
Abstract
This article proposes an approach to minimize the surplus parts in selective assembly with genetic algorithm. A grouping method is proposed considering the different tolerance ranges of parts, and the effect of part group assignment on assembly success rate is investigated. Based on the grouping method, a genetic algorithm with a specially designed two-dimensional chromosome structure is proposed to minimize surplus parts, and the fitness function of the solution and the constraints to be satisfied in the evolution process are investigated. The proposed selective assembly approach with the corresponding grouping method is further improved for the product assembly with multiple dimension chains. Through case studies, it is verified that the proposed approach is more competitive to improve the product assembly success rate and reduce the surplus parts.
Introduction
Assembly is an important manufacturing process. It brings together all the upstream processes of design, engineering, manufacturing, and logistics to create an object that performs a function. 1 In order to achieve more competitive product quality, the requirement of the product assembly precision is becoming more and more stricter. Tightening the design tolerance of the mating parts to satisfy the assembly precision not only can cause the higher manufacturing cost but also is limited by the machining capability of the machine tools. To address the above problem, in recent years, some works have been made to achieve the optimal tolerance design considering the manufacturing cost and assembly precision simultaneously, such as the optimal tolerance design method with genetic algorithm2,3 and concurrent tolerance design method with game theory. 4 Besides the above approaches, selective assembly is another important and practical method to obtain the satisfied assembly product with relatively low-precision parts, by which the assembly precision can be achieved and the manufacturing cost can be reduced.
Currently, some research works related to selective assembly have been reported in the literature. In the traditional selective assembly method, the parts are usually partitioned into equal number of groups with the equal tolerance range, and then the parts are assembled randomly from the corresponding groups. This method can be effectively used when the parts have the same distribution, for example, normal distribution. However, in product manufacturing process, the mating parts may be produced with different machines and processes, resulting in dissimilar dimension distributions of the mating parts; with traditional selective assembly method, a certain quantity of surplus parts cannot be avoided.
In order to further minimize the surplus parts, some methods have been proposed in recent years. Kannan and Jayabalan 5 proposed a new grouping method, by which the equal number of groups is assigned for each part, and the tolerance for grouping is designed to satisfy the clearance specifications to minimize the surplus parts. This method needs some calculation steps for concluding the group tolerance for each group of different parts; without the intelligent approach, it could cost much time to achieve the objective. Kannan et al. 6 proposed a selective assembly method with particle swarm optimization algorithm, by which the mating parts are partitioned into equal number of groups; instead of assembling parts from corresponding groups, the variation is minimized by assembling the parts according to the best combination of groups obtained with particle swarm optimization. Kumar and Kannan 7 proposed a selective assembly method with genetic algorithm to obtain maximum number of closer assembly specification products; in this work, different numbers of partition groups are considered, and the group widths of the individual components are calculated from manufacturing tolerance, and then a combination of best groups is obtained for the various assembly specifications with different manufacturing tolerances. Fang and Zhang 8 proposed a method for making groups with equal probability and unequal tolerance zone. In the proposed method, the parts are manufactured within the tolerance specifications and the grouping is planned after manufacturing; this method can reduce surplus parts more effectively compared with the traditional method. Chan and Linn 9 proposed a grouping method for selective assembly of parts with dissimilar dimension distributions using cumulative probability density functions; with this method, the probability of the parts becomes equal in all corresponding groups, and the formed mating groups may have unequal range sizes, and then the surplus parts can be reduced compared with the grouping method where the formed mating groups have the equal range sizes. However, in this method, the range size for each group needs to be calculated for different dimension distributions, so it maybe difficult for some selective assembly process with multiple parts and multiple dimension distributions. Wang et al. 10 proposed a selective assembly method for obtaining the best combinations of selective groups to have minimum assembly clearance variation considering the similar or dissimilar dimensional distribution, and the best combination of selective groups can be found using genetic algorithm. Matsuura and Shinozaki 11 proposed the optimal manufacturing mean design that minimizes the number of surplus components in equal width partitioning schemes in selective assembly, where components with smaller variance are manufactured at three shifted means.
The above approaches generally partition the parts into groups with equal group number, and then some methods are adopted to select the best combination of the parts from the groups to minimize the surplus parts. Besides the above approaches, Raj et al.12,13 proposed a method to optimize manufacturing system efficiency in batch selective assembly with genetic algorithm. In this method, parts are not divided into groups, and the possible combinations of mating parts are randomly generated and considered as initial chromosomes; then the best combinations of mating parts are obtained with genetic algorithm, to maximize the manufacturing system efficiency of production systems involving complex assembly of components with non-normal dimension distributions. Mease et al. 14 described the statistical formulation of the selective assembly problem and proposed the optimal binning strategies under absolute and squared error loss functions, with some distributional assumptions. For the specific distributions studied, it is shown that these optimal strategies can produce significant decreases in expected loss. Based on the above work, Matsuura 15 extended the research for squared error loss function to the general convex loss functions and studied optimal partitioning of the dimensional distributions of the components in selective assembly. Liu et al. 16 proposed an approach using matchable degree, to evaluate the assembly quality of a complex production selective assembly process (CPSAP). Based on the matchable degree, a comprehensive quality control model is developed, by which the product design and machining process can be adjusted for the actual CPSAP.
The above selective assembly works mainly focused on the assembly with single dimension chain; for the works related to the assembly with multiple dimension chains, Asha et al. 17 proposed an approach to optimize the clearance variation in selective assembly for components with multiple characteristics with a nondominated sorting genetic algorithm. In this work, the different characteristics of the part are considered separately and fall into different groups; the combinations of different characteristics are considered as different optimization objectives, so the obtained mating parts in the combination may not achieve the requirement of the assembly clearance considering different characteristics. Raj et al. 18 proposed a batch selective assembly method to reduce surplus parts in the multiple characteristic radial assembly; the clearance variations related to different characteristic in assembly are used to evaluate the solution, and the best combination of mating parts in the batch is obtained to minimize the clearance variation with a nondominated sorting genetic algorithm-II. Liu et al. 19 proposed a selective assembly method for multidimension chain assembly; based on Taguchi method, evaluation rules for quality loss considering asymmetrical tolerance are established, and the Pareto solutions are concluded with a multi-objective genetic algorithm, where the parts are represented by the genes and not formed into groups in the method.
It can be seen from the above analysis that the current selective assembly approaches can be classified into two main types. In the first type, different parts are partitioned into equal number of groups, then selective assembly is carried out with parts in corresponding groups, or a combination of best groups obtained with some heuristic approaches is made. These methods have made some success in selective assembly and can reduce surplus parts to some extent; however, partitioning parts with different tolerance ranges into groups with equal group number may result in different interchangeability of the parts in different groups, and this could also cause the surplus parts in selective assembly. In the second type, parts are not partitioned into groups; the best combinations of mating parts are obtained in batch selective assembly with some intelligent algorithms, which can achieve a better assembly success rate and reduce surplus parts more effectively. However, without grouping of parts, there is no interchangeability of parts in selective assembly; each part can only be used to mate a specific part, and this could cost much time for selective assembly, especially when the batch includes a large number of parts. To address the above problem, this article proposes a selective assembly approach with a new grouping method, by which the tolerance ranges of different parts are considered, and different parts may be partitioned into groups with unequal group numbers; with this grouping method, a genetic algorithm is proposed, and the most suitable parts from different groups can be assembled together with the proposed genetic algorithm.
The organization of the article is as follows: section “A grouping method considering tolerance range of parts in selective assembly” proposes a grouping method considering the tolerance range of parts in selective assembly, based on which section “Selective assembly for mating parts with different group number using genetic algorithm” presents a selective assembly approach using genetic algorithm, and a case study is given in section “Case study”; in section “Selective assembly for the product with multiple dimension chains,” the proposed selective assembly approach is improved for the product with multiple dimension chains, and the conclusion is given in section “Conclusion.”
A grouping method considering tolerance range of parts in selective assembly
Given a ball bearing assembly product consisting of three mating parts: inner race, ball, and outer race, as shown in Figure 1. For simplicity, the Outer Race with characteristic A is represented by part A, the Inner Race with characteristic B is represented by part B, and the Ball with characteristic C is represented by part C, respectively, in the following sections.
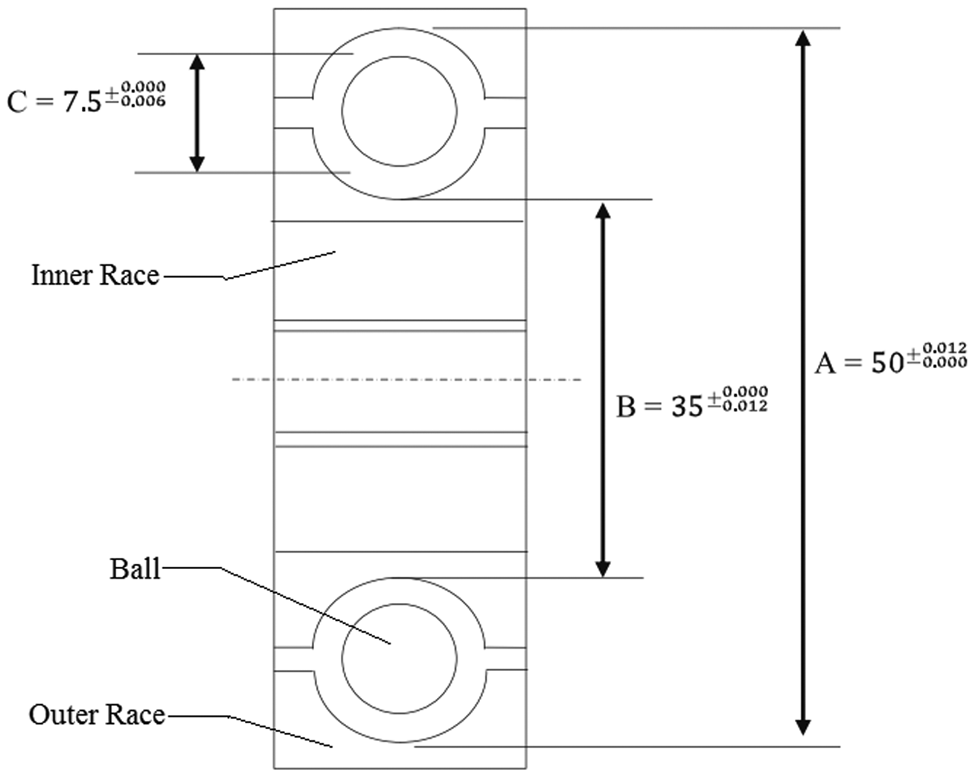
A ball bearing assembly.
The specifications for the ball bearing are given as follows
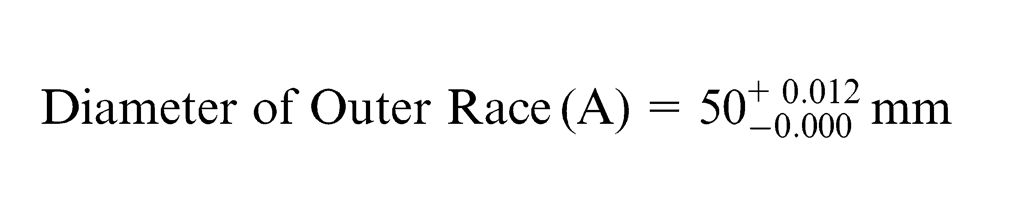
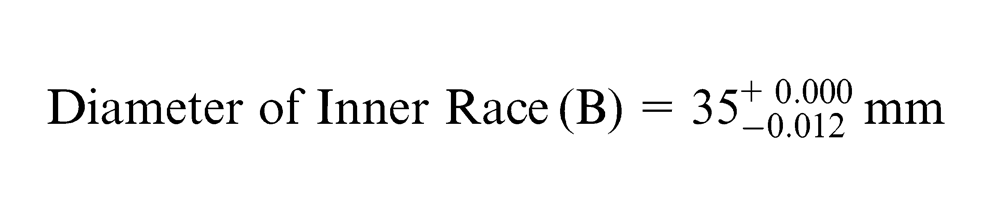
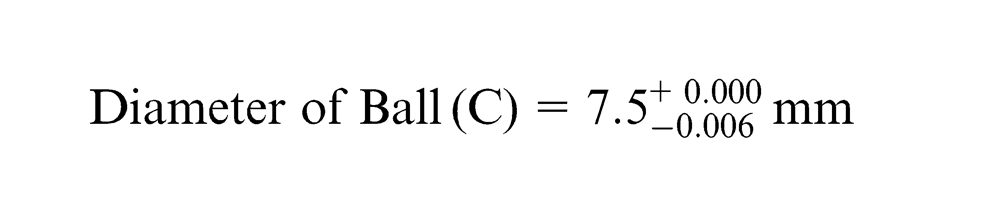
Based on the working conditions, the minimum clearance of the ball bearing should be no less than 18 µm so that the bearing could be rotated easily; in addition, in order to avoid noisy operation, the maximum clearance should be controlled within 24 µm. 13 The tolerance of dimensions A–C of 50 parts, respectively, are as shown in Table 1. And these parts are estimated to be manufactured in different machines and different processes, with the dissimilar dimension distributions.
Part dimension tolerance.
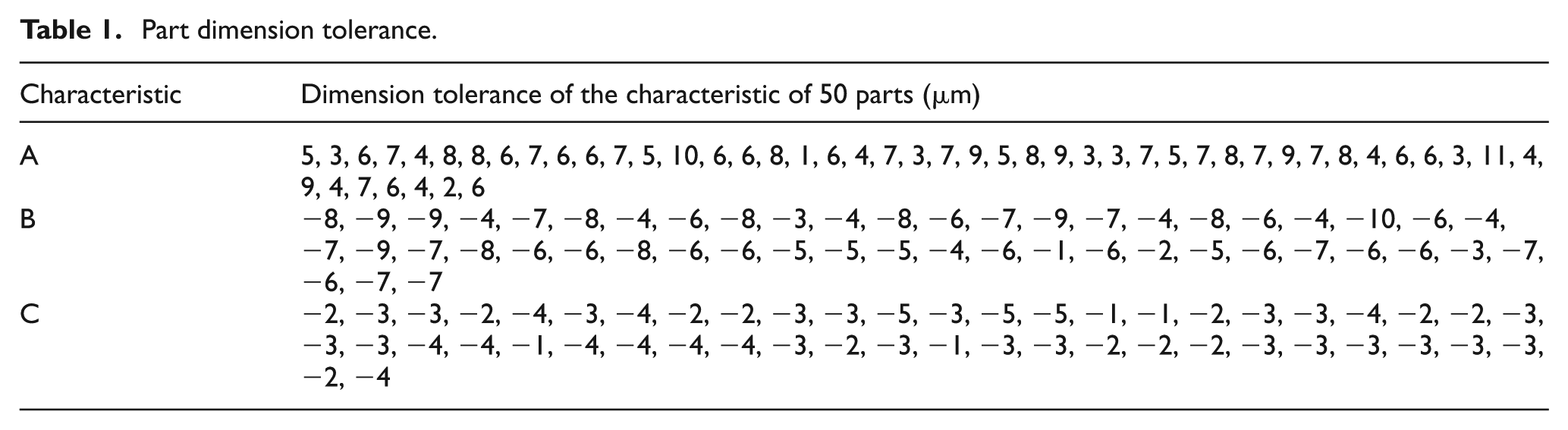
With respect to this ball bearing product, it can be found obviously that different parts have different tolerance ranges. Considering the parts with larger dimension tolerance range would have higher dimension variability and should have a greater impact on the product assembly precision, in order to achieve better interchangeability of the parts in the same group, the parts can be divided into more groups with the equal group of tolerance range. On the contrary, the parts with smaller dimension tolerance range would have lower dimension variability and should have a little impact on the product assembly precision; to ensure the better interchangeability of the parts in the same group, the parts can be divided into fewer groups with the equal group of tolerance range. Based on the above analysis, in this work, a grouping method considering the dimension tolerance range of parts is proposed, by which different numbers of groups may be assigned to different parts with different tolerance ranges, and the steps of the proposed grouping method are given in the following.
Steps of the grouping method:
Step 1. Set the number of groups for different parts considering the tolerance range of parts, respectively, the bigger the tolerance range, the bigger the group number given.
Step 2. Set the upper and lower tolerance limits for each group, respectively, according to the tolerance range of the parts, to ensure each group has the equal tolerance range.
Step 3. Assign the part into the group if the measured tolerance of the part is in the tolerance range of the group, until all the parts are assigned.
Step 4. Investigate the effects of the number of groups on assembly success rate in selective assembly with the genetic algorithm, and the best number of groups for different mating parts with different tolerance ranges are concluded with the evolution experiments.
The above grouping method will be demonstrated in detail with a case study in section “Case study.” Based on the above grouping method, in the selective assembly process, the parts may not be assembled from the fixed groups; instead, the most suitable parts from different groups can be assembled together with the proposed genetic algorithm, as discussed in section “Selective assembly for mating parts with different group number using genetic algorithm.”
Selective assembly for mating parts with different group numbers using genetic algorithm
As a metaheuristic approach, genetic algorithm can be used to generate solutions to optimization problems with natural evolution techniques, such as selection, crossover, and mutation. Using this approach, not only can the optimal or near-optimal solution be found but also high computing efficiency can be achieved. 20 In this section, a selective assembly approach using the genetic algorithm is proposed to derive the best combination of mating parts to minimize the surplus parts. The flowchart of the proposed selective assembly approach is shown in Figure 2.
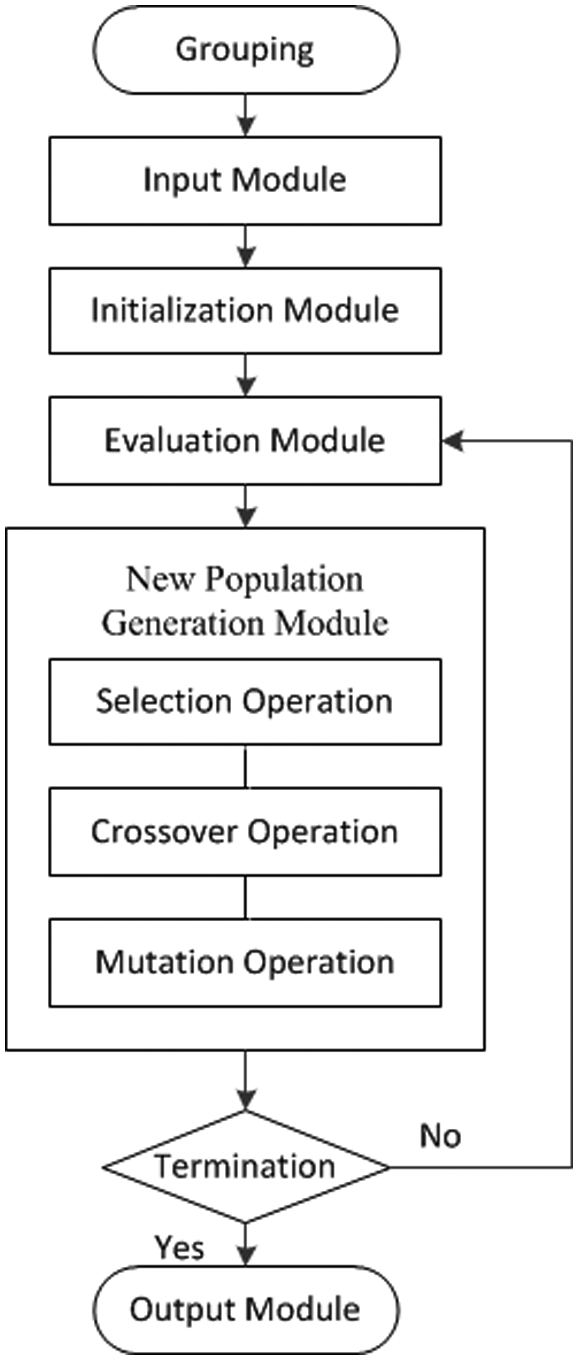
Flowchart of the proposed selective assembly approach.
Input module
In the input module, the following information needs to be input:
Dimension tolerance of different parts;
Number of parts in a batch;
Number of groups assigned to different mating parts;
Number of chromosomes.
Initialization module
With the proposed grouping method considering the tolerance range of different parts, a new chromosome structure is designed in the proposed genetic algorithm; it is a two-dimensional (2D) matrix considering the information of grouping, which is given in equation (1)
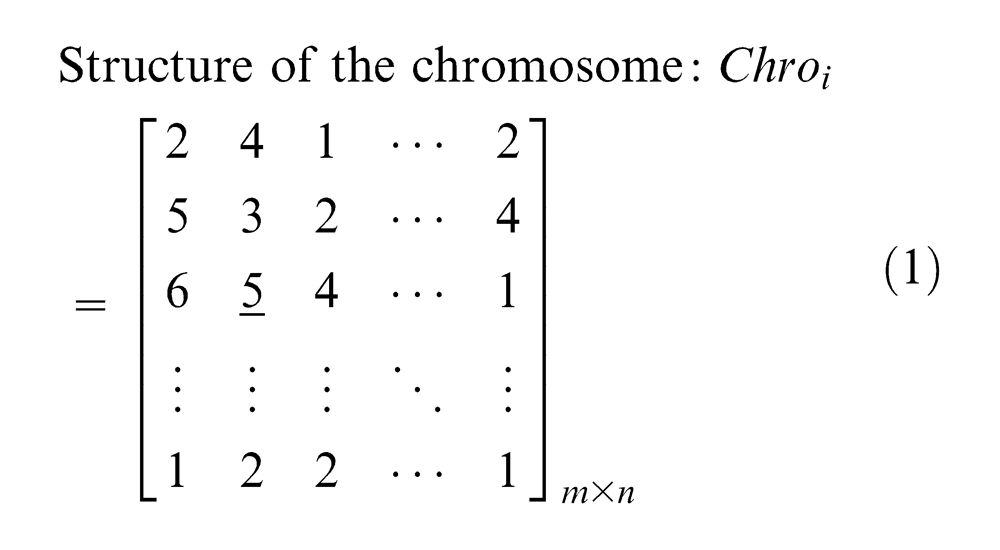
where
To ensure the feasibility of the solution, the chromosome should satisfy the constraints given in equation (2)
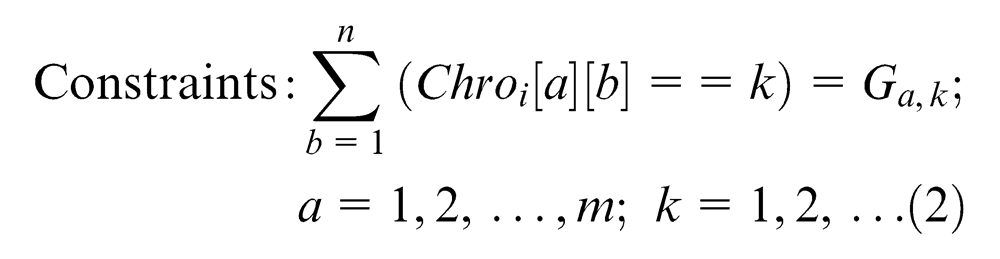
where
The initial population is generated randomly to make sure that the initial individual is distributed in all the solution space. To ensure the initial population satisfies the constraint shown in equation (2), the algorithm to generate initial population is proposed as follows:
Algorithm to generate initial population:
Step 1. Generate a chromosome, which is a random permutation of integers from 1 to the number of a part in a batch, where each gene value is unique in the chromosome.
Step 2. Coding the chromosome according to the group data of the part and the random permutation of integers, by changing the gene value to the group number.
Step 3. Go to step 1, build next chromosome for next part, until the chromosomes for all the parts have been built.
To illustrate the above population generation algorithm, an example of a random permutation of integers for a batch of part A (shown in Figure 1) including 50 parts is given in Table 2.
A random permutation of integers.

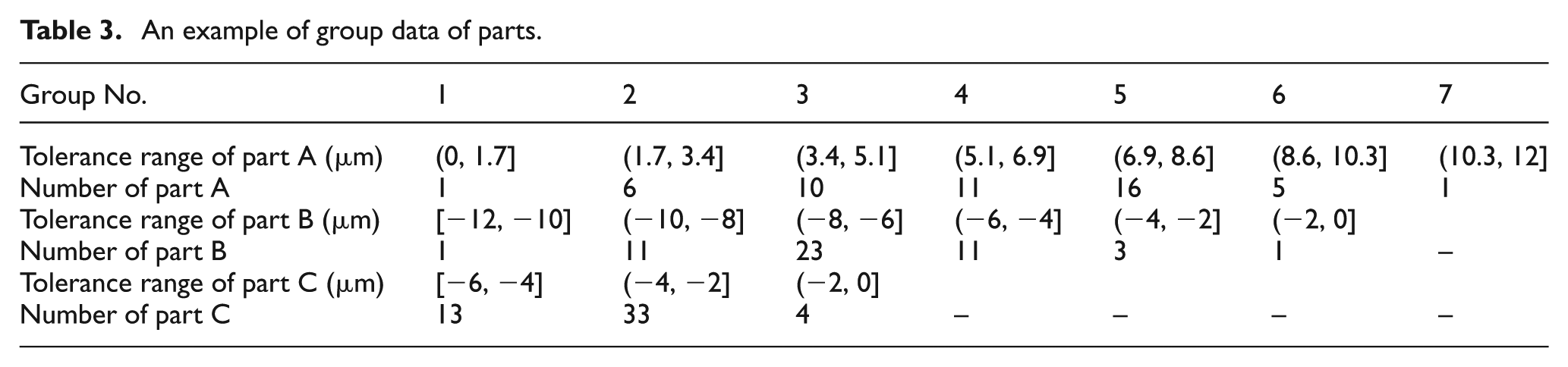
To further illustrate the coding method of the chromosome, an example of the group data for the ball bearing assembly (shown in Figure 1) with the proposed grouping method is given in Table 3, where the group tolerance range for each part is given. According to Tables 2 and 3, the first group of part A should be set in 13th position, then the 13th gene in the chromosome should be set as 1; the second group of part A should be set in 42nd, 36th, 9th, 2nd, 17th, and 11th positions, respectively; then 42nd, 36th, 9th, 2nd, 17th, and 11th gene in the chromosome should be set as 2, with the same procedure; the first row of the chromosome is coded as in Table 4.
An example of group data of parts.
First row of the chromosome.

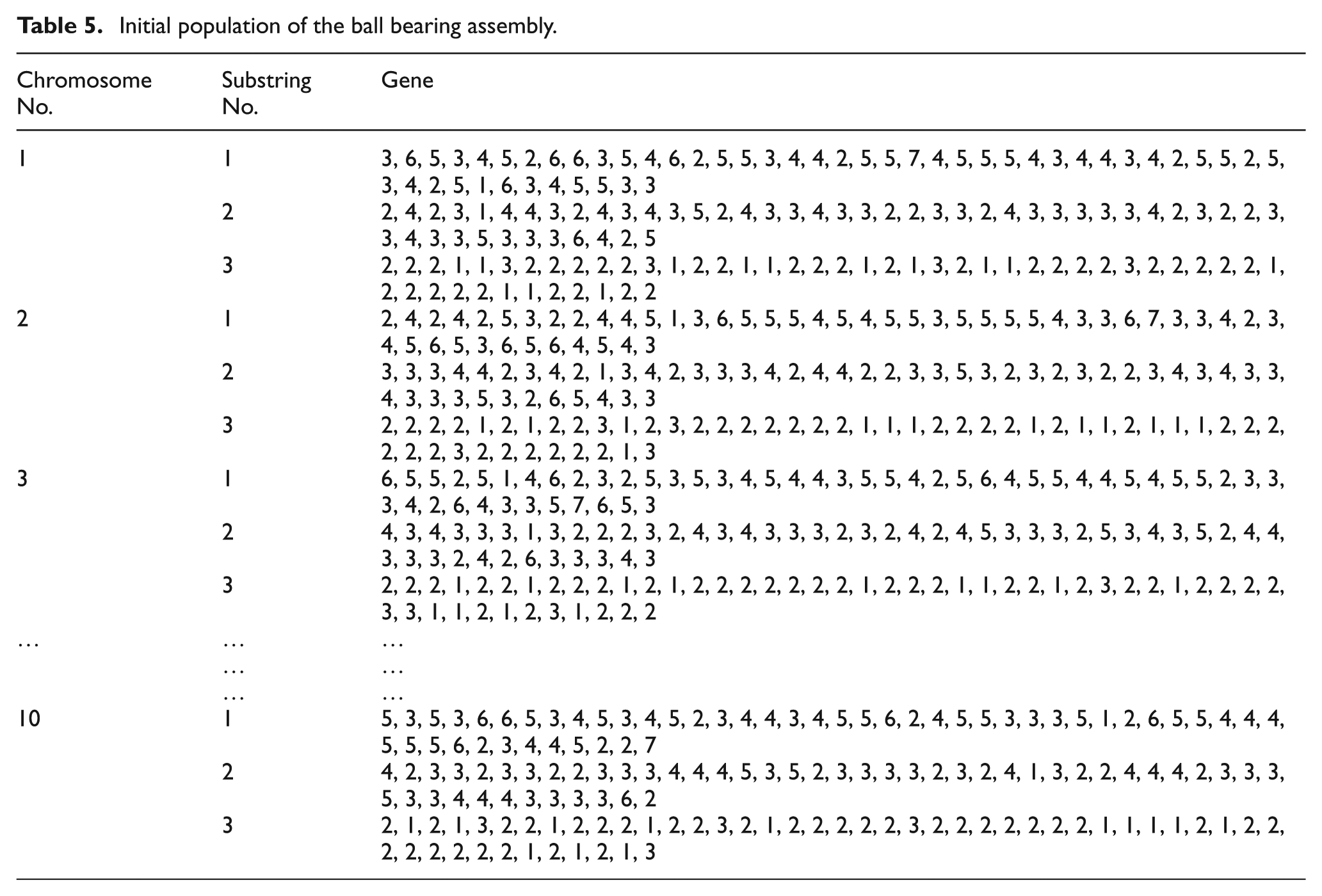
With the above algorithm, according to the ball bearing assembly shown in Figure 1, if the number of chromosomes is 10, then 10 possible selective assembly solutions of parts A–C are randomly generated and considered as initial populations including 10 chromosomes, and each chromosome is coded in the style with a 3 × 50 matrix with the proposed chromosome structure and the chromosome coding method, as shown in Table 5.
Initial population of the ball bearing assembly.
Evaluation module
In the traditional selective assembly methods, reducing the assembly variation is usually considered as the optimization objective of the algorithm, so the fitness function is related to the assembly variation, and the assembly precision can be improved and the surplus parts can be reduced by reducing the assembly variation. While the required assembly precision is usually given at the design stage, it is not necessary to further reduce the assembly variation if the assembly precision is satisfied.
In this work, the optimization objective of the selective assembly is to improve the assembly success rate under the requirement of the assembly precision. The assembly variation
where
The average assembly success rate of n combinations in the ith chromosome is calculated as the fitness value of the ith chromosome, and the fitness function is given in equation (5)
New population generation module
Selection operation
The roulette wheel selection is used for the selection. The probability of selection for each chromosome is based on a fitness value relative to the total fitness value of the population. The traditional selection method is based on proportional fitness assignment, which decides the probability to select by the proportion of each individual’s fitness, as given in equation (6)
The above method has the limitation when the fitness of the best individual takes a large proportion of the population, which can lead to the premature and local convergence. To overcome the premature, in this work, a rank-based fitness assignment (RFS) is used. In RFS, the population is ranked by the fitness, and the value of the fitness just determines the position of the individual in the population. The selection procedure with RFS is given as follows:
Step 1. Rank the population by the fitness value in the ascending order, then the later individual in the array should have higher probability to be selected. The selection probability of the ith individual in the array is given in equation (7), where N is the number of chromosomes. The cumulative probability
Step 2. Generate a number r between 0 and 1 randomly, if
Crossover operation
In the crossover operation, information in the chromosomes is exchanged to create new chromosomes. The crossover operation is carried out on a pair of chromosomes with a crossover probability
Step 1. Select a pair of chromosomes for crossover with a crossover probability
Step 2. Compare
Step 3. Carry out crossover operation between the substrings of the selected pair of chromosomes. Out of three substrings, one is selected at random for a single point crossover, and the crossover point is chosen by generating a random number between 1 and the number of a part in a batch.
Step 4. Copy the genes before the crossover point of Parent I and Parent II, and mark them as Sub_I and Sub_II, respectively.
Step 5. Compare the gene of Parent II from the last one to the first one with each gene in Sub_I, and if they are same, then remove the gene from Parent II. After that, all the genes in Sub_I are removed from Parent II, then connect the left gene section of Parent II with Sub_I, to generate Offspring I. With the same operation, to generate Offspring II.
With the above crossover operation, the information in the two chromosomes is exchanged; meanwhile, the genes in the two generated offspring have been repaired to satisfy the constraints given in equation (2). An example of the crossover operation between two chromosomes is shown in Table 6, where the second substring is selected to crossover, and the 24th gene in the chromosome is randomly selected as the crossover point.
Chromosomes before and after crossover.
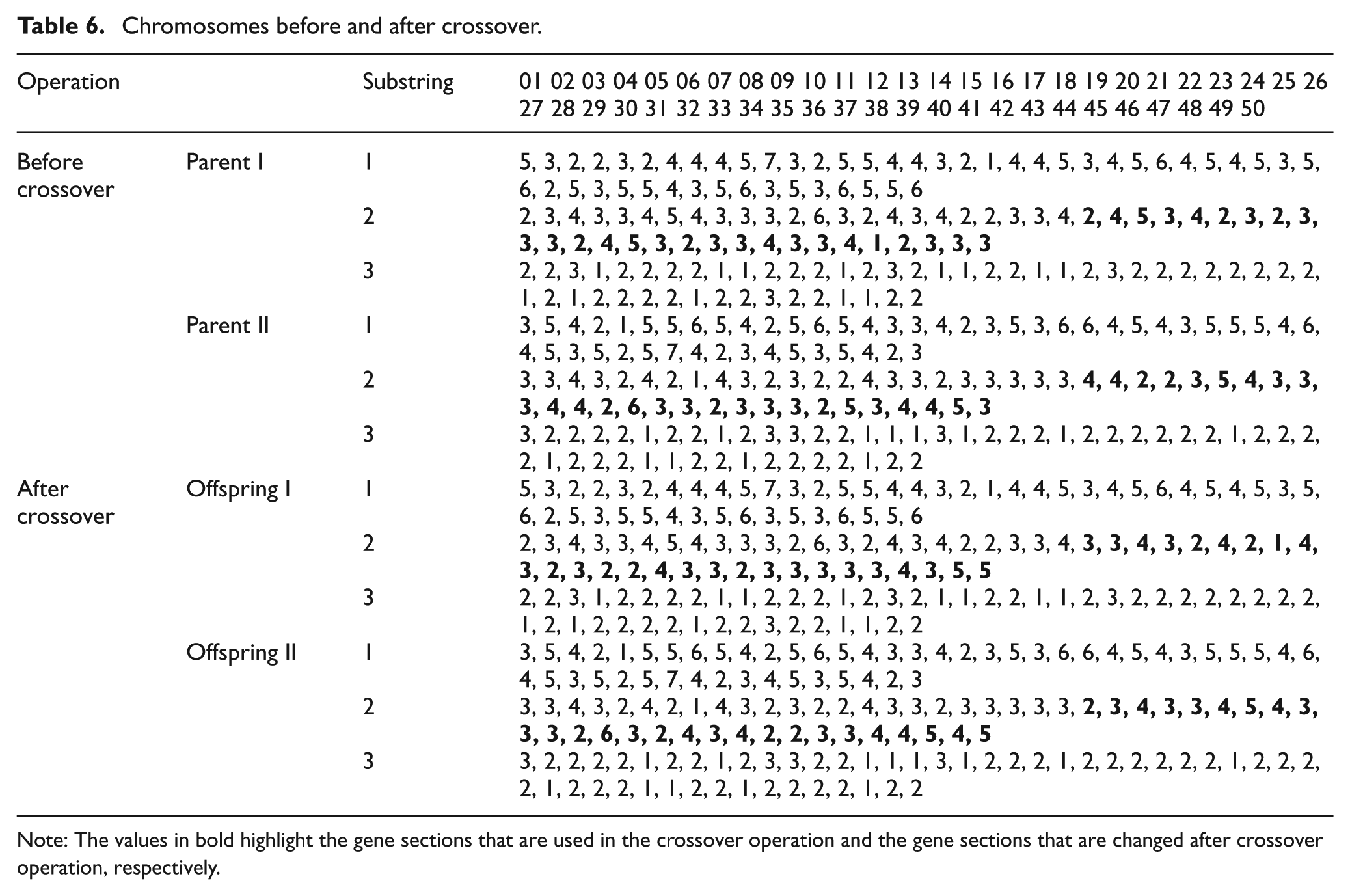
Note: The values in bold highlight the gene sections that are used in the crossover operation and the gene sections that are changed after crossover operation, respectively.
Mutation operation
The mutation is needed to achieve a local search around the current solution to maintain the diversity of the population. The mutation operation is generally carried out with a small probability
Chromosomes before and after mutation.
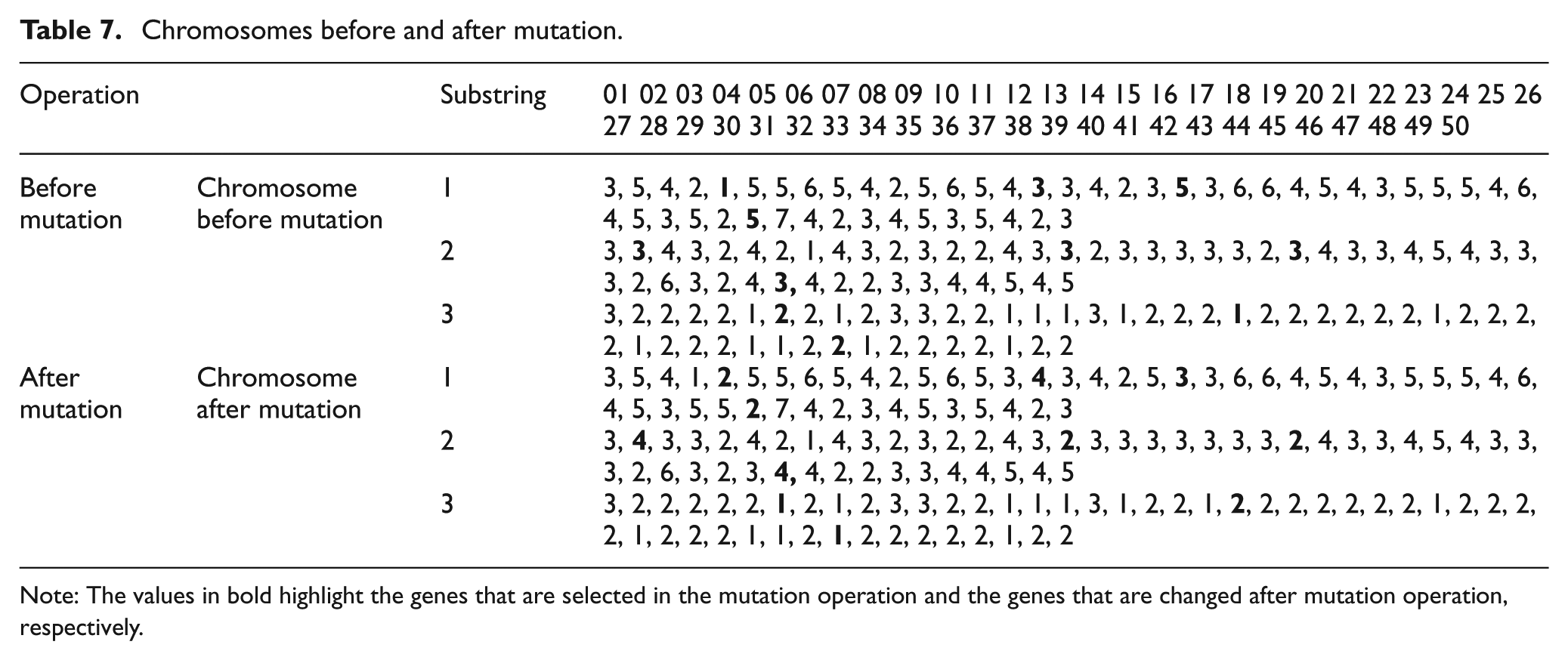
Note: The values in bold highlight the genes that are selected in the mutation operation and the genes that are changed after mutation operation, respectively.
Termination and output
The evolution will be terminated when there has been no improvement in the fitness value for a predefined number of consecutive iterations or reach the maximum cycle time. The fitness value of the best chromosome having maximum assembly success rate and minimum surplus parts in each iteration is given as the output.
Case study
In this section, the ball bearing assembly (shown in Figure 1) is used as the case study. In the proposed genetic algorithm, the number of chromosomes is set as 20, the crossover probability
To test the effect of the number of part groups on the assembly success rate of the product, the following experiment is carried out. In the experiment, with the proposed grouping method considering the tolerance range of different parts, first, set the group number of parts A and B as 6, respectively, then change the group number of part C from 1 to 6, to conclude the assembly success rate with the proposed genetic algorithm, and the best assembly success rate can be obtained when the group number of part C is set as 3, as shown in Figure 3; second, set the group numbers of parts A and C as 6 and 3, respectively, then change the group number of part B from 1 to 12, to conclude the assembly success rate with the proposed genetic algorithm, the best assembly success rate can be obtained when the group number of part B is set as 6, as shown in Figure 3; third, set the group numbers of parts B and C as 6 and 3, respectively, then change the group number of part A from 1 to 12, to conclude the assembly success rate with the proposed genetic algorithm, the best assembly success rate can be obtained when the group number of part A is set as 7, as shown in Figure 3.
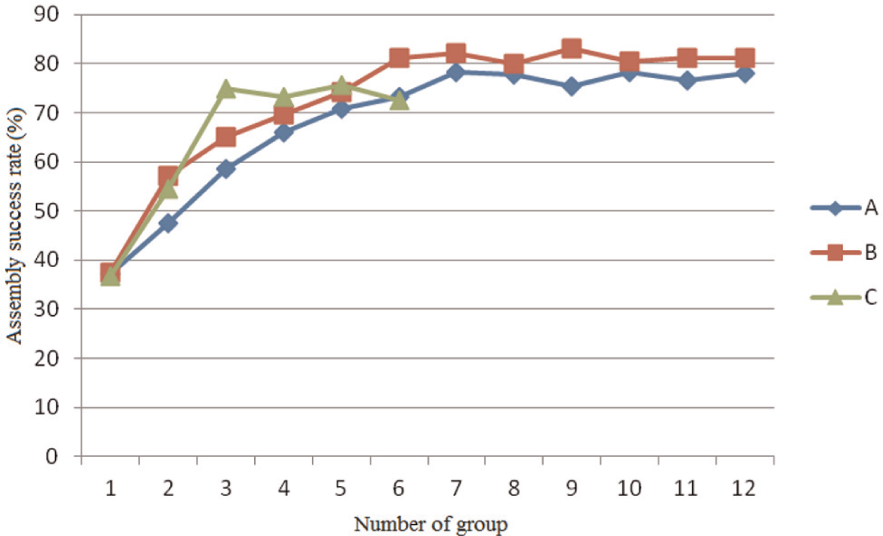
Assembly success rate.
Figure 3 shows the effect of different group numbers of parts on the product assembly success rate; according to line B, when the group number is greater than 6, the assembly success rates obtained are very similar. For selective assembly in this case, we can consider that the best assembly success rate is obtained when the group number of part B is 6 because it is not necessary to partition part B into more groups (>6), which can cause much more measurement work and labor cost in selective assembly process. So it can be seen from Figure 3 that when parts A–C are divided into seven groups, six groups, and three groups, respectively, with equal tolerance range, the best assembly success rate can be obtained, and it can also be found that the tolerance ranges of each group for different parts are similar. Table 8 shows the group condition with best assembly success rate, and the number of parts A–C in each group after the parts are divided into different groups with the equal tolerance range.
Group condition with best assembly success rate.

Figure 4 shows the evolution performance of the algorithm for the ball bearing assembly (shown in Figure 1) with the group data of parts given in Table 8, and the best individual evolved is given in Table 9. It can be seen from Figure 4 that compared with the assembly success rate 35.33% of traditional selective assembly and the assembly success rate 49% of sequential assembly for the same case, which are reported by the literature, 13 the assembly success rate with the proposed approach is improved to 81.3%; compared with the assembly success rate 80.67% of the selective assembly approach for the same case, 13 although the assembly success rate has only obtained a very little improvement, it is more convenient for workers to assemble the parts from the same group because the parts in the same group have better interchangeability due to the more similar tolerance range, which can reduce the assembly time and save the labor cost.
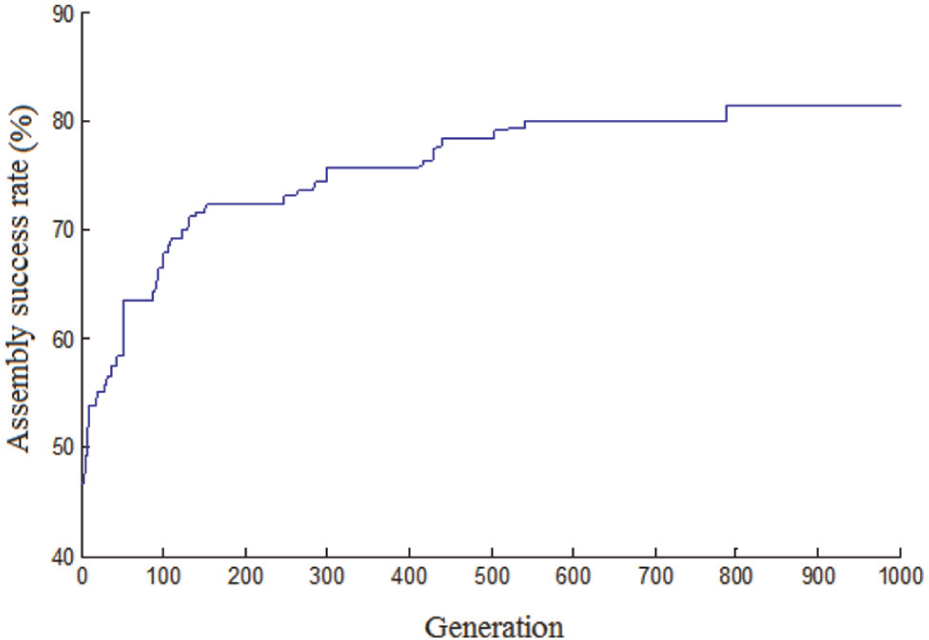
Evolution performance of the algorithm.
Best individual.

Selective assembly for the product with multiple dimension chains
In this section, the proposed selective assembly approach with the new grouping method is improved to achieve selective assembly for the product with multiple dimension chains.
Grouping method for the product with multiple dimension chains
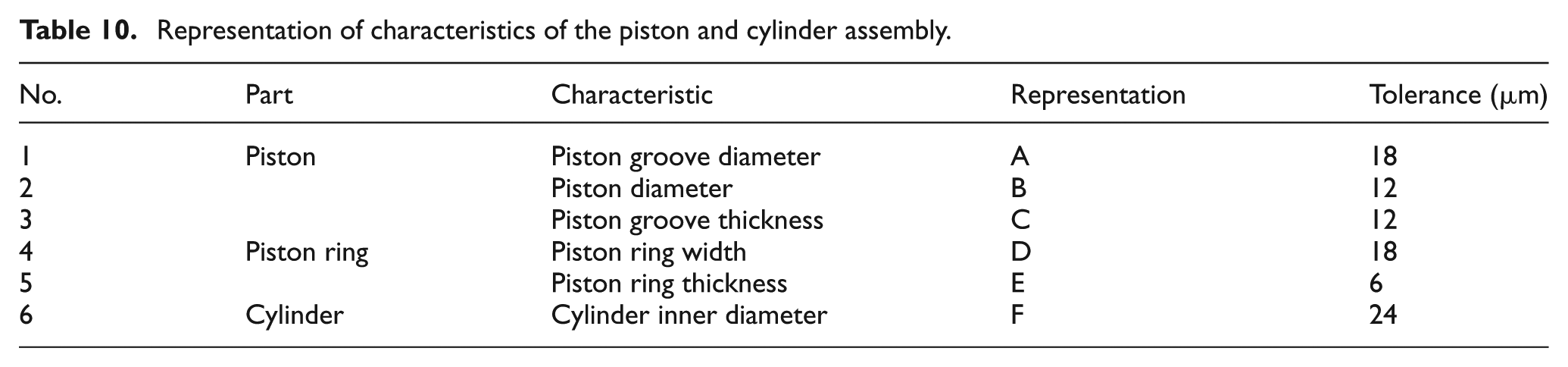
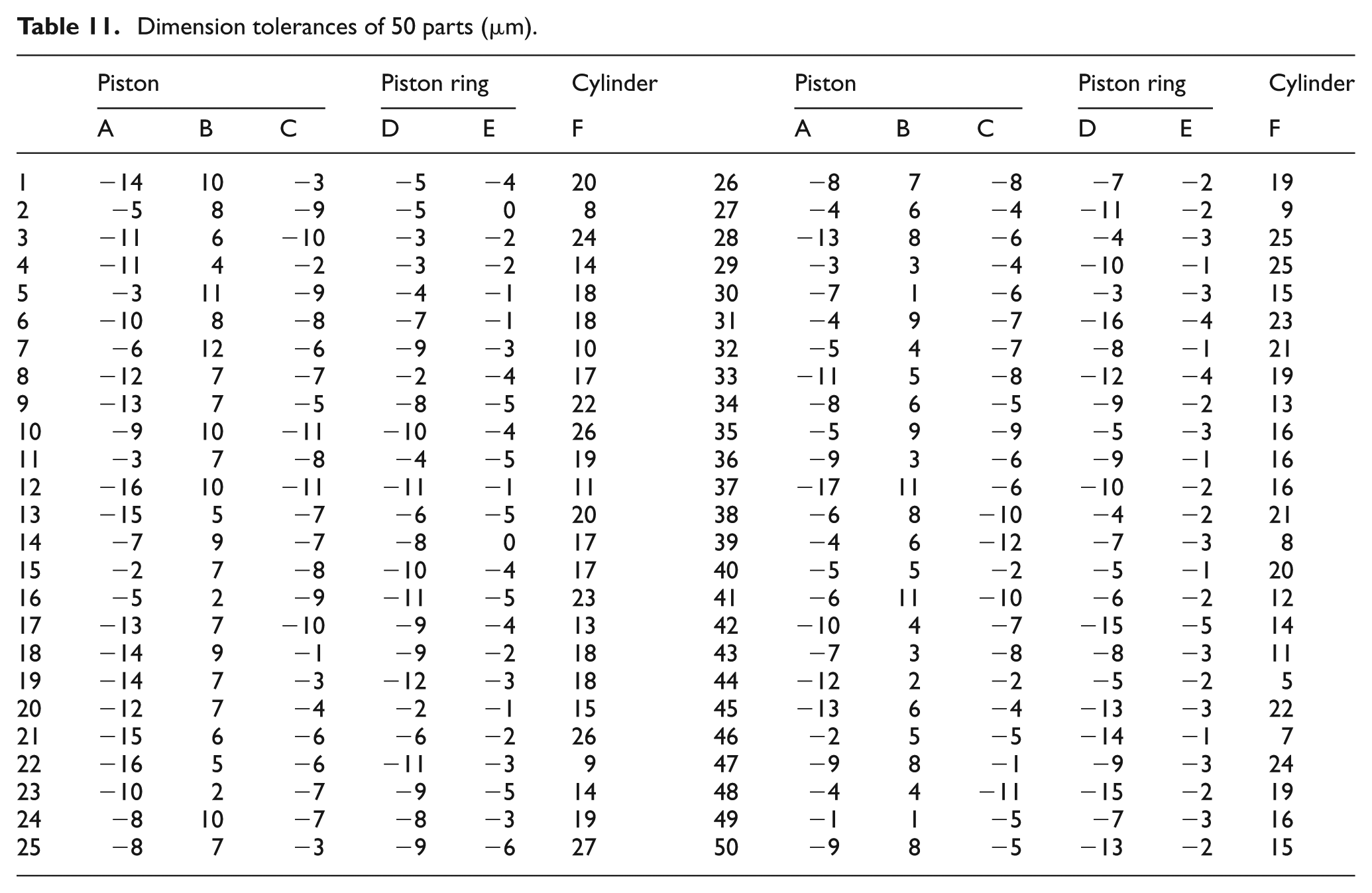
Given a piston–cylinder assembly as shown in Figure 5, different characteristics of the product are shown in Table 10, and the dimension tolerances of 50 parts are given in Table 11.
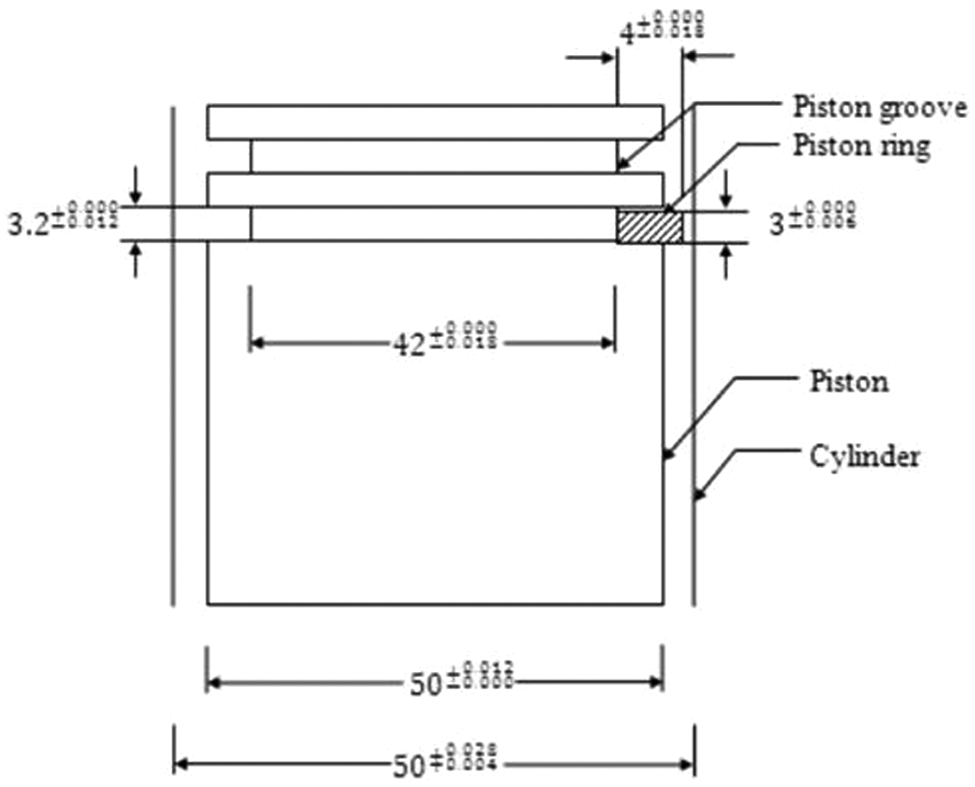
Piston and cylinder assembly.
Representation of characteristics of the piston and cylinder assembly.
Dimension tolerances of 50 parts (µm).
Considering all the characteristics of the assembly, the following are the three possible combinations affecting the assembly clearance:
Clearance 1 (C1 = F − A − 2D): Piston groove diameter (A) Piston ring width (D) Cylinder inner diameter (F)
Clearance 2 (C2 = C − E): Piston groove thickness (C) Piston ring thickness (E)
Clearance 3 (C3 = F − B): Piston diameter (B) Cylinder inner diameter (F)
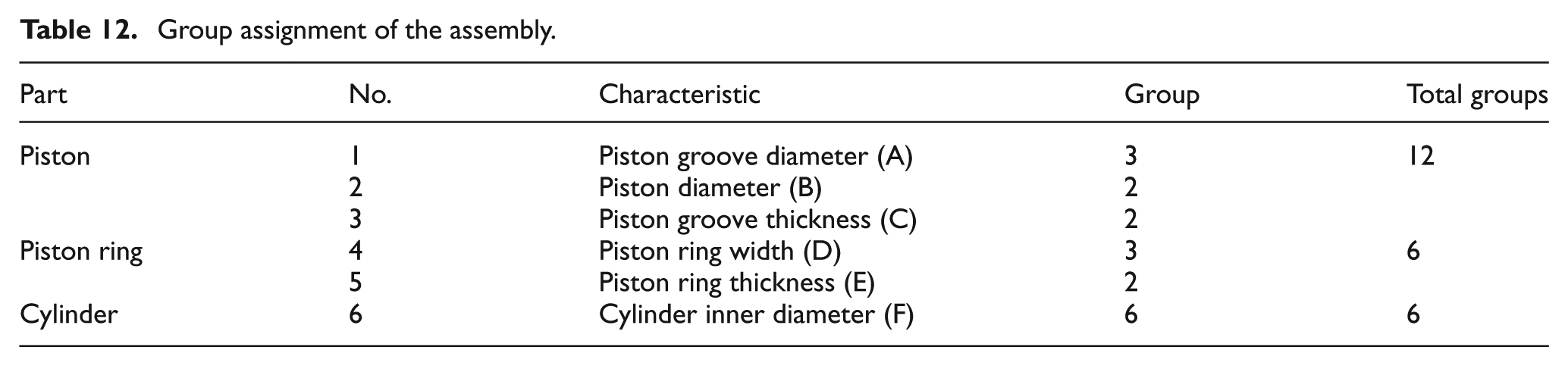
And the allowable ranges of clearances C1–C3 are given as (4, 35), (196, 206), and (2, 12), respectively. All the three possible dimension chains, which results in the variation in clearances C1–C3 in the assembly, are considered in selective assembly. With traditional selective assembly, if the parts are grouped into six groups considering the process capability (6 σ), for example, the piston, due to its three characteristics, there will be 6 × 6 × 6 = 216 groups; obviously, it is very difficult to carry out selective assembly due to the large number of groups. To address this problem, in this work, the parts will be partitioned into different numbers of groups considering the tolerance range of the parts with the proposed grouping method. For example, a possible group assignment for different parts in this assembly is given in Table 12, and the group tolerance ranges for the characteristics A–F are given in Table 13.
Group assignment of the assembly.
Group tolerance ranges of characteristics.
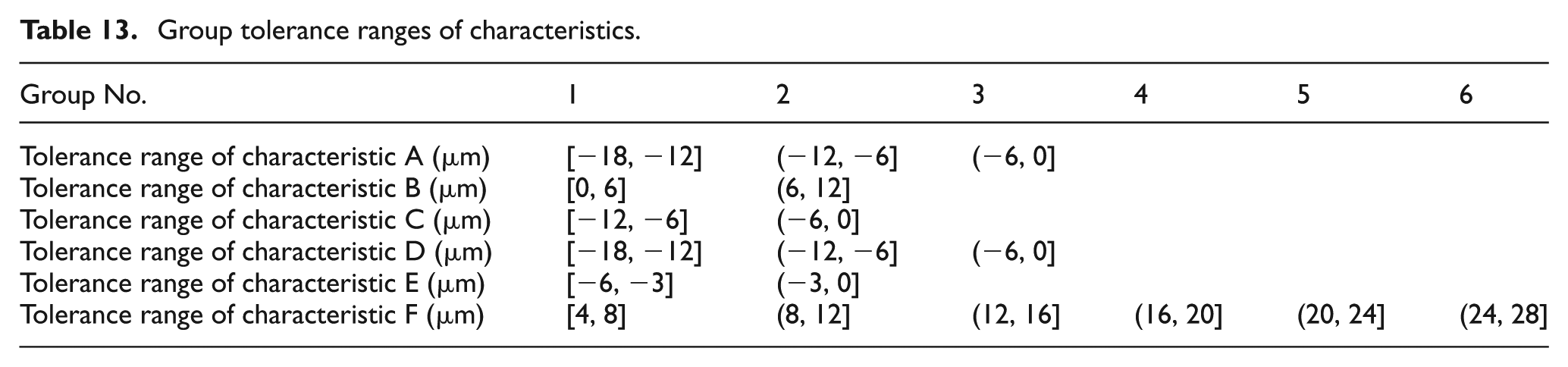
With the group assignment shown in Table 12, it can be found that it is difficult to build the chromosome if using the group data directly because the group marking of the part is related to the quantity of part’s characteristics, and it usually consists of a string of digital numbers. Take piston for example, the group marking 312 represents the following: characteristic A of piston belongs to the third group, characteristic B belongs to the first group, and characteristic C belongs to the second group. To replace the above string of digital numbers, a converted group No. is used to build the chromosome, and the relationship between the converted group No. and the group marking of the part’s characteristic is given in equation (9)
where
With equation (9), it can be ensured that the converted group No. has only one corresponding group marking of the part. For example, the group marking 312 of the piston can be converted to the group No. as
Group No. converting example.

Therefore, based on the above-converted group No., the proposed grouping method with the corresponding coding method of the chromosome for the product with single dimension chain, as discussed in sections “A grouping method considering tolerance range of parts in selective assembly” and “Selective assembly for mating parts with different group number using genetic algorithm,” can also be used for the product with multiple dimension chains.
Assembly success rate of the product with multiple dimension chains
The assembly success rate of the product in each dimension chain can be considered as the independent event. According to the independent event probability formula given in equation (10), the total assembly success rate of the product with multiple dimension chains is given in equation (11)
where x represents the combination No., j represents the dimension chain No., n represents the number of dimension chains in the assembly, and pj represents the assembly success rate of the jth dimension chain in the combination.
Then, given an individual, the fitness function of the individual can be given in equation (12)
where N represents the number of parts in one batch and x represents the combination No. in the individual.
Selective assembly results for the product with multiple dimension chains
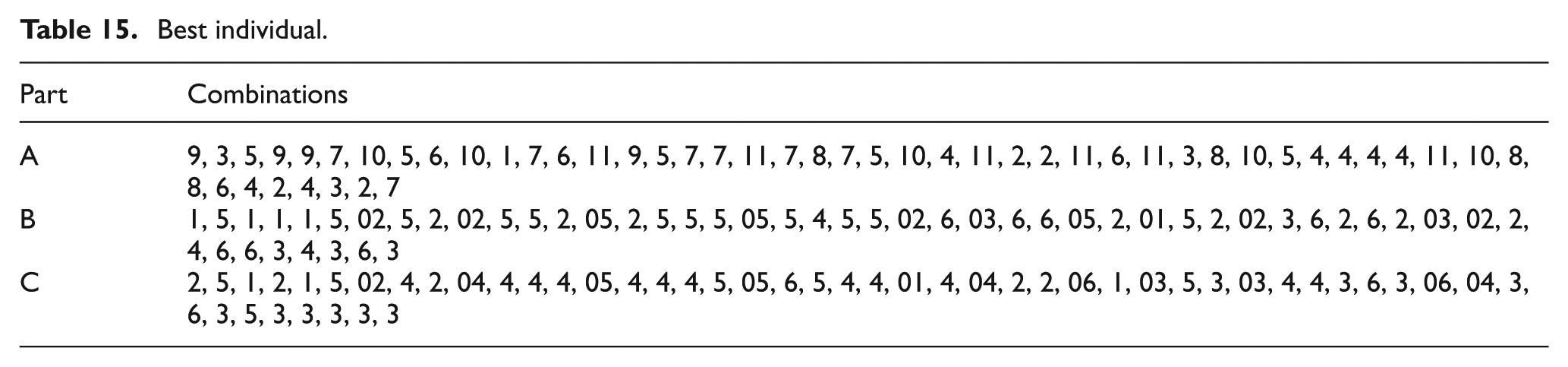
With the proposed grouping method and assembly success rate calculation for the product with multiple dimension chains, the selective assembly can be carried out with the proposed genetic algorithm in section “Selective assembly for mating parts with different group number using genetic algorithm.”Figure 6 shows the evolution performance of the algorithm for the piston and cylinder assembly (shown in Figure 5), and the best individual is given in Table 15.
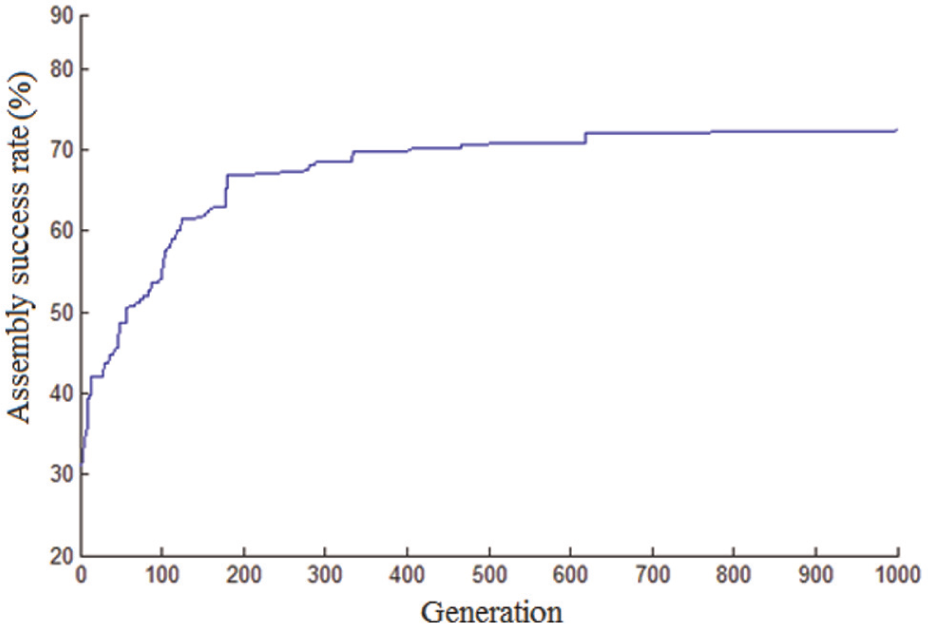
Evolution performance of the algorithm for the piston and cylinder assembly.
Best individual.
It can be seen that the assembly success rate is improved to 72.5%, while the assembly success rate for the same product using traditional selective assembly method is 51%. And compared with the batch selective assembly method without grouping parts, 18 with the proposed approach, it should be more convenient to assemble the parts with better interchangeability from the same group, and this can also reduce the assembly time and save the labor cost.
Conclusion
This article proposes a selective assembly approach with genetic algorithm to increase the assembly success rate and reduce the surplus parts. A new grouping method is proposed, by which different numbers of groups are assigned to different parts considering the different tolerance ranges of the mating parts. Based on the grouping method, a genetic algorithm is proposed with a specially designed 2D structure of the chromosome, with the crossover, mutation, and the constraint satisfaction mechanism, to achieve the objective of the selective assembly. Finally, the proposed selective assembly approach is improved to adapt to the product assembly with multiple dimension chains. With case studies, it is verified that the proposed selective assembly approach can be more effective to improve the assembly success rate and reduce the surplus parts for the product with single or multiple dimension chains, and with the proposed grouping method, the selective assembly process can be carried out more conveniently.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was sponsored by the Research Foundation from State Key Laboratory for Manufacturing Systems Engineering (Xi’an Jiaotong University) and the Fundamental Research Funds for the Central Universities.