
Abstract
The residual stress within a surface layer of aluminium alloy sheets introduced through equal channel angular rolling as a severe plastic deformation process is studied in this article. The channel oblique angle, the route of feeding and the number of passes are the main equal channel angular rolling parameters that are found to influence the residual stress magnitude and distribution. Two aluminium alloys (Al5083 and Al6061) are analysed with the residual stress magnitudes determined using the X-ray diffraction method. When a sheet metal is processed using the equal channel angular rolling method, the surface residual stress in the rolling direction becomes compressive at the top surface and tensile at the bottom surface. Therefore, a nonuniform stress distribution is introduced into the specimen. By reducing the channel oblique angle of the die set from 130° to 110°, the surface residual stress of Al5083 specimens decreased by a maximum value of up to 27%. Combined with this, the surface residual stress decreases as the number of passes increases from one to three passes. These values depend on the route of passing the specimen through the dies during the equal channel angular rolling process. In addition, for materials with different inherent mechanical properties, the introduced residual stress is found to vary. The results indicate that the magnitude of surface residual stress for the Al5083 specimens processed by equal channel angular rolling is about two and a half times greater than the Al6061 specimens. The equal channel angular rolling process and its parameters had a similar effect on both Al5083 and Al6061 specimens. Therefore, the obtained result can be applied for sheet and strip metals.
Introduction
The processes of cold forming and surface deformation induce residual stress fields in metal products. 1 The cases where the surface residual stress magnitudes are in tension are particularly undesirable because they reduce the elastic limit of the material and have a deleterious effect on fatigue and stress corrosion. 2 On the other hand, surface deformation processes such as deep rolling (DR), shot peening, laser shock peening, water jet peening and high-energy shot peening can induce useful compressive residual stress into the material.3–5
In the shot peening process, with the bombardment of the part surface with shots of steel or ceramic balls, the elastic subsurface layer does not recover to its original condition. 6 In fact, the continuity of the elastic zone with the plastic zone causes compressive residual stress at the surface. 7 Mylonas and Labeas 8 and Frija et al. 9 predict the magnitude of compressive stress with the finite element method (FEM). DR generates compressive residual stress magnitudes and work-hardened layers near the surface while retaining a relatively smooth surface finish. 10 Bozdana et al. 11 applied ultrasonic vibration and less pressure on the surface of thin components thereby preventing deterioration of the component shape.
In addition, Navas et al. 12 studied the effect of machining processes including grinding on the residual compressive stresses at the surface of tool steel. This surface effect slows down crack initiation significantly and thus improves fatigue life.13–15
Mahmoodi et al. 16 demonstrated equal channel angular rolling (ECAR) as a cold forming process that can induce residual stresses at the surfaces of sheet metals. ECAR is a severe plastic deformation (SPD) method where the material experiences large strain magnitudes. This is a new forming technique that could be used for producing various metallic sheets with tailored properties in large quantities. 17 This method has recently been applied to sheet and strip metals to obtain ultrafine grains (UFGs). 18 UFG metallic materials exhibit high strength combined with improved ductility and toughness. 19 ECAR could prove to be a cost-effective process for fabricating high-quality aluminium alloy sheets whereby the material is passed through channels of a die set without changing the cross-sectional area of the strip. When the strip passes from the forming zone, the material is deformed non-homogeneously. The elastic response of the material to inhomogeneous distribution of the imposed non-elastic strains is the cause for internal stresses and the generation of residual stress.
In order to eliminate residual stress, annealing or stress relieving can be used, but these techniques are costly and may degrade the material properties of work-hardened materials. In heat-treatable aluminium alloys, while rapid cooling helps develop excellent mechanical properties after solution heat treatment, the thermal gradients lead to high residual stress magnitudes. If cooling rates are reduced during the quench, the magnitude of residual stress will be reduced; however, it can be detrimental to the mechanical properties, especially for quench sensitive alloys.20,21 In a cold forming process, by optimizing the forming parameters, the undesirable residual stress can be reduced in magnitude and in some cases beneficial residual stresses can be produced.1,22
X-ray diffraction as a nondestructive, relatively fast stress measurement method can be especially suited to investigate the residual stress state changes induced by the ECAR process.
In this study, residual stress on the surface was found to vary with changing parameters in the ECAR process. Three process parameters including the channel oblique angle, the route of feeding and the number of passes were considered for two types of aluminium alloy, Al5083 and Al6061. The surface residual stress magnitudes on the top and bottom surface of the specimens were determined by the X-ray diffraction method at surface layers to an approximate depth of 0.02 mm.
Experimental procedure
Materials
Sheets of commercial Al5083 alloy (Al, 4.5% Mg, 0.75% Mn, 0.15% Cr, max 0.1% Fe and 0.1% Si) and commercial Al6061 alloy (Al, 0.96% Mg and 0.56% Si) with a thickness of 2 mm were used in this study. The chemical compositions of the materials were determined with X-ray fluorescence quantometer. Al5083 is a non-age-hardenable Al–Mg alloy with moderately high strength and high formability. Al6061 is a versatile heat-treatable alloy with medium to high strength. Both alloys are used in the automotive and aerospace industries. Fifteen Al5083 specimens were used in this study and six Al6061 specimens with dimensions of 2 × 40 × 400 mm cut from rolled sheet with their long axis parallel to the rolling direction.
Al5083 specimens were annealed at 450 °C for an hour and air-cooled according to American Society for Testing and Materials (ASTM) B918-01 to relieve any pre-existing residual stress (stress-free specimen). The measured yield strength of the annealed Al5083 specimen using the tensile test according to ASTM E8-M standard was 165 MPa. Al6061 specimens were solution heated at 530 °C for 20 min, then quenched into cold water and stored at −16 °C to prevent natural ageing. 23 The 0.2% proof strength of the solution heat-treated Al6061 specimen was determined to be 65 MPa.
Effective parameters in ECAR
The specimens described in section ‘Materials’ were subjected to a large shear deformation in a continuous behaviour using the ECAR process. The strips were fed through the die by the means of feeding rolls (Figure 1). The forming die was equipped with two outlet and inlet channels whose thicknesses were 2 mm. The ECAR technique was carried out at a feeding speed of 3 m/min at room temperature. In this process, three parameters including channel oblique angle, route of feeding and number of passes were analysed.
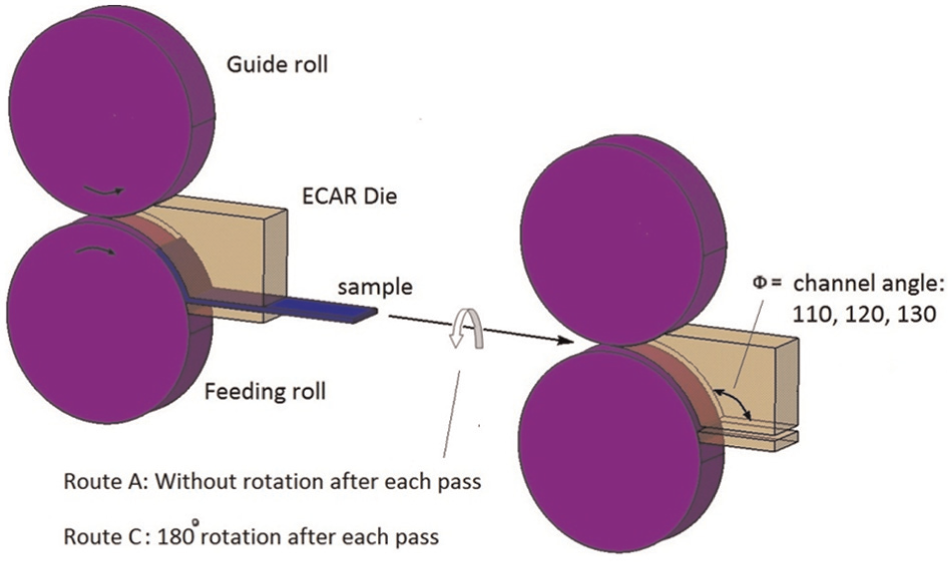
A schematic of the ECAR process and the processing routes A and C.
In the equal channel angular pressing (ECAP) process, 24 three routes are used for pressing: In route A, the specimen is pressed repetitively without rotation. In route B, the specimen is rotated by 90° between each pressing. In route C, the specimen is rotated through 180° between pressings. Unlike the ECAP process, in the ECAR process there are only two possible routes, where routes A and C described for the ECAP process could be considered for strip and sheet metal. Figure 1 is a schematic representation of the processing routes A and C, feeding rolls and die set in the ECAR equipment.
In this work, in order to study the effect of the channel angle, three die sets were designed and manufactured in different channel oblique angles of 110 °, 120 ° and 130 °, respectively. The oblique angle (Φ) is the intersecting angle of the inlet and the outlet channel as indicated in Figure 1. The curvature angle (ψ) of the channel at the outer corner side was fixed at 0° as described previously.25,26
To elicit variations in the surface residual stress as a function of the number of passes, the specimens were passed through the dies up to three times in three designed experiments. Figure 2 shows the resulting specimens in different passes and routes through the die with the channel angle Φ = 120°. Therefore, taking into consideration the three effective parameters, 15 experiments were designed for the Al5083 specimens.
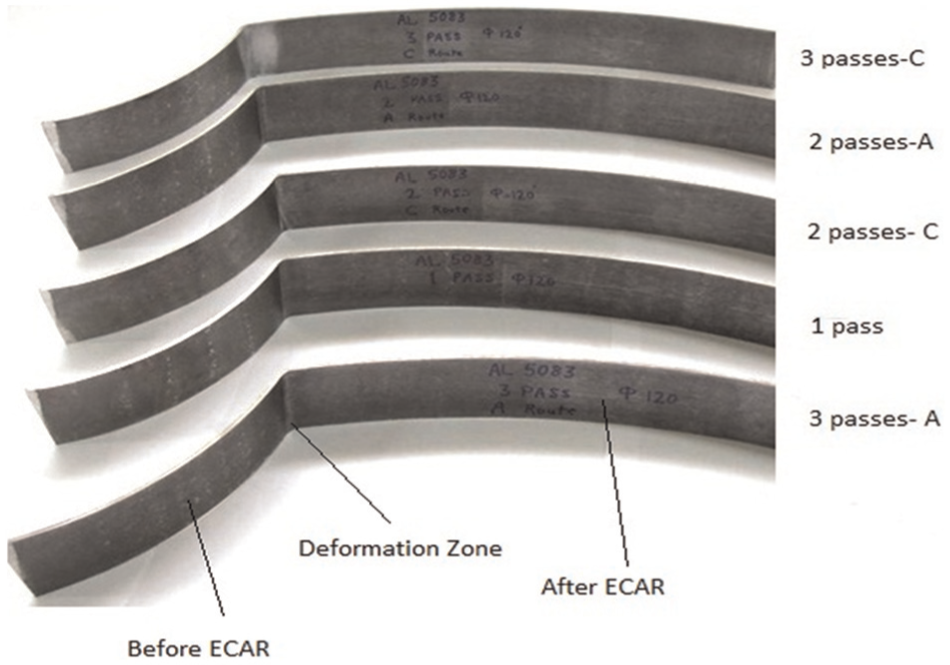
The ECAR-processed Al5083 through the die with Φ = 120° in different routes and passes.
The effective strain
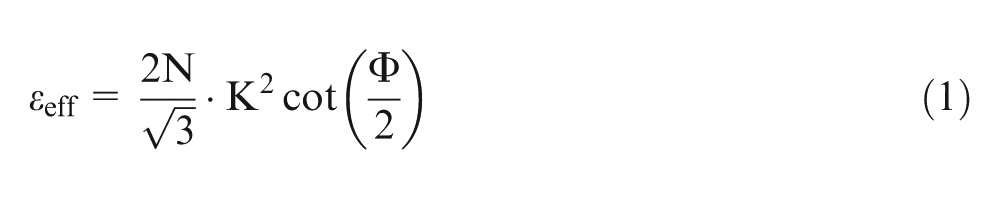
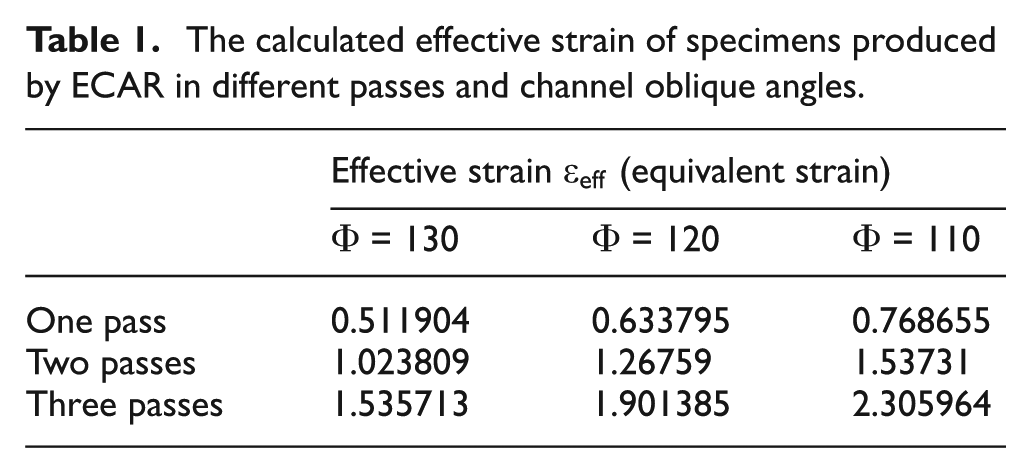
Here, N is the number of passes, Φ the oblique angle and K = 0.975 the thickness ratio. 25 In theory, according to equation (1), the processing route has no effect on this value. Table 1 represents the calculated effective strain of specimens in different passes and channel oblique angles.
The calculated effective strain of specimens produced by ECAR in different passes and channel oblique angles.
Surface residual stress measurement by X-ray diffraction
The X-ray diffraction method was applied to determine the surface residual stress magnitudes of the specimens after ECAR. The stresses were measured in the rolling (longitudinal direction) and transverse directions.
The PANalytical’s X’Pert PRO MRD system was employed to undertake the experimental measurements. Cu Kα radiation with wavelength, λ = 1.54 Å was used as the X-ray source in the irradiated area of 10 × 4 mm2. The residual stress analysis was done using the
The surface residual stress was calculated using equation (2) and measuring the lattice spacing d at different specimen orientations (ϕ,ψ). 28 Equation (2) is obtained using Hooke’s law to relate strain and stress
where dϕψ is the spacing between the lattice planes measured in the stressed specimen and
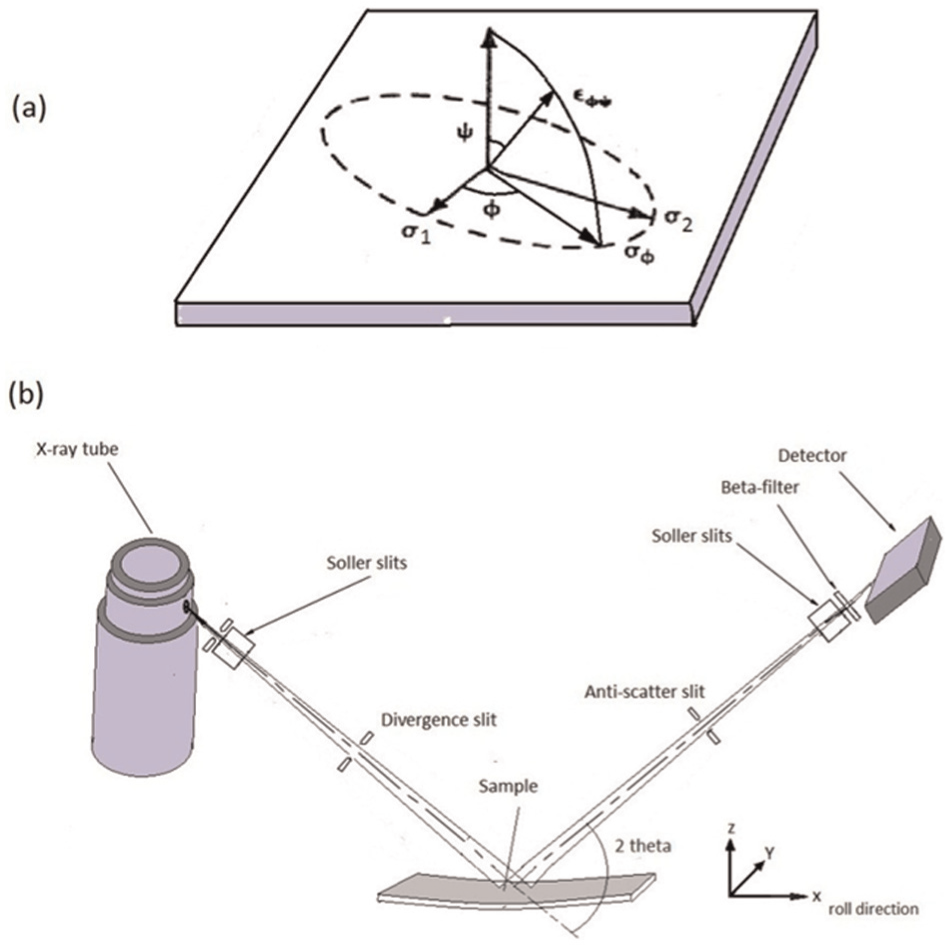
(a) Plane stress elastic model and (b) a schematic of X-ray diffraction for stress measurement.
Results and discussion
In order to investigate the surface residual stress magnitudes, a biaxial plane stress state has been assumed (i.e. the stress component (σ33) in the normal direction of the surface is assumed to be 0). In this assumption, by using the d versus sin2ψ plots recorded from the surfaces of ECAR-processed Al5083 specimens, the magnitude of residual stress was obtained.
The magnitudes of the surface residual stress σ11 (in the rolling direction during the ECAR) at the top surface of the Al5083 specimens were determined and are shown in Figure 4. According to the results, the residual stress at the top surface of all specimens is compressive. The presence of residual stress especially in surface layers is because of the elastic response of the material to inhomogeneous distribution of non-elastic strains during the ECAR process.
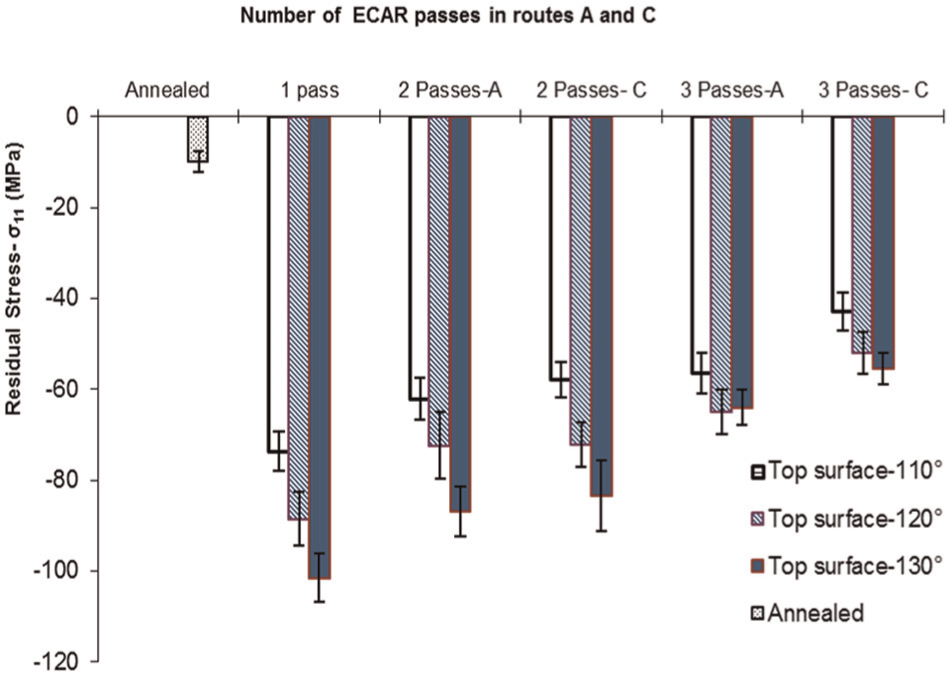
The surface residual stress magnitudes σ11 at the top surface of ECAR-processed Al5083 indicating the effect of variation in channel angle and number of passes.
The compressive residual stress for the strips through the channel angles 110°, 120° and 130° depends on the number of passes. As the number of passes increases from one to three, the compressive residual stress decreases. Similarly, applying the ECAR process with a smaller channel angle introduces a lower compressive stress at the top surface (Figure 4).
The maximum magnitude of residual stress observed was −101.6 ± 5.3 MPa (61% of the starting yield strength) at the top surface of Al5083 after one pass with a channel angle of 130°, whereas the minimum magnitude of residual stress was −43 ± 4.2 MPa (26% of the yield strength) after three passes with a channel angle of 110°.
The magnitude of surface stress for the annealed Al5083 specimen before ECAR was −9 ± 2.2 MPa; therefore, this specimen can be assumed free stress.
Figure 5 presents the residual stress, σ11, at the bottom surface of ECAR-processed Al5083 specimens. According to these results, the surface residual stress in all specimens is tensile. Considering the channel angle parameter, the introduced tensile residual stress magnitude is increased with increasing channel angle. In addition, the obtained tensile residual stress depends on the processing route, with processing route A leading to increased tensile residual stress magnitudes at the bottom surface than processing route C. Similarly, increasing the number of passes using route C decreases the tensile residual stress magnitude.
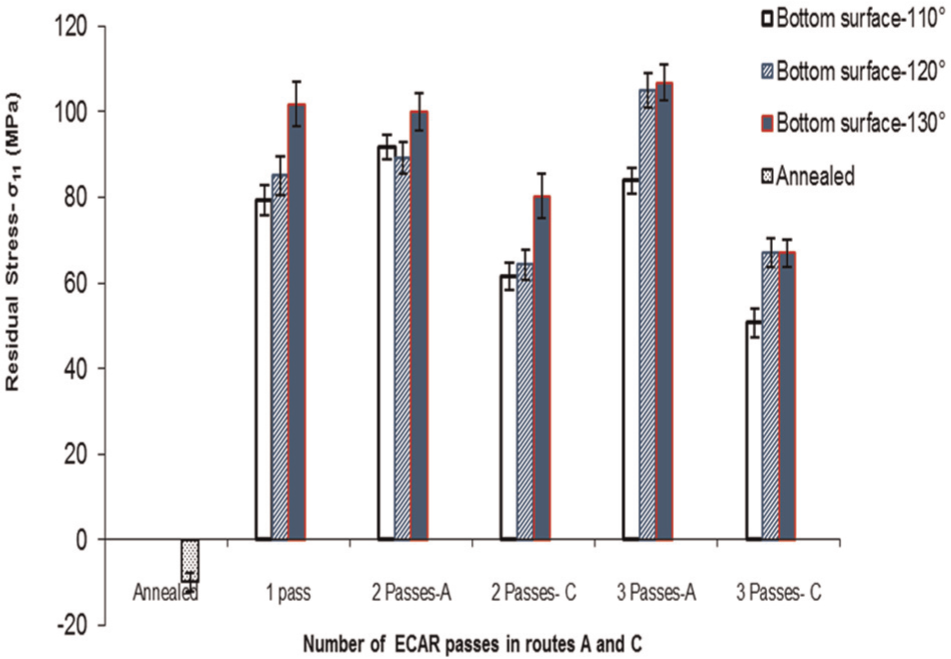
The surface residual stress magnitudes σ11 at the bottom surface of ECAR-processed Al5083 indicating the effect of variation in channel angle and number of passes.
The maximum value of tensile residual stress is 106.8 ± 5.3 MPa (65% of the yield strength) at the bottom surface after a single pass for Al5083 with a channel angle of 130°, whereas a minimum residual stress magnitude of 50.7 ± 3.4 MPa (31% of the yield strength) was found for three passes with a channel angle of 110° using route C.
When the metal strip passes through the deformation zone in the intersection of the inlet and outlet channels, a large stress gradient exists through the material thickness. The specimen is bent in the deformation zone and then unbent after this area in a continuous manner. Therefore, the region from the neutral axis to the top surface of the specimen is entirely tensile while it is compressive to the bottom surface. After passing the specimen from the die set, the springback changes the stress distribution especially in surface layers and results in a nonuniform distribution of residual stress.
The magnitude of surface residual stresses σ22 (in the transverse direction) at the top surface of the Al5083 specimens is shown in Figure 6. The obtained residual stress magnitudes are compressive in the range of −30 to −50 MPa. As shown in Figure 6, the process parameters have a slight effect on the surface residual stress.
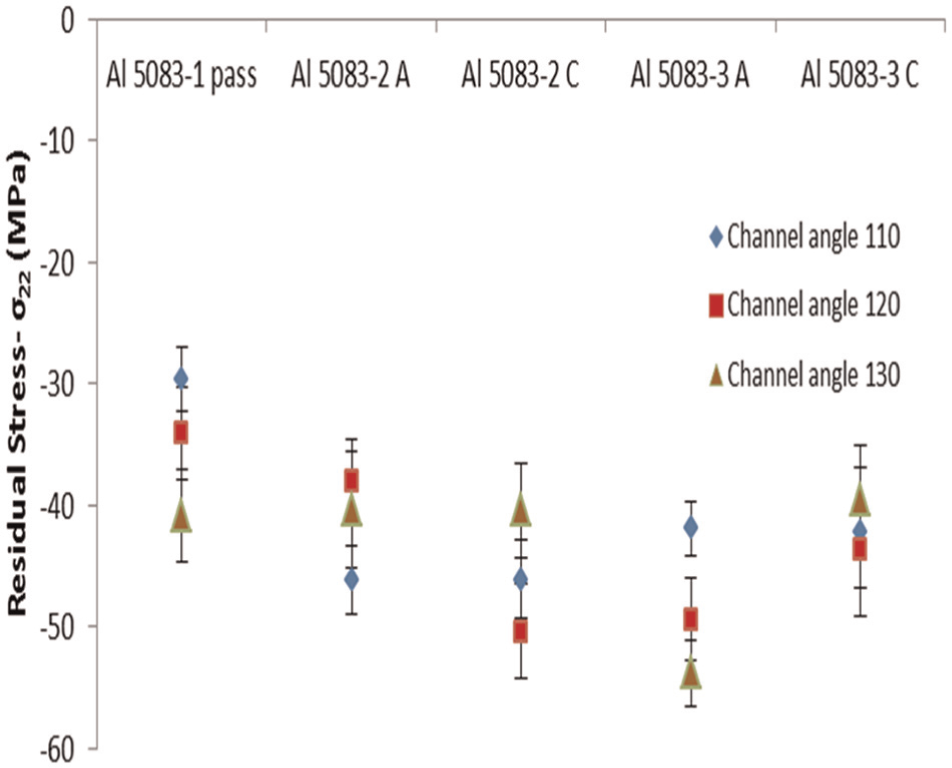
The surface residual stresses σ22 (in transverse direction) at the top surface of Al5083 specimens processed by ECAR.
The Al6061 alloy as a second material was considered to investigate the surface residual stress magnitudes. The ECAR process was applied to Al6061 specimens and the obtained residual stress compared with Al5083. Figure 7 shows the effect of the ECAR process on the yield strength and flow stress of Al5083 and Al6061 specimens. According to this figure, the ECAR process has increased the yield and tensile strength and decreased the ductility of both Al alloys. The observed yield strength of Al6061 is about two and a half times lower than Al5083.
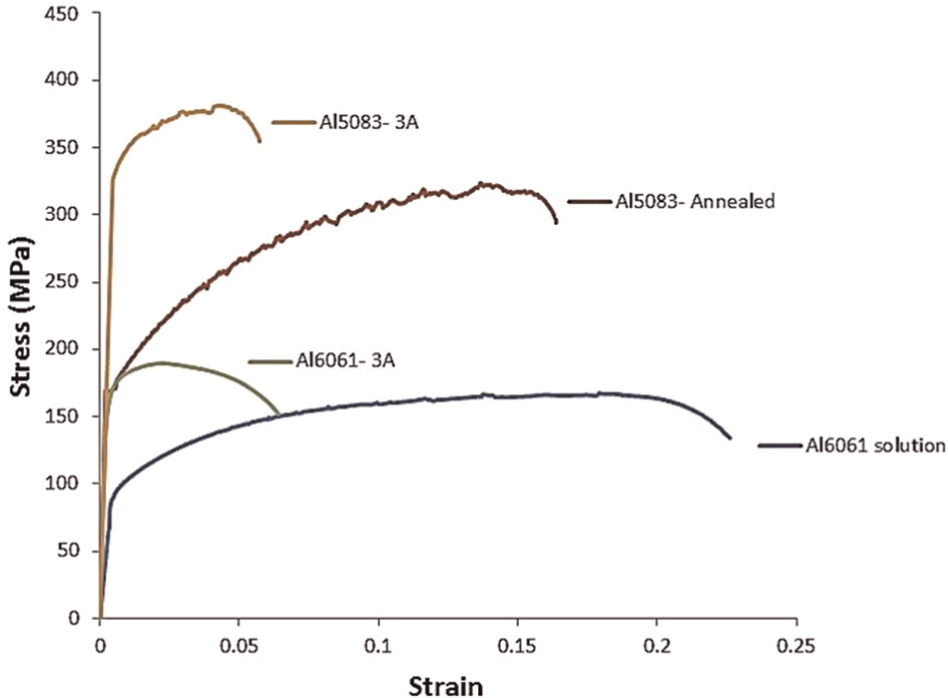
Stress–strain curves for Al5083 and Al6061 specimens before and after ECAR.
After the third pass, the yield strength of both alloys significantly increased about 90%. The main reason for this behaviour is the strain hardening or dislocation strengthening. The ECAR process increases the dislocation density and also causes the formation of submicron subgrains or dislocation cells.
Figures 8 and 9 show the surface residual stress at the bottom and top surfaces for three passes for Al6061 with route A and a different channel angle in comparison with the ECAR-processed Al5083. According to these results, the obtained residual stress magnitudes in the ECAR-processed Al6061 are far lower than the values for the Al5083. In addition, for different aluminium alloys using the small channel angle of 110°, the surface residual stress is decreased. It is clear that the magnitude of the residual stress after ECAR depends on the material properties. As the shear strain in the deformation zone for both materials is the same, this difference is clearly due to the starting yield strength of the material.
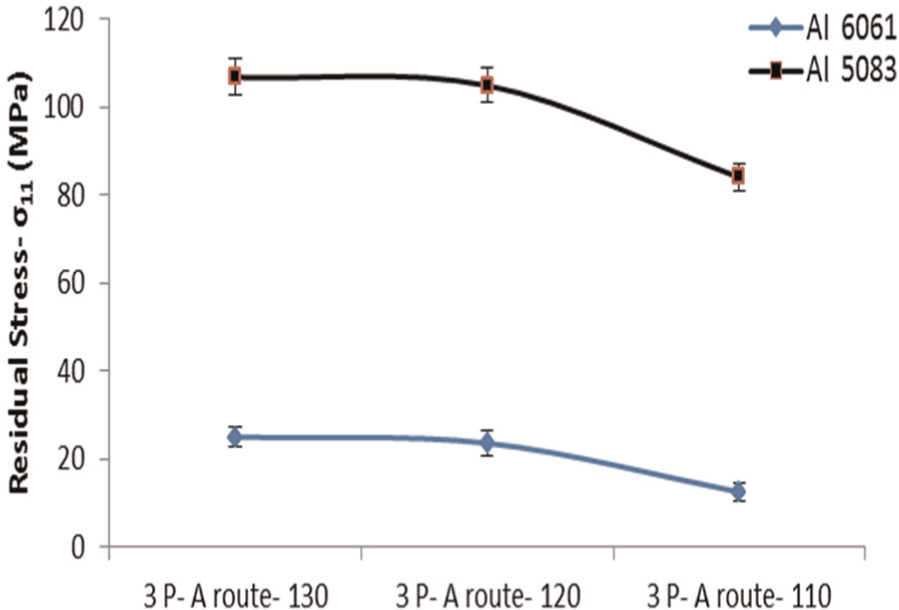
Tensile residual stress at the bottom surface of ECAR-processed Al6061 and Al5083 with different channel angles.
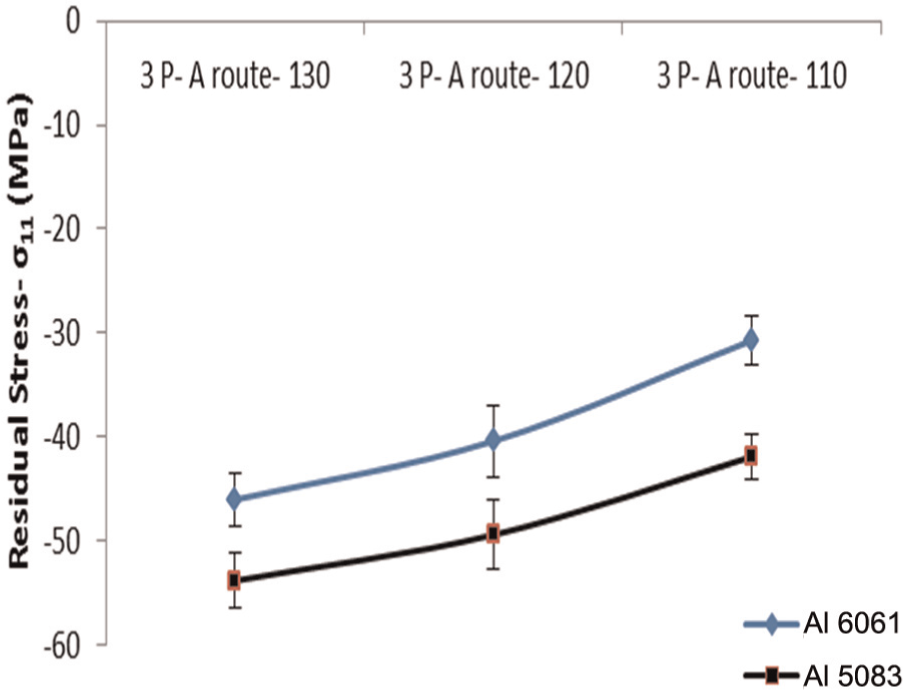
Compressive residual stress at the bottom surface of ECAR-processed Al6061 and Al5083 with different channel angles.
The residual stress magnitudes obtained using X-ray diffraction illustrate that the processing route increases the stress at the bottom surface more than the top. No effect processing route is observed on the compressive residual stress magnitudes. In route C, the specimen is rotated through 180° between rolling passes. Therefore, the induced residual stress in each passage is affected by the former residual stress distribution and this rotation will therefore decrease the tensile residual stress magnitudes.
The parameters for channel angle and the number of passes have the same effect on the introduced residual stress magnitude. By increasing the number of passes in a small channel angle, the imposed effective strain to the material is increased. 25 A significant increase in the hardness and the yield strength as well as obtaining an UFG structure can be achieved by passing specimens through the ECAR die. Further increase in strength can be obtained using multi-passes and small channel oblique angle.29,30 As the mechanical properties including hardness and yield strength are increased, 16 the surface residual stress is decreased. This can be desirable when the fine grain structure and improved mechanical behaviour with a low level of surface residual stress are required.
Conclusion
The residual stress within a surface layer of aluminium alloy sheets caused by ECAR process was measured with X-ray diffraction. From the results that were obtained, the following main conclusions can be drawn:
The ECAR process induces an opposing surface residual stress magnitude at the top and bottom surfaces of specimens. It causes a compressive residual stress in the top surface layer while a tensile residual stress exists in the bottom surface layer.
Increasing the channel angle from 110° to 130° increases the introduced surface residual stress magnitude.
Compressive residual stress is decreased as the number of passes is increased from one to three passes.
The effect of processing routes A and C on surface residual stress at the bottom surface is more than the top surface and the obtained residual stresses were decreased in route C.
The obtained residual stress magnitudes in the ECAR process for Al6061 are less than for the Al5083 since the yield strength of Al5083 is about two and a half times larger than Al6061. Combined with this, Al5083 is strain hardenable.
The ECAR process and its parameters had the same effect on both Al5083 and Al6061 specimens.
Footnotes
Acknowledgements
This work was carried out at the Manufacturing Technology Centre in Iran University of Science and Technology in collaboration with the Materials and Surface Science Institute (MSSI), University of Limerick in Ireland; additionally, our gratitude goes to Mr A. Azimi, for his help on manufacturing of ECAR die set with the channel angle 120°.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.