
Abstract
This article presents a sensitivity analysis of residual stress based on the verified residual stress prediction model. The machining-induced residual stress is developed as a function of cutting parameters, tool geometry, material properties, and lubrication conditions. Based on the residual stress predictive model, the main effects of the cutting force, cutting temperature, and residual stress are quantitatively analyzed through the cosine amplitude method. The parametric study is carried out to investigate the effects of minimum quantity lubrication parameters, cutting parameters, and tool geometry on the cutting performances. Results manifest that the cutting force and residual stress are more sensitive to the heat transfer coefficient and the depth of cut, while the cutting temperature is more sensitive to the cutting speed. Large maximum compressive residual stress is obtained under a lower flow rate of minimum quantity lubrication, small depth of cut, and the proper air–oil mixture ratio. This research can support the controlling and optimization of residual stress in industrial engineering by strategically adjusting the application parameters of minimum quantity lubrication.
Keywords
Introduction
Over the decades, great emphasis has been placed on machining-induced residual stress because of their direct effect on fatigue life, wear and corrosion resistance, and dimension accuracy of the machined components. The machining-induced residual stresses in minimum quantity lubrication (MQL) machining relate to the cutting parameters, tool geometry, material properties, and MQL parameters. Because of this, it is vital to understand how the machining-induced residual stress varies with the cutting conditions.
In machining, the sources of residual stress are widely varied and include plastic deformation of a material due to mechanical loading, volume changes of a material due to thermal gradients, or phase transformation of a material. In this article, the machining-induced residual stresses produced by mechanical and thermal loading are mainly discussed. Numerous aspects of machining-induced residual stresses so far have been extensively studied. Significant efforts are made to investigate the relationships between cutting conditions and residual stress distributions in the machined components by experimental observations.1–8 Outeiro et al. 3 compared the measured in-depth residual stress distribution with coated and uncoated tools in a dry turning of Inconel 718. Results show that the coated tools generated higher residual stresses in the machined components. Yan et al. 4 investigated the relationship between tool flank wear and the residual stress in dry machining. Cai et al. 5 investigated the effects of flow rate of MQL on the cutting force, surface roughness, tool wear, and failure model by milling of Ti6Al-4V alloy. Leppert 6 compared the cutting force and surface roughness of the workpiece under dry, MQL, and flood cooling conditions by turning of AISI 316L steel. Luchesi and Coelho 7 investigated the heat transfer coefficients of cutting fluids by experimental observation of turning AISI 4340 steel. Attanasio et al. 8 studied the influence of different types of lubrication and of some process parameters such as the tool nose radius and the feed rate on the residual stress in the workpiece during the cutting operation through experimental method. The lubrication shows little effect on the maximum and minimum principal residual stress, and only MQL seems to have a significant effect on them. Mulyadi and Mativenga 9 studied the effect of MQL nozzle position on the cutting performances in high-speed milling. However, compared with experimental investigations, researches on residual stress analytical modeling is very limited in the existing literature. Su et al. 10 developed an analytical model for predicting residual stress due to milling which does not require any extensive calibration in order to function. Qi et al. 11 proposed an improved algorithm for McDowell’s analytical model of residual stress, which provides a more precision prediction at the machined surface than previous model. Unfortunately, all the researches on machining-induced residual stress do not consider the effects of cutting fluids in machining. Ji et al.12,13 developed a predictive model of residual stress in MQL machining as a function of cutting parameters, tool geometry, material properties, and MQL parameters by analytical method.
Based on the reviews of the literature relating to machining-induced residual stress, it is found that the current researches are focused on the effects of cutting parameters, tool geometry, and tool flank wear on the machining-induced residual stress. Only a few researches considered the effect of cutting fluid on the machining-induced residual stress. Furthermore, the effect of MQL on the machining process is different from the conventional flood cooling machining due to the limited amount of lubricant/coolant applied in the machining process. The goal of this research is to conduct the sensitivity analysis of residual stress in MQL machining based on the verified prediction model. This research can support the controlling and optimization of residual stress in industrial engineering by strategically adjusting the application parameters of MQL.
To achieve the objectives offered previously, an analytical predictive model of residual stress is briefly introduced first. Next, based upon the verified model, a sensitivity analysis of the residual stress in MQL machining is performed. The strength of the relation between cutting conditions and cutting performances is studied by the cosine amplitude method (CAM). The effects of the MQL parameters, the cutting parameters, and tool geometry are studied by the parametric analysis.
Physics-based model development
Two prominent effects of MQL in machining are lubrication and cooling. For the lubrication effect, it changes the friction coefficient due to minimum quantity of lubricant. The friction coefficient under MQL condition is predicted by the MQL parameters and the cutting condition parameters. For the cooling effect, it affects the heat transfer coefficient due to the compressed air. The heat transfer coefficient is predicted by the MQL parameters and the material properties. The predicted results are then used to predict the cutting force and cutting temperature under MQL condition. The predicted cutting force and cutting temperature are coupled together by the flow stress model of a material. The stresses produced by mechanical and thermal loading contribute to the final residual stresses in the machined components. The flowchart of residual stress prediction model in MQL machining is shown in Figure 1.
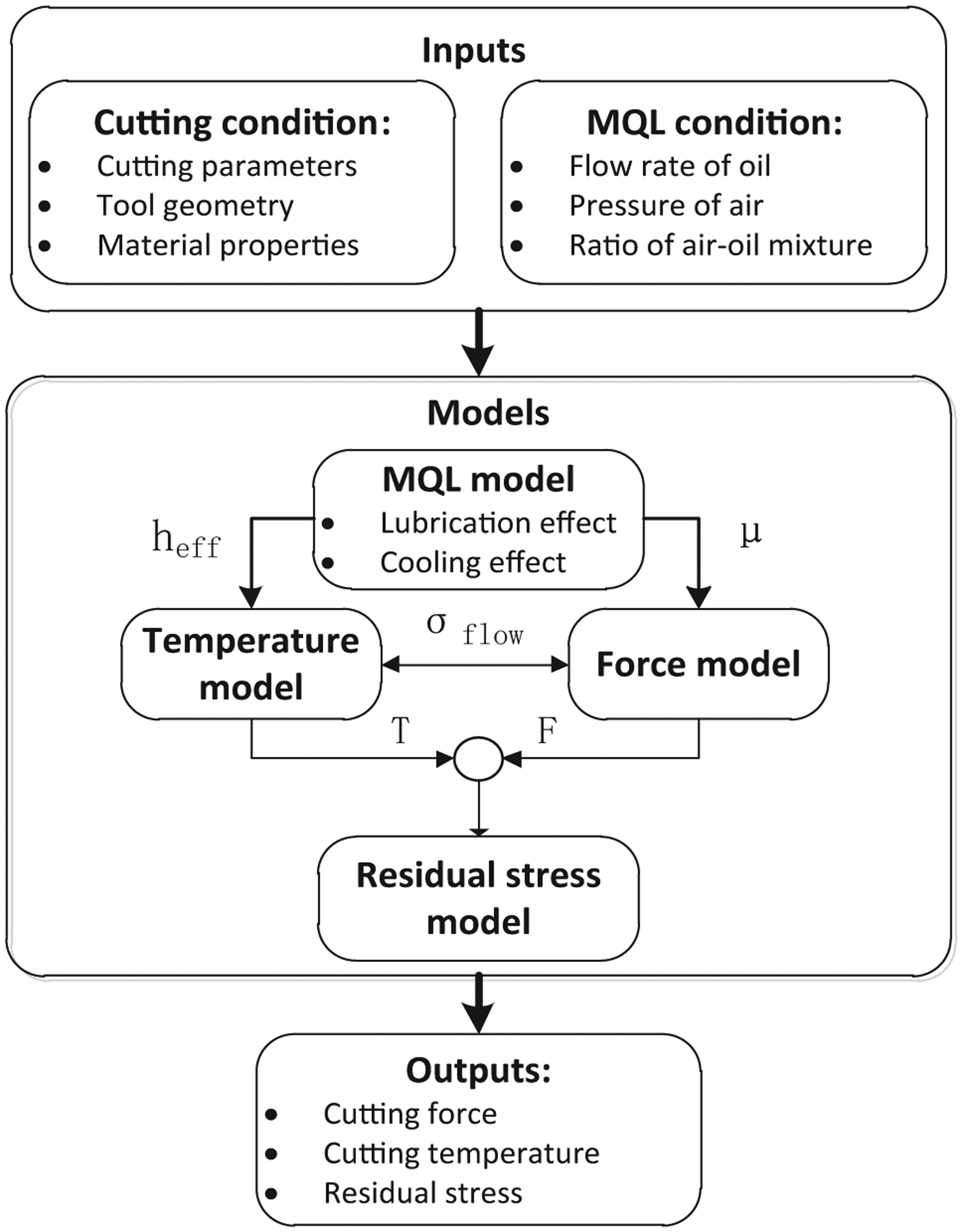
Flowchart of residual stress prediction model in MQL machining.
To achieve the function as shown in Figure 1, a computer program in MATLAB is developed to carry out the prediction. First, the friction coefficient in MQL machining is predicted according to the MQL parameters, as well as the cutting force under dry condition. Then, the original cutting force in MQL machining is obtained by the cutting condition parameters and the friction coefficient in MQL machining. After that the cutting temperature in MQL machining is calculated by the cutting force. To achieve the final cutting force and cutting temperature, cycles of iterations between the cutting force and cutting temperature are performed through the flow stress of a material. The resulting force and temperature are combined into the rolling/sliding contact model to predict the time-varying stress distributions in the workpiece. A thermal–mechanical model proposed by McDowell is adopted in conjunction with the hybrid algorithm to predict the residual stress distribution in the machined workpiece. The details of the residual stress prediction procedure can be seen in Ji et al. 12
Coupled modeling of force and temperature
In view of the lubrication effect of the air–oil mixture in MQL machining, it changes the tribological attributes and thus affecting the cutting force in machining. Moreover, the change of cutting force also leads to the variation of cutting temperature. This will bring changes to the material properties. According to the Johnson–Cook flow stress model, once the material properties vary, the cutting force will change as well. Therefore, the cutting force and cutting temperature are coupled together by the flow stress in the modeling of MQL machining.
Modeling of MQL effects
The effects of MQL on tribological attributes in machining are different from that of the flood cooling. On one hand, in MQL machining, a cutting fluid film cannot be fully established in view of the limited amount of lubricant. Therefore, the hydrodynamic lubrication model cannot be used to accurately predict the friction coefficient. Instead, the boundary lubrication model is a more proper description of the MQL condition. The calculation procedure of friction coefficient in MQL machining is introduced in detail in the work of Ji et al. 12
On the other hand, the air–oil mixture in MQL machining is delivered to the gap between the tool flank face and the machined workpiece by the high-pressure air. Therefore, the common convection cooling model used in the flood cooling machining is no longer proper to describe the heat transfer model in MQL machining. Instead, the force convection cooling model is employed to estimate the heat transfer coefficient in MQL machining. The details of the heat transfer coefficient calculation can be found in the work of Ji et al. 12
Modeling of cutting temperature
In MQL machining, when the air–oil mixture is applied at the tool flank area, the cooling effect of MQL is represented by the heat loss at the tool flank face and at the machined surface of the workpiece. In addition, the lubrication effect of MQL is represented by the reduction of heat generation in the machining process. The heat source and heat sink mechanisms are implemented to predict the cutting temperature in chip, tool, and workpiece. The details of the temperature model can be found in the work of Ji et al. 13
Modeling of cutting force
In this analysis, both the chip formation and plowing forces contribute to the overall cutting forces. To consider the dual effects of air–oil mixture in MQL machining, the friction coefficient estimated by MQL model and the cutting temperature predicted by the temperature model are employed in a modified Oxley’s model to predict the chip formation force in MQL machining. The details of the approach can be seen in the work of Ji et al. 12
Residual stress model
First, a rolling/sliding approach is utilized to capture the stress history produced by both mechanical loading and thermal loading. Then, the obtained stress distribution is employed in the thermo-elastic–plastic model developed by McDowell to predict the final residual stress in MQL machining. This model uses a blending function Ψ, which is dependent on the instantaneous value of the modulus ratio h/G to capture the linear kinematic hardening during plastic deformation. G is the elastic modulus, h is the modulus function, and κ is an algorithm constant

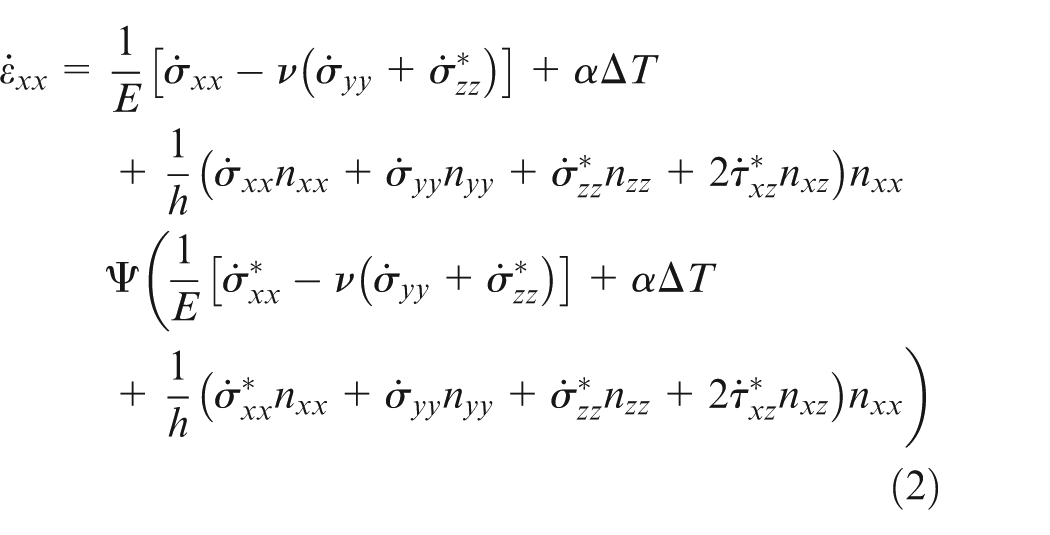
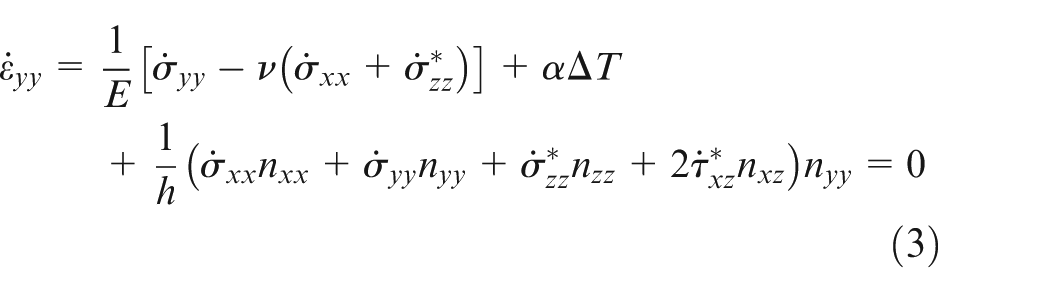
The von Mises yield criterion is applied in our analysis. For elastic–plastic loading, the blending function is used to impose an x-direction strain rate according to equation (2). Similarly, for the plane strain condition in y-direction, the strain rate expression is given by equation (3). Both equations are modified from the original expressions in McDowell 14 to account for thermal effect in the present application
where
After the loading process, the stress and strain are relaxed to satisfy the boundary conditions. During the relaxation procedure, the von Mises yield criterion is also employed to identify whether the material behavior is purely an elastic relaxation or elastic–plastic relaxation. The details of residual stress model in MQL machining can be seen in the work of Ji et al. 12
Model verification
To pursue model calibration and validation, a series of orthogonal cutting tests were performed. A tube of AISI 4130 alloy steel with a constant thickness of 4.775 mm is face turned in a Hardinge T42SP CNC turning center as shown in Figure 2. The MQL was supplied by a UNIST system at a pressure of 40 lbf/in2. The ratio of compressed air and lubrication oil is 1:1. Coolube 2210, a vegetable oil, was chosen as the cutting fluid. The position and angle of the nozzle are adjusted by experimental observation to avoid being blocked by chips. The cutting parameters, tool geometry, and the MQL parameters are listed in Table 1. The material properties of the workpiece and the tool insert are shown in Table 2. The cutting forces are measured by a tool-post dynamometer (Kistler 9257B). The cutting temperature is measured by the infrared thermal camera (FLIR SC6000). The in-depth residual stresses of the workpiece are subjected to corrosion and measured by the X-ray diffractometer (Proto LXRD).
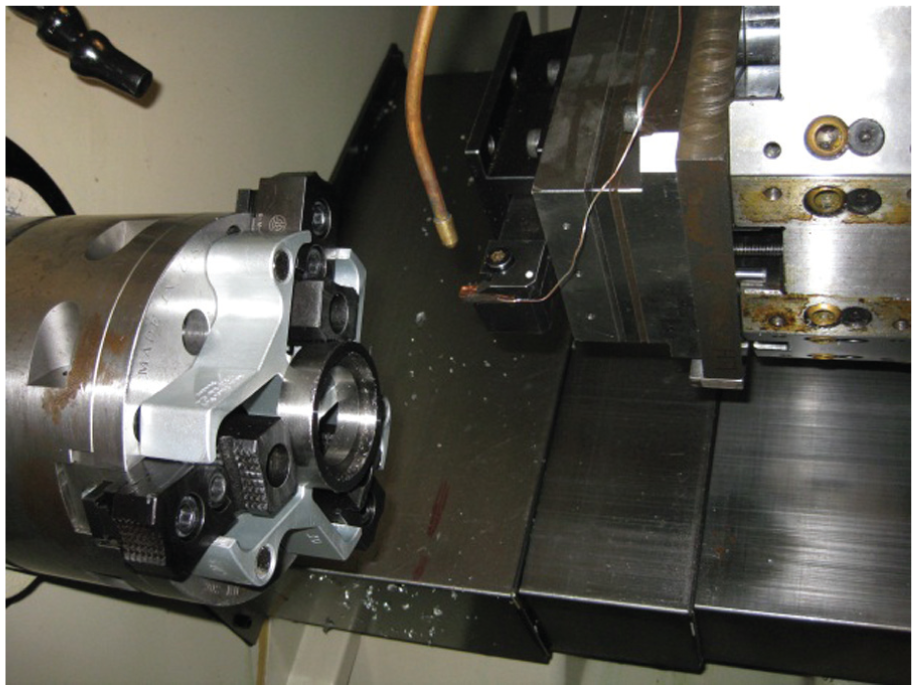
Experimental set-up.
Cutting conditions for orthogonal cutting of AISI 4130 alloy steel.
MQL: minimum quantity lubrication.
Material properties for the workpiece and tool insert.

According to the analysis of the physics-based model, it is known that the boundary lubrication film thickness is mainly depended on the flow rate of lubricant, while the heat transfer coefficient is mainly depended on the air–oil mixture ratio. In this model, it is assumed that the boundary lubrication film thickness is proportional to the flow rate of lubricant, and the heat transfer coefficient is proportional to the air–oil mixture ratio. By comparing the predicted cutting force and cutting temperature with the measured cutting force and cutting temperature, the values of boundary lubrication film thickness and the heat transfer coefficient are determined by the least square method. Within the explored experimental range, the flow rate of MQL is 16 mL/h and the air–oil mixture ratio is medium quantitatively, the boundary lubrication film thickness is determined to be 0.1 µm and the heat transfer coefficient is 470613.8 J/m2 s °C.
The comparisons between predicted residual stress profile and the measured results are shown in Figures 3–5. Test No. 1 is used to calibrate the algorithm κ constant in equation (1). The algorithm constant κ is calibrated to be 0.15 based on the least square method by comparing the predicted average residual stress with the measured results. The average residual stress refers to the residual stress from the subsurface to 100 µm depth into workpiece.
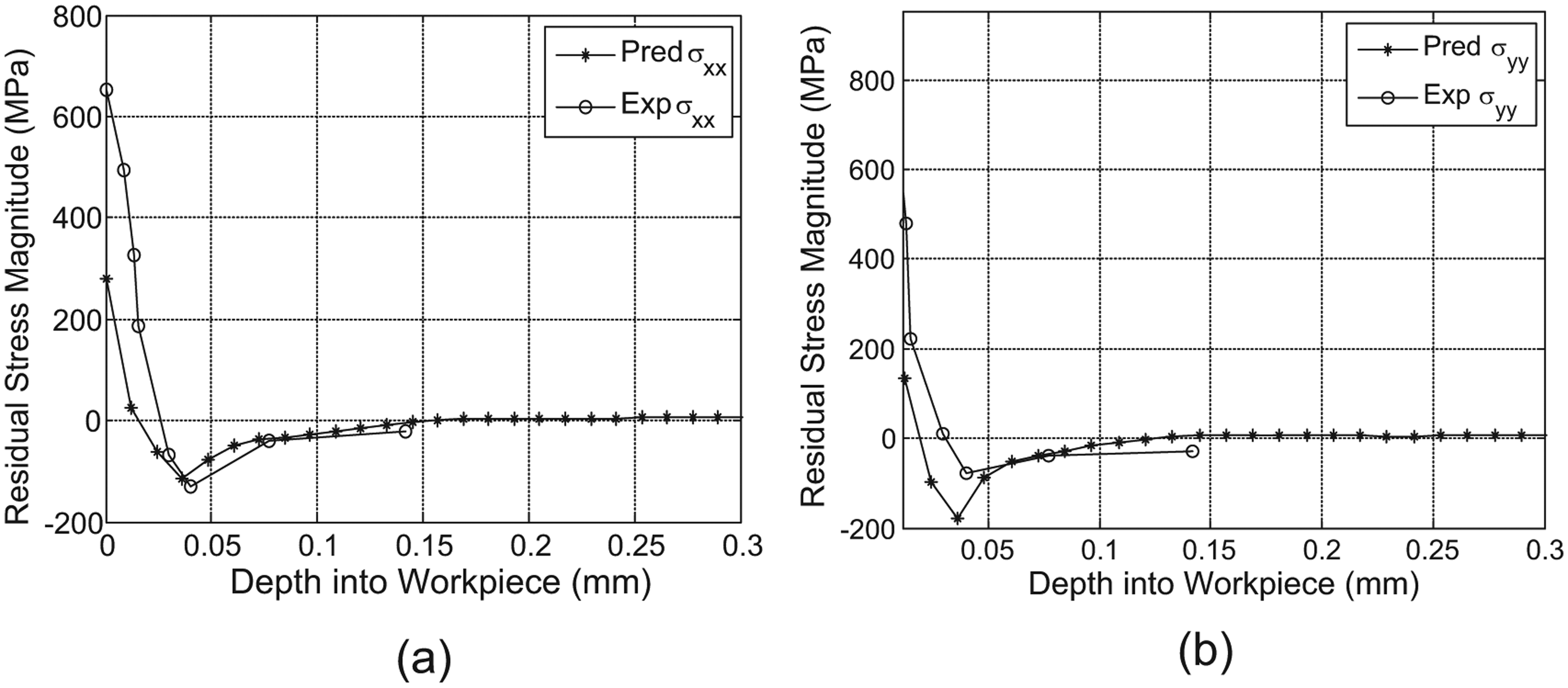
Comparisons of predicted and measured residual stresses for Test No.1: (a) cutting direction and (b) transverse direction.
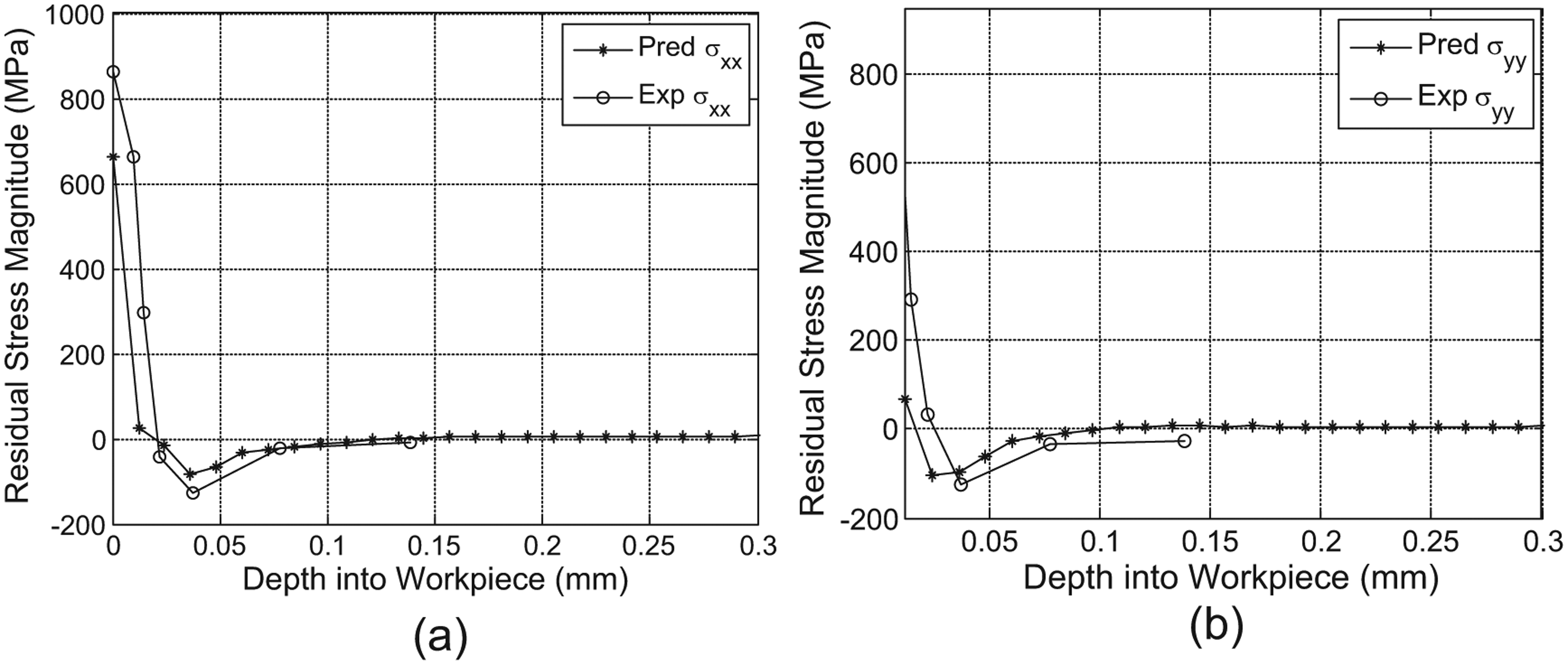
Comparisons of predicted and measured residual stresses for Test No.2: (a) cutting direction and (b) transverse direction.
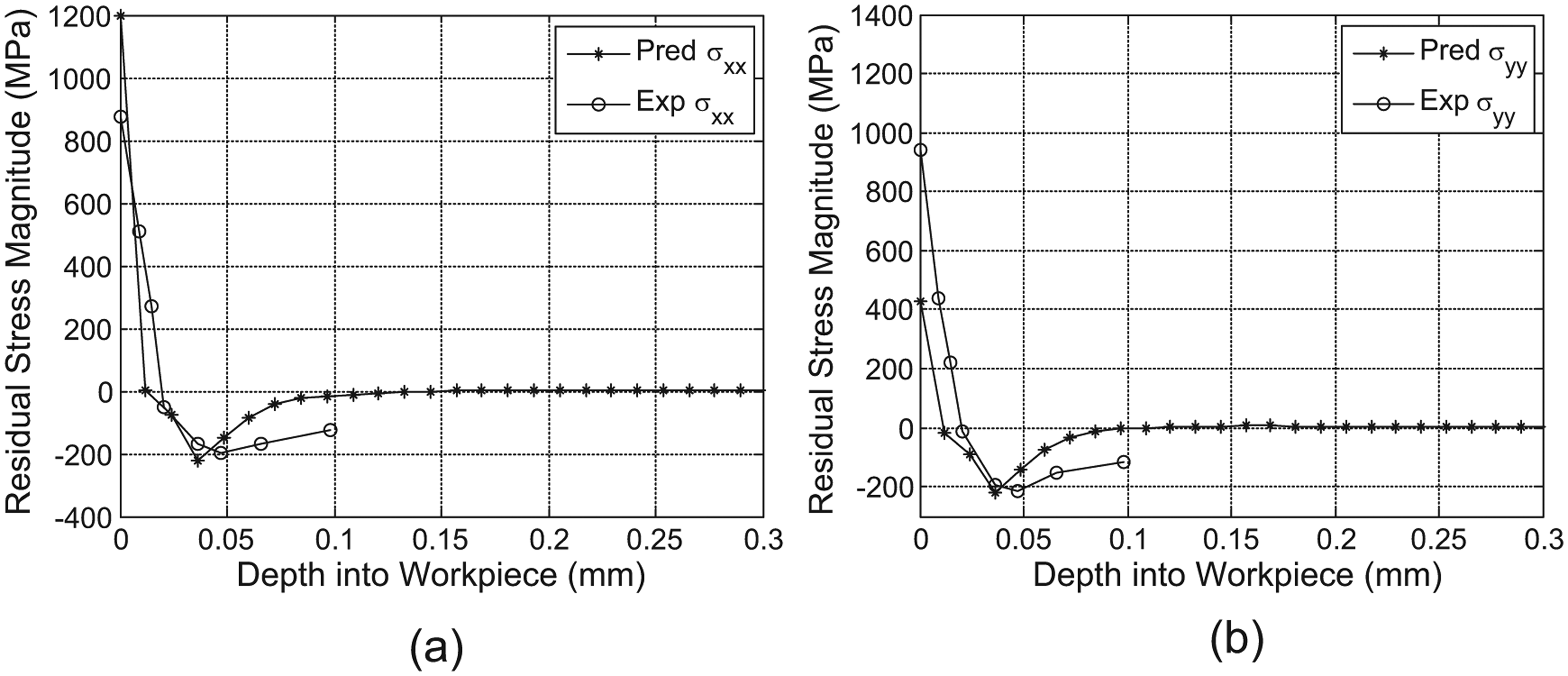
Comparisons of predicted and measured residual stresses for Test No.3: (a) cutting direction and (b) transverse direction.
Test No. 2 and Test No. 3 are used to validate the proposed residual stress prediction model, and the measured results are shown in Figures 4 and 5 based on the calibrated κ value. The comparisons between predicted and measured residual stresses show that the predictive model performs well in terms of capturing the depth of penetration as well as the general residual stress profile. But for the surface of the workpiece, the residual stress was over-predicted with regard to magnitudes in both cutting direction and transverse direction. The discrepancies may come from the presence of phase transformation at the surface of the workpiece due to the extremely high temperature in machining. In addition, the surface of the workpiece is much more susceptible to the external environment of corrosion and oxidation effects; this will also affect the surface residual stress. In spite of this, the proposed model overall predicts the correct trends for residual stress profiles.
Sensitivity analysis of cutting performances
In order to investigate how the machining-induced residual stress varies with the cutting conditions, a sensitivity analysis of the residual stress in MQL machining is performed based on the verified prediction model. Take the orthogonal cutting of AISI 4130 alloy steel with an uncoated carbide tool as example. The cutting performances include the cutting force, cutting temperature, and residual stress.
Choice of model inputs and model outputs
From the analysis of MQL model, it is known that the boundary lubrication film thickness is mainly depended on the flow rate of air–oil mixture. The heat transfer coefficient is largely influenced by the air–oil mixture ratio. Therefore, in this analysis, the boundary lubrication film thickness and the heat transfer coefficient are chosen to represent the flow rate of oil and the air–oil mixture ratio, respectively. The other MQL parameters such as the properties of lubricant, the dimension, and the position of the MQL supply nozzle are assumed as invariables. The cutting speed, depth of cut, and the width of cut are chosen as the cutting parameters variables. The tool rake angle and the tool edge radius are chosen as the tool geometry parameters variables, and the other parameters are assumed to be invariant. The variables used for sensitivity analysis are shown in Table 3. The cutting performances include the cutting force in cutting and thrust direction, the average cutting temperature at the shear plane and the tool–chip interface, the maximum and average residual stresses. In this article, the maximum residual stress refers to the maximum compressive residual stress, while the average residual stress refers to the average value from the subsurface to 100 µm depth into the workpiece.
Variables used for sensitivity analysis.
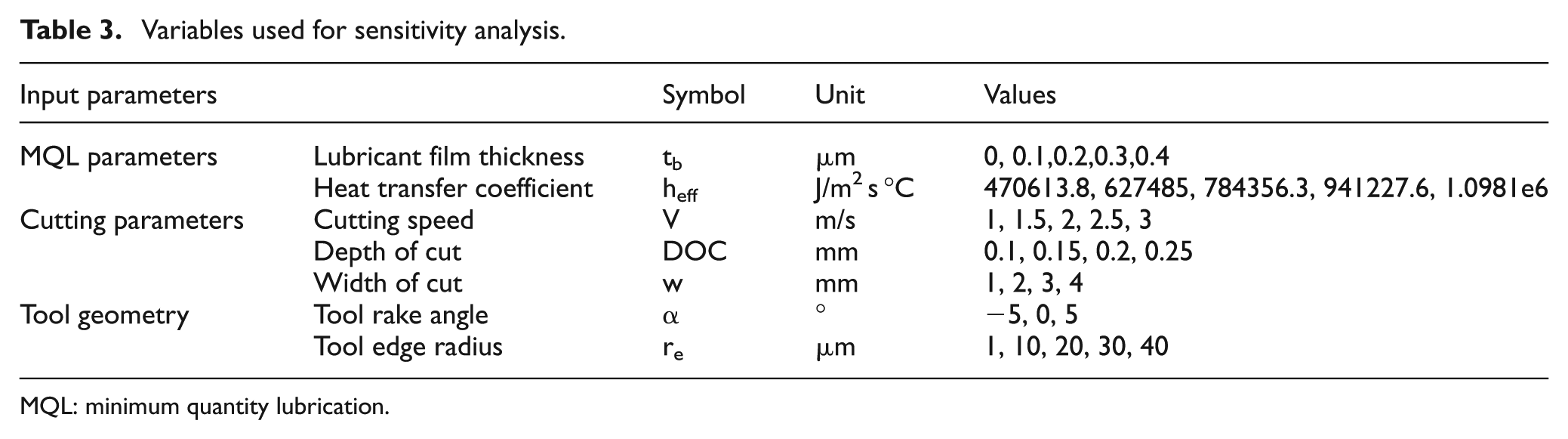
MQL: minimum quantity lubrication.
Main effects analysis
In order to investigate the strength of relation between the cutting conditions and the cutting performances, the main effects are analyzed by the CAM. 15 In this method, all of the data pairs are expressed in the common X-space. They are defined as equation (4)

where each element

In this article, the model inputs
The strength of the relation between the model inputs
In particular, according to the work of Yang and Zhang, 16 the strength of the relation obtained by this method varies with the variance of the range of inputs, so the effect of the input value taking on the output value varies with the changing of the range of the inputs.
Main effect analysis of cutting force
According to equation (6), the strength of relation between the cutting conditions and the cutting forces is shown in Figure 6. The results show that for the range of values explored, the depth of cut and the heat transfer coefficient are the two most sensitive parameters affecting the forces. The tool edge radius has a larger effect on the thrust force than on the cutting force. This is because the tool edge radius contributes a larger plowing force in the thrust direction. The width of cut is the least sensitive parameter affecting the forces for the values explored.
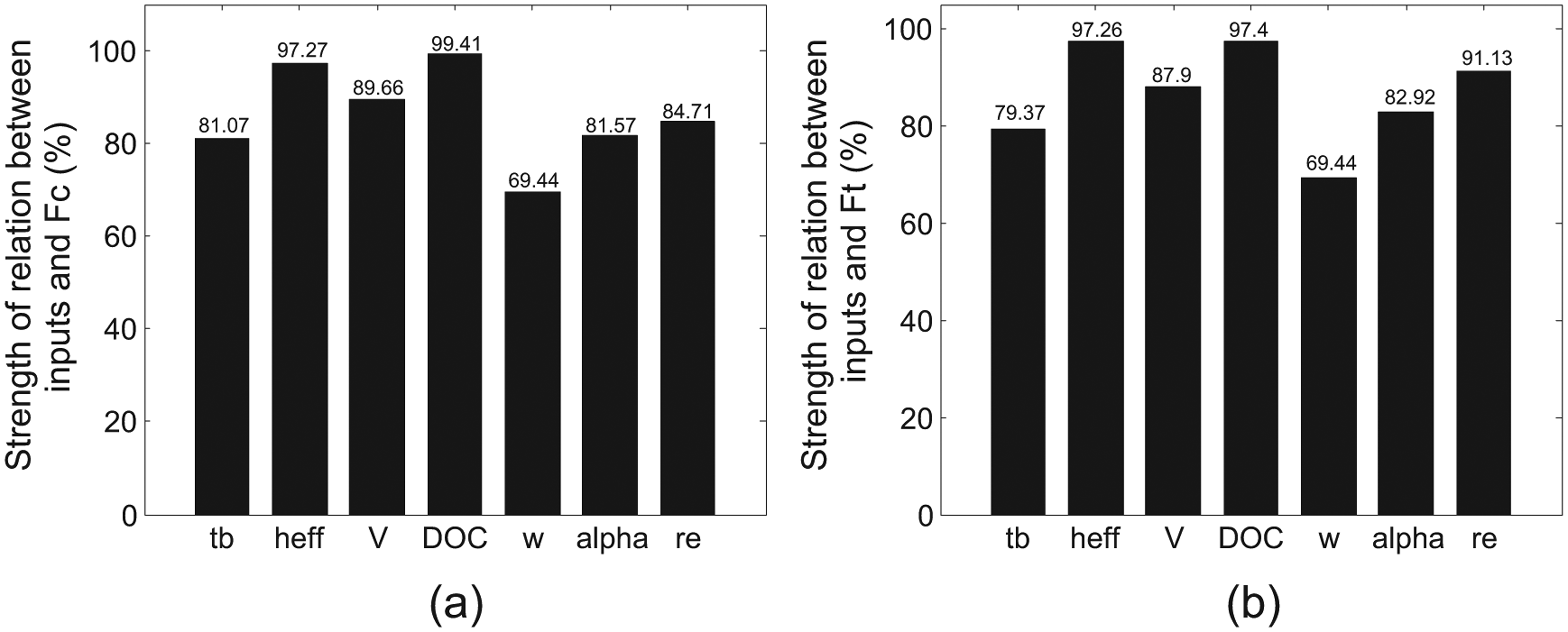
Strength of relationship between cutting conditions and cutting forces: (a) cutting force and (b) thrust force.
Main effect analysis of cutting temperature
The strength of the relation between the cutting conditions and the average temperatures at the shear plane and the tool–chip interface is shown in Figure 7. The results manifested that the cutting speed, depth of cut, and the heat transfer coefficient are the three most important influencing factors on the average temperature at the shear plane and the tool–chip interface. The width of cut has the least influence on the average temperature.
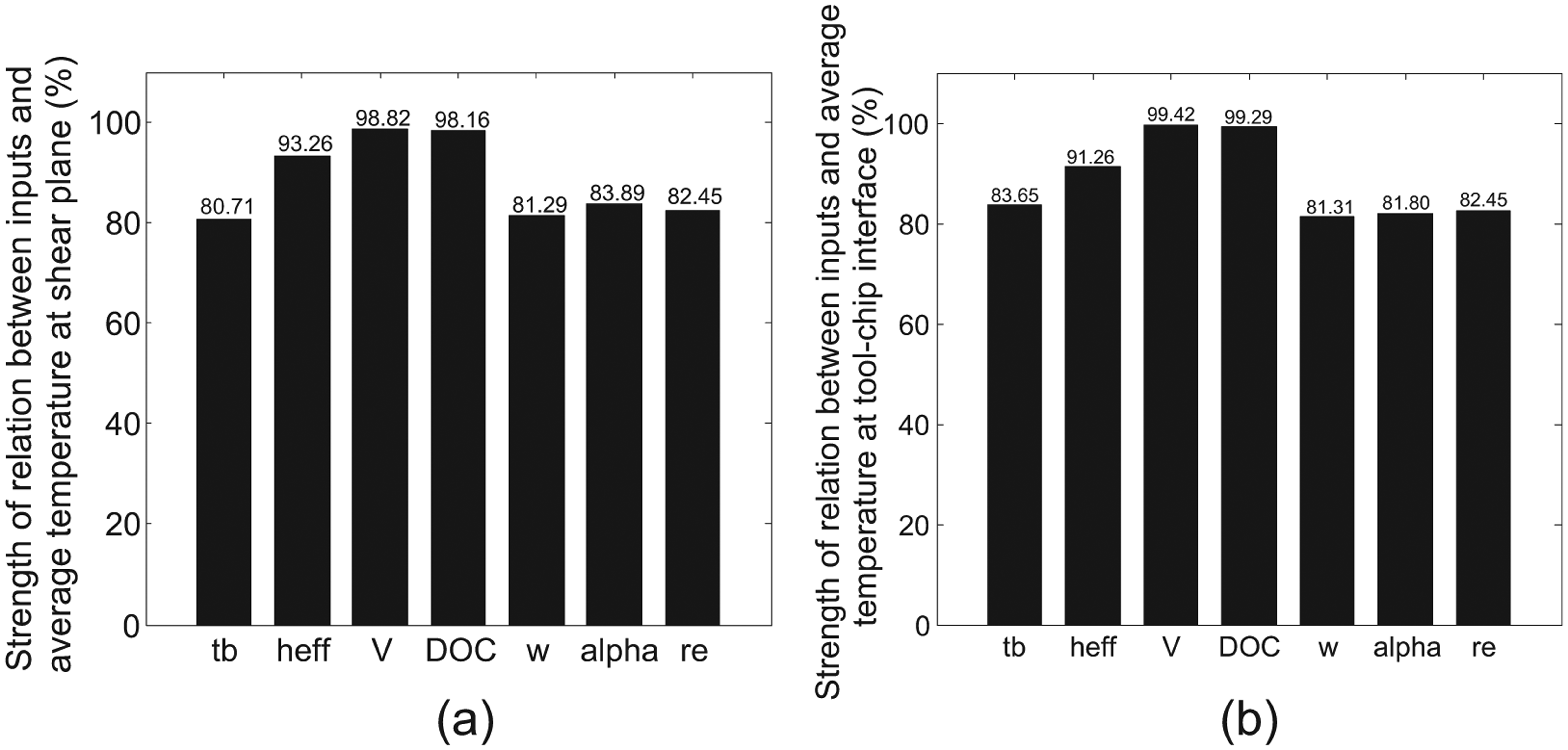
Strength of relation between cutting conditions and cutting temperature: (a) at shear plane and (b) at tool–chip interface.
Main effect analysis of residual stress
The strengths of the relation between the cutting conditions and the maximum compressive residual stress and the average residual stress are shown in Figures 8 and 9, respectively. The results reveal that for the range of values explored, the heat transfer coefficient, the depth of cut, and the tool rake angle are the three most influencing factors on the maximum residual stresses and average residual stresses, while the cutting speed is the least sensitive parameter.
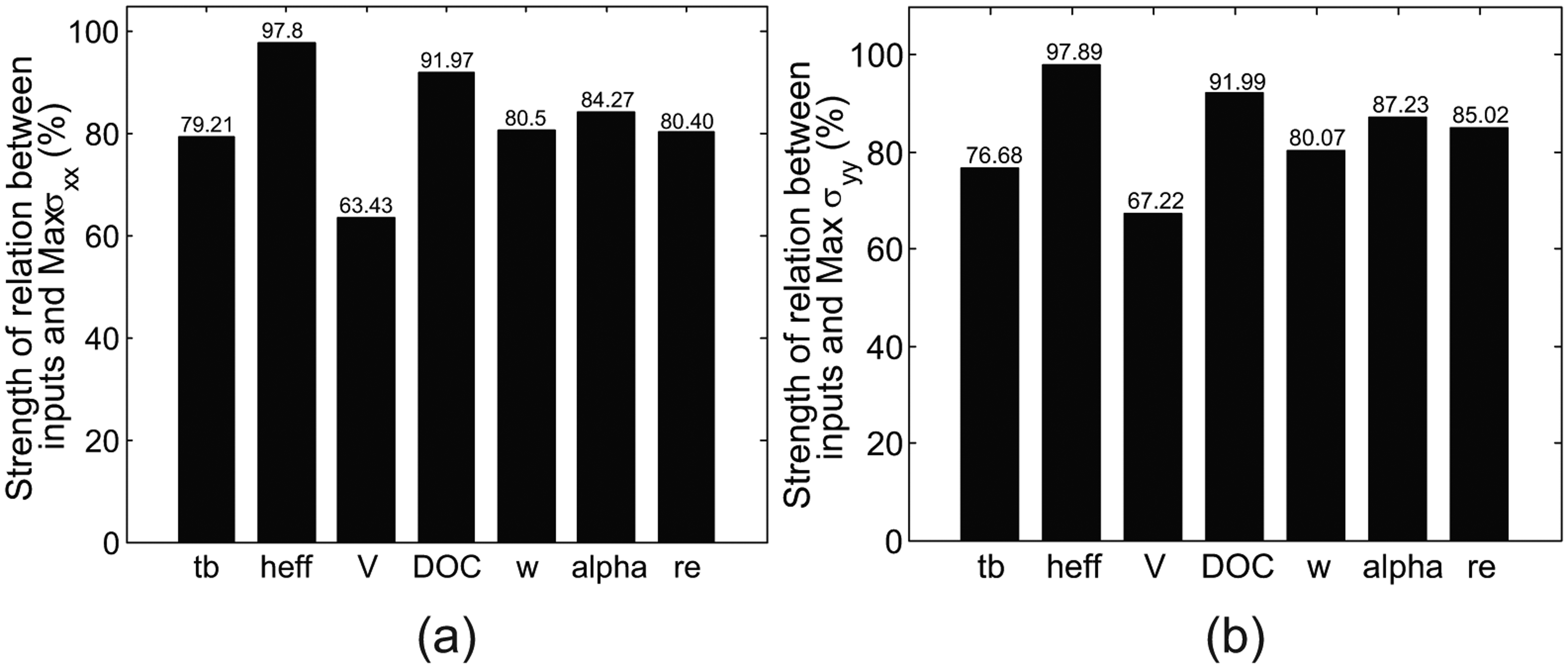
Strength of relation between cutting conditions and maximum compressive residual stress: (a) cutting direction and (b) transverse direction.
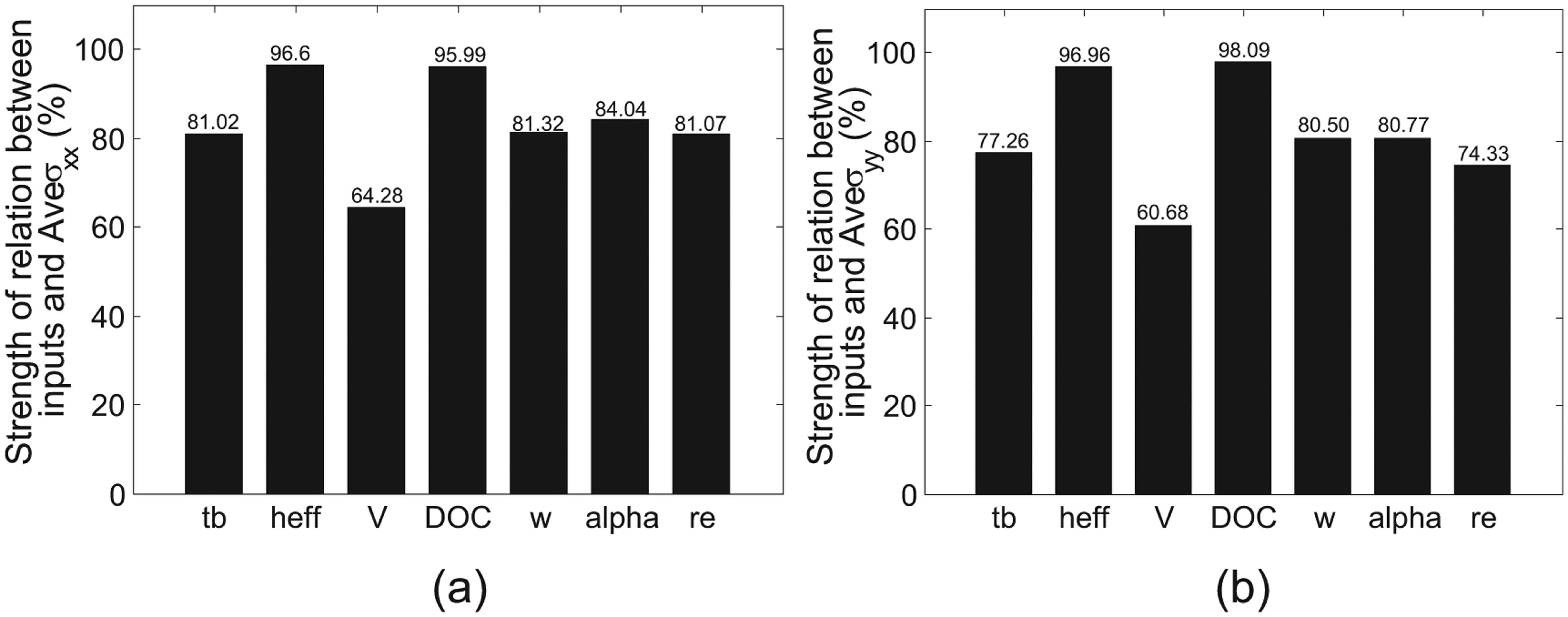
Strength of relation between cutting conditions and average residual stress: (a) cutting direction and (b) transverse direction.
The main effect analysis showed that the depth of cut and the heat transfer coefficient are the two most important influencing factors of cutting force and residual stress. The cutting speed has the most significant effect on cutting temperature but the least effect on the maximum and average residual stresses.
Parametric analysis
MQL parametric analysis
Take the orthogonal cutting of AISI 4130 alloy steel with uncoated carbide tool as an example. In this analysis, the cutting speed is 1.5 m/s, the depth of cut is 0.1 mm, and the width of cut is 2 mm. The tool rake angle is 7° and the tool edge radius is 30 µm.
The relationship between the cutting force and the heat transfer coefficient is shown in Figure 10. In this analysis, the boundary lubricant film thickness is 0.2 µm. The results show that the cutting forces have a slight increase in magnitude for higher values of the heat transfer coefficient. Theoretically, it will also lead to the increase of cutting temperature. However, the cooling effect caused by high heat transfer coefficient is more significant than the lubrication effect. Low cutting temperature is obtained under high heat transfer coefficient as shown in Figure 11.
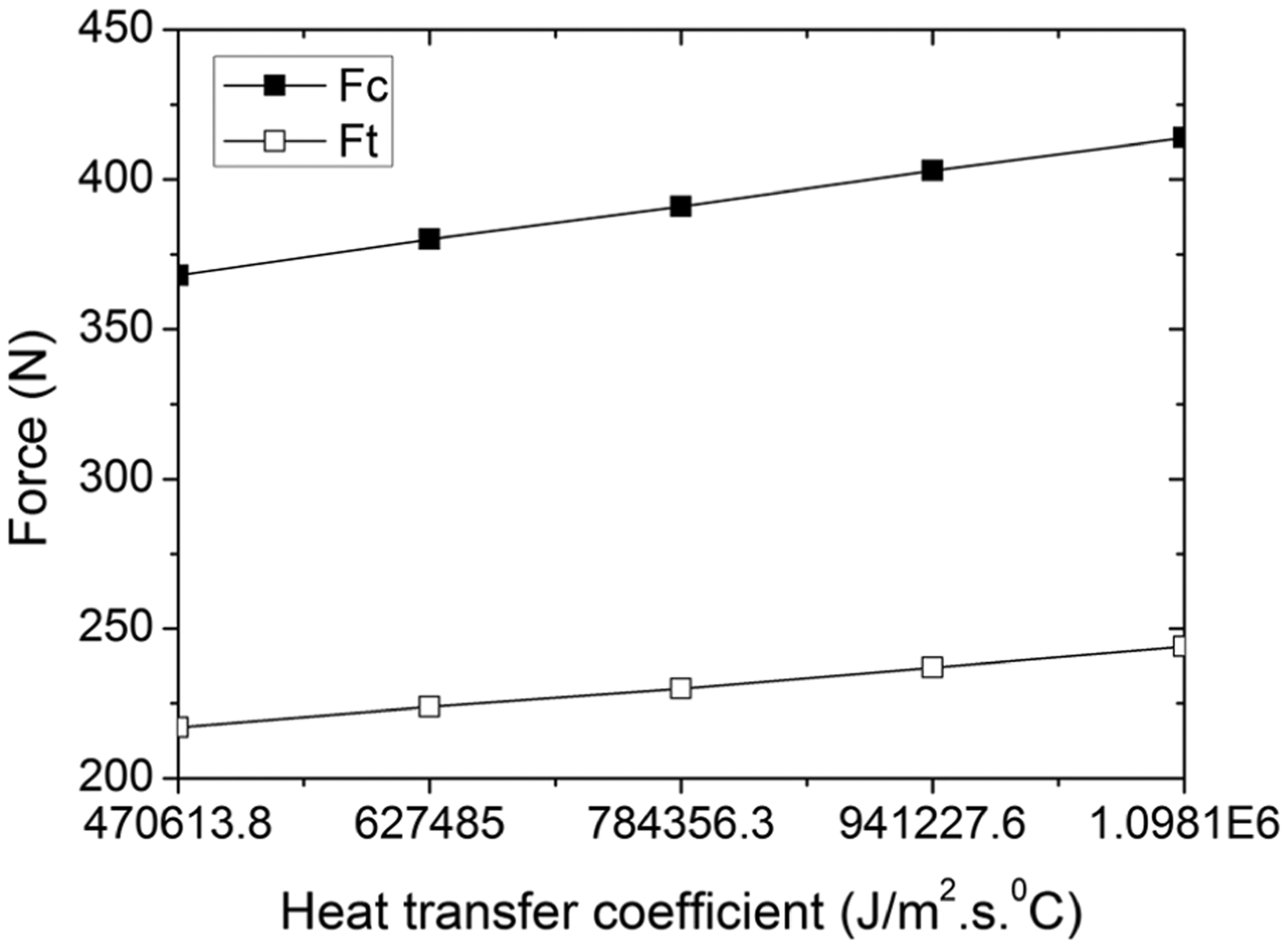
Relationship between the heat transfer coefficient and the cutting forces.
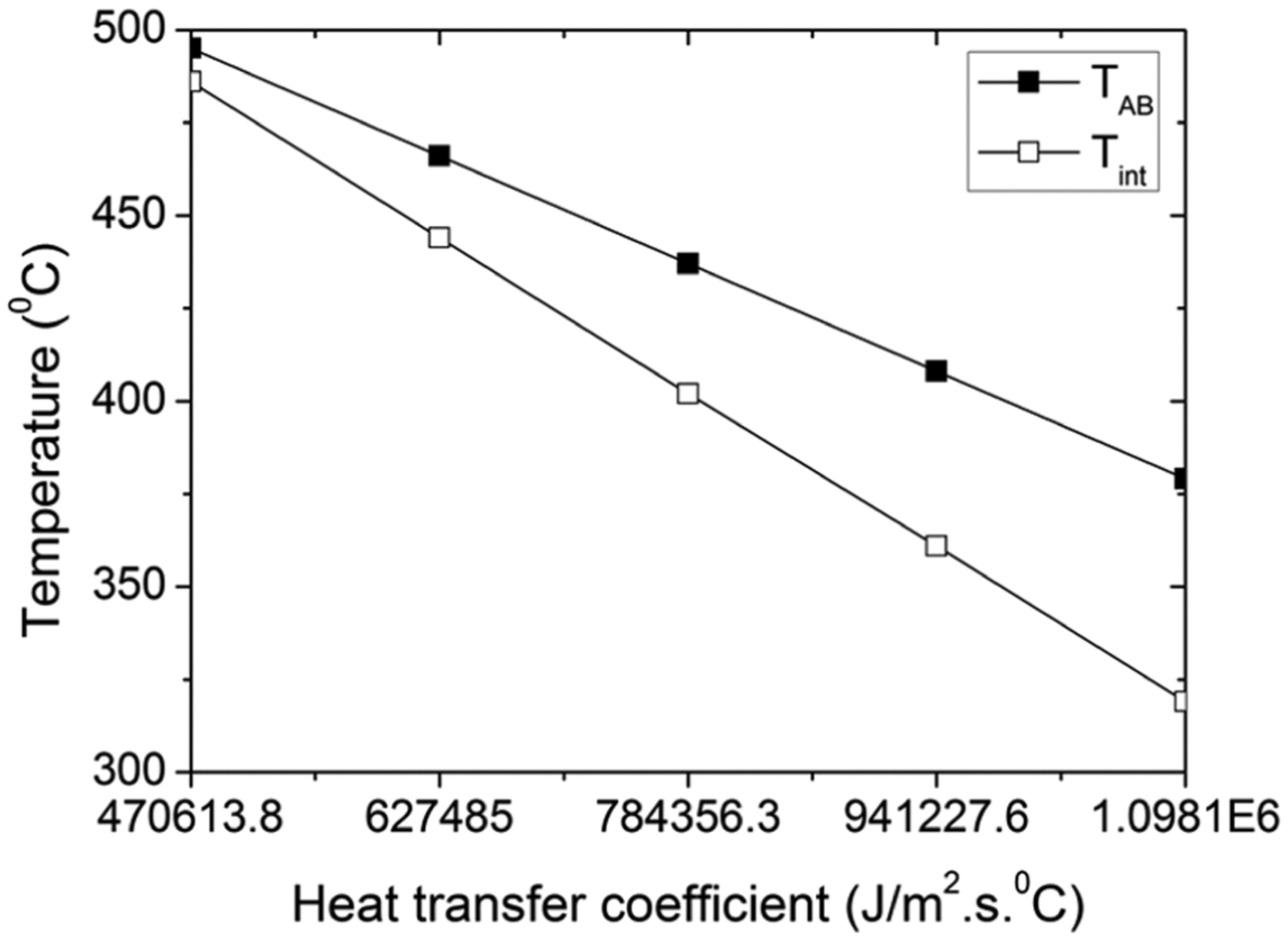
Relationship between the heat transfer coefficient and average temperature at shear plane and tool–chip interface.
The relationship between the heat transfer coefficient and the maximum and average residual stresses is shown in Figure 12. Results indicate that when the heat transfer coefficient increases, the maximum compressive residual stress increases first and then decreases later. It is concluded that there is critical value for the heat transfer coefficient to obtain the maximum compressive residual stress. Additionally, the heat transfer coefficient plays no significant effect on the average residual stress.
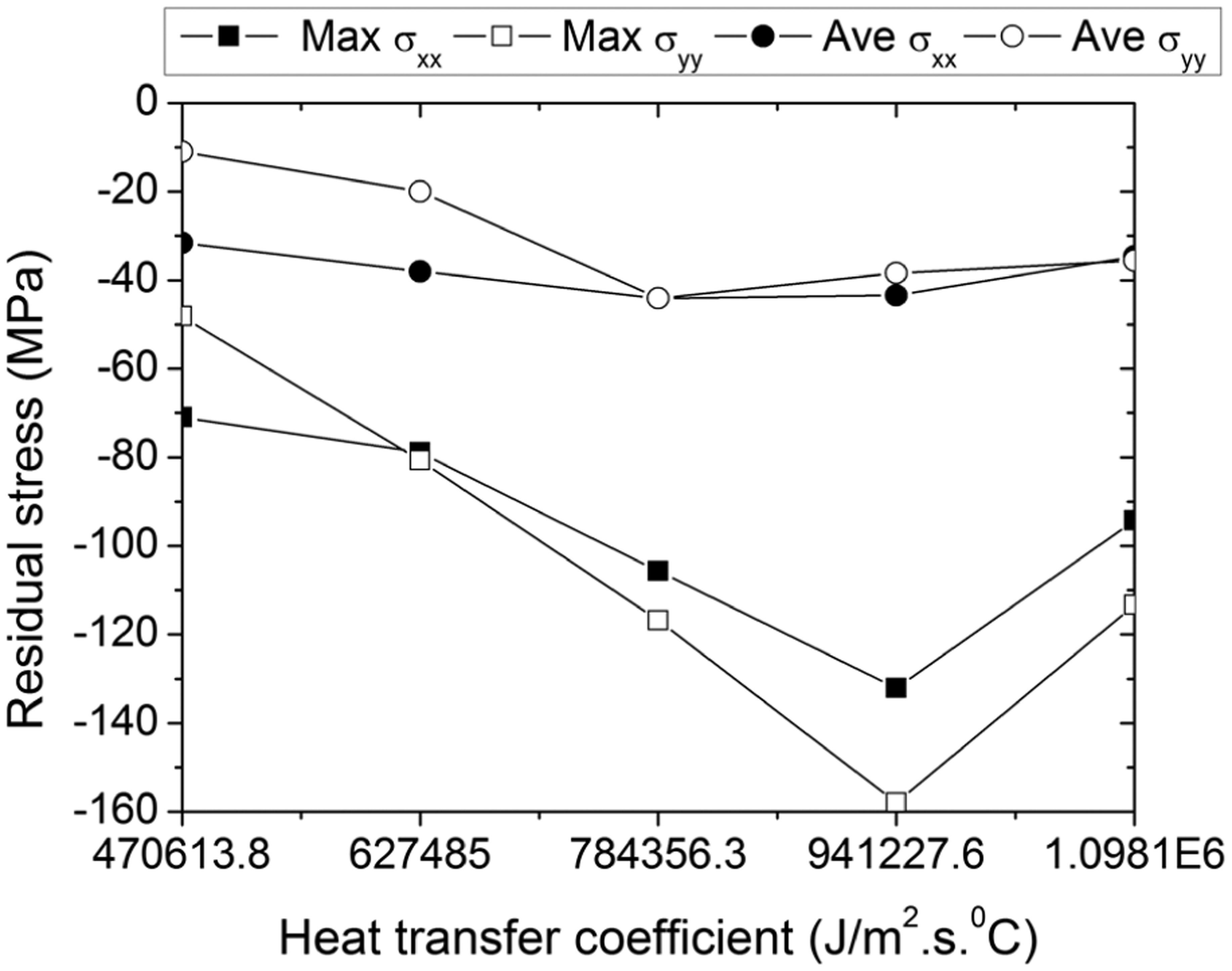
Relationship between the heat transfer coefficient and the maximum and average residual stresses.
The relationship between the boundary lubricant film thickness and the cutting forces is shown in Figure 13. In this analysis, the air–oil mixture ratio of MQL is medium quantitatively. The results show that with the increases of the boundary lubricant film thickness, the cutting force decreases first and then increases. This is because when the lubricant film thickness increases, the lubricant effect of the cutting fluid is significant, and it will lead to the decrease of cutting forces. However, when the lubricant film thickness exceeds the maximum effective value, the effect on the cutting force is not significant any more. This explains why the cutting force in MQL machining is comparable or even lower than in flood cooling machining.
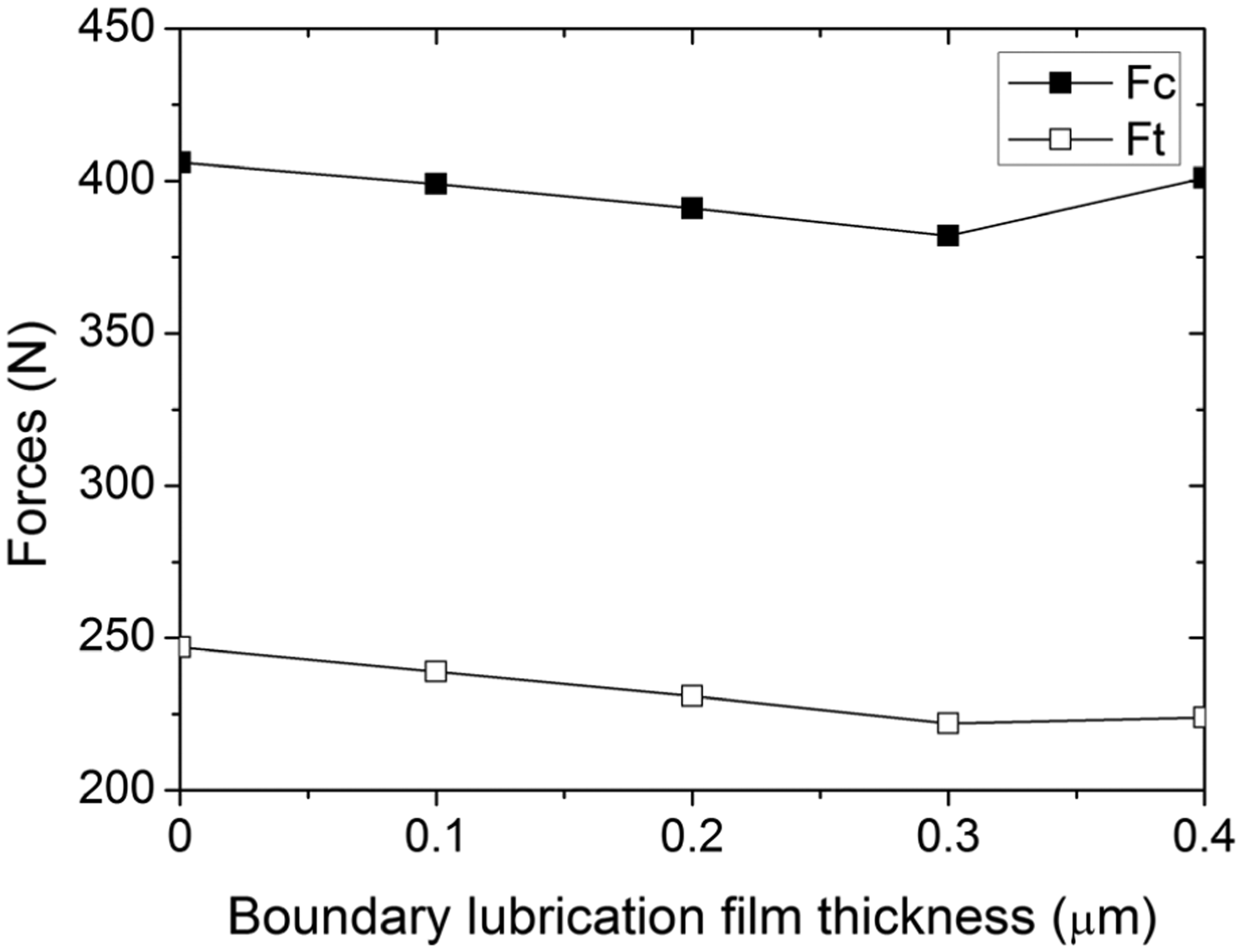
Relationship between cutting forces and boundary lubrication film thicknesses.
The relationship between the boundary lubrication film thickness and the average temperature at the shear plane and the tool–chip interface is shown in Figure 14. Results manifested that the average temperature at the shear plane decreases in magnitude with the increases of boundary lubrication film thickness. On the contrary, the average temperature at the tool–chip interface increases with the increases of the boundary lubrication film thickness.
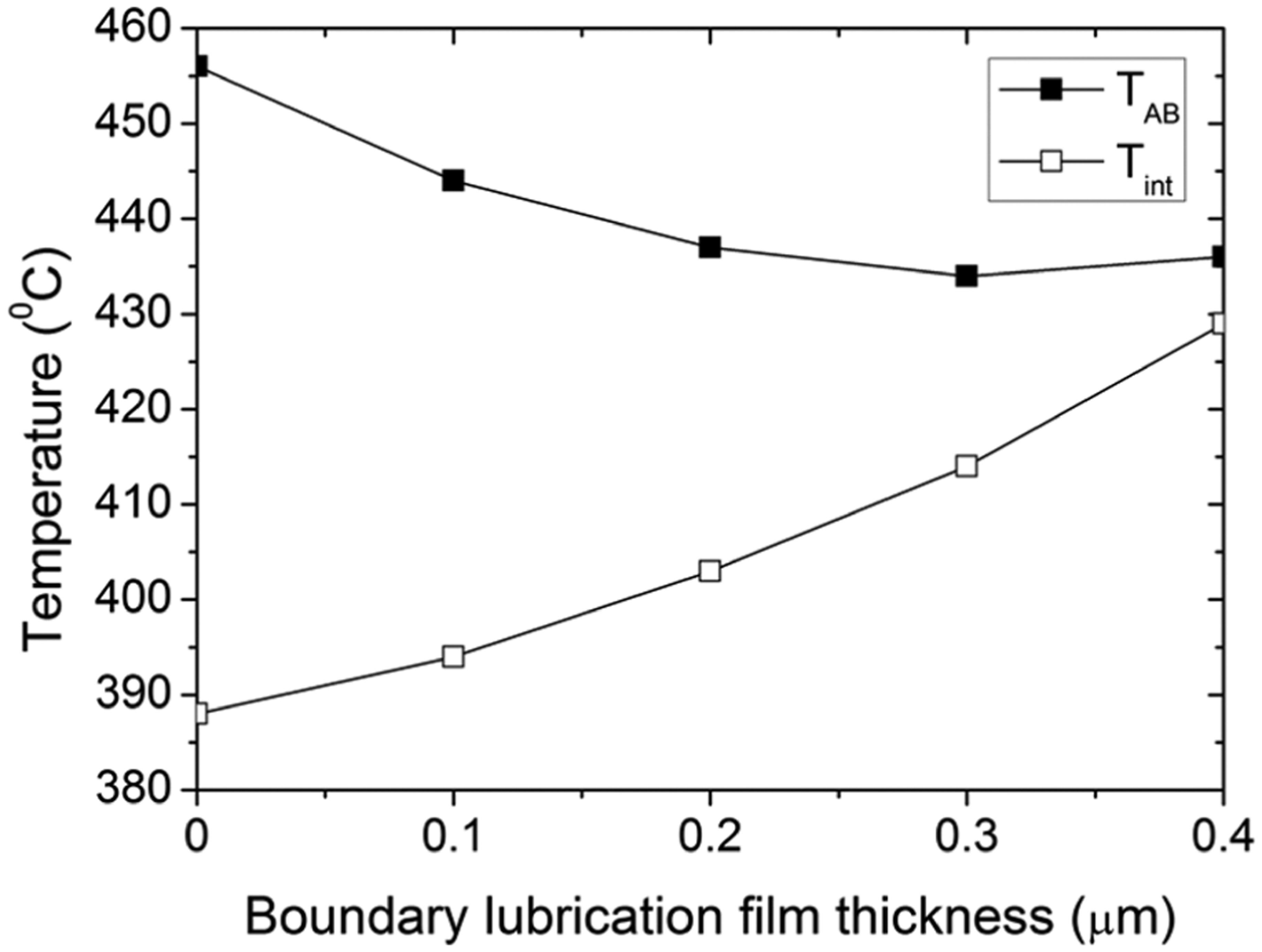
Relationship between the boundary lubrication film thickness and the average temperature at shear plane and tool–chip interface.
The relationship between the boundary lubrication film thickness and the maximum and average residual stresses is shown in Figure 15. Results show that the maximum and average residual stresses are not significantly influenced by the boundary lubrication film thickness for the values explored. This is because the boundary lubrication film thickness has slight influence on the cutting force, while the maximum and average residual stresses mainly depend on the mechanical load. Therefore, the impacts of boundary lubrication film thickness on the maximum residual stresses and the average residual stresses are minimal.
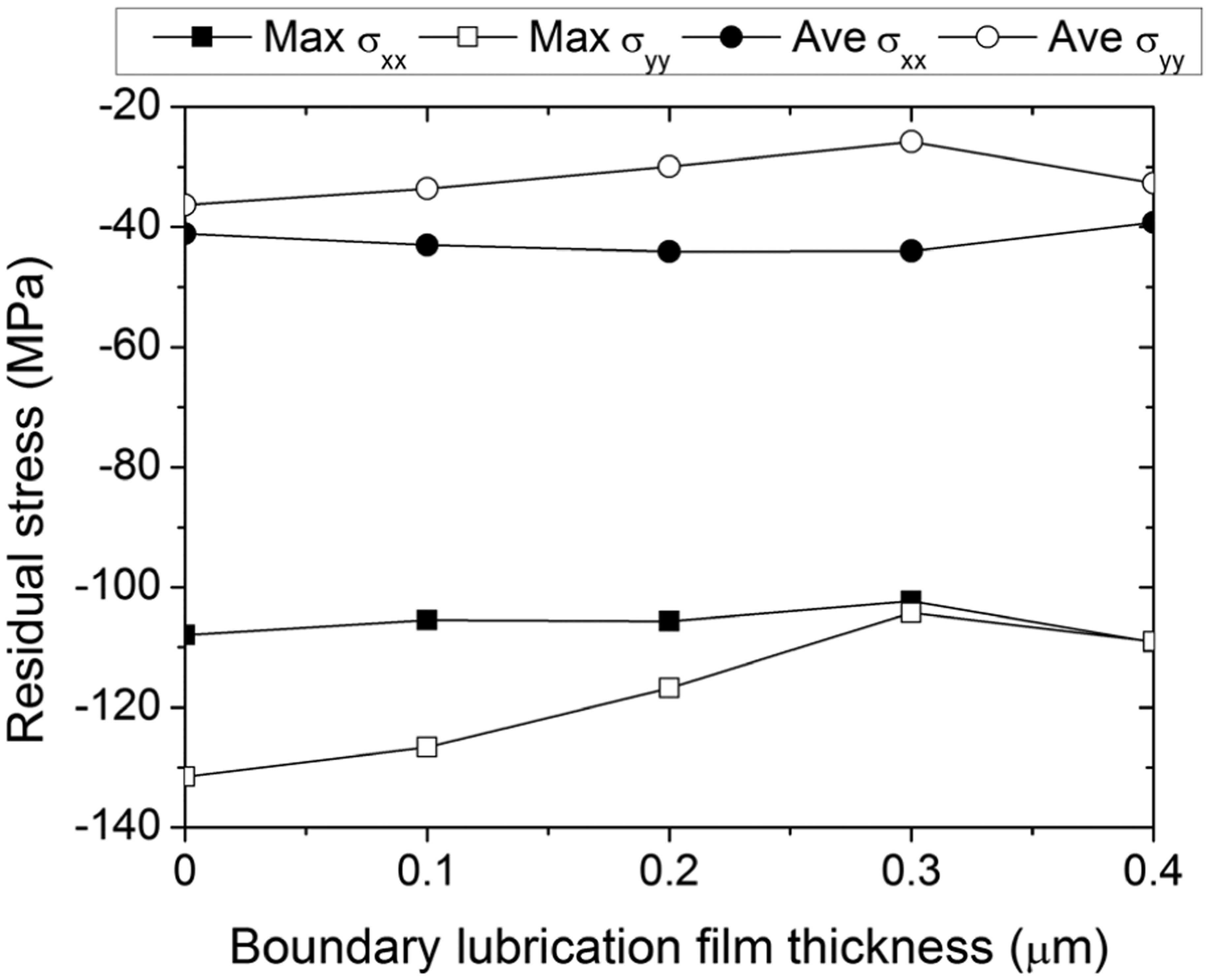
Relationship between the maximum and average residual stresses and boundary lubrication film thicknesses.
Comparing the results in Figure 12 with Figure 15, it shows that both the maximum and average residual stresses are more influenced by the heat transfer coefficient than by the boundary lubrication film thickness for the values explored. The result is consistent with the main effects analysis of residual stress. Therefore, we can control the machining-induced residual stress by adjusting the air–oil mixture ratio instead of the flow rate of oil.
Cutting parametric analysis
In this analysis, the boundary lubricant film thickness is 0.2 µm, and the air–oil mixture ratio of MQL is medium quantitatively. The tool rake angle is 7° and the tool edge radius is 30 µm.
The relationship between cutting forces and cutting speed is shown in Figure 16. In this analysis, the depth of cut is 0.1 mm, and the width of cut is 2 mm. The results show that the cutting forces decrease in magnitude for higher values of cutting speed. This is because when the cutting speed increases, the cutting temperature increases as well (as shown in Figure 17). The material properties of the workpiece will vary, which leads to the reduction of cutting force.
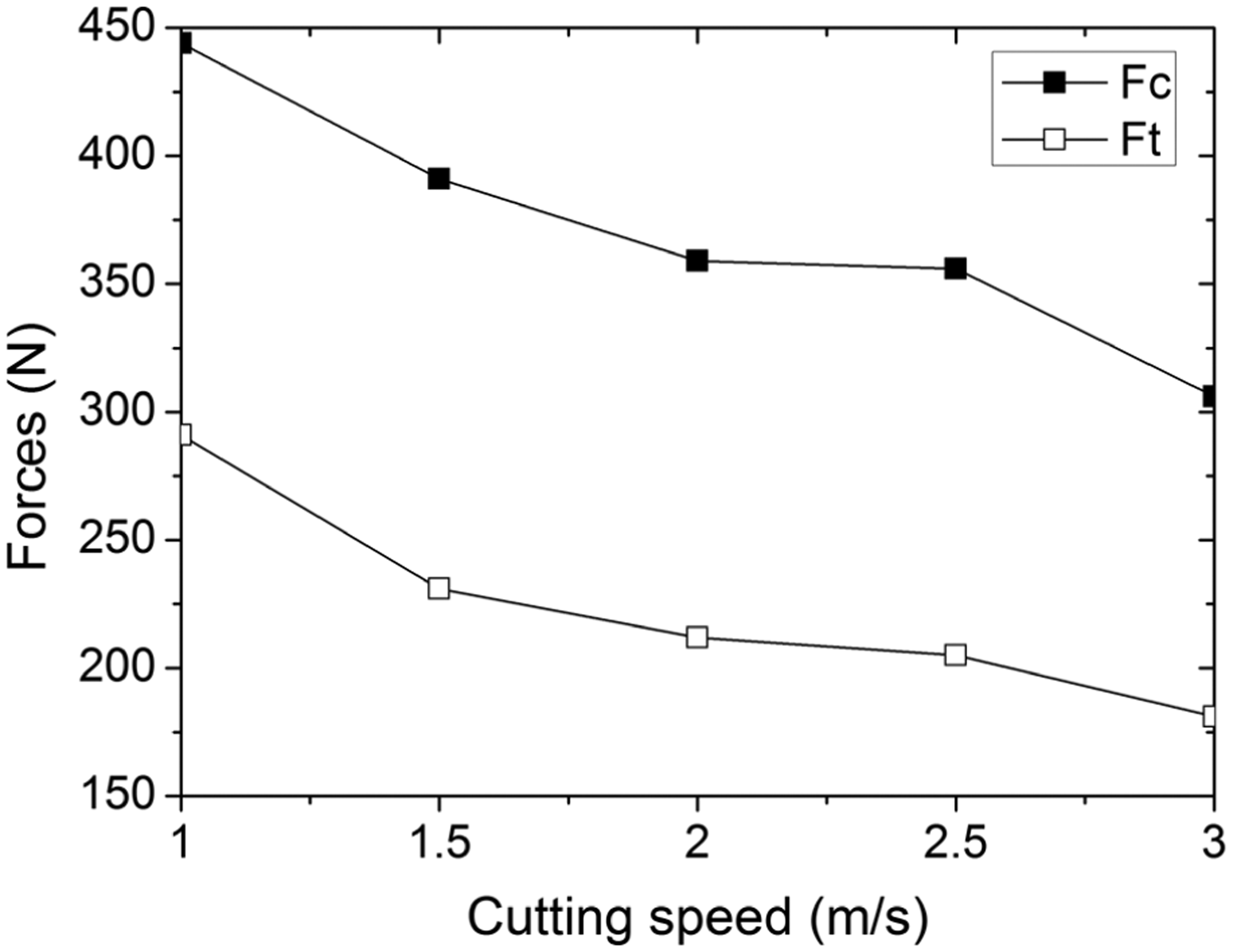
Relationship between cutting forces and cutting speed.
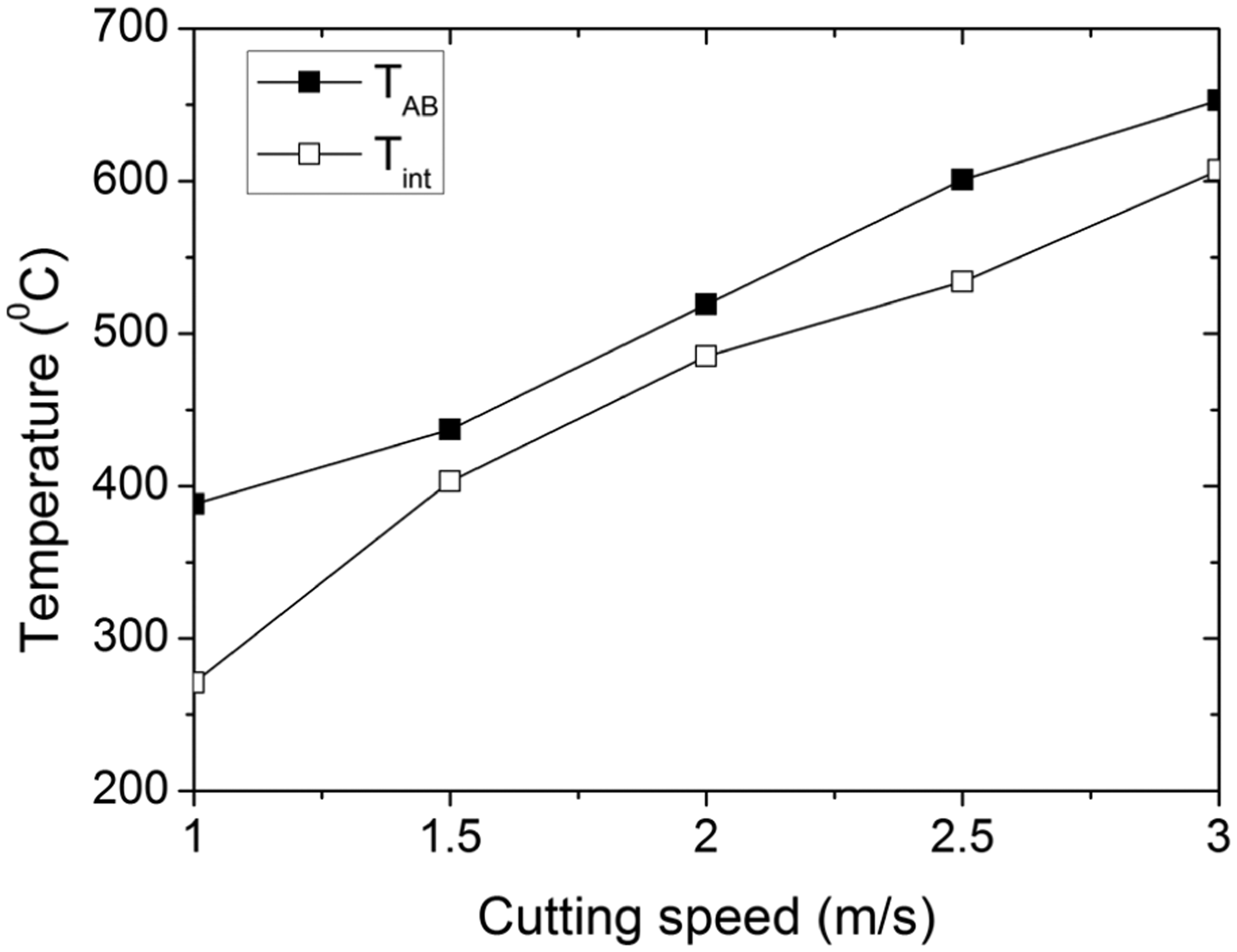
Relationship between the cutting speed and average temperature at shear plane and tool–chip interface.
The relationship between the cutting speed and the maximum and average residual stresses is shown in Figure 18. Results indicated that for both the maximum compressive residual stress and the average residual stress, they all decrease in magnitude with the increase of the cutting speed. Comparing the effects of cutting force and cutting temperature on the residual stress, it is found that the mechanical effect is dominant in machining when the cutting speed increases.
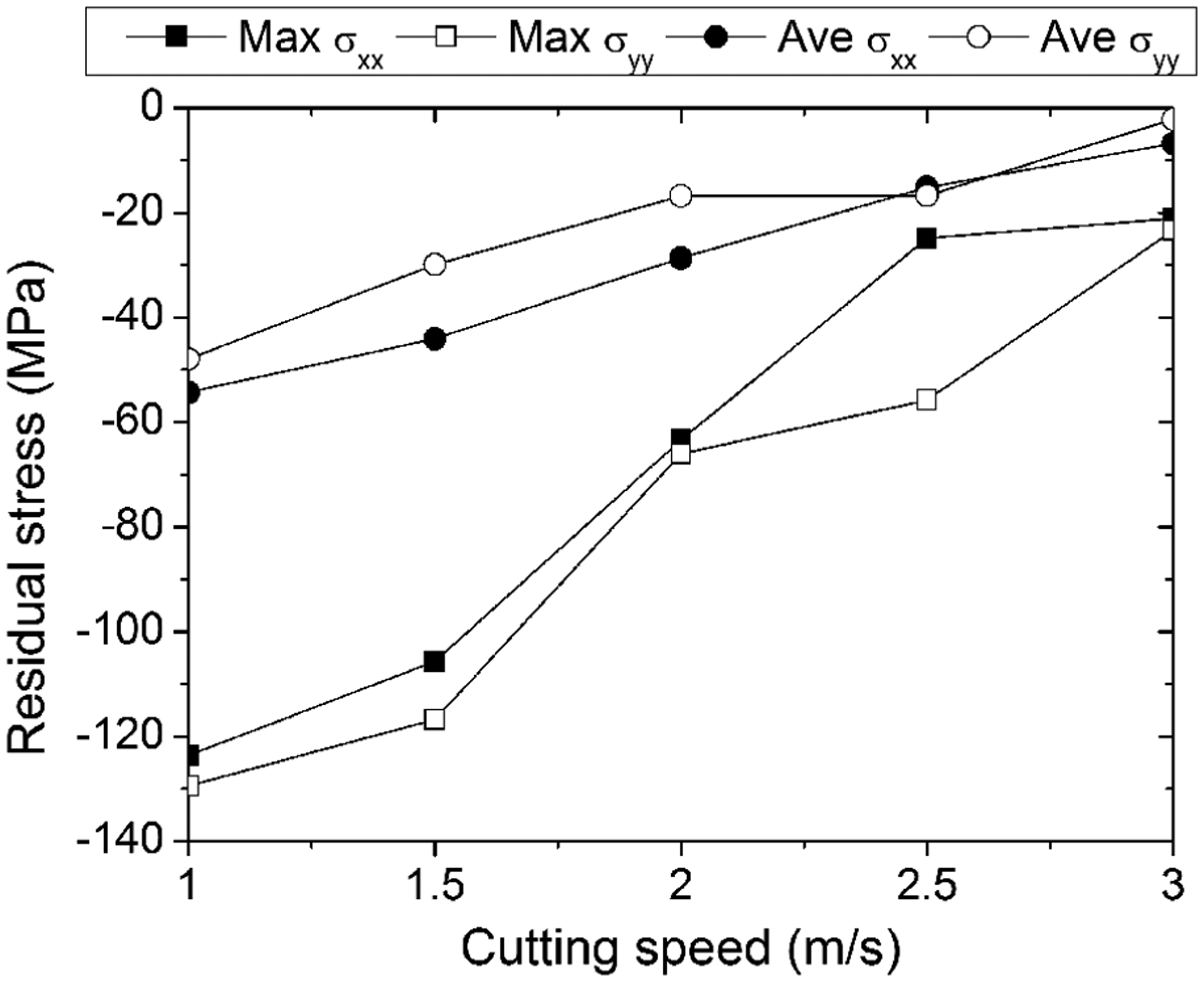
Relationship between the cutting speed and the maximum and average residual stresses.
The influences of the depth of cut on cutting force and cutting temperature are shown in Figures 19 and 20, respectively. In this analysis, the cutting speed is 1.5 m/s and the width of cut is 2 mm. Results show that the cutting force and cutting temperature increase in magnitude with the increase of depth of cut. This is because when the depth of cut increases, the cutting power increases as well. The cutting force increases and this will also bring the increase of the cutting temperature.
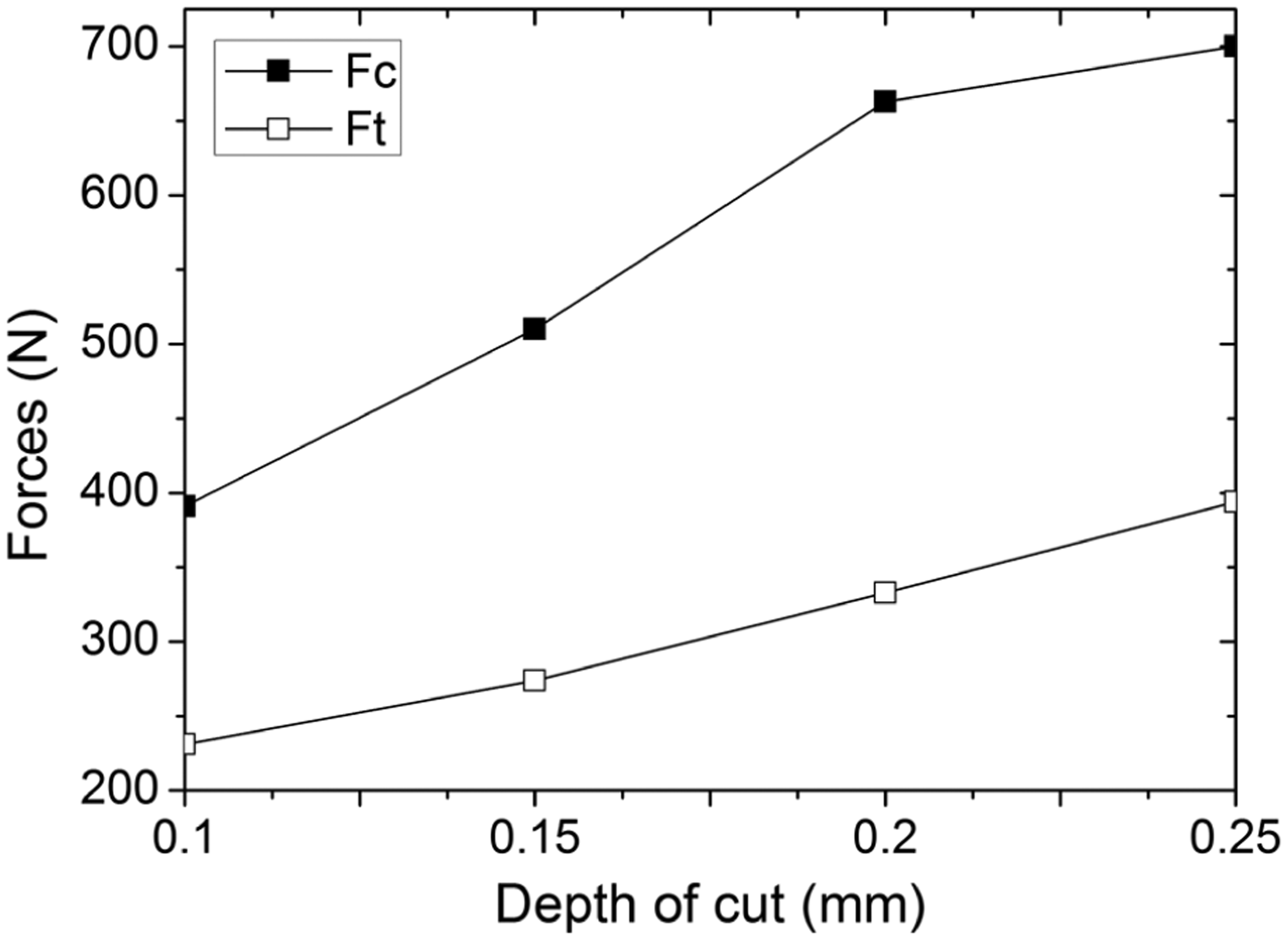
Relationship between the depth of cut and cutting force.
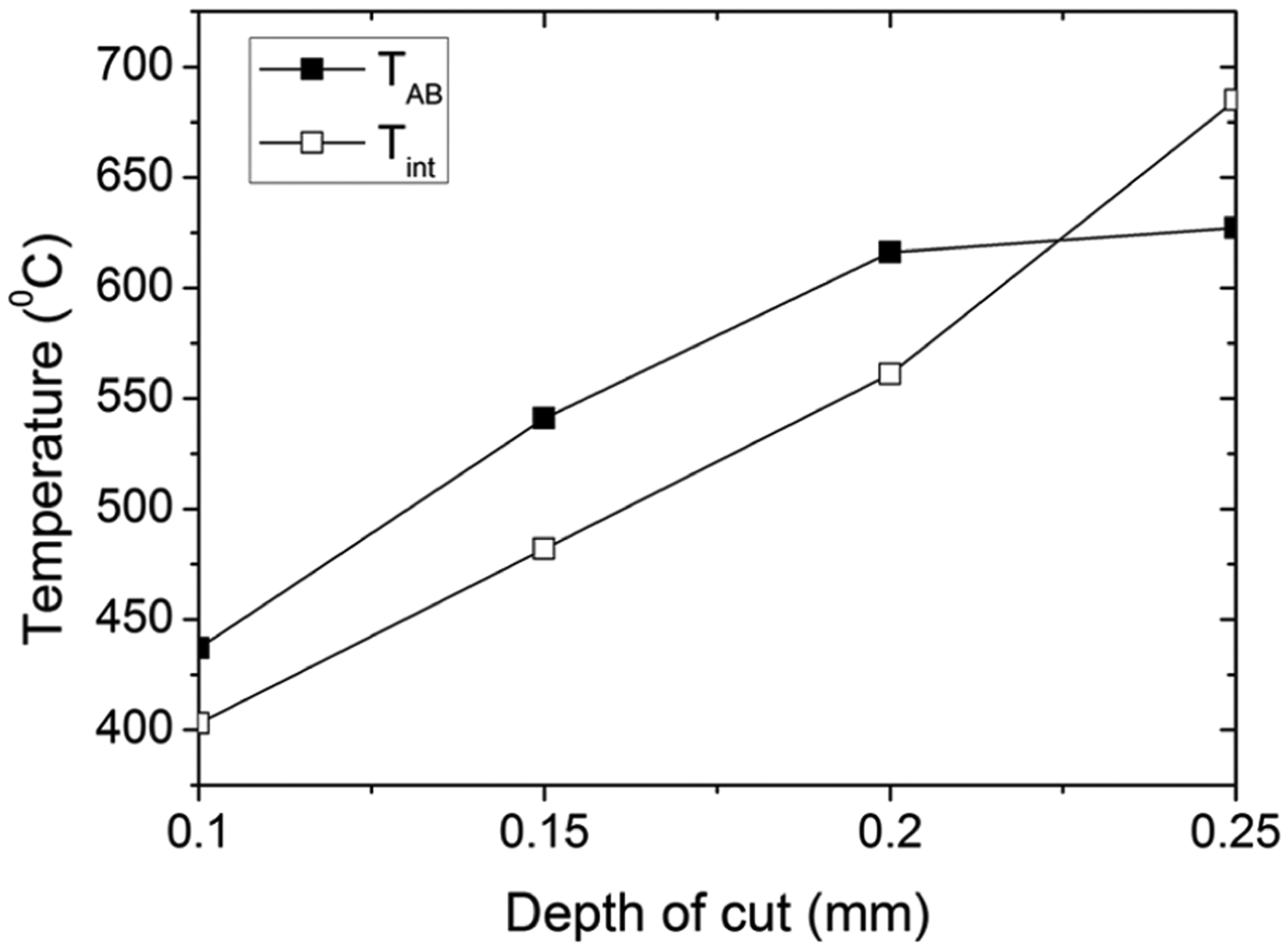
Relationship between the depth of cut and cutting temperature.
The relationship between the depth of cut and the maximum and average residual stresses is shown in Figure 21. Results showed that the maximum compressive residual stresses decrease first and then increase with the increase of depth of cut. The relationship between the average residual stress and the depth of cut is not clear. The gained results manifest that large maximum compressive residual stress is obtained under small depth of cut.
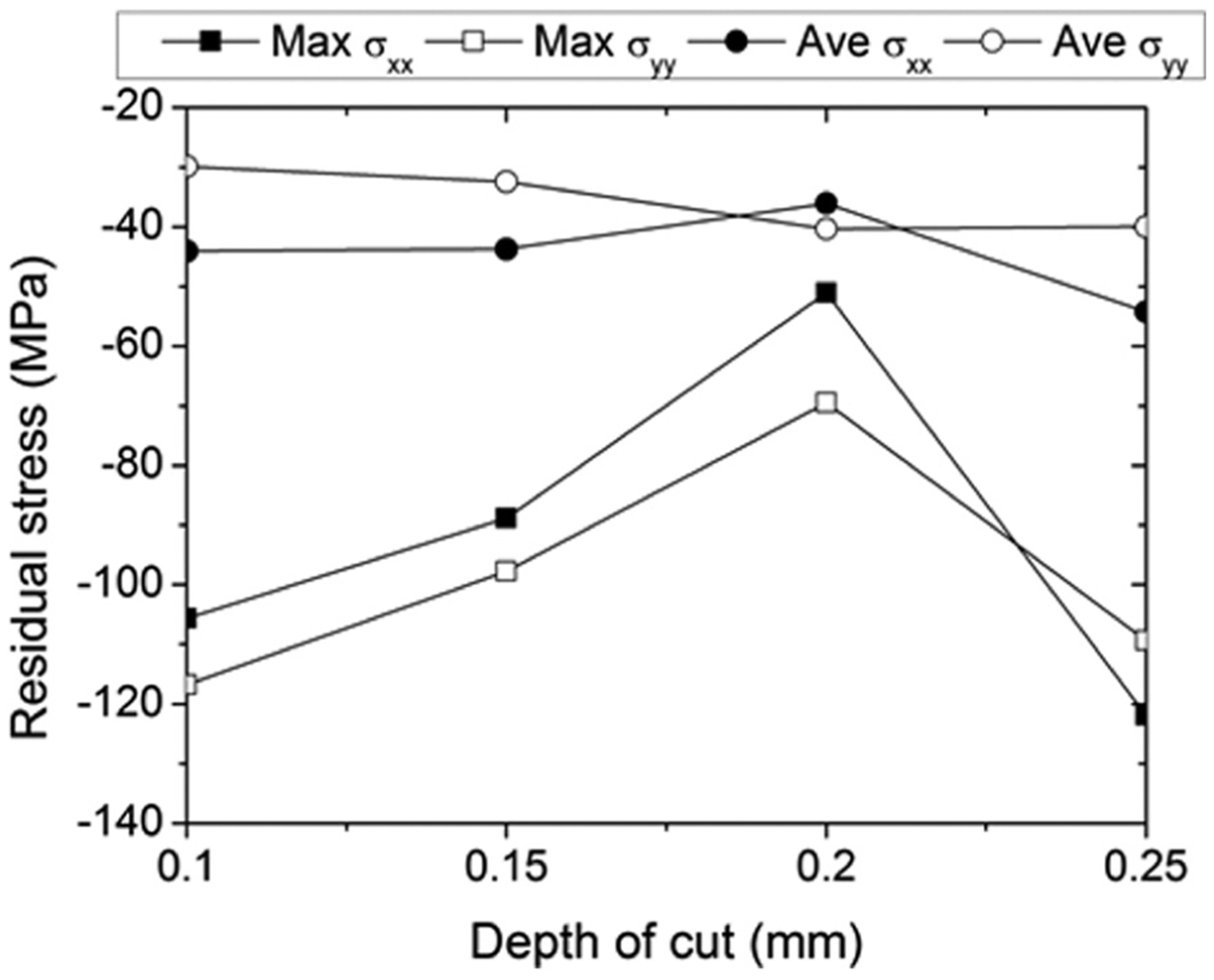
Relationship between the depth of cut and the maximum and average residual stresses.
The effects of the width of cut on cutting temperature and cutting force are shown in Figures 22 and 23, respectively. In this analysis, the cutting speed is 1.5 m/s and the depth of cut is 0.1 mm. Results show that the cutting temperature decreases with the increase of width of cut, while the cutting force increases with the increases of width of cut. This is because when the width of cut increases, the cutting area increases, and this leads to the increase of cutting force. The increase of the cutting force will also bring the increase of the cutting temperature. However, when the width of cut increases, the heat dissipation area also increases and it will lead to the decrease in the cutting temperature.
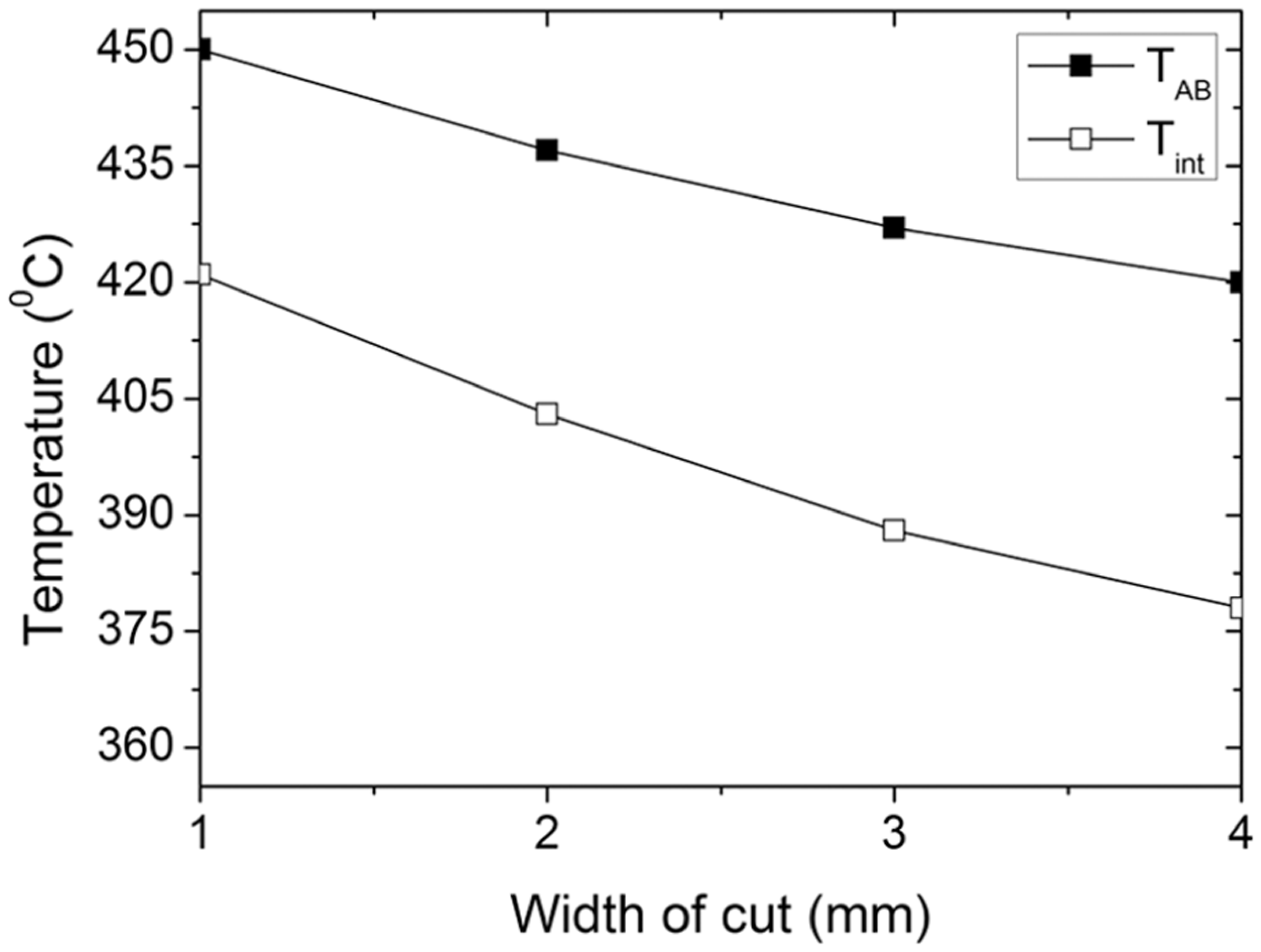
Relationship between the width of cut and cutting temperature.
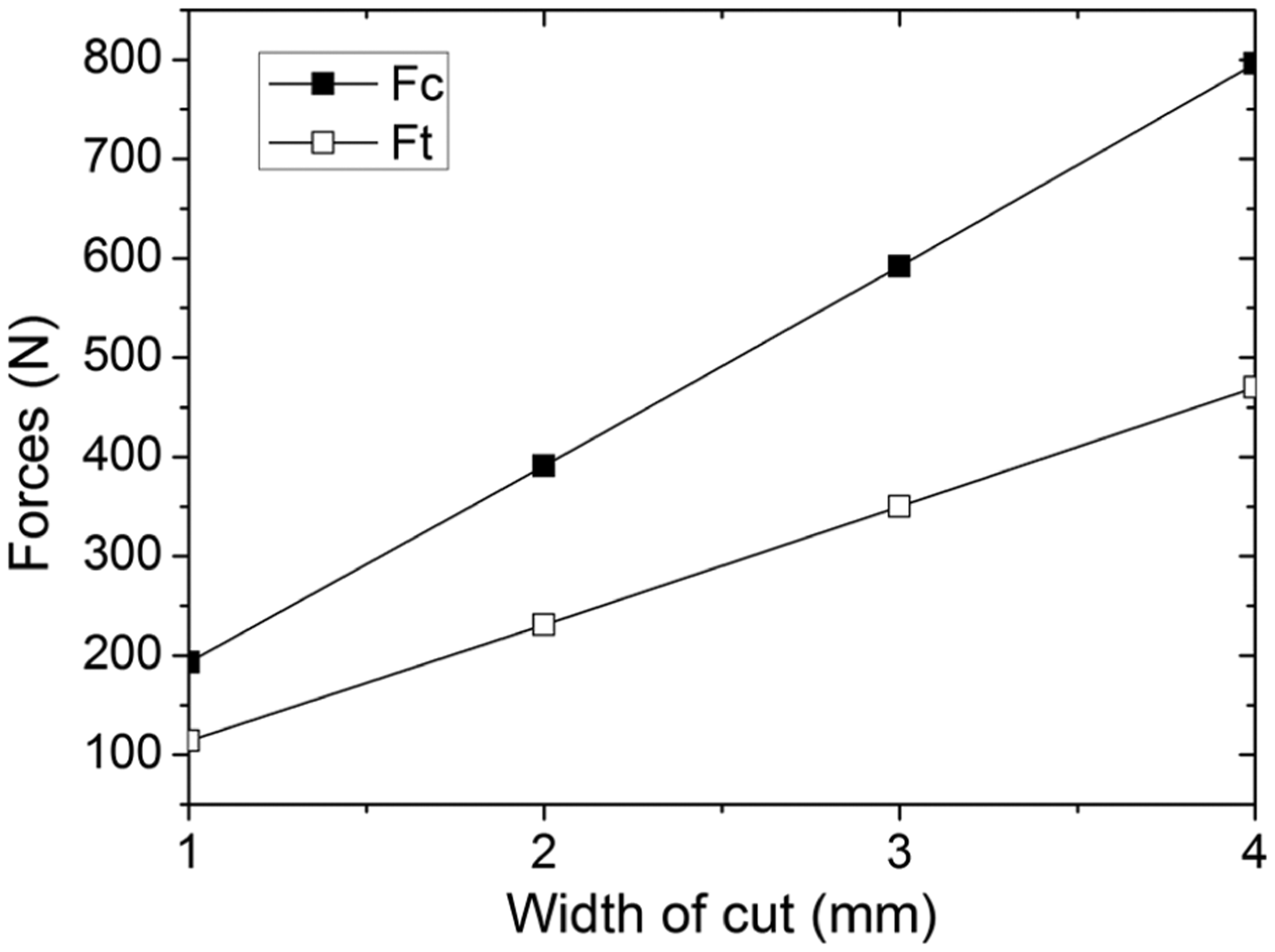
Relationship between the width of cut and cutting force.
The relationship between the width of cut and the maximum and average residual stresses is shown in Figure 24. Results show that the width of cut has a least influence on the maximum and average residual stresses. This is consistent with the results obtained from the main effect analysis of residual stress. From the cutting parametric analysis, large maximum compressive residual stress is obtained under low cutting speed and small depth of cut.
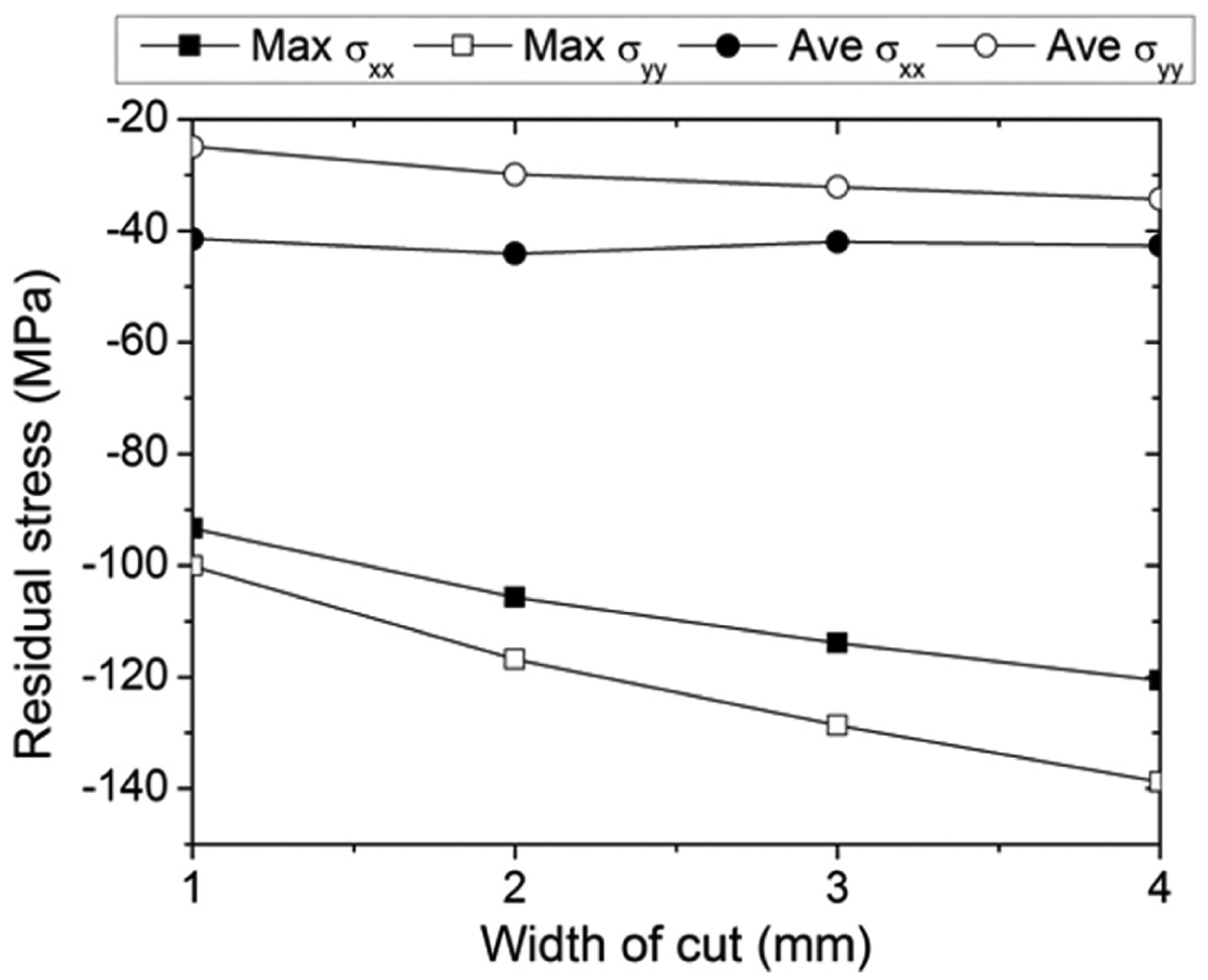
Relationship between the width of cut and the maximum and average residual stresses.
Tool parametric analysis
In this analysis, the cutting speed is 1.5 m/s, the depth of cut is 0.1 mm, and the width of cut is 2 mm. The boundary lubricant film thickness is 0.2 µm, and the air–oil mixture ratio of MQL is medium quantitatively.
The effects of the rake angle on cutting temperature and cutting force are shown in Figures 25 and 26, respectively. In this analysis, the tool edge radius is 30 µm. The results show that the larger cutting force and cutting temperature are obtained under a negative rake angle. This is because the extrusion deformation coefficient is larger under negative rake angle. Therefore, it will bring the large cutting force and generate the high cutting temperature under negative rake angle.
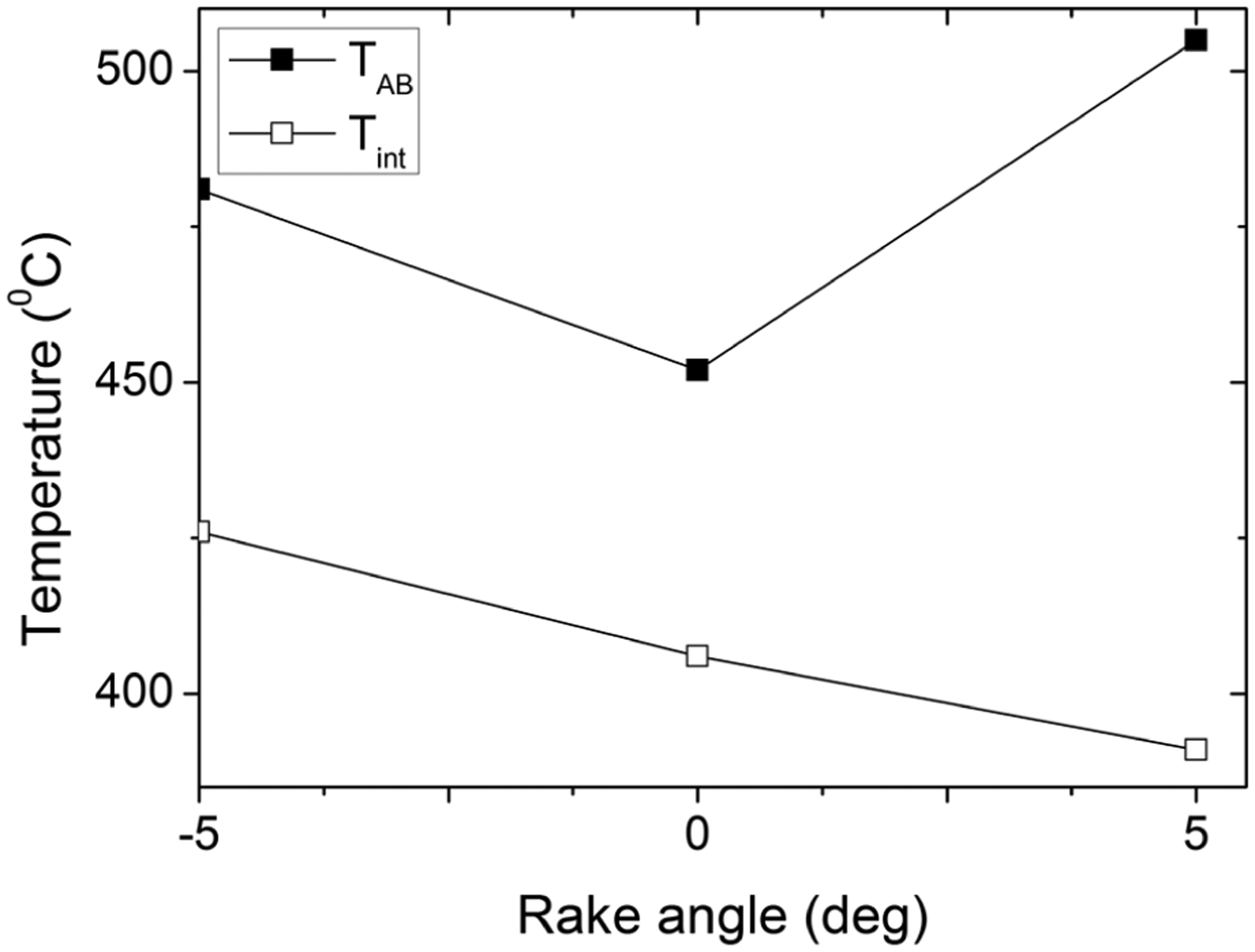
Relationship between the rake angle and cutting temperature.
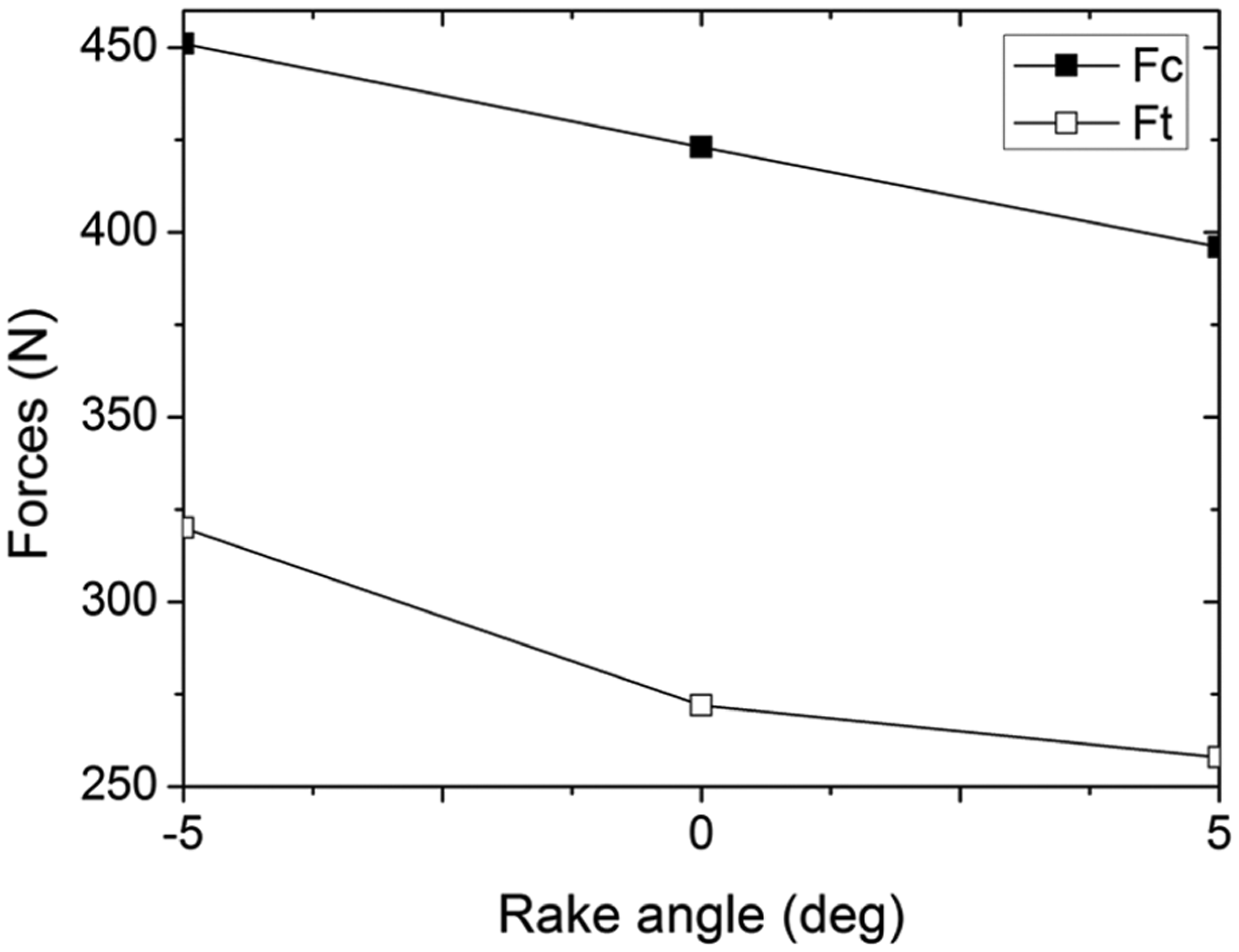
Relationship between the rake angle and cutting forces.
The relationship between the tool rake angle and the maximum and average residual stresses is shown in Figure 27. Results show that a larger maximum compressive residual stress is obtained when the tool rake angle is negative. This is because the negative rake angle produces a large cutting force and high cutting temperature. The relationship between the rake angle and the average residual stresses is not very clear.
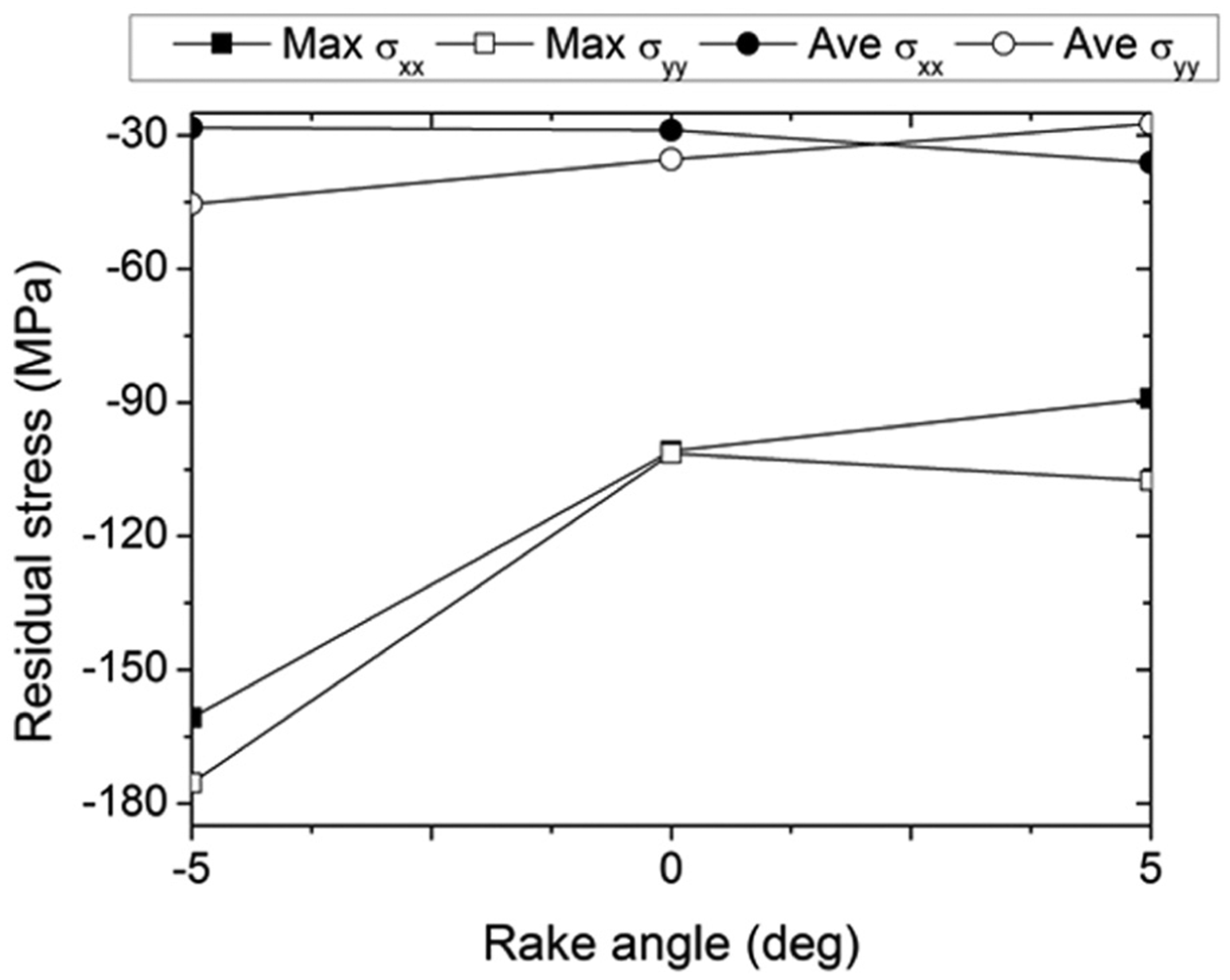
Relationship between the rake angle and the maximum and average residual stresses.
The effects of the tool edge radius on cutting temperature and cutting force are shown in Figures 28 and 29, respectively. In this analysis, the tool rake angle is 7°. Results show that for the range of values explored, the tool edge radius has the least influence on the cutting temperature. The cutting force has a slight increase with the increase of the tool edge radius. This is because increasing the tool edge radius tends to push the tool away from the workpiece resulting in larger cutting forces. Compared to the lubrication effect of MQL, the cooling effect is more dominate than the lubrication effect that is why the cutting edge radius has the least influence on the cutting temperature.
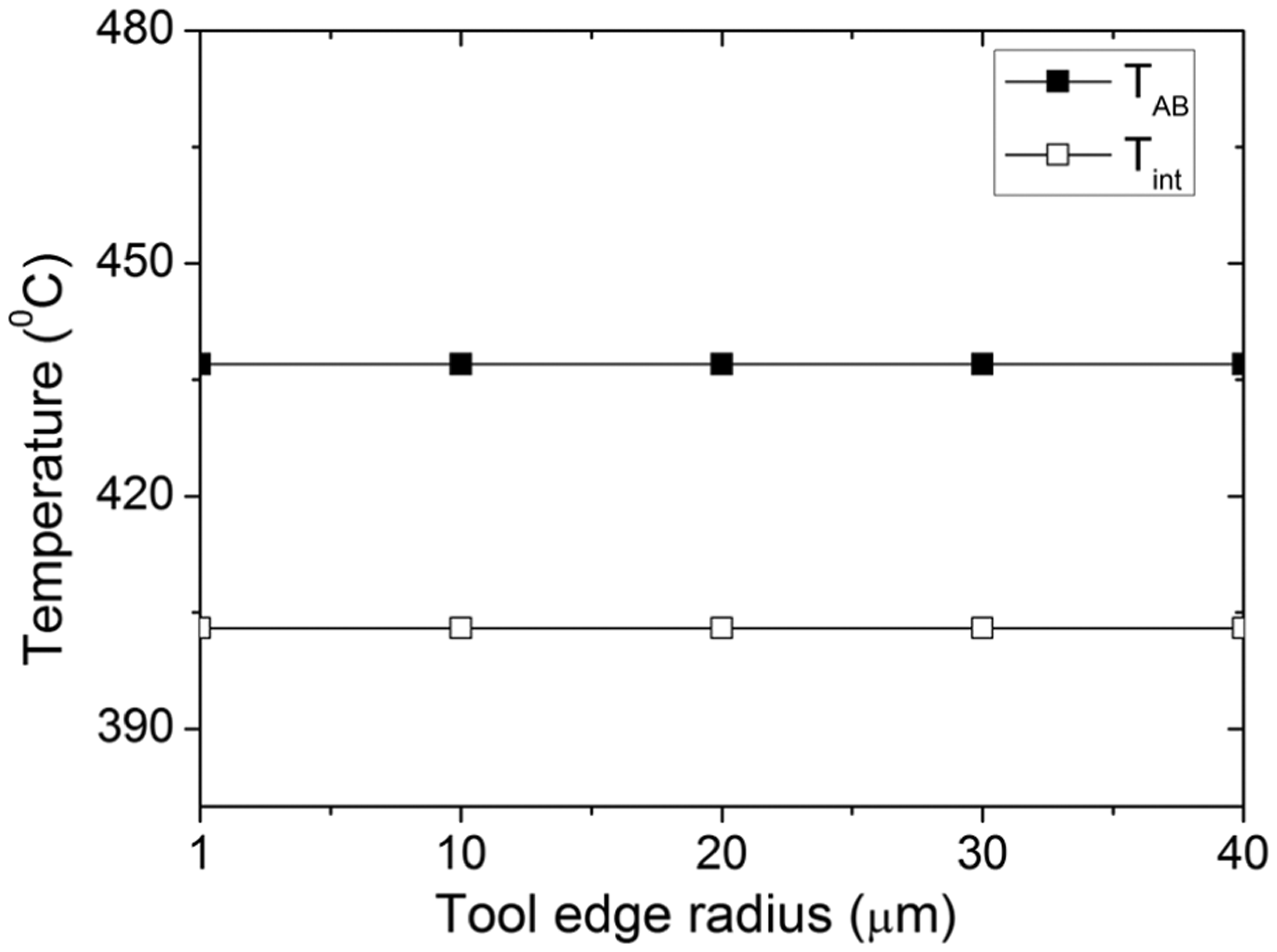
Relationship between the tool edge radius and cutting temperature.
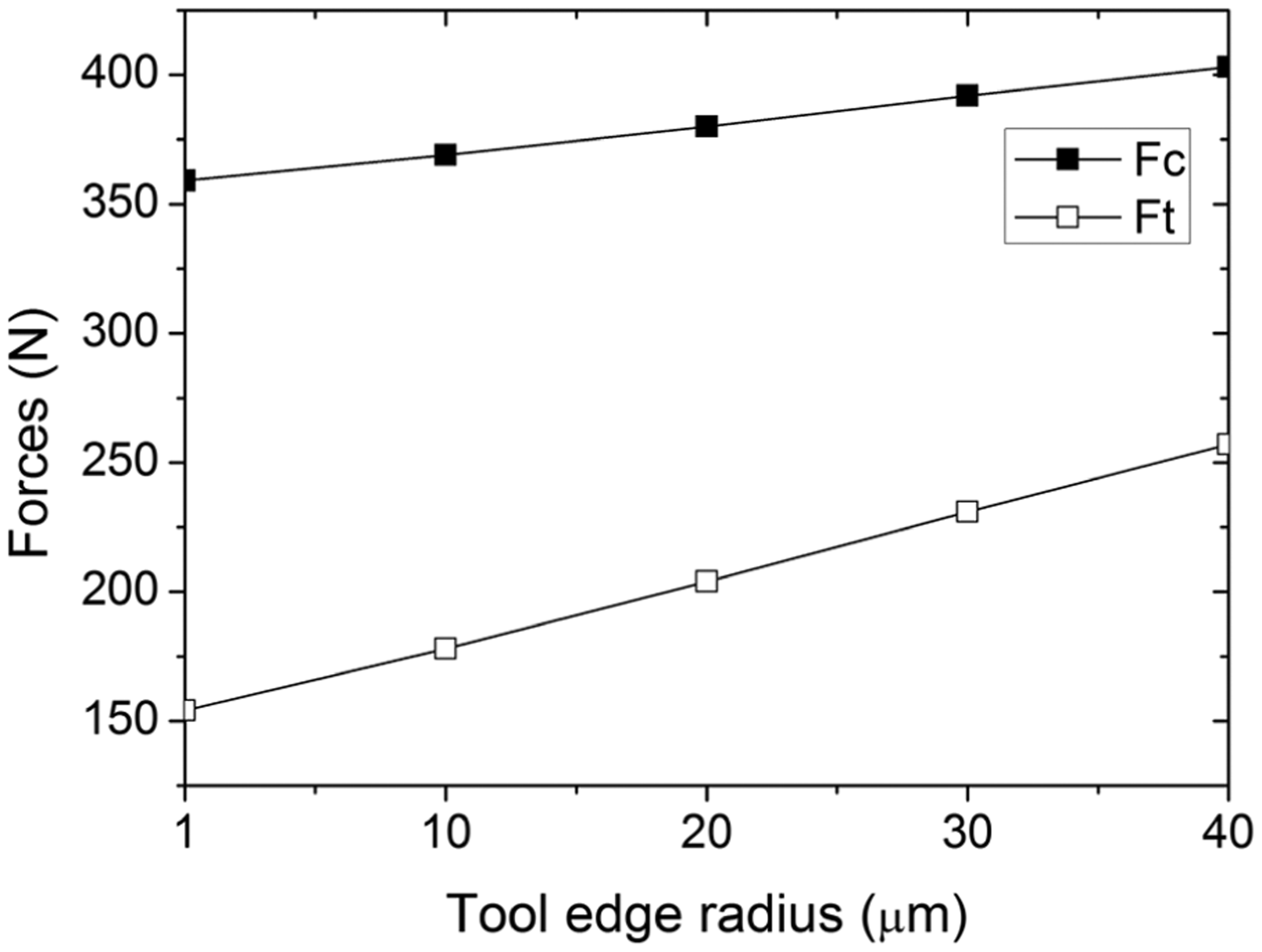
Relationship between the tool edge radius and cutting forces.
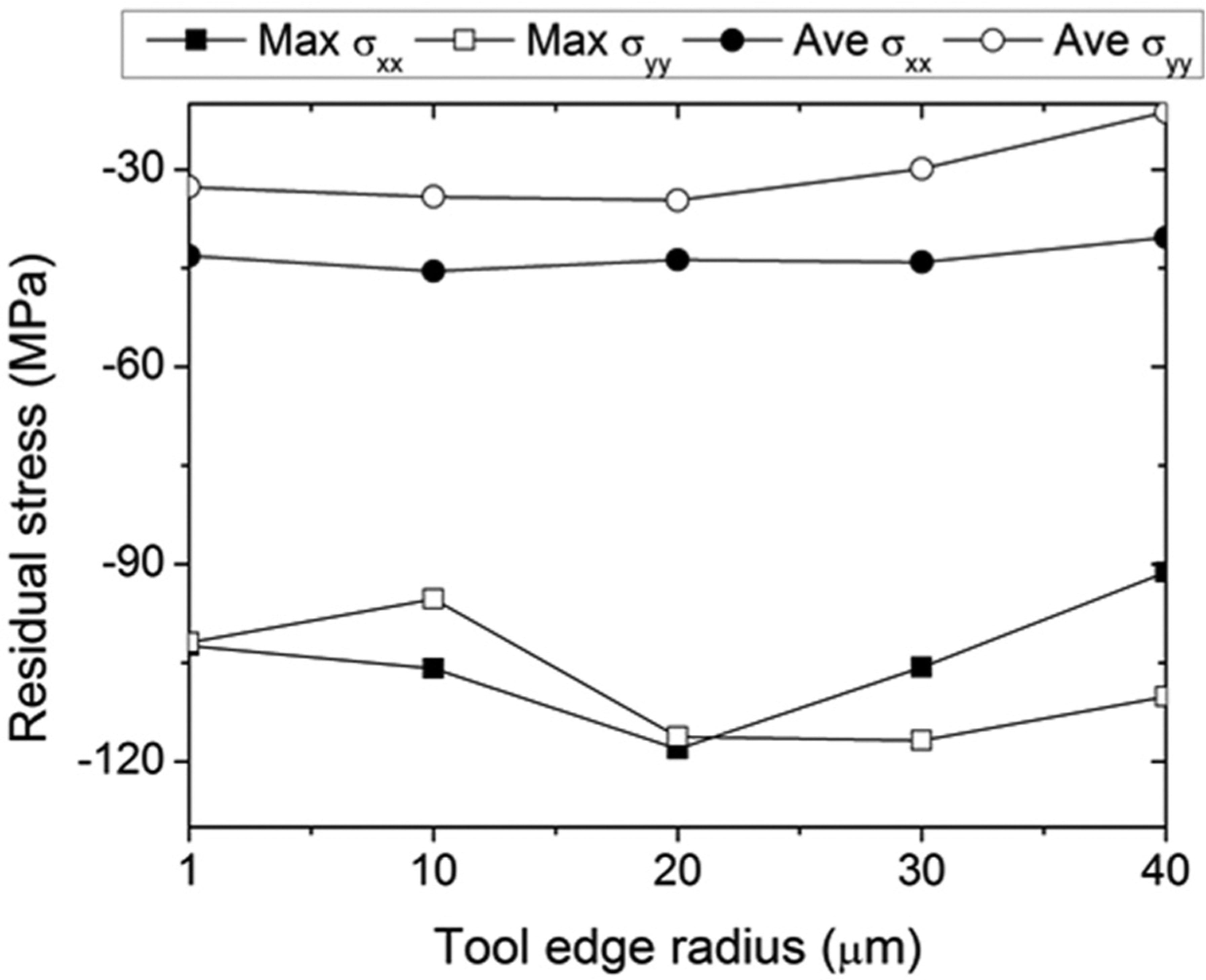
The relationship between the tool edge radius and the maximum and average residual stresses is shown in Figure 30. Results show that the tool edge radius has the least influence on both the maximum compressive residual stresses and average residual stresses. This is because the influences of tool edge radius on cutting temperature and cutting force are not significant, and the stresses produced by mechanical load and thermal load contribute the final residual stress in the machined workpiece.
Relationship between the tool edge radius and the maximum and average residual stresses.
Conclusion
This article presented a physics-based model for predicting the residual stress under MQL, which relates to the cutting parameters, tool geometry, material properties, and MQL parameters. Based on the verified prediction model, a sensitivity analysis of residual stress is studied to investigate how the residual stress varies with the cutting conditions.
The main effects of cutting performances are quantitatively analyzed through the CAM. The gained results manifested that for the explored ranges, the depth of cut and the heat transfer coefficient are the two most sensitive parameters for cutting force. The average strength relation of cutting force is 98.4% for the depth of cut and 97.3% for the heat transfer coefficient. The cutting speed and depth of cut are the two most sensitive parameters for cutting temperature. The average strength relation of cutting temperature is 99.1% for the cutting speed and 98.7% for the depth of cut. The heat transfer coefficient and the depth of cut are the most sensitive parameters for residual stress. For the maximum compressive residual stress, the average strength relation is 97.8% for the heat transfer coefficient and 91.9% for the depth of cut. For the average residual stress, the average strength relation is 96.8% for the heat transfer coefficient and 97.0% for the depth of cut. It is concluded that the maximum compressive residual stress and average residual stress mainly depend on the mechanical load produced during the machining process.
The parametric analysis reveals that the large maximum compressive residual stress is obtained under a lower flow rate of MQL, small depth of cut, and the proper air–oil mixture ratio. This research can support the control and optimization of residual stress in industrial engineering by strategically adjusting the application parameters of MQL.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial support from the Project Funded by China Postdoctoral Science Foundation (No. 2015M571456) and the Fundamental Research Funds for the Central Universities.