
Abstract
Remanufacturing, which processes end-of-life products with disassembly, testing, reprocessing, and reassembly operations in such a way that their quality and performance is restored, has attracted substantial interest in recent years. In this article, we address a capacitated dynamic lot-sizing problem with remanufacturing, in which there are heterogeneous demand streams for newly manufactured products assembled wholly by brand-new components and remanufactured ones reassembled by reprocessed components. The demand for remanufactured products could also be satisfied by new ones, as remanufactured products do not meet self-demand, but not vice versa. For this planning problem, a fuzzy mixed integer linear programming model, which considers the uncertainties of market demands, the quantity of end-of-life products available, the remanufacturable rate, selling prices, unit cost values, and capacity constraints, is developed by triangular fuzzy numbers. After that, the fuzzy mixed integer linear programming model is transformed into a crisp equivalent by clarifying fuzzy constraints and objective. The solution approach is designed by genetic algorithm, in which self-adaptive formula is adopted to resolve difficulty in obtaining optimum value of crossover probability and mutation probability. Finally, a numerical example is suggested to demonstrate the applicability and effectiveness of the proposed model and solution approach.
Keywords
Introduction
In recent years, due to increasing environmental deterioration, depletion of energy and natural resources, strict government legislation, and economic factors, more and more companies engage positively and voluntarily in the product recovery business, which entails activities to regain materials and realize value added from end-of-life (EOL) products for repairing, refurbishing, remanufacturing, and recycling.1,2 Among these, remanufacturing is a very important field of product recovery, in which used products or components are restored to like-new condition which can be marketable again having the same characteristics with the new product in terms of appearance, quality, reliability, and performance. 3 A complete remanufacturing process often involves collection, disassembly, cleaning, testing, component reprocessing, and reassembly operations. 4 Therefore, the traditional forward supply chain of “resources-production-consumption-abandonment” is transformed into the closed-circuit feedback circulating process through integrating remanufacturing.
The traditional models of production planning usually do not take into account remanufacturing processes. Only in recent years, researches have been started to focus on the value of the EOL products by remanufacturing, which integrate into production planning systems as an effective approach to improve resource utilization efficiency, as well as get great benefits of energy saving and emission reduction.
However, note that all researches reviewed concerning lot-sizing production planning with remanufacturing imply that remanufactured products can be sold as new ones with the identical quality and performance, as well as selling price. In other words, remanufactured products are not distinguished from newly manufactured ones, and both of them jointly face the identical market demand. Actually, from customer’s viewpoint, even though remanufactured products are as-good-as-new in terms of both quality and performance, there are often different valuations for remanufactured products and new ones because remanufactured products derive from the recovery of used products or component, rather than processing of raw materials. Therefore, demands of remanufactured products and new ones are satisfied by themselves only, and remanufactured products should offer an inferior selling price than new ones. 5 Piñeyro and Viera 6 and Zhang et al. 7 investigated a lot-sizing production planning based on the circumstances above. Meanwhile, Piñeyro and Viera 6 assumed that a market strategy was to allow substitution of remanufactured products by new ones, maintaining the selling price of the remanufactured products in order to avoid losing potential customers. But their research simplified the processes of both remanufacturing and manufacturing, that is, used products were restored directly without disassembly; of course, there was also not the assembly or reassembly in their research framework. This assumption implied that a product has only a single remanufacturable component. Obviously, it limits the applicability of the developed model.
On the other hand, in a real lot-sizing production planning with remanufacturing, environmental coefficients and related parameters, including market demands, the quantity of EOL products available, the remanufacturable rate, selling prices, unit cost values, and capacities of every main operation, are normally imprecise because of some information being incomplete or unobtainable over the intermediate planning horizon. Few researches address the production planning with remanufacturing in an uncertain environment, all of which cannot be solved by the conventional deterministic solution techniques. Fuzzy set theory provides the appropriate framework to describe and treat uncertainty. 8 Fuzzy mathematical programming is therefore viewed as an alternative to the stochastic problems, where the parameters or objectives or both are modeled as fuzzy sets. Some researchers dealt with production planning problems, which face just traditional forward supply chain without remanufacturing, in an uncertain environment through fuzzy set theory included those by Pai, 9 Sahebjamnia and Torabi, 10 and Figueroa-García et al. 11
Accordingly, the lot-sizing problem we study in this article can be characterized as follows: (1) the heterogeneous demands for remanufactured products and new ones as well as the one-way substitution between them are considered into lot-sizing production planning; (2) a used product could be disassembled to multiple remanufacturable components, and remanufacturing process is described as a complete process involving collection, disassembly, cleaning, testing, component reprocessing, and reassembly operations; (3) multiple products are considered in our article; (4) besides the limitation of inventories, the capacity constraints of every main operation are also taken into account; and (5) market demands, the quantity of EOL products available, the remanufacturable rate, selling prices, unit cost values, and capacities of every main operation are all regarded to be uncertain and are characterized by triangular fuzzy numbers. In summary, the main purpose of this article is to develop a multi-product, multi-component, multi-period lot-sizing production planning model considering the heterogeneous demands between remanufacturing products and new ones via fuzzy mixed integer programming.
The rest of the article is organized as follows. Section “Literature review” presents a brief literature review relevant to lot-sizing production planning with remanufacturing. Section “Model formulation” describes the problem, details the assumption, and proposes a new fuzzy mixed integer linear programming (FMILP) model for the lot-sizing production planning with remanufacturing and heterogeneous demands under uncertainty. Then, section “Crisp equivalent form for FMILP model” applies appropriate strategies for converting the FMILP model into a crisp equivalent model. In section “Solution approach for crisp equivalent model based on GA,” we go on to design the solution approach based on genetic algorithm (GA) to solve the crisp equivalent model. In section “Numerical experiments,” we provide the computational analysis of a numerical example. Finally, section “Conclusion” gives the conclusions with possible areas for further research.
Literature review
Richter and Sombrutzki 12 and Richter and Weber 13 studied a set of the Wagner/Whitin dynamic production planning and inventory control models. In their research, the first model assumed that the quantity of return products is sufficient to satisfy all demands without delay, and only remanufacturing process was taken into account. The manufacturing process was added to the second model, and therefore market demand could be satisfied by either remanufactured products or newly manufactured products. The third model considered further variable manufacturing and remanufacturing costs, rather than minimized only setup costs and inventory costs. Golany et al. 14 considered a similar but more general model and presented respective solution algorithms for the model when costs are linear, convex, and arbitrary.
Teunter et al. 15 studied the lot-sizing production planning with remanufacturing of return products, without constraints on the quantity of return products. Two different setup cost schemes were considered. In the first model, there was a joint setup cost for manufacturing and remanufacturing aiming at single production line. And in the second model, there were separate setup costs for manufacturing and remanufacturing aiming at dedicated production lines. The objective function in two models also considered to minimize total costs consisting of inventory costs and setup costs. Schulz 16 put forward a solution approach of the Silver-Meal-based heuristic aiming at the second model above. Li et al. 17 discussed an optimal decision model including not only manufacturing decision and remanufacturing decision but also disposal decision of the returned product, and both the products demand and the quantity of the returned products are considered to be stochastic. Pan et al. 18 considered to add capacity constraints for manufacturing and remanufacturing to the problem, in order to formulate a general model of the capacitated dynamic lot-sizing problem with manufacturing, remanufacturing, and disposal, as well as to analyze how capacity constraints affect the operation planning. Zhang et al. 19 also addressed a dynamic capacitated production planning with remanufacturing. The difference in this research was manufacturing, remanufacturing, and inventory levels all have limits, and the proposed model was applied to steel enterprise.
Li et al. 20 investigated an unlimited-capacity multi-product production planning problem. Similarly, market demands of every product type could be satisfied by manufactured products as well as by remanufactured ones. And different product types corresponded to different levels of quality and performance. The demand for a product type with lower quality level could also be satisfied by a higher level type as lower level items did not meet self-demand. Then, Li et al. 21 considered the capacity constraints in manufacturing and remanufacturing process for the same scenario.
Kim et al. 22 focused on developing a general framework of remanufacturing system in reverse logistics environment and a corresponding mathematic model. In the general framework, the parts used for assembling finished products could be acquired from three channels, which were external suppliers offering new parts, remanufacturing process inside factories, and remanufacturing subcontractor. The function objective of the model was interested in maximizing total profits for overall system through minimizing total remanufacturing costs. Amin and Zhang 23 extended the general framework above. DePuy et al. 24 developed a remanufacturing planning approach, which was a probabilistic form of standard material requirement planning (MRP), to provide estimates of the expected number of remanufactured components to be completed in each future period, as well as a component purchase schedule to avoid shortages in periods. Xanthopoulos and Iakovou 25 presented a two-phased model of medium-range tactical production planning for the EOL electric and electronic products for a remanufacturing-driven reverse supply chain, with a special focus on the disassembly process. Doh and Lee 26 focused on production planning in remanufacturing systems over a set of remanufacturing processes including disassembly, disposal, reprocessing, and reassembly. The objective was to maximize the total profits.
Ferguson et al. 27 considered a tactical production planning problem for remanufacturing when return products have different quality levels. The research results showed that a grading system classing return products into different levels could increase profit over a wide range of systems whether in an unlimited-capacity environment or limited-capacity environment.
Subulan et al. 28 developed a fuzzy mixed integer programming model for medium-term planning in a closed-loop supply chain, which consisted of multiple manufacturing plants, multiple remanufacturing facilities, multiple wholesalers, multiple collection centers, and multiple retailers. Then, the fuzzy model was transformed into an equivalent model by different aggregation operators and fuzzy solution approaches, and the final crisp model was solved by the standard branch and bound technique.
In this article, the following main research contributions are made: (1) there are lots of researches related to the lot-sizing production planning with remanufacturing, which assume that remanufactured products are not distinguished from new ones. Thus, this research focus on modeling of lot-sizing production planning with the heterogeneous demands between remanufacturing products and new ones. (2) For our developed FMILP model, the appropriate strategies based on possibility measure are presented to transform into a crisp equivalent. (3) The solution approach based on GA is designed to solve the transformed crisp equivalent model, and solution results indicate that the solution approach is superior to the standard branch and bound technique used by Subulan et al. 28
Model formulation
Problem definition
In this article, we consider a lot-sizing production planning with remanufacturing problem, where the structure of the considered production system can be illustrated by Figure 1. The operational procedures of this system can be described as follows: (1) a factory collects EOL products from retailers or customers and deposits them in the inventory of return products; (2) return products must be disassembled to components, and there is a testing operation to know the extent of the damage of these components; (3) if these components are up to the remanufacturing standard, they can be deposited in the inventory of qualified components, or else would be disposed; (4) the factory can restore the quality and performance of qualified components through remanufacturing technology, and these reprocessed components are deposited in the inventory of remanufactured components; (5) meanwhile, the factory processes raw materials to produce new components, which deposited in the inventory of new components; (6) the remanufactured products are reassembled with remanufactured components and deposited in the inventory of remanufactured products, which are used to meet the demand for the secondary market; and (7) the new products are assembled with new components and deposited in the inventory of new products, which are used to meet the demand for the original market.
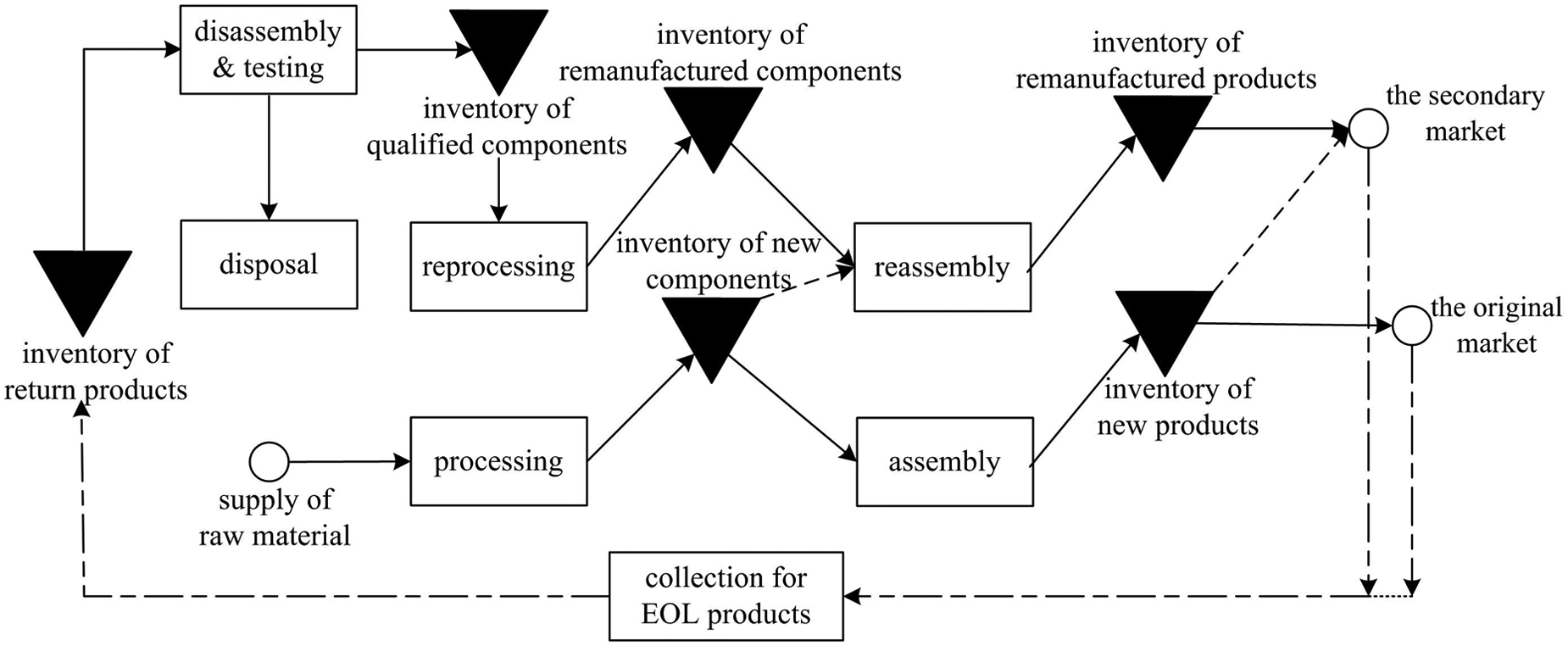
The production system with remanufacturing and heterogeneous demands.
Meanwhile, there are two kinds of one-way substitution in this production system. One of them is for components. New components can be used to reassemble remanufactured products as a substitute for remanufactured components, when remanufactured components do not meet reassembly requirements, but not vice versa. The other is for products. The demand for the secondary market can also be satisfied by new products with maintaining the selling price of remanufactured products, as remanufactured products do not meet self-demand, but not vice versa.
Furthermore, the following assumptions are made in our model:
The demands whether for the original market or the secondary market in each period need not be satisfied absolutely; backordering is allowable, and penalty cost in the case of backordering should be taken into account.
There are capacity constraints for the main operations including disassembly and testing, reprocessing, processing, reassembly, and assembly, as well as inventory constraints.
Both the accumulative lead times of manufacturing and remanufacturing operations are assumed to be identical and equal to 1 period. That is to say, products manufactured or remanufactured in period
Due to some information being incomplete or unobtainable over the planning horizon, market demands, the quantity of EOL products available, the remanufacturable rate, selling prices, unit cost values, and capacity constraints are regarded to be imprecise and uncertain, which are characterized by triangular fuzzy numbers.
Establishment of FMILP model
After reviewing literatures and considering practical situations, the original multi-product, multi-component, multi-period lot-sizing production planning with remanufacturing and heterogeneous demands model was designed in this article to determine the quantity for manufacturing/remanufacturing and inventory level for each type of product/component in each period, in order to achieve the maximum total profit. Particularly, some imprecise parameters, such as market demands, the quantity of EOL products available, the remanufacturable rate, selling prices, unit cost values, and capacities of every main operation, are represented by triangular fuzzy numbers as these parameters are sensitive to many unforeseen factors. This allows solutions, falling near the boundaries of corresponding restrains, be more realistic.
In the production system with remanufacturing, the total profit, which is denoted by
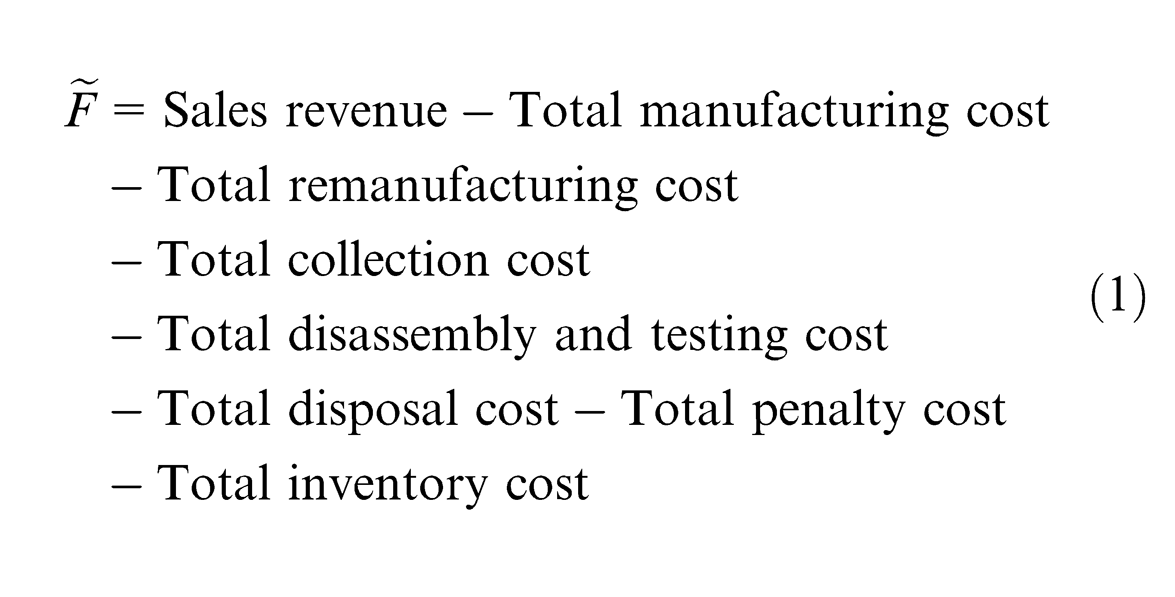
where
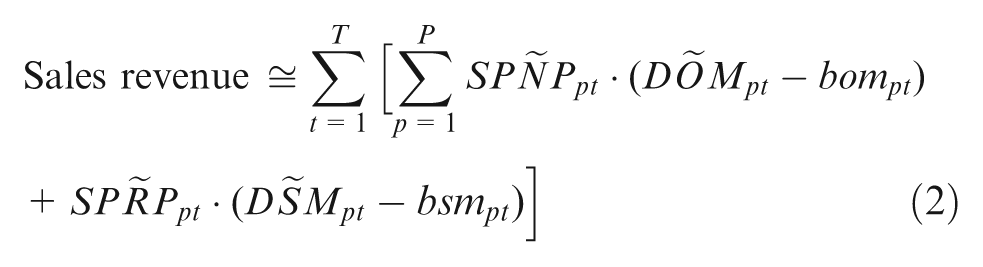
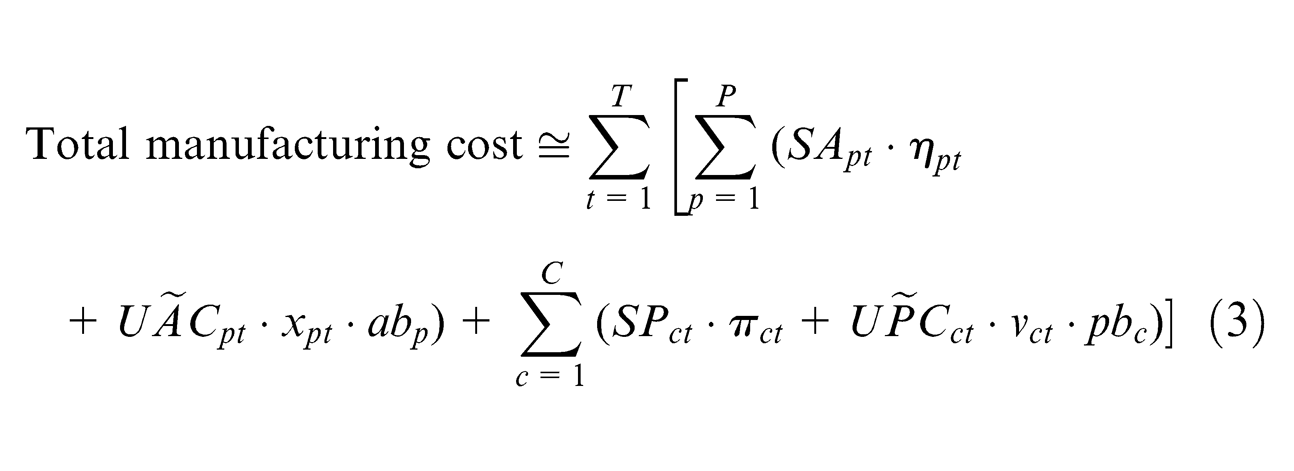
The symbol “
The inventory flow conservation equations for return products, qualified components, new components, remanufactured components, new products, and remanufactured products are as follows, respectively
The delivery equations for new products and remanufactured products, which display that all demands in each period may not be satisfied, and force to satisfy the remaining outstanding demands from previous period, are as follows, respectively


The limits on inventory levels of return products, qualified components, new components, remanufactured components, new products, and remanufactured products are as follows, respectively
The capacity constraints of disassembly and testing, processing, reprocessing, assembly, and reassembly, where a setup is made whenever an operation is carried out in a period for a positive quantity, are as follows
Here, the symbol “
The quantity constraint for disposed components, which requires that unqualified components have to be disposed, is as follows
The quantity constraint for collected EOL products, which requires that the quantity of collected EOL products cannot be more than the quantity of EOL products available in the market, “if possible,” is as follows
The nonnegative integer constraint for variables is as follows (
The binary number constraint for variables is as follows
Crisp equivalent form for FMILP model
In this article, we assume that planners have already adopted the pattern of triangular distribution to represent all fuzzy parameters above. The primary advantages of the triangular fuzzy number are generally the simplicity and flexibility of the fuzzy arithmetic operations.29,30 A typical triangular fuzzy number can be constructed by three prominent data, namely, the most pessimistic value, the most likely value, and the most optimistic value. For example, the demand of the original market
Since the FMILP model has a lot of fuzzy parameters, we need a fuzzy optimization approach that jointly considers the possible lack of information in data and existing fuzziness. There are two commonly used approaches to solve a fuzzy programming. One of them is the technology of fuzzy simulation, but it is quite complicated and time consuming to simulate uncertain functions. And the other, converting into crisp equivalent form, is comparatively simple and practical. For these reasons, based on possibility theory,34,35 we define an approach to convert the FMILP model into a crisp equivalent model for the considered production planning problem under collection, process, and demand uncertainties.
In fuzzy set theory,
Strategy for converting the fuzzy constraints
Due to the uncertainties of some parameters in the production planning with remanufacturing, all constraints cannot necessarily be met strictly. A planner always expects only these constraints to be met to some extent in an uncertain environment. Therefore, we describe those constraints containing fuzzy parameters by fuzzy chance-constrained based on possibility measure as follows
Here,
Lemma
Assume that


The proof for Lemma refers to Liu. 36 Accordingly, constraints (36)–(44) can be converted further into crisp equivalent form as follows





Strategy for converting the fuzzy objective
Similarly, there are the uncertainties of some parameters in the considered production system, which will affect the achievement of the optimal operation objectives for the system. A planner always expects only to maximize the possibility that the realized operation objectives outstrip the intended targets. Therefore, we describe the objective function containing fuzzy parameters by dependent chance based on possibility measure as follows
where
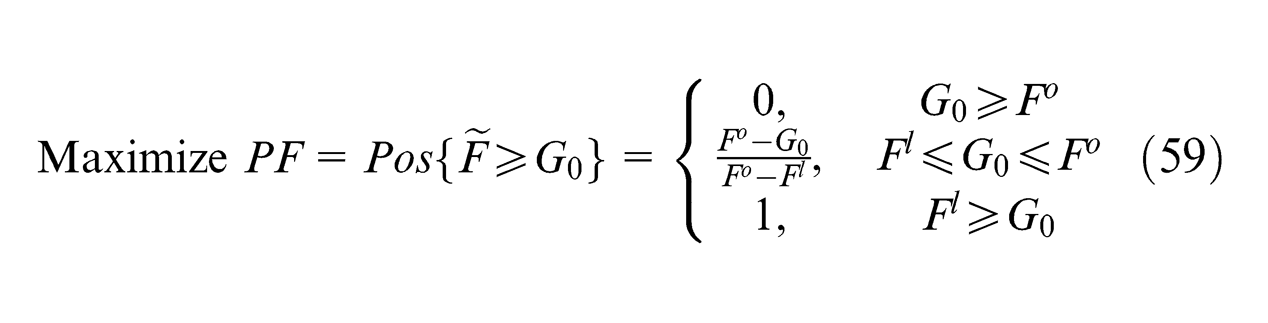
where
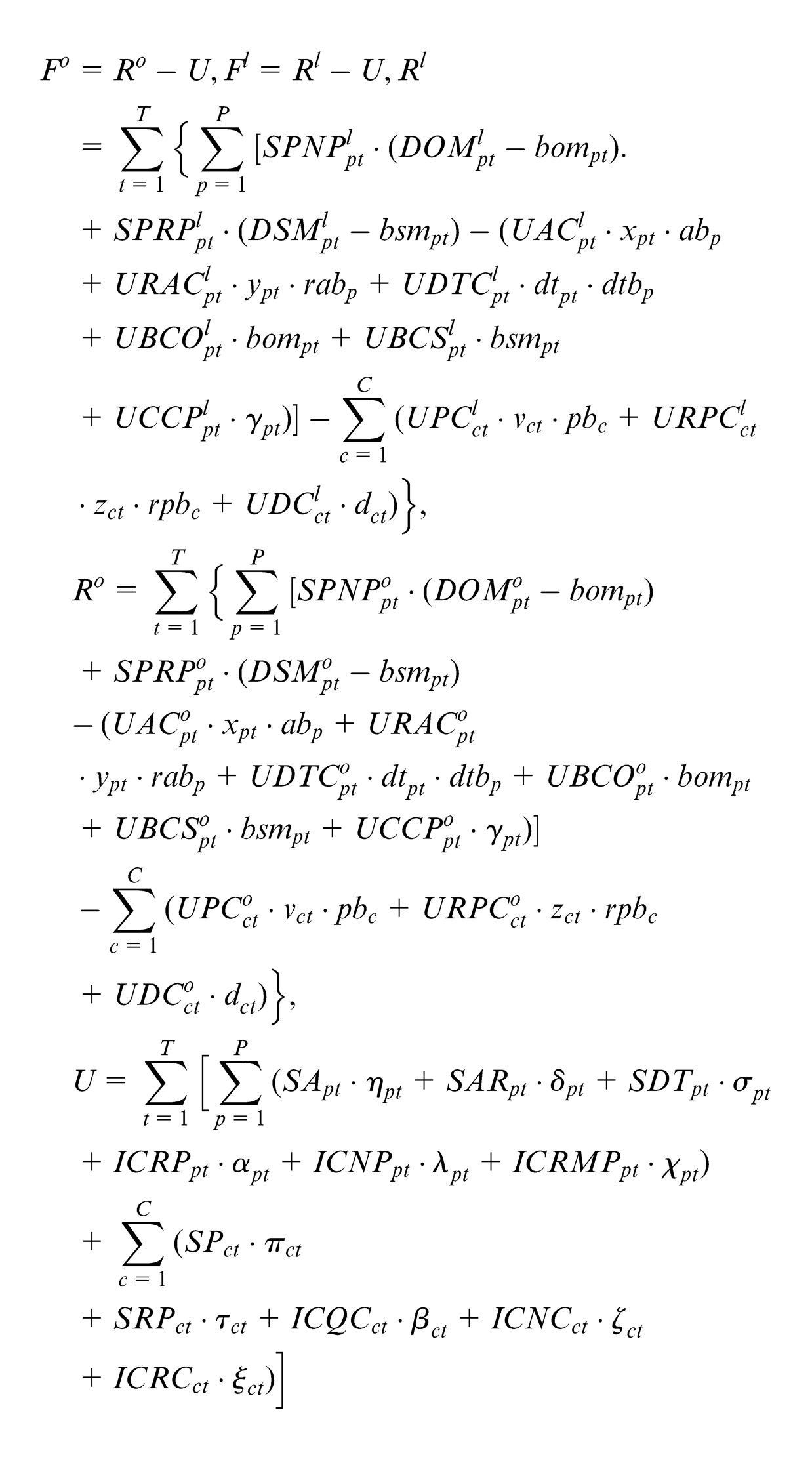
Proof
According to the fuzzy operation rules,
By above analysis, the complete crisp equivalent model for the lot-sizing production planning with remanufacturing and heterogeneous demands can be formulated as follows
The objective function (59);
The converted constraints (48)–(57);
The nonfuzzy constraints (11)–(16), (19)–(24), (32), and (33) are also included in the model in a similar way.
Solution approach for crisp equivalent model based on GA
The majority of the lot-sizing problems are regarded as nondeterministic polynomial time (NP)-hard questions. And the above crisp equivalent model is a nonlinear programming model, for which it is difficult to search the optimal solution by commonly used exact algorithms. GA is a kind of highly parallel, stochastic, global probability search algorithm based on the evolutionism such as natural selection, genetic crossover, and gene mutation, which is applied a lot in planning optimization. Therefore, in this article, GA is adopted to solve the crisp equivalent model. Meanwhile, self-adaptive formula is introduced to resolve difficulty in obtaining optimum value of crossover probability and mutation probability, thus to enhance searching efficiency. Key steps of designed GA are as follows.
Encoding and decoding
According to the characteristic of the model,
Nonnegative integer encoding is adopted for all decision variables. Take
The generation intervals of decision variables in encoding.
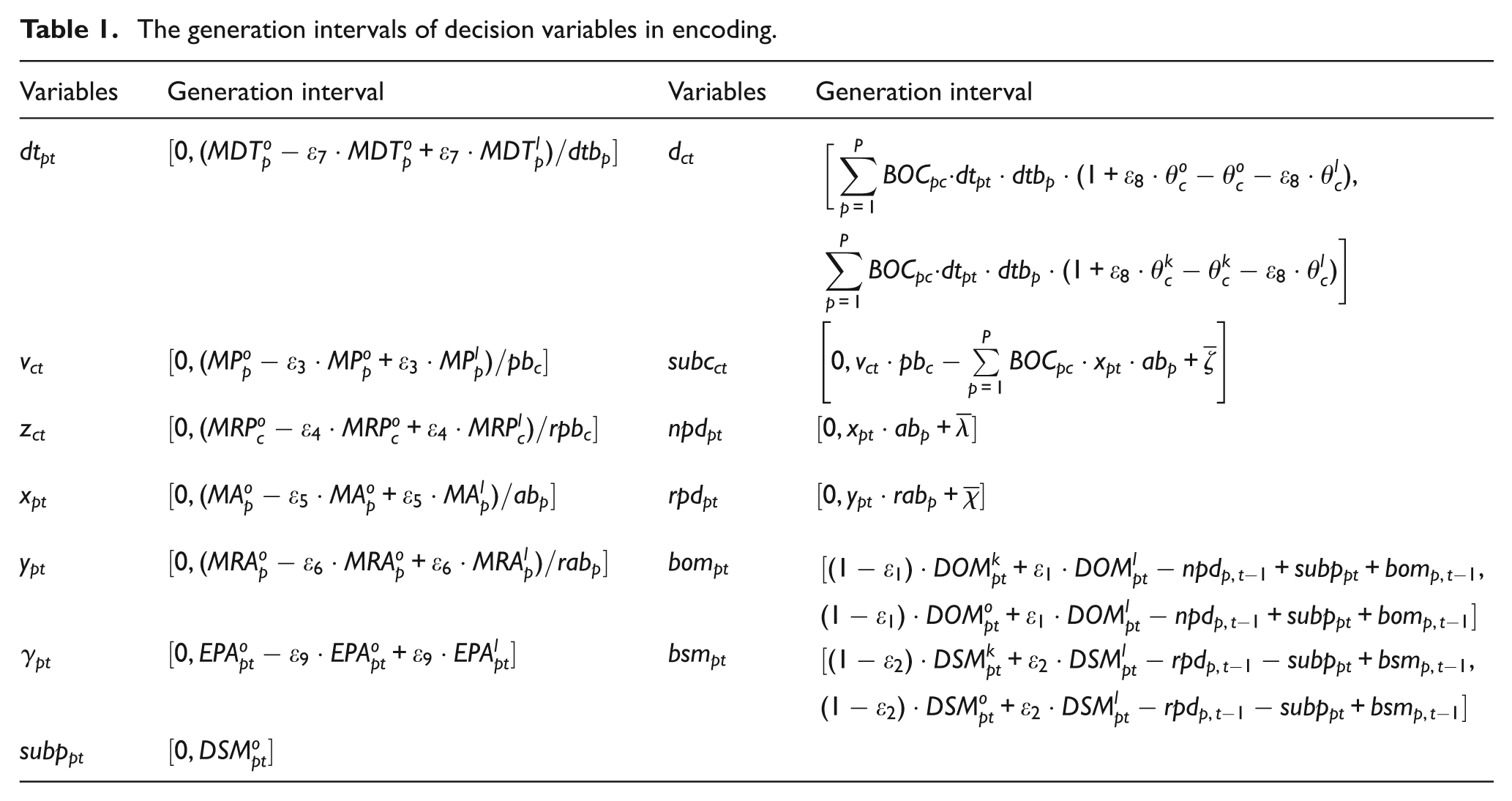
The decoding for the chromosome is mainly to obtain corresponding value of the state variable. After one chromosome generates, by using equations (11)–(16) and (50)–(54), all corresponding state variables can be decoded and thus one complete solution set, called as complete individual,
Structuring the fitness function
Obtained state variables
In this article, self-adaptive penalty function method is adopted to guide adjustment of the penalty factor by searching the process information of evolution. In other words, the penalty factor
where
Genetic operation
Selection operation: Roulette wheel method is adopted for selection strategy. The complete individuals are copied to the next-generation population according to the replication probability
Crossover operation: in order to make the individual still meet the initial constraints of the decision variable after crossover, two-point crossover is adopted in this article. Meanwhile, the self-adaptive crossover probability
where
Mutation operation: in this article, inverted operation is adopted to implement mutation for the chromosomes selected with probability. At the same time, the self-adaptive mutation probability
In general,
Numerical experiments
Numerical example description
In this section, a numerical example abstracted from a production enterprise of automobile engine is considered to illustrate the application and efficiency of the proposed model and solution approach above. We make a production plan for a series of electronic fuel injection (EFI) engines including three different types of engines (
The bill of each kind of core component to each type of product.

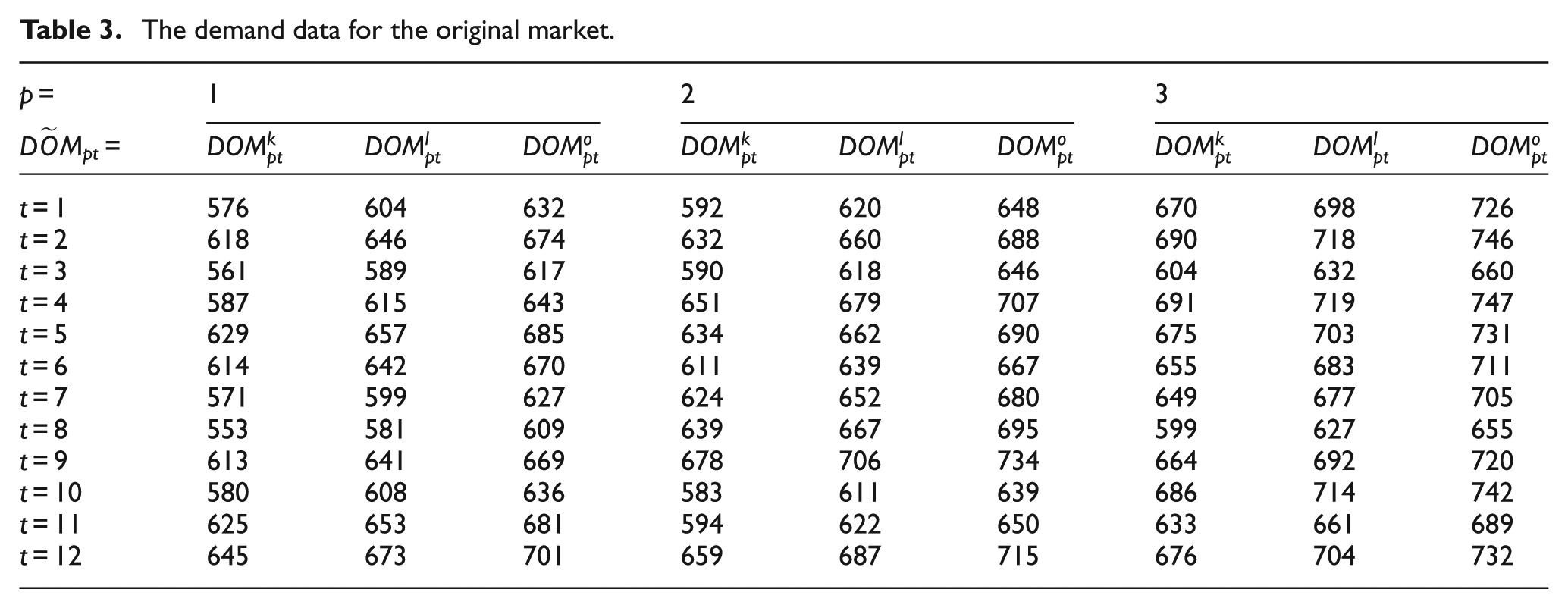
The demand data for the original market.
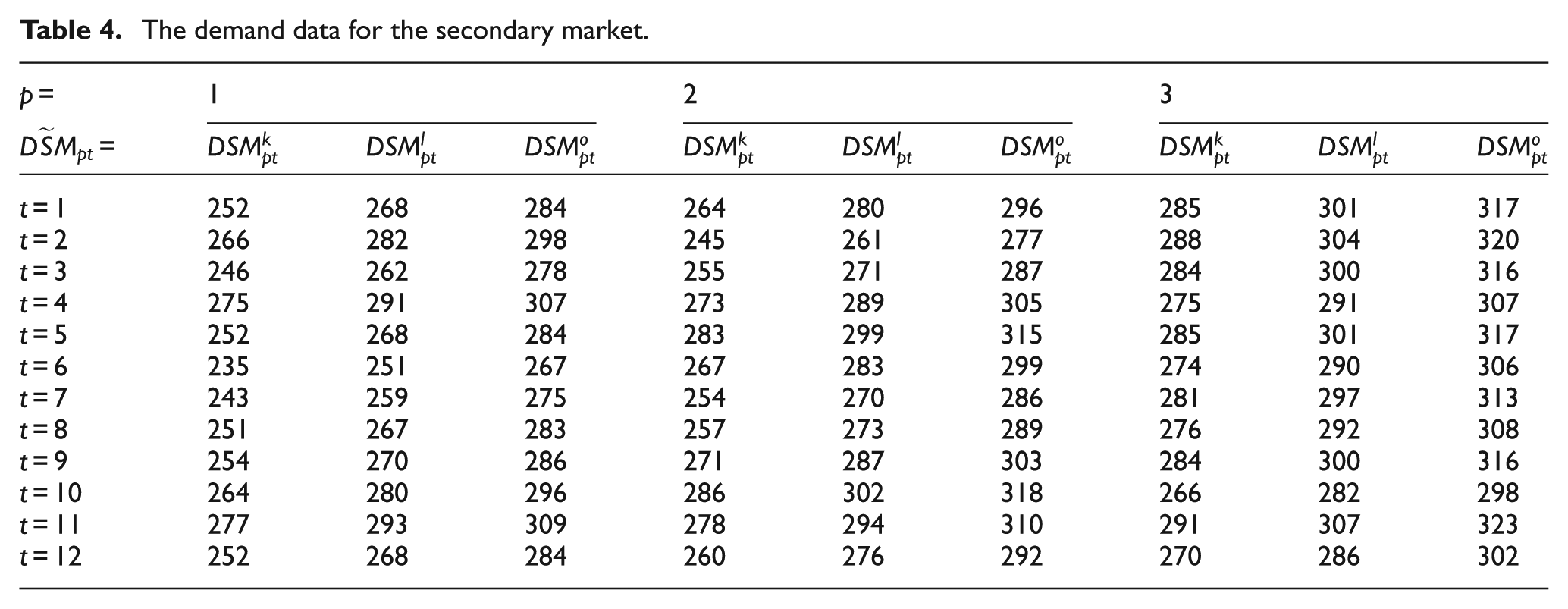
The demand data for the secondary market.
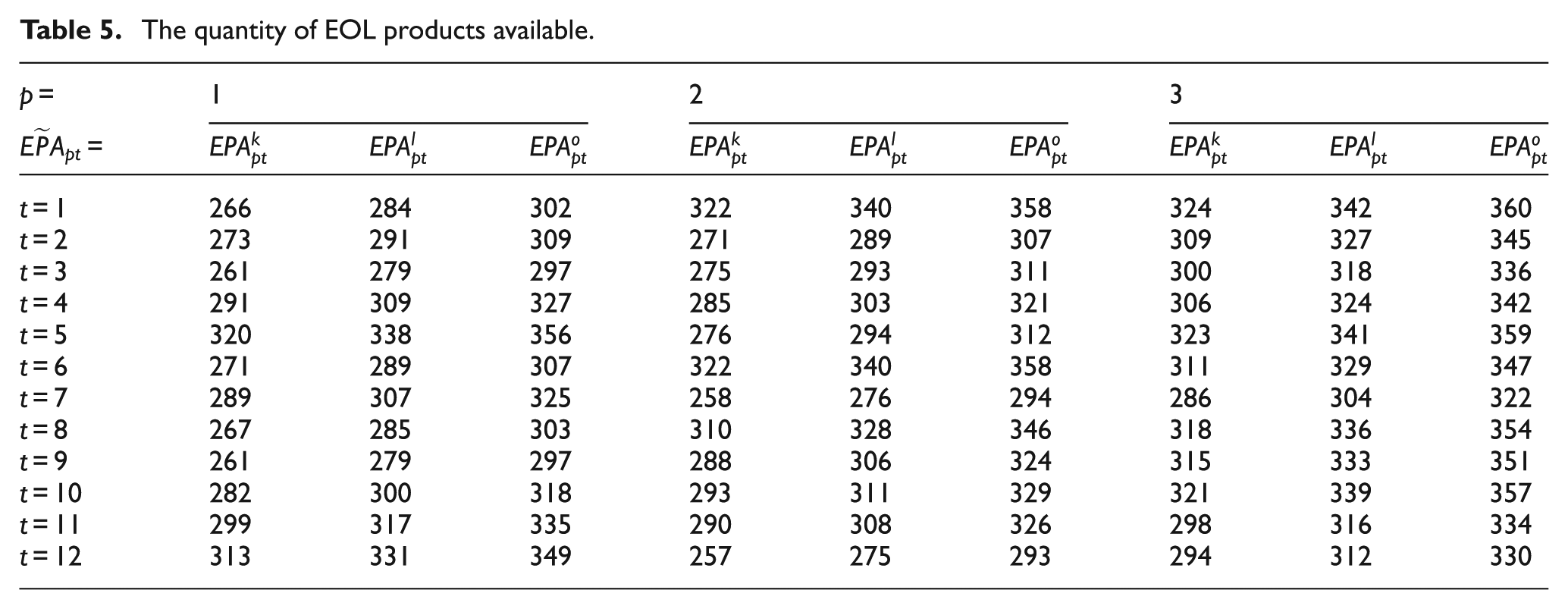
The quantity of EOL products available.
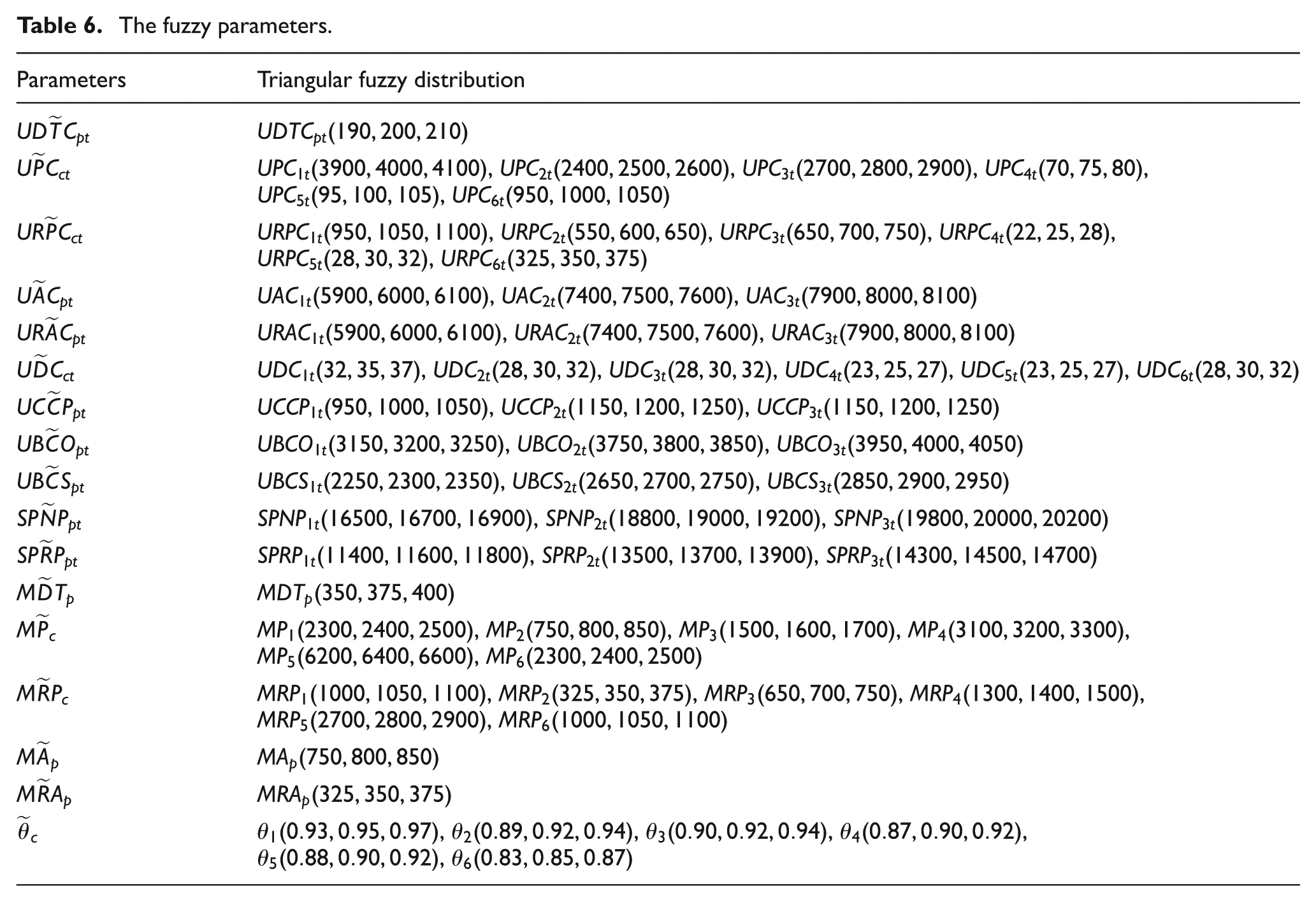
The fuzzy parameters.
The product-related parameters.

The component-related parameters.

Model results
We set all confidence levels (
The solution approach is coded with MATLAB, and the computational experiences for the numerical example are conducted on such a computer with Windows XP, Core 2 Duo 2.20 GHz CPU, and 1.99 GB RAM. And in genetic parameters, the penalty factor
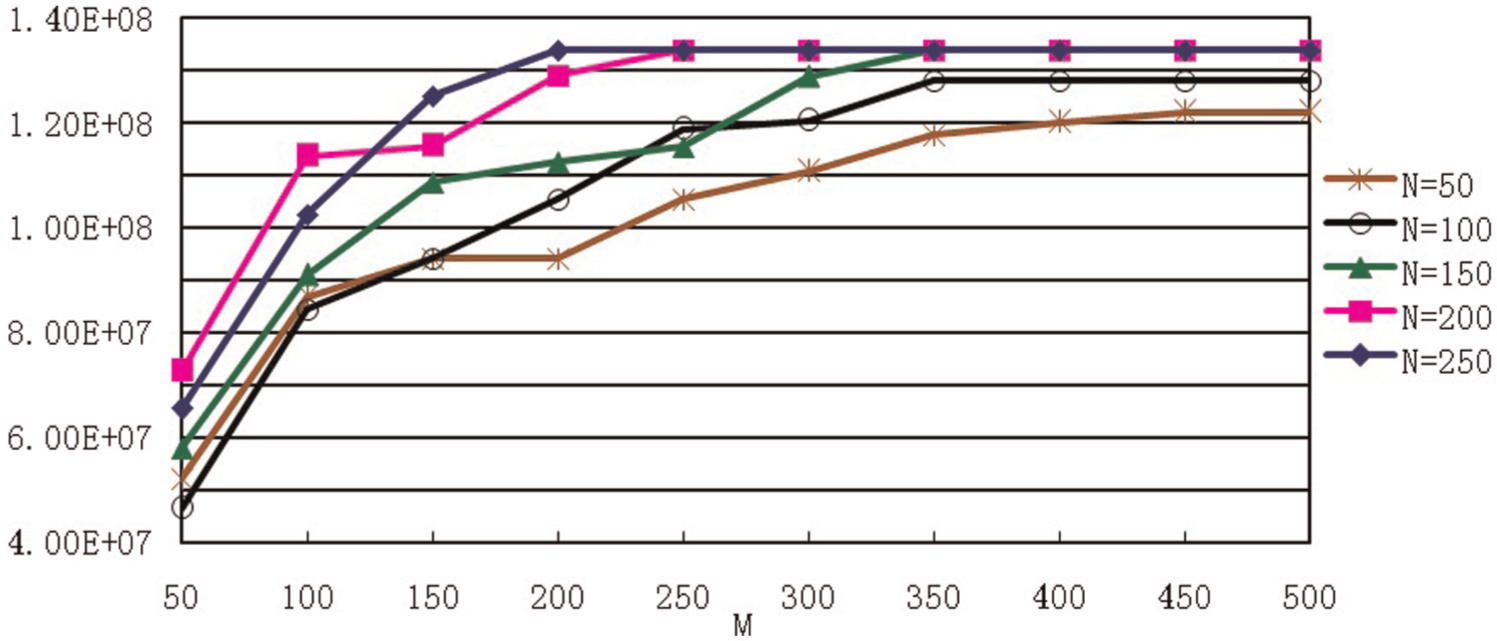
The change in solution results with the values of
As can be seen from Figure 2, when the values of
The computational variable results for the lot-sizing problem.

Sensitivity analysis
For the process that the FMILP model converts into the crisp equivalent form, an important step is to define the values of all confidence levels and the intended target profit. However, since generally planners cannot determine correctly the exact values of these parameters, it is important to know the influence they have on the results when some changes occur in their values. More clearly, the robustness of the results must be demonstrated. Therefore, we must perform a sensitivity analysis on all confidence levels and the intended target profit.
First, we need to demonstrate the influence of different confidence levels on the results. Single-factor sensitivity analysis is adopted. And the values of every confidence level range from 0.5 to 1, in which minimum interval is 0.05. Meanwhile, confidence levels
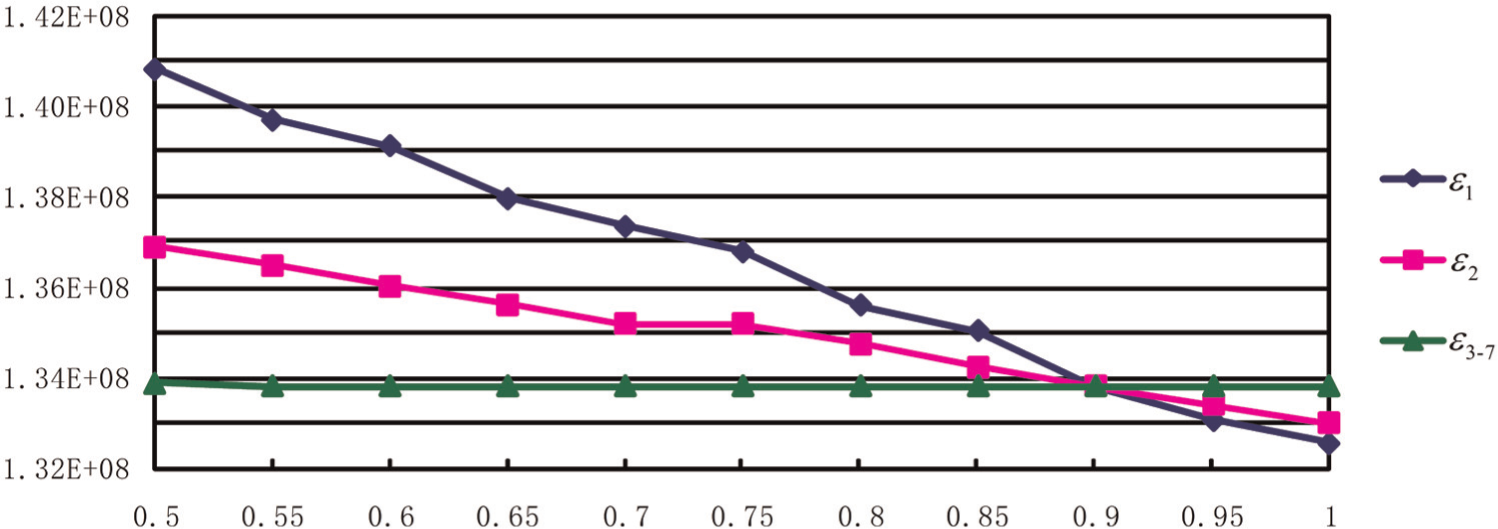
Change trend of profit with increasing values of
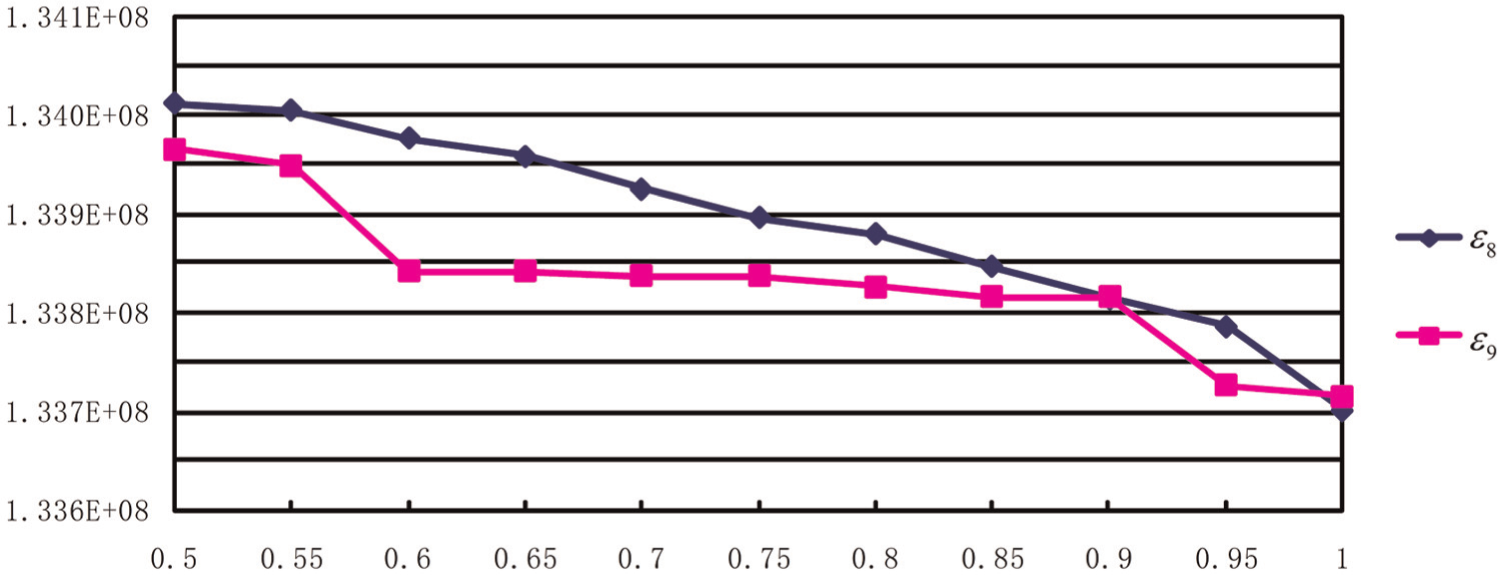
Change trend of profit with increasing values of
As can be seen from Figures 3 and 4, the total profit will be decreased with increasing values of most confidence levels, and the rest of them have too little influence. The confidence level
Then, the influence of the intended target profit on the results is explored. The values of the intended profit range from
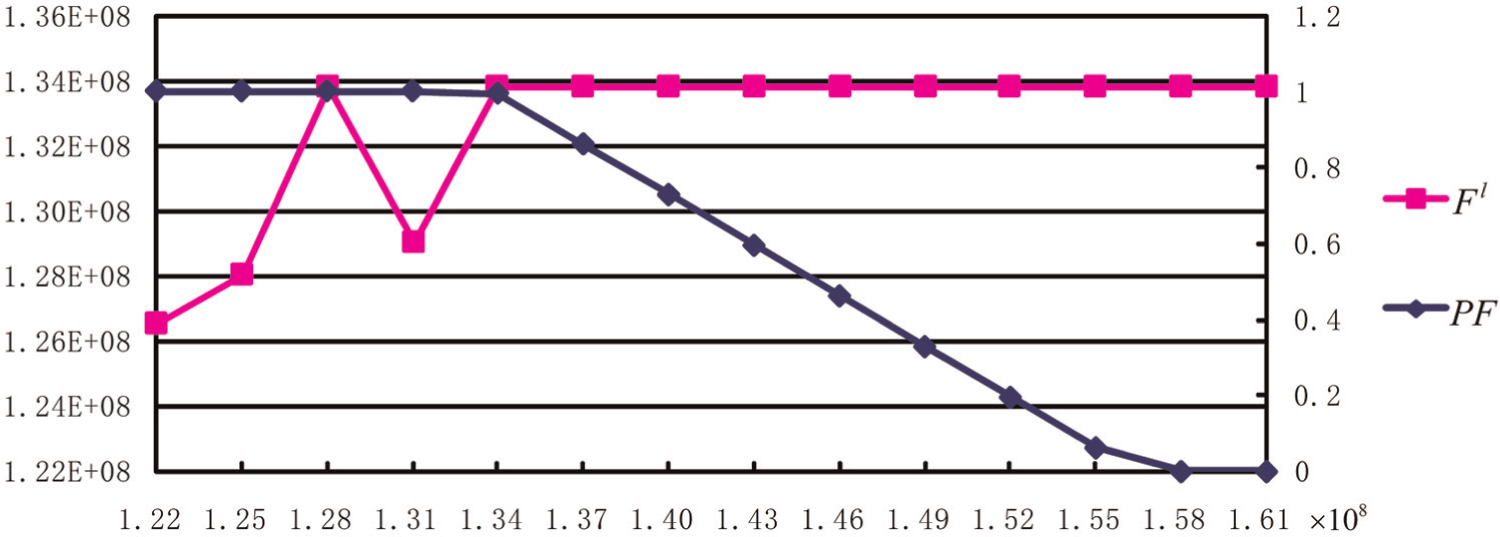
Change trend of profit and possibility value with increasing intended target.
As can be seen from Figure 5, when
Conclusion
In a real lot-sizing production planning with remanufacturing, environmental coefficients and related parameters are often imprecise due to incomplete and/or unavailable information over the intermediate planning horizon. In this article, we discussed a kind of production system with remanufacturing and heterogeneous demands. For this system, we developed a FMILP model to solve the lot-sizing problem with considering market demands, the quantity of EOL products available, the remanufacturable rate, selling prices, unit cost values, and capacity constraints as imprecise and uncertain parameters, which are characterized by triangular fuzzy numbers. And based on possibility measure, we presented appropriate strategies to converting the FMILP model into a crisp equivalent model. Then, according to the structure and characteristic of the crisp equivalent model, we designed the solution approach based on GA in order to obtain near-optimal solution. Finally, a numerical example abstracted from a real business situation was presented to demonstrate the applicability and effectiveness of the model and solution approach proposed, and the sensitivity analyses for all confidence levels and the intended target profit were performed.
Meanwhile, based on our review, there are several opportunities in the future research directions for this important area. First, the analysis of heterogeneous demands remains a wide open area for research because there are different market structures and quality levels of remanufactured products in real world. Second, other fuzzy mathematical programming-based approaches can be applied and compared with one another. Finally, it is essential to design an expert system to solve the problem in which planners, according to their aspirations, experiences, and business, could have that index for ranking fuzzy numbers that better is adapted to their requirements.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was supported by the Fundamental Research Funds for Central Universities of China (No. CDJXS12110001 and No. CDJZR12118801).