
Abstract
The process parameters of electric discharge machining such as current, pulse-on time and pulse-off time play a major role for deciding the machining performance such as material removal rate and wear ratio. In this article, the process parameters of electric discharge machining have been optimized for maximum material removal rate and minimum wear ratio. A properly trained neural network has been used to establish the relation between the process parameters and machining performance. Three different evolutionary algorithms such as simulated annealing, genetic algorithm and particle swarm optimization were then used with the neural network model to predict the optimum process parameters for maximum material removal rate and minimum wear ratio. The evolutionary algorithms thus used have been compared in terms of performance.
Keywords
Introduction
Electric discharge machining (EDM) is an important nontraditional manufacturing technique where a desired shape is obtained by the use of electric discharge. In this process, the material is removed from the workpiece by a series of rapidly recurring current discharges between two electrodes, separated by a dielectric liquid and subject to an electric voltage. 1 In this world, EDM is a widespread technique used in manufacturing industry. This is because EDM provides an effective solution for machining of hard materials with complicated shapes and profiles that are very difficult to machine using conventional method. On the other hand, wear ratio (WR) imposes high costs on manufacturers to substitute the eroded complicated electrodes by a new one for die making. So, it is very important to increase the machining efficiency of EDM.2–4 In order to increase the machining efficiency, erosion of the workpiece must be maximized and that of the electrode minimized. 5 For the maximization of material removal rate (MRR) and minimization of WR, the combination of process parameters should be correctly selected.
A series of investigations were conducted for process modeling and optimization of EDM process. In the previous days, conventional methods such as response surface method (RSM), factorial analysis, regression analysis, analysis of variance (ANOVA) and Taguchi analysis were the most popular techniques for these process modeling and optimization. Zarepour et al. 6 implemented ANOVA and regression analysis technique to determine the effect of process parameters on electrode wear (EW) in die-sinking EDM of tool steel. The study indicated that on-time, current and pre-EDM roughing as factors along with their interactions have a significant effect on EW. The author further presented the optimal level of factors using signal-to-noise (S/N) ratio analysis. Luis et al. 7 made an attempt to model a correlation between the input and output parameters of EDM process using design of experiment (DOE) technique. In their study, they used five process parameters: intensity supplied by the generator of the EDM machine (I), pulse time (ti), duty cycle (η), open-circuit voltage (U) and dielectric flushing pressure (P) as design factors and MRR and EW as output parameters. From their study, it has been seen that in order to achieve a high value of MRR, both design factors (I and U) should be fixed as high as possible. Whereas the EW of the electrode increased significantly as the pulse time increased. El-Taweel 8 used RSM to optimize the MRR and tool wear rate (TWR) of EDM with Al–Cu–Si–TiC P/M composite electrodes. But these techniques are not adequate to search the wide spectrum of the problem domain. Often, it has been seen that these technique are not so robust because the consideration of numerous constraints makes the search complex.9,10 On the other hand, Taguchi method can only find the best set of specified process parameter level combinations that include the discrete setting values of the process parameters. Therefore, the application of a Taguchi method is unreasonable when the optimum process parameter setting is not lying within the specified parameter level combinations. 11 This calls the nonconventional techniques, namely, artificial neural network (ANN), simulated annealing (SA), genetic algorithm (GA) and particle swarm optimization (PSO) to model and optimize the machining parameters. The robustness of these nonconventional optimization algorithms is more than the conventional one. 12
Min et al. 13 highlighted the application of simulated annealing algorithm (SAA) in generating EDM machining. Yang et al. 14 utilized SA technique with ANN for optimization of MRR and surface roughness. The selected machining parameters were discharge current, source voltage, pulse-on time and pulse-off time. Chen et al. 15 implemented a method integrating back-propagation neural network (BPNN) and SAA to determine the optimal combination of EDM process parameters for minimum surface roughness and maximum cutting velocity. Effort has also been made to analyze the variation in cutting velocity and workpiece surface finish depending on wire electric discharge machining (WEDM) process parameters during manufacture of pure tungsten profiles.
Su et al. 16 established an empirical relation between the machining factors and machining responses using ANN and further they combined the similar empirical relation with GA to optimize the machining factors. Later, the similar methodology has been used by Sen and Shan, 17 Mandal et al., 18 Gao et al. 19 and Rao et al.20,21 to model and optimize the EDM process for different work–tool material pairs. Recently, Joshi and Pande22,23 have proposed an intelligent approach for process modeling and optimization of EDM by combining finite element method (FEM) with soft computational methods like ANN and GA.
In an attempt to identify the best nonconventional algorithm, several comparative studies have been carried out in past years. Thangadurai et al. 24 compared the optimization performance of PSO and memetic algorithm for optimization of operating parameters in WEDM. From their investigation, it was found that PSO had given the best optimization performance. Vundavilli et al. 25 have used non-dominated sorted genetic algorithm-II (NSGA-II) and PSO for finding the optimal machining parameters of WEDM with respect to the maximum cutting speed and minimum surface roughness. The results obtained from NSGA-II and PSO in their study were then compared. From the comparison, it can be clearly seen that the ability to find the Pareto optimal fronts of both the algorithm is nearly the same, but the time taken by PSO is less than the NSGA-II. Bharathi Raja and Baskar 26 indicated the effective implementation of PSO in the field of machining process parameter optimization. Mukherjee and Chakraborty 27 made an attempt to apply six most popular population-based nontraditional optimization algorithms, that is, GA, PSO, sheep flock algorithm, ant colony optimization, artificial bee colony (ABC) and biogeography-based optimization for single- and multi-objective optimization of two WEDM processes. During their study, the performance of these algorithms was compared and it was observed that biogeography-based optimization algorithm outperforms the others. Venkata Rao and Kalyankar 28 presented a new teaching–learning-based optimization algorithm for parameter optimization of modern machining processes and it was compared with other well-established optimization algorithms such as GA, SA, ABC algorithm, PSO, harmony search (HS) and shuffled frog leaping (SFL). The comparison between the results obtained by the proposed algorithm and those obtained by different optimization algorithms revealed better performance of the proposed algorithm. However, it is quite difficult to develop an accurate optimization technique to select the optimum machining parameters for EDM process, due to the complex and nonlinear relationship between the input parameters and output responses.
In this investigation, an attempt has been made to develop an efficient technique for optimization of EDM process parameters by combining and comparing different existing approaches. During this process, a neural network model has been generated to predict the effect of the process parameters of EDM on MRR and WR. The optimal number of hidden nodes used in this model was searched out by integrating PSO with BPNN. Three evolutionary algorithms such as SA, GA and PSO were then attached with that neural network model to optimize the EDM parameters. The results thus obtained were then used to compare these three evaluators for their performance.
Overview of soft computing methods
With the objective of this work outlined above, various soft computing techniques such as ANN, SA, GA and PSO were studied. A brief description of these algorithms is presented in the following subsections.
ANN
An ANN is a computational method which is inspired by observed process in natural networks of biological neurons. This method is widely used to solve complex functions in various applications where the conventional statistical methods are useless. Generally, ANNs are constructed with an input layer, one or more hidden layer and one output layer. These layers are made of one or more simple computational units called neurons that are highly interconnected. The links that are used to connect these neurons are associated with weight factor.
The most commonly used technique for training neural networks is back-propagation (BP) algorithm. It was first developed by Paul Werbos in 1974. Based on the least mean square (LMS), this learning method applies a weight correction to the neural network connection weights which is proportional to the partial derivative of the error function. 29 This correction of the weights is in the negative direction of the gradient of the error. Mathematically, the correction of weight vector is represented by
where η is the learning rate and E(k) is the error function of kth iteration.
Previously, it was observed that a three-layered feed-forward neural network with a BP algorithm can map any nonlinear relationship with a desired degree of accuracy. 28 That is why in this study, a three-layered feed-forward BPNN (Figure 1) has been developed to predict a correlation between the process parameters and machining performance of EDM.
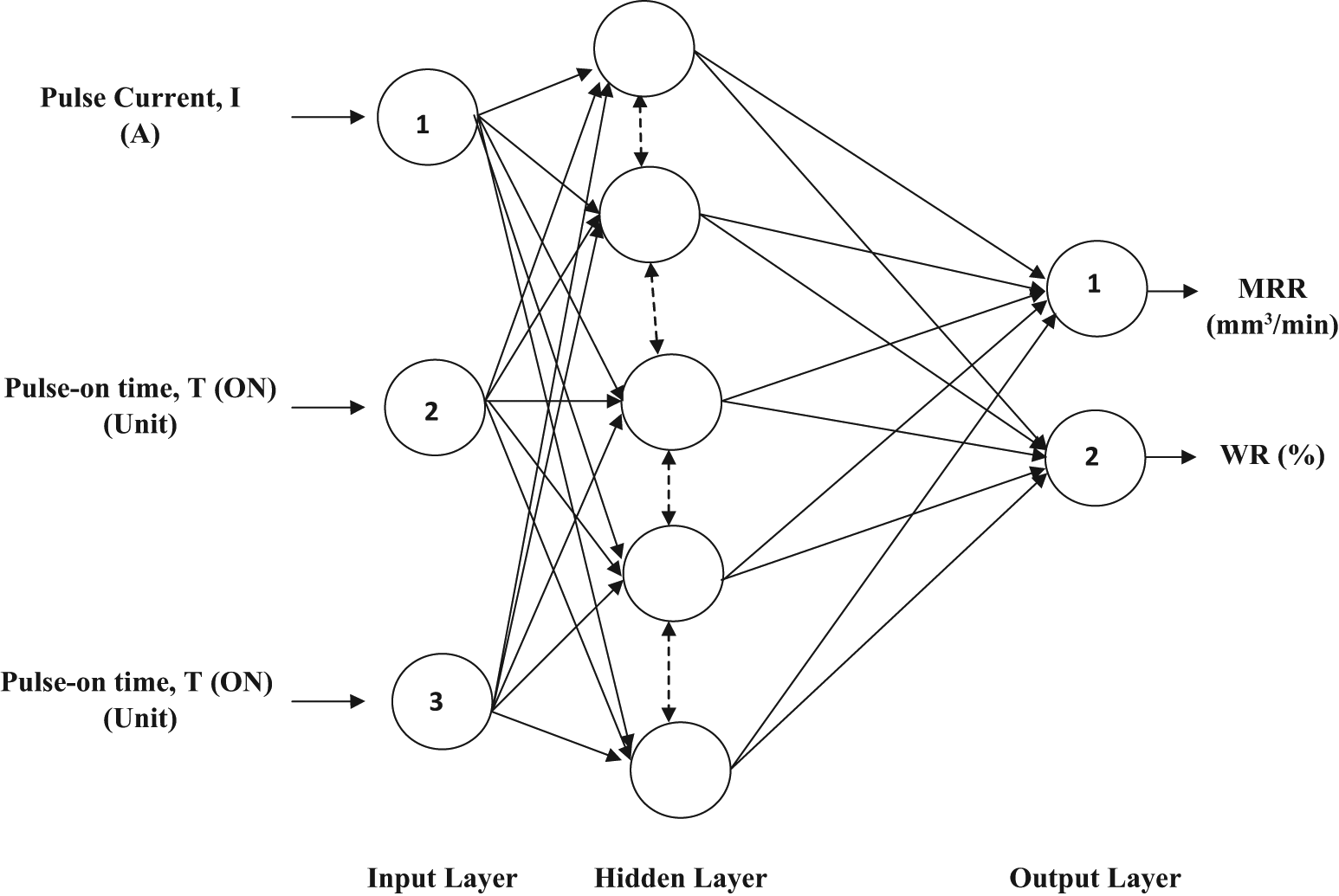
ANN architecture used.
SA
The basic concept of SA lies on the cooling process of molten metal through annealing. 30 It has been seen that when the temperature is very high, the atoms of molten metal move randomly, but as the temperature decreases they try to arrange themselves in such a way so that they can form crystals having minimum possible energy which depends upon the cooling rate. If the cooling rate is very high, then the system may end up as a polycrystalline state, which has a higher energy state than crystalline state. So, it is evident that slow cooling rate is necessarily required for achieving the absolute minimum energy state. The method of slow cooling rate is known as annealing.
SAA uses the above-mentioned process of slow cooling of heating molten metal to optimize the objective function. The searching method that has been used in this algorithm is random searching method which generates its ability to avoid becoming trapped at local minima. The convergence of this algorithm can be achieved by controlling the temperature T and assuming that the search process follows the Boltzmann probability distribution. 31 The probability distribution P used in this technique is as follows
where T is the current temperature, E is the energy state and kB is the Boltzmann constant.
While it is usual to drop the Boltzmann constant as this was only introduced into the equation to cope with different materials. Therefore, the probability of accepting a worse state is given by the following equation
where C is the change in the evaluation function, T is the current temperature and r is the random number between 0 and 1.
GA
GA is a stochastic global search and computational optimization method based on the principle of natural selection and natural genetics. 32 It operates with an initial population of a series of variables known as chromosomes that hold the parameters and size of population. Usually, the chromosomes are represented by binary alphabet. The chromosomes thus encoded are then modified into a new population to achieve optimized fitness function. Three operators such as selection, crossover and mutation are used for this population modification. 33
For the problem under consideration, the EDM process parameters are coded in the form of a string with 35-digit places as designated below:

The first 13 digits in the string [1101010101001] represent the pulse current. However, the second 11 digits [01111111111] and last 7 digits [01111111111] represent the pulse-on time and pulse-off time, respectively. This string length is determined according to the solution accuracy. A long string implies high precision but slow evaluation. The decoding equation applied in this study is as follows
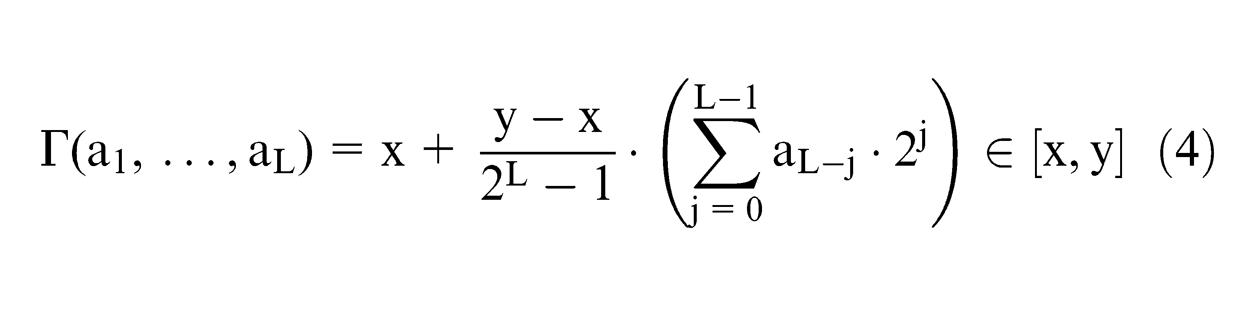
where Γ(a1, ..., aL) represents the encoded GA string for each parameters with {a1, ..., aL} ∈ {0,1}L, x and y represent the minimum and maximum real values of each input parameters used in GA and L is the number of digits used in GA string for each input parameter. Table 1 presents the solution accuracy obtained in the given interval for the process parameters along with the coding.
Solution accuracy for the EDM process parameters.
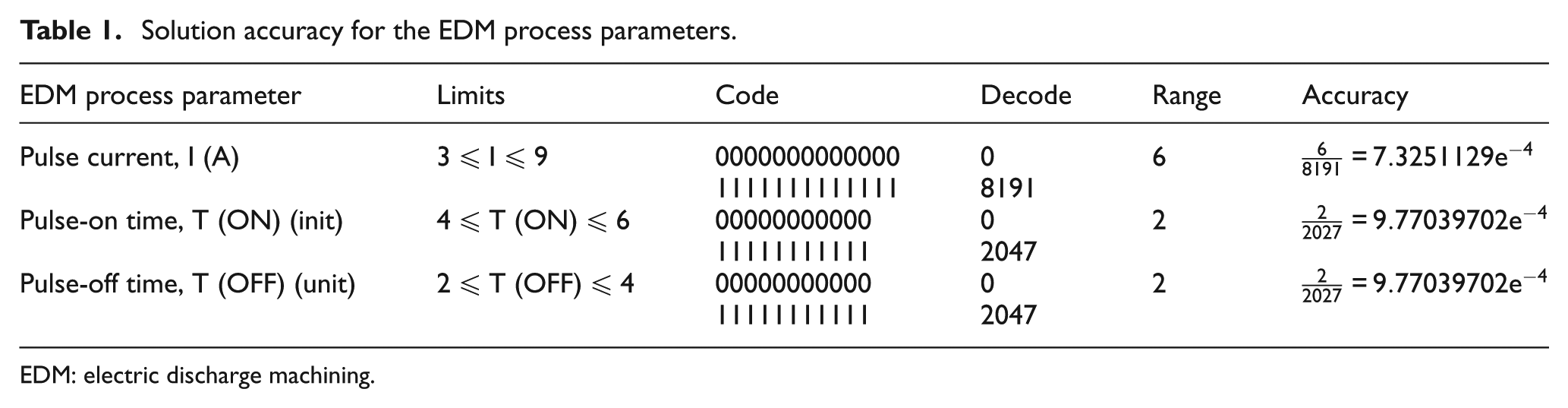
EDM: electric discharge machining.
PSO
Similar to GA, PSO is a robust stochastic optimization technique. The idea of PSO comes from the article published by Eberhart and Kennedy. 34 It uses the moment and intelligence of swarms to find the optimum objective function within the defined searching space. The velocity of each particle depends on its own previous best solution and its group’s previous best solution. 35
The optimization ability of PSO algorithm lies in the steps where updation of velocity and position takes place. The velocity and position of each particle in the swarm are updated using the following equations 36

where wN is the weight function; c1 and c2 are the two positive constants called cognitive and social parameters, respectively, known as learning factors; r1 and r2 are random numbers uniformly distributed in the range [0–1]; i = 1, 2, ..., n and n is the size of the swarm and N = 1, 2, ... is the current iteration.
Experimental procedure
The experimental work was conducted on a die-sinking EDM machine of type SPARKONOX S 25 A. EDM oil was used as the dielectric fluid. The electrode used in this study was copper. The major properties of the electrode materials are shown in Table 2. The workpiece material used in this study was mild steel (IS: 226/75). During EDM experiments, the input parameters (factors) were I (pulse current), T (ON) (pulse-on time) and T (OFF) (pulse-off time). The ranges of these process parameters taken for the experiment are listed in Table 1. However, the process parameters such as open-circuit voltage (150 V), dielectric flushing pressure (15 kgf/cm2) and polarity (straight polarity) were kept constant due to machine constraints. Square holes of dimensions 18 mm × 18 mm were machined with a depth of 3 mm. The weight of the electrode before and after machining gives the weight of the material removed from the electrode and the difference of weight of the work before and after machining gives the material removed from the workpiece.
Major properties of electrode materials.

The shop-floor data thus obtained are then employed to calculate MRR and WR using the equation shown below 37
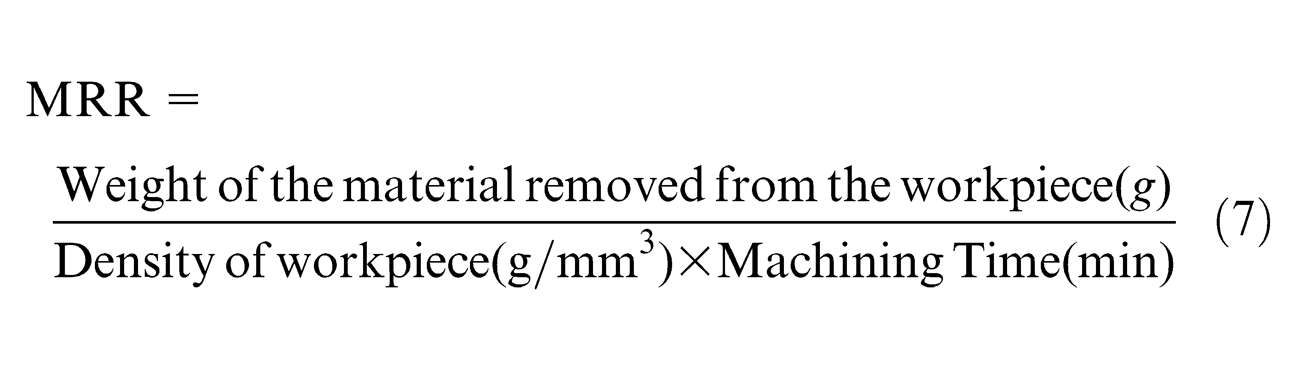

where MRR is the material removal rate (mm3/min), EWR is the electrode wear rate (mm3/min) and WR is the volumetric wear ratio (%).
Table 3 shows such MRR values and volumetric WR values for the samples.
Experimental data.
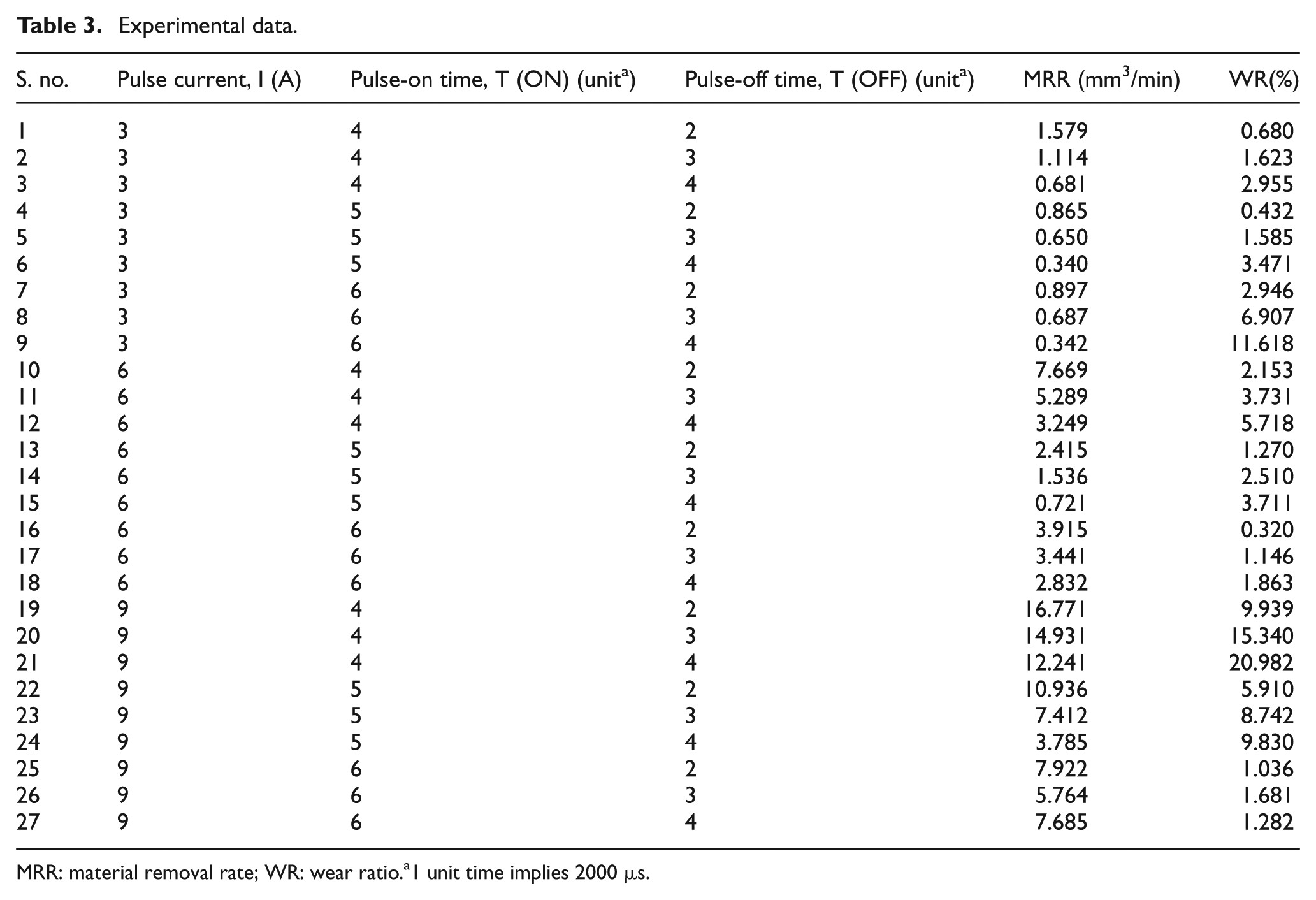
MRR: material removal rate; WR: wear ratio.
1 unit time implies 2000 μs.
Computational procedure to establish the optimum process parameters
A MATLAB code was developed during this study for the prediction of optimal EDM process parameters. Figure 2 illustrates flow chart used in the present algorithm. The detailed structure of this code is as follows.
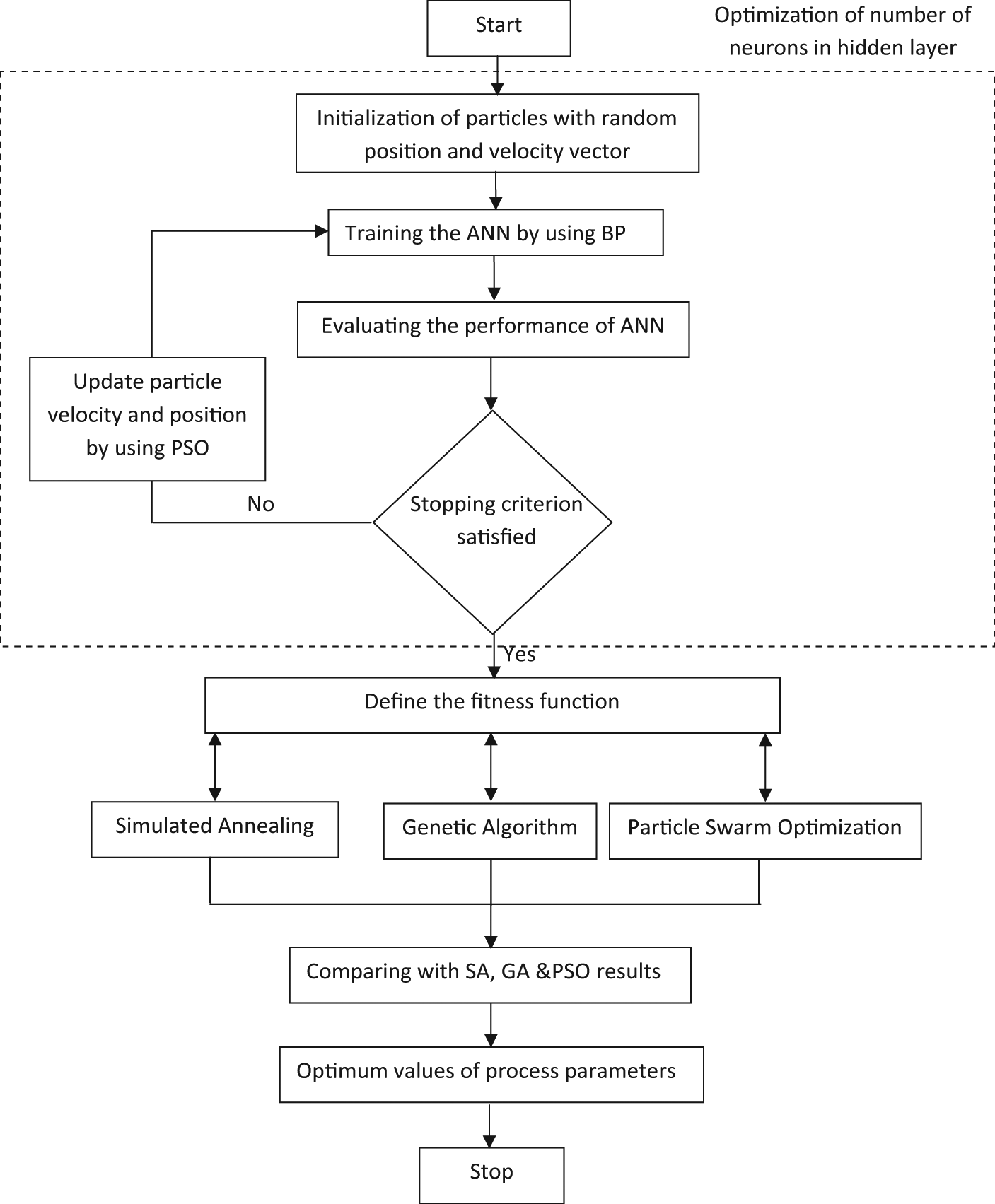
Frame work of proposed hybrid algorithm.
ANN modeling
The experimental data that have been measured during experiment were used in training the BPNN as described in section “ANN.” The training parameters applied in this network are as follows: error function: mean square error (MSE); learning rule: Levenberg–Marquardt; number of iterations: 100,000; error goal: 0.01; transfer function in hidden layer: tansig; transfer function in output layer: purelin; number of training sets used: 1. However, the performance of the neural network training is depended on the learning rate and number of neurons in hidden layer. Therefore, it is necessary to select the optimal values of these process parameters during the training of BPNN.
Selection of optimum number of neurons in hidden layer
In the previous days, the number of neurons in the hidden layers has been optimized by using parametric study process. But the process is very lengthy and time consuming. So, in this investigation, this has been optimized by PSO as discussed in section “PSO.”
The critical conditions of PSO used in this optimization are as follows: cognitive parameters c1 = 2; social parameters c2 = 2; size of the swarm, Pop = 15; number of iterations, N = 50.
The weight function utilized in this PSO algorithm is as follows
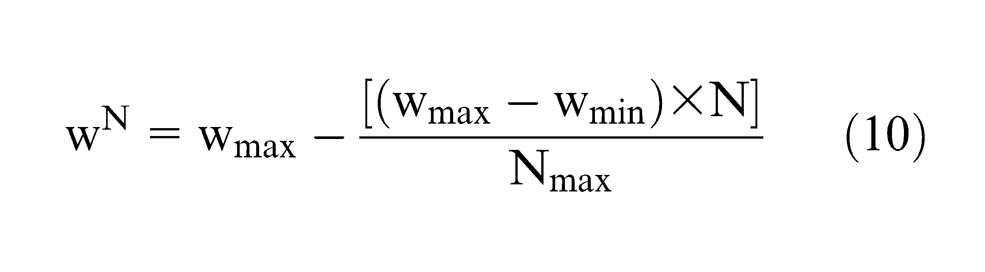
where initial weight wmax = 1 38 and final weight wmin = 0.01. 38
The following steps define the present proposed algorithm:
Step 1. Randomly initialize particles of PSO as P. The variable used in each particle is the number of neurons.
Step 2. For each individual particle, design ANN architecture by considering learning rate as 0.1.
Step 3. Set initial random weights and biases (Appendix 2).
Step 4. Run the network over the training set, and mean square ratio (MSE) is calculated and is considered as fitness value for each individual particle. If the fitness value is better than the best fitness value (particle best fitness value) of the previous iteration, set the current value as the new particle best fitness value, and the particle position having this particle best fitness value is considered as particle best position (Pbest).
Step 5. Within all the Pbest position, choose the positions having best fitness value as Gbest.
Step 6. Calculate the particle velocity according to equation (3) for each particle. Update the particle position by equation (4).
Step 7. The velocities of particles in each dimension are fixed to a maximum velocity Vmax. If the accelerations would make the velocity on that dimension to exceed Vmax, which is a parameter specified by the user, then the velocity in that dimension is limited to Vmax.
Step 8. Judge whether the program achieves the maximum number of iteration. If yes, stop iteration; otherwise go back to Step 2.
Figure 3 shows the convergence process of PSO during optimization of hidden neurons. After optimization, it was found that 38 hidden neurons can provide better convergence in modeling the EDM process. This prediction was also being verified by parametric study process as shown in Figure 4.
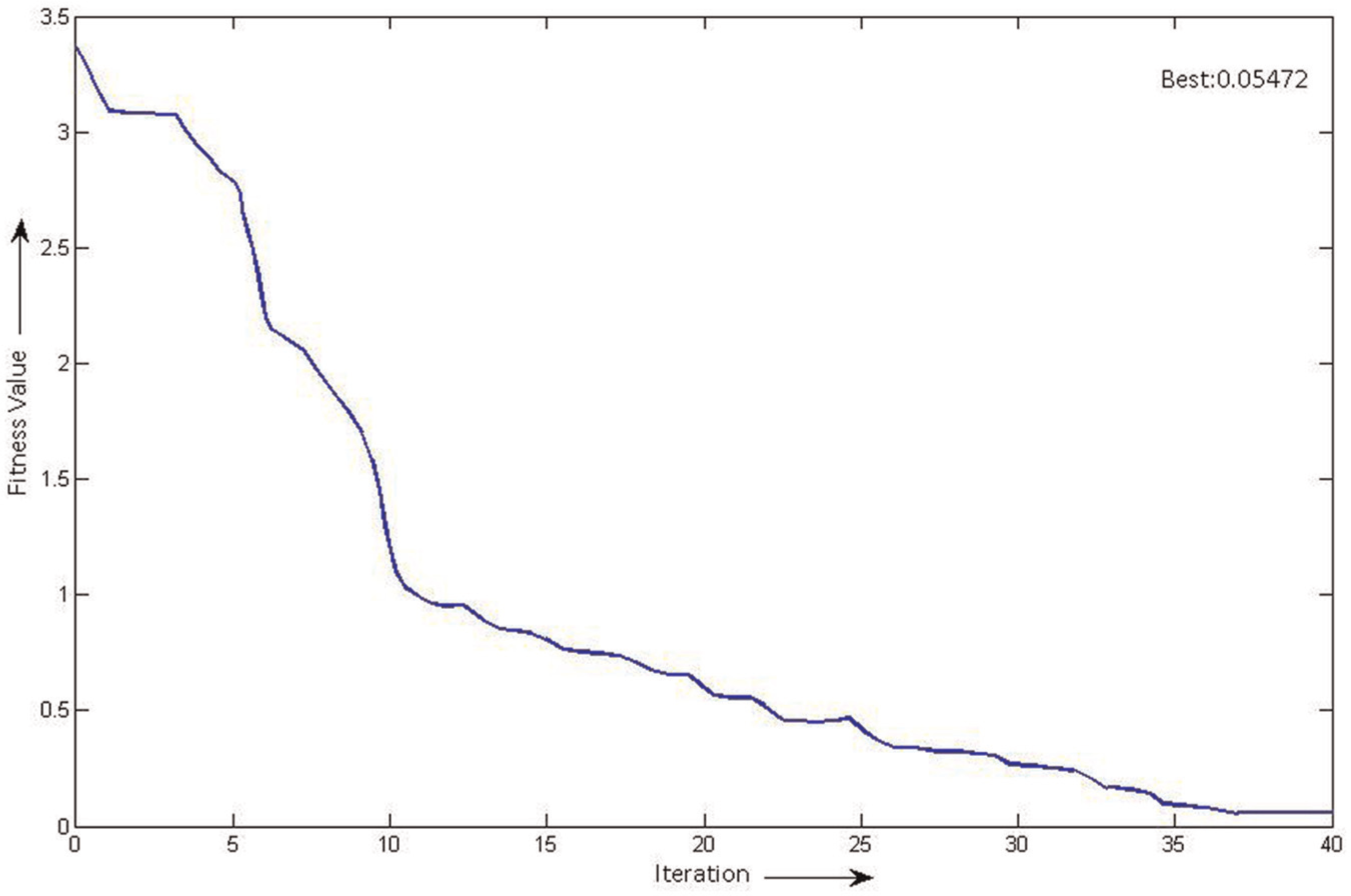
Convergence of PSO used in optimization of hidden layer neurons.
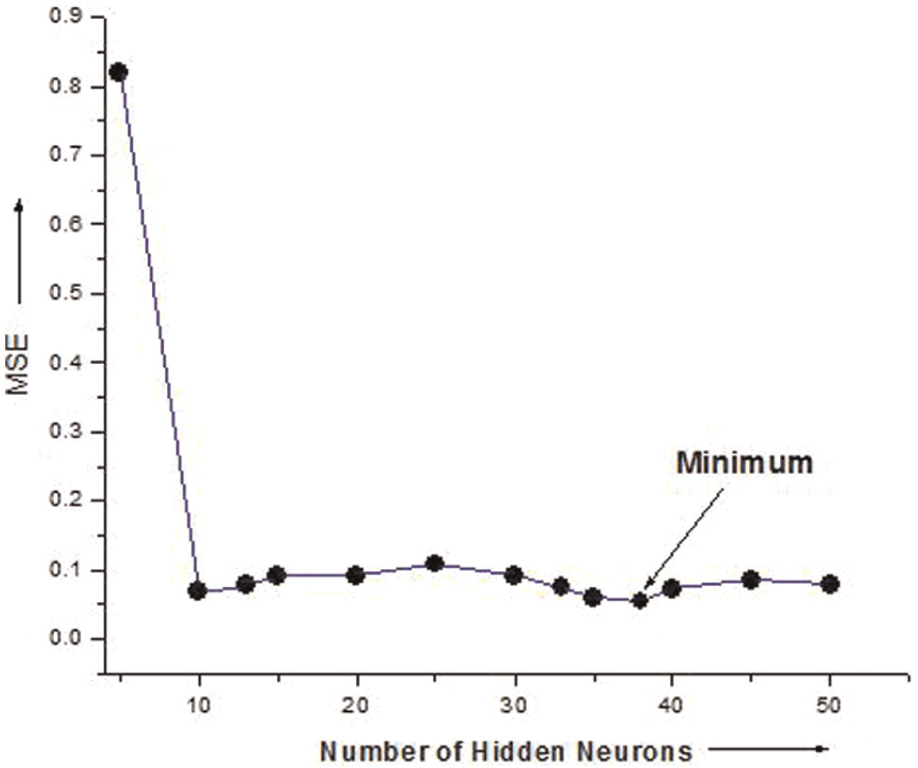
Comparison of MSE for various nodes on BPNN by considering learning rate as 0.1 and number of epoch as 2000.
Selection of optimum learning rate
From the previous literature, 39 it has been seen that any decrease in learning rate improves the generalization accuracy and training speed. But after a certain value, due to decrease in learning rate, the accuracy continuous to improve slightly while the training speed once against starts to get worse.
Thereby, a parametric study has been carried out to predict the optimal learning rate of present BPNN model. The summary of this study is presented graphically in Figure 5. From this figure, the optimum value of learning for this present BPNN model is chosen as 0.3.
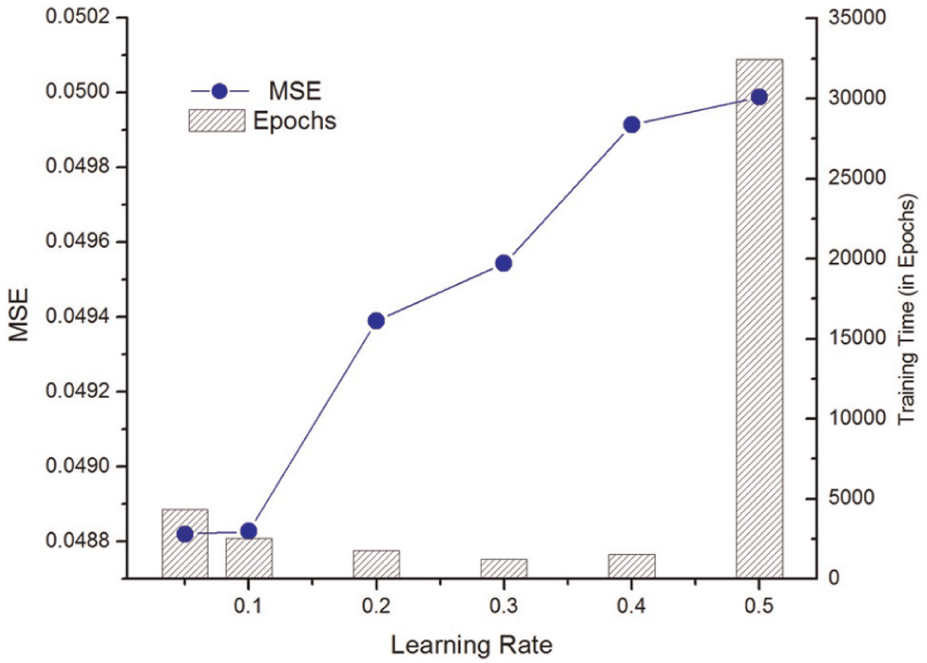
Comparison of training time (in epochs) and MSE for various learning rates of BPNN model by considering number of neurons as 38.
Therefore, BPNN with 3-38-2 network architecture and 0.3 learning rate were adopted here to associate the process parameters with the machining performance. The corresponding MSE between the desired and predicted outputs versus the number of iterations in the taking process is shown in Figure 6.
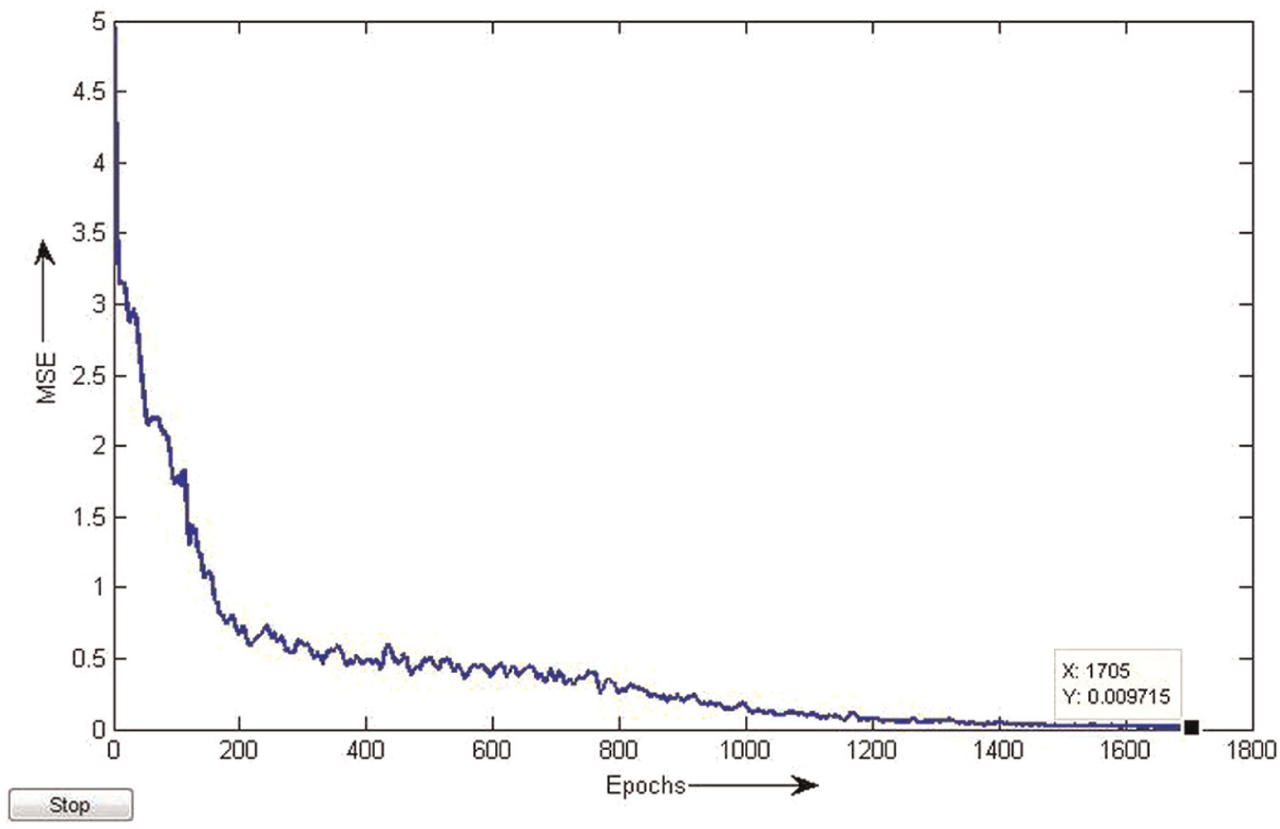
Plot of MSE versus the number of epochs for BPNN models.
Optimization through evolutionary algorithm
The developed BPNN model is then employed with three different evolutionary processes such as SA, GA and PSO to predict optimum process parameters for the maximum MRR and minimum WR. Each of this evolutionary algorithm used in this section (SA, GA and PSO) was repeated 10 times with different random seeds, and the best values produced by the algorithms have been recorded. The operating conditions of SA, GA and PSO used in this present study are shown in Table 4. Fitness function used in this investigation was designed by using desirability approach.40,41 The following constructive equations are used to express the fitness f(x)
Input parameter setting.
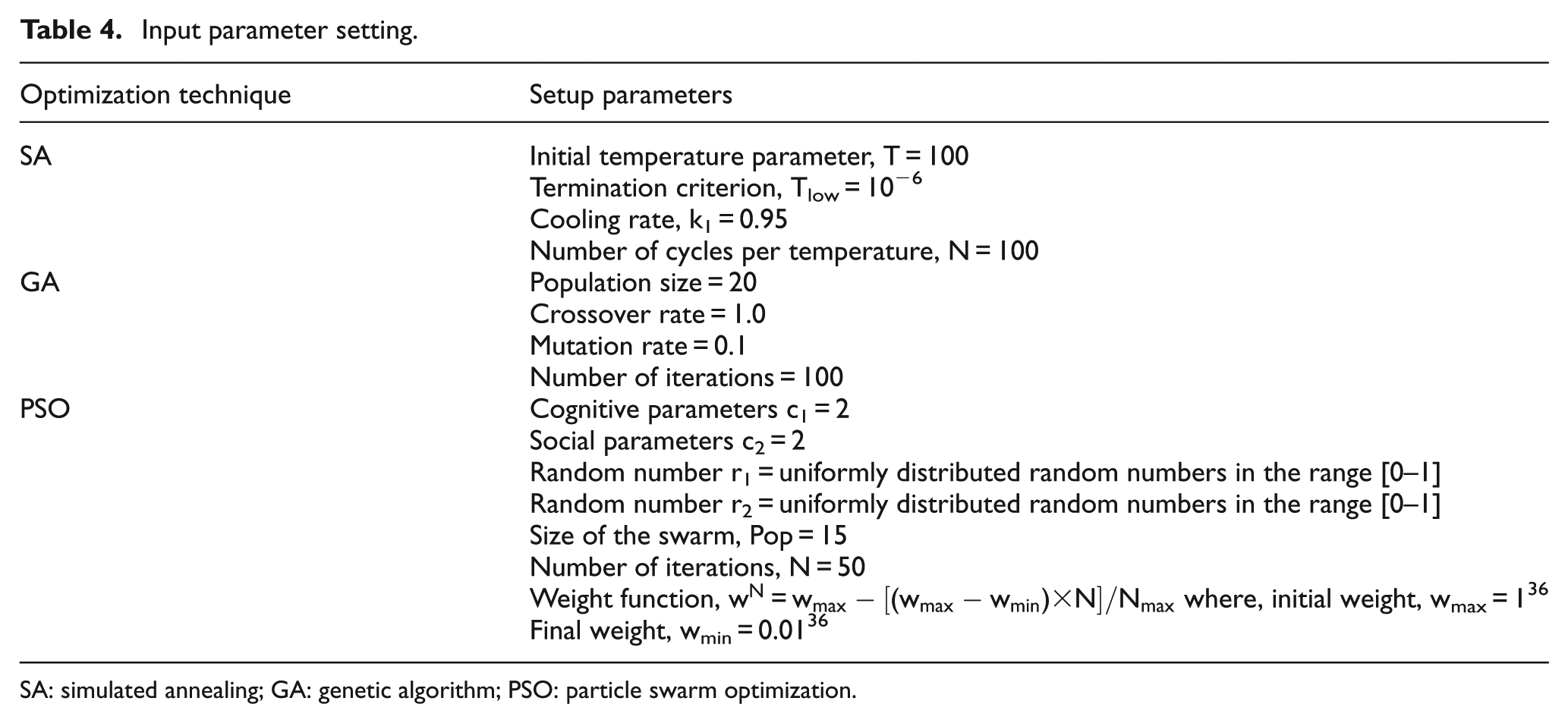
SA: simulated annealing; GA: genetic algorithm; PSO: particle swarm optimization.
where w1 and w2 are the weightings of importance for MRR and WR, respectively; d1 and d2 are the individual desirability functions for MRR and WR, respectively. MRRmax and MRRmin are the maximum and minimum values of MRR, respectively. Similarly, WRmax and WRmin are the maximum and minimum values of WR, respectively. The values of w1 and w2 are identical since MRR and WR are equally important in this study. D is an overall desirability function. 41 The objective is to find an optimal setting to maximize the desirability function, D, that is, minimize f(x).The convergence characteristics of these three evolutionary algorithms are shown in Figure 7.
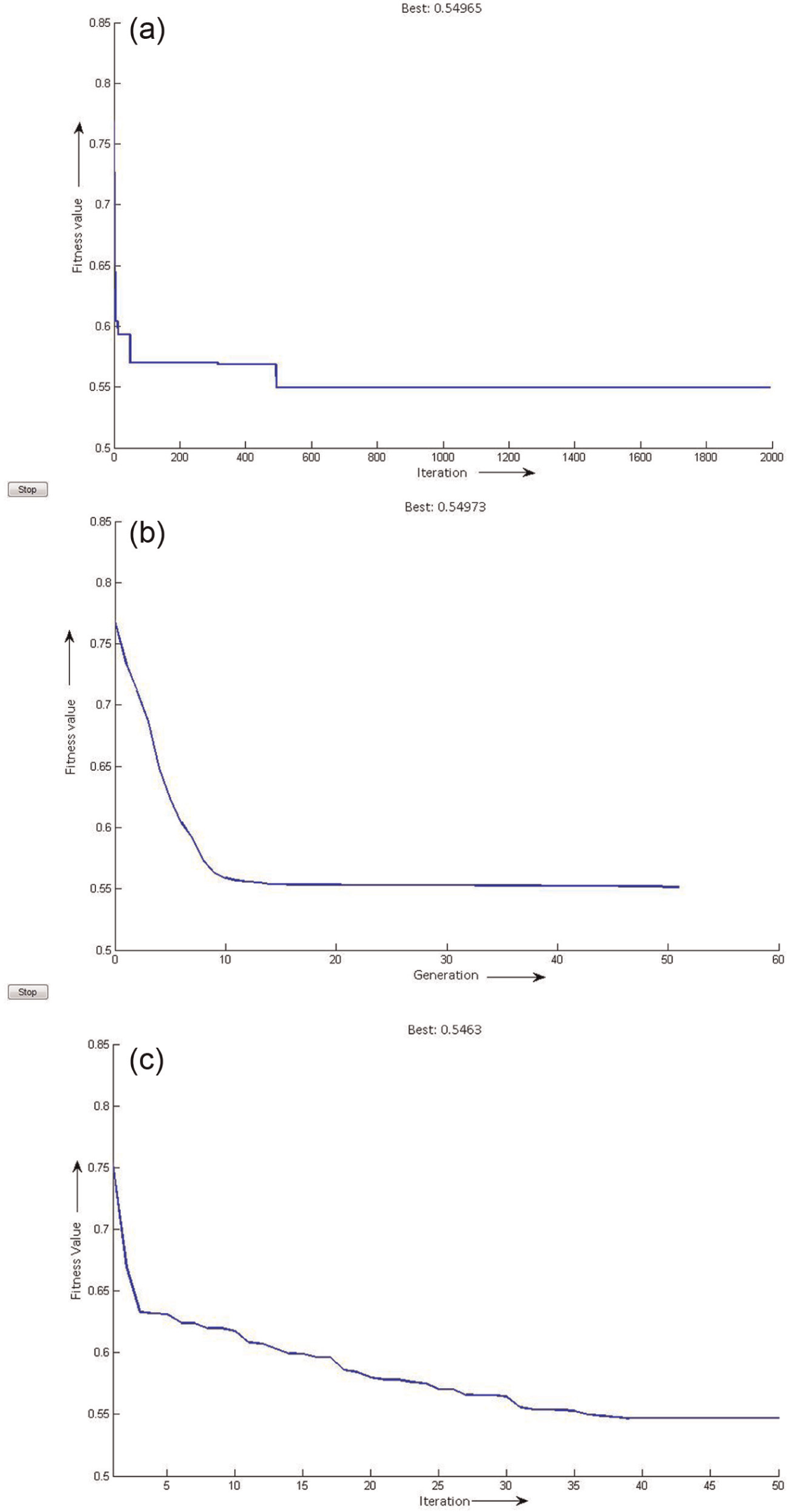
Objective function covergence of (a) SA, (b) GA and (c) PSO for the optimization of EDM process parameter.
Results and discussion
The aim of this study is to find the most effective evolutionary algorithm for optimization of EDM process parameters among the algorithms stated above. These have been discussed in the subsections as discussed below.
Experimental validation
The optimal values of process parameters, obtained through proposed algorithm, are shown in Table 5. Once the optimized process parameters are selected, the next step is to predict and verify the improvement of machining performance using the optimal set of the process parameters. Experiments were performed to verify the corresponding MRR and WR under the optimal input parameters. Table 5 shows the percent of error between the predicted and experimented values of optimal MRR and WR. From the analysis, it is observed that the calculated error is small. Obviously, this confirms excellent reproducibility of the experimental conditions.
Verification experiments at optimal condition.
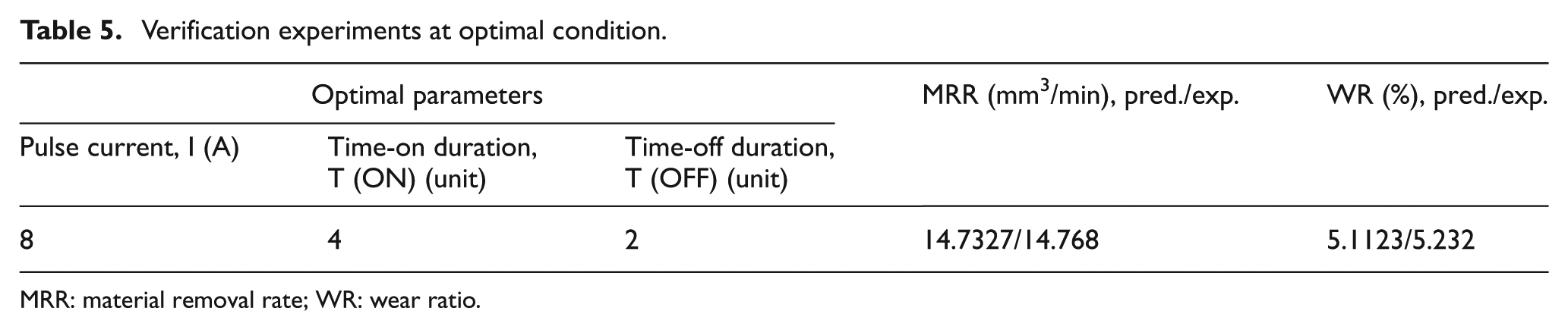
MRR: material removal rate; WR: wear ratio.
Comparison of SA, GA and PSO
The present proposed algorithm deals with three parallel evaluators such as SA, GA and PSO as described above. Table 6 shows the performance comparison of these three evolutionary algorithms. From this table, it can be observed that the optimum process parameter set predicted by PSO (pulse current, I: 8 A; pulse-on duration, T (ON): 4 unit; pulse-off duration, T (OFF): 2 unit) achieves the better fitness value (0.5463) than the rest two (fitness value achieved by SA: 0.54881; fitness value achieved by GA: 0.54998). It is also observed that the number of iteration taken by PSO (50 iterations) for convergence is lesser than the number of iteration taken by SA (2169 iterations) and GA (51 iterations). These tendencies are expected due to the fact that the searching in PSO is based on the tracing of Pbest, that is, each particle’s best position in its history and Gbest, that is, all particle’s best position in their history, which helps its particles to arrive around the optimal position very rapidly and accurately. While SA works on a single solution at a time which makes it to find good quality solutions in a neighborhood, it will most likely get trapped in local optima and takes longer to escape. On the other hand, GA searches iteratively several good individuals in the population and makes them to emit the best solutions through reproduction, crossover and mutation operations. Hence, GA discovers the search space rapidly, but has difficulty finding the exact optima. The results also reveal that SA needs only one population to get converged which is not possible in case of GA and PSO, and thus, the understanding of SA algorithm is easier than the PSO algorithm and GA algorithm.
Comparison between SA, GA and PSO performance.
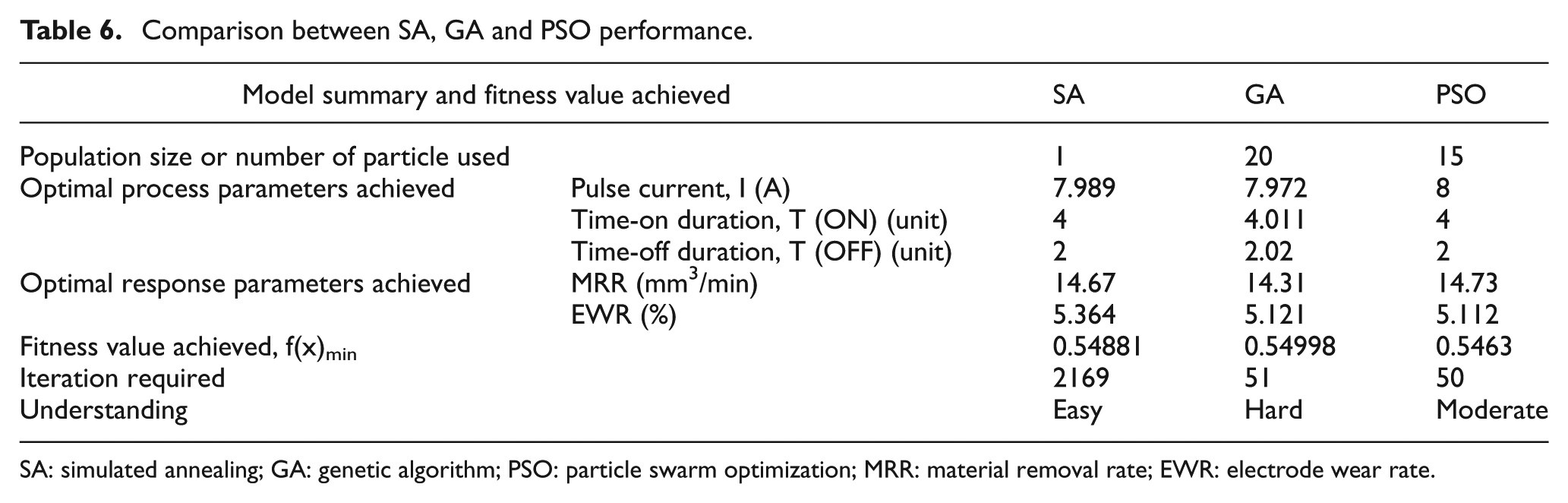
SA: simulated annealing; GA: genetic algorithm; PSO: particle swarm optimization; MRR: material removal rate; EWR: electrode wear rate.
Conclusion
In this article, an attempt has been made to predict the optimal process parameter for maximum machining performance by using a hybrid algorithm. The basic structure of the proposed algorithm consists of three parallel evaluators (SA, GA and PSO), each of which uses well-trained BPNN model as a fitness function to optimize the process parameters. Optimization based on these evaluators were successfully implemented and compared extensively. Moreover, during this study, a new strategy was adopted by combing PSO with BPNN in order to predict the optimal structure. Later on, the predicted optimal structure was validated using trial-and-error method. Based on its implementation, the following conclusions could be drawn:
The proposed PSO algorithm was found efficient to predict the optimal number of neurons in the hidden layers.
In case of SA and GA, the comparison of number of iteration shows that SA takes more computational time as compared to GA. However, SA achieves better fitness value as compared to GA.
The overall predictive performance of PSO is better than that of SA and GA during optimization of EDM process parameters.
Thus, from this study, it was recommended that the PSO integrated BPNN approach is more preferable to optimize the EDM process parameters. However, it is very difficult to come to a conclusion from a single case study. Therefore, the work can be extended for more number of case studies related to EDM process. Other process parameters such as open-circuit voltage, dielectric flushing pressure and polarity can further be included as a future extension of this work.
Footnotes
Appendix 1
Appendix 2
Acknowledgements
The author gratefully acknowledges the help of the Department of Production Engineering of National Institute of Technology, Agartala, for their kind cooperation and help in this project. The author also expresses sincere thanks to the anonymous reviewers whose suggestions made the article a good contributor.
Declaration of conflicting interests
The author declares that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.