
Abstract
This article formulates a novel fuzzy multilevel multiobjective production planning model for a supply chain under a fuzzy environment. An efficient two-phase interactive solution procedure is developed to obtain a good solution that maximizes the total supply chain profit and the satisfactory degree. The proposed solution procedure, modified from Sakawa et al.’s interactive fuzzy programming approach, can be easily adopted by practitioners. Through a negotiation case study, a well-known network product manufacturing supply chain in Taiwan is presented to demonstrate the effectiveness and aptness of the proposed model and the solution procedure, as compared with Sakawa et al.’s method with only one objective at the manufacturer level. Finally, several important findings and managerial implications are drawn from the results of this study.
Keywords
Introduction
Due to the intense global competition, businesses generally adopt a time-based competition strategy to speed a fulfillment plan in order to meet customer demands. In addition, the inventory should be reduced and maintained at a healthy stock level for the purposes of better business performance and customer satisfaction. Preparing feasible production plans for the manufacturers in a supply chain is one of the most vital decisions for production planning managers.
The function of production planning is to deal properly with demand fluctuations by using overtime, inventory, subcontracting, and backordering, or changing the workforce level to meet the customers’ needs. An aggregate plan aligns the production runs with the sales orders and simultaneously achieves multiple business objectives, such as minimizing the total cost, maximizing the profit, minimizing the change in workforce level, and so on. In fact, the decisions of production planning can further affect the scheme of the master production schedule (MPS), the explosion of material requirements planning (MRP), and the efficiency of enterprise resources planning (ERP). It even has a significant impact on the supply chain as a whole, and therefore, it is an extremely important issue for research.
In the literature, production planning research can be divided into deterministic, probabilistic, and fuzzy mathematical models according to the features of the problems. In deterministic models, Masud and Hwang 1 proposed a deterministic aggregate production planning (APP) model for the multiple products and single facility (which can be regarded as single level) case in which the conflict of the multiple objectives was treated explicitly. Saad 2 classified production planning models in terms of the modeling and solving methods into analytic and heuristic approaches. Pochet and Wolsey 3 discussed production planning models with ERP (MRP), advanced planning systems, and supply chains. In addition, Nam and Logendran 4 defined APP as the simultaneous determination of a company’s production, inventory, and employment levels over a finite time horizon. Its objective is to simultaneously optimize all objective functions while satisfying conditions and constraints of business environment. Homburg 5 presented a modified procedure for supporting the process of production planning with multiple objectives in decentralized organizations. Doh and Lee 6 proposed a generic mixed integer production planning model for remanufacturing systems. It appears that the above-mentioned works focused only on the single-level case. Surveys on multiobjective optimization without consideration of fuzzy characteristics can be found in Ulungu and Teghem 7 and Chinchuluun and Pardalos. 8 It should be noted here that one author (Chiu et al. 9 ) of this article proposed a production planning model employing an efficient two-phase heuristic method for complex multilevel supply chains.
In practice, when a production manager prepares a production plan, he or she usually needs to input uncertain, vague, or imprecise data. Hence, fuzzy production planning models have been developed in recent years. They include the following:
Fuzzy single-objective linear programming (LP) models. Bellman and Zadeh 10 first proposed a fuzzy decision-making method. Zimmermann11–13 incorporated fuzzy set theory into LP. Lee 14 extended Masud and Hwang’s 1 research and proposed an interactive single-objective model and a multiobjective model in APP. Shih et al. 15 proposed a fuzzy approach for multilevel programming problems. Sakawa et al. 16 presented an interactive fuzzy programming model for multilevel LP problems. Aliev et al. 17 developed a fuzzy integrated multiperiod and multiproduct production and distribution models in supply chain, and the model is solved by genetic algorithm. Peidro et al. 18 developed a fuzzy mathematical programming model for supply chain planning, which takes supply, demand, and process uncertainties into consideration. Recently, Mula et al. 19 and Liang 20 also did the fuzzy works in this research field.
Fuzzy multiobjective programming models. Wang and Fang 21 presented a fuzzy LP method for solving the APP problems with multiple objectives in which the product price, unit subcontract cost, workforce level, production capacity, and market demand are fuzzy in nature. Wang and Liang22,23 developed fuzzy multiobjective LP models for solving the multiproduct APP decision problem in a fuzzy environment. However, each of these works is a fuzzy single-level case rather than a fuzzy multilevel case.
Fuzzy stochastic LP models. Sakawa and Kato 24 used an interactive fuzzy satisficing method to deal with multiobjective stochastic LP problems with random variable coefficients in objective functions and/or constraints. Wang and Liang 25 used an interactive possibilistic LP approach for solving the multiproduct APP problem with imprecise forecast demand, related operation costs, and capacity. Luhandjula 26 provided a survey of fuzzy stochastic LP problems, along with promising research directions. However, the above-mentioned studies also put great emphasis on the single-level case. In other words, they set single or multiple objectives to a single manufacturer.
Many existing studies used two-level (e.g. Nishizaki and Sakawa, 27 Sakawa and Nishizaki, 28 and Mishra and Ghosh 29 ) or multilevel (e.g. Shih et al. 15 and Sakawa et al.16,30) mathematical programming without concentrating on production planning. From the viewpoint of fuzzy multiple objectives, few studies discussed interdependent production planning relationships between or among members in a supply chain. For example, Liang 31 proposed a fuzzy multiobjective LP model including piecewise linear membership function to solve integrated production and distribution planning problems with multiproduct and multiperiod characteristics. Selim et al. 32 developed a multiobjective LP model to deal with collaborative production–distribution planning problems in supply chains. Later, a hybrid (including qualitative and quantitative objectives) fuzzy multiobjective nonlinear programming model with different goal priorities was formulated by Jamalnia and Soukhakian 33 for APP problems. Baykasoglu and Gocken 34 proposed a direct solution method (i.e. without needing a transformation process) and used Tabu search to solve fuzzy multiobjective APP problem.
The major difference between this study and Liang’s 31 study lies in the number of objectives and levels. We consider multiple objectives and three or more levels, while Liang only confined to two objectives and two levels (i.e. production and distribution levels). Moreover, one of the two objectives was total delivery time, which could be transformed into delivery cost and combined with the first objective to simplify the problem. Although Selim et al. 32 dealt with a three-level supply chain, each level had only one goal rather than our three objectives at the manufacturer level. Our study differs from that of Jamalnia and Soukhakian’s 33 and Baykasoglu and Gocken’s 34 in the features of the objectives and the solution methods. These differences highlight the contribution of this study.
In this article, we will describe the research problem in section “Problem description” and then build fuzzy objective functions and relevant constraints for each level in section “Model formulation.” An efficient solution procedure will be presented and evaluated in section “Modified interactive solution procedure.” The proposed fuzzy multilevel multiobjective production planning (FMLMOPP) model will be applied to a well-known Taiwanese network product manufacturing supply chain in section “Supply chain negotiation case study.” Finally, conclusions will be given in section “Conclusion.”
Problem description
A multilevel (e.g. three-level) supply chain consists of a wholesaler, a manufacturer (the core member of the supply chain), and a supplier, as well as limited resources (i.e. workforce, capacity, and/or storage space) of each member. Figure 1 shows a multilevel, multiobjective supply chain. The wholesaler negotiates the required quantities of each product with the manufacturer based on the demand of the wholesaler. The manufacturer negotiates the purchased quantity of raw materials with the supplier. The demand of the wholesaler is deterministic and known. Therefore, according to the regular and overtime production schedules and the inventory levels of raw materials, the manufacturer releases orders to the supplier. On the premise that supply chain coordination mechanism is set up, typical private information of partners is assumed to be transparent and can be shared within the supply chain. Consequently, the use of the interrelated information can regulate partners’ decisions effectively. It is extremely important for all members in the supply chain to closely integrate together in order to gain mutual benefits and create their global competitive advantages.
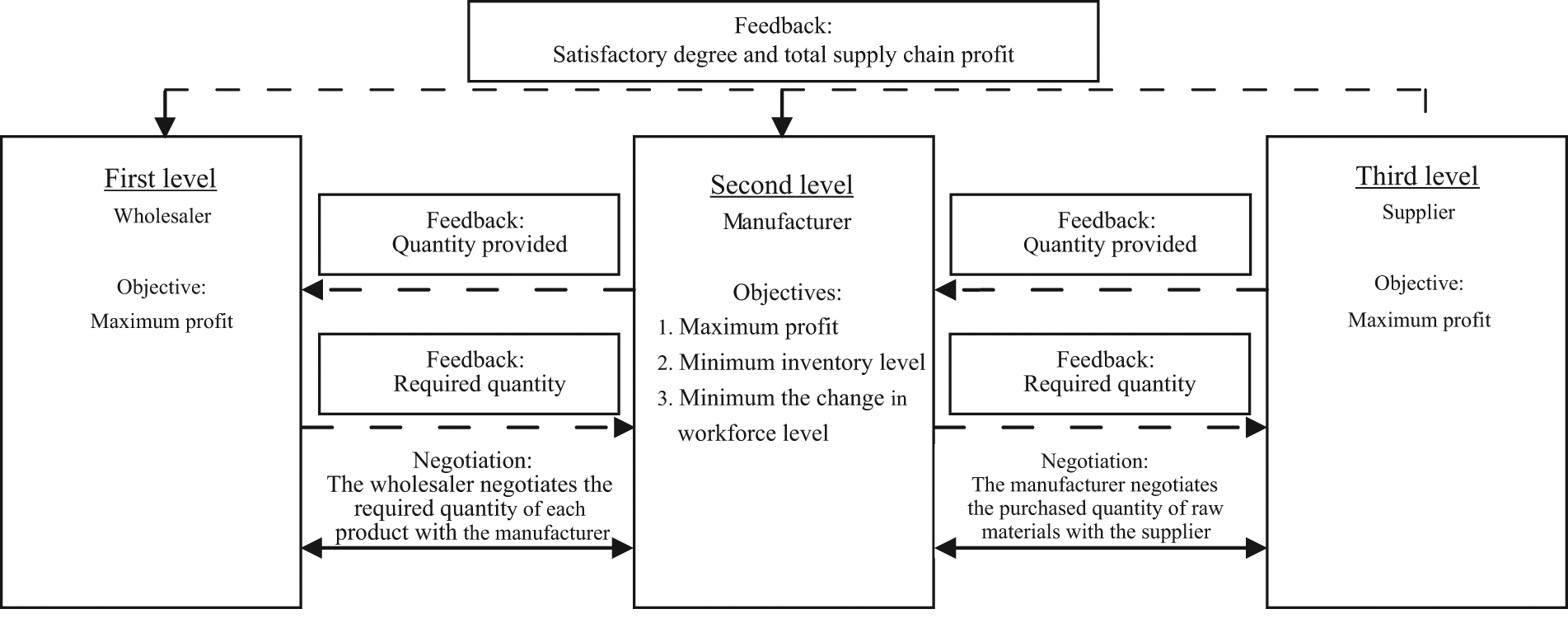
A multilevel multiobjective supply chain is considered in this article.
Now, the following basic assumptions are made:
Supply chain coordination mechanism is set up, and typical private information of partners is assumed to be transparent and can be shared within the supply chain.
All multiple objectives are transformed into fuzzy goals.
A manufacturer produces several products, and the bill of materials (BOM) of each product is known.
Only one supplier provides the manufacturer with raw materials for producing each product. There is no shortage of raw materials.
The planning horizon is finite and known.
The inventory level at the beginning of the planning horizon and the minimum stock quantities in each period of each product and each kind of raw material are known.
Delivery lead time between two adjacent members is assumed to be zero, and the transportation costs of shipping raw materials and finished goods are not considered.
The manufacturer (core member in Figure 1) has three objectives (i.e. maximize the profit, minimize the inventory level, and minimize the change in workforce level). The supplier or the wholesaler has only one objective, namely, to maximize the profit.
The manufacturer uses three resources (i.e. workers, capacities, and warehouse space), and each of the other two members only considers the constraint of the maximum stock quantity.
The wholesaler’s demand is derived from customer needs and is deterministic and known.
Regular time production has higher priority than subcontracting. Subcontracting decision mainly depends on whether the unit overtime production cost is larger than the unit subcontract cost. It is also assumed that the capacity of subcontracting is unlimited.
Related cost functions are linear.
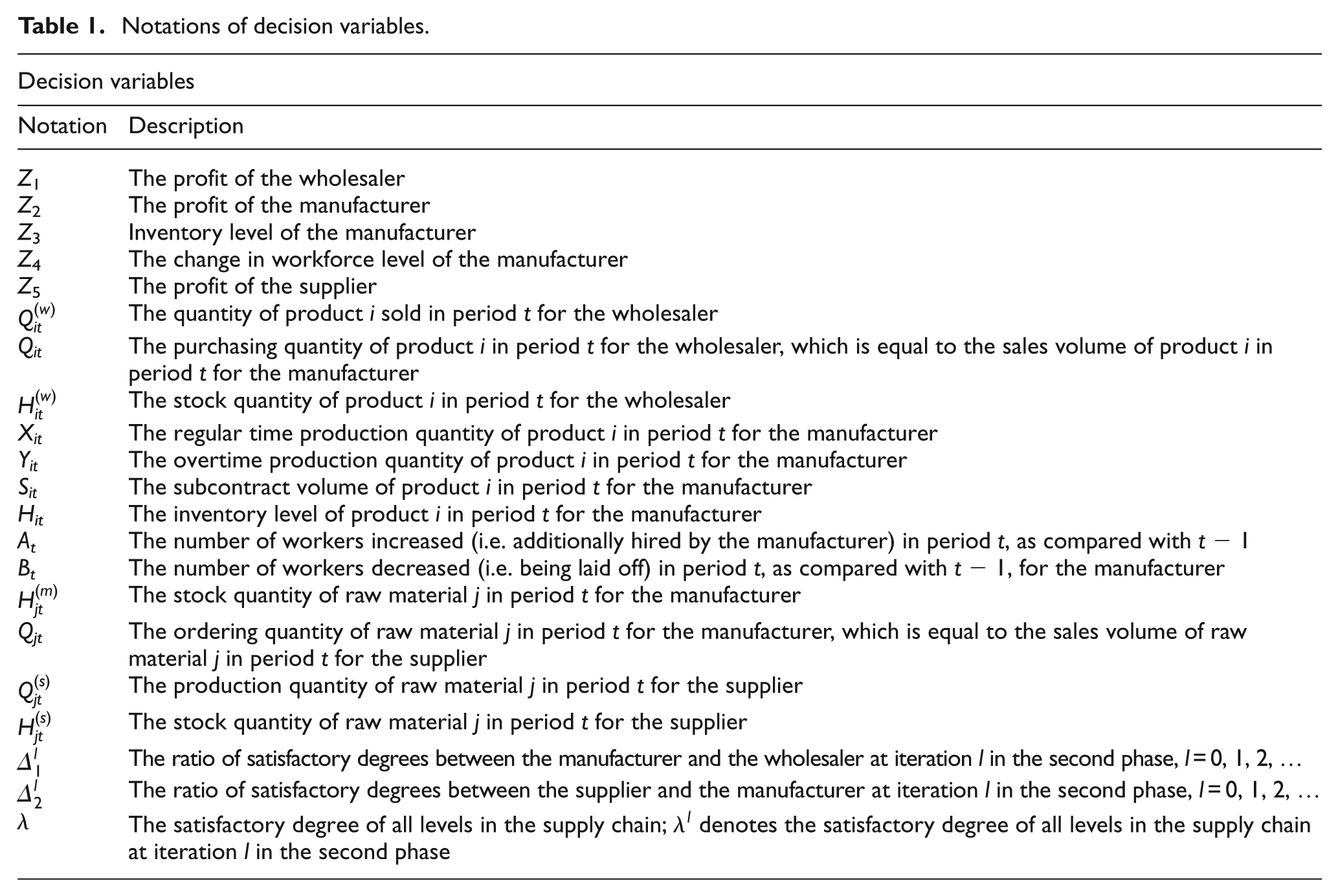
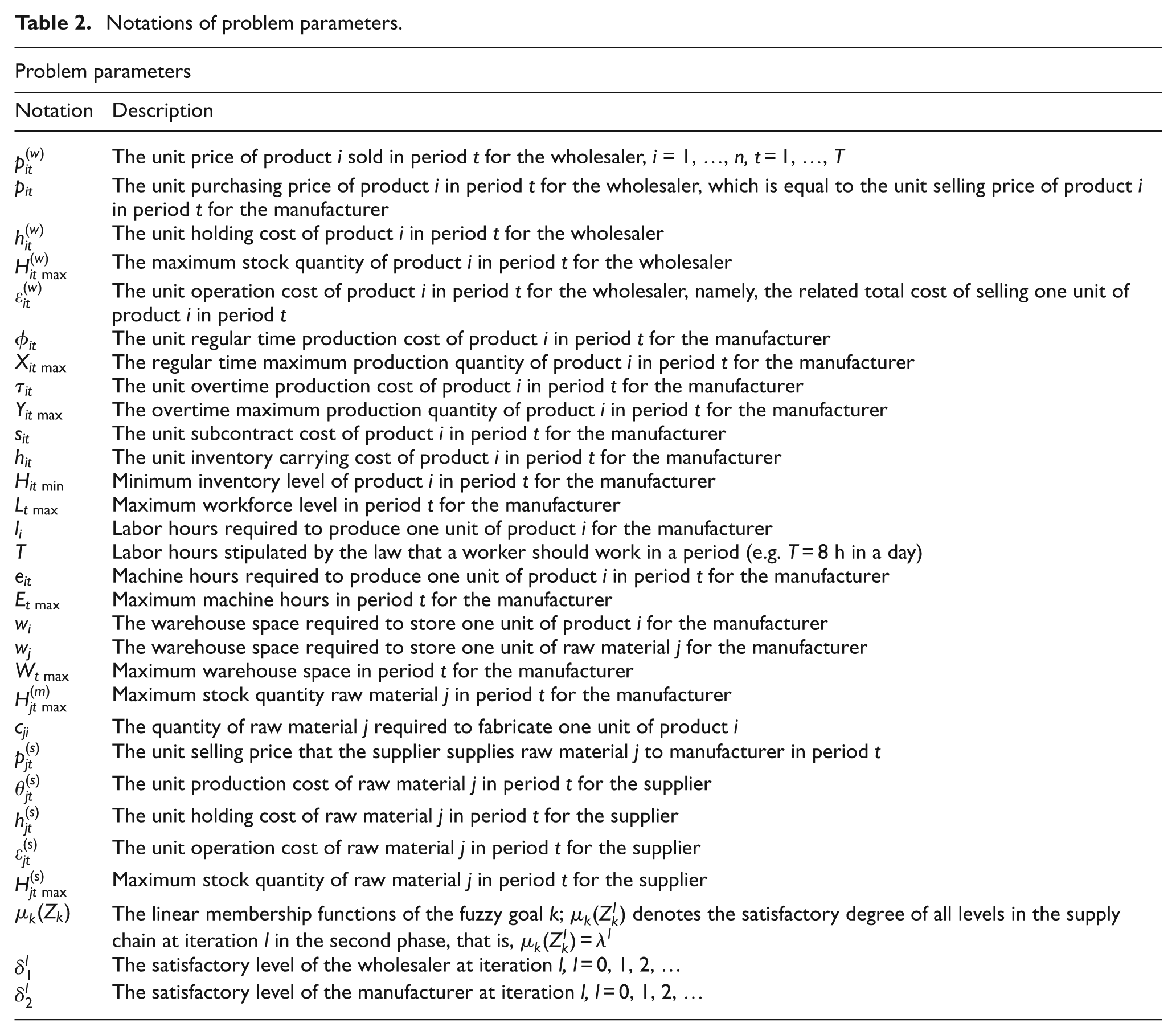
The notations of decision variables and problem parameters in developing our model are shown in Tables 1 and 2.
Notations of decision variables.
Notations of problem parameters.
Model formulation
As described in section “Introduction,” very few existing fuzzy multilevel mathematical programming methods were applied to production planning. Although some articles dealt with multiple objectives, they generally focused on fuzzy single-level cases rather than fuzzy multilevel cases. In addition, Shih et al. 15 proposed a fuzzy approach for the multilevel programming problem, but the fuzzy goals were set for both an objective function and decision variables at the upper level (e.g. the wholesaler). Unfortunately, undesirable solutions were obtained when these fuzzy goals were inconsistent. Sakawa et al. 16 overcame Shih et al.’s problems by eliminating the fuzzy goals for decision variables and presented interactive fuzzy programming for multilevel LP problems. In this article, Sakawa et al.’s interactive approach is modified, and the proposed FMLMOPP model is developed. The major difference between Sakawa et al.’s model and the proposed model is that the former considered only one objective, whereas the multiobjective model at the manufacturer level is proposed for this research. This makes the research problem much more complex. Without loss of generality, a fuzzy three-level, multiobjective production planning model is demonstrated, as shown in equations (1) to (20). This model can be extended to a generalized FMLMOPP model. The objective function of the wholesaler is

The first objective function of the manufacturer is
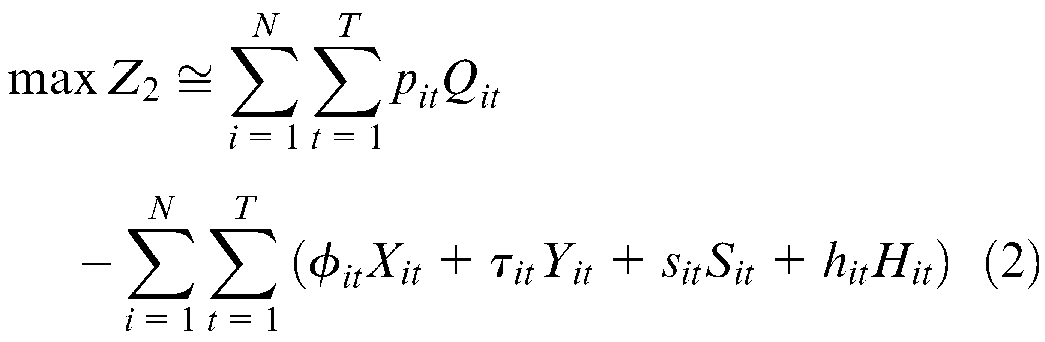
where the terms

where the terms

where the terms

Next, we develop the relevant constraints of the model. The constraints of the wholesaler are


The constraints of the manufacturer can be divided into three categories as follows:
(a) Constraints on carrying inventory



(b) Constraints on labor levels

(c) Constraints on capacities and facility space





The constraints of the supplier are given in equations (18) and (19)


Nonnegativity constraints are included in equation (20)

Modified interactive solution procedure
This section presents an interactive solution procedure for solving the proposed FMLMOPP model. This procedure utilizes the concept of fuzzy decision making as done by Bellman and Zadeh 10 and then modifies Sakawa et al.’s interactive approach that was originally derived from Zimmermann’s 12 and Shih et al.’s 15 fuzzy programming methods. This procedure can be divided into two phases. Two linear membership functions as shown in Figures 2 and 3 would be used in the two phases.
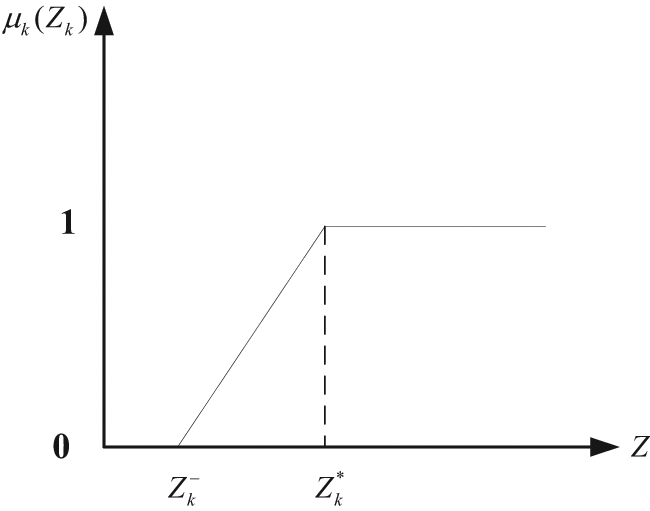
Linear membership function for
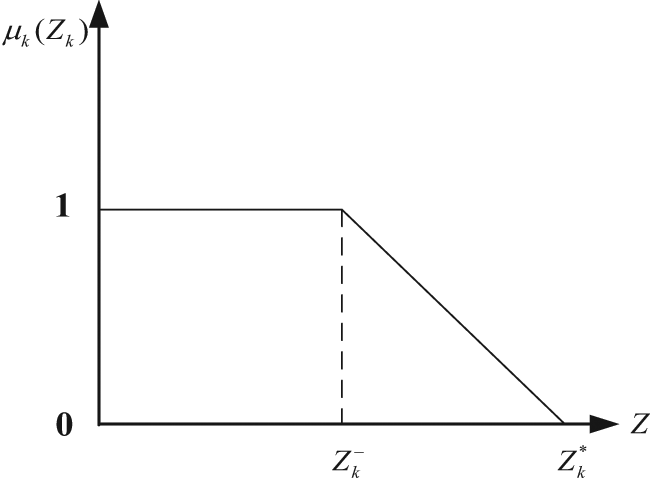
Linear membership function for
The first phase of the procedure is based on the methods developed from Zimmermann 12 and Shih et al. 15 It includes the following four steps:
Step 1. Formulate the FMLMOPP model.
Step 2. Determine or revise the ceiling limit values (


Step 3. Develop an auxiliary FMLMOPP model of the five linear membership functions and convert it into an equivalent LP model, including equations (23), (24), and (6) to (20).


Step 4. Solve the auxiliary FMLMOPP model interactively. If the solution is not satisfied (i.e. the value of
The second phase of this procedure includes the following steps:
Step 1. Use the improved satisfactory solution (which may not be a feasible solution in the second phase since it may not completely satisfy all termination conditions) obtained from the first phase as an initial solution at iteration 1.
Step 2. Set the initial satisfactory levels
Step 3. Solve the auxiliary FMLMOPP model again iteratively and obtain a solution
and
Step 4. If the solution at iteration l satisfies two termination conditions, then conclude the solution as a feasible and acceptable one. If the total supply chain profit of the current solution is the best one, then the procedure is terminated. The two termination conditions are as follows:
The satisfactory degree at iteration l+ 1 should be larger than or equal to the satisfactory level at iteration l, where l = 0, 1, 2, …, that is,
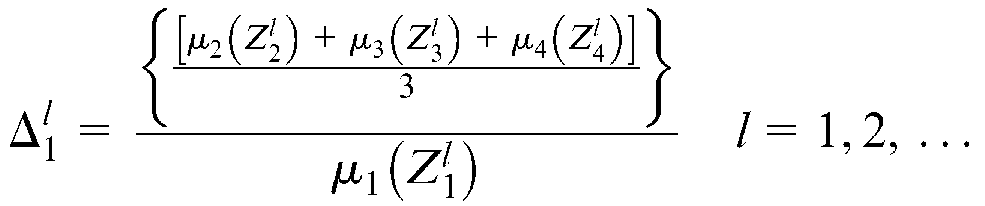
The ratios
Step 5. Decrease the values of
Step 6. Stop the procedure.
Supply chain negotiation case study
In this section, we demonstrate the application of the proposed FMLMOPP model and solution procedure to a three-level and five-objective network product supply chain. The supply chain includes a wholesaler (The Star Corp.), a manufacturer (The Tailn Corp.), and a supplier (The Howd Corp.) in northern Taiwan. The Star Corporation is a consumer electronics, computers, and communication (3C) wholesaler, and the company negotiates the required quantity of 3C products (e.g. wireless routers and wireless cards) with one of its upstream manufacturers, that is, the Tailn Communication Corporation. Tailn has nearly 30 years of technical expertise as the leading network product provider in Taiwan and had achieved ISO 9002, ISO 9001, TL9000, ISO14001, OHSAS18001, and QC080000 certifications. Tailn’s core business has been in the design, manufacturing, and sale of wireless routers, wireless cards, digital loop carrier systems, and fiber optic cables. The Howd Technologies Corporation is an integrated multifunction company, which imports and fabricates electronic and communication parts. Howd provides Tailn with raw materials.
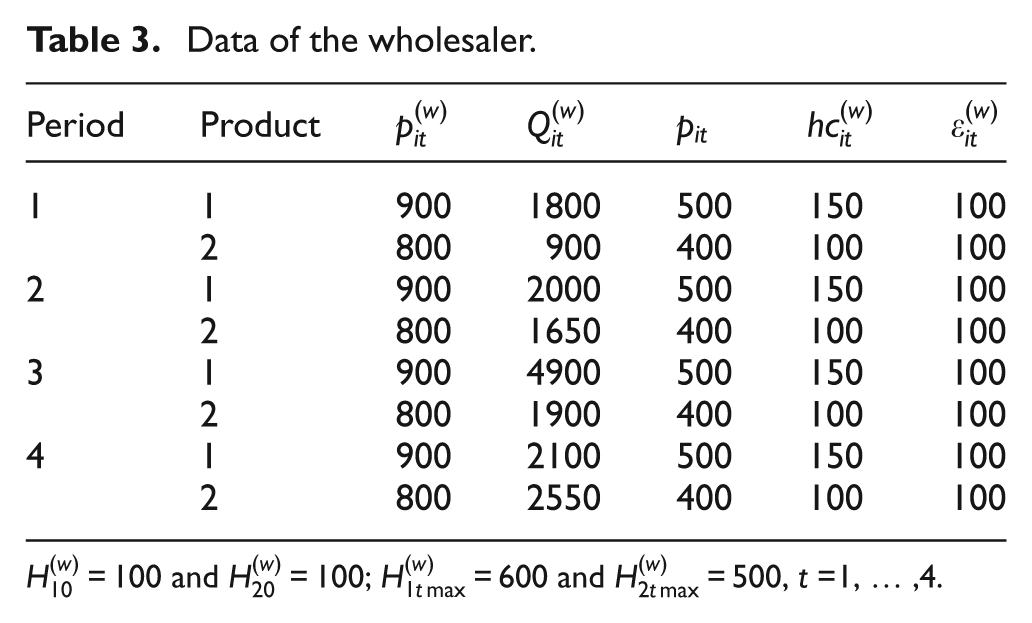
In this case, the planning horizon is four period long. Two products provided by Tailn would be delivered to Star. Product 1 is a wireless router and product 2 is a wireless card. To fabricate the two products, Tailn must purchase three kinds of raw materials from Howd. The relevant data of this case are given in Tables 3 to 5.
Data of the wholesaler.
Data of the manufacturer.
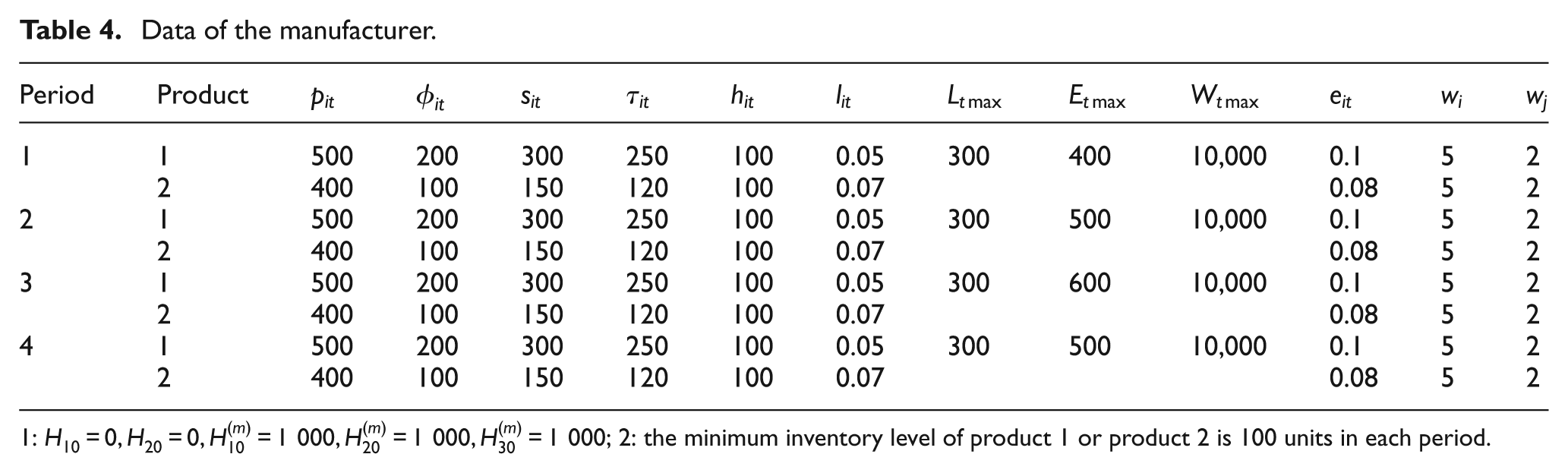
1:
Data of the supplier first period.

1:
The examination starts with maximization or minimization of individual objective function without considering the other four objective functions. Table 6 shows the results of this examination.
Matrix of single-objective function values without considering the other four objective functions.
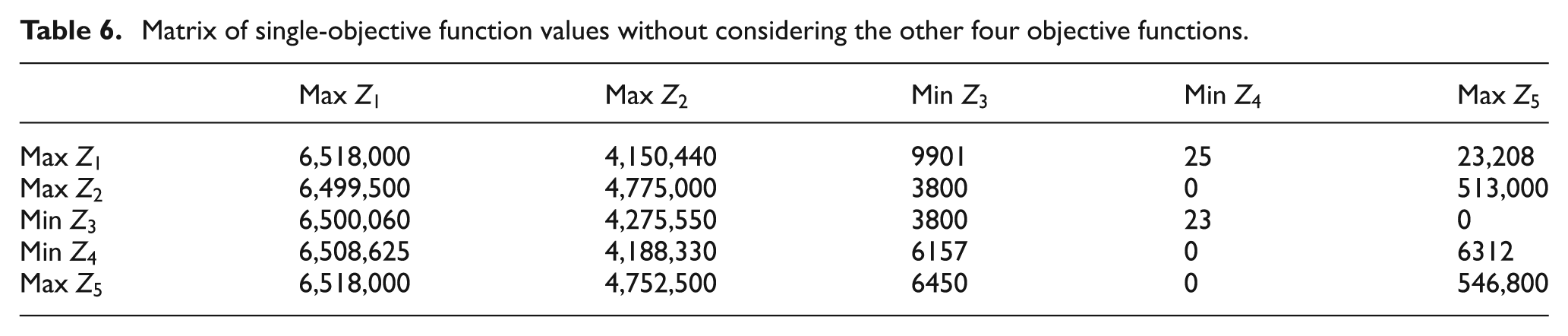
The ceiling and bottom values of each column in Table 6 are transformed into the associated linear membership function. The auxiliary FMLMOPP model (i.e. equations (23), (24), and (6) to (20)) can be formulated according to the data in Table 6. Then, we use LINGO to solve the auxiliary FMLMOPP model, that is, execute Step 4 in the first phase. A brief description demonstrating how LINGO is used would be that the auxiliary FMLMOPP model is keyed in LINGO and then the “‘solve” function key is clicked. As a result, we obtain the initial solution including the satisfactory degree (λ = 0.634), the five objective values (Z1 = US$6,511,240; Z2 = US$4,749,705; Z3 = 6,032; Z4 = 0; and Z5 = US$546,800), and the total supply chain profit (US$11,807,745). Table 7 lists the initial and improved solutions obtained from Step 4 in the first phase.
Initial and improved solutions obtained from Step 4 in the first phase.

The second phase of the procedure uses the improved satisfactory solution obtained from the first phase as an initial solution at iteration 1. Suppose that the wholesaler and the manufacturer determine the initial satisfactory levels as
Related data at iteration 1 used for solving the auxiliary FMLMOPP model in Step 3 of the second phase are shown in Table 8. Data in Table 8 originate from recomputing the improved satisfactory solution obtained at the end of the first phase. LINGO computer software is also used to solve this LP model.
Solution of the auxiliary FMLMOPP model at iteration 1 in the second phase.
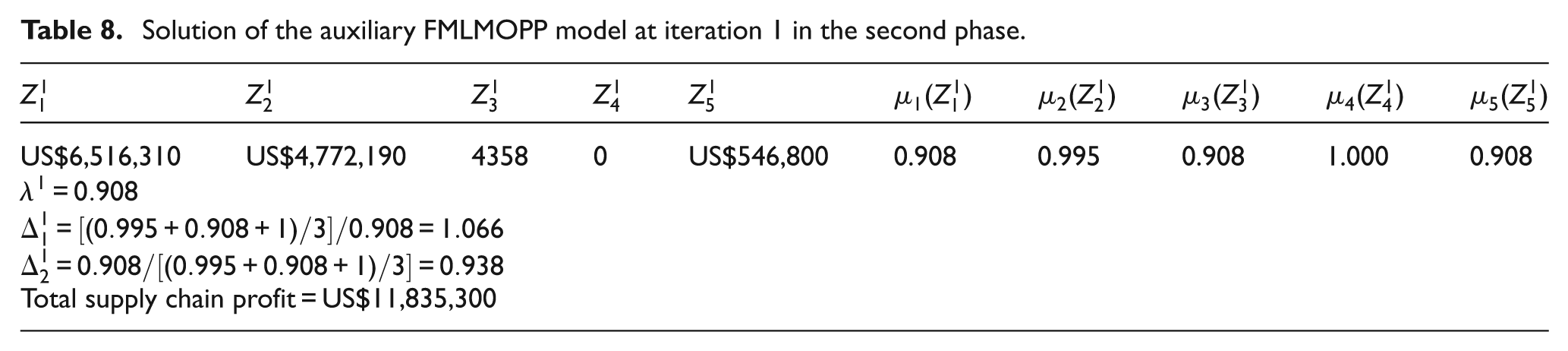
The solution at iteration 1 cannot satisfy termination condition (1) because the satisfactory degree
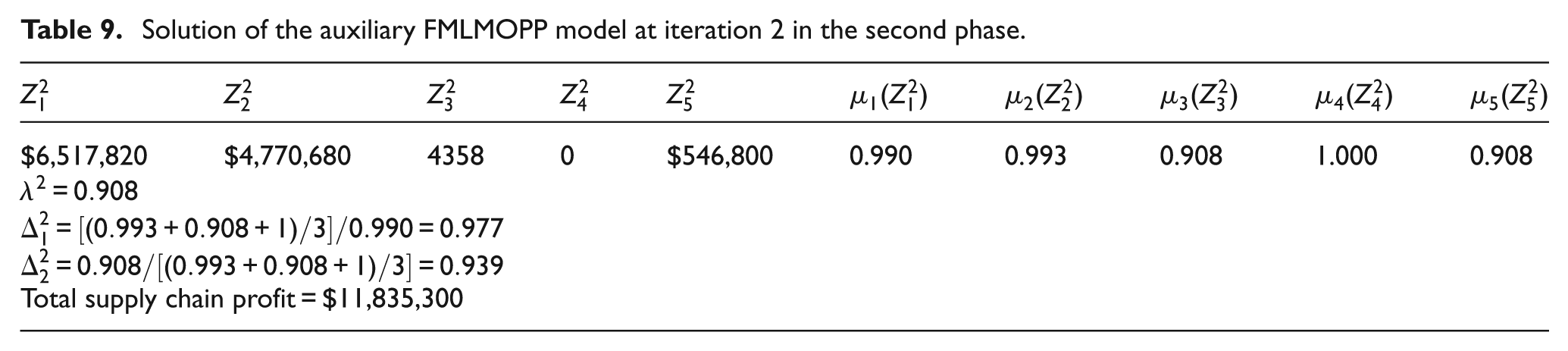
After solving the reformulated, the second iteration solution of the auxiliary FMLMOPP model is shown in Table 9. The solution cannot satisfy termination condition (1) since two satisfactory degrees (
Solution of the auxiliary FMLMOPP model at iteration 2 in the second phase.
Analogically, repeat the same process until all termination conditions are satisfied and a feasible final solution is obtained. Some feasible final solutions of the auxiliary FMLMOPP model with different combinations of
Some feasible final solutions of the auxiliary FMLMOPP model.
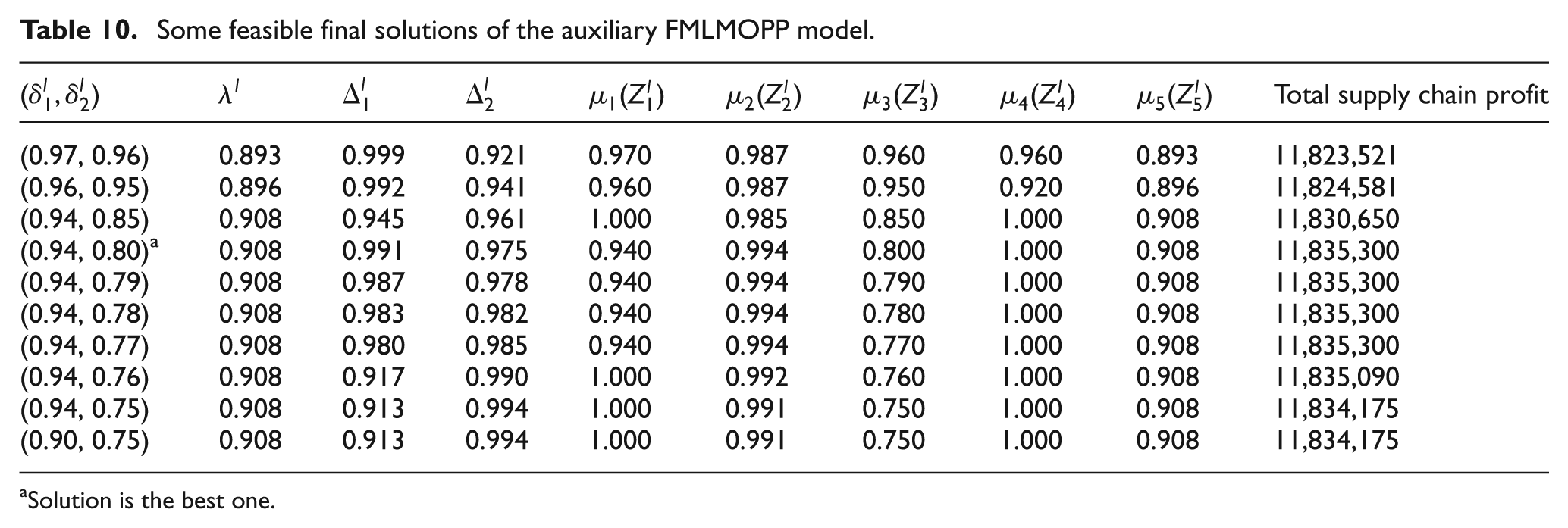
Solution is the best one.
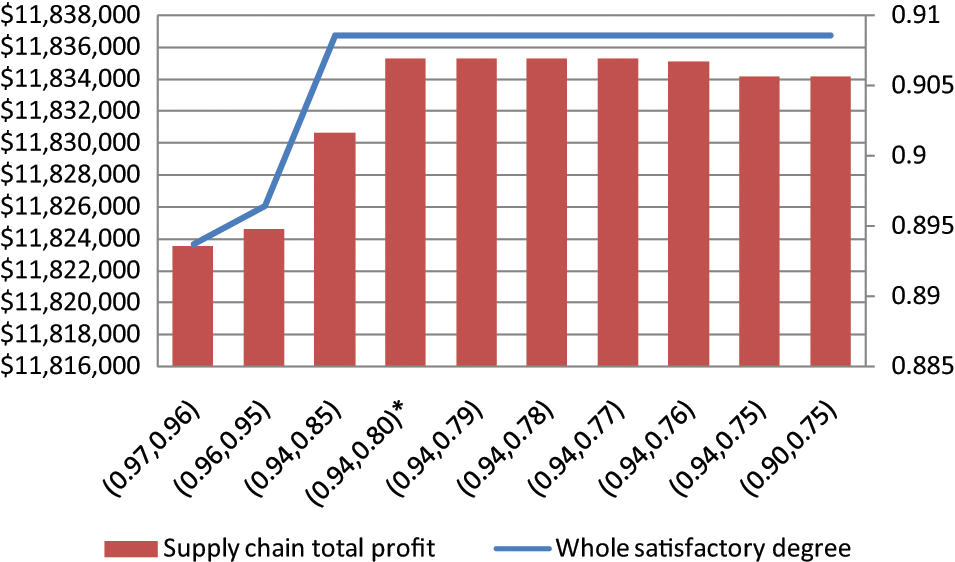
Total supply chain profit and the satisfactory degree with different combinations of
From Table 10 and Figure 4, we select the best solution (i.e.
Comparison of the first-phase improved solution and the second-phase final solution.

Comparison of the first-phase improved solution and the second-phase final solution for the manufacturer only.
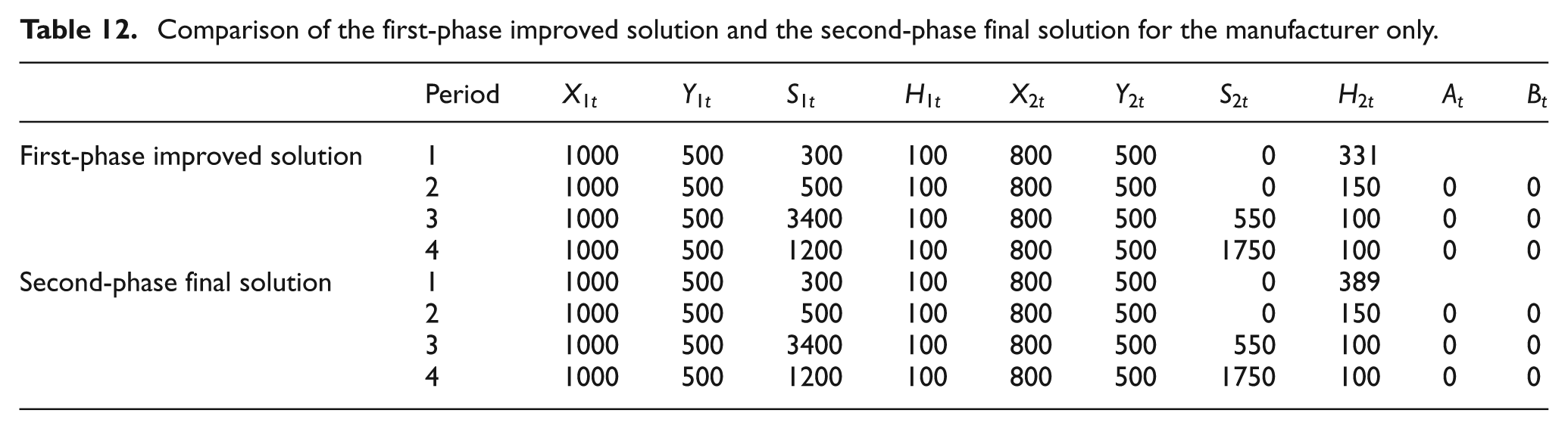
This case reveals the fact that the interactive process is beneficial to the upper level (i.e. the wholesaler), as the same situation can be found in many industries. Therefore, the wholesaler gets more profit than the manufacturer. Table 12 indicates that for the manufacturer, the inventory levels of product 2 in period 1 are different between the first-phase improved solution and the second-phase final solution. Because the inventory level of product 2 increases 17.52% as compared with the first-phase improved solution, the profit of the manufacturer in the second-phase final solution decreases by $580. This interactive and adjusted process in the supply chain is meaningful.
Conclusion
We have modified Sakawa et al.’s interactive fuzzy programming approach and developed a FMLMOPP model, in which multiple objectives are transformed into fuzzy goals. For this reason, the research problem becomes much more complex since Sakawa et al.’s model only considered one objective at the manufacturer level. An efficient two-phase interactive solution procedure has been developed due to the fact that solving the proposed model analytically is extremely difficult. The proposed model and the solution procedure can be easily adopted by practitioners because it reproduces a real-world situation. Several important findings and managerial implications are drawn from the results of the supply chain negotiation case study. The results indicate that the interactive and adjusted process between upstream and downstream members in a supply chain is necessary. This can maximize the total supply chain profit and the satisfactory degree. Future research topics might include model formulation of arborescent supply chains, development of new solution procedures, and consideration of fuzzy parameters.
Footnotes
Funding
This research was supported by the National Science Council, Taiwan (NSC 95-2221-E-468-012 and NSC 96-2221-E-468-005).