
Abstract
Electrical discharge machining is commonly used in manufacturing industry to make dies of complex cavities. This work investigates electric discharge machining of PH17-4 stainless steel when both graphite powder–mixed and surfactant-mixed dielectric fluid were used during electrical discharge machining. Taguchi method is used for conducting experiments with L9 orthogonal array by choosing electrical discharge machining process parameters, namely, peak current, surfactant concentration and graphite powder concentration. The process performance characteristics of electrical discharge machining such as material removal rate, surface roughness and tool wear rate are chosen for this study. The purpose of this work is to find significance of process parameters on performance characteristics and also get an optimal combination of these parameters using Taguchi-data envelopment analysis–based ranking multi-response optimization method.
Keywords
Introduction
The material removal in electrical discharge machining (EDM) is mostly through the conversion of electrical energy into thermal energy during a series of discrete electrical sparks taking place between the tool and the workpiece that are immersed inside a dielectric fluid and separated with a small gap. The removal of material from the workpiece by localized melting and even vaporization of material because of high-temperature spark which causes many defects, namely, micro-cracks, porosity, residual stress and white layer, are obtained on the machined surface. This is due to rapid high-temperature melting followed by rapid cooling during machining process. Furthermore, there is no physical contact between electrodes which minimizes mechanical stresses, chatter and vibration problem during machining that enable EDM process to machine brittle material. 1 Lin et al. 2 reported the application of Taguchi method with fuzzy logic for optimizing the EDM with multiple performance characteristics. The process parameters such as discharge current, pulse on time, duty factor, polarity, open discharge voltage and dielectric fluid are optimized considering multiple performance characteristics, namely, material removal rate (MRR) and tool wear rate (TWR). Chen and Mahdivian 3 developed a theoretical model to estimate the MRR and surface quality of the workpiece. Experiments with different values of discharge current, pulse on time and pulse off time are conducted to investigate their effects on MRR and surface roughness (SR). Further predicted values are in agreement with experimental results when compared. Wang et al. 4 discussed the development and application of a hybrid artificial neural network (ANN) and genetic algorithm (GA) methodology for modeling and optimization of EDM. Guu et al. 5 investigated the surface characteristics and machining damage caused by EDM of AISI D2 steel in terms of machining parameters. Experimental results indicate that white layer thickness and SR are proportional to the power input. Ozgedik and Cogun 6 studied the variations of geometrical tool wear characteristics and machining performance outputs such as MRR, TWR and SR for various peak currents, dielectric flushing methods and pulse on times. Kansal et al. 7 proposed the parametric optimization of powder-mixed electrical discharge machining (PMEDM) through Taguchi method and utility concept. The process parameters such as discharge current, pulse on time, duty cycle and silicon powder added into dielectric fluid are optimized considering multiple performance characteristics, namely, MRR, SR and TWR. Khan 8 evaluated the electrode wear along the cross section of an electrode compared to that along its length during EDM of Al, mild steel using copper and brass electrodes. Mahdavinejad 9 presented the optimization and control of EDM process using the neural model predictive control method. Krishna Mohana Rao et al. 10 optimized the MRR of die sinking EDM using neural networks and GA. Experiments are carried out on Ti6Al4V, HE15, 15CDV6 and M-250 by varying peak current and voltage. Beri et al. 11 correlated the usefulness of electrodes made through powder metallurgy method in comparison with copper electrode during EDM. Taguchi methodology is used to identify the effect of input parameters such as current,dutycycle and flushing pressure on responses, namely, MRR and SR. Lin et al. 12 investigated machining performance of conductive ceramics (Al2O3+ 30 vol% TiC) by EDM using Taguchi method. The input parameters such as polarity, peak current, auxiliary current with high voltage, pulse duration, no load voltage and servo reference are chosen to explore the effects on MRR, TWR and SR. Lajis et al. 13 discussed the feasibility of machining tungsten carbide ceramics by EDM with a graphite electrode and obtained optimal combination of process parameters using Taguchi method. Kao et al. 14 using Taguchi method and gray relational analysis reported the parameter optimization of the EDM process to Ti6A14V alloy considering multiple performance characteristics. Jung and Kwon 15 have proposed the optimization of EDM process for multiple performance characteristics using Taguchi method and gray relational analysis method. Rajesh and Dev Anand 16 reported the optimization of EDM process using response surface methodology (RSM) and GA. Multiple regression model and modified GA model are developed to determine optimal machining parameters. Current, voltage, flow rate, pulse on time and pulse off time gap were considered as machining parameters and MRR and SR were chosen as responses. Padhee et al. 17 reported multi-objective parametric optimization of PMEDM of EN31 steel using RSM and non-dominated sorting GA. Concentrations of silicon powder in dielectric fluid, peak current, pulse on time and duty cycle are taken as input parameters to analyze MRR and SR. Naveen et al. 18 reported the influence of process parameters such as peak current, pulse on time and pulse off time on MRR and SR during EDM of PH17-4 stainless steel. It is observed from the results that peak current and pulse off time have significant effect on SR, whereas peak current, pulse on time and pulse off time are significant variables for MRR. Etemadi et al. 19 reported that spline actuators made of investment cast PH17-4 stainless steel were found to contain micro-cracks. The recast layer produced by the EDM remained after machining, and the cracks and surface irregularities present in this layer provide sites for crack initiation and growth, which ultimately caused rejection of parts. Shahali et al. 20 reported that effects of machining parameters such as the power, time-off, voltage and servo and number of finish passes on the surface integrity (i.e. the SR and maximum thickness of white layer) during wire-EDM of DIN 1.4542 stainless steel are investigated by using analysis of variance and regression analysis. Then, the optimization of machining parameters was carried out using a signal-to-noise ratio and micro-GA methods. Precipitation hardening stainless steel PH17-4 having high strength and high corrosive resistance of reasonable cost would maintain substantial strength up to reasonably elevated temperature. This steel is hardened through precipitation hardening process. This steel is extensively used in marine, aerospace, chemical, petrochemical, food processing, paper and general metal work industries.
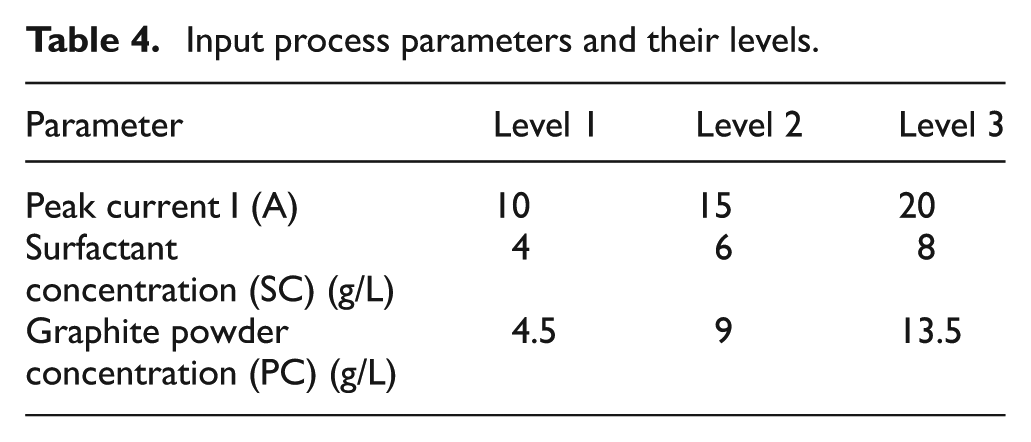
From the literature survey, it is observed that no extensive work has been carried out so far in the field of multi-objective optimization of EDM of precipitation hardening stainless steel PH17-4 using data envelopment analysis–based ranking (DEAR) method with Taguchi method. Furthermore, limited literature is available on the effect of adding surfactant and graphite powder to the dielectric during EDM of PH17-4 stainless steel as a work material. Based on the literature survey and our preliminary investigations, peak current I (A), surfactant concentration (SC) (g/L) and graphite powder concentration (PC) (g/L) are chosen as input parameters during EDM of PH17-4 stainless steel. The aim of this work is to identify the significant effect of the above chosen input parameters on EDM characteristics such as MRR, SR and TWR and also to find the optimal parametric setting to maximize MRR and to minimize the SR and TWR using Taguchi-DEAR multi-response optimization method.
Experimental setup, procedure and equipment
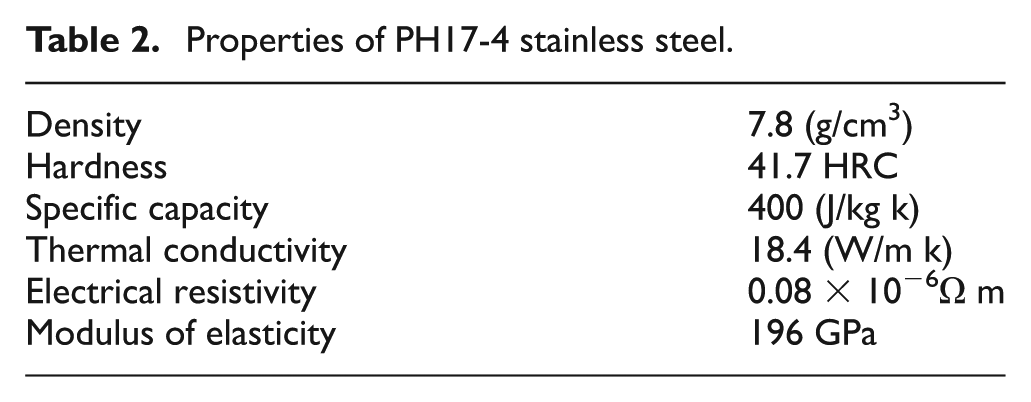
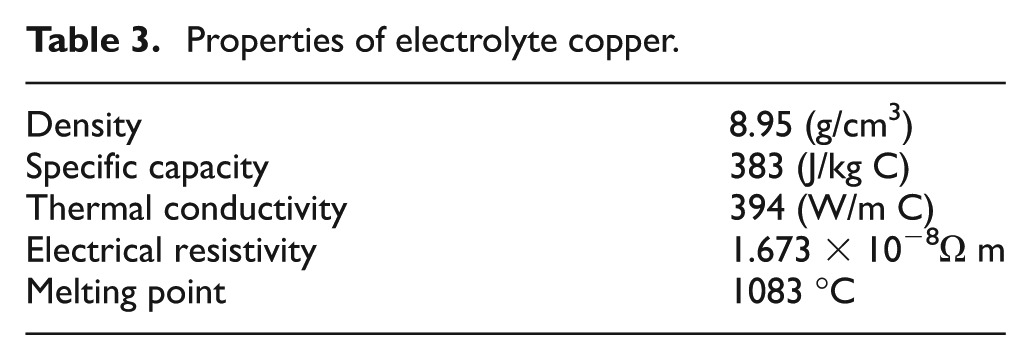
The work material PH17-4 stainless steel is chosen for conducting experiments with the dimensions of 80 × 30 × 6 mm. The chemical composition of the PH17-4 stainless steel is shown in Table 1. The properties of PH17-4 steel are presented in Table 2. The electrolyte copper rod of diameter 14 mm and length 70 mm is selected as tool material, and its properties are presented in Table 3. The graphite powder (particle size 20–30 µm) is chosen to add into the dielectric fluid with surfactant (Span 20). The addition of conductive powder particles into the dielectric fluid causes a decrease in gap voltage and insulating strength of dielectric fluid due to bridging effect during machining. The easy short circuit takes place, which causes early explosion in the gap resulting in series discharge under the electrode area. Faster sparking within a discharge occurs due to increase in frequency of discharge which causes faster erosion from the work surface. Simultaneously, the added powder enlarges and widens the plasma channel causing a decrease in electric density that makes uniform distribution of sparking among powder particles, which results in even and more uniform distribution of discharge causing uniform erosion and results in the formation of shallow craters on the work surface that improve surface finish. 7 Owing to higher thermal conductivity, low electrical resistivity and high melting point, the graphite powder (particle size 20–30 µm) is chosen to add into the dielectric fluid. Considering safety and pollution issues, the surfactant with least irritation non-ionic Span 20 is chosen to add into the dielectric for all the experiments and also due to the reason that the conductivity of dielectric fluid increases with its concentration due to high value of hydrophilic–lipophilic balance (HLB). 21 Furthermore, the addition of surfactant into the dielectric causes the hydrophilic head group to be absorbed on the surface of graphite powder, debris and carbon dregs, and hydrophobic tail would extend to the dielectric fluid. Thus, steric barriers are produced to retard the agglomeration of graphite powder, debris and carbon dregs cause dispersion effect is achieved that makes stable machining. 22 No further work is found on the study of influence of process parameters such as peak current, SC and graphite PC on performance characteristics, namely, MRR, TWR and SR during EDM of PH17-4 stainless steel. Therefore, peak current, SC and graphite PC are chosen as process parameters for this work. The ranges of the above process parameters are chosen based on the results from pilot experiments that are conducted by varying peak current in the range of 5–25 A, SC in the range of 1–12 g/L and graphite PC in the range of 1–20 g/L. Significant variation in performance characteristics such as MRR, TWR and SR is observed when peak current varies from 10 to 20 A, SC varies from 4 to 8 g/L and graphite PC varies from 4.5 to 13.5 g/L. All the experiments are conducted on die sinking EDM machine of Formatics 50 model which is equipped with Electronica PRS 20 controller and modified working fluid circulating system designed for experimentation. Modified experimental setup is shown in Figure 1. The design of experiment (DOE) chosen for this study is a Taguchi L9 orthogonal array (OA), and each experimental run is repeated thrice. The experiments are planned based on Taguchi parametric design approach. In this work, three parameters and three levels for each parameter are chosen. No interactional effects betweenthe chosen parameters from the results of pilot experiments are observed. Hence, for this combination, L9 OA is chosen from proposed Taguchi OA for experimentation, and this reduces the number of experiments and cost of experimentation. The chosen process parameters and the corresponding levels for this study are presented in Table 4. The experimental layout is presented in Table 5. The chosen experimental conditions are presented in Table 6. A digital weighing balance (Citizen) having a capacity of up to 300 g with a resolution of 0.1 mg is used for weighing both the workpiece and the tool before and after machining. Then, the MRR and the TWR are calculated with weight loss method. SR values of the machined surfaces are measured using Talysurf SR tester with sampling length of 0.8 mm. In this work, the responses chosen for multi-response optimization of EDM are MRR, SR and TWR. Furthermore, MRR has been chosen as the larger-the-better responses, while SR and TWR are selected as the smaller-the-better responses.
Chemical composition of PH17-4 stainless steel.

Properties of PH17-4 stainless steel.
Properties of electrolyte copper.
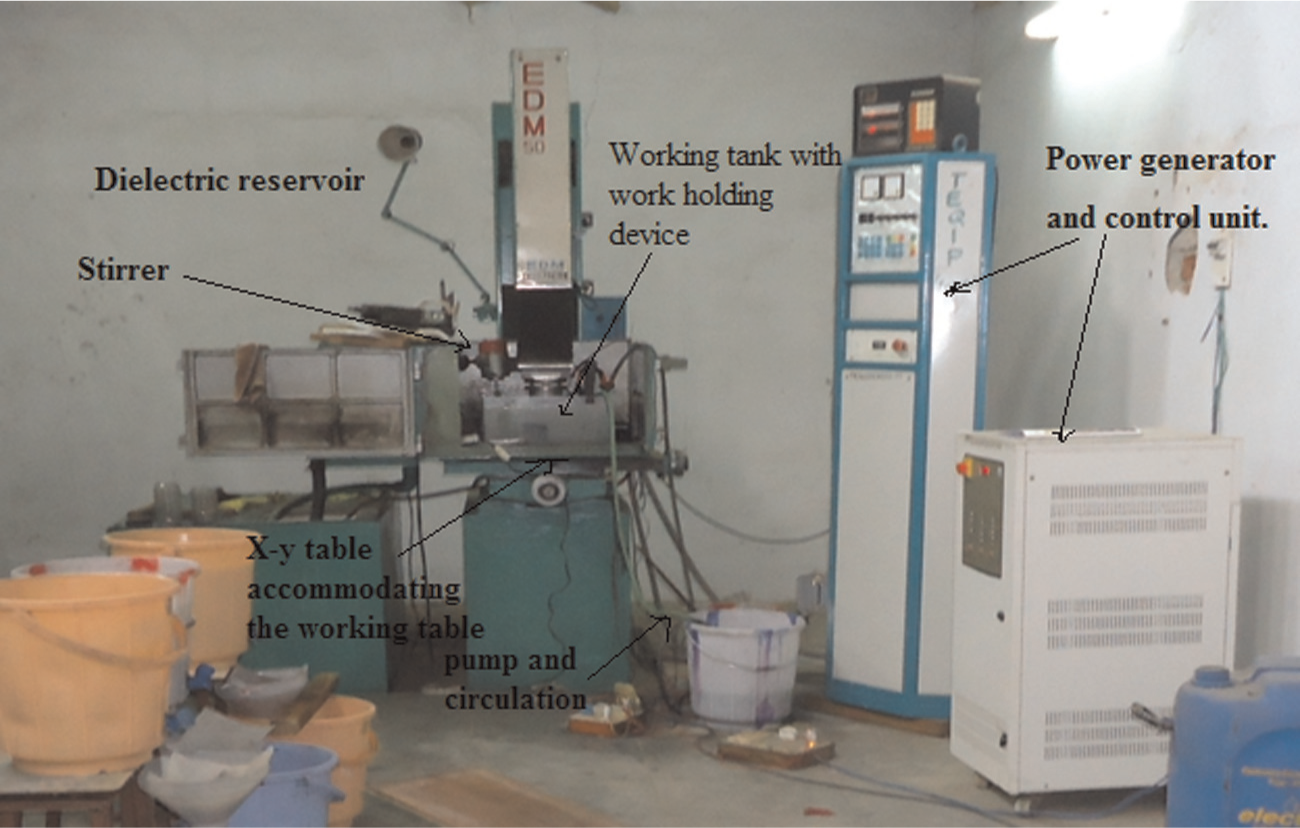
Modified experimental setup.
Input process parameters and their levels.
Experimental layout (L9 OA).
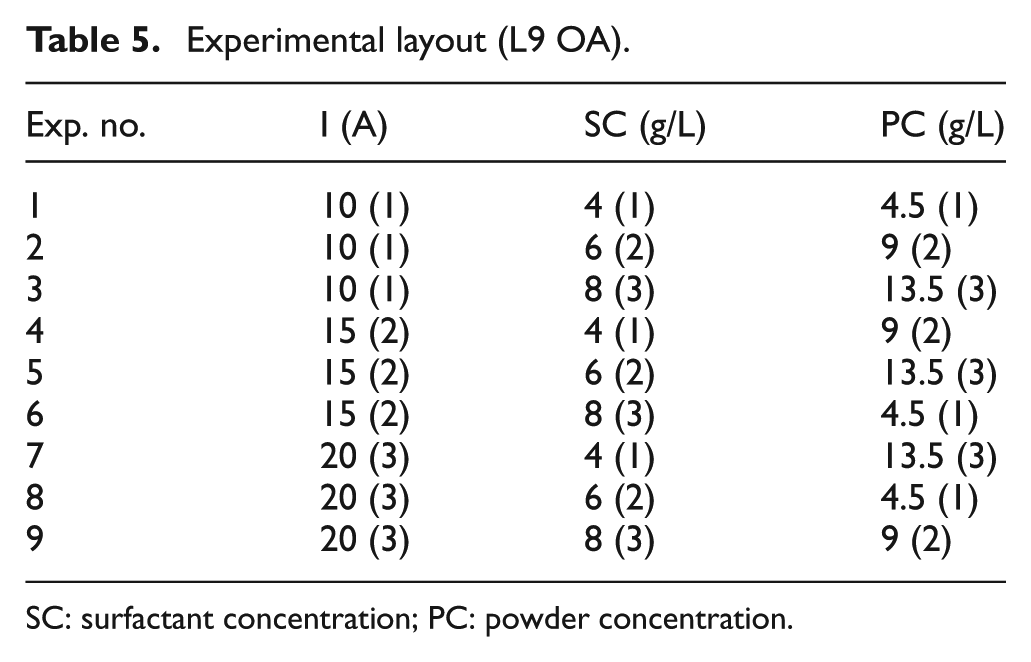
SC: surfactant concentration; PC: powder concentration.
Experimental conditions.
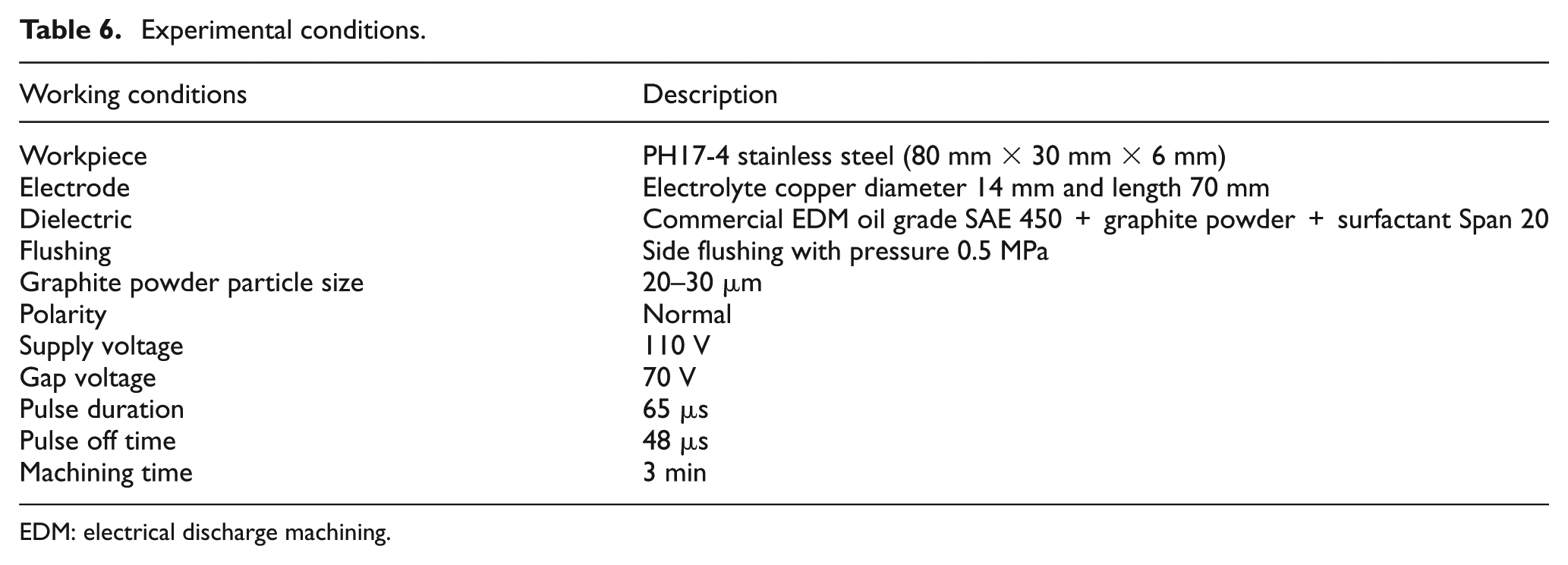
EDM: electrical discharge machining.
DEAR methodology
In DEAR method, a set of original responses are mapped into a ratio that is called as multi-response performance index (MRPI). This MRPI value is used to find optimal combination of process parameters. The steps involved in DEAR method are as follows:
1. Calculate weights for each response: the weight of response is the ratio between responses at any experimental run to the summation of response of all experimental runs. Weights are calculated using the following equations



2. Convert response data into weighted data through multiplying each response value with its own weight using the following equations



3. Divide the larger-the-better data with the smaller-the-better data to get MRPI value using the following equation

Results and discussion
To investigate the significance of process parameters on EDM of PH17-4 stainless steel, nine experiments were conducted (L9 OA), and each experiment is repeated thrice to take the average value. Furthermore, the experimental results of all the nine experiments are presented in Table 7. In this work, MRR is chosen as the larger-the-better characteristic, whereas SR and TWR are selected as the smaller-the-better characteristics.
Experimental results for the EDM responses.
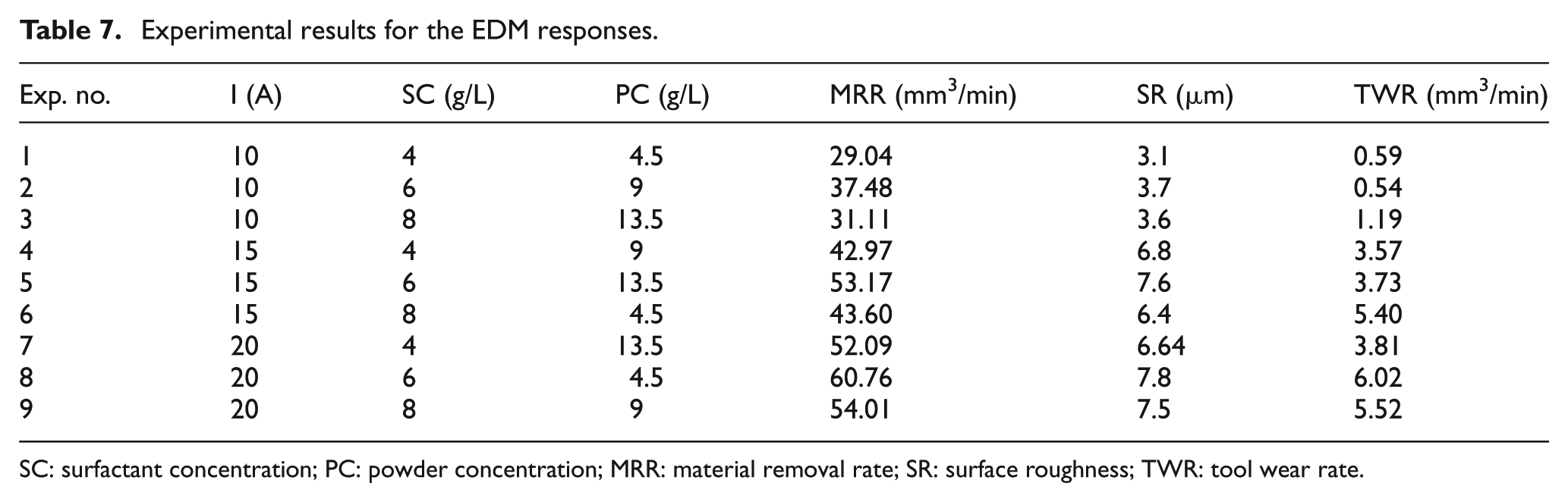
SC: surfactant concentration; PC: powder concentration; MRR: material removal rate; SR: surface roughness; TWR: tool wear rate.
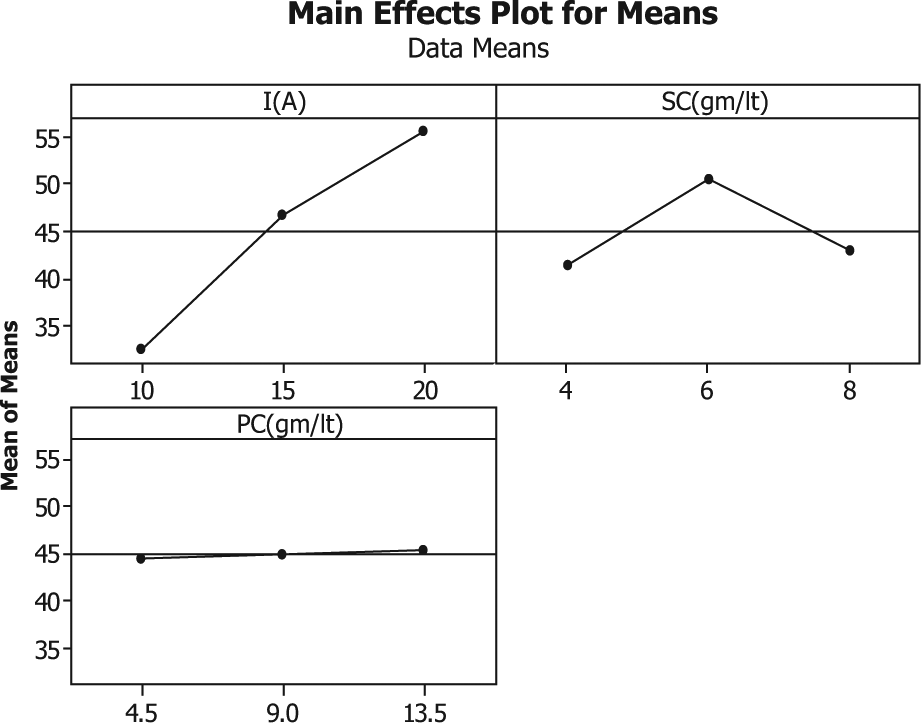
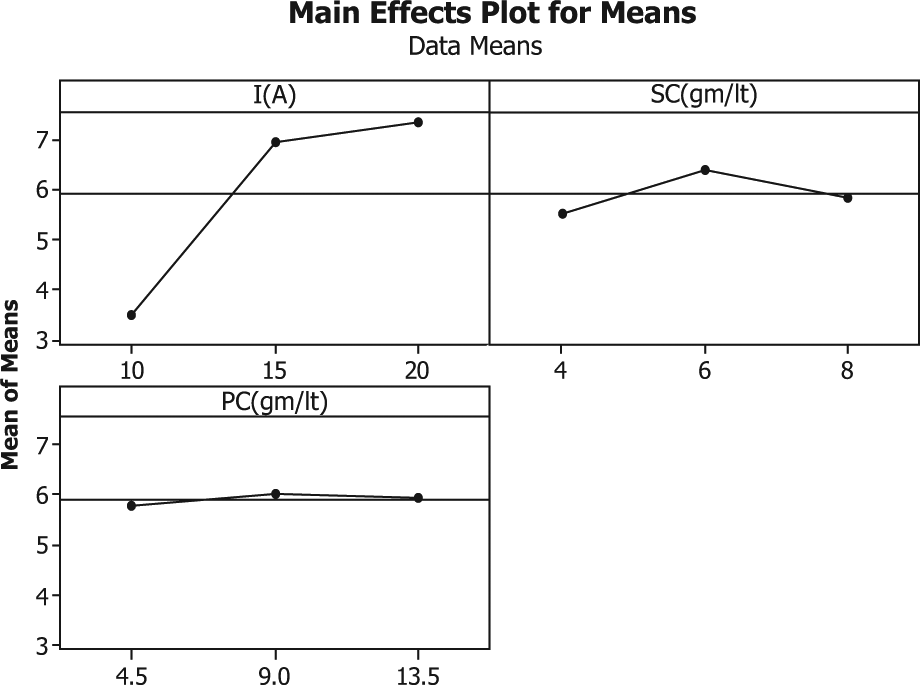
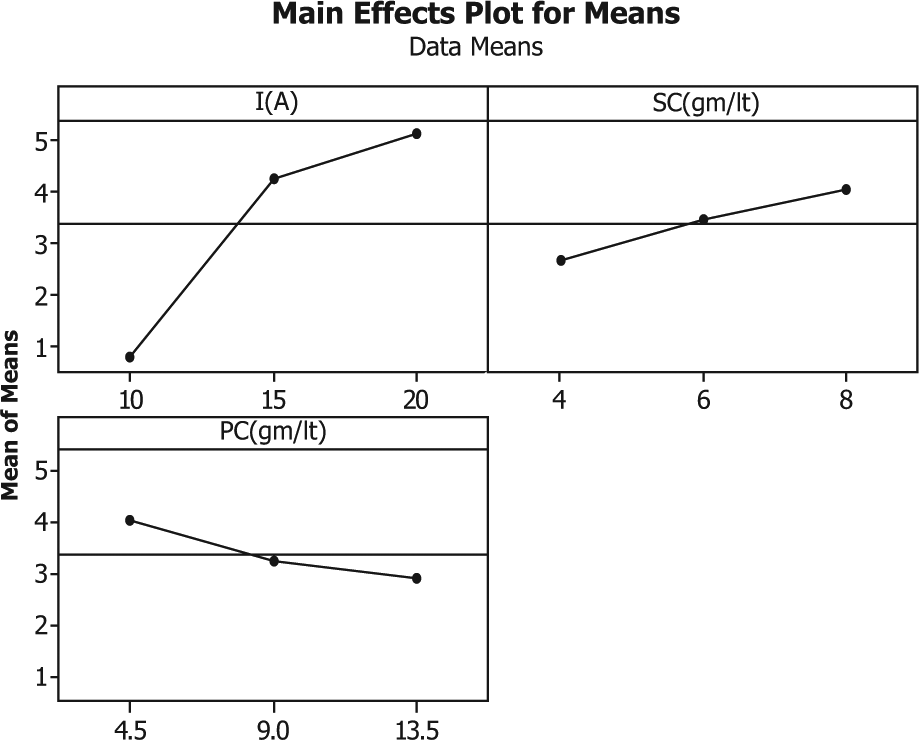
From the response graphs (Figures 2–4), it has been observed that MRR, TWR and SR increase significantly with increase in peak current values from 10 to 20 A. However, with increase in peak current, a stronger spark with high thermal energy is produced, and a major portion of heat will be transferred to the electrodes. Further as current increases, discharge strikes the surface of workpiece intensively which creates an impact force on the molten material in the molten puddle, and this results into ejection of more material out of the crater resulting in an increase in MRR, TWR and SR.
The effect of process parameters on MRR.
The effect of process parameters on SR.
The effect of process parameters on TWR.
A slight increase in MRR and a decrease in TWR with an increase in graphite PC in dielectric fluid are also noticed. While there is an insignificant increase in SR initially and then a decrease further with an increase in PC. This may be due to the addition of graphite powder particles into the dielectric fluid, which creates decrease in gap voltage and insulating strength of dielectric fluid resulting in series discharge under the electrode area. Faster sparking within a discharge occurs due to an increase in frequency of discharge resulting in faster material removal. On the other hand, the added powder enlarges and widens the plasma channel causing a decrease in electric density that makes uniform distribution of sparking among powder particles which results in even and more uniform distribution of discharge causing uniform erosion and results in the formation of shallow craters on the work surface that improves surface finish and reduces the TWR.
An increase in MRR, SR and TWR values with an increase in SC from 4 to 6 g/L is also observed. While a decrease in MRR and SR and further increase in TWR are noticed with additional increase in SC from 6 to 8 g/L. The uniform distribution of conductive powder particles is a major problem in PMEDM because of the agglomeration of powder particles due to the electrostatic force or van der Waals force. The addition of surfactant into the dielectric causes uniform distribution of graphite powder in the interelectrode gap resulting in an even distribution of discharge energy which improves MRR and surface finish.
Further multi-objective optimization is carried out to find optimal parametric setting which yields higher MRR and lower SR and TWR simultaneously using Taguchi-DEAR multi-response optimization method.
However, weights of responses and MRPI values are calculated using equations (1)–(7) further; these values are presented in Table 8. Table 9 shows the combined MRPI values of each process parameter at various levels. These values are calculated through summation of all MRPI values for corresponding level of each process parameters. Highest value of MRPI for a particular process parameter indicates optimal level of that parameter. From Table 8, optimal combination of process parameters is obtained when peak current is at 20 A, SC is at 6 g/L and PC is at 13.5 g/L.
MRPI values of all experimental runs.
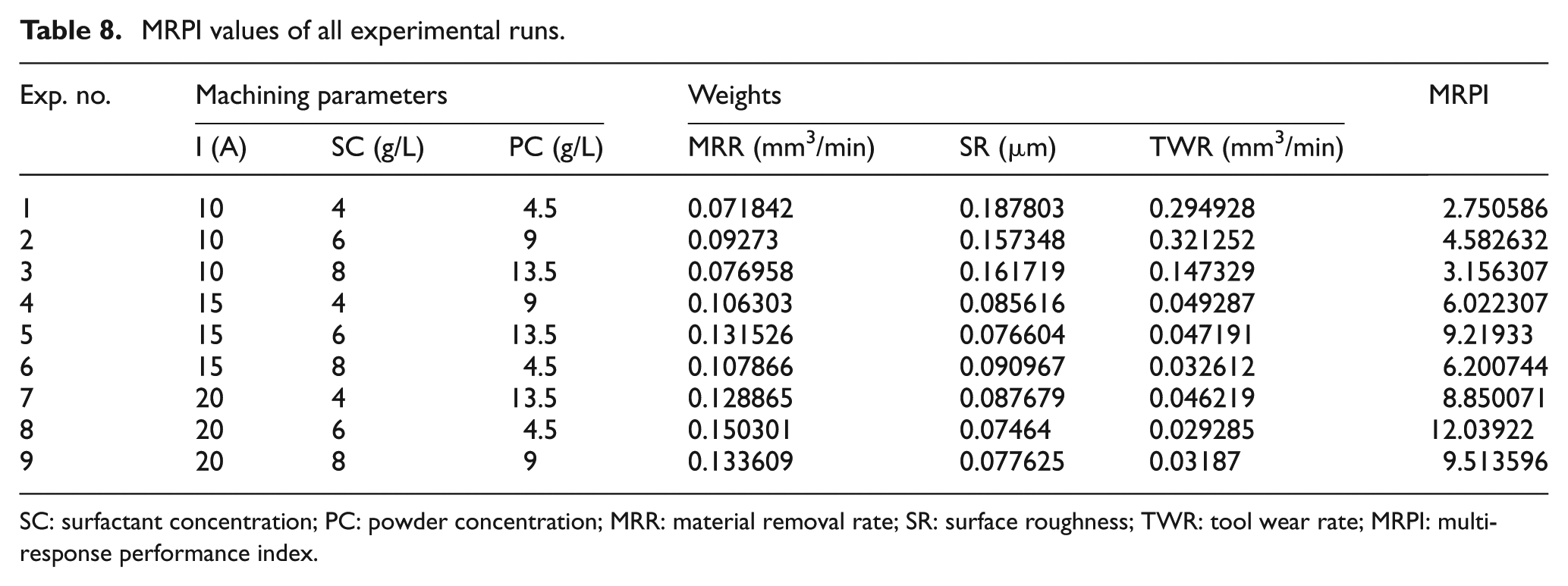
SC: surfactant concentration; PC: powder concentration; MRR: material removal rate; SR: surface roughness; TWR: tool wear rate; MRPI: multi-response performance index.
Response table for total MRPI values.
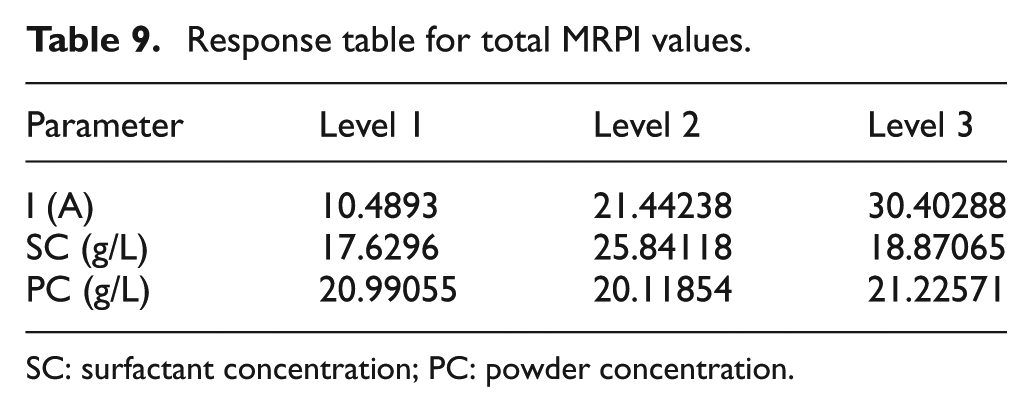
SC: surfactant concentration; PC: powder concentration.
Peak current 20 A generates stronger spark resulting in more material removal, whereas it is noticed that when SC is at 6 g/L, conductivity improves and surface tension of dielectric fluid reduces more effectively, which achieves more uniform distribution of graphite powder particles in the electrode gap, which are added to the dielectric fluid with concentration of 13.5 g/L resulting in improved MRR and surface finish and lower TWR.
Confirmation experiment has been conducted at optimal parametric setting to validate conclusions drawn from optimization using Taguchi-DEAR methodology. The response values at optimal parametric setting are as follows: MRR 61.2608 mm3/min, SR 5.3 µm and TWR 3.461 mm3/min. Furthermore, MRPI value is calculated for a combination of these response values as 12.23817. The MRPI value calculated for the combination of response values of confirmation experiment based on DEAR approach is found deviated from maximum MRPI value with 1.62% error. This variation lies within the acceptable tolerance value of 5%.
Figure 5 indicates the significance of individual process parameters on performance of EDM process. The deviation of curve from the mean line indicates its significance. It is also noticed that most significant, significant and less significant parameters are peak current, SC and graphite PC, respectively, affecting EDM process.
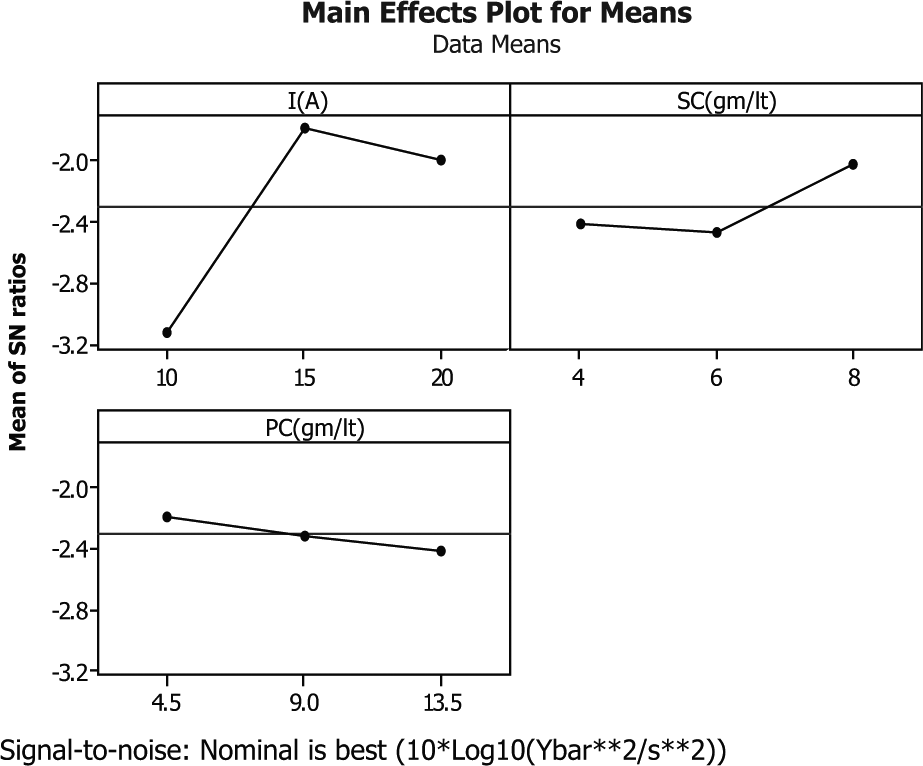
Effects of process parameters on EDM.
Conclusion
In this work, Taguchi with DEAR method is used as a multi-response optimization method to yield optimal parametric combination on EDM of PH17-4 stainless steel when using surfactant-mixed and graphite powder–mixed dielectric fluid. The predicted optimal combinations of process parameters are peak current at 20 A, SC at 6 g/L and PC at 13.5 g/L to obtain maximum MRR and minimum SR and TWR values. Confirmation experiment has been conducted at optimal parametric setting and the measured values of responses are MRR 61.2608 mm3/min, SR 5.3 µm and TWR 3.461 mm3/min. It is observed that peak current has most significant, surfactant has significant and PC has less significant effect on EDM process performance.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.