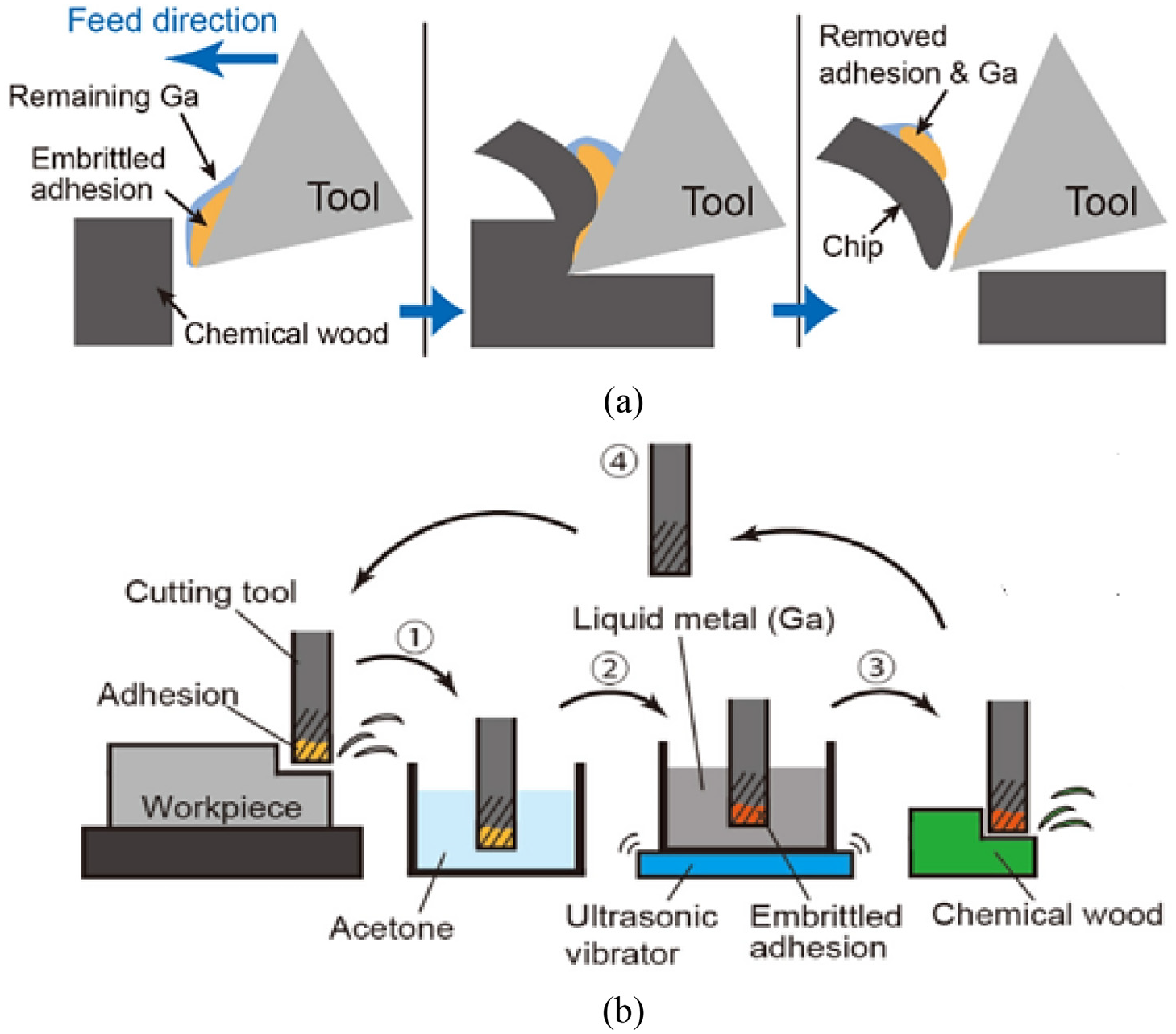
(a) Machining of chemical wood to attain damage-free removal of adhered aluminium layer and (b) schematic illustration of the proposed methodology. 89
Figure 25 shows the scanning electron microscope (SEM) micrographs of rake face of the cutting tool. The adhered layer of aluminium is visible after the cutting process. The SEM micrographs also revealed the importance of LME process in resharpening mechanism.
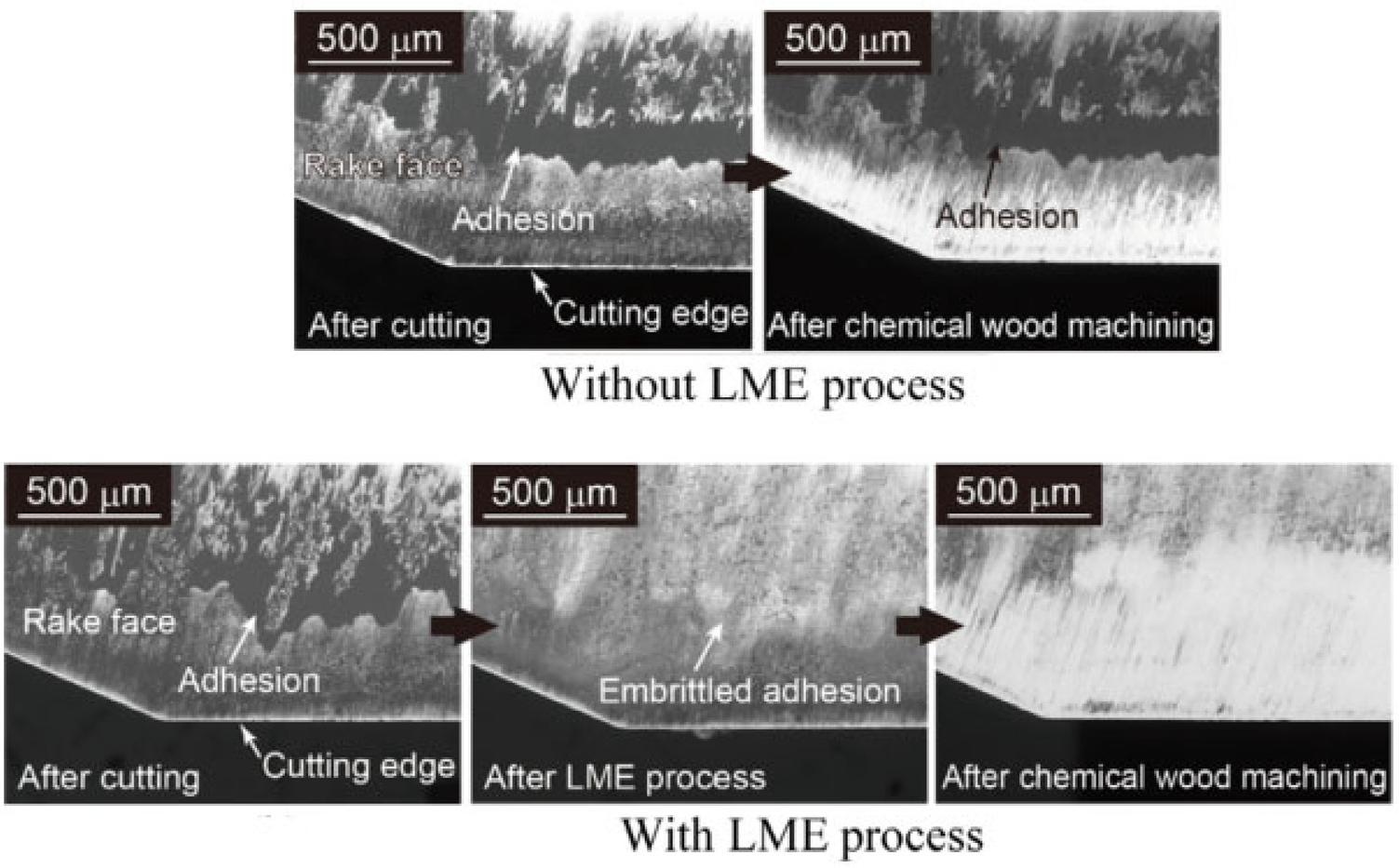
SEM micrographs of the rake face of the cutting tool revealing importance of the LME process. 89
It is evident that reconditioning and resharpening of the cutting tools extend the service life of the product. The activity is useful in terms of reducing cost and resource consumption, as it avoids the usage of new cutting tool. However, there is a need to evaluate the environmental burden involved in reconditioning and resharpening activities with respect to the life cycle perspective.
Conclusion and future directions
This review article thoroughly reviews the directly or indirectly related practices utilized in the metal-cutting sector to lower its environmental impact. These practices would be helpful to reduce the environmental impact of the metal-cutting processes. The specific conclusions drawn from this review article have been presented as follows:
Rapid increase in the human population was found to be the major driving factor for the manufacturing sector. To cater the needs of growing human population, manufacturing sector has to come up with more efficient product-manufacturing techniques and at the same time being green or environment friendly in nature. Dynamics of human population growth are not same for different regions throughout the world. Consequently, manufacturing sector has to come up with different strategies to fulfil the needs of different regions. The trade and economic policies related to the manufacturing-based economy must address this diversity.
Energy consumption in the metal-cutting process has important role towards achieving sustainability. Decreasing the overall cycle time helps in reducing the energy consumption and associated emissions. The hydraulic equipment required for pumping the coolant and lubricant in the machine tool consumes a significant amount of electrical energy. Optimizing the quantity of pumps and the amount of coolant results in reduced energy consumption. Replacing conventional flood cooling to MQL or MQCL techniques also results in less electrical energy consumption.
As far as the modelling of energy consumption is concerned, there is a need to incorporate important cutting parameters, such as tool wear rate, thermomechanical properties of workpiece and cutting tool materials, in the energy-predicting models. If numerical modelling through FE machining simulation route is used to compute energy consumption, then these missing cutting parameters can be integrated to get precise predictions.
The gantry structure of the machine tool can also play important role towards the energy consumed in any process. In this regard, the gantry structure of Exechon machine tool based on hybrid serial–parallel kinematics reduced 67% of energy consumption under drilling operations. The energy-saving outcome was reasonably promising, and further operations should be investigated using this methodology.
The main themes of lean and sustainable manufacturing overlaps, as both deals with reducing waste in the process. Lean manufacturing practices to eliminate rework and reduce scrap in the metal-cutting process result in making process sustainable at the same time.
In the product life cycle, the incorporation of practices based on the concepts of 6R methodology (reuse, recover, recycle, redesign, reduce and remanufacture) also supports the theme of sustainability.
One of the solid waste streams in the metal-cutting process is based on the waste generation from worn or dull cutting tool materials. By enhancing the utilization or life span of the cutting tool materials, overall sustainability of the metal-cutting process can be improved. In this regard, several approaches namely self-propelled rotary tools and reversing cutting directions have shown encouraging potential to enhance sustainability through tool utilization.
Cryoprocessing of the cutting tools can also enhance machining performance by improving the tool life. For tungsten carbide cutting tools, the ɳ phase particles increases by lowering temperature to sub-zero, which results in improved mechanical properties. The cryoprocessing cutting tools provide better performance for low cutting speeds. Cryogenic cooling or MQL coupled with the cryoprocessed cutting tools should be investigated further to maximize the machining performance.
The practices related to the resharpening of the cutting tool facilitate cost and resource savings. It helps to achieve sustainability by minimizing the solid waste generation related to the cutting tool materials. The most favourable cutting tool for resharpening activity is the twist drill. For example, Seco Tools has developed exchangeable cutting drill tips that can be used with old drill bodies.
There is a need to investigate these advanced machining operations such as vibration-assisted machining (VAM), high-speed machining (HSM), hybrid machining and compound machining with respect to the energy consumption.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.