
Abstract
The minimum zone method is currently a traditional means for evaluating form error. However, it cannot reveal the effects of form error on the scale of assembly accuracy. To address this deficiency, however, considering the propagation of geometric error in assembly process, this article proposed an entropy-based evaluation method for plane form error for precision mechanical system, which includes primary evaluation, convex hull search, top plane establishment, local entropy analysis and obtaining comprehensive evaluation index. Experimental results demonstrate that the proposed method can evaluate the plane form distribution error, which suggests the assemblability of parts, with the same form errors accurately and stably.
Introduction
Evaluation of form errors of machined parts is essential in determining conformance to tolerance specifications. The minimum zone method is currently a traditional means for evaluating form errors. It utilizes two perfect surfaces to envelop the real surface and adjusts the orientation of the two perfect surfaces to realize the minimum of the maximum distance in between. At present, several algorithms of the minimum zone method for evaluating form error have been put forward.1–17 These methods can be roughly categorized into the following types: the linear programming methods1,2 and nonlinear programming methods,3,4 the computational geometry-based algorithms5–10 and the characteristic point-based methods.2,4,9,11–13,16 The objective of the aforementioned algorithms is to obtain a form error value for real feature, which is used to judge whether the part is accepted or not afterwards.
However, in precision and ultra-precision mechanical systems, different real machined surfaces, even with the same form error evaluated by the minimum zone method, shall result in different contact states between mating surfaces due to diversified form error distribution. Thus, this will, in turn, lead to various assembly errors owing to propagation of geometric errors. Many researchers have studied the variation propagation problem,18–20 for which form error evaluation is the preceding work. In addition, form error and nonuniform contact normally generate nonuniform stress field in parts of high accuracy. As changes occur in time, temperature and mechanics environment, the energy of nonuniform stress field will release, which will degrade the assembly accuracy.
It can be easily found that form errors of the surface greatly affect the assembly accuracy of precision and ultra-precision mechanical system. Therefore, to put forward a method for form error evaluation to reveal the relationship between geometric form error and assembly accuracy is of great significance to guide the assembly of precision and ultra-precision mechanical system.
Background
Statement of the problem
Traditional evaluation method for flatness, 21 as shown in Figure 1, mainly aims to evaluate the features in the vertical direction, while ignoring error distribution in the horizontal direction. In the precision assembly process, however, contact points between two parts will result in variation of the datum of the assembled parts and lead to assembly error due to the actual distribution of plane form error, as shown in Figure 2.
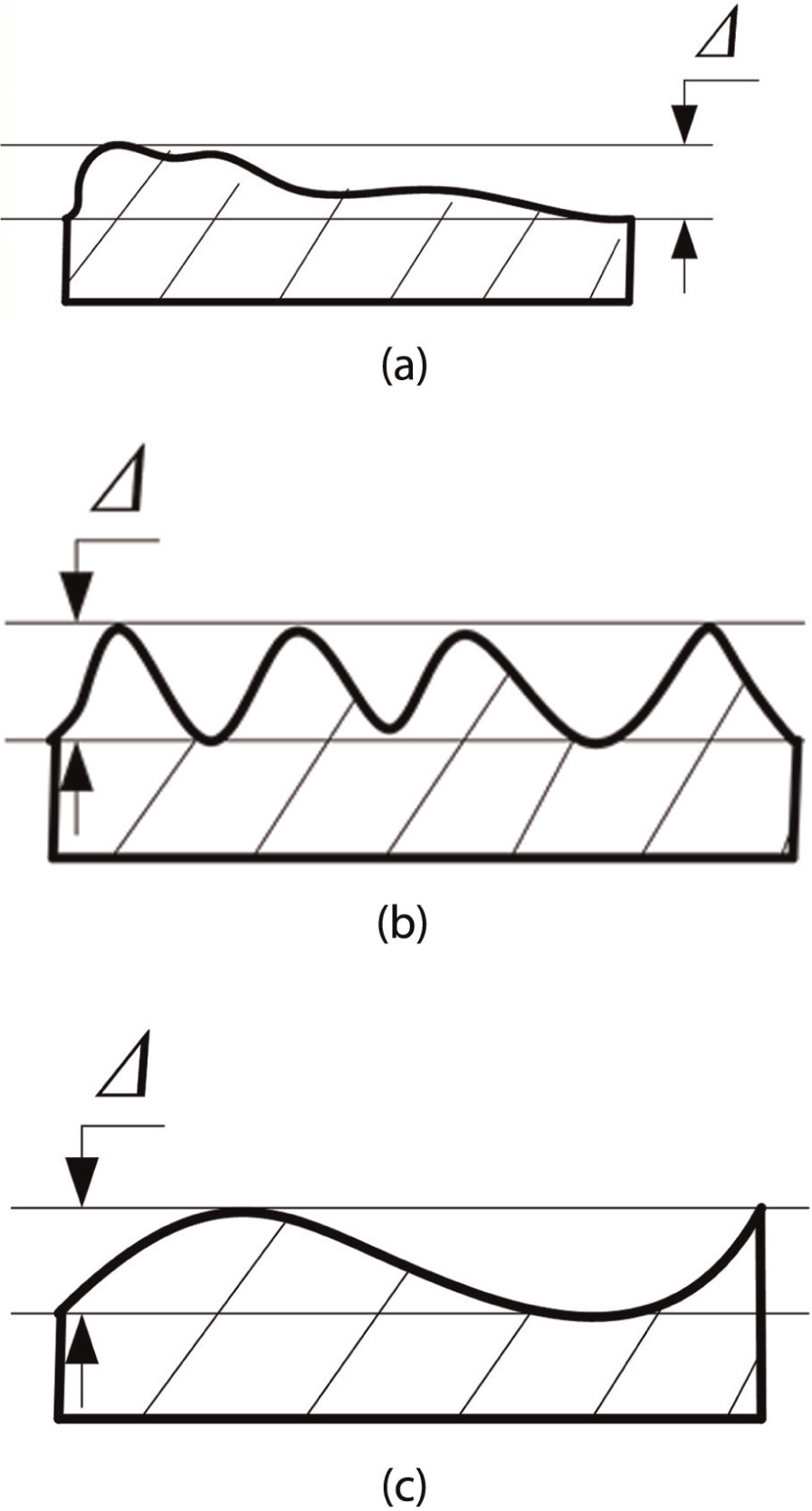
Different distribution of form error. (a) Form error distribution of a plane 1, (b) form error distribution of a plane 2 and (c) form error distribution of a plane 3.
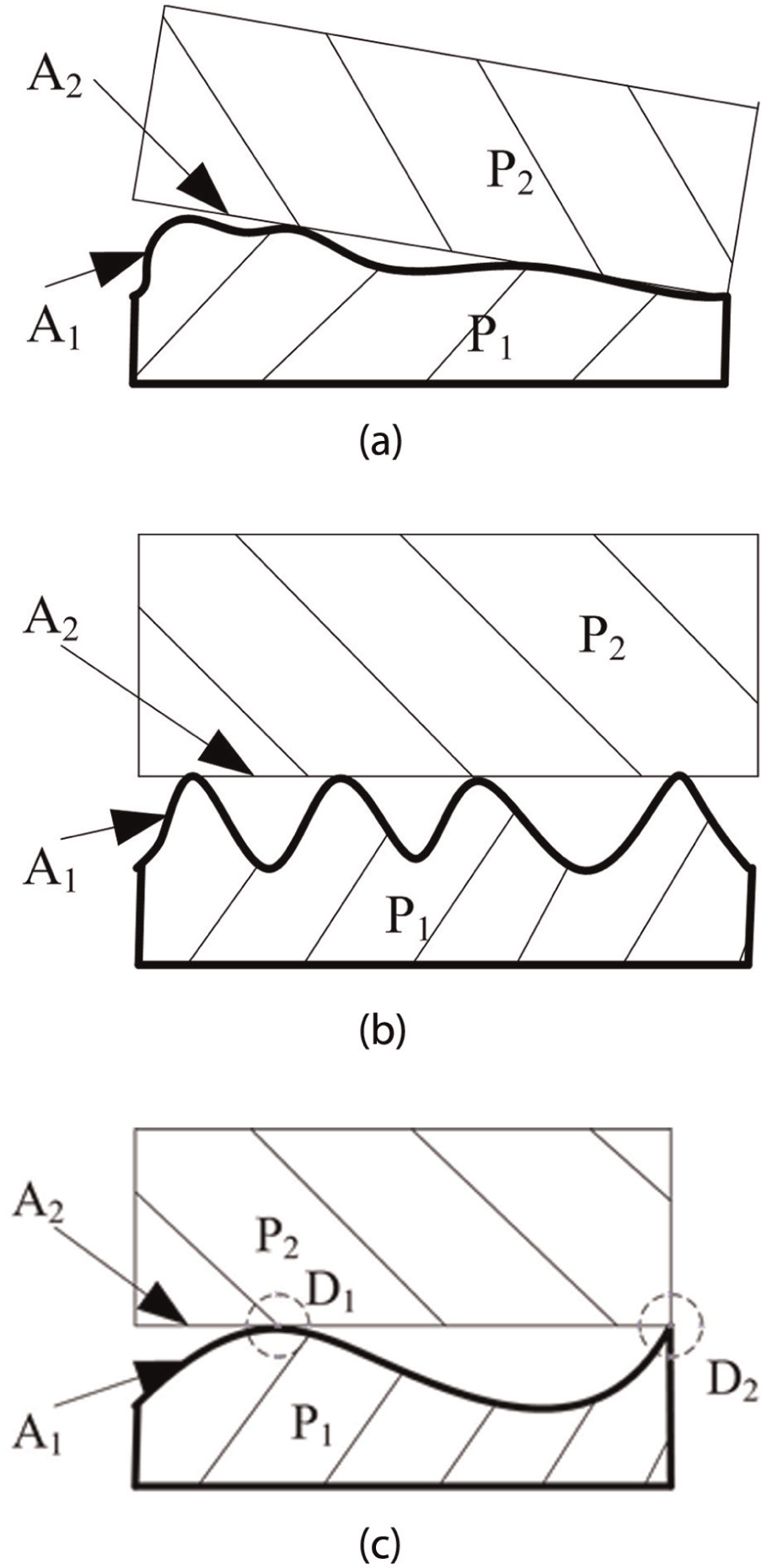
Assembly error due to form error (a) Assembly state 1, (b) assembly state 2 and (c) assembly state 3.
In Figure 2, P1 is the assembly datum, P2 is the assembled part, A1 is the mating surface of P1, A2 is the mating surface of P2 and D1 and D2 are the contact points. In the assembly states in Figure 2(a)–(c), the flatness error Δ of A1 is identical, but P2 has a different location error because of different form error distributions. The assembly state in (a) is the worst. From the perspective of geometric errors, the assembly states in (c) and (b) are identical, but the number of contact points in (c) is far less than that in (b). Through combining assembly forces, the large elastoplastic deformation and local contact stress will be produced in the contact regions D1 and D2. The nonuniform contact state and deformation will result in additional location error and nonuniform stress field in P2. The nonuniform stress field is one of the main factors affecting the assembly accuracy due to gradual release of the stress.
The discussion above shows that in the aspect of effects on assembly accuracy of precision mechanical system, mating surfaces with different distributions of form error will lead to completely distinct effects on assembly precision, although they have the same form error evaluated by the traditional method. Therefore, it is necessary to propose a new method to further evaluate the distribution of form error with the hope of providing a basis and an analytical calculation method for improving the assembly accuracy.
Fundamental idea
Basic definitions
In order to facilitate the following discussions, first the basic concepts are defined as follows:
Real machined plane with curve features (PCF) is the actual (extracted) surface in the flatness error zone Δ.
Top plane. The top plane is a virtual one that is specified by three contact convex points (including the edge points) on the PCF and makes all convex points located below or on it, and the geometrical center of PCF is located inside of the triangle constituted by the three contact convex points.
Plane form distribution error is defined as the value, within the flatness error zone Δ, used to describe the distribution characteristics of the PCF and results in the largest location error of the assembled ideal plane.
Basic method
The theoretical basis of entropy evaluation of plane form distribution error is shown below.
Entropy, a measure of system disorder, has been widely employed in information theory, control theory, probability theory, number theory, astrophysics, life sciences and other fields. 22 The mathematical expectation of self-information is defined as the average amount of the data of the information sources in the information theory, which is also known as information entropy, 23 representing the general characteristics of information source by an average sense, that is, the measure of uncertainty or nonuniformity of a random variable X, denoted by H(X)

where X is a random variable, pi is the probability of X and n is the number of information sources. It should be noted that pi should meet the basic properties of probability space: Non-negativity 0 ≤pi≤ 1 and completeness
Since H(X) is the probability distribution function of a random variable X, it is called the entropy function. Entropy possesses extremum property, and the maximum can be achieved when all possible values of the random variable X occur with equal probability. The extremum entropy can be written as

It can be found from the characteristics of entropy that the entropy function can be used to evaluate probability uniformity of all possible values of a random variable. The smaller uncertainty of a random variable indicates that the probabilities of all possible values of the random variable are closer to each other, resulting in larger entropy. The real machined surfaces of parts have form errors, which lead to uneven height of the PCF. Therefore, the utilization of entropy function to evaluate the distribution uniformity of the PCF is proposed based on the respective characteristics of the entropy function and PCF, as well as their relationship.
In order to evaluate this nonuniformity of the PCF, the surface of the parts is graded by the coordinate measuring machine (CMM), considering the measured heights as the probabilities of all possible values of a random variable. A coordinate is established, namely, the evaluation coordinate, featuring lower ideal plane and the normal in Figure 1 as the XOY plane and Z axis, respectively. Through data processing, the z coordinates in the evaluation coordinate of all measurement points are obtained according to the CMM measurement values, denoted as z1, z2, …, zm, where m is the number of measurement points. Taking into account the non-negativity and completeness of a probability space, z coordinate values of all measurement points are normalized in the evaluation coordinate to obtain the normalized z coordinates, that is

where zi is the height of the ith measurement point in the evaluation coordinate and
The entropy of the measurement points is

The corresponding extremum entropy is

The normalized entropy is

The larger the normalized entropy, the more uniform the PCF and hence the smaller the number of assembly error produced. Note: the normalized height values, represented by a prime symbol, are used in the entropy calculation in the following sections.
The evaluation process of the plane form distribution error (shown in Figure 3) can be categorized into the following five steps:
Primary evaluation of plane form distribution error of the PCF.
When the results in step 1 show that the form error of the PCF cannot be ignored, search convex hulls on the PCF.
Based on the convex hulls searched in step 2, calculate the top plane of the PCF and obtain the location error after assembly through calculating the angle between the top plane and the ideal plane.
Implement local entropy analysis of the three convex hull regions specifying the top surface used as a basis to estimate whether the convex hulls are prone to deform and lead to additional error.
Using the calculation results in steps 3 and 4, obtain the comprehensive evaluation index of plane form distribution error of the PCF for precision assembly.
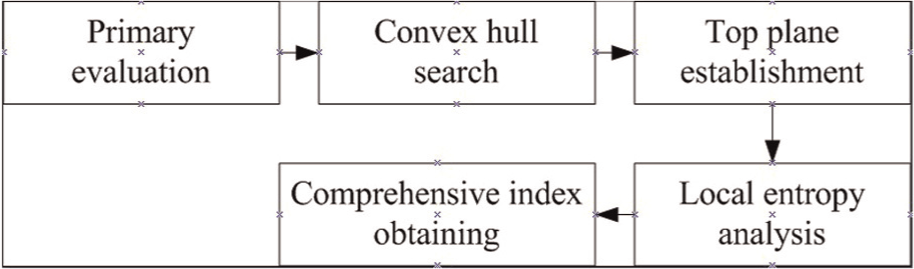
Evaluation process of plane form distribution error of PCF.
Methodology
Primary evaluation of plane form distribution error of PCF
Figure 1 shows that in PCFs with flatness Δ, if the height and position of the convex points are uniform (as shown in Figure 1(b)), the assembled parts have no location error after assembly (for convenience, the mating surface is assumed to be ideal), while the situations in Figure 1(a) and (c) are quite different. Therefore, the plane form distribution error of the PCF is evaluated primarily. According to the normalized height entropy formula of the PCF in equation (4), primary evaluation based on the relative entropy method is presented.
Overall entropy evaluation
The calculation method is as follows:
First, calculate the overall entropy, H0, of the PCF

The corresponding extremum entropy is

The normalized overall entropy is

If H0S is very close to 1, it indicates that the heights of the measurement points are close to the flatness error Δ, the distribution of convex hulls is uniform, and the effects of form error on assembly accuracy are small, which can be excluded from consideration. Otherwise, it can perform entropy-based evaluation of the four regions divided by X and Y axes. The threshold value of the normalized overall entropy can be calculated according to the assembly accuracy. The higher the assembly accuracy, the closer to 1 the threshold.
Relative entropy evaluation
Divide the PCF into four regions with the geometrical center as the origin, shown in Figure 4.
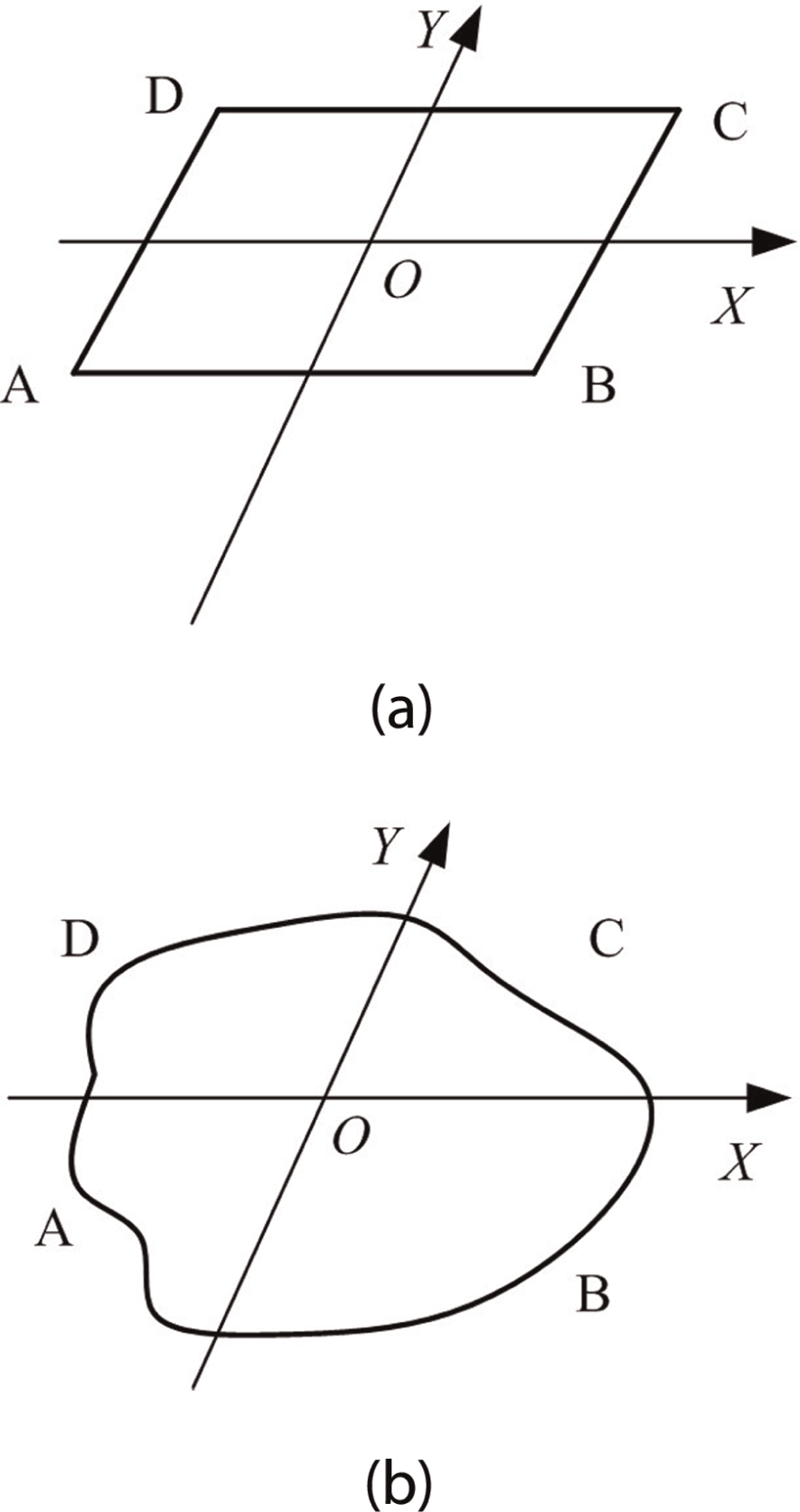
Partition of PCF (a) Partition of a parallel quadrilateral plane and (b) partition of an irregular plane.
For mating surfaces of precision mechanical system, the form error value is very small compared with the nominal size, so it can be concluded that the three convex hulls supporting the mating surface of the assembled parts would fall in three quadrants or two diagonal regions in the coordinate system as shown in Figure 4(a) and (b). Therefore, if the entropies of the three regions or two diagonal regions are consistent with or close to the overall entropy, it can concluded that the PCF will lead to very small location or orientation error of the assembled part and that further analysis is not required.
First, calculate the regional entropies of the four regions divided by XOY coordinate axes, that is

where zki is the height of the ith measurement point in the kth region and mk is the number of measurement points in the kth region.
The corresponding extremum entropy is

The normalized region entropy is

Then calculate the means of the height of measurement points in the four regions and evaluate the mean height entropy of the four means


The corresponding extremum entropy is

The normalized mean height entropy is

If HμS and HS are close to each other (the degree of closeness can be determined by the assembly accuracy requirement), it can be believed that the number of convex hulls with the height of Δ is not large and the distribution in XOY plane is uniform. If all HkS have large difference to each other and HμS is small, the distribution of form error on the PCF is uneven and has great effects on the assembly accuracy. Further quantitative analysis is required.
Convex hull search
The convex point and a set of points around it constitute the so-called convex hull on the PCF. To establish the top plane of the PCF, search all the convex points and their convex hulls first. The search process of convex hulls is essentially of a multiobjective optimization. There are many mathematical methods,24–26 among which the eight-neighborhood search is adopted hereby, which is shown below.
Assume that the height values of the measurement points in the evaluation coordinate can be expressed in matrix form
where zi,j is the z coordinate value of the measurement point in the ith row and jth column, M the number of rows and N the number of columns. An important precondition that has to be met in the eight-neighborhood search method is that the measurement uncertainty must be less than the difference of z coordinate values of adjacent measurement points.
Taking into account that the convex point has the largest z value compared with the points around it, the following method will be used to search all the convex points and hulls on the PCF. It begins with the measurement point in row 1 and column 1, searches the measurement points row by row, compares the z coordinates of them with those of the surrounding eight measurement points, and then determines whether it is a convex point and specifies the next search target. Take the point in ith row and jth column as an example, the specific search method is as follows: search the z coordinates of the measurement points in the eight neighborhoods, denoted as zi−1,j−1, zi,j−1, zi+1,j−1, zi−1,j, zi+1,j, zi−1,j+1, zi,j+1 and zi+1,j+1 (Figure 5). If zi,j > zi+p,j+q (p, q = −1, 0, 1), then the point is marked as a convex point. After that, view zi−1,j−1, zi,j−1, zi+1,j−1, zi−1,j, zi+1,j, zi−1,j+1, zi,j+1 and zi+1,j+1 as the search targets and continue the search until zi+k,j+k < zi+k+1,j+k+1 (k = ±2, ±3, …). The points set within the convex region compose a convex hull. Then move the search target to zi,j+2 and continue to search. Otherwise, if zi,j is less than the z coordinate value of any measurement in the eight neighborhoods, indicating that it is not a convex hull, then move the search target to zi,j+1 to continue the search. In particular, when the search target reaches the edge of the measurement mesh, there will not be eight measurement points around it, and hence it just needs to compare the target with the measurement points around it.
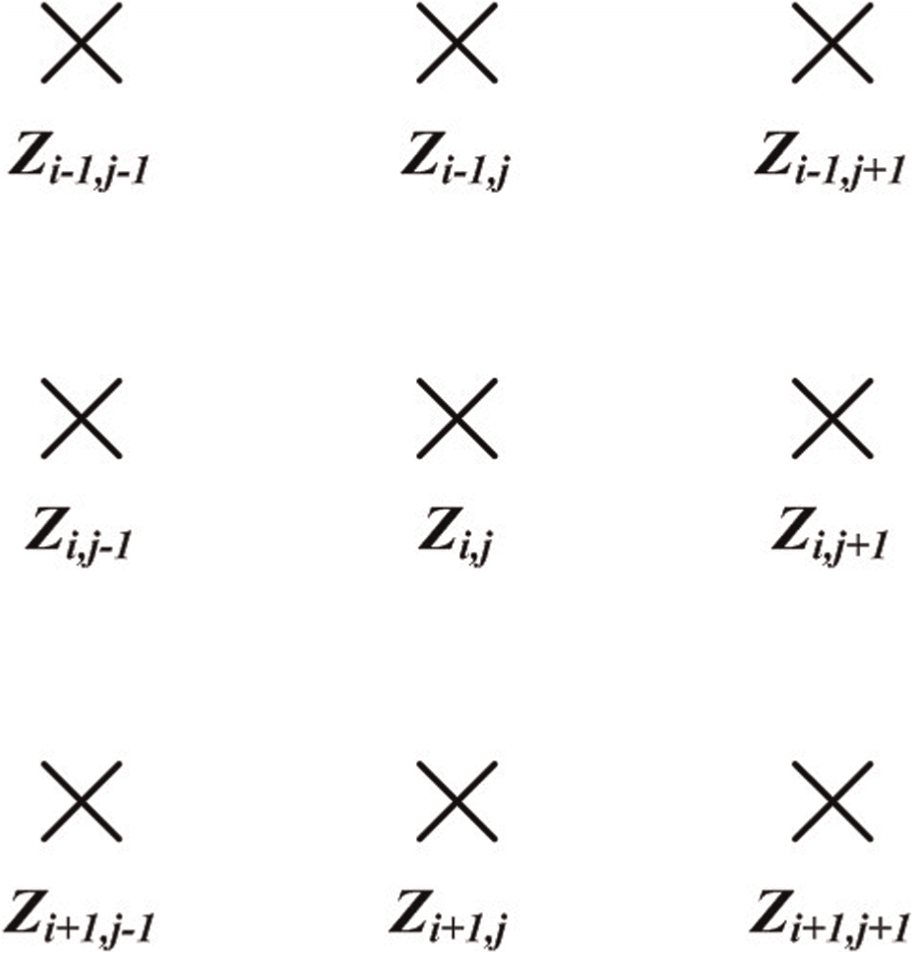
Convex hull search.
Top plane establishment
The establishment of the top plane is fully a geometric problem by adopting the following method. Let the positions of the three convex points be M1, M2 and M3 on the PCF as shown in Figure 6.
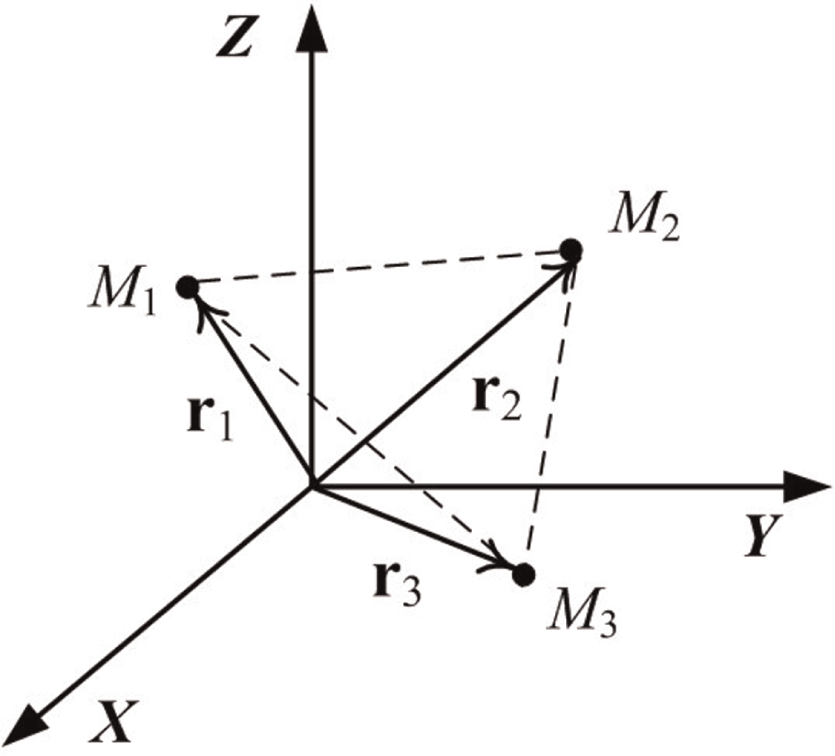
Positions of convex hulls and their vectors.
In Figure 6,

If the coordinates of M1, M2 and M3 are (x1, y1, z1), (x2, y2, z2) and (x3, y3, z3), the equation of the plane represented in equation (18) is
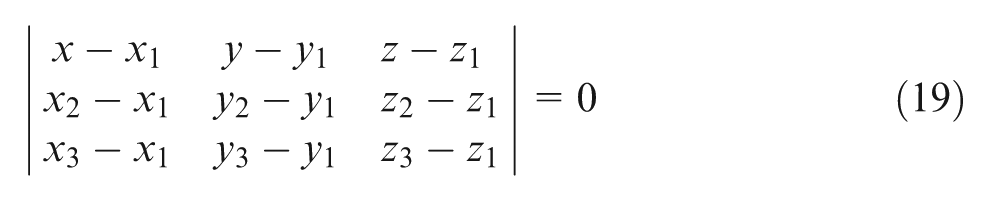
Based on the convex points obtained above, select any three points to establish the following plane

where A, B, C and D are obtained from equation (19).
Then judge whether the following inequality holds for all the convex points obtained above

where zi is the height of any convex point. If inequality (21) holds, then the plane represented in equation (18) is the top plane of the PCF. Otherwise, three other convex points searched in section “Convex hull search” will be employed to establish the plane by equation (19) until equation (21) holds.
At the same time, the normal

The angle between the top plane and the ideal plane is the assembly error (location error) produced by the form error of the PCF. And it can be calculated as the following equation

where
If the smaller characteristic nominal dimension is a, as shown in Figure 7, then the limit maximum location error produced by the plane form distribution error is given as

Then the normalized location error can be written as

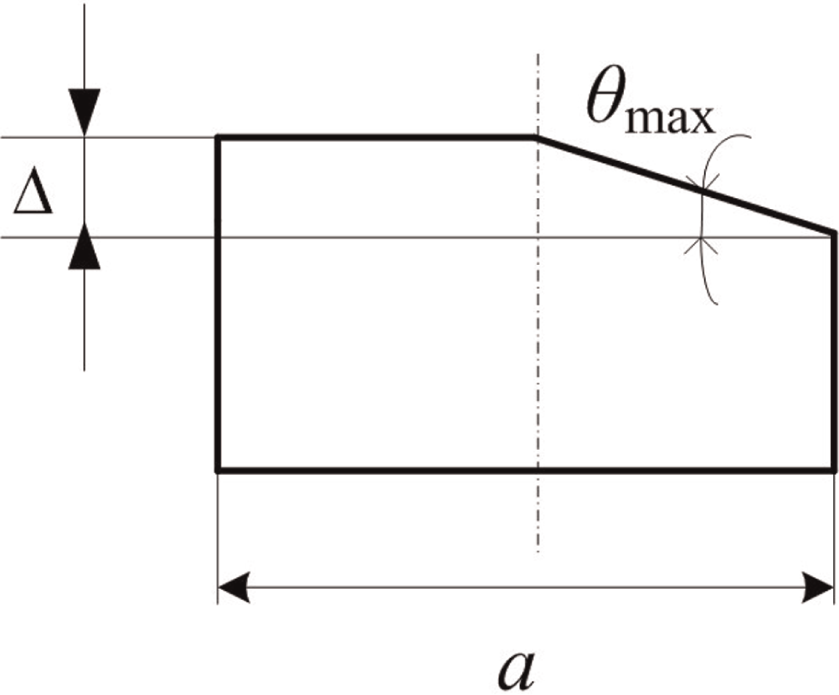
Limit location error.
Local entropy analysis
The three convex hulls contacting with the top plane withstand assembly force and generate the due elastoplastic deformation. The flat degree of contact of convex hulls relates directly to the deformation, affecting the assembly accuracy. The assembly error produced by deformation of convex hulls is called additional error. Therefore, after the calculation of the top plane and the location error, the analysis of the flat degree of the three contact convex hulls is required.
The geometry of the PCF is generally very complex, so the domain of the convex hulls can only be selected by an approximate method. Therefore, the points in the convex region searched in section “Convex hull search” are employed. If the number of measurement points in convex hulls M1, M2 and M3 is m1, m2 and m3, respectively, the local entropies of the convex hulls can be calculated as follows:
The local entropy of convex hull Mj is

The corresponding local extremum entropy is

The normalized local entropy is

If
Comprehensive evaluation index for plane form distribution error of PCF
Based on the above calculation and analysis, the comprehensive evaluation index for form error distribution of PCF is proposed as follows

where θS is the assembly error obtained from equation (25), used as the dominant evaluation index, and min(HMS) is the minimum in equation (28), used as the additional evaluation index.
Larger θS indicates that the form error will lead to greater assembly error. However, smaller min(HMS) shows that the convex hulls are more uneven and shall deform more easily; thus, it will lead to greater additional error. Therefore, smaller θ and larger min(HMS) are better for precision assembly.
Case study
To verify the method proposed above, four parts are machined using a milling machine, whose sizes are all 115 × 55 × 15 mm and its material is 45 steel. Four PCFs (Figure 8) of the parts are measured with a CMM “PMM12106G,” the measurement uncertainty of which is (0.6 ±l/600) μm. We focus only on the z coordinate values of all the measurement points, and the sum of flatness, parallelism and chucking errors is less than 10 mm, so the measurement uncertainty of all the measurement points is just 0.6 μm, which is less than the difference of z coordinate values of all the adjacent measurement points. That means the precondition of the eight-neighborhood search can be met. Since the total standard deviation of measurement data of the four PCFs range from 3.4 to 5.9 μm, which are six times more than the measurement uncertainty of the CMM “PMM12106G”, 0.6 μm, the measurement uncertainty can be ignored according to the study by Fei. 27
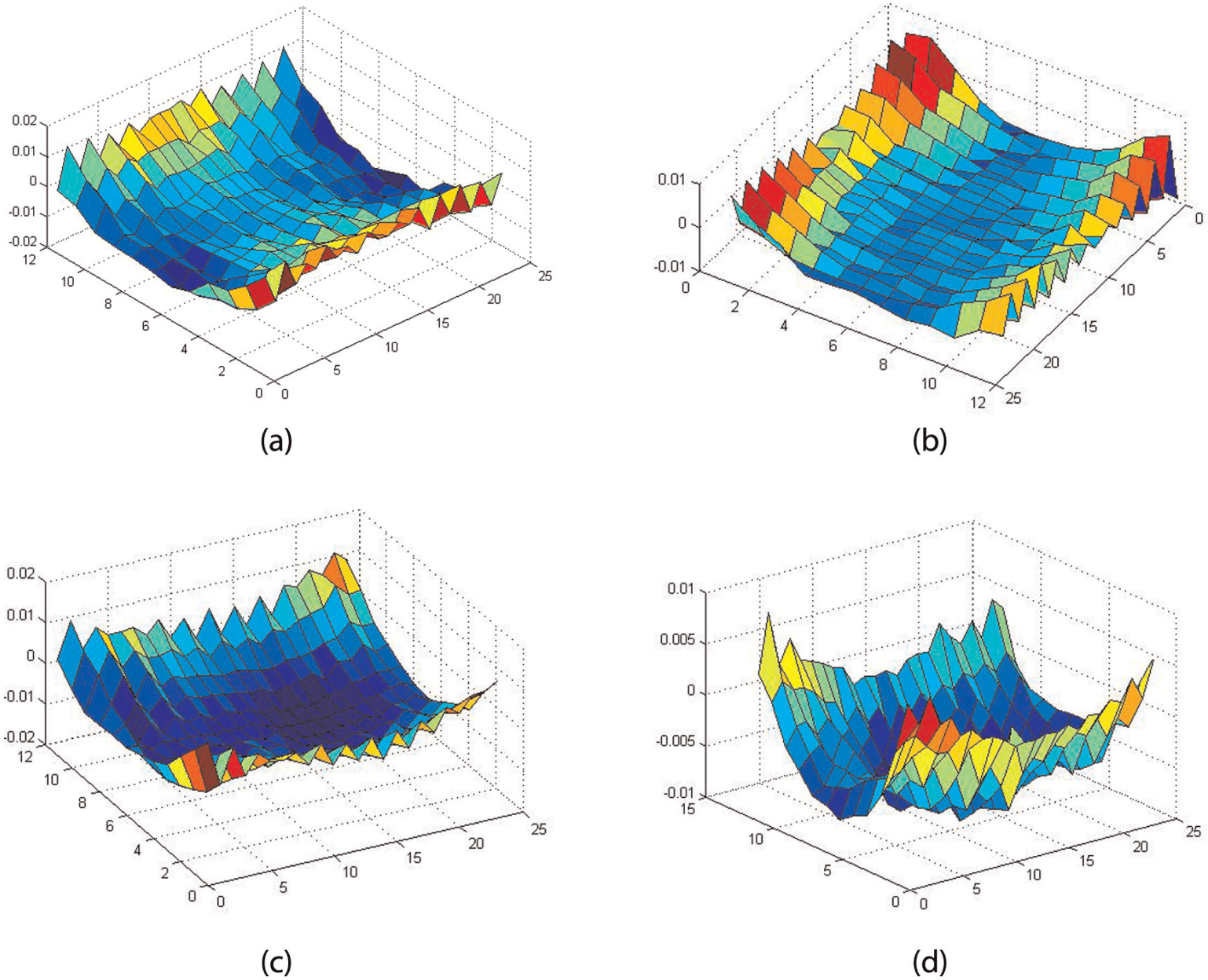
PCFs to be evaluated. (a) PCF 1 to be evaluated, (b) PCF 2 to be evaluated, (c) PCF 3 to be evaluated and (d) PCF 4 to be evaluated.
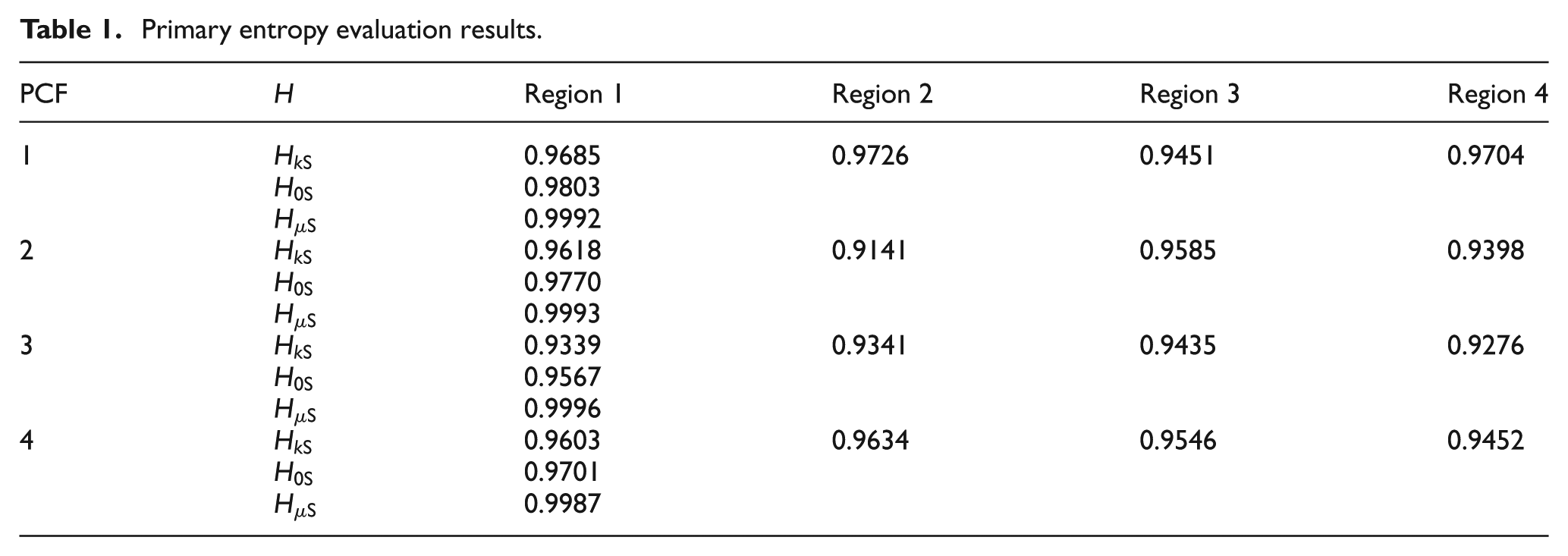
After the height values of all measurement points are transferred into the evaluation coordinate to achieve the corresponding height values, the overall entropies of the four PCFs are calculated for primary evaluation. The results are shown in Table 1. Primary evaluation shows that the plane form distribution errors of the PCFs are not small enough. Hence, it is necessary to carry out further comprehensive evaluation.
Primary entropy evaluation results.
The comprehensive evaluation indexes of four PCFs are
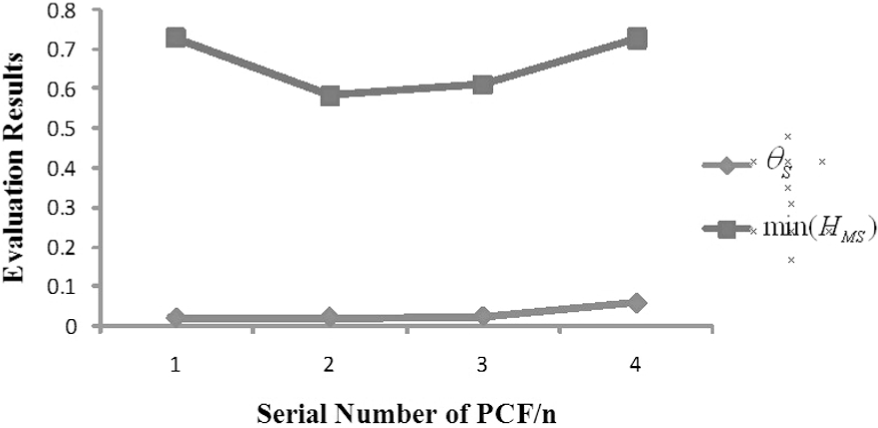
Curve of evaluation results.
Summarizing the above analysis results, the sequencing of assembly quality is PCF 1 > PCF 2 > PCF 3 > PCF 4.
Conclusions
This article presents a method to evaluate plane form distribution error of real machined surface for precision assembly. An entropy-based evaluation method is proposed, which includes primary evaluation, local entropy analysis and obtaining comprehensive index. Experimental examples show the method can find the plane from all the planes with the identical flatness, form distribution error of which, benefits to assembly accuracy best. Therefore, this method could be used for evaluating the assemblability of PCFs with the identical form errors, which is advantageous to improvements of the assembly accuracy.
To make it easier to understand, the method proposed here only considers the assembly between a real machined plane and an ideal one. In the practical situation, however, both the assembly surfaces have form errors. The form errors and relative orientation of the two mating surfaces influence the assembly accuracy, and certain form errors on the mating surfaces can compensate each other well in an assembly process. Therefore, the method proposed in this article can help to evaluate the single surface, which is the basis of evaluating both the mating surfaces. Samper et al. 28 proposed a method of establishing the difference surface to transfer the form errors onto one surface, and the other surface becomes the ideal one without form errors. Therefore, the assembly between two real machined planes is transferred to the assembly between a real machined plane and an ideal one, which can be evaluated by the method proposed in this article. However, the method of establishing difference surface is just one of the solutions to resolve the problem. Further improvements to the method will be considered in our future work.
Footnotes
Funding
This work was supported by National Natural Science Foundation of China (grant number 50875025), the Special Development of National Major Research Instruments and Equipments (grant number 51127004), the Youth Science Foundation Project (grant number 51105036) and basic research project (grant number B2220090014).