
Abstract
In order to reduce serious tendency of the shrinkage porosity in ZL205A alloy, the design of experiment technique, Taguchi method is introduced to optimize the process parameters of cylindrical shell ZL205A alloy parts produced by low-pressure die casting in this article. The effect of pouring temperature, filling time and packing pressure on the shrinkage porosity in ZL205A castings is investigated using the orthogonal array and Advanced Porosity Model in ProCAST to calculate the volume of shrinkage porosity. The effectiveness of selected casting parameters in reducing the shrinkage porosity in cylindrical shell ZL205A casting is verified through analysis of signal-to-noise ratio and analysis of variance. Numerical results indicate that the optimized process parameters, including a pouring temperature of 725 °C, filling time of 20 s and packing pressure of 175 kPa, can be used to reduce the formation of shrinkage porosity in ZL205A castings.
Introduction
ZL205A aluminum alloy is widely used in the aviation, aerospace and military industry because of its excellent mechanical properties at both room and elevated temperatures.1,2 Due to its wide crystallization range and mushy solidification mode, this alloy exhibited a high tendency of shrinkage porosity at a temperature of 633 °C–544 °C. 3 Therefore, in order to achieve the design performance of the castings, it is very important to predict and reduce the shrinkage porosity of ZL205A alloy castings to an acceptable level in the process design stage. 4
Taguchi is one of the widely used robust design methods, which focuses on the effective application of engineering strategies. The effective investigation of individual and combined effects of various design parameters can be obtained by this method from orthogonal array and estimate indexes.4–7 Compared with conventional orthogonal design related to the production quality, Taguchi method not only concerns the effect of process parameters on the variation of the production quality characteristics but also minimizes the variability of the quality characteristics by avoiding the effect of uncontrolled factors.8–10 In the past decades, Taguchi method has been widely applied to optimize process parameters and reduce variations in the product quality, which has been proved effectively by several researchers. DH Wu used Taguchi method to optimize the process parameters for the die casting production of thin-walled magnesium alloy parts and establish the optimal combination of design parameters. 5 Balasubramanian et al. 11 adopted modified Taguchi method (MTM) to improve the ultimate tensile strength, yield strength and notch tensile strength of pulsed current gas tungsten arc welding. Li et al. 12 used Taguchi method to establish the optimal conditions for the best roughness in chemical mechanical polishing (CMP). Ullmann et al. 13 used Taguchi method to investigate the effect of various rolling parameters on the ductility of magnesium alloys. Aliofkhazraei et al. 14 used Taguchi method to control the coating process factors and optimize the nanocrystalline plasma electrolytic nitrocarburizing to promote surface hardening and corrosion protection of austenitic stainless steel. Basavarajappa and Chandramohan 15 used Taguchi method to study the influence of wear parameters on the dry sliding wear of metal matrix composites and established the correlation between dry sliding wear of composites and wear parameters by multiple regressions. Ömer and Ramazan 4 used Taguchi method to investigate the relationship between microporosity and process variables in the sand cast A360 aluminum alloy and proposed the significant effect of local solidification time and dissolved hydrogen level in melt on microporosity. Razani et al. 16 developed out-of-roundness (OOR) optimization for flow-formed AISI 321 stainless steel tube based on the Taguchi method. Sun et al.17,18 designed the optimal gating system with multiple performance characteristics for cylindrical magnesium casting by Taguchi method and simulation results. Lee and Song 19 adopted fuzzy logic and Taguchi method to estimate submerged-arc welding design parameters based on the simulation results. Dabade and Bhedasgaonkar 20 used Taguchi method and computer-assisted casting simulation techniques to reduce shrinkage porosity and improve yield in green sand casting of the ductile iron through the improved gating and feeding system.
Although the Taguchi method can be used to drastically reduce the number of experiments, carrying out all experiments, which is designed by orthogonal array with much parameters or large range of levels, is still time-consuming and cost-consuming. The numerical simulation of casting processes is the most powerful tool to decrease the cost and the time, which has been extensively used to predict the forming process and improve the design of the casting parameters. 21 Therefore, the effect of casting process parameters on the shrinkage porosity, and the optimal combination of process parameters for the cylindrical shell ZL205 alloy castings produced by low-pressure die casting (LPDC) process, is investigated in this article using Taguchi approach and simulation technique. The contribution of each process parameter is also acquired. And the information proposed by this article would assist casting engineers to design appropriate process parameters in the production of cylindrical shell ZL205A alloy castings.
Experimental procedure
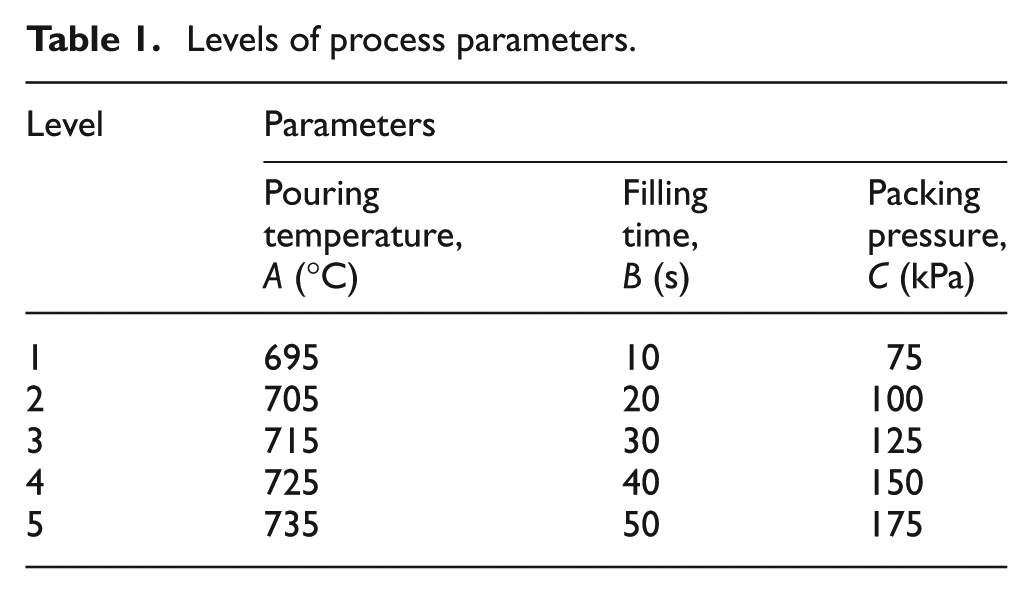
In order to identify the process parameters that may affect the density of castings produced by LPDC process, an Ishikawa cause–effect diagram is constructed, as shown in Figure 1. In this study, the parameters such as casting modulus, pouring temperature, pressure rate and packing pressure are selected, and their levels are shown in Table 1. However, for a more reliable design to produce high-quality ZL205A castings, the effect of more casting parameters on forming shrinkage porosity should be considered in future studies. The nominal composition of ZL205A alloy is given in Table 2.
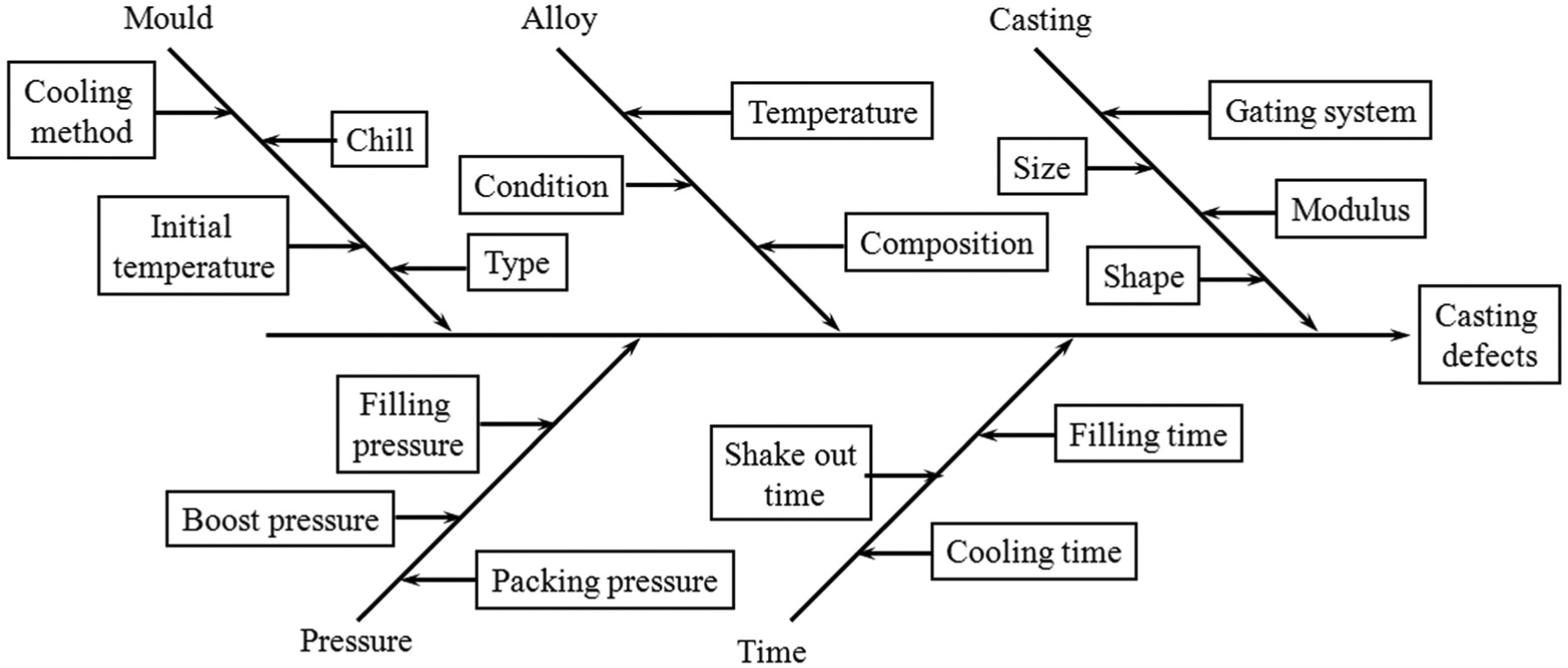
Cause–effect diagram of die casting defects.
Levels of process parameters.
Chemical compositions (wt.%) of ZL205A alloy.

Taguchi method for analysis of casting defects
During the design process, the errors caused by the variation of characteristic cannot be eliminated. Taguchi method focuses on a signal-to-noise (S/N) ratio instead of porosity simulation results to evaluate characteristic in the optimum setting analysis to minimize the influence of the variation of shrinkage porosity on the analysis of simulation data, because S/N ratio can reflect both the average and the variation of the quality characteristic.14,16 Then the stability of the quality characteristic of products can be improved by controlling process parameters with significant influence.9,10 There are three types of quality characteristics including lower the better (LB), nominal the best and higher the better.4,5,15,22 This study is focused on producing minimum shrinkage porosity in ZL205A castings. Thus, the LB characteristic is implemented, and the S/N ratio for the LB characteristics is given by

where n is the number of simulation experiments, y represents the ith response value and subscript i indicates the number of simulation design parameters.
In addition to the S/N ratio, the analysis of mean (ANOM) statistical approach can be used to estimate the optimal levels of process parameters. The means effects plots for S/N ratio can be used to determine the preferred levels of process parameters by the largest S/N ratio among all the levels of process parameters. 19 This method can also be used to indicate the significant effect of process parameters on the formation of shrinkage porosity. But the ANOM approach has less strict logicality of the mathematics; 8 therefore, analysis of variance (ANOVA) should be used to confirm the reliability of statistical significance of process parameters on the formation of shrinkage porosity.4,13,16,19 The ANOVA statistical method can be given by the following equations 6







where SS
T
is the total sum of squares, n and N are the number of experiments,
Casting simulation for analysis of casting defects
An actual casting with an outer radius of 1380 mm, an inner radius of 1350 mm, a height of 790 mm and a number of stiffeners inside is employed for simulating. The three-dimensional geometrical models of the castings, gating system and mould are implemented using the Unigraphics NX4.0 software of UGS Corp. The geometrical models are converted into *.x_t files to generate the finite element method (FEM) meshes by the MeshCAST module of ProCAST software. Once the FEM meshes are automatically generated by this module, the casting process parameters are regarded as initial boundary conditions for the simulation and defined in the preprocessor.
The Advanced Porosity Model (APM) module (ProCAST, 2006) is used to obtain the accurate volume of shrinkage porosity and calculate the packing pressure on the casting and the pressure drop within the mushy zone during solidification. This postprocessor can be used to graphically predict the defects of microporosity and macroporosity and the total volume of porosity. The numerical simulation results of shrinkage porosity ratio can be calculated using the following equation

where
Results and discussion
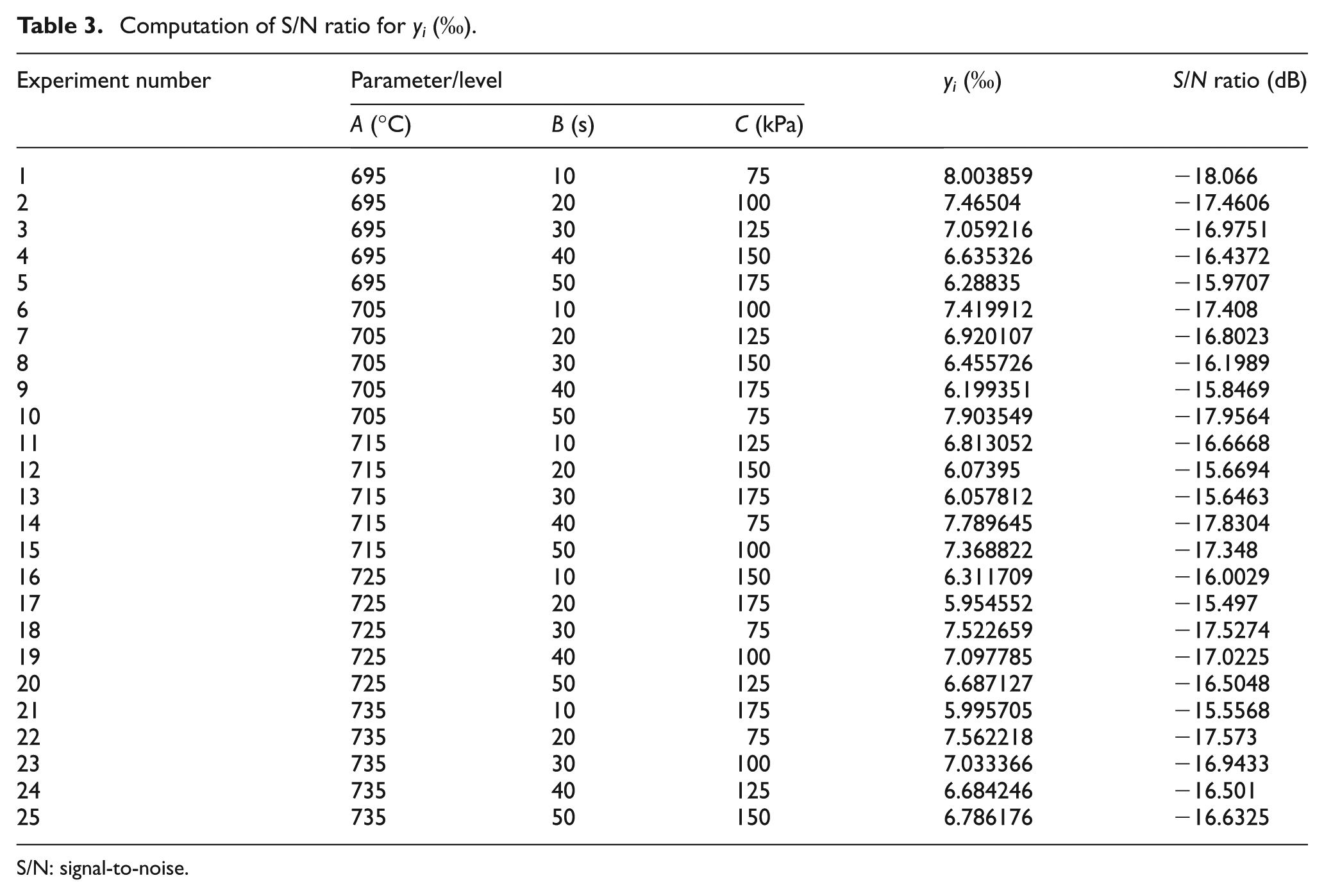
Each of the three process parameters investigated in this article has values at five levels, and L25(53) orthogonal array with 3 columns and 25 rows is selected for analysis. Compared with the classical combination method with full factorial experiment, which requires 3 × 5 = 243 sets of experiments to capture the influencing parameters, the selected orthogonal array can be used to obviously reduce the number of experiments. The process parameters and levels were arranged, as shown in Table 1, and the orthogonal array, the response results and the S/N ratio are given in Table 3, respectively, in which A, B and C indicate the pouring temperature, the filling time and the packing pressure, respectively.
Computation of S/N ratio for yi (‰).
S/N: signal-to-noise.
Main effects
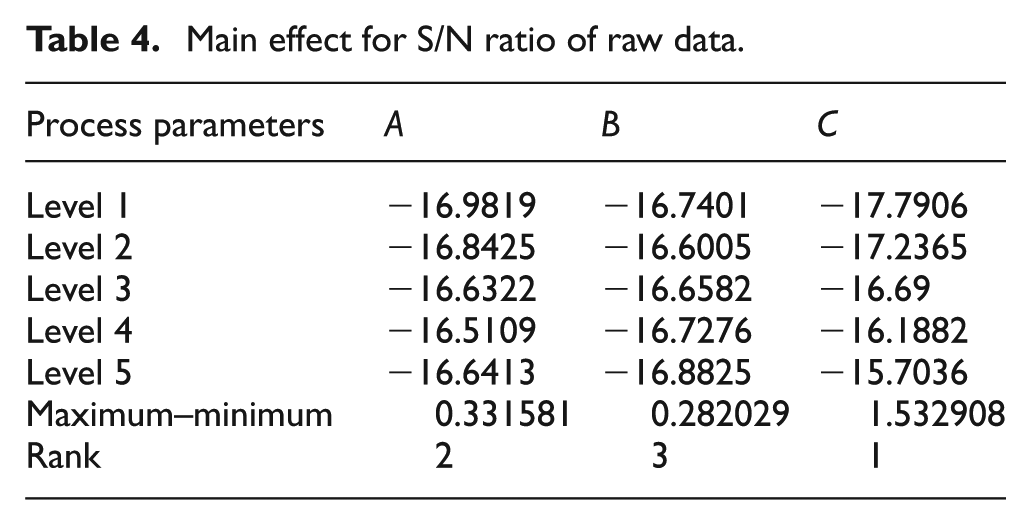
With process parameters combined in the selected orthogonal array, simulation experiments are run with 25 ZL205A alloy castings produced by LPDC process. Based on equation (1), the shrinkage porosity ratio in the values of S/N ratio is shown in Table 3. And the S/N ratios are employed as a response index to compare the shrinkage porosity ratio of different process parameters instead of directly using the values of shrinkage porosity ratio. The ANOM statistical approach referring to S/N ratios of various process parameters at different levels is given in Table 4, and the S/N response graphs are also plotted in Figure 2. It can be seen from Figure 2(a) that the S/N ratio increases as the pouring temperature increases from 695 °C (level 1) to 725 °C (level 4), and the S/N ratio decreases when the pouring temperature increases to 735 °C. It can also be seen from Figure 2(b) that the highest value of S/N ratio presents at the filling time of 20 s, and a shorter or longer filling time is harmful to the quality of casting. And it can be seen from Figure 2(c) that the S/N ratio increases with the increasing packing pressure, but the slope of this line decreases from 0.022 to 0.019 because of the mushy solidification of ZL205A alloy. This observation on the response of S/N ratio to packing pressure is consistent with the result reported by Hou et al. 23
Main effect for S/N ratio of raw data.
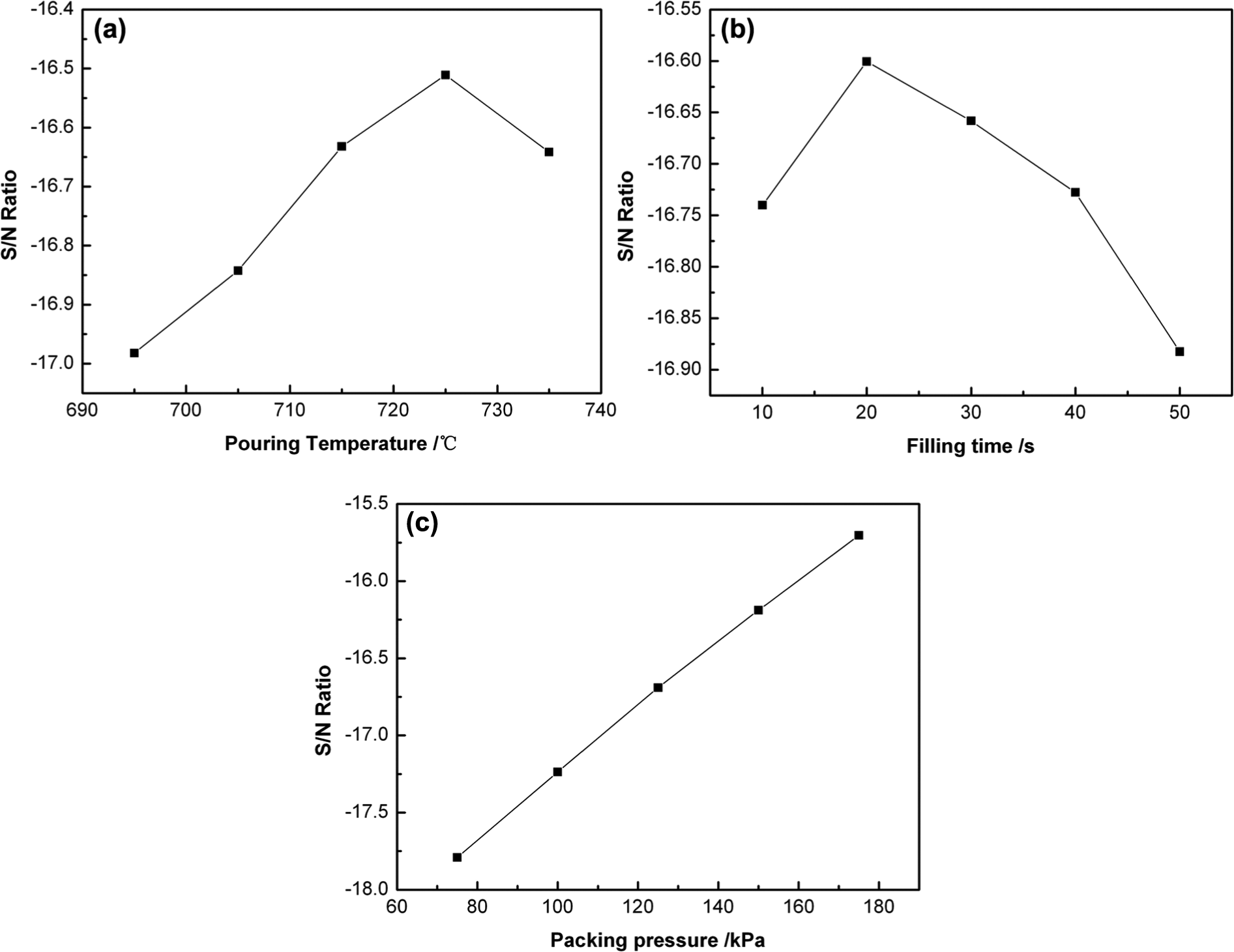
Signal-to-noise response graph: (a) pouring temperature, (b) filling time and (c) packing pressure.
According to Taguchi method, for each parameter, a larger S/N ratio means a smaller variance of performance around the objective value, and a high influence on shrinkage porosity corresponds to the maximum S/N ratio difference at five levels. Therefore, it can be seen from Table 4 that the combination of optimal process parameters is A4B2C5, and the corresponding values are a pouring temperature of 735 °C, a filling time of 20 s and a packing pressure of 175 kPa. It can be seen from the difference of S/N ratio that the packing pressure has the greatest effect on the shrinkage porosity, and it is followed by pouring temperature and filling time.
As a matter of fact, a proper pouring temperature keeps the fluidity of melt good, to reduce the shrinkage porosity in a casting in the solidification process. A suitable filling time provides long enough exhausting time, to prevent the entry of oxide film into the melt. A high packing pressure facilitates the interdendritic flow and feeding, to prevent the formation of porosity.
ANOVA
In order to conduct the process parameters contribution more accurately and reliably, variance is analyzed using equations (2)–(8) to investigate the sequence of the important process parameters. It can be seen from Table 5 that the pouring temperature of liquid alloy and the packing pressure have significant effect on the solidification of castings, and factors A and C are of 99% confidence. This also means that filling time has a less significant effect on the shrinkage porosity in castings. The percentage contributions (P%) of each process parameter on the total variation are shown in the last column of Table 5.
Analysis of variance for raw data.
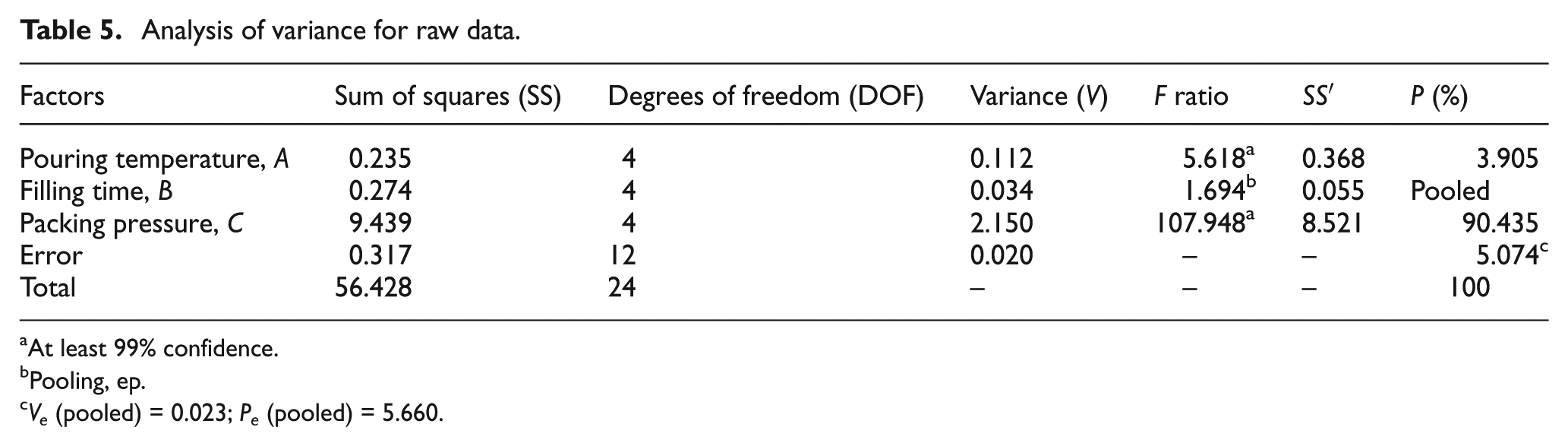
At least 99% confidence.
Pooling, ep.
Ve (pooled) = 0.023; Pe (pooled) = 5.660.
Confidence interval
The optimum value of shrinkage porosity ratio can be predicted for the selected levels of significant parameters. The significant process parameters and their optimum levels have already been selected as A4 and C5. The estimated mean of shrinkage porosity ratio can be expressed as 6

where
Substituting the values of these terms into equation (10)

The 99% confidence interval of the estimates above is calculated using the following equations6,22,24


where Ve is the error variance, N is the total number of results and DOF p is the total associated DOF for the estimated of mean.
The 99% confirmation interval for the predicted optimum shrinkage porosity ratio is 5.930 ± 0.213‰, which means the predicted optimal range is 6.143‰ < SP < 5.717‰.
Confirmation experiment
Two confirmation experiments and simulations are conducted with the optimal and the initial process parameters, respectively. The initial settings are a pouring temperature of 715 °C, a filling time of 20 s and a packing pressure of 100 kPa. It can be seen from Table 3 that the shrinkage porosity ratio simulated with these initial process parameters is 7.107‰, and that simulated with the optimal process parameters is 5.955‰. As shown by the X-ray examination results of casting produced, there is no shrinkage porosity in the casting produced with the optimum setting of process parameters, and the other is incompetent.
Conclusion
Taguchi method is employed in this article to investigate the effect of three well-known process parameters on the formation of shrinkage porosity in ZL205A aluminum alloy castings produced by LPDC process. The following conclusions can be drawn from the simulation results of shrinkage porosity ratios:
The optimal combination A4B2C5 has been obtained using Taguchi method, which means that a pouring temperature of 725 °C, a filling time of 20 s and a packing pressure of 175 kPa can be used to achieve quality ZL205A alloy castings produced by LPDC process.
Packing pressure has the most significant effect on the formation of shrinkage porosity. Pouring temperature also has a significant effect on the formation of shrinkage porosity. Filling time has a less significant effect on the formation of shrinkage porosity volume in castings.
The predicted range of optimum casting shrinkage porosity ratio for the 99% confidence interval is 6.877‰ < shrinkage porosity ratio < 6.451‰.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was supported by State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology (09-04) and National Key Technology R&D Program (2011BAE21B02).