
Abstract
Aircraft assembly is the most important part of aircraft manufacturing. A large number of assembly fixtures must be used to ensure the assembly accuracy in the aircraft assembly process. Traditional fixed assembly fixture could not satisfy the change of the aircraft types, so the digital flexible assembly fixture was developed and was gradually applied in the aircraft assembly. Digital flexible assembly technology has also become one of the research directions in the field of aircraft manufacturing. The aircraft flexible assembly can be divided into three assembly stages that include component-level flexible assembly, large component-level flexible assembly, and large components alignment and joining. This article introduces the architecture of flexible assembly systems and the principles of three types of flexible assembly fixtures. The key technologies of the digital flexible assembly are also discussed. The digital metrology system provides the basis for the accurate digital flexible assembly. Aircraft flexible assembly systems mainly use laser tracking metrology systems and indoor Global Positioning System metrology systems. With the development of flexible assembly technology, the digital flexible assembly system will be widely used in current aircraft manufacturing.
Introduction
The workload of the aircraft assembly accounts for more than 50% of the workload of the entire aircraft manufacturing. The aircraft assembly is a comprehensive integrated technology, which involves multidisciplinary research field and is technically difficult. It has a great impact on the final quality of the aircraft, the manufacturing cost, and the manufacturing cycle and is the key and core technology of the entire aircraft manufacturing process. The aircraft assembly process can be divided into part assembly, component assembly, aircraft large component assembly, and aircraft large components alignment and joining.
In order to meet the accuracy requirement of the final assembly of the aircraft product, a large number of assembly fixtures are used in the aircraft assembly process. This will not only ensure that aircraft parts, components, and aircraft large components can be precisely positioned, but the application of assembly fixtures can also limit the connection deformation in the assembly process, so that the aircraft product can meet the requirement of accuracy and coordination. In addition, the application of assembly fixtures can improve working conditions and assembly efficiency. Therefore, the assembly fixture occupies a very important position in the aircraft assembly process. The current aircraft assembly fixtures mainly include two structures: traditional fixed assembly fixture and flexible assembly fixture. One fixed assembly fixture can only apply to the assembly of one aircraft product; even if the shape or structure of the aircraft component has a very small change, a new fixed assembly fixture must be designed and manufactured. This results in a long cycle of aircraft design and manufacture, storing the fixtures in large area, and poor structure opening. It is not suitable for the application of advanced automation connection equipment and connection technology. The flexible assembly fixture overcomes the above shortcomings of the fixed assembly fixture. It has the characteristics of the digital, flexible reusable, and good structure opening. 1 The flexible assembly fixture facilitates the application of various automated connection equipment in the aircraft assembly. 2 –4
Aircraft flexible assembly is a manufacturing technology, which relies on digitalization and automation technology, and is able to complete the assembly of two or more aircraft products using one set of assembly fixture. It can complete product assembly tasks better and faster, improve the quality of product assembly, and shorten the cycle of assembly fixture design and manufacture. Boeing and Airbus aircraft manufacturing companies have applied digital flexible assembly systems in several aircraft assembly stages. Using various digital flexible assembly systems, the aircraft manufacturing companies not only improve the aircraft assembly efficiency but also reduce the cost of aircraft manufacturing, achieve the precise assembly of modern aircraft, and significantly improve the level of aircraft assembly technology.
Flexible assembly systems and flexible tooling systems are mainly applied in the field of aircraft manufacturing and automobile manufacturing. 5 –7 Some fixtures have been designed with the ability to be changed, or “reconfigured,” to suit different parts and products. 8 –12 Some flexible assembly fixture can be combined with industrial robots to complete automatic drilling and riveting. 13 –16 On the basis of the flexible assembly technology, Airbus uses the pulse motion line to assemble the typical fuselage panels of A350, 17 and the moving assembly line is also used in Boeing 737 final assembly. 18 This article will mainly summarize the architecture and principle of flexible assembly system, the key technologies of flexible assembly system, and the application of digital metrology system in the flexible assembly.
Architecture and principle of the flexible assembly system
Flexible assembly systems generally have the characteristics of flexibility, digitization, and automation. Flexible characteristic represents that the assembly fixture can be quickly adjusted and reconfigured, and one assembly fixture can be used to assemble multiple products. This is the most fundamental characteristic of flexible assembly systems. Digitized characteristic represents that the flexible assembly system widely uses digital transfer mode in its design, manufacture, and installation. Automation characteristic represents that the motion of the mechanical positioning device of flexible assembly system can be automatically adjusted by the control system.
Digital flexible assembly system is the extending and deeper application of the digital technology in aircraft design and manufacture. It synthetically applies multiple advanced frontier research technologies, which include the digital product definition, digital simulation, integration of the digital design and manufacture and measurement, automation control, mechanical servo positioning, and so on. It effectively integrates these technologies into an electromechanical integration application system, which combines several hardware and software systems. According to different assembly stages of the aircraft product, aircraft flexible assembly system can also be divided into three stages: component-level flexible assembly, 19 –27 large component-level flexible assembly, 28,29 and large components alignment and joining. 30 –35 Figure 1 shows the architecture of aircraft digital flexible assembly system and its application.
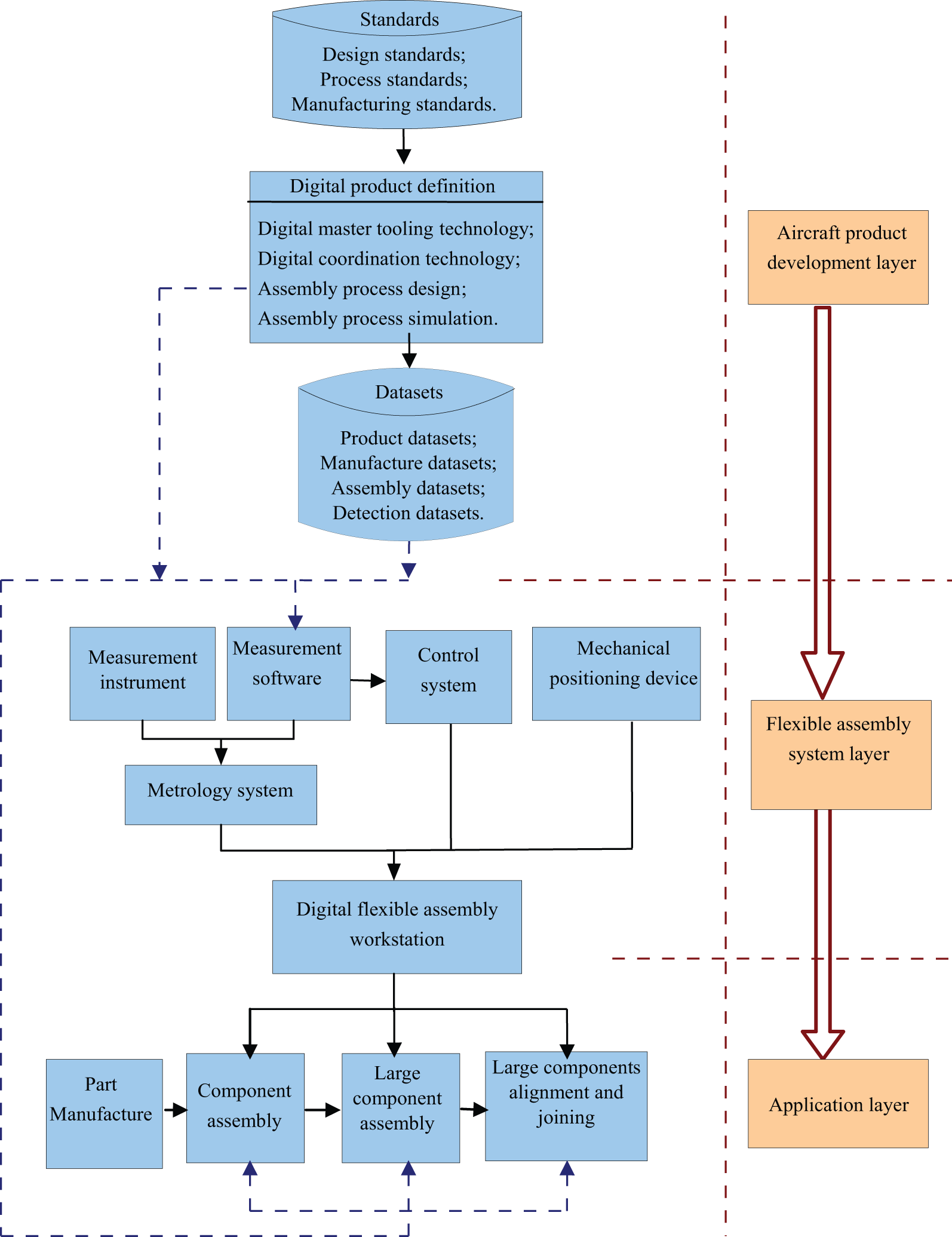
Architecture of the aircraft digital flexible assembly system and its application.
The composition of the flexible assembly system includes two parts: software and hardware. The software system includes control system, metrology system, assembly simulation software, and the optimization and calculation software. The hardware includes multiple mechanical positioning devices, control system, digital measurement instrument, and so on.
Using computer controlling and closed-loop servo motor driving, the mechanical positioning mechanism can achieve micro displacement and precise positioning. The control process must combine with metrology system. It will compare the measurement data with the theoretical data of the digital model in real time and analyze the compared result to control the movement of mechanical positioning device.
Digital flexible assembly system closely links the digital definition data, the actual data collected by the metrology system, servo control system, measurement instrument, and assembly fixture. It can successfully complete the data processing and transmission. Figure 2 shows the working principle of digital flexible assembly system.
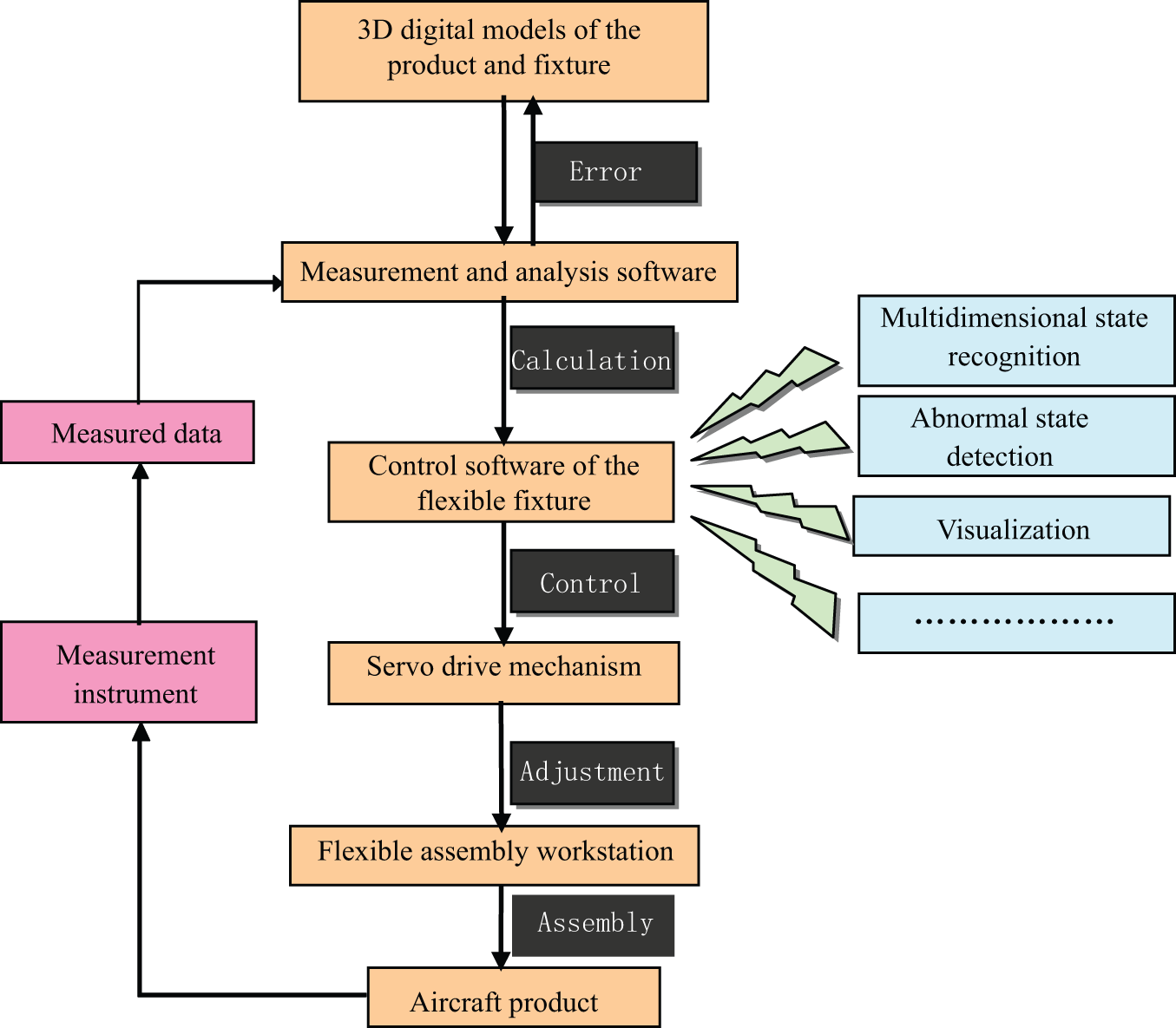
Working principle of the digital flexible assembly system.
Three stages of the flexible assembly
Component-level flexible assembly
Component-level flexible assembly fixture includes the multi-lattice vacuum suction flexible fixture and the determinant column unit structure flexible assembly fixture.
Multi-lattice vacuum suction flexible fixture
Multi-lattice vacuum suction flexible fixture adjusting the movement of each modular unit is mainly driven by a servo motor. The control system generally is the form of a standard computer numerical control (CNC) system. Through applying the field bus, it can adjust the shape of the multiple modular units. Multi-lattice vacuum suction flexible fixture can be divided into vertical, horizontal, and round structures. Assembling the fuselage skin panel component is mainly adopted vertical or round structure fixture. The horizontal structure fixture is mainly applied in the assembly of horizontal tail and vertical tail of the composite structure. Figure 3 is a horizontal vacuum suction multiflexible universal holding fixture developed by MTorres. Multi-lattice vacuum suction flexible fixture uses theoretical data of the digital model to drive the movement of the fixture. When the flexible fixture works, on the basis of the digital model of the aircraft component and fixture, the theoretical driving data of the fixture are first calculated, then the theoretical driving data are transferred to the control system, and the control system controls each modular unit quickly adjusting shape and reconfiguring to generate the uniform distribution lattice, which accords to the surface of the skin panel component. After each modular unit is adjusted to correct position, according to positioning feature of the aircraft part and the fixture, the aircraft part is positioned and mounted on the fixture. Then the vacuum system starts up and adsorbs the part, and the final assembly and connection will be completed in the flexible assembly fixture. 36
Horizontal vacuum suction multiflexible universal holding fixture. 37
Determinant column unit structure flexible assembly fixture
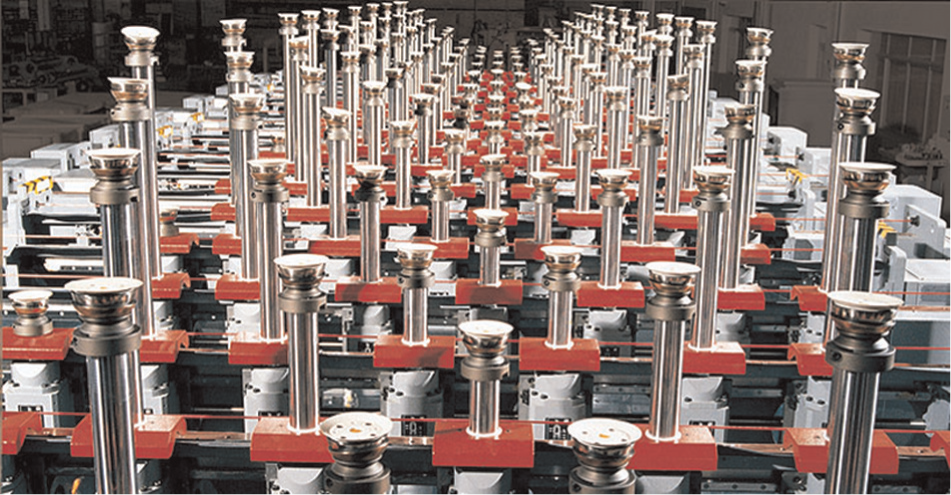
Determinant column unit structure flexible assembly fixture includes the skin panel component fixture and wing spar component fixture. The former is used for the assembly of skin panel component and the latter is used for the assembly of aircraft wing spar component. Determinant column unit structure flexible assembly fixture consists of multiple column units with the determinant arrangement. Each column unit is independently arranged and equipped with a clamping unit, which generally has the movement adjusting capability of 3 degrees of freedom. By adjusting the arrangement and distribution of clamping units in the column units, it can complete different aircraft component assemblies. The column unit structure flexible assembly fixture has good structure opening and is often used in conjunction with the automatic drilling and riveting devices. The application of determinant column unit structure flexible assembly fixture is similar to the application of multi-lattice vacuum suction flexible fixture. It also uses the theoretical data, which can be obtained from the digital model to drive the movement of the column units. Figure 4 is a column unit structure flexible assembly fixture for assembling the skin panel component. The control portion of the assembly fixture platform is controlled by the computer, which uses the corresponding control software system to control the motor servo driving and the position piece clamping. For a particular skin panel component to be assembled, it can be preprogrammed to control the motion mode and motion locus of all position column units and drive the position column units to reach the exact position automatically. It can also manually control the movement of the position column unit. The computer can also be connected with the laser tracker for data transfer and conversion, so it can receive feedback data from laser tracker and determine the position of the position column unit in real time.
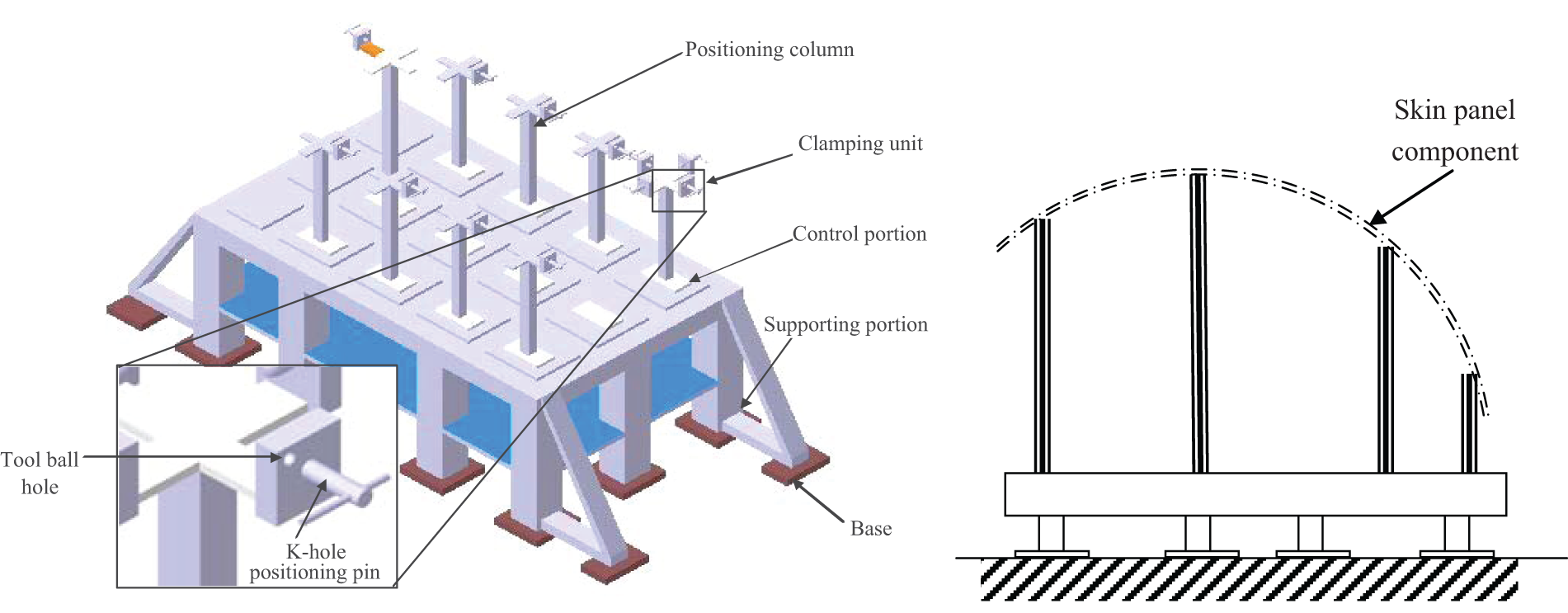
Column unit structure flexible assembly fixture for assembling the skin panel component.
Aircraft large component-level flexible assembly
The aircraft large component flexible assembly fixture is a comprehensive integrated system, which integrates fixture (commonly known as flexible positioner), an integrated software platform, control system, and digital metrology system. Large component flexible assembly system is mainly used for fuselage large component assembly or wing component assembly. In the application process, it adopts optimized driving data to drive the movement of the fixture. The flexible assembly system first calculates the theoretical driving data according to the digital model of large component to be assembled, then the skin panel component that constitutes the large component is mounted on the positioners, and then the positioners are driven by the control system to reach the suitable positions. Several digital measurement instruments are used to measure the actual position of the large component and obtain the actual position data, which will be compared with the data of the component theoretical position. If the deviation between the actual position data and the theoretical position data satisfies the requirement, the positioners will stop moving and the large component will be assembled. Otherwise, the displacement of movement of the positioners will be recalculated and the positioners will be readjusted to new position. The large component will also be remeasured by the digital measurement instruments until it reaches the theoretical position and satisfies the deviation requirement. The entire assembly process is shown in Figure 5.
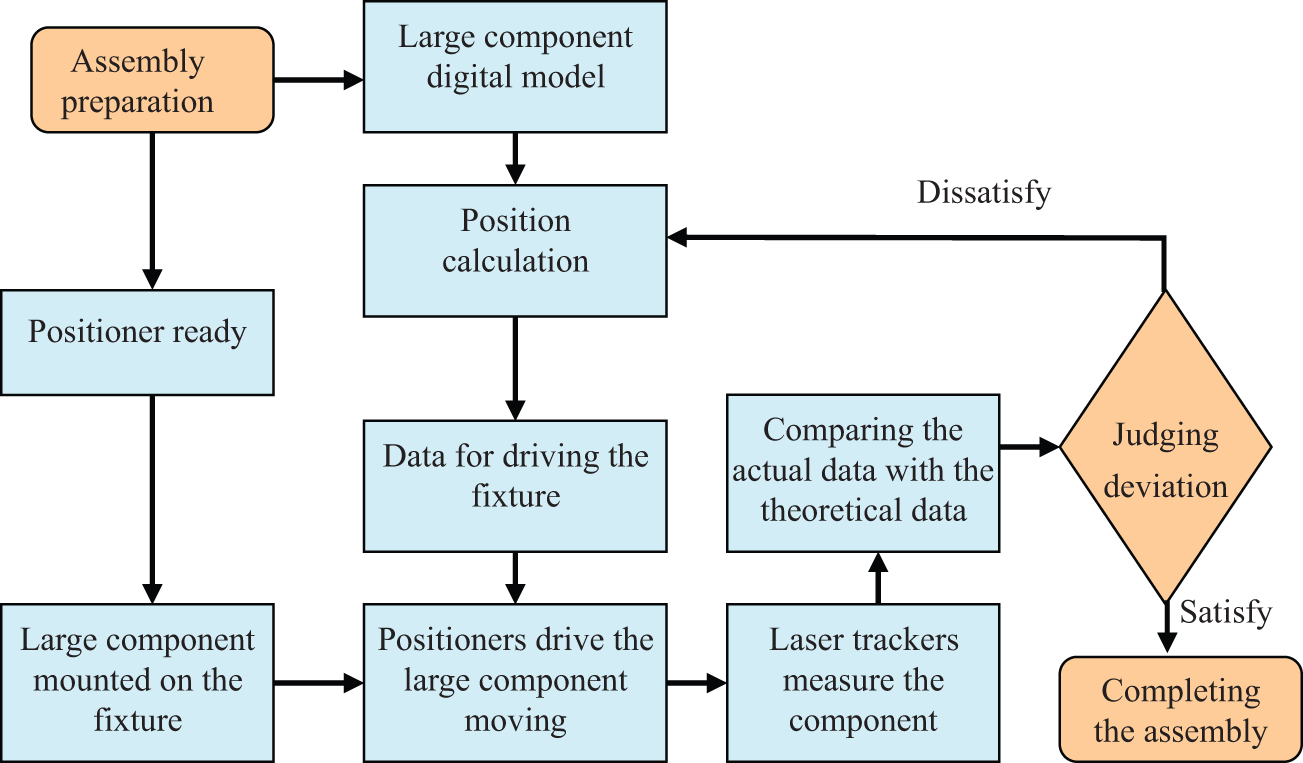
Process of the aircraft large component flexible assembly.
Figure 6 shows a flexible assembly fixture of the fuselage large component. The fuselage large component is divided into four skin panel components that are manufactured separately. Then the four skin panel components are assembled into the fuselage large component in the large component flexible assembly fixture. AIT and NOVA-TECH Company have developed several of these kinds of flexible assembly fixtures, which have been applied in Boeing fuselage large component assembly. 38,39 Figure 7 shows a digital flexible assembly workstation for the fuselage large component assembly. It also uses flexible position and clamp to assemble several skin panel components into fuselage large component.
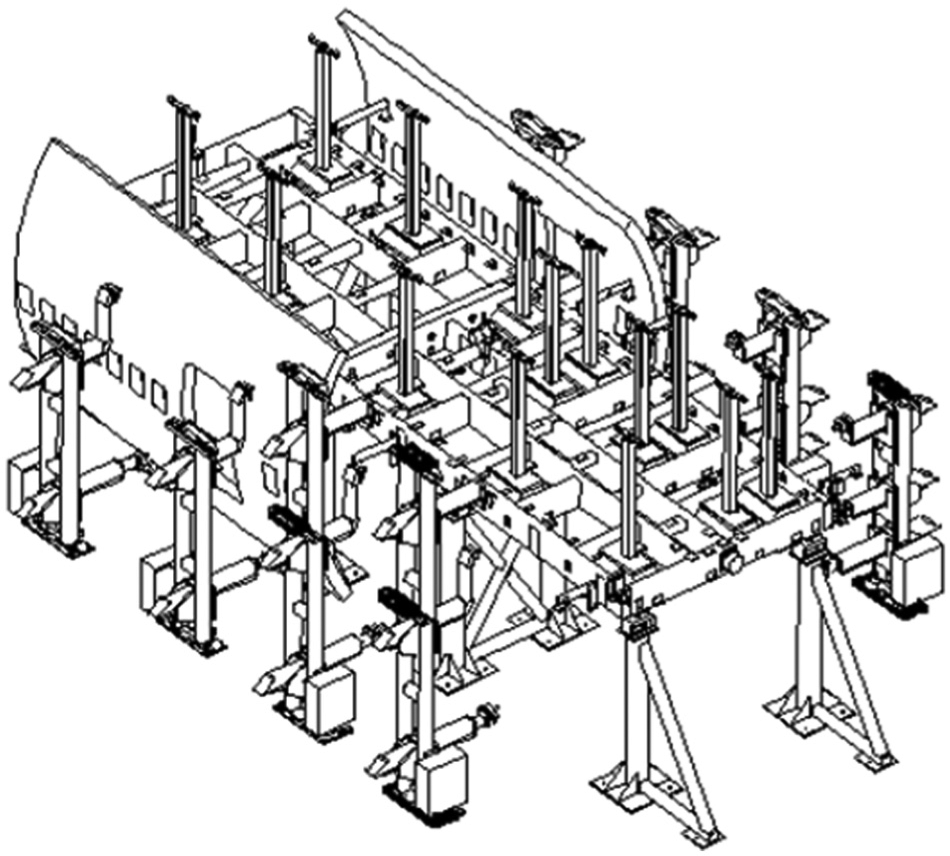
Flexible assembly fixture of the fuselage large component 29 (©1998 SAE International).
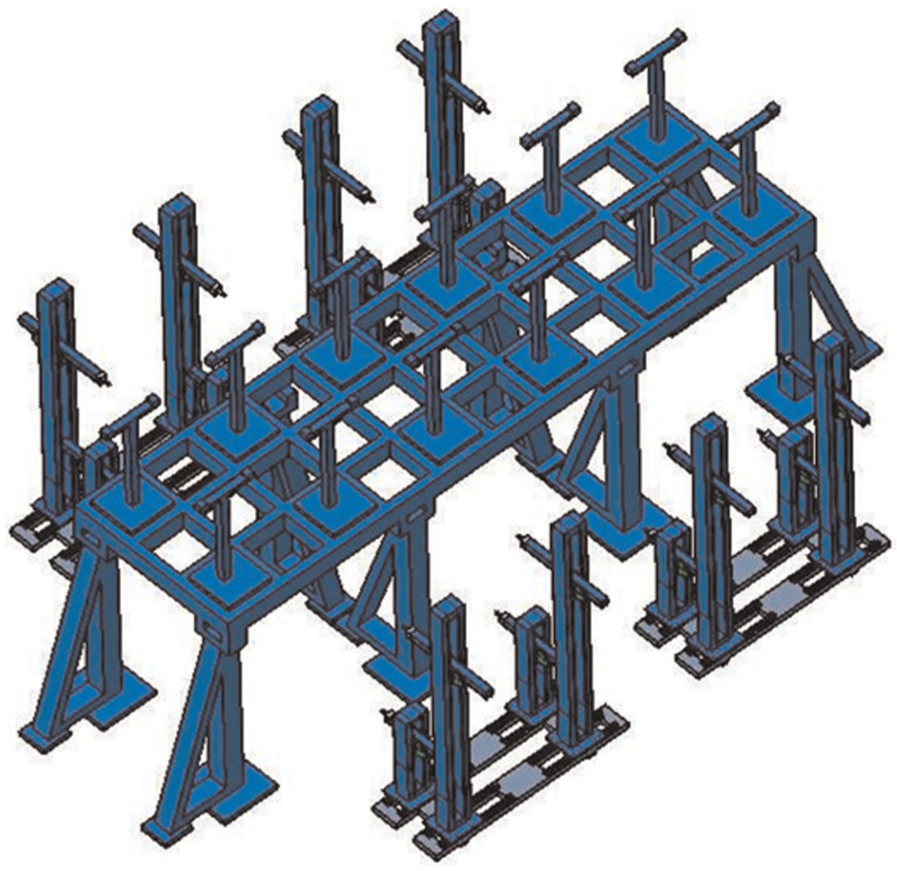
Flexible assembly workstation for the fuselage large component assembly.
Aircraft large components alignment and joining
The composition and structure of aircraft large components alignment and joining system are similar to the composition and structure of large component flexible assembly system. It is also composed of mechanical positioning device, control system, digital metrology system, integrated computer software, and so on, as shown in Figure 8. But the structure of the positioner is different from the large component flexible assembly fixture.
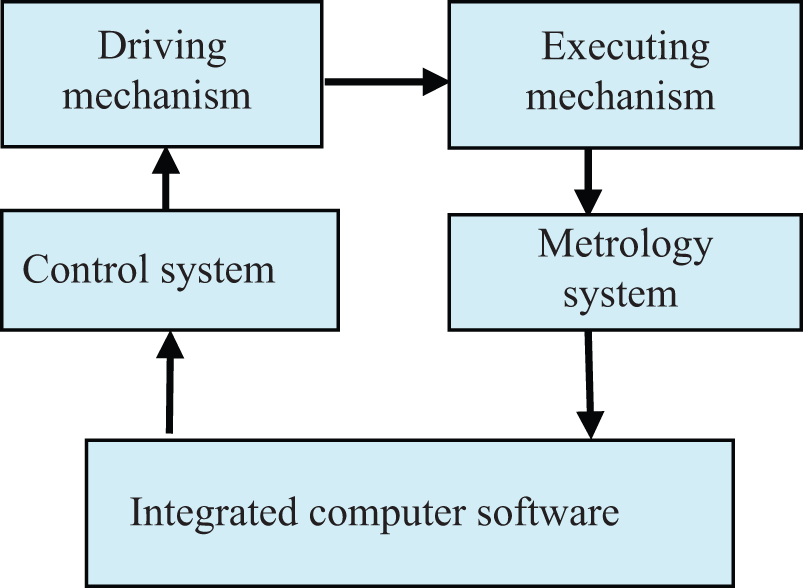
Composition of the large components alignment and joining system.
Aircraft large components alignment and joining workstation is used to join the large components into a complete aircraft according to the design structure. It has the ability to real-time detect each positioning point and automatically adjust the position and direction of each large component to complete the final aircraft large components alignment and joining. The working principle of aircraft large components alignment and joining system is shown in Figure 9.
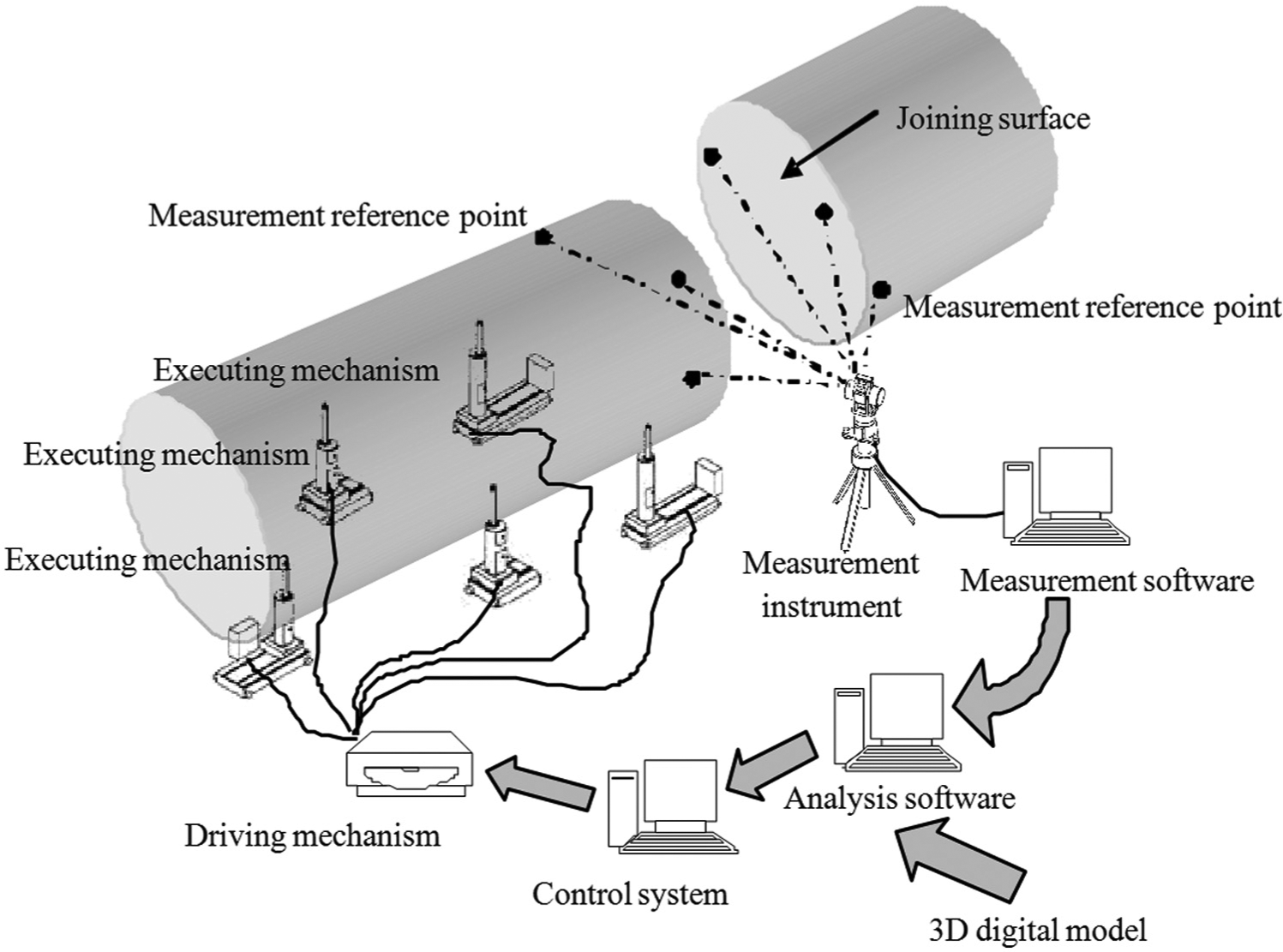
Working principle of the aircraft large components alignment and joining system.
Several flexible positioners constitute the assembly workstation. When the system works, the aircraft large component is supported and clamped by the flexible positioners and the optical target reflectors are installed in the measuring reference point holes, which are previously drilled on the aircraft large component according to the digital model reference points. Then the digital measurement instruments measure these optical target points and obtain the coordinate data of the measuring reference points. The measured data will be compared with the aircraft component digital model issued by product dataset. After treated by the data processing module, the calculated data will be transferred to the control system. The control system will drive the flexible positioners to adjust the position and orientation of the aircraft large components, so it also adjusts the position of the measuring reference points until the measuring reference points reach the target positions and the deviations satisfy the requirement. This can achieve precise alignment and joining of the aircraft large components.
According to the structural characteristics of the fixture and positioner, the large components alignment and joining platform can be divided into three types that are column structure fixture platform, tower structure fixture platform, and hybrid structure fixture platform. The structure of column structure fixture platform is relatively simple and its opening is good, but its ability of weight-bearing is relatively small. Figure 10 is the column structure flexible fixture for the aircraft large components alignment and joining. The body of tower structure fixture platform is relatively large in size. Its moving and adjusting portion looks like telescopic arm and can support and drive the aircraft large component from the side of the component. Tower structure fixture platform has large weight-bearing ability, but its structure is complex and it is suitable for large aircraft components alignment and joining, such as the Airbus A380 and Boeing 787. 40 Figure 11 shows a tower structure flexible fixture. Hybrid structure fixture platform uses the connecting bracket to connect the positioners of the column structure fixture. It uses the bracket to support the aircraft component and adjusts the bracket to adjust the position of large component. This kind of alignment and joining platform has good opening, large weight-bearing ability, good force condition, and flexible adjustment ability.
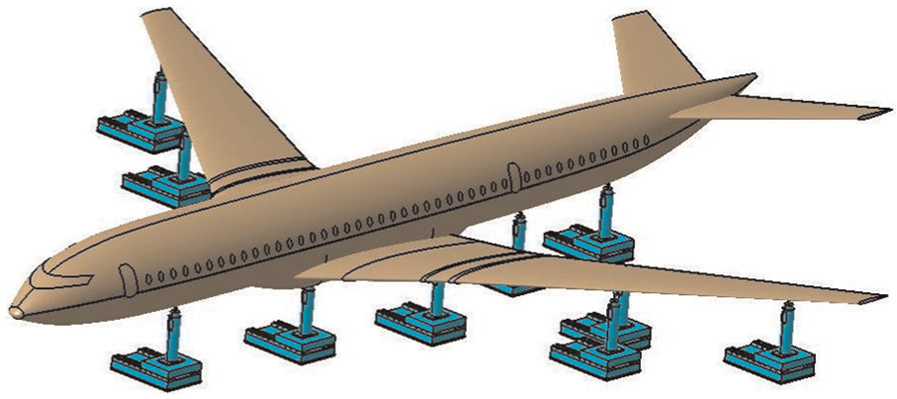
Column structure flexible fixture for the aircraft large components alignment and joining.
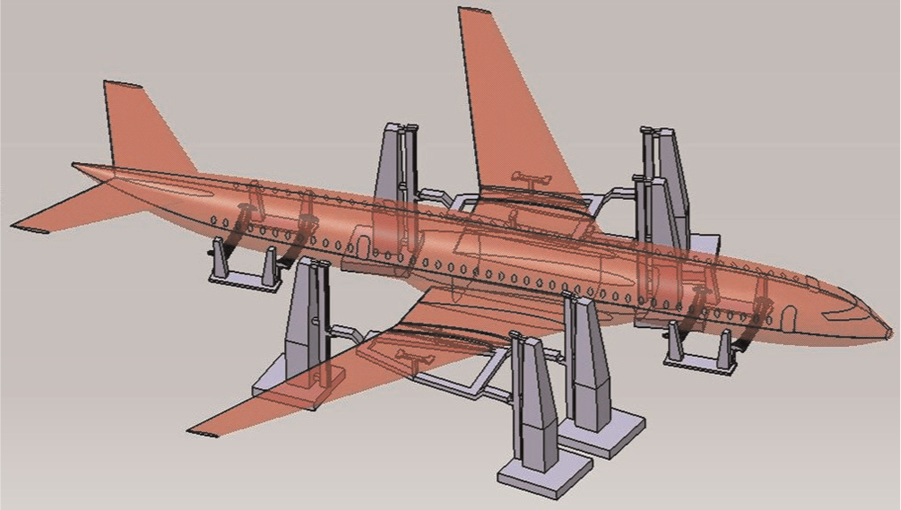
Tower structure flexible fixture.
Key technologies of the flexible assembly
Mechanical positioning device of the flexible fixture
The mechanical positioning device is mainly composed of the servo system, detection feedback device, positioner, and so on. The positioner is used to support and position the aircraft component, and its movement will drive the assembled aircraft component moving and reaching the correct position. It consists of the motor, track, drive, sensors, universal bracket, and so on. Ball joint is often used to connect the assembled component in the positioner. 41 Positioner has linear guide rails and can move along 3-degree-of-freedom direction. The servo motor of each axis drives ball screw by couplings to move the positioner and can be set reasonable spindle speed according to the amount of feed. The structure of positioner is different between the large component flexible assembly and the large components alignment and joining. Figure 12 is the positioner of large component flexible assembly. Figure 13 is the positioner of large components alignment and joining. The flexible assembly fixture is a flexible and reusable tooling. In order to achieve its flexibility, the structure of the flexible fixture is designed more complicated than the structure of the fixed fixture. Therefore, structure optimization design technology of the mechanical positioning device is an important technology for flexible assembly fixture design.
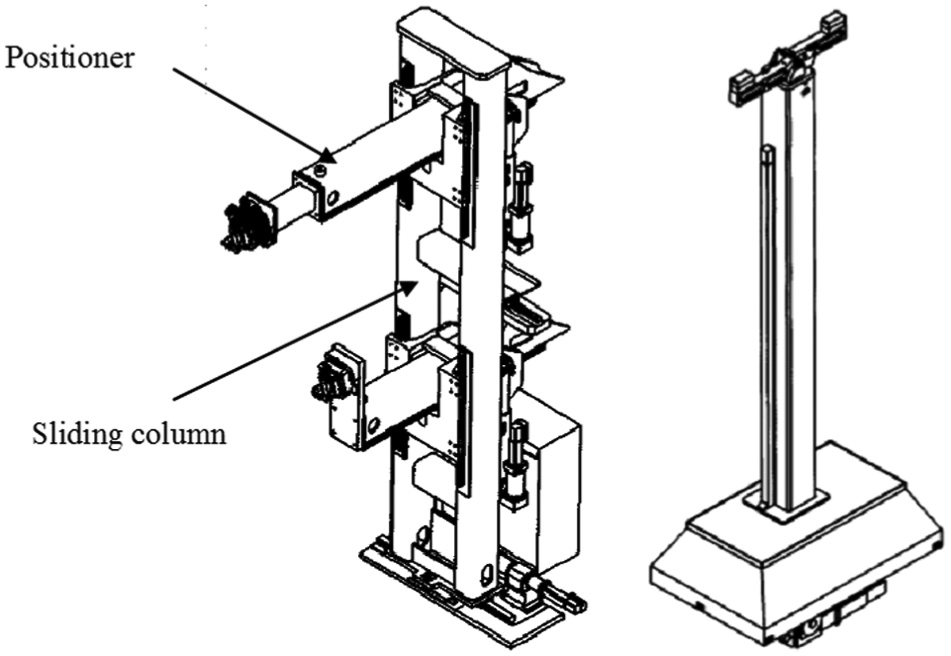
Positioners of large component flexible assembly 29 (Copyright © 1998 SAE International).
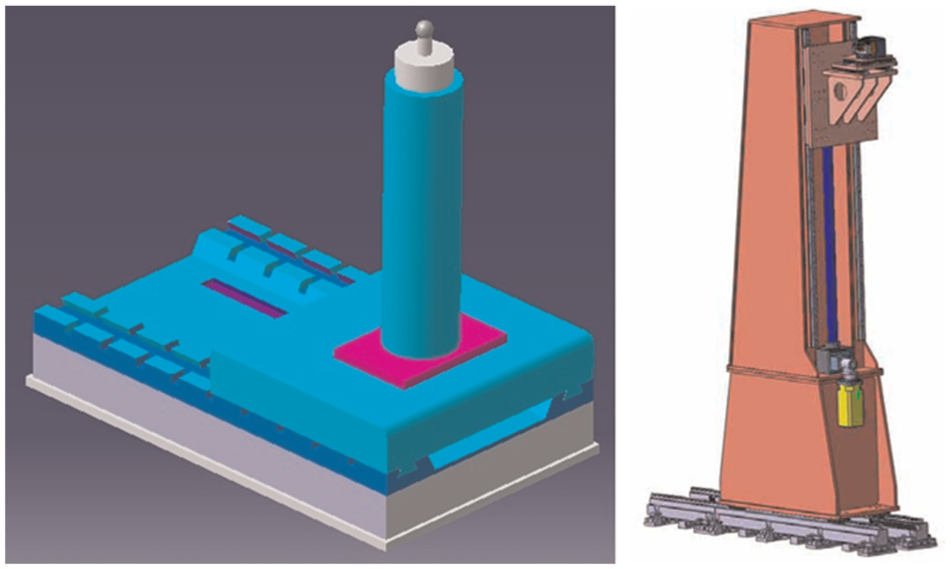
Positioners of large components alignment and joining.
Control technology of the flexible assembly
The flexibility of flexible fixture mainly depends on control technology. The control system includes software portion and hardware portion. It must have the ability to control a large number of actuators and, in particular, must have the ability to precisely control the super multi-axes. 42 The control system must also have good opening and can increase or decrease the number of servo axes conveniently, and the change of the number of servo axes does not affect the control accuracy.
Software of the control system is mainly used to control the mechanical components of the drive unit and executing unit. It can even cooperate with CNC drilling and riveting devices and sensing devices and control these devices to complete automatic drilling and riveting, coating the sealant automatically, and other operations. So, this kind of software must have good connection with the hardware of the control system and combine the hardware of the control system to develop and apply.
By controlling the servo motor, the control system of flexible fixture can achieve the motion control of the positioning points. The function of flexible fixture determines that it only cares about the final positional accuracy of the positioning points and does not concern the accuracy of the motion trace; therefore, the CNC system of flexible fixture generally does not need to have a multi-axis synchronization and interpolation function.
Digital measurement technology
The movement of flexible fixture needs to real-time measure the measurement point. The measured data are provided by the digital measurement instrument. 43 –48 Therefore, the digital measurement technology based on digital measurement instrument is the key technology.
The measurement software must have a good data input and output channel to connect with the measurement instrument, can accurately obtain the measured data and the digital model, can compare the difference between the original three-dimensional (3D) theoretical data and the actual collected data, and has the ability of analog analysis and site analysis. In addition, the measurement software can coordinate with the control software and transfer the analysis result to the control software to drive and control the movement of the control hardware device and actuating mechanism. Since the commercial measurement software, which comes with the measurement instrument, is an independent software, in order to integrate the metrology system with the flexible assembly system, it is necessary to develop new metrology system based on redevelopment software package, which is provided by the measurement instrument.
Digital coordination technology
The early aircraft assembly uses hard master tooling (HMT) to interchange and coordinate. The HMT not only has high manufacturing cost, but also has difficulty in maintenance. Since manufacturing and maintaining HMT is a difficult task in the aircraft manufacturing, the digital master tooling (DMT) technology comes into being. The method of DMT is a digitized coordination method. The DMT is a digital model, which includes the positioning references, geometry models, and the dimensions of aircraft component, and can be an engineering digital model or an assembly digital model of one component, which is added assembly process information. It is a digital standard of the manufacturing, assembly, test, and coordinating production. It is also an important basis for ensuring the interchange and coordination of production process equipments and for ensuring the interchange and coordination of the dimension and shape between component and large component. The purpose of its application is to replace the HMT and play a role of coordination standard. The flexible assembly technology also adopts the digitized coordination method and uses 3D digital model and coordinate reference system to manufacture the aircraft parts and tooling. By using the digital metrology system, it can obtain the real-time measurement and can directly compare the measured data with the 3D model data.
Sensing technology of the flexible assembly
The demand of stress detection for aircraft assembly makes sensing technology to become one of the key technologies of the flexible assembly fixture. By integrating the sensing elements into the flexible assembly fixture and detecting stress and strain change of the fixture in assembly process, it is relatively easy to reverse solve the stress and strain change of the aircraft part. The integrated sensing elements in the fixture can also integrate with the control system; based on the readings of sensing elements, it can adjust the fixture movement in the assembly process and make the flexible fixture to become an adaptive fixture, and thereby, it can reduce or eliminate the forced assembly and the assembly stress in assembly process. Therefore, the sensing detection technology is also an important technology of the flexible assembly. Currently, the flexible assembly fixture, which is used for aircraft large component assembly, aircraft large components alignment and joining, and so on, has been installed and applied a large number of sensing elements. 49
Integration technology of the flexible assembly system
The product digital definition model given by the aircraft product digital design includes the 3D digital model of the product, key characteristics, dimensions and tolerances, and so on, and these information must be transferred to the metrology system of the flexible assembly system. Using the automatic control device, and according to the DMT coordination technology, the control system will control the actual assembly process of the aircraft component. In this flexible assembly process, it is needed for real-time measurement, process control, and real-time comparing the measured data with the design data until the aircraft components reach the precise position. In the flexible assembly process, it is also needed for frequently exchanging the data and completing a series of calculations and control work. Therefore, it must study the integration method and achieve the seamless integration between digital product definition data and digital measurement data, between digital measurement and digital control, and between digital control and assembly process. The integration technologies of the flexible fixture system mainly include the relationship among these technologies, data organization and data flow analysis in the integration, and data integration among the software systems.
Digital metrology systems in the digital flexible assembly
The metrology system is the important portion of digital flexible assembly system, and the digital measurement technology provides the basis for the accurate digital flexible assembly. 50 The core hardware of digital metrology system is the digital measurement instrument. It is mainly used to measure and position a variety of process equipment in the aircraft assembly line or directly used to measure and position the assembled aircraft product.
Common digital measurement instruments
The commonly used digital measurement instruments in aircraft manufacturing are as follows:
Electronic theodolite;
Digital photogrammetry;
Indoor Global Positioning System (iGPS);
Laser tracker.
Figure 14 shows the characteristics of four types of digital measurement instruments.
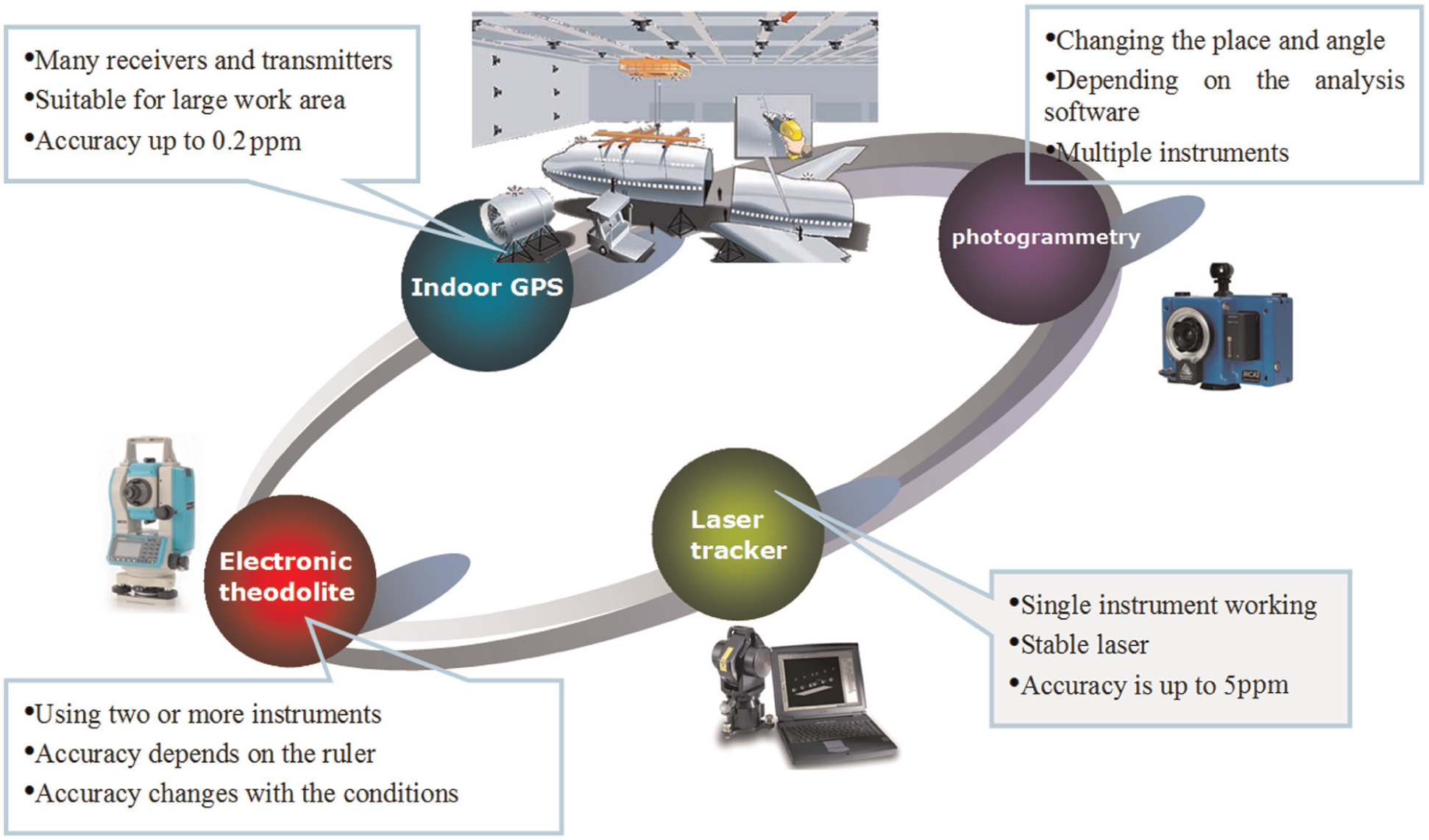
Characteristics of the commonly used digital measurement instruments. 51
Above four types of measurement instruments, since the electronic theodolite has too much trouble to use and its measurement range is also limited, have been no longer used in aircraft assembly. The measurement method of digital photogrammetric measurement system is that the measured target is taken photographs from different observation direction, and after obtaining the images, the powerful image-processing software will process the obtained digital images. 52 –55 The photogrammetric measurement software package will provide the 3D coordinates and statistical information for each measurement point. In a short period of time, using a comprehensive analysis software interface, the user can get the deviation of the nominal value or other geometric information. It is suitable for measuring the product, which has a complex shape. Since the aircraft digital flexible assembly requires that the metrology system must have the ability of real-time dynamic measurement, real-time feedback to the control system, high measurement accuracy, and other reasons, digital photogrammetric measurement system is rarely used in the aircraft digital flexible assembly system. The following will mainly introduce the iGPS metrology system and the laser tracker metrology system.
iGPS metrology system
The working principle of iGPS metrology system is as follows: Each transmitter generates two rotating infrared laser beams and an infrared light-emitting diode (LED) strobe in the work area. If the receiver can receive the laser, it can measure the horizontal angle and vertical angle. By combining several different transmitters, the XYZ coordinates of the measured point can be calculated. 56 –59 Measuring a point requires minimum two transmitters. The more is the transmitter, the more accurate is the measurement. In order to improve the measurement accuracy, it is recommended that one measurement point can at least receive the signals of four transmitters.
The measurement accuracy of iGPS can reach up to 0.2 mm. The iGPS metrology system is suitable for large volume product positioning and assembling. The iGPS provides a new method for the precision measurement of large volume product. With the continuous improvement of measurement accuracy of the iGPS, Boeing Company and other aircraft manufacturing enterprises have applied iGPS in the aircraft large components alignment and joining. Figure 15 shows the simulation of iGPS applied in the aircraft large components alignment and joining by Boeing Company. Due to the measurement accuracy reason, iGPS is rarely used in component-level flexible assembly.
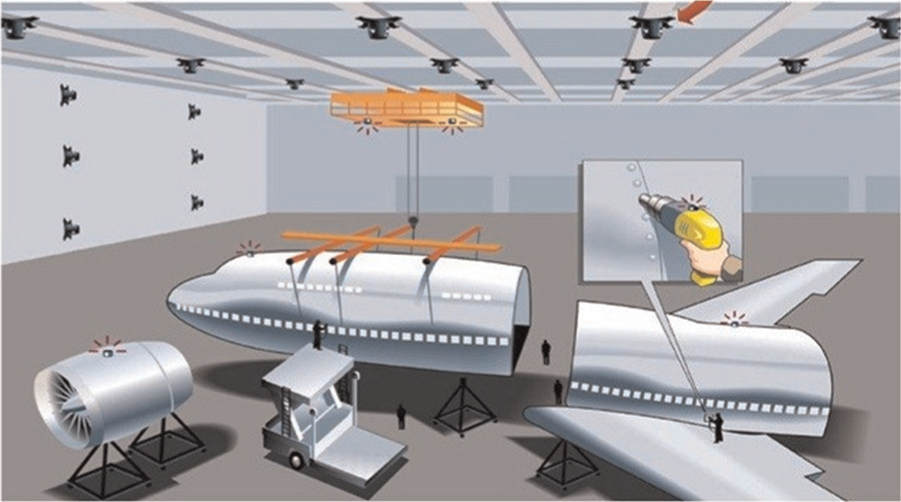
iGPS applied in the aircraft large components alignment and joining. 51
Laser tracking metrology system
The working principle of laser tracking metrology system is as follows: The laser beam starts from the light source, goes through two rotating mirrors with angle encoder, and projects to the reflector. Part of the light, which reflected back by the reflector, interferes with the reference light, and it can measure the relative displacement of the reflector. Another part of the reflected light projects to the optoelectronic position sensor, the generated differential signal is output to the servo motor, the motor controls the rotating angle of the rotating mirror and makes the laser beam always point to the center of the reflecting mirror, and the two angle encoders indicate the rotating angle of the rotating mirror.
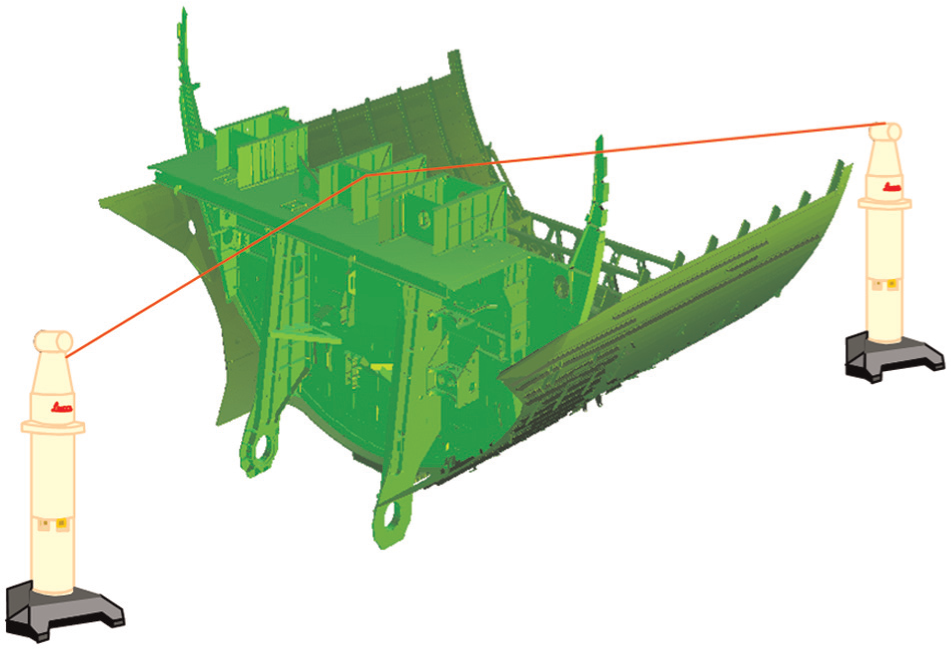
Due to the superior performance of laser tracking measurement instrument, it has become the most widely used digital measurement instrument in the aircraft assembly area 60 and other industry areas. 61,62 Except applied to the flexible assembly of aircraft component and large component, laser tracker is also applied to the aircraft large components alignment and joining and has a very good performance in the large-sized space coordinate measurement. Comparing with iGPS metrology system, a greater accuracy can be achieved using laser tracker metrology system. 63 Its measurement accuracy is also very high and the absolute accuracy can reach up to 5 ppm. Figure 16 shows the application of laser tracking metrology system in aircraft large components alignment and joining. Figure 17 shows the application of laser tracker in aircraft large component assembly.
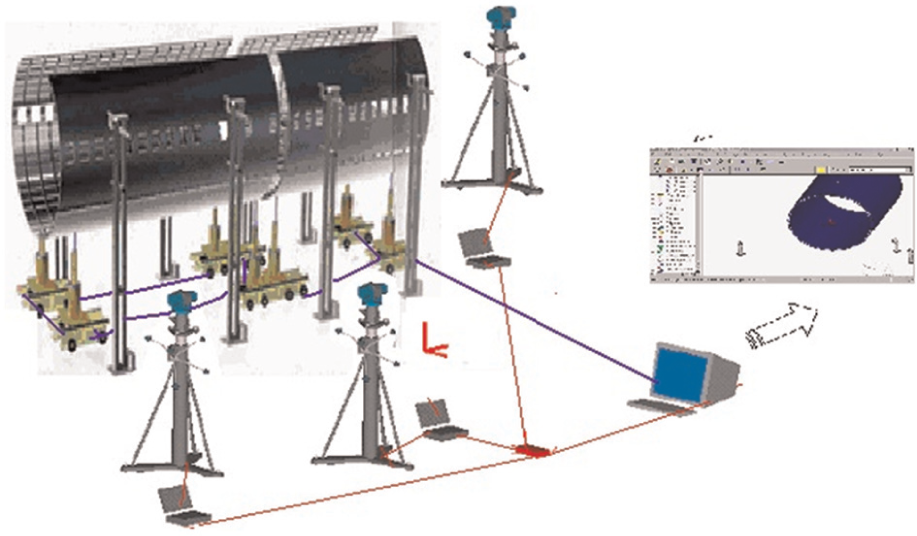
Application of the laser tracking metrology system in aircraft large components alignment and joining.
Application of the laser tracker in aircraft large component assembly.
Conclusion
The application of digital aircraft flexible assembly system can achieve digital flexible position of the aircraft assembly. Comparing with traditional aircraft assembly fixtures, it has incomparable advantage. The increasing competition in the aviation industry requires that it must minimize the cost in aircraft manufacturing. Since the digital flexible assembly fixture can be used for multiple aircraft types, its application greatly reduces the number of aircraft assembly fixture and also reduces the aircraft manufacturing cost. Combining the digital flexible assembly fixture with the advanced automation connection devices and digital metrology system can set up aircraft digital flexible assembly production line. It can significantly improve the aircraft assembly quality and efficiency. The digital flexible assembly technology represents the developing direction of current aircraft manufacturing industry. The future development trend of flexible assembly fixture is cost reduction. Adjustment and reconstruction of the flexible fixture will be transformed from active to passive. Using passive adjustment method can reduce the number of motors and special multi-axis CNC system, so it will reduce cost. The flexible assembly system can also be combined with commercialized industrial robots to adjust and configure the fixture; this will change the flexible fixture adjustment mode from the active into passive and can also reduce fixture cost. By applying the integrated laser tracking metrology system, the robot will have a very high position precision to ensure the positioning accuracy.
Footnotes
Acknowledgements
The authors acknowledge the support of the Laboratory for Integrated Metrology Applications at the Department of Mechanical Engineering of University of Bath, UK.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.