
Abstract
As a heavy-load machining method, thread turning always requires high-performance lubrication to achieve high machining accuracy and good machined surface quality. Minimum quantity lubrication with good lubrication effects is used more and more widely in machining process for its eco-friendly and economical benefits. In this article, numerical simulations on minimum quantity lubrication flow field were first conducted by means of computational fluid dynamics, and the effects of minimum quantity lubrication in thread turning of free-cutting steel AISI 1215 were evaluated based on experimental method. The computational fluid dynamics simulation results show that the two vortexes existing in minimum quantity lubrication flow field and the micro oil droplets with high speed above 200 m/s help to enhance heat exchange and lubrication effect by improving the permeation of oil droplets into the cutting zone. The thread turning experiment results also show that the cutting forces with minimum quantity lubrication were reduced significantly, and good machined surface quality was achieved, as compared with dry cutting.
Keywords
Introduction
As the most common machine element in manufacturing industry, screw thread is the essential feature of the screw as a simple machine and also as a fastener. 1 Thread processing has a variety of ways, such as forming, tapping, milling, grinding and turning. Higher accuracy threads can be achieved by turning than forming, and higher efficiency can also be achieved by turning than tapping and grinding. Thread turning is one kind of copying process. The feed rate is the key factor for thread turning as it has to equal the pitch of the thread. This means a high feed rate in thread turning operations. Thread turning always generates larger cutting force and more cutting heat than conventional turning. The space for heat dissipation in thread turning is limited, and chip removal is difficult due to the tool nose close to the bottom of thread. High cutting temperature and heavy cutting load always lead to rapid tool wear and poor thread precision. 2
The free-cutting steel is widely used as materials of thread. It is noted that alloying elements, such as plumbum, sulfur and manganese, are added into the free-cutting steel AISI 12L15 to improve the manufacturability. The new eco-friendly free-cutting steel AISI 1215 with good machinability does not contain plumbum element, which is unfriendly to the environment. However, large cutting force and high cutting temperature also occur during AISI 1215 thread turning process.
The application of cutting fluid is an effective method to reduce the cutting force and heat generation by the lubrication and cooling action, which are benefit for tool life and thread precision. 3 However, extensive use of coolant with mass flow rate is cost-effective and not conducive to environmental protection. Taking this into account, the application of dry machining and minimum quantity lubrication (MQL) techniques in machining processes is increasing.3–5 MQL, also called near dry cutting, means that a very little quantity of coolant is used in cutting operations, where the flow rate is often lower than 10 mL/h. MQL is an eco-friendly cooling method, where vegetable oil or biodegradable synthetic ester is often used as the cooling medium. The most important characteristics for MQL are lubrication and vaporization cooling, which is more efficient than convection heat transfer. The lubricating characteristic of MQL contributes to the reduction in cutting force and cutting temperature by reducing the friction of tool–workpiece or tool–chip interfaces.6–8
In MQL machining, the details of local fluid and gas distribution characterization are usually difficult to be obtained by conventional fluid dynamic experiments. Computational fluid dynamics (CFD) technology is a premier tool for sophisticated fluid flow simulations and has been testified an effective method to simulate the two-phase flow field of gas–liquid as MQL in cutting process. By applying the CFD method and experiments, López de Lacalle et al. 9 studied the effects on machining with different positions of injection nozzle in relation to the feed direction. Also, the effects of oil mist and MQL in turning process were investigated based on CFD.10–12
In this article, CFD simulation and thread turning experiments were carried out successively to evaluate the dynamic characteristics and lubrication mechanism of MQL. Flow field and droplets’ characteristics of MQL in the cutting zone were studied based on CFD method. During the thread turning experiments, cutting force, chip formation and machined surface morphology with MQL were evaluated compared with dry cutting condition.
Experimental procedure
External thread turning experiments were performed on an INDEX G200 turning center. The travel range of the machine tool is defined as follows: X-320 mm, Z-400 mm, four axes (X-, Z-, C- and Y-axis); spindle speed range, 10–6000 r/min and positioning accuracy, 0.0001 mm. The test workpiece is a free-cutting steel AISI 1215 bar with the dimension of Φ24 mm × 170 mm. Table 1 depicts the chemical compositions of AISI 1215. As a typical kind of hypo-eutectoid steels, the microstructures of AISI 1215 are mixtures of ferrite, pearlite, manganese sulfide (MnS) inclusions and carbon inclusions, as shown in Figure 1. The free-cutting steel AISI 1215 was etched with a solution of water and HCl in a ratio of 1:1 by volume. Polished samples were prepared for optical microscopy (×200). Ferrite is the primary phase of AISI 1215 steel. Pearlite distributes around the boundary of a few ferrites and small inclusions as MnS are observed in the internal ferrite. As one kind of eco-friendly free-cutting steel, AISI 1215 is mainly used to manufacture the precision components, such as instrument parts and watch parts, which often require high dimensional accuracy and surface finish.
Chemical compositions of AISI 1215 (wt%).

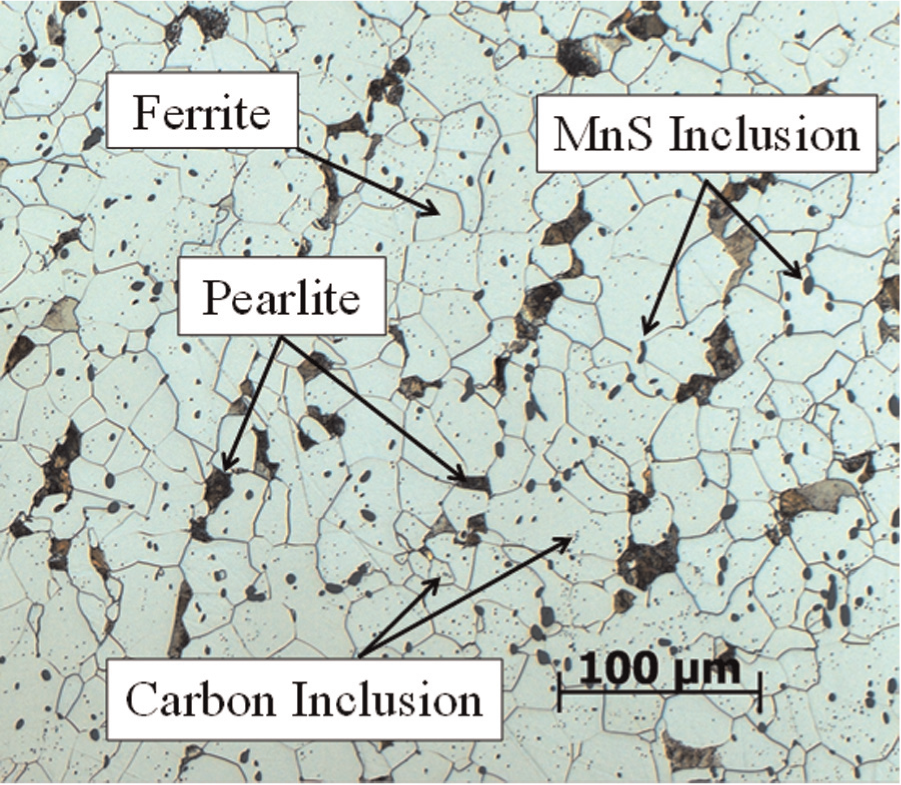
Microstructures of free-cutting steel AISI 1215.
The experimental setup is shown in Figure 2. The tool holder used in the thread turning experiments has a negative geometry with ISO code 16IR G60, and physical vapor deposition (PVD) TiAlN-coated carbide thread inserts with 2.5-µm thickness coating were adopted. The used thread cutting inserts have a rake angle of 5°, a clearance angle of 9.5° and a cutting edge radius of 23 µm. Both MQL and dry cutting conditions were studied in the experiments. MQL was generated by a Bluebe FK-type applicator equipped with highly accurate variable pumps, as shown in Figure 2. It transfers to the nozzles, air and lubricant, which can be adjusted separately with an oil flow rate of 1–150 mL/h. The coolant used for MQL was one kind of eco-friendly vegetable-based lubrication oil typed as Bluebe LB-1, which is nontoxic and biodegradable. The working conditions of MQL are shown in Table 2. The orientation of atomizer was perpendicular to rake face of tool with the spraying distance of 30 mm.
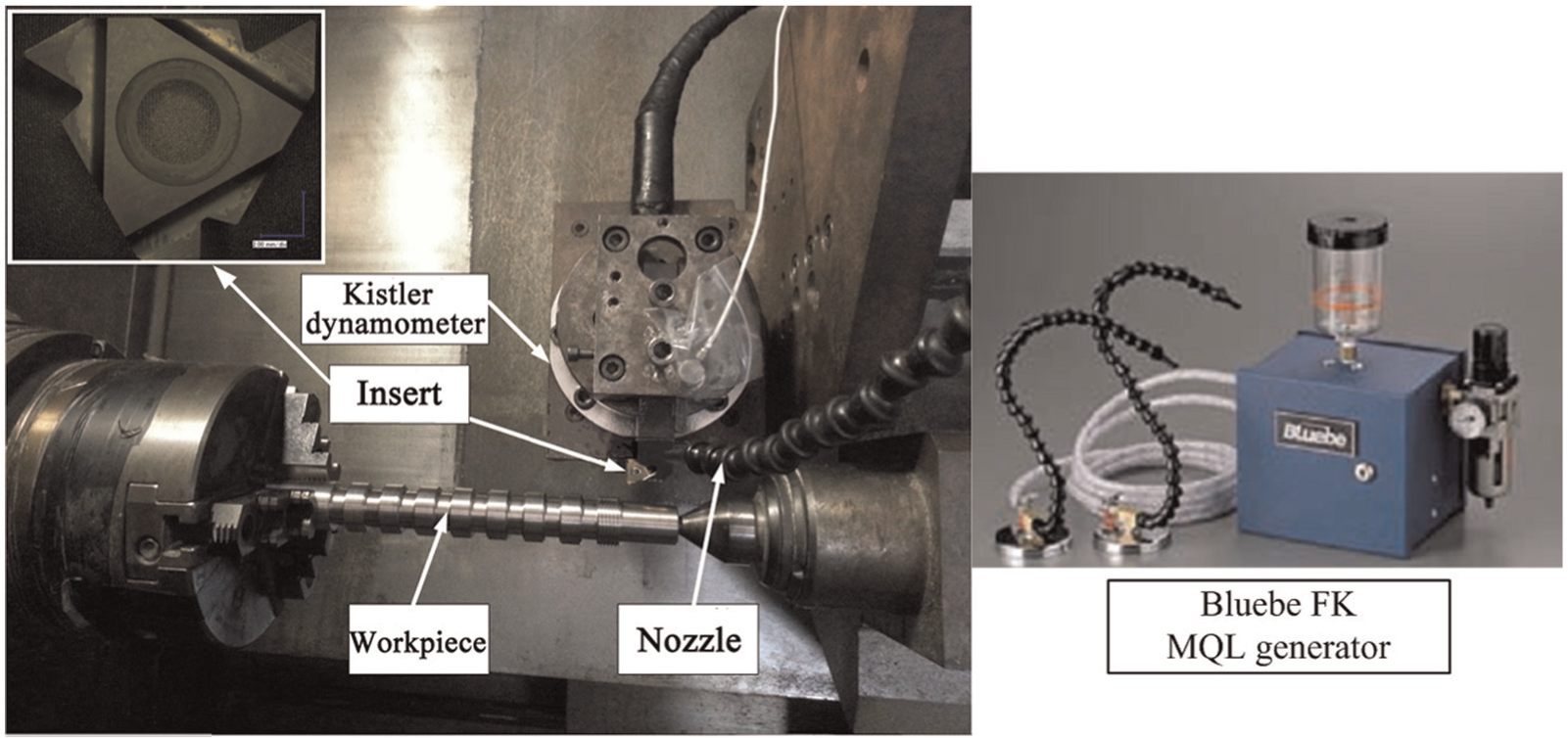
Experimental setup.
MQL parameters.

The cutting force was measured by a Kistler 9272 three-component piezoelectric dynamometer with a 5017B multi-channel charge amplifier. Scanning electron microscopy (SEM) was conducted on the chip micrograph and machined surface morphology using Philips XL30-FEG scanning electronic microscope. The cutting chip shapes were also observed by a Keyence digital microscope.
Radial infeed method was used in the external thread turning experiments, as shown in Figure 3. The tool–workpiece contact length increases with the proceeding in radial infeed direction. The cutting chip is formed stiffly into a V shape on both sides of the profiled cutting edge. Tool wear is more even on both sides of the insert. The pitch of the machined external thread is 3 mm. It means the feed rate is 3 mm/rev. The cutting speed was chosen as 42 m/min. A finished thread was assigned as 12 turning passes according to equation (1). 13 The cutting depth of each pass is shown in Table 3
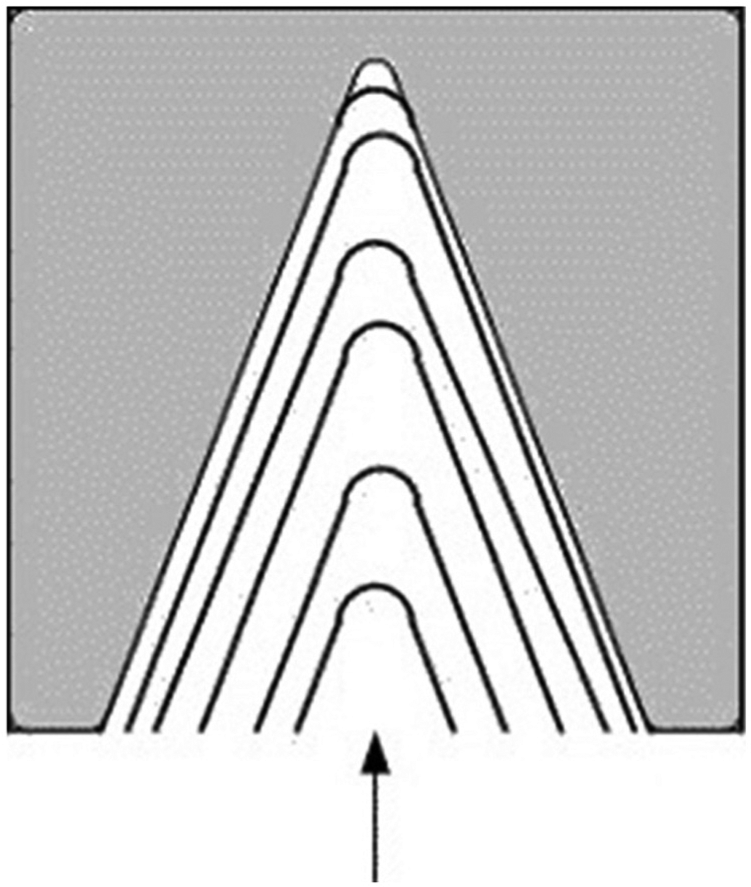
Radial infeed method.
Radial infeed for each pass.

where Δapx is the radial infeed, ap is the total depth of thread, n is the number of passes, k is assigned as 0.3 at first pass and n− 1 at nth pass (n > 1).
CFD simulation on thread turning with MQL
MQL is generated through a nozzle with a two-phase flow of gas–liquid. The flow field distribution and dynamic characteristics of mist droplets in the cutting zone are very important for the lubrication and cooling effects of MQL. In this study, using the discrete phase model (DPM) of FLUENT 14 (CFD analysis software; ANSYS Inc.), the flow field and spraying characteristics of MQL involved in external thread turning were simulated. Velocity and pressure of flow field, velocity and diameter of oil droplets around cutting zone can be calculated by the CFD simulation. According to the cutting condition in the external thread turning experiment, the model with MQL was built, as shown in Figure 4. The orientation of the spraying nozzle was perpendicular to rake face of tool with the distance of 30 mm. The flow rate of compressed air was set as 180 L/min with the pressure of 0.6 MPa, and the flow rate of lubricating oil was 10 mL/h. All these parameters were the same as the thread turning experiments, as shown in Table 2. The computational domain had 2,310,675 mixed gridding elements. SIMPLE solver and the k–ε model were used in the simulation.
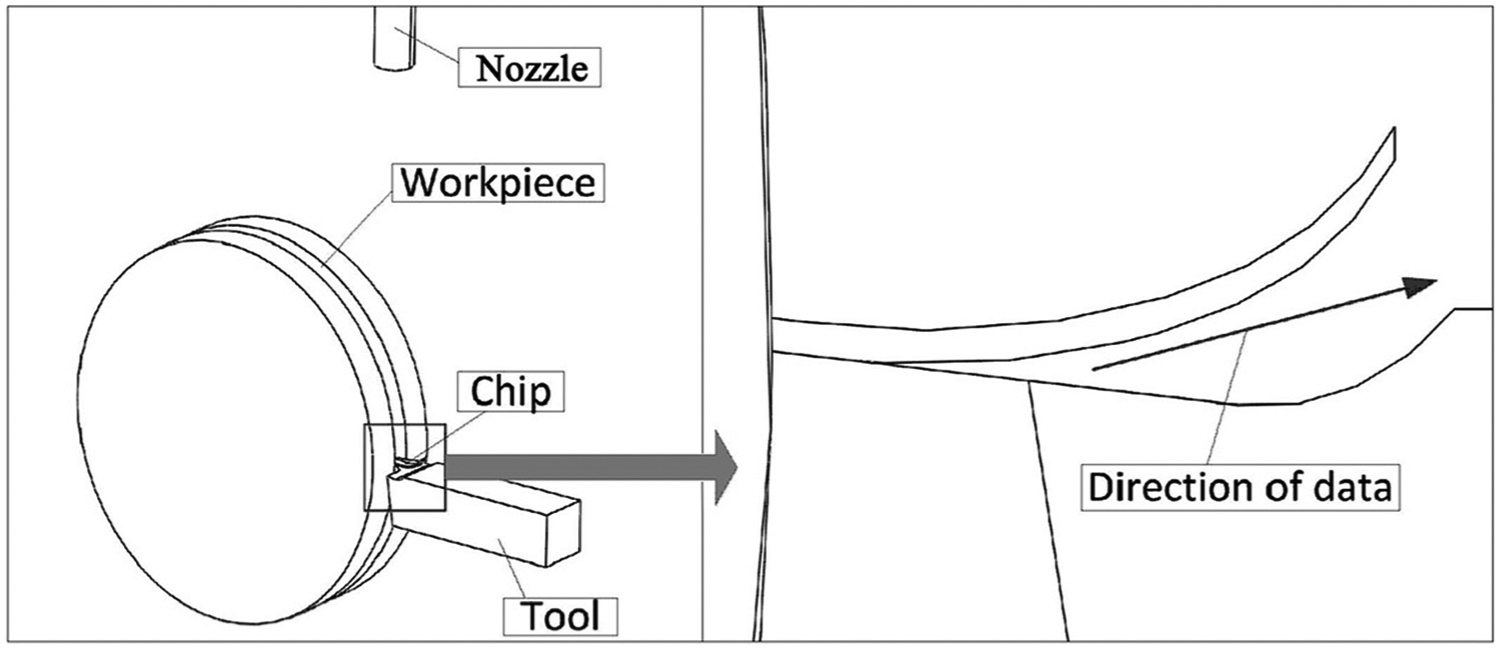
CFD model of external thread turning with MQL.
Figure 5 shows the velocity field distribution of MQL in the cutting zone. The velocity of mist jet flow around the nozzle reaches up to over 200 m/s. Although the mist flow could not enter the cutting zone directly due to the blocking of chip, it can flow into cutting zone from the two sides of chip via two flow vortexes, as shown in Figure 5. One of the vortexes is generated in cutting zone, and the other vortex is surrounding a low-pressure region. These vortexes can enhance heat exchange between the cutting zone and atmosphere. Especially, the vortex in cutting zone plays an important role in heat dissipation because contact area of tool–chip is one of the main heat sources. That is one of the reasons that MQL contributes to reduce the cutting temperature. 15
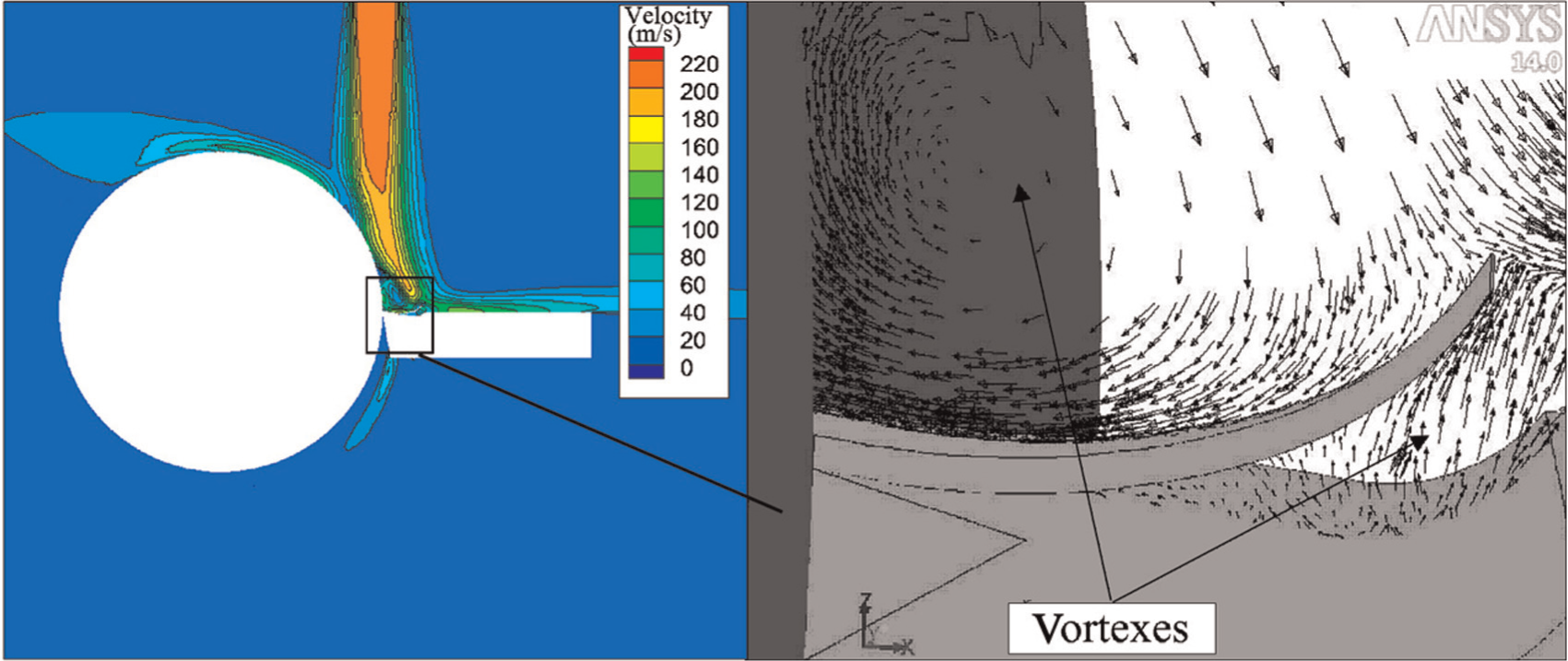
Velocity field distribution of MQL in the cutting zone.
Figure 6(a) shows the velocity of MQL oil droplets in the cutting zone. It can be seen that the oil droplets with high velocity are mostly concentrated in the center of spraying region and low velocity ones are located at the edge of spraying region. The velocity of the oil droplets is always reduced down by the resistance of ambient air. The velocity of oil droplets near the edge of spraying region decreases quickly after the droplets exchange kinetic energy with static ambient air. 16 Figure 6(b) shows the diameter distribution of MQL oil droplets in the cutting zone. The bigger droplets with the diameter of 30 µm or so are always concentrated in the center of spraying zone, and smallest ones are distributed around the edge of spraying zone. The bigger droplets would splash when impacting at the boundary of cutting zone. Due to the handicap of cutting chips, the oil droplets could not enter the cutting zone directly. However, oil droplets are still able to permeate into the cutting zone by capillary effect after several impacts. The vortexes also help the micro oil droplets enter the cutting zone, as shown in Figure 5. The oil droplets, which permeate into the cutting zone with the minimum diameter of several microns, would vaporize and take away a large amount of cutting heat from the cutting zone. Then the cutting temperature was significantly reduced. The permeation in capillary is also the main way to improve the lubrication effects for MQL by forming frictional interface films at tool–workpiece and tool–chip interfaces, and the lubrication effect of MQL was better than dry cutting and had almost the same effects as conventional fluid cooling. 15 These numerical results reveal the reasons of good cooling and lubricating effects for MQL in the case of thread turning.
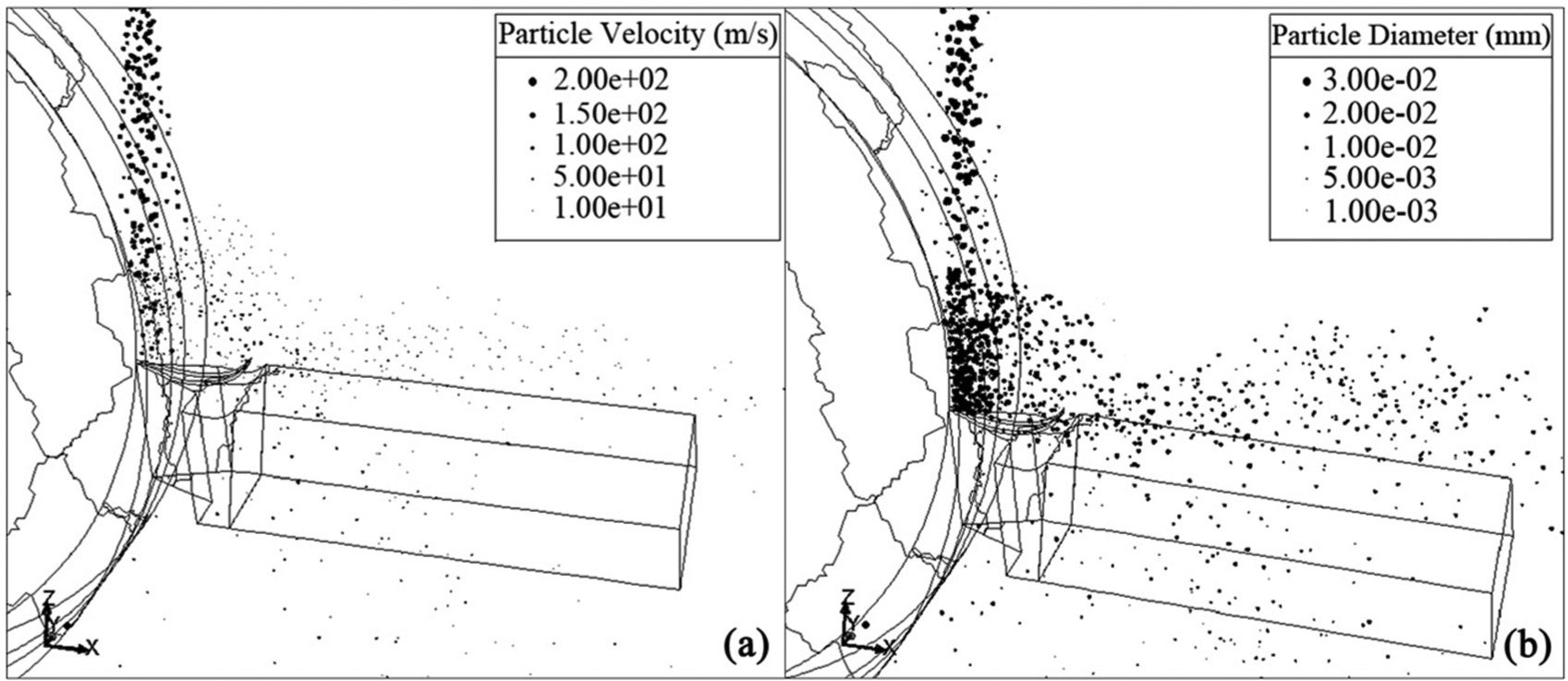
Dynamic characteristics of MQL droplets: (a) velocity of droplets and (b) diameter of droplets.
Results and discussion
Cutting force
Thread turning is one kind of non-free cutting with double edges. In this case, the increase in the main cutting force depends on friction between the cutting tool and the workpiece. It will cause an increase in friction between the cutting tool and the workpiece while the cutting tool creates the thread with both sides, and thus an increase in cutting forces. 17 The radial force is also important in terms of energy consumption in chip removing operations such as threading and grooving. 18 Here, the main cutting force F c and radial force F r are used to evaluate the cutting effects in thread turning process.
Figure 7 shows the cutting forces under dry and MQL conditions. It can be seen that the cutting forces increase rapidly with the proceeding cutting in deeper thread depth for both cutting conditions, especially for the main cutting force under dry condition. It is mainly because the working condition of the cutting tool deteriorates in deeper thread depth, where the cutting tool has a long contact length with the workpiece material. Therefore, the main cutting forces rise quickly with the proceeding cutting in deeper thread depth. It is important to note that the main cutting forces with MQL have a reduction by more than 60% compared with dry cutting condition. This can be ascribed to the good lubrication effect of MQL with the high-speed impact of micro droplets, which help to improve the lubrication effects between tool and workpiece. The lubrication effect weakens with the proceeding cutting in deeper thread depth because the micro oil droplets of MQL could not penetrate effectively into the tool–workpiece contact area. The radial forces with MQL are also much less than those with dry cutting condition, especially in deeper thread depth. It shows less energy consumption in chip removing with MQL during thread turning process. This can also be explained by the chip deformation during the chip formation process in the following section.
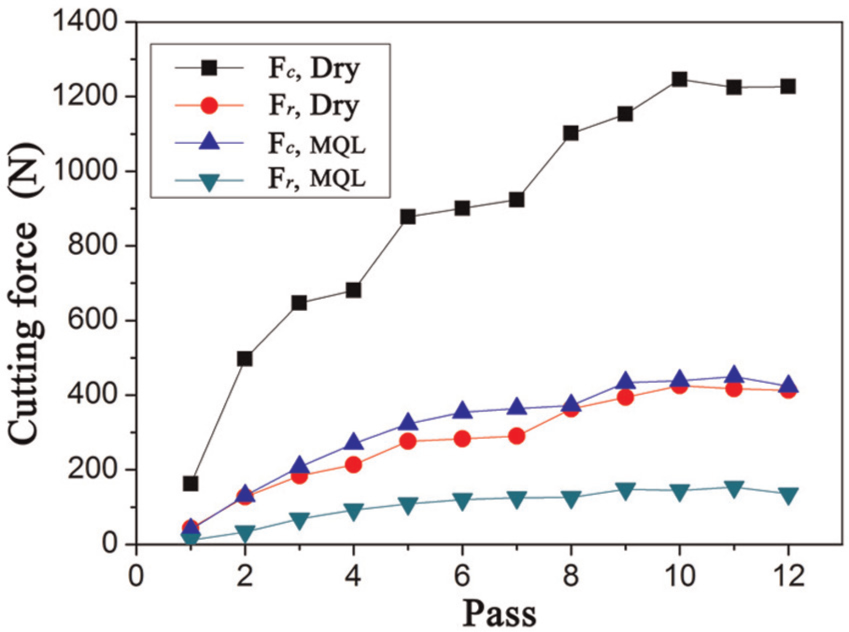
Cutting forces under dry and MQL conditions.
Chip formation
Chip formation always indicates the variations in stress and deformation at the chip–tool contact area. Good lubrication in the cutting zone will relieve the chip formation during cutting process. 19 The shape of the chips at different cutting passes can be obtained under dry and MQL cutting conditions. Furthermore, optical images (×20) of typical chips at 1st, 6th and 12th passes under dry cutting and MQL conditions are given in Table 4. Table 4 shows the typical chips obtained at 1st, 6th and 12th passes under dry and MQL cutting conditions. The cutting chips at first pass show irregular twined unbroken shapes for both cutting conditions. These chips may scrap machined surface, break the tool or distort the tool holder. Short broken C-type chips and irregular cracked chips form at the 6th pass and 12th pass, respectively. The irregular cracked chips show the occurrence of severe deformation at cutting process of 12th pass. It can be ascribed to the intersection of chip along the rake face at the tool–workpiece contact area. The width of the chips increases from 1st pass to 12th pass for the increase in tool–workpiece contact length (cutting width). Overall, it shows the same type of chip shape for both dry and MQL conditions.
Chips under dry cutting and MQL conditions (×20).
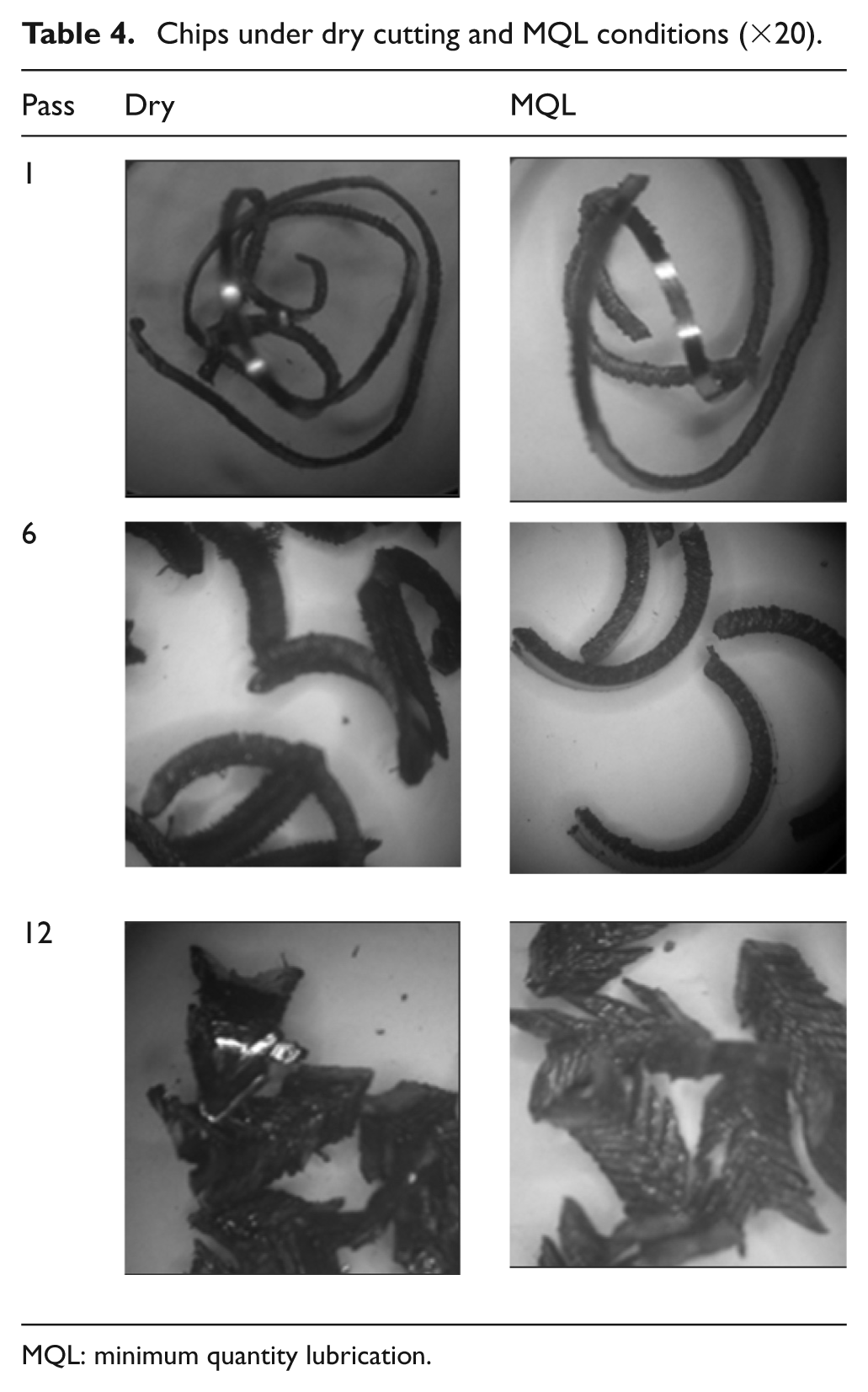
MQL: minimum quantity lubrication.
Table 5 shows the SEM micrographs of chips under dry and MQL conditions. It can be seen that there exist different cracks at the cross section of chips during thread turning process. These cracks attribute to the chip deformation during cutting process. Larger cracks always form with the increase in radial infeed, and even run-through cracks appear at the final 12th pass. That confirms high stress and severe deformation existed in the cutting process again. Overall, there exist more cracks on the cross section of chips under dry cutting condition than that under MQL condition. It can be explained as the larger chip deformation under dry cutting condition, when larger cutting forces lead to the worse cutting condition. The larger chip deformation will lead to a larger radial force for chip removing as shown above. It is also certificated that MQL contributes to relieve the machining deformation by its lubrication effect, which also helps to reduce the cutting forces.
SEM micrographs of chips under dry and MQL conditions.
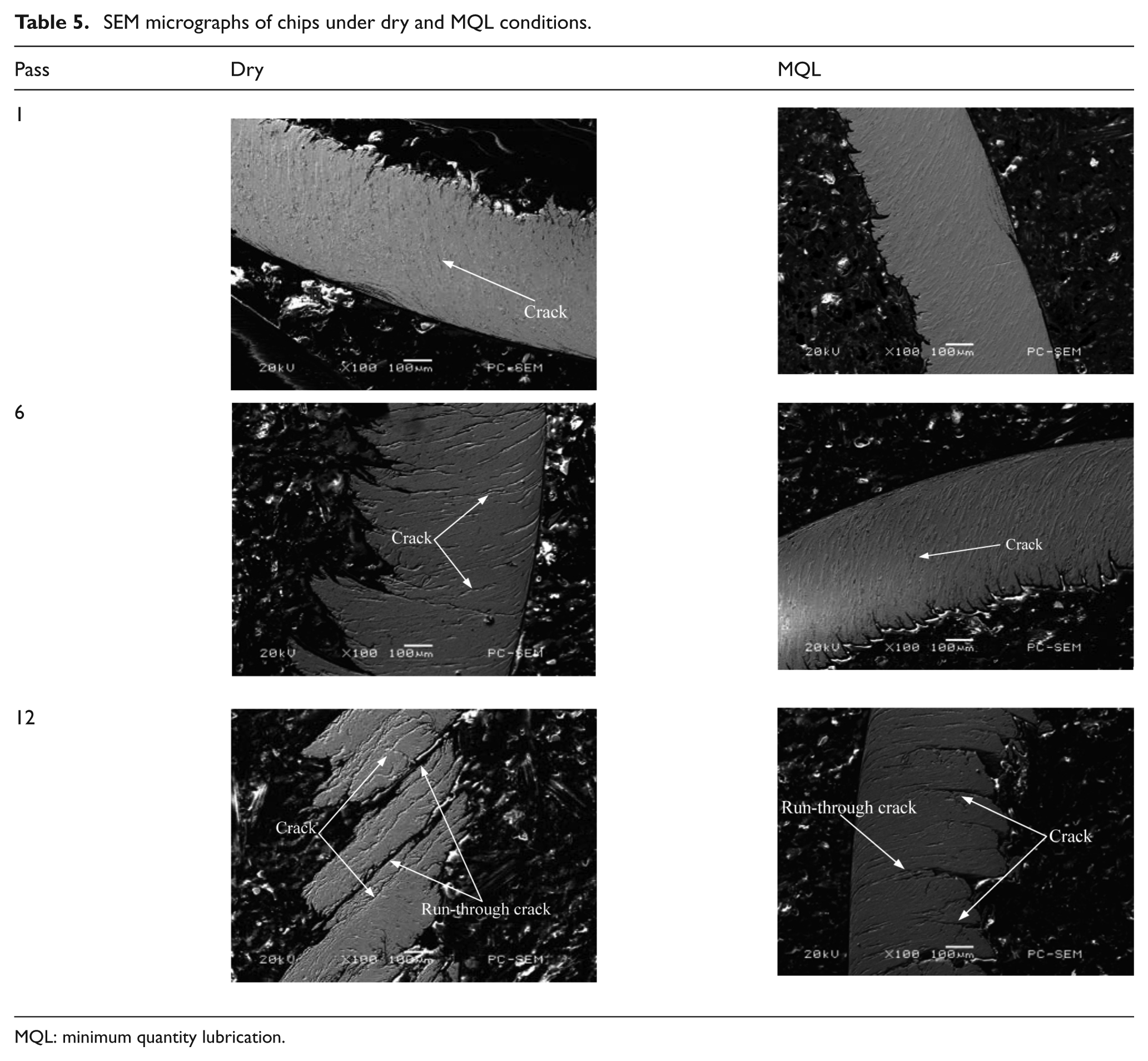
MQL: minimum quantity lubrication.
Machined surface morphology
Good machined surface quality helps improve the connection precision and strength for screw thread. Figure 8 shows the machined surface micrographs on one side of the thread under dry and MQL conditions. There exist many cutting grooves in different depths for both cutting conditions. These grooves are associated with the morphology of the cutting edge. A comparison between the two surface morphologies reveals that the surface morphology under dry cutting condition causes surface deterioration due to high stress and excessive plastic deformation owing to the large friction, while a smooth surface for MQL was found due to the good lubrication effects of micro droplets at tool–workpiece contact interface. This has been proved as the action of a thin oil film, which promoted boundary lubrication at tool–workpiece or tool–chip contact area during the machining process. 20 Good machined surface quality with MQL shows the better feasibility compared with dry cutting during the external thread turning experiments.
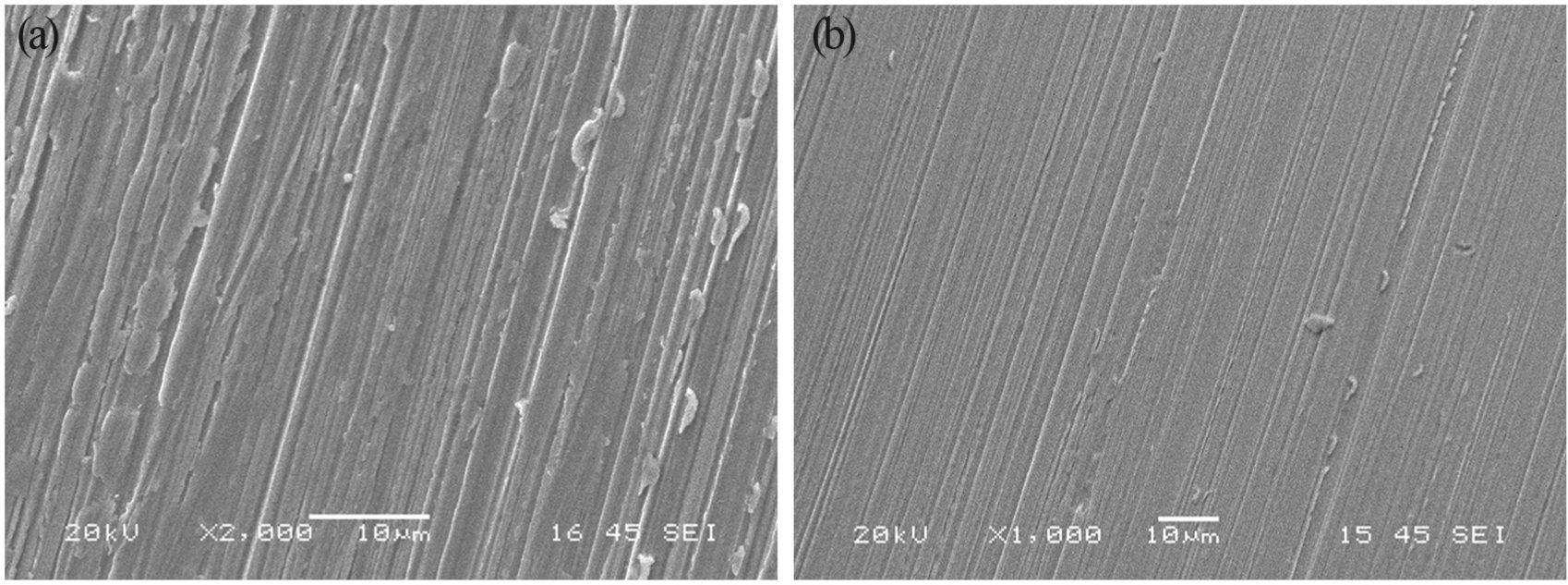
SEM micrographs of machined surface under (a) dry and (b) MQL conditions.
Conclusion
In this article, numerical and experimental researches have been conducted on the effect of MQL during external thread turning of free-cutting steel AISI 1215. Based on the results acquired, the major conclusions can be drawn as follows:
The two vortexes existing in MQL flow field help to enhance heat elimination and improve the permeation of oil droplets in the cutting zone. The oil droplets with high speed above 200 m/s and minimum diameter of several microns would contribute to reduce the cutting temperature and improve the lubrication effect in the cutting zone. These numerical results reveal the reasons of good cooling and lubricating effects for MQL in the case of thread turning.
The main cutting forces with MQL have a reduction by more than 60% compared with those under dry cutting condition. That is attributed to the good lubrication effect of MQL with the high-speed impact of micro droplets. The lower radial forces with MQL show less energy consumption in chip removing during thread turning process.
According to the chip morphologies and machined surface morphologies, MQL contributes to relieve the machining deformation by the good lubrication effects with micro oil droplets and ensure a good machined surface quality.
To sum up, MQL shows the better feasibility compared with dry cutting in the case of external thread turning. It should also be noted that further study about MQL droplet parameter measurement with particle image velocimetry (PIV) or particle dynamic analyzer (PDA) should be performed to investigate the coupling effects between MQL parameters and cutting parameters.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by the National Natural Science Foundation of China (no. 51105253) and Important National Science & Technology Specific Projects (2012ZX04012-021).